Embed Size (px)
Citation preview

대장간 철 단조 작업의 기초 (Blacksmith forge basics) 흙부대생활기술네트워크 김성원 편집
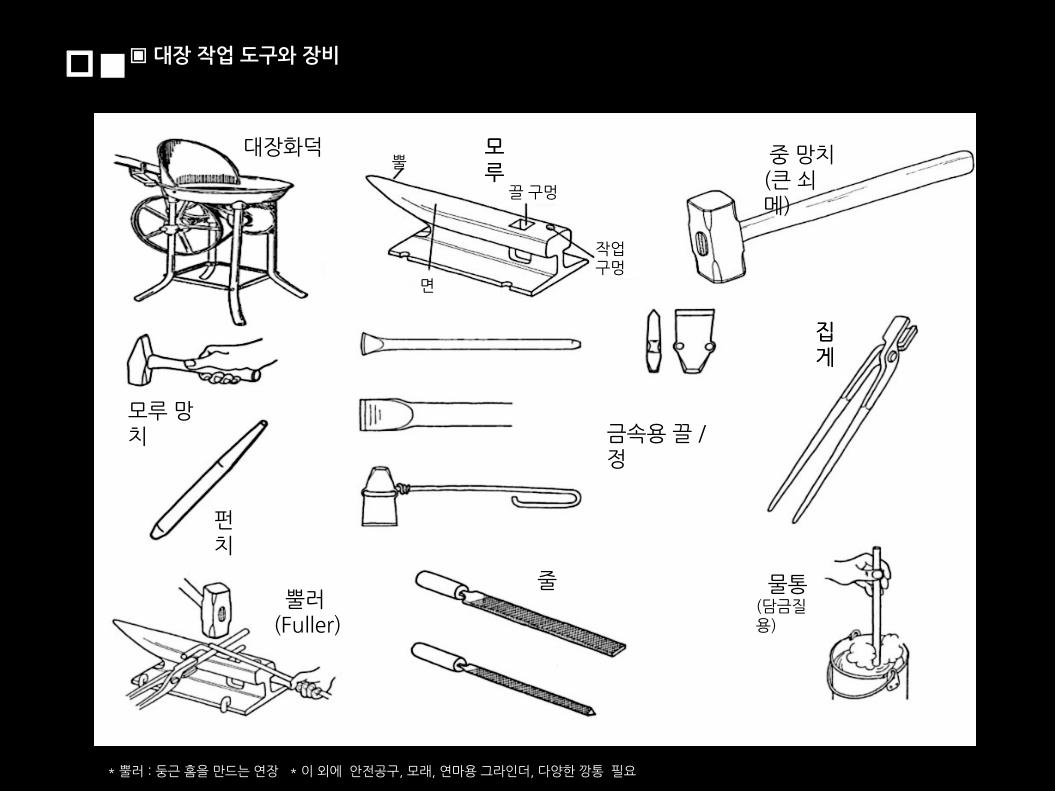
□■▣ 대장 작업 도구와 장비
대장화덕 모루
뿔
끌 구멍
작업 구멍
면
모루
중 망치(큰 쇠메)
모루 망치
펀치
금속용 끌 / 정
집게집게
뿔러(Fuller)
* 뿔러 : 둥근 홈을 만드는 연장 * 이 외에 안전공구, 모래, 연마용 그라인더, 다양한 깡통 필요
줄 물통(담금질용)
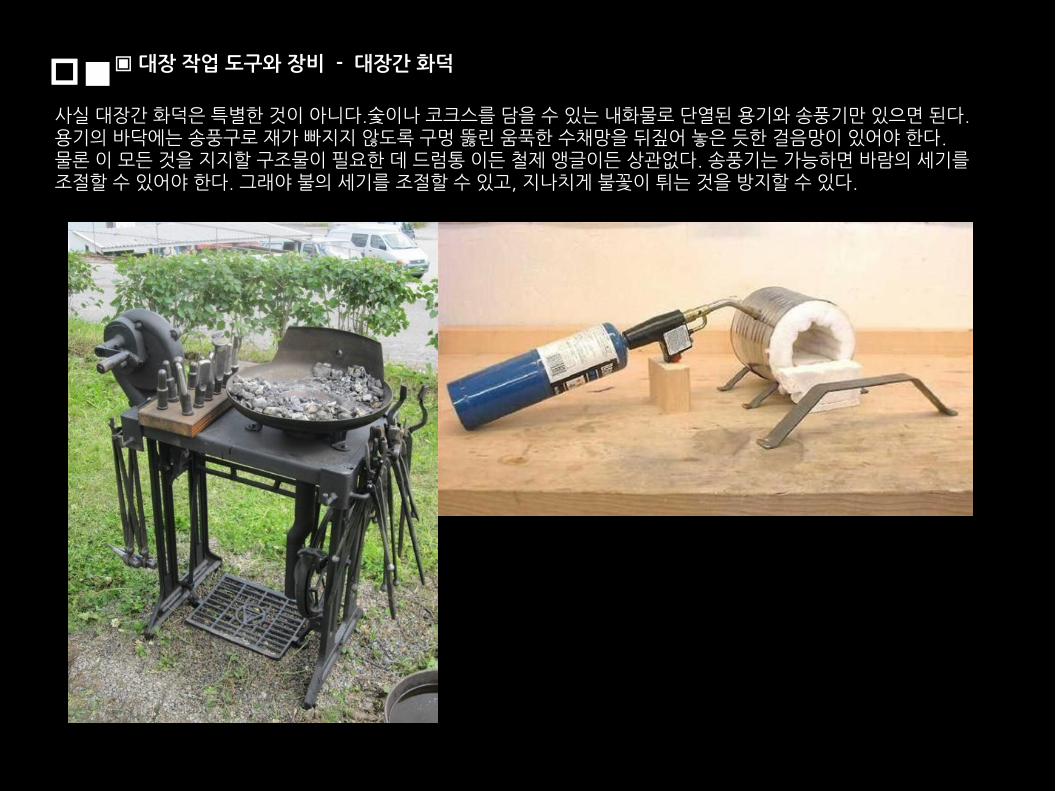
□■▣ 대장 작업 도구와 장비 - 대장간 화덕
사실 대장간 화덕은 특별한 것이 아니다.숯이나 코크스를 담을 수 있는 내화물로 단열된 용기와 송풍기만 있으면 된다. 용기의 바닥에는 송풍구로 재가 빠지지 않도록 구멍 뚫린 움푹한 수채망을 뒤짚어 놓은 듯한 걸음망이 있어야 한다. 물론 이 모든 것을 지지할 구조물이 필요한 데 드럼통 이든 철제 앵글이든 상관없다. 송풍기는 가능하면 바람의 세기를 조절할 수 있어야 한다. 그래야 불의 세기를 조절할 수 있고, 지나치게 불꽃이 튀는 것을 방지할 수 있다.

□■▣ 대장 작업 도구와 장비 - 대장간 화덕
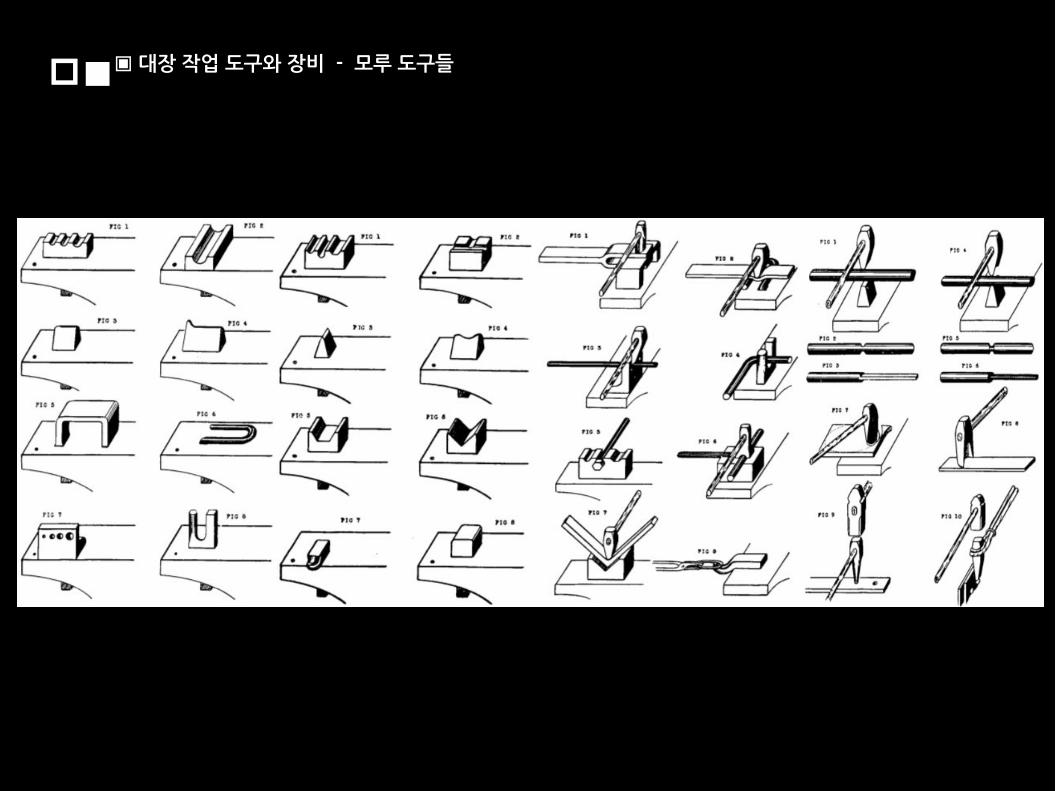
□■▣ 대장 작업 도구와 장비 - 모루 도구들
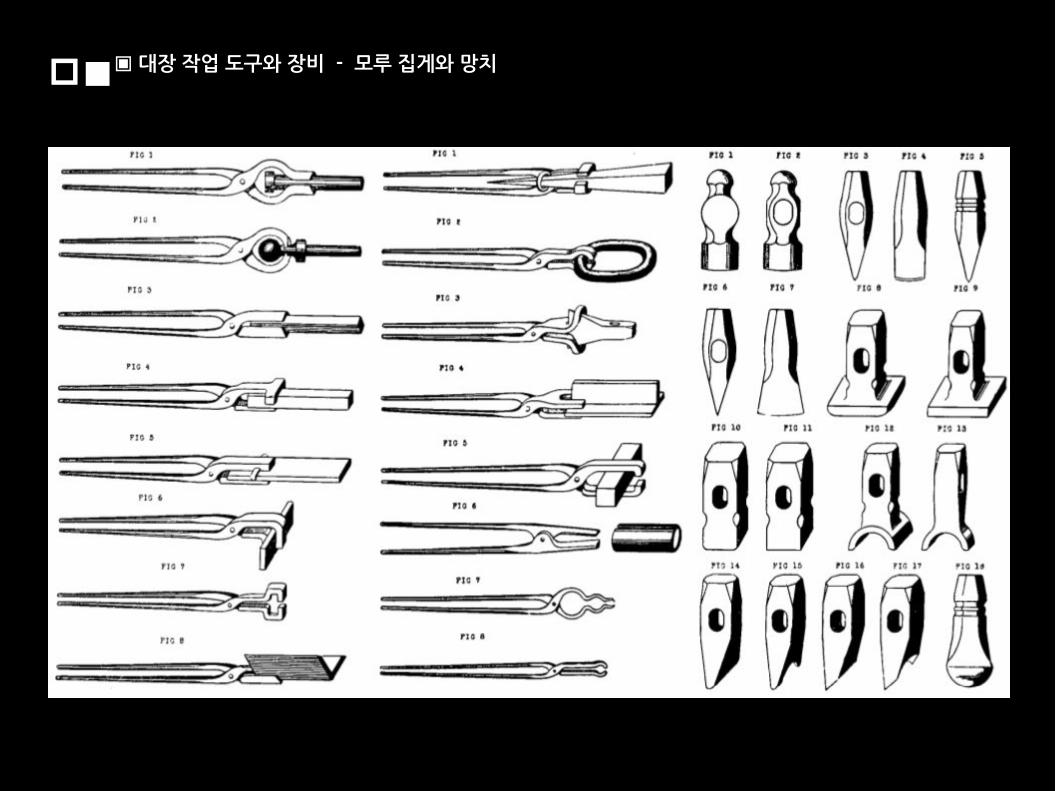
□■▣ 대장 작업 도구와 장비 - 모루 집게와 망치
□■▣ 대장 작업의 재료와 연료
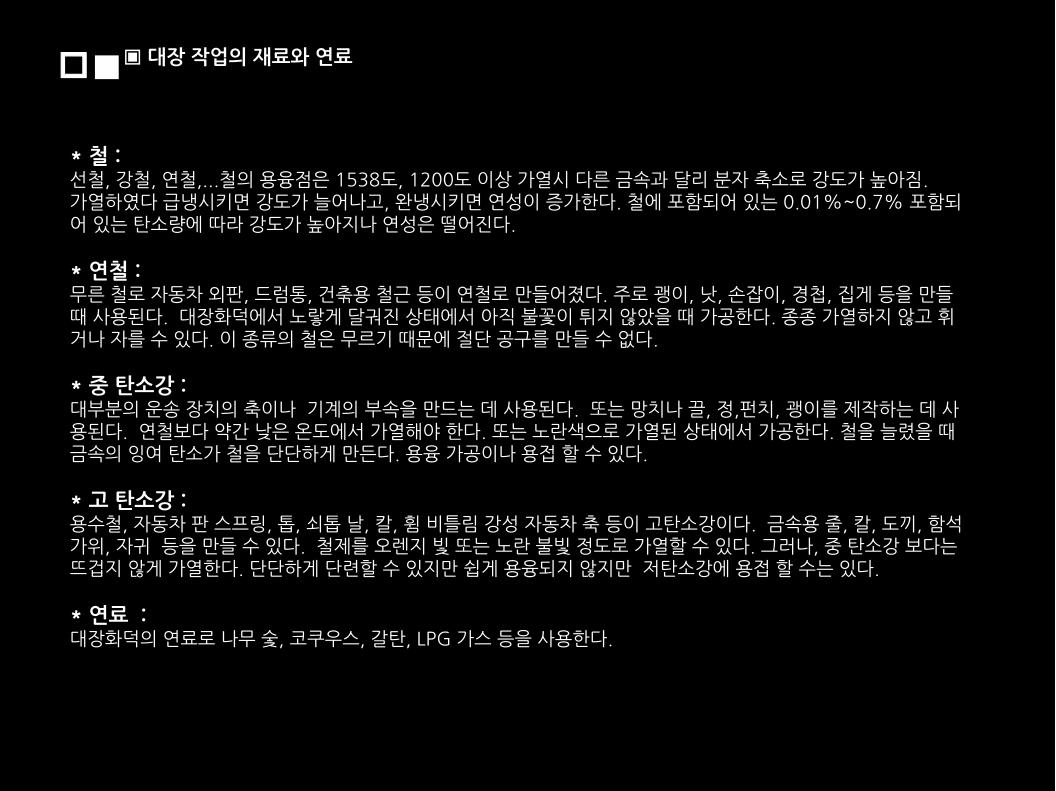
* 철 : 선철, 강철, 연철,...철의 용융점은 1538도, 1200도 이상 가열시 다른 금속과 달리 분자 축소로 강도가 높아짐. 가열하였다 급냉시키면 강도가 늘어나고, 완냉시키면 연성이 증가한다. 철에 포함되어 있는 0.01%~0.7% 포함되어 있는 탄소량에 따라 강도가 높아지나 연성은 떨어진다.
* 연철 :무른 철로 자동차 외판, 드럼통, 건춖용 철근 등이 연철로 만들어졌다. 주로 괭이, 낫, 손잡이, 경첩, 집게 등을 만들 때 사용된다. 대장화덕에서 노랗게 달궈진 상태에서 아직 불꽃이 튀지 않았을 때 가공한다. 종종 가열하지 않고 휘거나 자를 수 있다. 이 종류의 철은 무르기 때문에 절단 공구를 만들 수 없다.
* 중 탄소강 : 대부분의 운송 장치의 축이나 기계의 부속을 만드는 데 사용된다. 또는 망치나 끌, 정,펀치, 괭이를 제작하는 데 사용된다. 연철보다 약간 낮은 온도에서 가열해야 한다. 또는 노란색으로 가열된 상태에서 가공한다. 철을 늘렸을 때 금속의 잉여 탄소가 철을 단단하게 만든다. 용융 가공이나 용접 할 수 있다.
* 고 탄소강 : 용수철, 자동차 판 스프링, 톱, 쇠톱 날, 칼, 휨 비틀림 강성 자동차 축 등이 고탄소강이다. 금속용 줄, 칼, 도끼, 함석가위, 자귀 등을 만들 수 있다. 철제를 오렌지 빛 또는 노란 불빛 정도로 가열할 수 있다. 그러나, 중 탄소강 보다는 뜨겁지 않게 가열한다. 단단하게 단련할 수 있지만 쉽게 용융되지 않지만 저탄소강에 용접 할 수는 있다.
* 연료 : 대장화덕의 연료로 나무 숯, 코쿠우스, 갈탄, LPG 가스 등을 사용한다.
□■▣ 기본 대장 기술 – 불 관리와 온도
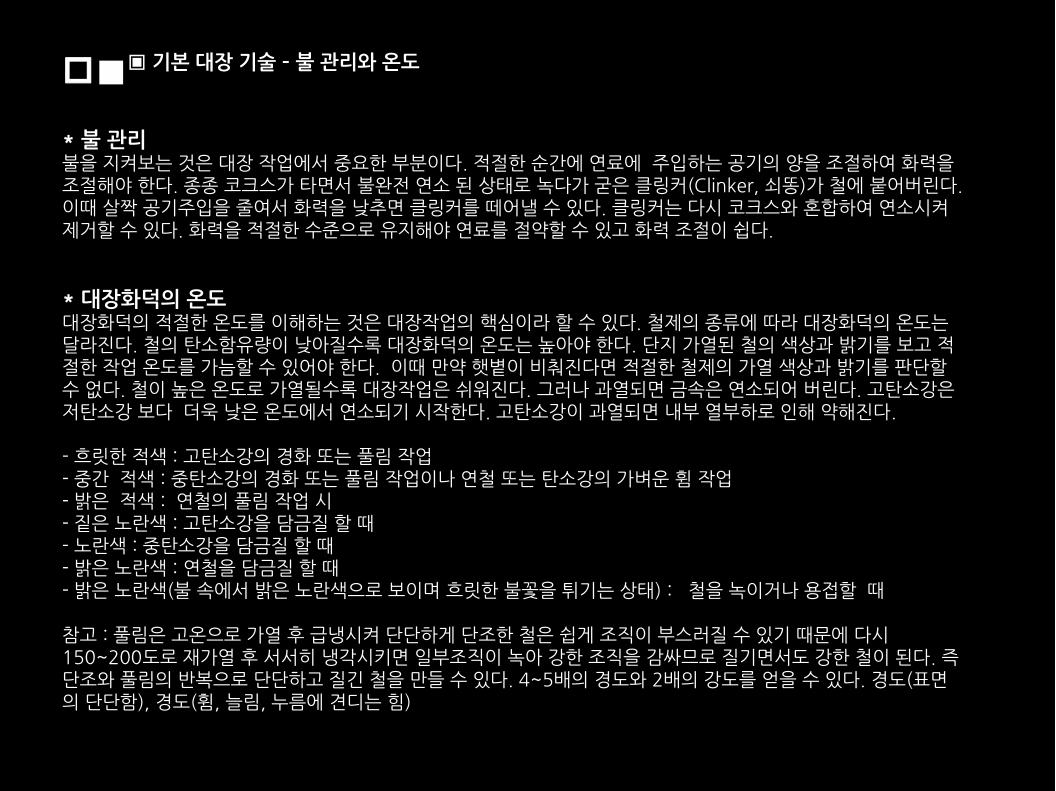
* 불 관리불을 지켜보는 것은 대장 작업에서 중요한 부분이다. 적절한 순간에 연료에 주입하는 공기의 양을 조절하여 화력을 조절해야 한다. 종종 코크스가 타면서 불완전 연소 된 상태로 녹다가 굳은 클링커(Clinker, 쇠똥)가 철에 붙어버린다. 이때 살짝 공기주입을 줄여서 화력을 낮추면 클링커를 떼어낼 수 있다. 클링커는 다시 코크스와 혼합하여 연소시켜 제거할 수 있다. 화력을 적절한 수준으로 유지해야 연료를 절약할 수 있고 화력 조절이 쉽다.
* 대장화덕의 온도 대장화덕의 적절한 온도를 이해하는 것은 대장작업의 핵심이라 할 수 있다. 철제의 종류에 따라 대장화덕의 온도는 달라진다. 철의 탄소함유량이 낮아질수록 대장화덕의 온도는 높아야 한다. 단지 가열된 철의 색상과 밝기를 보고 적절한 작업 온도를 가늠할 수 있어야 한다. 이때 만약 햇볕이 비춰진다면 적절한 철제의 가열 색상과 밝기를 판단할 수 없다. 철이 높은 온도로 가열될수록 대장작업은 쉬워진다. 그러나 과열되면 금속은 연소되어 버린다. 고탄소강은 저탄소강 보다 더욱 낮은 온도에서 연소되기 시작한다. 고탄소강이 과열되면 내부 열부하로 인해 약해진다.
- 흐릿한 적색 : 고탄소강의 경화 또는 풀림 작업- 중간 적색 : 중탄소강의 경화 또는 풀림 작업이나 연철 또는 탄소강의 가벼운 휨 작업- 밝은 적색 : 연철의 풀림 작업 시 - 짙은 노란색 : 고탄소강을 담금질 할 때- 노란색 : 중탄소강을 담금질 할 때- 밝은 노란색 : 연철을 담금질 할 때- 밝은 노란색(불 속에서 밝은 노란색으로 보이며 흐릿한 불꽃을 튀기는 상태) : 철을 녹이거나 용접할 때
참고 : 풀림은 고온으로 가열 후 급냉시켜 단단하게 단조한 철은 쉽게 조직이 부스러질 수 있기 때문에 다시 150~200도로 재가열 후 서서히 냉각시키면 일부조직이 녹아 강한 조직을 감싸므로 질기면서도 강한 철이 된다. 즉 단조와 풀림의 반복으로 단단하고 질긴 철을 만들 수 있다. 4~5배의 경도와 2배의 강도를 얻을 수 있다. 경도(표면의 단단함), 경도(휨, 늘림, 누름에 견디는 힘)
□■▣ 기본 대장 기술 – 불 관리와 온도
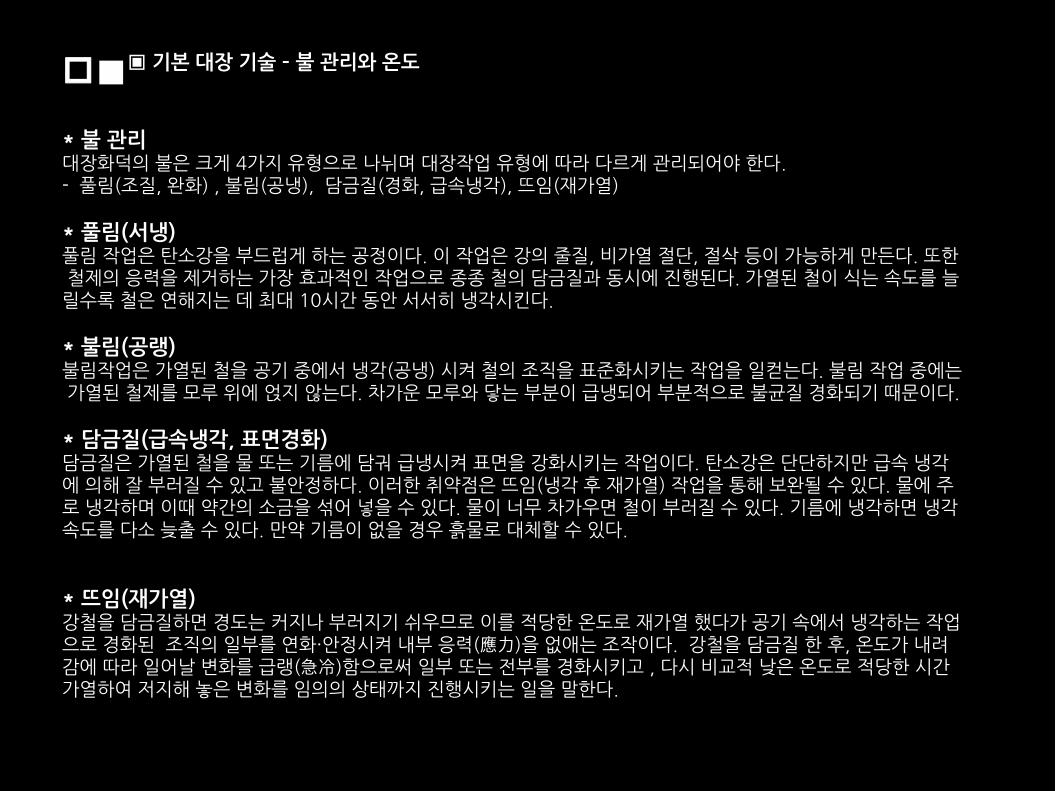
* 불 관리대장화덕의 불은 크게 4가지 유형으로 나뉘며 대장작업 유형에 따라 다르게 관리되어야 한다.- 풀림(조질, 완화) , 불림(공냉), 담금질(경화, 급속냉각), 뜨임(재가열)
* 풀림(서냉)풀림 작업은 탄소강을 부드럽게 하는 공정이다. 이 작업은 강의 줄질, 비가열 절단, 절삭 등이 가능하게 만든다. 또한 철제의 응력을 제거하는 가장 효과적인 작업으로 종종 철의 담금질과 동시에 진행된다. 가열된 철이 식는 속도를 늘릴수록 철은 연해지는 데 최대 10시간 동안 서서히 냉각시킨다.
* 불림(공랭)불림작업은 가열된 철을 공기 중에서 냉각(공냉) 시켜 철의 조직을 표준화시키는 작업을 일컫는다. 불림 작업 중에는 가열된 철제를 모루 위에 얹지 않는다. 차가운 모루와 닿는 부분이 급냉되어 부분적으로 불균질 경화되기 때문이다.
* 담금질(급속냉각, 표면경화)담금질은 가열된 철을 물 또는 기름에 담궈 급냉시켜 표면을 강화시키는 작업이다. 탄소강은 단단하지만 급속 냉각에 의해 잘 부러질 수 있고 불안정하다. 이러한 취약점은 뜨임(냉각 후 재가열) 작업을 통해 보완될 수 있다. 물에 주로 냉각하며 이때 약간의 소금을 섞어 넣을 수 있다. 물이 너무 차가우면 철이 부러질 수 있다. 기름에 냉각하면 냉각 속도를 다소 늦출 수 있다. 만약 기름이 없을 경우 흙물로 대체할 수 있다.
* 뜨임(재가열)강철을 담금질하면 경도는 커지나 부러지기 쉬우므로 이를 적당한 온도로 재가열 했다가 공기 속에서 냉각하는 작업으로 경화된 조직의 일부를 연화·안정시켜 내부 응력(應力)을 없애는 조작이다. 강철을 담금질 한 후, 온도가 내려감에 따라 일어날 변화를 급랭(急冷)함으로써 일부 또는 전부를 경화시키고 , 다시 비교적 낮은 온도로 적당한 시간 가열하여 저지해 놓은 변화를 임의의 상태까지 진행시키는 일을 말한다.
□■▣ 기본 대장 기술 – 불 관리와 온도
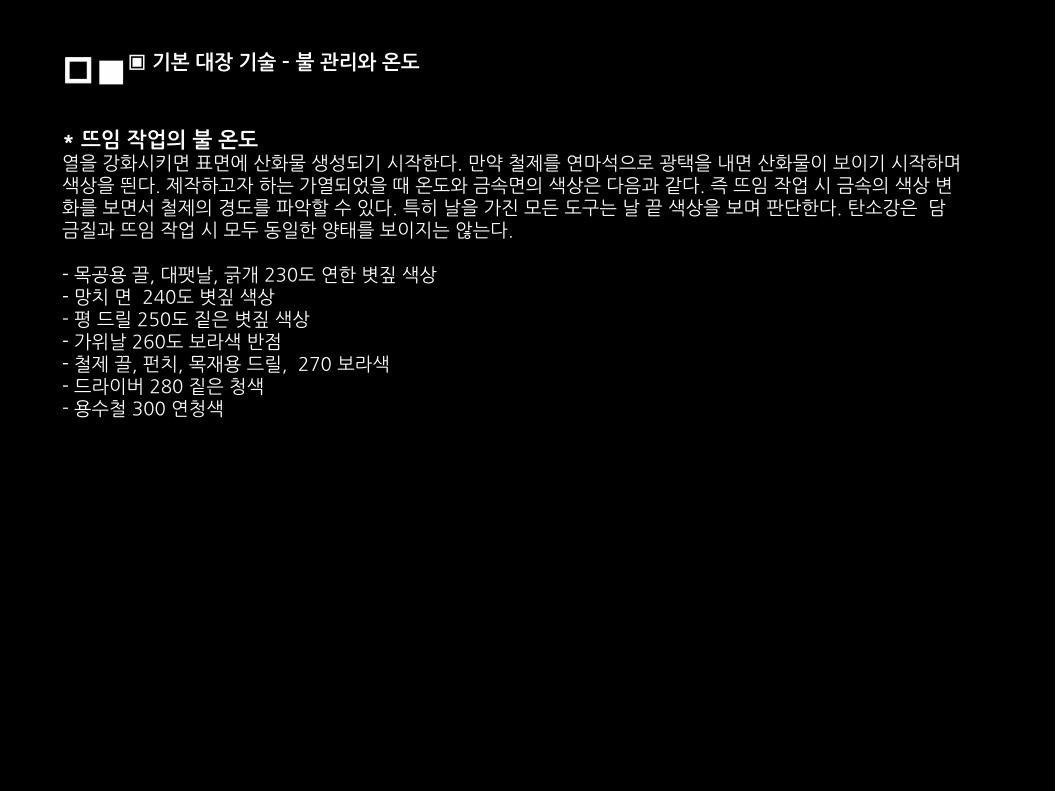
* 뜨임 작업의 불 온도열을 강화시키면 표면에 산화물 생성되기 시작한다. 만약 철제를 연마석으로 광택을 내면 산화물이 보이기 시작하며 색상을 띈다. 제작하고자 하는 가열되었을 때 온도와 금속면의 색상은 다음과 같다. 즉 뜨임 작업 시 금속의 색상 변화를 보면서 철제의 경도를 파악할 수 있다. 특히 날을 가진 모든 도구는 날 끝 색상을 보며 판단한다. 탄소강은 담금질과 뜨임 작업 시 모두 동일한 양태를 보이지는 않는다.
- 목공용 끌, 대팻날, 긁개 230도 연한 볏짚 색상 - 망치 면 240도 볏짚 색상- 평 드릴 250도 짙은 볏짚 색상- 가위날 260도 보라색 반점- 철제 끌, 펀치, 목재용 드릴, 270 보라색- 드라이버 280 짙은 청색- 용수철 300 연청색
□■▣ 기본 대장 기술
* 기본 대장작업 기술의 종류
절곡, 연장, 절단, 거축단련(Upsetting), 천공(Punching & Drilling), 용접
위 기본 대장조작은 본격적으로 제품을 만들기 전에 반드시 익혀두어야 한다.
참조 : Upsetting - 단조물 또는 그 일부를 축선상의 길이를 감소하여 횡단면을 증대하도록 하는 단련 작업을 거축단련(拒縮鍛鍊) 또는 업세팅 작업이라 한다. 이 방법에 의하면 단면이 매우 큰 제품을 압축으로서 만들 수 있다. 또, 비교적 소형 강괴로부터 큰 단면의 단조품을 만들 수가 있으며, 보통 단조법에 의해서 대형 강괴로부터 만들어진 제품에 비해서 불순물의 편석이 적은 것을 만들 수 있다.
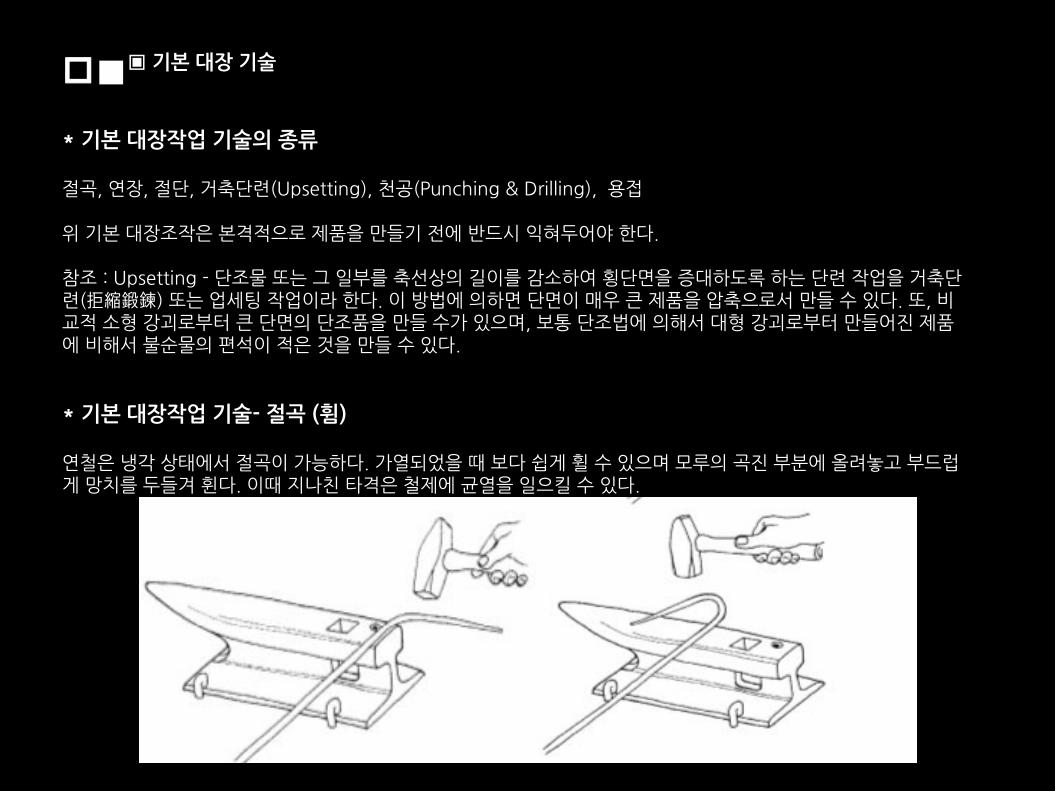
* 기본 대장작업 기술- 절곡 (휨)
연철은 냉각 상태에서 절곡이 가능하다. 가열되었을 때 보다 쉽게 휠 수 있으며 모루의 곡진 부분에 올려놓고 부드럽게 망치를 두들겨 휜다. 이때 지나친 타격은 철제에 균열을 일으킬 수 있다.
□■▣ 기본 대장 기술
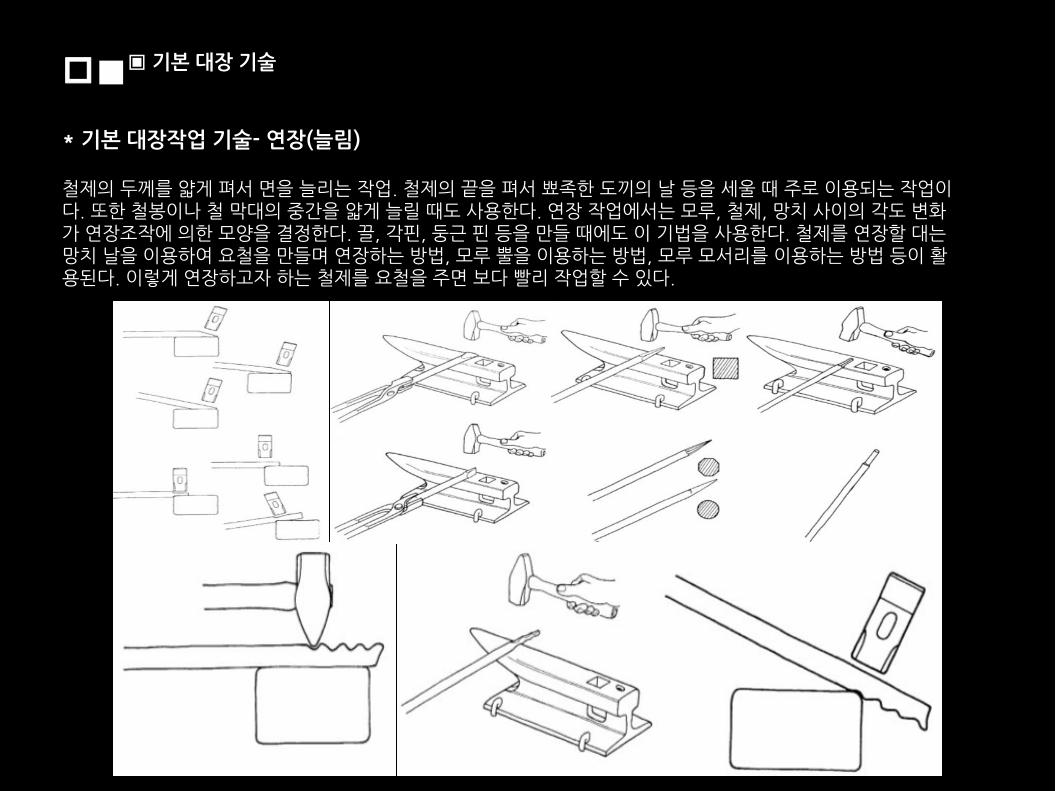
* 기본 대장작업 기술- 연장(늘림)
철제의 두께를 얇게 펴서 면을 늘리는 작업. 철제의 끝을 펴서 뾰족한 도끼의 날 등을 세울 때 주로 이용되는 작업이다. 또한 철봉이나 철 막대의 중간을 얇게 늘릴 때도 사용한다. 연장 작업에서는 모루, 철제, 망치 사이의 각도 변화가 연장조작에 의한 모양을 결정한다. 끌, 각핀, 둥근 핀 등을 만들 때에도 이 기법을 사용한다. 철제를 연장할 대는 망치 날을 이용하여 요철을 만들며 연장하는 방법, 모루 뿔을 이용하는 방법, 모루 모서리를 이용하는 방법 등이 활용된다. 이렇게 연장하고자 하는 철제를 요철을 주면 보다 빨리 작업할 수 있다.
□■▣ 기본 대장 기술
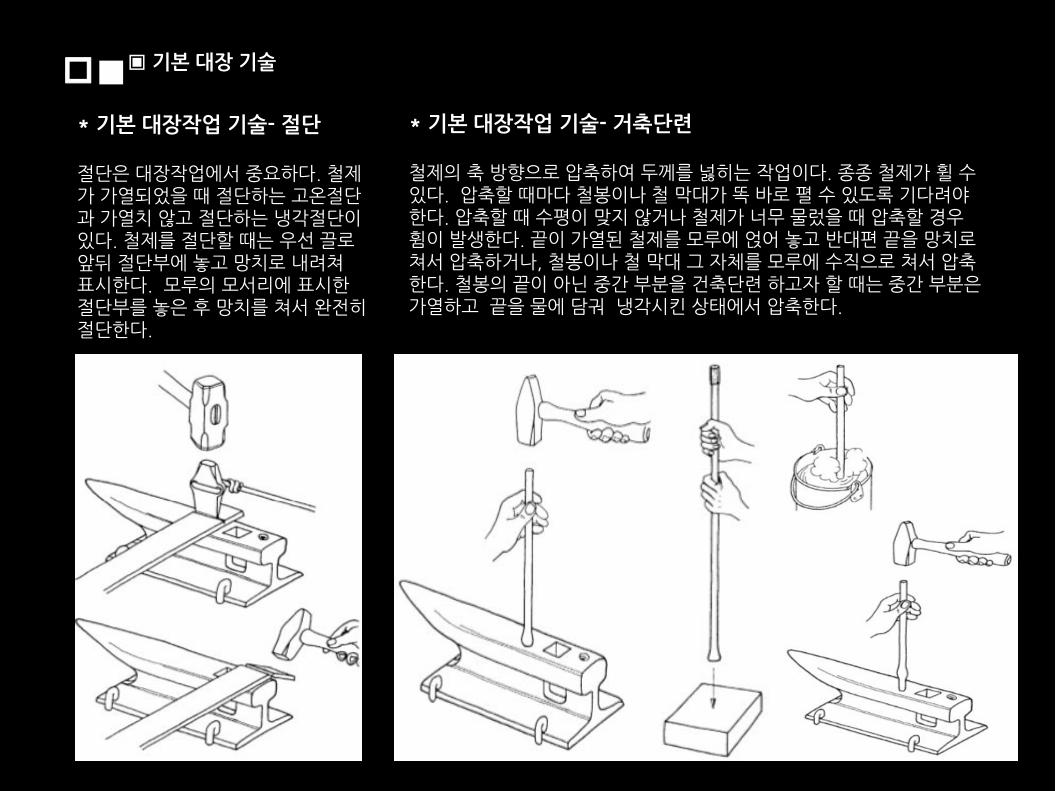
* 기본 대장작업 기술- 절단
절단은 대장작업에서 중요하다. 철제가 가열되었을 때 절단하는 고온절단과 가열치 않고 절단하는 냉각절단이 있다. 철제를 절단할 때는 우선 끌로 앞뒤 절단부에 놓고 망치로 내려쳐 표시한다. 모루의 모서리에 표시한 절단부를 놓은 후 망치를 쳐서 완전히 절단한다.
* 기본 대장작업 기술- 거축단련
철제의 축 방향으로 압축하여 두께를 넗히는 작업이다. 종종 철제가 휠 수 있다. 압축할 때마다 철봉이나 철 막대가 똑 바로 펼 수 있도록 기다려야 한다. 압축할 때 수평이 맞지 않거나 철제가 너무 물렀을 때 압축할 경우 휨이 발생한다. 끝이 가열된 철제를 모루에 얹어 놓고 반대편 끝을 망치로 쳐서 압축하거나, 철봉이나 철 막대 그 자체를 모루에 수직으로 쳐서 압축한다. 철봉의 끝이 아닌 중간 부분을 건축단련 하고자 할 때는 중간 부분은 가열하고 끝을 물에 담궈 냉각시킨 상태에서 압축한다.
□■▣ 기본 대장 기술
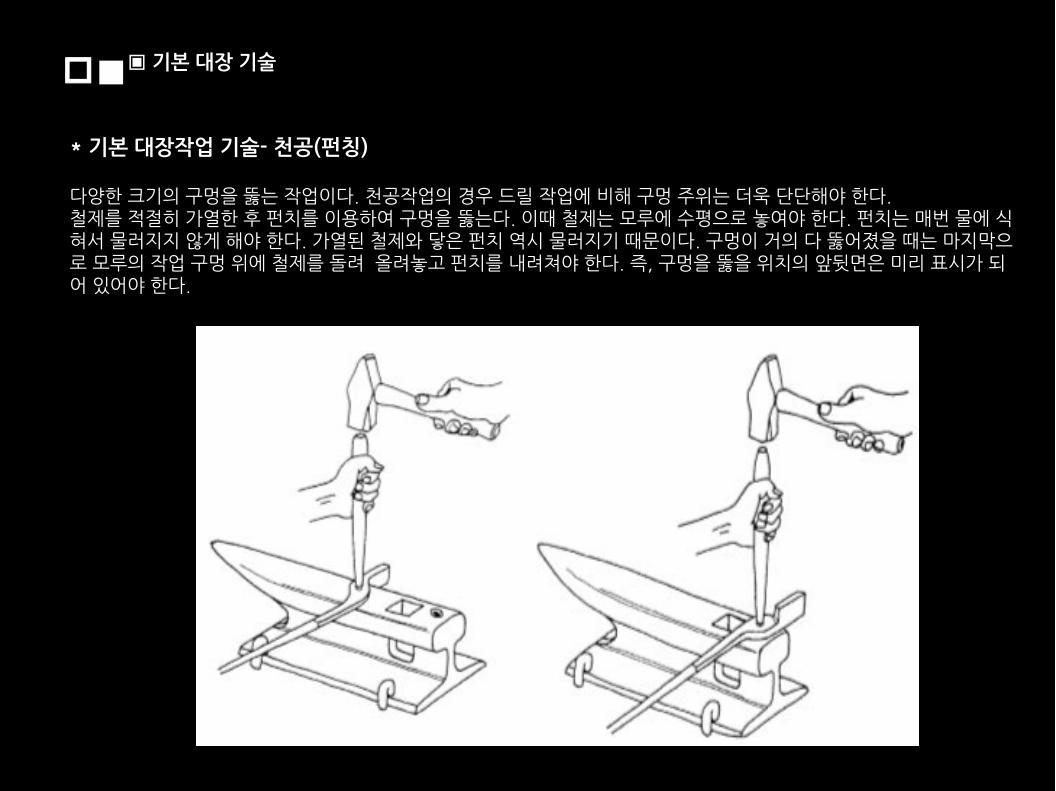
* 기본 대장작업 기술- 천공(펀칭)
다양한 크기의 구멍을 뚫는 작업이다. 천공작업의 경우 드릴 작업에 비해 구멍 주위는 더욱 단단해야 한다.철제를 적절히 가열한 후 펀치를 이용하여 구멍을 뚫는다. 이때 철제는 모루에 수평으로 놓여야 한다. 펀치는 매번 물에 식혀서 물러지지 않게 해야 한다. 가열된 철제와 닿은 펀치 역시 물러지기 때문이다. 구멍이 거의 다 뚫어졌을 때는 마지막으로 모루의 작업 구멍 위에 철제를 돌려 올려놓고 펀치를 내려쳐야 한다. 즉, 구멍을 뚫을 위치의 앞뒷면은 미리 표시가 되어 있어야 한다.
□■▣ 기본 대장 기술
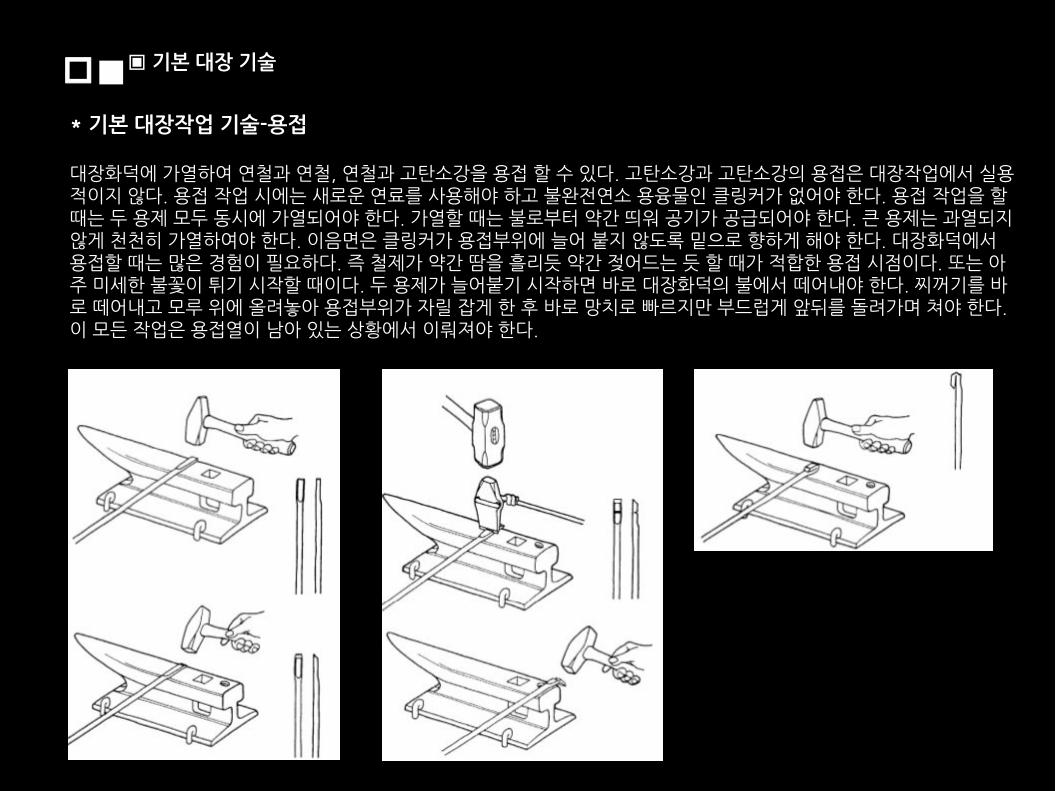
* 기본 대장작업 기술-용접
대장화덕에 가열하여 연철과 연철, 연철과 고탄소강을 용접 할 수 있다. 고탄소강과 고탄소강의 용접은 대장작업에서 실용적이지 않다. 용접 작업 시에는 새로운 연료를 사용해야 하고 불완전연소 용융물인 클링커가 없어야 한다. 용접 작업을 할 때는 두 용제 모두 동시에 가열되어야 한다. 가열할 때는 불로부터 약간 띄워 공기가 공급되어야 한다. 큰 용제는 과열되지 않게 천천히 가열하여야 한다. 이음면은 클링커가 용접부위에 늘어 붙지 않도록 밑으로 향하게 해야 한다. 대장화덕에서 용접할 때는 많은 경험이 필요하다. 즉 철제가 약간 땀을 흘리듯 약간 젖어드는 듯 할 때가 적합한 용접 시점이다. 또는 아주 미세한 불꽃이 튀기 시작할 때이다. 두 용제가 늘어붙기 시작하면 바로 대장화덕의 불에서 떼어내야 한다. 찌꺼기를 바로 떼어내고 모루 위에 올려놓아 용접부위가 자릴 잡게 한 후 바로 망치로 빠르지만 부드럽게 앞뒤를 돌려가며 쳐야 한다. 이 모든 작업은 용접열이 남아 있는 상황에서 이뤄져야 한다.
□■▣ 기본 대장 기술
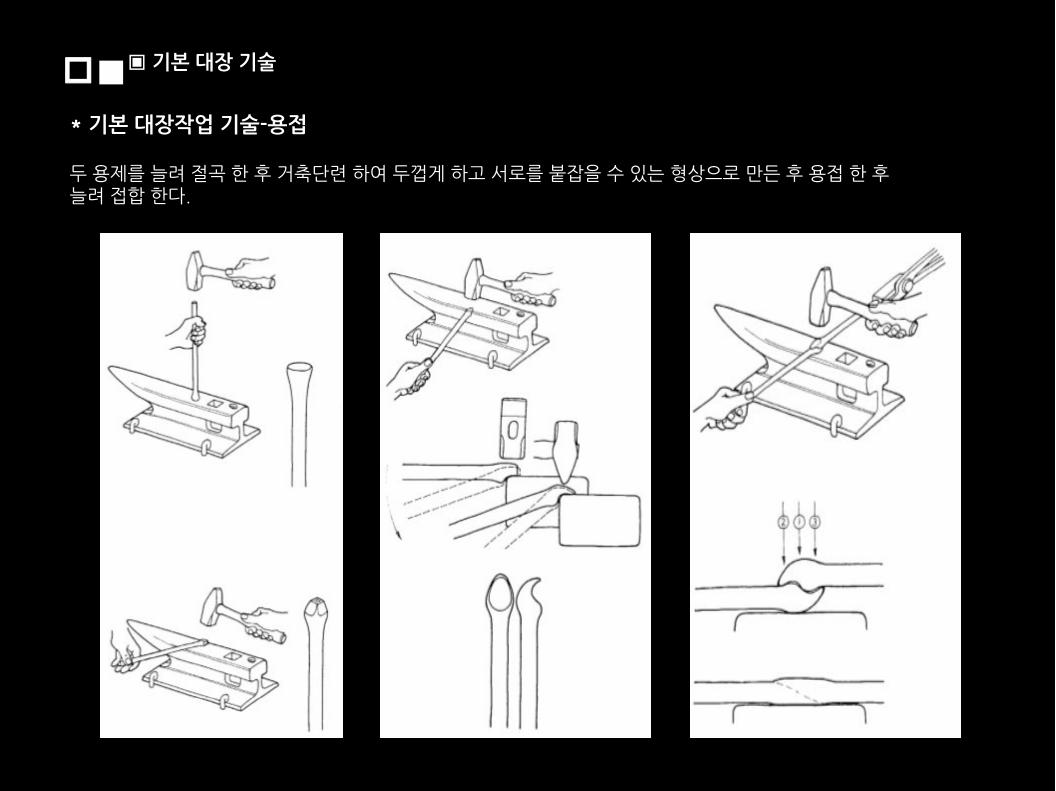
* 기본 대장작업 기술-용접
두 용제를 늘려 절곡 한 후 거축단련 하여 두껍게 하고 서로를 붙잡을 수 있는 형상으로 만든 후 용접 한 후 늘려 접합 한다.
□■▣ 기본 대장 기술
* 기본 대장작업 기술-뜨거운 줄질
줄 질 하기 전 담금질한 탄소강에 적합한 작업이다. 철제를 일반적인 온도로 가열한 후 식어가는 뒷 불 상태에서 줄질한다. 뜨거운 줄질은 철제의 풀림(뜨임질, 조질, 완화작업)을 망치고 부드럽게 만든다. 이 작업은 바이스 없이는 불가 하다.
참고 : 풀림은 고온으로 가열 후 급냉시켜 단단하게 단조한 철은 쉽게 조직이 부스러질 수 있기 때문에 다시 150~200도로 재가열 후 서서히 냉각시키면 일부조직이 녹아 강한 조직을 감싸므로 질기면서도 강한 철이 된다. 즉 단조와 풀림의 반복으로 단단하고 질긴 철을 만들 수 있다. 4~5배의 경도와 2배의 강도를 얻을 수 있다. 경도(표면의 단단함), 경도(휨, 늘림, 누름에 견디는 힘)
□■▣ 기본 대장 작업 – 도끼 만들기
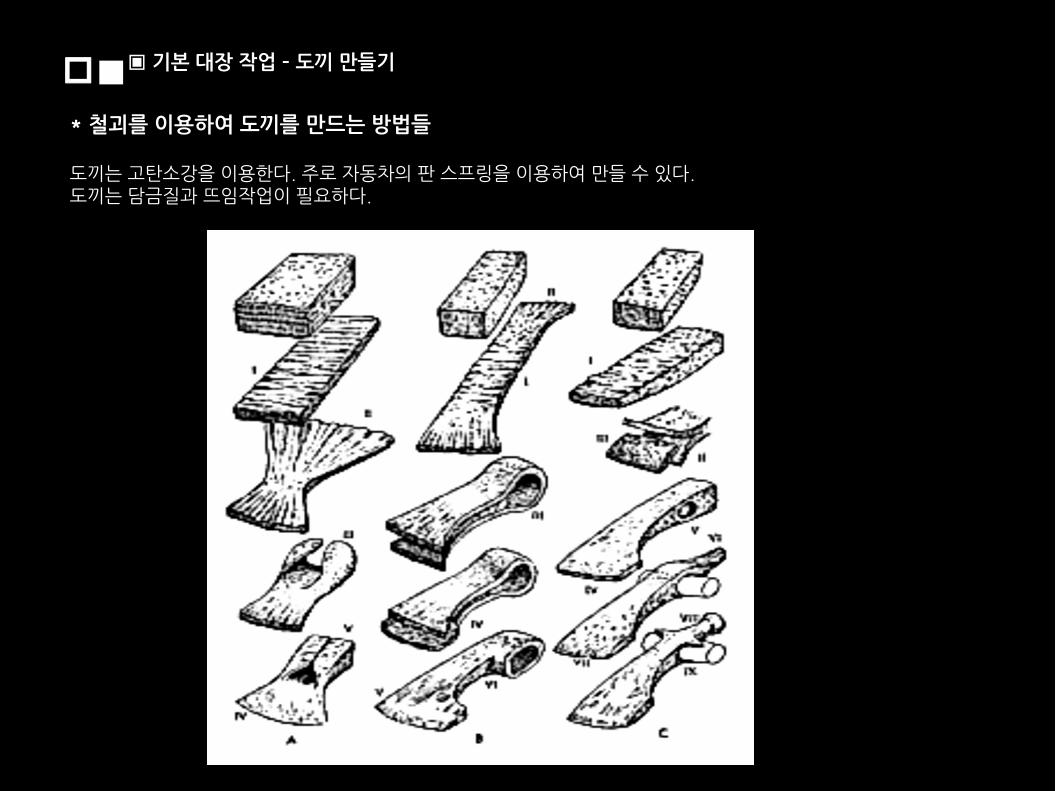
* 철괴를 이용하여 도끼를 만드는 방법들
도끼는 고탄소강을 이용한다. 주로 자동차의 판 스프링을 이용하여 만들 수 있다. 도끼는 담금질과 뜨임작업이 필요하다.
□■▣ 기본 대장 작업 – 도끼 만들기
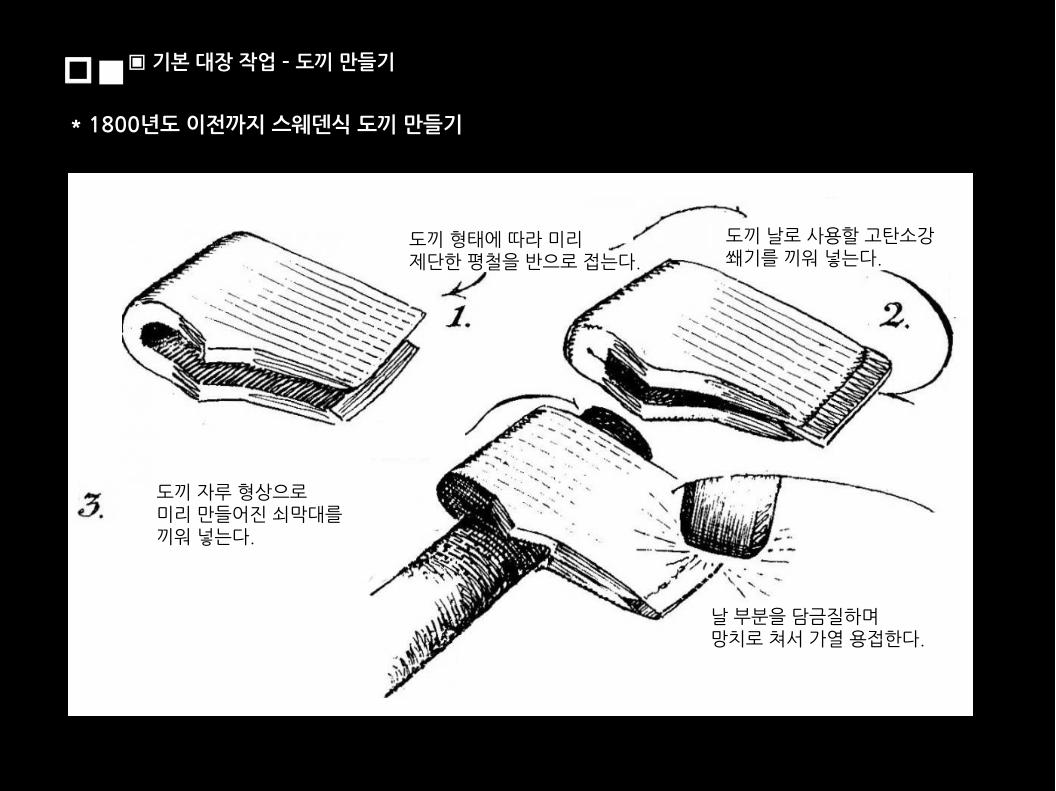
* 1800년도 이전까지 스웨덴식 도끼 만들기
도끼 형태에 따라 미리 제단한 평철을 반으로 접는다.
도끼 날로 사용할 고탄소강쐐기를 끼워 넣는다.
도끼 자루 형상으로 미리 만들어진 쇠막대를끼워 넣는다.
날 부분을 담금질하며망치로 쳐서 가열 용접한다.
□■▣ 기본 대장 작업 – 칼 만들기
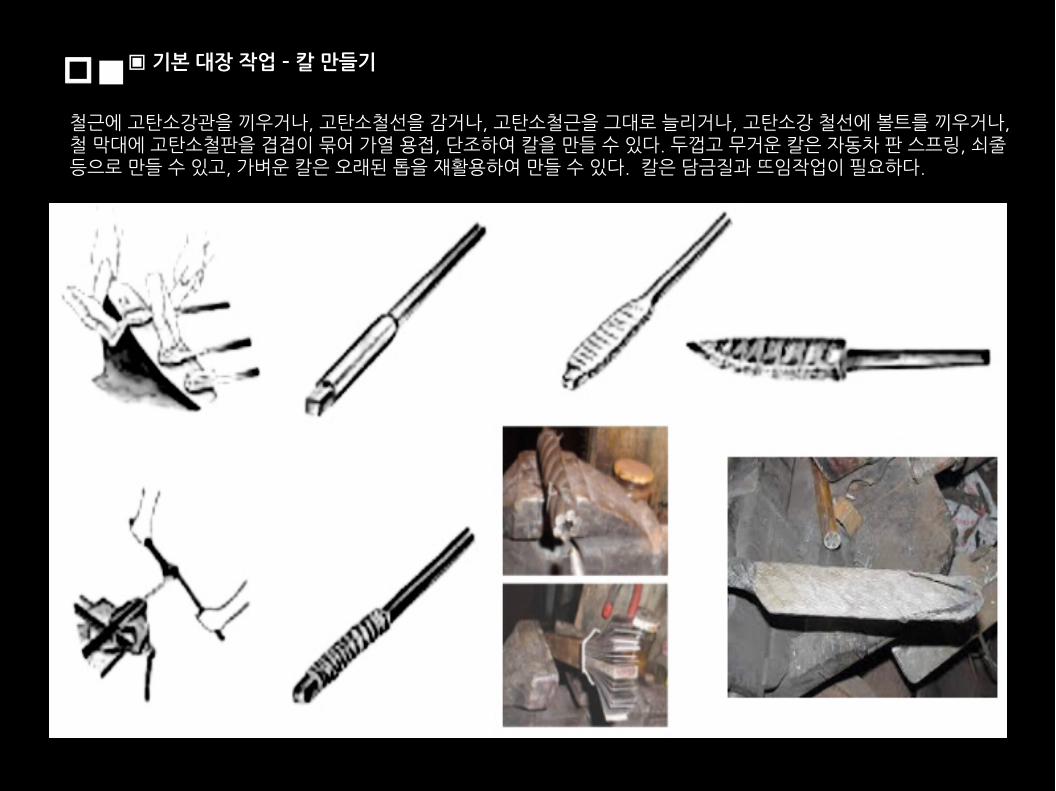
철근에 고탄소강관을 끼우거나, 고탄소철선을 감거나, 고탄소철근을 그대로 늘리거나, 고탄소강 철선에 볼트를 끼우거나, 철 막대에 고탄소철판을 겹겹이 묶어 가열 용접, 단조하여 칼을 만들 수 있다. 두껍고 무거운 칼은 자동차 판 스프링, 쇠줄 등으로 만들 수 있고, 가벼운 칼은 오래된 톱을 재활용하여 만들 수 있다. 칼은 담금질과 뜨임작업이 필요하다.
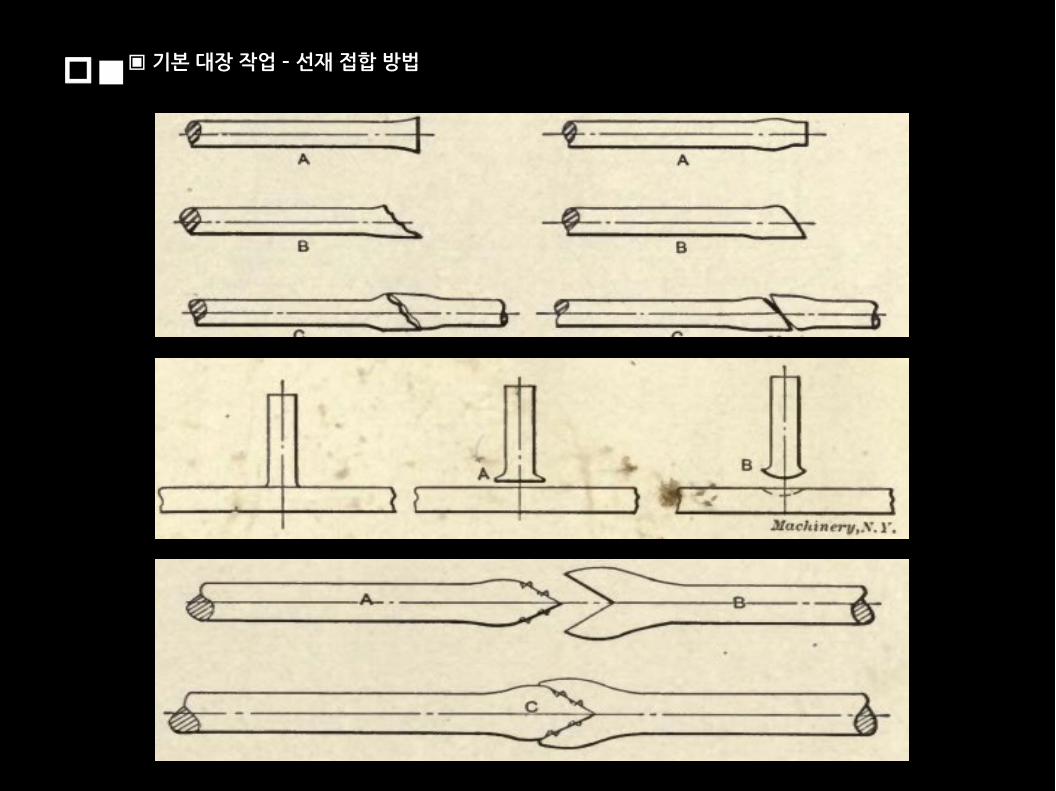
□■▣ 기본 대장 작업 – 선재 접합 방법
□■▣ 기본 대장 작업 – 고리 만들기
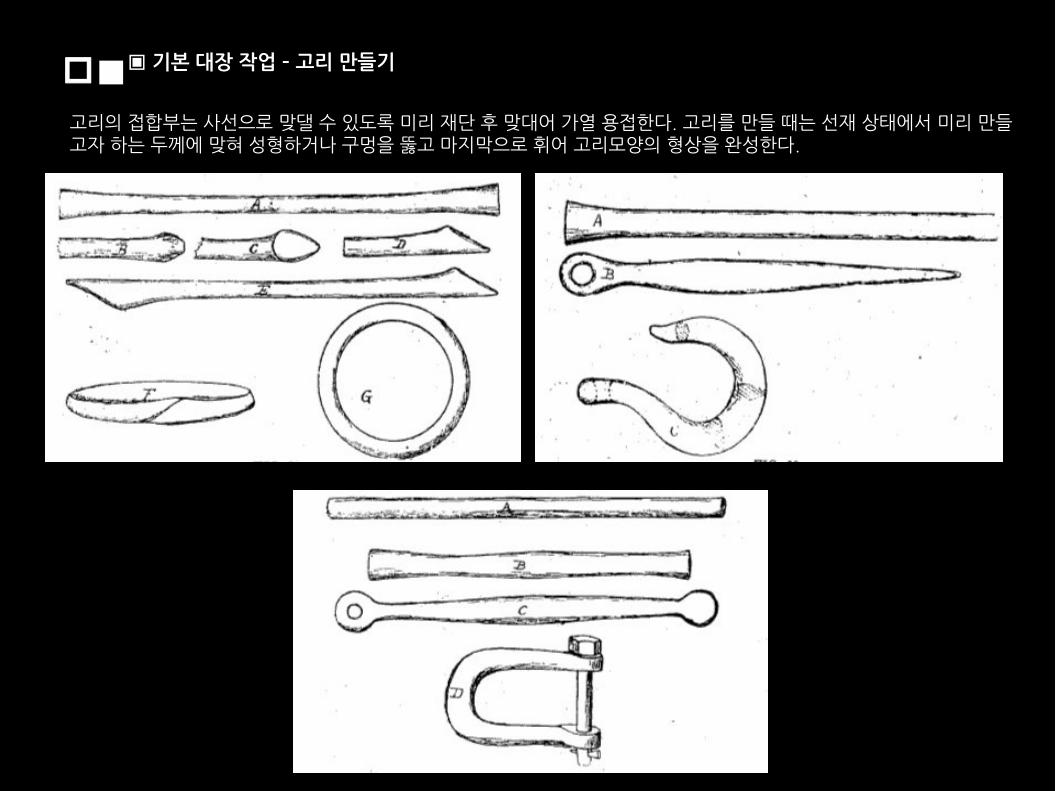
고리의 접합부는 사선으로 맞댈 수 있도록 미리 재단 후 맞대어 가열 용접한다. 고리를 만들 때는 선재 상태에서 미리 만들고자 하는 두께에 맞혀 성형하거나 구멍을 뚫고 마지막으로 휘어 고리모양의 형상을 완성한다.



![[교육방법 및 교육공학] 2주차 교육혁신 워크숍](https://img.pdfslide.tips/doc/110x75/5872671a1a28ab31498b5215/-2-5872671a1a28ab31498b5215.jpg)






![[컬쳐트리] 팀 소통 워크숍 소개서](https://img.pdfslide.tips/doc/110x75/587d4fbc1a28abee158b458b/-587d4fbc1a28abee158b458b.jpg)



![[보이스랩] 보이스 코치 학습 워크숍 5주차](https://img.pdfslide.tips/doc/110x75/55875dded8b42af6788b46d6/-555875dded8b42af6788b46d6.jpg)
![[킷]주민참여 마을만들기 워크숍](https://img.pdfslide.tips/doc/110x75/577c83be1a28abe054b60f43/-577c83be1a28abe054b60f43.jpg)
![[2014 이웃나라 문화예술교육 힐끔! 워크숍] 자료집´웃나라문화예술교육-힐끔... · [2014 이웃나라 문화예술교육 힐끔! 워크숍] 자료집 - 3](https://img.pdfslide.tips/doc/110x75/5e0307f6d9e2ea2f20416f83/2014-fee-eeoe-e-oe-eoe-feeeeoe-e.jpg)
![[전국청년활동가 워크숍] 지역사회와 청년 관계 맺기 - 조은주](https://img.pdfslide.tips/doc/110x75/58efa14a1a28ab8c468b45b7/-58efa14a1a28ab8c468b45b7.jpg)

![[ 스폰서 ∙ 전시 ∙ 워크숍 안내 ]](https://img.pdfslide.tips/doc/110x75/568146c4550346895db3fd8f/-568146c4550346895db3fd8f.jpg)









![[전국청년활동가 워크숍] 함께 하는 변화 - 권지웅](https://img.pdfslide.tips/doc/110x75/58efa0d01a28ab42358b462d/-58efa0d01a28ab42358b462d.jpg)