Embed Size (px)
Citation preview

ООО «САРАТОВДИЗЕЛЬАППАРАТ»

1933 год. Дата основания завода – это
дата создания Саратовской
межсовхозной тракторной мастерской
по капитальному ремонту тракторных
моторов.
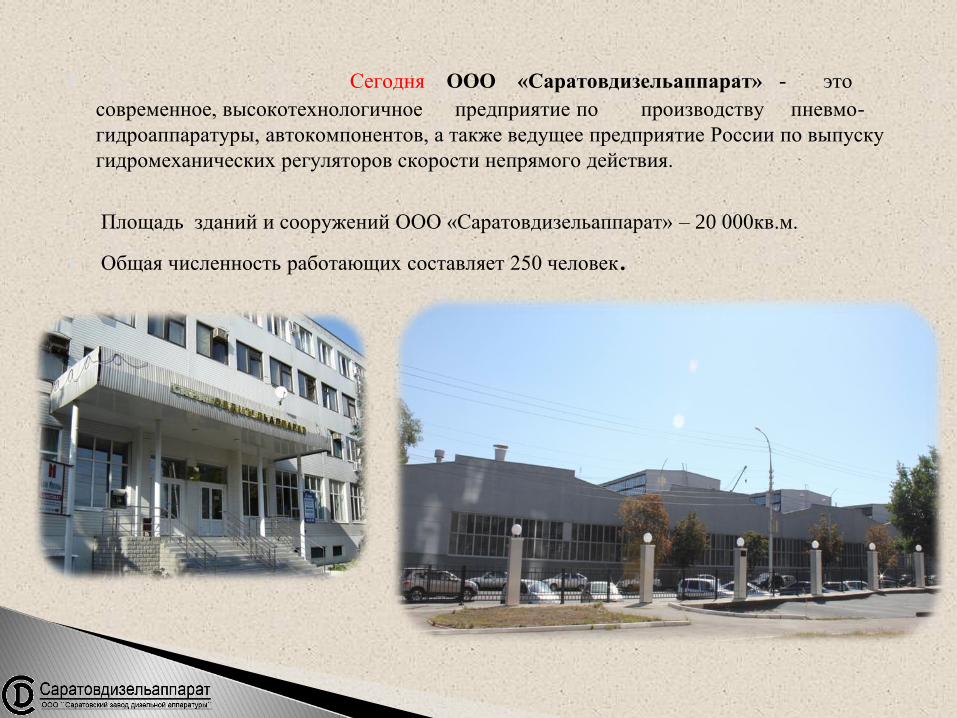
Сегодня ООО «Саратовдизельаппарат» - это
современное, высокотехнологичное предприятие по производству пневмо-
гидроаппаратуры, автокомпонентов, а также ведущее предприятие России по выпуску
гидромеханических регуляторов скорости непрямого действия.
Площадь зданий и сооружений ООО «Саратовдизельаппарат» – 20 000кв.м.
Общая численность работающих составляет 250 человек.
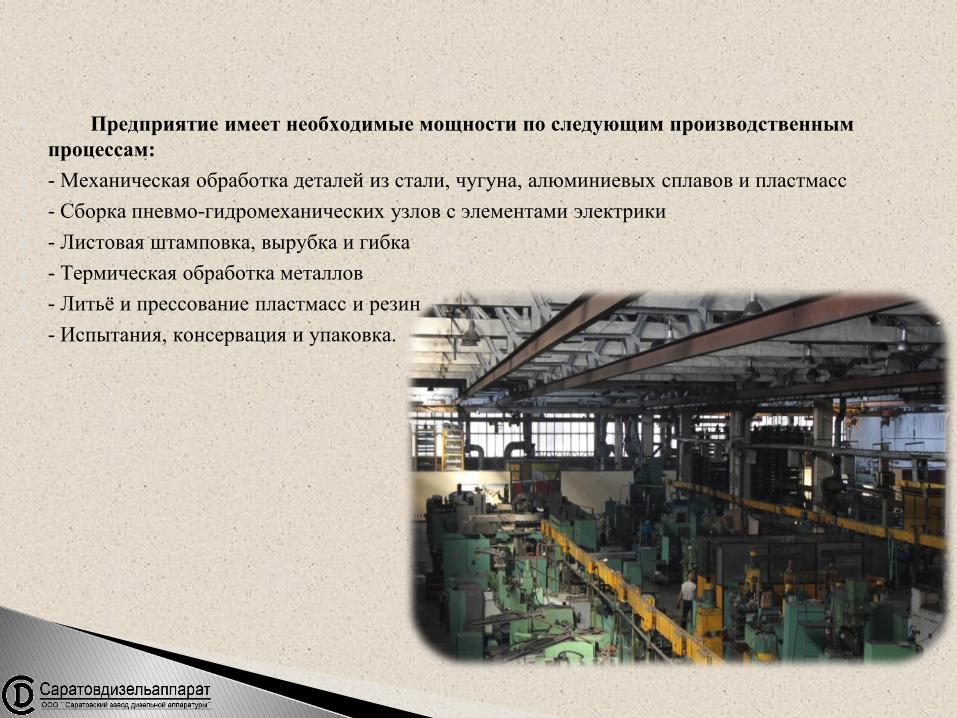
Предприятие имеет необходимые мощности по следующим производственным
процессам:
- Механическая обработка деталей из стали, чугуна, алюминиевых сплавов и пластмасс
- Сборка пневмо-гидромеханических узлов с элементами электрики
- Листовая штамповка, вырубка и гибка
- Термическая обработка металлов
- Литьё и прессование пластмасс и резин
- Испытания, консервация и упаковка.

Обрабатываемые материалы:
- сталь конструкционная и легированная
- чугунное литьё
- стальное точное
- алюминиевое литьё
- алюминиевый прокат

Токарная группа:
токарные станки с ручным управлением и токарные обрабатывающие центры с ЧПУ
Механическая обработка деталей производится на станках следующих групп:
-Токарная
- Фрезерная
- Сверлильная и расточная
- Шлифовальная, доводочная и заточная
- Зубо- и резьбообрабатывающая
- Разрезная
- Специальные станки

Фрезерная группа:
фрезерные станки с ручным управлением и фрезерные обрабатывающие центры с ЧПУ

Шлифовальная, доводочная и заточная группа:
круглошлифовальные, внутришлифовальные, плоскошлифовальные,
универсально-заточные, токарно-доводочные.

Зубо- и резьбообрабатывающая группа:
зубофрезерные, зубошлифовальные, резьбошлифовальные станки
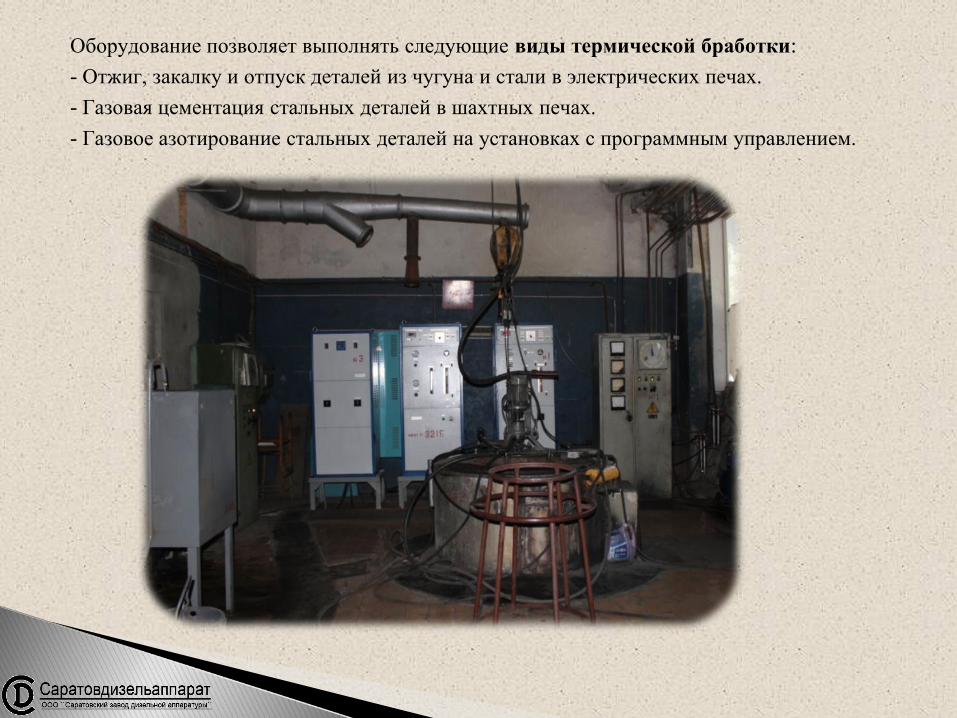
Оборудование позволяет выполнять следующие виды термической бработки:
- Отжиг, закалку и отпуск деталей из чугуна и стали в электрических печах.
- Газовая цементация стальных деталей в шахтных печах.
- Газовое азотирование стальных деталей на установках с программным управлением.
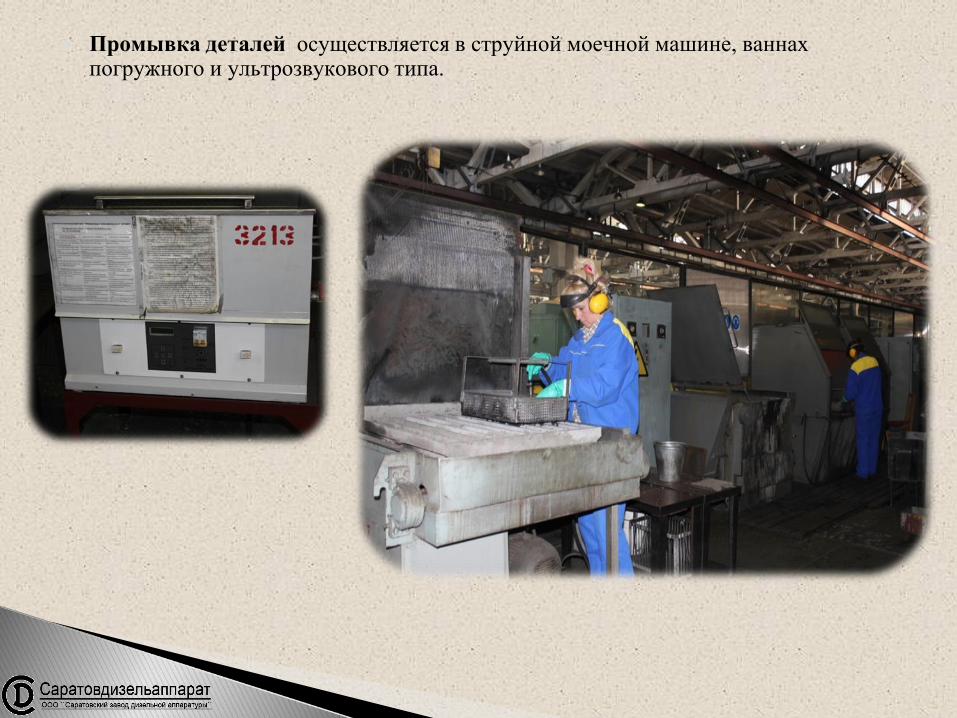
Промывка деталей осуществляется в струйной моечной машине, ваннах погружного и ультрозвукового типа.

Отдел главного конструктора
Отдел главного технолога
Предприятие располагает необходимым потенциалом инженерных кадров для
разработки и сопровождения изделий в производстве: собственным конструкторским
отделом, собственным технологическим отделом и участком изготовления технологической
оснастки .
Участок изготовления технологической оснастки
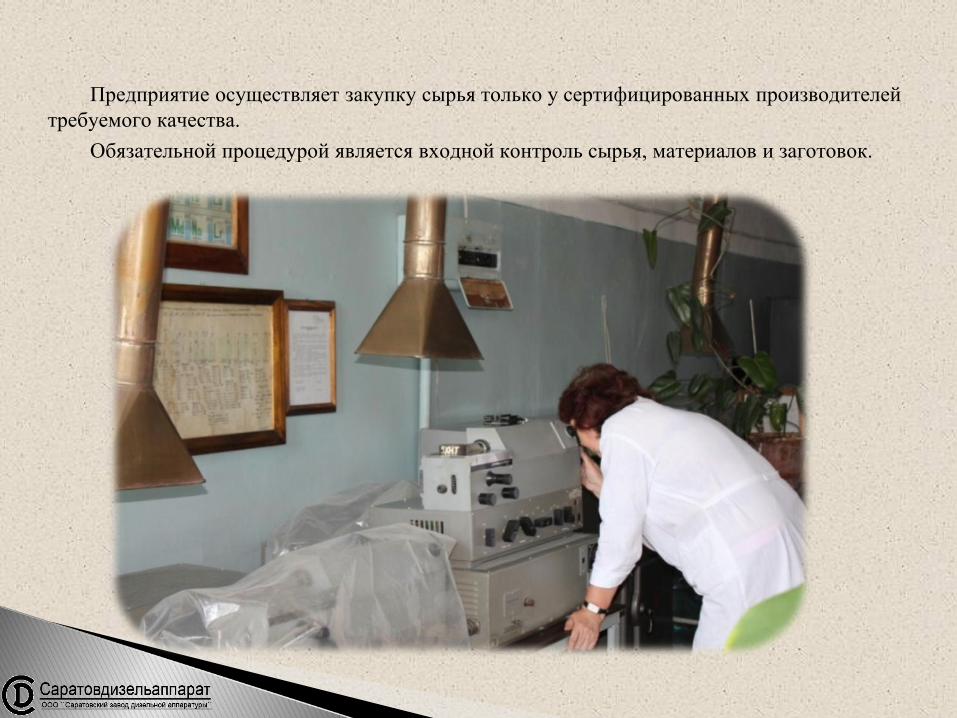
Предприятие осуществляет закупку сырья только у сертифицированных производителей
требуемого качества.
Обязательной процедурой является входной контроль сырья, материалов и заготовок.
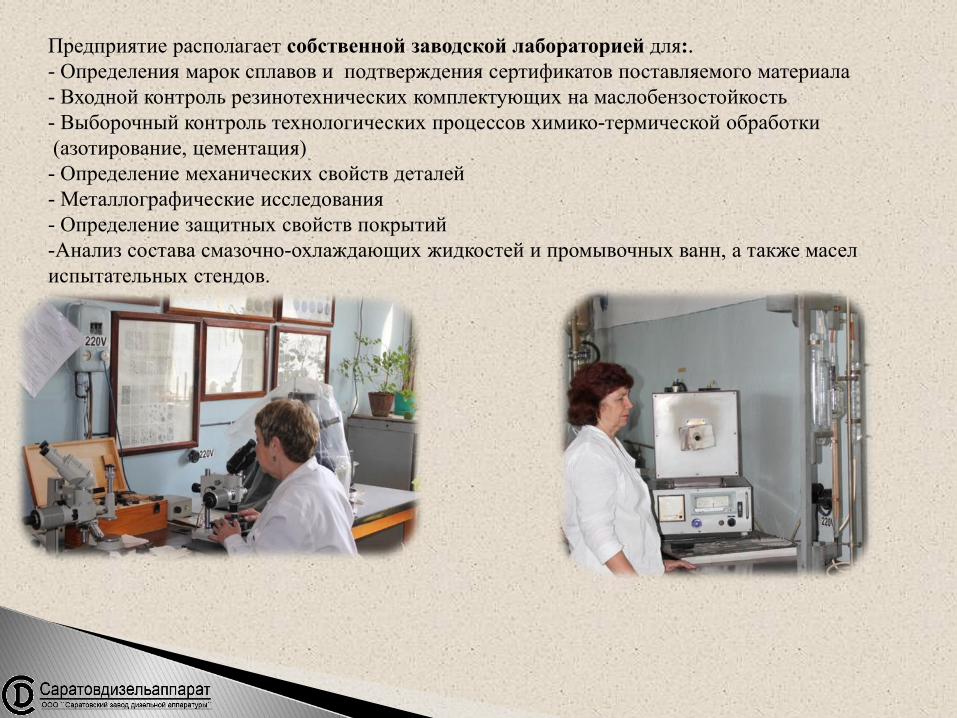
Предприятие располагает собственной заводской лабораторией для:.
- Определения марок сплавов и подтверждения сертификатов поставляемого материала
- Входной контроль резинотехнических комплектующих на маслобензостойкость
- Выборочный контроль технологических процессов химико-термической обработки
(азотирование, цементация)
- Определение механических свойств деталей
- Металлографические исследования
- Определение защитных свойств покрытий
-Анализ состава смазочно-охлаждающих жидкостей и промывочных ванн, а также масел
испытательных стендов.
Система менеджмента качества предприятия сертифицирована на соответствие ГОСТ ISO
9001-2011 и ГОСТ Р ИСО/ТУ 16949-2009 (ISO/TS 16949:2009) Сертификат №ВР 02.1.7733-2014
действителен до 26.06.2017 г.. Сертифицирующий орган – Автономная некоммерческая
организация «Институт испытаний и сертификации вооружения и военной техники» (г. Москва).
Кроме того, предприятие имеет Свидетельство о признании изготовителя № 14.50684.130,
выданное Российским Морским регистром судоходства (действует до01.04.2019 г.) и
Свидетельство о признании № 14353 , выданное Российским Речным Регистром (действует до
24.11.2016 г.).
Служба технического контроля осуществляет свою деятельность в соответствии с
процессом «Мониторинг и измерение продукции» на всех этапах изготовления продукции:
входной контроль, межоперационный контроль, окончательный контроль.
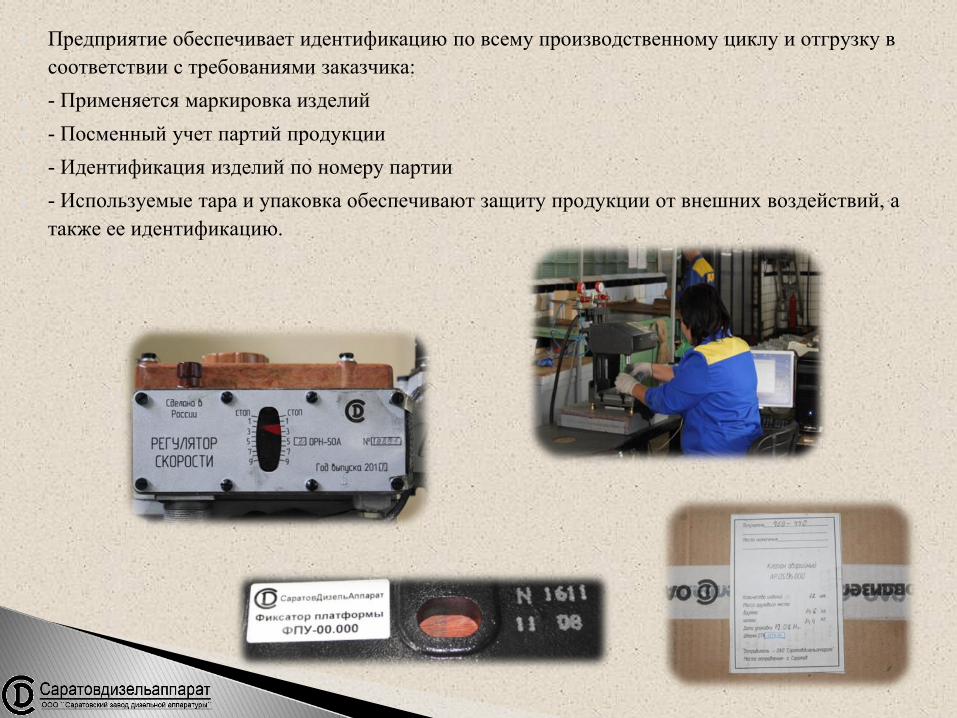
Предприятие обеспечивает идентификацию по всему производственному циклу и отгрузку в
соответствии с требованиями заказчика:
- Применяется маркировка изделий
- Посменный учет партий продукции
- Идентификация изделий по номеру партии
- Используемые тара и упаковка обеспечивают защиту продукции от внешних воздействий, а
также ее идентификацию.

После сборки и регулировки все изделия и узлы подвергаются обкатке и испытаниям на
специальных стендах на которых осуществляется полная имитация их работы по специальным
программам и методикам.
Затем узлы маркируются, пломбируются специальными пломбами и упаковываются.

шестеренные
насосы высокого
давления типа НШ.
гидрораспредели блоки гидрораспределителей
замедлители Клапаны электромагнитные

более 20 наименований клапанов систем гидроуправления сельскохозяйственных, строительно-
дорожных, коммунальных и других мобильных машин.
Серийный выпуск насосов
шестеренных для
раздаточной коробки.

ограничитель хода ОХЭ 1 воздухораспределитель
механизма переключения
делителя передач.
фиксатор платформы
самосвала.
механизм переключения
делителя передач.
клапан
пневматический
ограничительный

- корпусных деталей размером до 300х300х300мм из чугунных и алюминиевых отливок, с
точностью взаимного расположения поверхностей до 0,01-0,02мм с точностью размеров
отверстий до Н7 и точностью формы до 0,005мм.
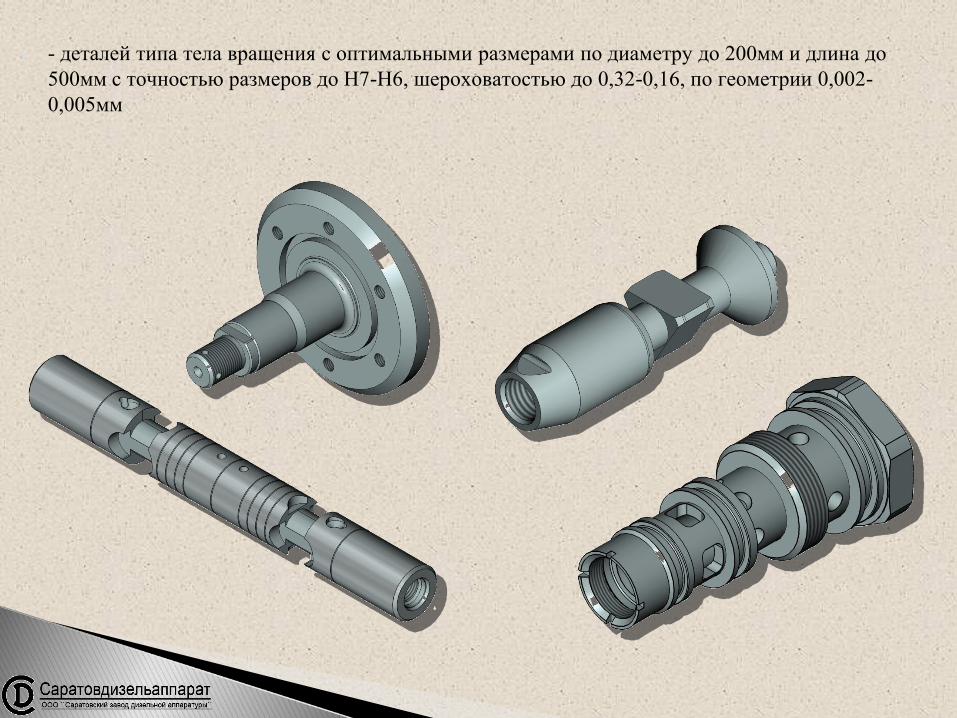
- деталей типа тела вращения с оптимальными размерами по диаметру до 200мм и длина до
500мм с точностью размеров до Н7-Н6, шероховатостью до 0,32-0,16, по геометрии 0,002-
0,005мм

- детали типа рычагов, траверс и других деталей узлов пневмо- и гидрооборудования
Спасибо за внимание!