Embed Size (px)
Citation preview
FacpyaSchool of Business
Control Estadístico de Proceso � SPC
Dr. Jesús Cruz Álvarez
Universidad Autónoma de Nuevo León.
Dr. Jesus Cruz Alvarez
29/01/2017
Email: [email protected]
orcid.org/0000-0001-7027-5219 1
FacpyaSchool of Business
Control Estadístico de Proceso � SPCDr. Jesús Cruz Álvarez
2School of Business
Dr. Jesús Cruz Álvarez
3School of Business
Agenda
Fuentes de variación en procesos industriales
Estadística descriptiva
Análisis de la capacidad del proceso
Estableciendo límites de seguridad
Monitoreo de procesos industriales
4School of Business
Control Estadístico de Proceso
Control
Medir el desempeño real de un proceso, comparar con el estándar y actuar sobre la diferencia o el cambio.
Estadístico
Aplicar técnicas estadísticas para medir y analizar la
variación o cambios en los procesos a través del uso de hechos y datos.
Proceso
Cualquier combinación fuentes de variación industrial que
pueda afectar el desempeño y estabilidad del proceso.
5School of Business
Propiedades de un Proceso
Forma
Centrado
Dispersión
Estabilidad
6School of Business
5 ft
4 ft
3 ft
2 ft
1 ft
0 ft
¿Qué cambió?
4.0 3.0 2.0
Propiedades de un Proceso
Tiempo
Tiempo
Universidad Autónoma de Nuevo León.
Dr. Jesus Cruz Alvarez
29/01/2017
Email: [email protected]
orcid.org/0000-0001-7027-5219 2
7School of Business
Tiempo
5 ft
4 ft
3 ft
2 ft
1 ft
0 ft
Tiempo
Propiedades de un Proceso
Manager: ¿Qué nos pegó?
- Siempre pasa los lunes !- Ve por Juanito y que le mueva
8School of Business
Propiedades de un Proceso
Módulo 1
Banco 1 Banco 2 Banco 3 Banco 3
Módulo 2
1er Turno
2do Turno
3er Turno
¿Se observa alguna
diferencia?
9School of Business
Proceso Fuera de Control
Primero, selecciona la media y
dispersión que será declarada como
“base de comportamiento”.
Es como si sonara una alarma siempre que un punto esté fuera de estos
“límites de control”
Después, determina los límites que
contengan virtualmente toda (digamos
99.73%) de la variación normal
10School of Business
Proceso Fuera de Control � Ex 1
Abril 2014
El Gerente está satisfecho de ver que el inventario en proceso cayó a 15.
Otorga un premio al Departamento en honor a su logro.
Ceremonia en la cafetería ¡pizza y refrescos para todos!
Inve
nta
rio
en
Pro
ce
so
E F M A
Premio otorgado
11School of Business
Proceso Fuera de Control � Ex 1
Julio 2014
Tres meses consecutivos de aumento de inventarios.
El Gerente desea nunca haber dado el premio.
“El reconocimiento fue contraproducente.”
El Gerente decide: “El buen trato no funciona”
20
30
Inve
nta
rio
en
Pro
ce
so
10
E F M A M J J
El Gerente se arrepiente
12School of Business
Proceso Fuera de Control � Ex 1
Noviembre de 2014
¡El inventario se elevó a un valor de 26!
El Gerente decide tomar decisiones radicales.
Llama a todos y exige que hagan algo para bajar los
inventarios.
20
30
Inve
nta
rio
en
Pro
ce
so
10
E F M A M J J A S O N
No más concesiones
Universidad Autónoma de Nuevo León.
Dr. Jesus Cruz Alvarez
29/01/2017
Email: [email protected]
orcid.org/0000-0001-7027-5219 3
13School of Business
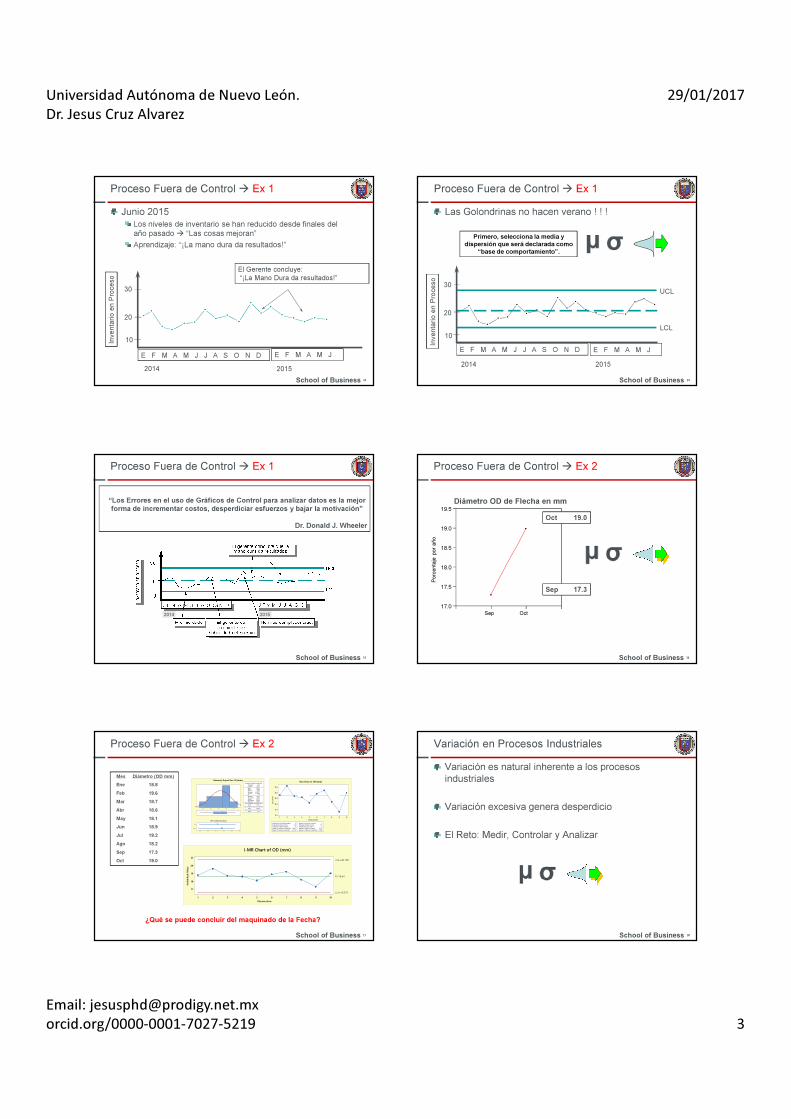
Proceso Fuera de Control � Ex 1
Junio 2015
Los niveles de inventario se han reducido desde finales del año pasado � “Las cosas mejoran”
Aprendizaje: “¡La mano dura da resultados!”
El Gerente concluye:
“¡La Mano Dura da resultados!”
20
30
Inve
nta
rio
en
Pro
ce
so
10
E F M A M J J A S O N D E F M A M J
2014 2015
14School of Business
Proceso Fuera de Control � Ex 1
Las Golondrinas no hacen verano ! ! !
20
30
Inve
nta
rio
en
Pro
ce
so
10
UCL
LCL
2014 2015
E F M A M J J A S O N D E F M A M J
Primero, selecciona la media y
dispersión que será declarada como
“base de comportamiento”.
15School of Business
“Los Errores en el uso de Gráficos de Control para analizar datos es la mejor
forma de incrementar costos, desperdiciar esfuerzos y bajar la motivación”
Dr. Donald J. Wheeler
2014 2015
Proceso Fuera de Control � Ex 1
16School of Business
Proceso Fuera de Control � Ex 2
Diámetro OD de Flecha en mm
Porc
en
taje
por
añ
o
17.0
17.5
18.0
18.5
19.0
19.5
Sep Oct
Sep 17.3
Oct 19.0
17School of Business
Proceso Fuera de Control � Ex 2
Mes Diámetro (OD mm)
Ene 18.8
Feb 19.6
Mar 18.7
Abr 18.6
May 18.1
Jun 18.9
Jul 19.2
Ago 18.2
Sep 17.3
Oct 19.0
¿Qué se puede concluir del maquinado de la Fecha?
1st Quartile 18.175Median 18.750
3rd Qu artile 19.050Maximum 19.600
18.179 19.101
18.166 19.068
0.444 1.177
A-Squared 0.26P-Value 0.627
Mean 18.640StDev 0.645Variance 0.416
Skew ness -0.78677Kurtosis 1.10448N 10
Minimum 17.300
An derson-Darling N ormality Test
95% C onf idence Interval for Mean
95% C onfid en ce In terval f or Median
95% Conf idence Interval fo r StD ev
19.51 9. 01 8.518. 017.5
Medi an
Mean
1 9. 219.018.81 8.618. 418.2
95% Confidence Intervals
Summary Report for OD (mm)
10987654321
19.5
19.0
18.5
18.0
17.5
17 .0
Number of runs about median: 5
Expected number of runs : 6 .0
Longes t run about median: 3
Approx P- Va lue for Clus tering: 0.251
Approx P- Va lue for Mixtures : 0 .749
Number of runs up or down: 5
Expected number of runs: 6 .3
Longes t run up or down: 3
Approx P-Value for T rends: 0 .1 35
Approx P-Value for Osci ll ation: 0.865
Observation
OD
(m
m)
Run Chart of OD (mm)
10987654321
21
20
19
18
17
Observation
Indiv
idual Valu
e
_
X=18.64
UCL=20.709
LCL=16.571
I-MR Chart of OD (mm)
18School of Business
Variación en Procesos Industriales
Variación es natural inherente a los procesos
industriales
Variación excesiva genera desperdicio
El Reto: Medir, Controlar y Analizar
Universidad Autónoma de Nuevo León.
Dr. Jesus Cruz Alvarez
29/01/2017
Email: [email protected]
orcid.org/0000-0001-7027-5219 4
19School of Business
Variación en Procesos Industriales
Enfoque a las 6 “M´s” del Proceso
20School of Business
Variación en Procesos Industriales
CAUSAS COMUNES � Random
Existen en cada operación/proceso.
Son causadas por el proceso mismo y sus características.
Generalmente son controlables por la gerencia
CAUSAS ESPECIALES � Isolated
Normalmente se presentan esporádicamente
Generalmente son atribuibles a algo en particular
Eventos fortuitos
21School of Business
20
30
10
“Causa Común”
(Ruido)
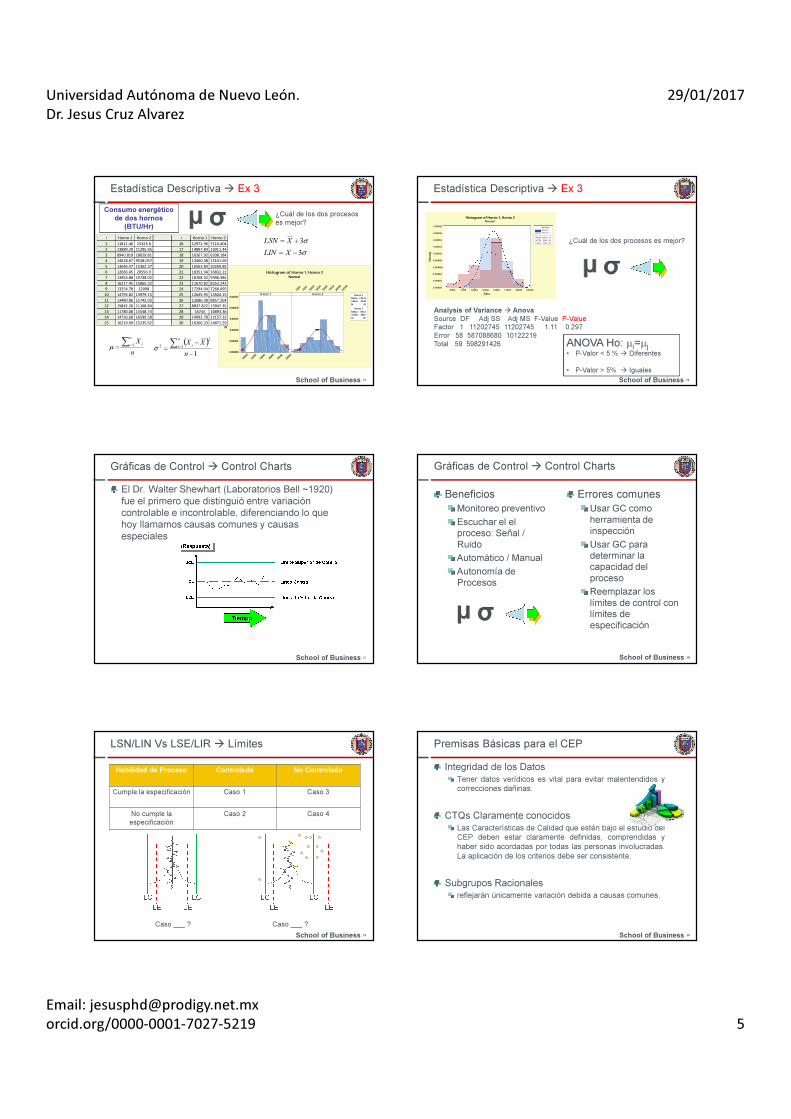
Variación en Procesos Industriales
No sabemos en dónde caerá el siguiente punto
Suponemos que caerá dentro de los límites
Parece un Proceso “Estable y Predecible”
22School of Business
20
30
10
“Causa Especial”
(Señal)
Variación en Procesos Industriales
Hubo un cambio drástico de media
No lo esperábamos, todo estaba bien
Parece un proceso “Inestable e Impredecible”
23School of Business
Variación en Procesos Industriales
Causas ComunesCambios esperados
dentro de límites
“Ruido”
Estado de control
estadístico
La salida predecible
Menor variación
mayor capacidad de
proceso
Causas EspecialesCambios drásticos
en la media del
proceso “Señal”
Afecta el proceso de
forma impredecible
No es un proceso
estable y no puede
estar en control
24School of Business
Límite Inferior Natural: LIN
Límite Superior Natural: LSN
3xσ
X
α/2
α/2
3xσ
Tiempo
3xσ
99.73% de los valores promedio caerán entre
estos límites
X
Estadística Descriptiva � Ex 3
n
Xn
i i∑=
=1
µ( )
1
1
2
2
−
−
=
∑=
n
XXn
ii
σ
R
XCV =
1
6ˆ
R=σ
σ
σ
3
3
−=
+=
XLIN
XLSN
Universidad Autónoma de Nuevo León.
Dr. Jesus Cruz Alvarez
29/01/2017
Email: [email protected]
orcid.org/0000-0001-7027-5219 5
25School of Business
Estadística Descriptiva � Ex 3
20000
18000
16000
14000
12000
10000
0.00025
0.00020
0.00015
0.00010
0.00005
0.00000
22500
20000
17500
15000
12500
10000
7500
5000
Mean 14276
StDev 2394
N 30
Horno 1
Mean 13412
StDev 3810
N 30
Horno 2
Horno 1
Density
Horno 2
Histogram of Horno 1, Horno 2Normal
¿Cuál de los dos procesos
es mejor?
i Horno 1 Horno 2 i Horno 1 Horno 2
1 11811.46 15323.6 16 12972.96 7110.404
2 13889.29 11295.95 17 14897.84 13011.44
3 8940.819 18629.81 18 16267.92 6208.184
4 14618.67 9528.057 19 13460.38 15101.69
5 13646.57 15362.37 20 16563.84 20269.85
6 12683.45 20556.9 21 18351.94 16832.21
7 13953.88 10738.02 22 18768.32 9396.385
8 16217.45 15865.32 23 11670.82 8253.243
9 13254.78 12098 24 17294.04 7268.095
10 14793.82 13979.15 25 12645.95 14504.15
11 13480.86 15742.02 26 12686.38 8857.264
12 15842.26 11168.84 27 8837.822 13947.35
13 11780.08 15548.73 28 16744 16893.36
14 14726.68 16599.58 29 14992.78 12157.32
15 16219.09 15235.62 30 16266.23 14871.29
n
Xn
i i∑=
=1
µ( )
1
1
2
2
−
−
=
∑=
n
XXn
i i
σ
σ
σ
3
3
−=
+=
XLIN
XLSN
Consumo energético
de dos hornos
(BTU/Hr)
26School of Business
Estadística Descriptiva � Ex 3
Analysis of Variance � Anova
Source DF Adj SS Adj MS F-Value P-ValueFactor 1 11202745 11202745 1.11 0.297
Error 58 587088680 10122219
Total 59 598291426
2
00000.0
20000.0
40000.0
60000.0
80000.0
01000.0
21000.0
41000.0
61000.0
81000.0
0005 0057 00001 00521 00051 00571 00002 0052
14276 2394 30
13412 3810 30
Mean StDev N
D
ytisn
eD
ata
H
elbairaV
2 onroH
1 onro
H lamroN
2 onroH ,1 onroH fo margotsi
¿Cuál de los dos procesos es mejor?
ANOVA Ho: µi=µj• P-Valor < 5 % � Diferentes
• P-Valor > 5% � Iguales
27School of Business
Gráficas de Control � Control Charts
El Dr. Walter Shewhart (Laboratorios Bell ~1920)
fue el primero que distinguió entre variación
controlable e incontrolable, diferenciando lo que
hoy llamamos causas comunes y causas
especiales
28School of Business
Gráficas de Control � Control Charts
BeneficiosMonitoreo preventivo
Escuchar el el
proceso: Señal /
Ruido
Automático / Manual
Autonomía de
Procesos
Errores comunesUsar GC como
herramienta de
inspección
Usar GC para
determinar la
capacidad del
proceso
Reemplazar los
límites de control con
límites de
especificación
29School of Business
LSN/LIN Vs LSE/LIR � Límites
Habilidad de Proceso Controlado No Controlado
Cumple la especificación Caso 1 Caso 3
No cumple la
especificación
Caso 2 Caso 4
Caso ___ ? Caso ___ ?
30School of Business
Premisas Básicas para el CEP
Integridad de los Datos
Tener datos verídicos es vital para evitar malentendidos ycorrecciones dañinas.
CTQs Claramente conocidos
Las Características de Calidad que estén bajo el estudio delCEP deben estar claramente definidas, comprendidas y
haber sido acordadas por todas las personas involucradas.
La aplicación de los criterios debe ser consistente.
Subgrupos Racionales
reflejarán únicamente variación debida a causas comunes.
Universidad Autónoma de Nuevo León.
Dr. Jesus Cruz Alvarez
29/01/2017
Email: [email protected]
orcid.org/0000-0001-7027-5219 6
31School of Business
Tipos de Datos
Atributos
Datos discretos. Son el resultado de usar instrumentos demedición “pasa/no pasa”, o de la inspección de defectos o
problemas visuales, partes omitidas, o de decisiones de
sí/no, aceptado/rechazado, etc.
Variables
Datos continuos (mediciones). Son el resultado de una
medición real de una característica tal como el tiempo deprocesado de una solicitud de crédito, la cantidad que
pagamos mensualmente de IVA, la resistencia a la tensión
del acero, el diámetro de un tubo, etc.
¿Tu proceso maneja variables o atributos?
32School of Business
Tipos de Gráficos de Control
PARA DATOS CONTINUOS (mediciones)
I-MR (Individuos y Rango Móvil)
X-R (Medias y Rangos)
X-S (Medias y Desviaciones Estándar)
PARA DATOS DISCRETOS (atributos)
P (proporción/fracción de productos no conformes)
NP (número/cantidad de productos no conformes)
C (número/cantidad de no conformidades/defectos pormuestra)
U (no conformidades/defectos por unidad)
33School of Business
Gráfico C o U Gráfico NP o PGráfico P I-MR MA, EWMA, CUSUM
Discretos (atributos) Continuos (mediciones)
Defe
ctivo
s
(ele
mento
s d
efe
ctu
osos)
Si
No
Defectos
No
Subgrupos
Racionales
(más de una
medición al mismo
tiempo)
NoSí
Si
Si
Individuales
(una medición al
mismo tiempo)
No
Inicio
Rango Móvil
PromedioMóvil
¿Qué se cuenta?
¿Tamaño desubgruposconstante?
Gráfico U
¿Tipo de Datos?
¿Medicionesindividuales osubgrupos?
Los datos tienden a estar normalmente distribuidos debido
al teorema del límite central
¿Se quierendetectar cambios
pequeños?
¿Datosnormales?
¿ Tamaño desubgruposconstante?
X-R o X-S
PromedioMóvil con
PonderaciónExponencial
SumasAcumuladas
¿n>10?
No
X-S
Sí
Selección de Gráficos de Control
34School of Business
¿Cómo Empezar el Control Estadístico?
Seleccionar los CTQs
Tipo de Gráfico apropiado
Plan de Muestreo
Check sheet � Recolección de datos
R&R del Sistema de Medición � MSA
Entrenamiento en toma de datos y captura
Escuchar el proceso e interpretar los datos
Medidas preventivas Ruido/Señal � Plan de
Control
35School of Business
Elaborando Gráficos � X-R, X-S
36School of Business
Elaborando GRÁFICOS I-MR
Universidad Autónoma de Nuevo León.
Dr. Jesus Cruz Alvarez
29/01/2017
Email: [email protected]
orcid.org/0000-0001-7027-5219 7
37School of Business
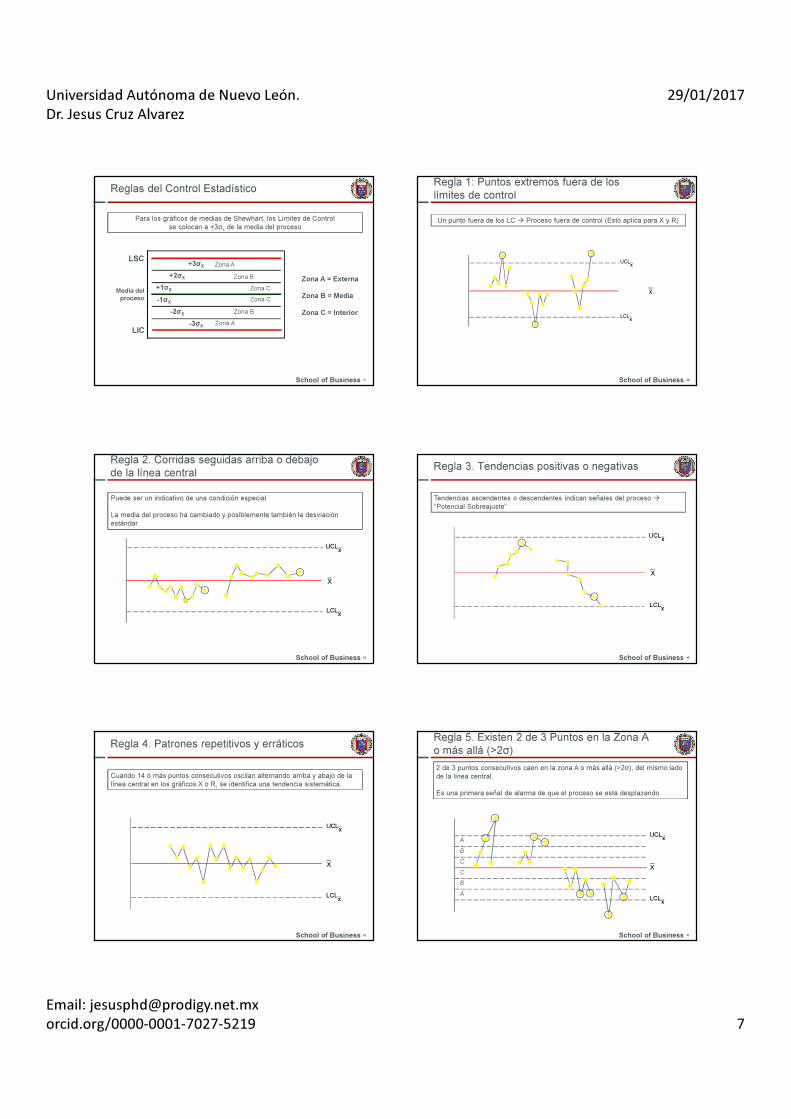
Reglas del Control Estadístico
+3σX
+2σX
+1σX
-1σX
-2σX
-3σX
LSC
LIC
Zona A
Zona B
Zona C
Zona C
Zona B
Zona A
Media del
proceso
Zona A = Externa
Zona B = Media
Zona C = Interior
Para los gráficos de medias de Shewhart, los Límites de Control
se colocan a +3σx
de la media del proceso
38School of Business
Regla 1: Puntos extremos fuera de los límites de control
UCLx
LCLx
X
Un punto fuera de los LC � Proceso fuera de control (Esto aplica para X y R)
39School of Business
UCLx
LCLx
X
Regla 2. Corridas seguidas arriba o debajo de la línea central
Puede ser un indicativo de una condición especial
La media del proceso ha cambiado y posiblemente también la desviación
estándar
40School of Business
UCLx
LCLx
X
Regla 3. Tendencias positivas o negativas
Tendencias ascendentes o descendentes indican señales del proceso �
“Potencial Sobreajuste”
41School of Business
UCLx
LCLx
X
Regla 4. Patrones repetitivos y erráticos
Cuando 14 ó más puntos consecutivos oscilan alternando arriba y abajo de la
línea central en los gráficos X o R, se identifica una tendencia sistemática.
42School of Business
Regla 5. Existen 2 de 3 Puntos en la Zona A o más allá (>2σ)
UCLx
LCLx
X
A
B
C
C
B
A
2 de 3 puntos consecutivos caen en la zona A o más allá (>2σ), del mismo lado
de la línea central.
Es una primera señal de alarma de que el proceso se está desplazando.
Universidad Autónoma de Nuevo León.
Dr. Jesus Cruz Alvarez
29/01/2017
Email: [email protected]
orcid.org/0000-0001-7027-5219 8
43School of Business
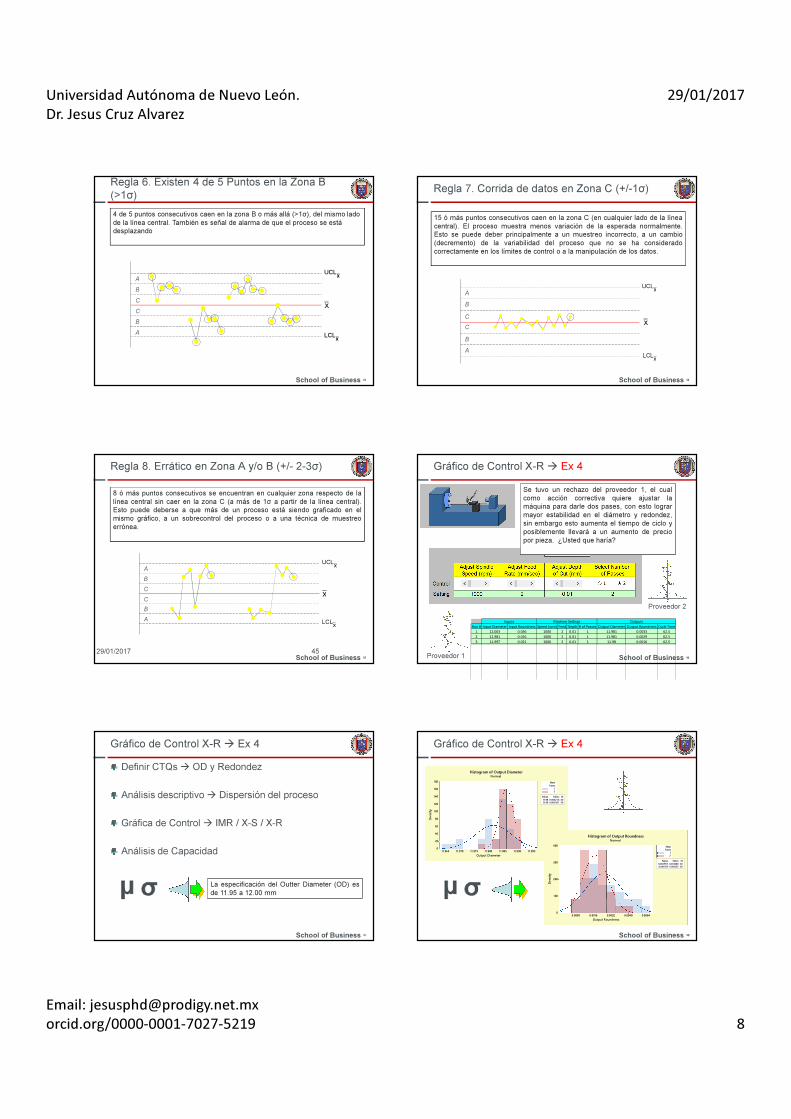
Regla 6. Existen 4 de 5 Puntos en la Zona B (>1σ)
A
B
C
C
B
A
UCLx
LCLx
X
4 de 5 puntos consecutivos caen en la zona B o más allá (>1σ), del mismo lado
de la línea central. También es señal de alarma de que el proceso se estádesplazando
44School of Business
Regla 7. Corrida de datos en Zona C (+/-1σ)
A
B
C
C
B
A
UCLx
LCLx
X
15 ó más puntos consecutivos caen en la zona C (en cualquier lado de la línea
central). El proceso muestra menos variación de la esperada normalmente.Esto se puede deber principalmente a un muestreo incorrecto, a un cambio
(decremento) de la variabilidad del proceso que no se ha considerado
correctamente en los límites de control o a la manipulación de los datos.
45School of Business
Regla 8. Errático en Zona A y/o B (+/- 2-3σ)
29/01/2017 45
A
B
C
C
B
A
UCLx
LCLx
X
8 ó más puntos consecutivos se encuentran en cualquier zona respecto de la
línea central sin caer en la zona C (a más de 1σ a partir de la línea central).Esto puede deberse a que más de un proceso está siendo graficado en el
mismo gráfico, a un sobrecontrol del proceso o a una técnica de muestreo
errónea.
46School of Business
Gráfico de Control X-R � Ex 4
Proveedor 1
Proveedor 2
Run # Input Diameter Input Roundness Speed (rpm) Feed Depth # of Passes Output Diameter Output Roundness Cycle Time
1 12.003 0.036 1000 2 0.01 1 11.981 0.0033 62.5
2 11.981 0.016 1000 2 0.01 1 11.981 0.0029 62.5
3 11.997 0.021 1000 2 0.01 1 11.98 0.0016 62.5
Inputs Machine Settings Outputs
Se tuvo un rechazo del proveedor 1, el cual
como acción correctiva quiere ajustar lamáquina para darle dos pases, con esto lograr
mayor estabilidad en el diámetro y redondez,
sin embargo esto aumenta el tiempo de ciclo y
posiblemente llevará a un aumento de precio
por pieza. ¿Usted que haría?
47School of Business
Gráfico de Control X-R � Ex 4
Definir CTQs � OD y Redondez
Análisis descriptivo � Dispersión del proceso
Gráfica de Control � IMR / X-S / X-R
Análisis de Capacidad
La especificación del Outter Diameter (OD) es
de 11.95 a 12.00 mm
48School of Business
Gráfico de Control X-R � Ex 4
1
0
02
04
06
08
001
021
041
061
081
569.11 079.11 579.11 089.11 589.11 099.11 599.1
11.98 0.006276 30
11.99 0.002437 30
Mean StDev N
O
ytisn
eD
retemaiD tuptu
1
muN
sesaP
2
H lamroN
retemaiD tuptuO fo margotsi
0
0
001
002
003
004
0000.0 6100.0 2300.0 8400.0 4600.
0.002557 0.001689 30
0.001783 0.001152 30
Mean StDev N
O
ytisn
eD
ssendnuoR tuptu
1
muN
sesaP
2
H lamroN
ssendnuoR tuptuO fo margotsi
Universidad Autónoma de Nuevo León.
Dr. Jesus Cruz Alvarez
29/01/2017
Email: [email protected]
orcid.org/0000-0001-7027-5219 9
49School of Business
Gráfico de Control X-R � Ex 4
28252219161310741
12.00
11.99
11.98
11.97
Observation
Ind
ivid
ual V
alu
e
_X=11.98183
UCL=11.99752
LCL=11.96615
28252219161310741
0.020
0.015
0.010
0.005
0.000
Observation
Movin
g R
ange
__MR=0.00590
UCL=0.01927
LCL=0
1
I-MR Chart of OD (Prov 1)
28252219161310741
12.00
11.99
11.98
11.97
Observation
Indiv
idual Valu
e
_X=11.9863
UCL=11.99492
LCL=11.97768
28252219161310741
0.020
0.015
0.010
0.005
0.000
Observation
Movin
g R
ang
e
__MR=0.00324
UCL=0.01059
LCL=0
1
I-MR Chart of OD (Prov 2)
¿Cuántas reglas de SPC se
rompieron?
50School of Business
Gráfico de Control X-R � Ex 4
28252219161310741
0.008
0.004
0.000
Observation
Indiv
idu
al Valu
e
_X=0.00256
UCL=0.00791
LCL=-0.00280
28252219161310741
0.0060
0.0045
0.0030
0.0015
0.0000
Observation
Movin
g R
ang
e
__MR=0.002014
UCL=0.006580
LCL=0
I-MR Chart of Roundness (Prov 1)
28252219161310741
0.008
0.004
0.000
Observation
Ind
ivid
ual V
alu
e
_
X=0.00178
UCL=0.00536
LCL=-0.00179
28252219161310741
0.0060
0.0045
0.0030
0.0015
0.0000
Observation
Movin
g R
ange
__MR=0.001345
UCL=0.004394
LCL=0
I-MR Chart of Roundness (Prov 2)
¿Cuántas reglas de SPC se
rompieron?
51School of Business
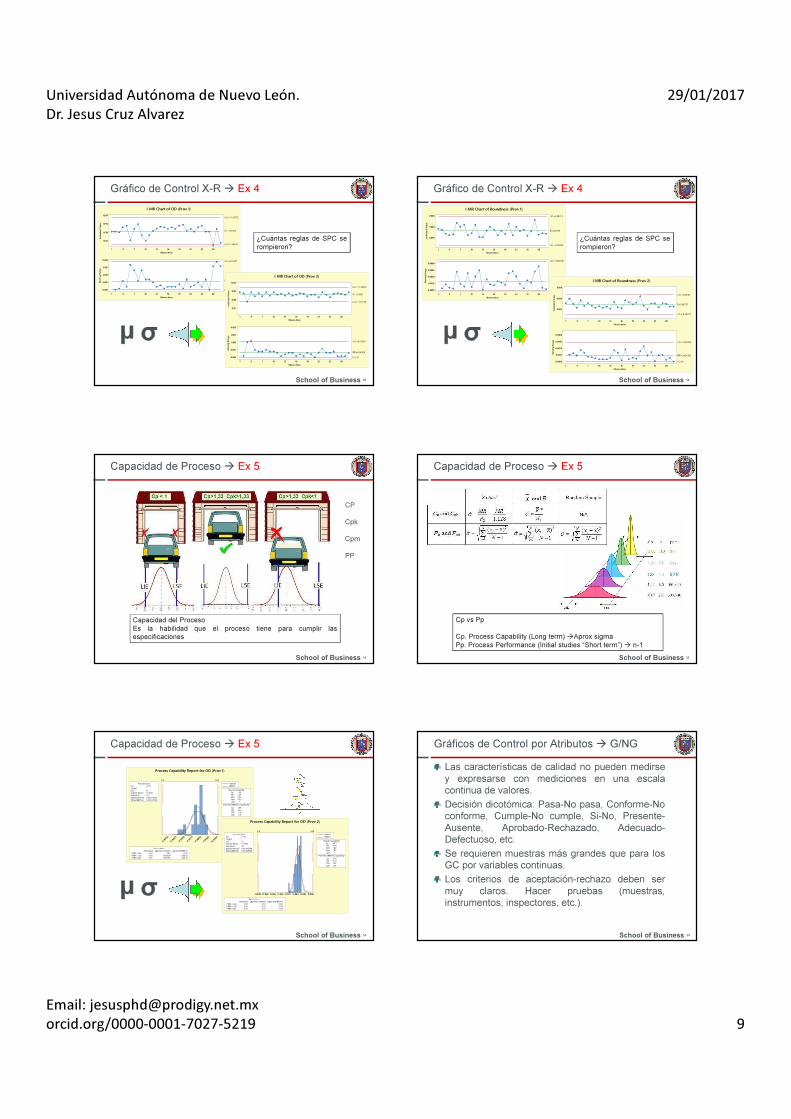
Capacidad de Proceso � Ex 5
Capacidad del Proceso
Es la habilidad que el proceso tiene para cumplir lasespecificaciones
CP
Cpk
Cpm
PP
52School of Business
Capacidad de Proceso � Ex 5
Cp vs Pp
Cp. Process Capability (Long term) �Aprox sigma
Pp. Process Performance (Initial studies “Short term”) � n-1
53School of Business
Capacidad de Proceso � Ex 5
12.0000
11.9925
11.9850
11.9775
11.9700
11.9625
11.9550
LSL 11.95Target *USL 12Sample Mean 11.9818Sample N 30StDev(Overall) 0.00627575StDev(Within) 0.00522744
Process Data
Pp 1.33PPL 1.69PPU 0.96Ppk 0.96Cpm *
Cp 1.59CPL 2.03CPU 1.16Cpk 1.16
Potential (Within) Capability
Overall Capability
PPM < LSL 0.00 0.20 0.00PPM > USL 0.00 1897.37 255.19PPM Total 0.00 1897.56 255.19
Observed Expected Overall Expected WithinPerformance
LSL USL
OverallWithin
Process Capability Report for OD (Prov 1)
11.99811.99111.98411.97711.97011.96311.95611.949
LSL 11.95Target *USL 12Sample Mean 11.9863Sample N 30StDev(Overall) 0.00243749StDev(Within) 0.00287356
Process Data
Pp 3.42PPL 4.96PPU 1.87Ppk 1.87Cpm *
Cp 2.90CPL 4.21CPU 1.59Cpk 1.59
Potential (Within) Capability
Overall Capability
PPM < LSL 0.00 0.00 0.00PPM > USL 0.00 0.01 0.93PPM Total 0.00 0.01 0.93
Observed Expected Overall Expected WithinPerformance
LSL USL
OverallWithin
Process Capability Report for OD (Prov 2)
54School of Business
Gráficos de Control por Atributos � G/NG
Las características de calidad no pueden medirse
y expresarse con mediciones en una escala
continua de valores.
Decisión dicotómica: Pasa-No pasa, Conforme-No
conforme, Cumple-No cumple, Si-No, Presente-
Ausente, Aprobado-Rechazado, Adecuado-
Defectuoso, etc.
Se requieren muestras más grandes que para los
GC por variables continuas.
Los criterios de aceptación-rechazo deben ser
muy claros. Hacer pruebas (muestras,
instrumentos, inspectores, etc.).
Universidad Autónoma de Nuevo León.
Dr. Jesus Cruz Alvarez
29/01/2017
Email: [email protected]
orcid.org/0000-0001-7027-5219 10
55School of Business
Características de las Gráficas por Atributos
Defecto
Defectuoso
Cantidad de Defectos
Fracción
defectuosa
Una sola característica que no cumple con el requerimiento. Un defecto
también es llamado no conformidad.
Es la razón del número de artículos defectuosos en una muestra “d” o
“np” y el total de artículos de la muestra “n”. La fracción defectiva de la
muestra “p”=d/n. También se le llama proporción o fracción no
conforme.
Una unidad que tiene uno o más defectos es una unidad defectuosa,
defectiva o no conforme
En una muestra de “n” artículos, “d” o “np” es la cantidad de artículos
defectuosos o no conformes en la muestra.
En una muestra de “n” artículos, “c” es la cantidad de defectos en la
muestra. Un artículo puede ser sujeto de muchos tipos de defectos
diferentes. La suma de todos los defectos en la muestra es “c”. También
se le llama cantidad de no conformidades en la muestra.
56School of Business
Características de las Gráficas por Atributos
57School of Business
Gráficas por Atributos � Ex 6
Gráfica (P)
Gráfica (U)
58School of Business
Gráficas por Atributos <Np> � Ex 6
i Tamaño de la muestra (P) Fracción Defectiva
1 10 1
2 10 1
3 10 0
4 10 1
5 10 0
6 10 0
7 10 0
8 10 0
9 10 0
10 10 1
11 10 1
12 10 1
14 10 0
15 10 2
16 10 0
17 10 0
18 10 1
19 10 1
20 10 0
Proportion
shifts and drifts, may be special causes.trends or cyclical patterns may also be common causes. Other patterns, such asexhibits only common causes has a constant rate of defectives. However, globalhelp you distinguish between common and special causes. Typically, a process that
Assess the stability of your process % defective and look for patterns that can
Look for these patterns:
Global Trend Cyclical
Shifts Drifts
Oscillation Mixture
of ControlExcessive Out
P Chart of (P) Fracción DefectivaStability Report
59School of Business
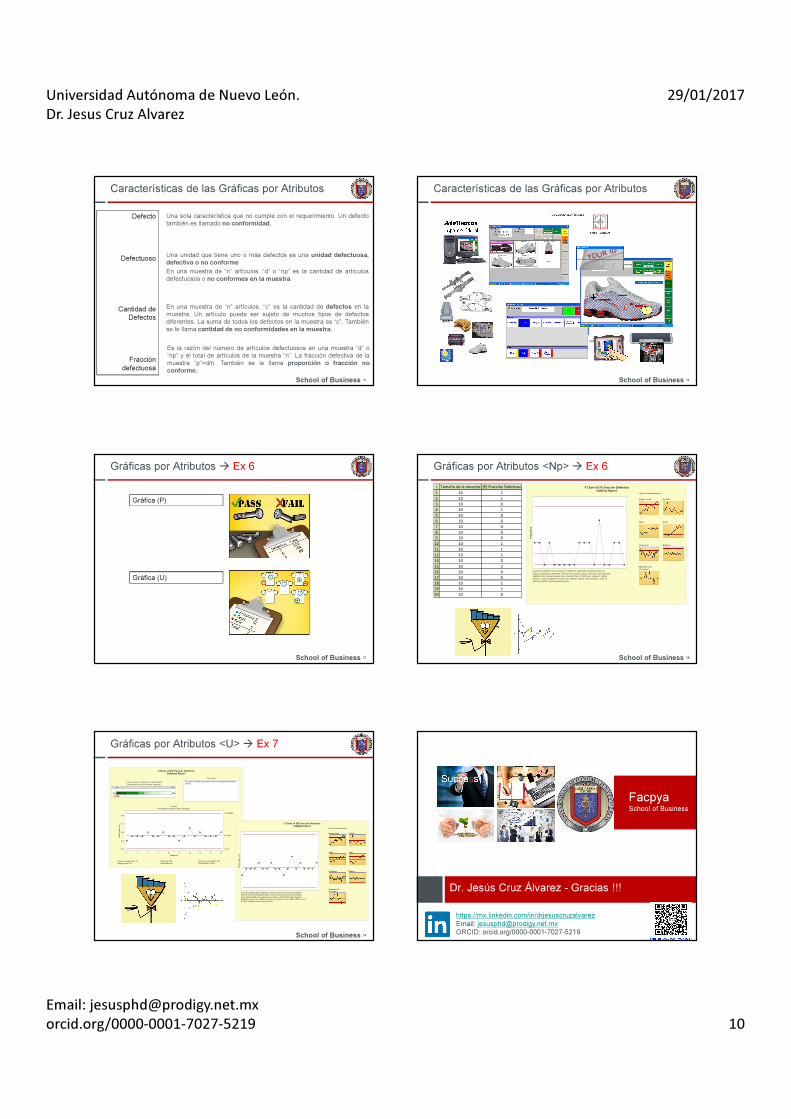
Gráficas por Atributos <U> � Ex 7
Number of subgroups: 19 Total units: 190 Defects per Unit (DPU): 0.32
Subgroup size: 10 Total defects: 61 PPM (DPMO): 321053
Yes No
0% > 5%
0 .0%
191715131197531
0.8
0.6
0.4
0.2
0.0
Subgroup
Defe
cts
per
Un
it
_
U=0.3211
UCL=0.8586
LCL=0
control.
The number of defects per unit is stable. No subgroups are out of
Comments
U Chart of (P) Fracción DefectivaSummary Report
Is the number of defects per unit stable?
Evaluate the % of out-of-control subgroups.
U ChartInvestigate any out-of-control subgroups.
Defe
cts
per
Unit
as shifts and drifts, may be special causes.
global trends or cyclical patterns may also be common causes. Other patterns, such
process that exhibits only common causes has a constant defect rate. However,
that can help you distinguish between common and special causes. Typically, a
Assess the stability of the defects per unit in your process and look for patterns
Look for these patterns:
Global Trend Cyclical
Shifts Drifts
Oscillation Mixture
of Control
Excessive Out
U Chart of (P) Fracción DefectivaStability Report
FacpyaSchool of Business
Dr. Jesús Cruz Álvarez - Gracias !!!
https://mx.linkedin.com/in/drjesuscruzalvarez
Email: [email protected]: orcid.org/0000-0001-7027-5219

UANLSchool of Business
Dr. Jesús Cruz Álvarez - Gracias !!!
https://mx.linkedin.com/in/drjesuscruzalvarez
Email: [email protected]
ORCID: orcid.org/0000-0001-7027-5219





























