Embed Size (px)
Citation preview

DFM dan Diagram Teknik Industri

Siklus Manufaktur
Marketing/ Sales Product Design Process Design
Inventory Control
Production Planning
and Control
Work Method , Time Standard & Productivity Improvement
Fabrication ReceivingReceiving
Shipping
Supp
l i er
Customer
Quality Control
Production Control
Process Control
Facilities Control

Strategies for New-Product Introduction
• Market Pull (“We Make What We Can Sell”)– food industry
• Technology Push (“We Sell What We Can Make”)– electronics
• Interfunctional View– personal computers
3-3

New Product Development Process
• Concept Development
• Product or Service Design
• Pilot Production/Testing
3-4

New Product Design Process
3-5
Pilot production/testing Final process design
Preliminary process design
Concept development
Product design

Proses Perancangan
• Merupakan proses pemecahan masalah yang menggunakan pengetahuan dan sumber daya untuk menciptakan produk baru– Meliputi aspek estetika dan elemen fungsi– Implementasi perancangan teknik berbeda dari satu
tempat ke tempat lain– Pendekatan Proses Perancangan
• Pendekatan Tradisional • Pendekatan terintegrasi (team approach)
6

Kelemahan Proses Perancangan Tradisional
• Sering disebut sequential engineering; serial process
• Pengetahuan pada setiap tahap tersimpan dalam “silo” yang terpisah-pisah
• Proses perancangan terjadi tahap demi tahap secara terisolasi sehingga memerlukan proses “estafet”
7

Kelemahan Proses Perancangan Tradisional
• Apa yang mungkin terjadi dengan cara ini ?
– Estafet mengakibatkan transfer spesifikasi produk tidak jelas sehingga terjadi proses konfirmasi ulang atau salah disain yang dilanjutkan dengan perbaikan serta modifikasi
– Berbagai isu yang tersimpan di setiap silo, misalkan mengenai kemudahan untuk di-manufaktur (manufacturability), tidak bisa dipertimbangkan sejak awal
– Semua, menyebabkan panjangnya waktu proses disain dan mahalnya produk.
8

Concurrent Engineering (CE)
9
Kelemahan tersebut dicoba diatasi dengan membuka semua sekat sehingga tidak ada silo dan tidak perlu estafet.
Konsep Concurrent Engineering; Simultaneous Engineering

Konsekuensi CE
10
FieldReturns
Ship toCustomer
TraditionalMethods
CE MethodsNumber ofEngineeringProductChangesProcessed
1 to 3Months
14 to 17Months
20 to 24Months
+ 3Months
FinalTest

Konsekuensi CE
11

Manfaat Nyata yang Telah Diperoleh
12
20% 13% 22%
27% 55% 15%
3%
5%
40% Time Savings
TraditionalEnvironment
ConcurrentEnvironment
Design Revisionsand Iterations
ConceptDesign
InitialDesign
DataDissemination

Kelemahan Proses Disain Tradisional
• Apa yang mungkin terjadi dengan cara ini ?– Estafet mengakibatkan transfer
spesifikasi produk tidak jelas sehingga terjadi proses konfirmasi ulang atau salah disain yang dilanjutkan dengan perbaikan serta modifikasi
– Berbagai isu yang tersimpan di setiap silo, misalkan mengenai kemudahan untuk di-manufaktur (manufacturability), tidak bisa dipertimbangkan sejak awal
– Semua, menyebabkan panjangnya waktu proses disain dan mahalnya produk.
13

Design for Manufacture (DFM)
• Banyak persoalan pada tahapan manufaktur dan perakitan berasal dari disain yang tidak baik
• Jika pada saat disain pertimbangan kemudahan dalam manufaktur dan perakitan sudah dipikirkan terbukti mengurangi biaya sangat signifikan
• Disain harus melibatkan semua bagian yang terlibat dalam design-engineering-manufacturing-assembly-marketing
14

Design for Manufacture (DFM)• Rancangan dengan kebutuhan part minimal• Pengembangan disain secara modular• Minimasi variasi part• Rancangan part yang multi-functional dan multi-use• Rancangan part yang mudah difabrikasi• Hindarkan fastener yang terpisah• Minimasi arah asembli: top-down assembly• Minimasi handling• Maksimasi compliance• Kurangi atau sederhanakan adjustments
15
DFA

Design for Assembly (DFA)• Merancang sejak awal proses perakitan (assembly) produk sehingga:
– Mudah dirakit (easy to assemble)– Mudah dipegang, feed, join, baik secara manual maupun otomatis
• Secara umum, DFA bertujuan untuk:– Mengurangi jumlah part dalam perakitan– Optimasi kemampu-rakitan (assemblability) dari part– Optimasi penanganan (handliability) dari parts dan sub-assemblies– Memperbaiki kualitas, meningkatkan efisiensi, dan mengurangi biaya
perakitan
16

Design for Assembly (DFA)• Minimasi jumlah part
• Minimasi permukaan perakitan
• Perancangan perakitan secara top-down
• Memperbaiki akses perakitan
• Maksimasi part compliance
• Maksimasi part symmetry
• Optimasi handling part
17

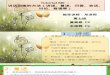
DFM and DFA: An Example
18
(c) Final design
Design for push-and-snap assembly
(b) Revised design
One-piece base & elimination of fasteners
(a) The original design
Assembly using common fasteners

DFM and DFA: An Example (continued)
3-19
a. Original Design
• 24 different parts to assemble
• 7 unique parts to manage in inventory
b. Revised Design
• 4 different parts to assemble
• 3 unique parts to manage in inventory
c. Final Design
• 2 parts to assemble and manage

PETA KERJA
Suatu Alat yang Menggambarkan Kegiatan Kerja Secara Sistematis dan Jelas. Peta Kerja adalah Alat KomunikasiFakta Kegiatan Kerja tersebut yang Sistematik dan Jelas pula
GUNA PETA KERJA :
Studi terhadap Peta Kerja, Membantu Mempermudah KitaDalam Upaya memperbaiki Metoda Kerja, dengan Cara:1. Menghilangkan Operasi-Operasi yang Tidak Perlu2. Menggabungkan Satu Operasi dan Operasi Lainnya3. Menemukan Urutan Kerja yang Lebih Baik4. Menenukan Mesin yang Lebih Ekonomis5. Menghilangkan Waktu Menunggu antara Operasi

JENIS PETA KERJA
PETA-PETA KERJA KESELURUHAN (PPKK)Peta yang Menggambarkan langkah atau Kejadian yang
Dialami Suatu Benda dari Mulai Masuk ke Pabrik (Bahan Baku), semuaKejadian yang Dialaminya (Transportasi, Operasi,Pemeriksaan
danPerakitan), sampai menjadi Produk Jadi, baik Produk Lengkap
ataubagian dari Suatu Produk Lengkap. Peta Kerja Keseluruhan
digunakan untuk Menganalisa Kegiatan Kerja Keseluruhan
Kegiatan dinamakan Kegiatan Kerja Keseluruhan jika :melibatkan Sebagian Besar atau SemuaFasilitas yang
Dipaerlukandalam Membuat Produk.
Jenis Peta Kerja Keseluruhan :1. Peta Proses Operasi (Operation Process Chart)2. Peta Aliran Proses (Flow Process Chart)3. Diagram Alir Proses (Flow Diagram)4. Peta Proses Kelompok Kerja ( Group Process Chart)

Peta Kerja Setempat digunakan untuk Menganalisa Kegiatan Kerja Setempat.
Kegiatan dinamakan Kegiatan Kerja Setempat jika :Kegiatan tersebut Terjadi dalam Suatu Statsiun Kerja yang Biasanya hanya Melibatkan Orang dan Fasilitas dalam Jumlah Terbatas
Jenis Peta Kerja Setempat:Peta Pekerja MesinPeta Tangan Kiri Tangan Kanan
PETA KERJA SETEMPAT (PPKS)

PPKKCARA SEKARANG
PPKSCARA SEKARANG
PPKSUSULAN
PPKKUSULAN
STOP
PPKSBAIK
?
PPKKBAIK
?
Tidak
Tidak
ANALISA
ANALISA
FLOW CHART PERBAIKANMETODA KERJA

SIMBOL ASME YANG DIGUNAKAN PADA PETA KERJA

Peta-Peta Kerja Keseluruhan

Peta Proses Operasi (OPC)
• Digunakan untuk mengetahui proses yang terjadi sekarang secara keseluruhan
• Suatu diagram yang menggambarkan langkah-langkah proses yang akan dialami bahan-bahan baku, urutan-urutan operasi dan pemeriksaan sejak dari awal sampai menjadi produk jadi atau komponen.
• Memuat informasi yang dibutuhkan seperti waktu, material yang digunakan, tempat atau alat yang dipakai.
Kegunaan : OPC1. Dapat mengetahui kebutuhan akan mesin dan jumlahnya
2. Dapat memperkirakan kebutuhan bahan baku
3. Sebagai alat untuk menentukan tata letak pabrik
4. Sebagai alat untuk melakukan perbaikan cara kerja yang sedang digunakan
5. Sebagai alat latihan kerja

CONTOH OPC

RINGKASAN
Kegiatan Jumlah Waktu
TOTAL
OPERATION PROCESS CHART
NAMA PRODUK : DIPETAKAN OLEH : TGL DIPETAKAN :NOMOR PETA : Komponen Utama
( …..Ukuran,,,,,,,)
Proses…..Alat…….
WaktuO-1
O-2
I -1
O- 6I - 4
Komponen Masuk( …..Ukuran,,,,,,,)
0- 3
O - 4
I - 2
Komponen Masuk( …..Ukuran,,,,,,,)
O - 5
I - 3

Peta Aliran ProsesSuatu diagram yang menunjukan urutan-urutan dari proses operasi, pemeriksaan, transportasi, menunggu, dan penyimpanan yang terjadi selama proses atau prosedur berlangsung serta didalamnya memuat pula informasi-informasi yang diperlukan untuk menganalisa seperti waktu yang dibutuhkan dan jarak perpindahan.
Macam-macam peta aliran proses:
1. Peta Aliran Proses Tipe Barang
2. Peta Aliran Proses Tipe Orang
Kegunaan Peta Aliran Proses• Mengetahui aliran bahan atau aktivitas orang mulai awal masuk dalam
suatu proses atau prosedur sampai aktivitas terakhir
• Memberikan informasi mengenai waktu penyelesaian suatu proses atau prosedur
• Mengetahui jumlah kegiatan yang dialami bahan atau dilakukan oleh pekerja selama proses atau prosedur berlangsung
• Alat untuk melakukan perbaikan-perbaikan proses atau metoda kerja

CONTOH FLOW PROCESS CHART

SAAT INI USULAN PENGHEMATAM
Kegiatan Jumlah Waktu
TOTAL
FLOW PROCESS CHART
KEGIATAN : DIPETAKAN OLEH : DIANALISA OLEH : NO TGL DIPETAKAN : METODA : SAAT INI USULAN TYPE : PEKERJA MATERIAL MESIN KETERANGAN :
D
DESKRIPSI SIMBOL WAKTU JARAK REKOMENDASI
DD
D
DD

Diagram Alir• Merupakan suatu gambaran menurut skala dari susunan
stasiun dan gedung yang menunjukan lokasi dari semua aktivitas yang terjadi dalam peta aliran proses
• Aktivitas berarti pergerakan suatu material atau orang dari suatu tempat ketempat berikutnya
• Dinyatakan oleh garis aliran dalam diagram tersebut
Fungsi Diagram Alir1. Lebih memperjelas suatu peta aliran proses
2. Analisa yang lebih lengkap untuk perbaikan suatu proses kerja.
3. Bahan analisa untuk memperpendek jarak perpindahan
4. Mempermudah dalam perbaikan tata letak tempat kerja

CONTOH FLOW DIAGRAM
Bag.Penerimaan
Bag.PenyimpananPersediaan
Mesin drill
Mesin millMesin bubut
Mesin potong
Mesin cetak Mesin bore
PersediaanPersediaan
Bag. Manufacturing
4
Penguliran
Pembubutan
Proses Mill Pemotongan
Bag. perakitan
Operator
Bag. Finishing
Pengemasan
Distribusi
Gudangbarang jadi
Kantor
1 3
2
4
5
Proses perakitan
DIAGRAM ALIRNAMA BENDA KERJA : TANGKAI STOP KRAN
Pekerjaan : Pembuatan tangkai stop kranNomor Peta : SK 01Dipetakan Oleh : Ayudya
1
2
3
5 76 8 9
R. Ganti Pakaian
10
11
Komponen

SAAT INI USULAN PENGHEMATAM
Kegiatan Jumlah Waktu
TOTAL
FLOW PROCESS DIAGRAM
KEGIATAN : DIPETAKAN OLEH : DIANALISA OLEH : NO TGL DIPETAKAN : METODA : SAAT INI USULAN TYPE : PEKERJA MATERIAL MESIN KETERANGAN :
D

Peta Proses Kelompok Kerja
• Peta ini digunakan dalam suatu tempat kerja dimana dalam melaksanakan pekerjaannya tersebut memerlukan kerjasama yang baik dari sekelompok pekerja. Contoh :
1. Pergudangan
2. Material handling
Kegunaan Peta Proses Kelompok Kerja• Menganalisa aktivitas suatu kelompok kerja• Meminimumkan waktu tunggu (delay)• Mengurangi ongkos produksi atau proses• Mempercepat waktu penyelesaian produksi atau proses

Prinsip – prinsip PPKK

Peta-Peta Kerja Setempat

1. Peta Pekerja dan Mesin : Menggambarkan Koordinasi antara Waktu Bekerja dan waktu Menganggur dari kombinasi antara Pekerja dan Mesin
Kegunaan : Hubungan antara Waktu Kerja Operator dan Waktu Operasi Mesin yg Ditangani Peningkatan Efektifitas Penggunaan dan Perbaikan Keseimbangan Kerja, dengan Cara :
a) Merubah tata Letak Tempat kerjab) Mengatur kembali Gerakan-Gerakan Kerjac) Merancang Kembali Metoda, Mesin dan Peralatan
Lambang yang Digunakan :
Menunjukkan Menganggur/Menunggu
Menunjukkan kerja Independent
Menunjukkan Kerja Bersama-Sama

RINGKASAN
Waktu MenganggurWaktu Kerja 10 detik 20 detik 20 detikWaktu Total 35 detik 35 detik 35 detik
% Penggunaan
PEMBELI PELAYAN MESIN25 detik 10 detik 15 detik
10
15
5
5
5
15
Mendengarkan
Mengambil Kertas
Stel Mesin
Menunggu
5
25
Memesan
Menunggu
Pesanan
W
MESIN FOTOCOPY W PELAYAN WPEMBELI
0
10
20
30
ORANG MESIN
Menunggu
Distel 5Fotocopy
5 Serankan+KasBayar Menganggur55
PETA PEKERJA DAN MESIN
Pekerjaan : Nama Mesin : Nama Pekerja :Dipetakan Oleh : Tgl Pemetaan : Sekarang Usulan

2.Peta Tangan Kanan dan Tangan Kiri :
Menggambarkan Semua Gerakan saat Bekerja dan Menganggur yang dilakukan oleh Tangan Kanan dan Tangan Kiri. Peta Tangan Kanan-Tangan Kiri Cocok untuk Menggambarkan Gerakan- Gerakan yang Dilakukan oleh Pekerjaan Manual, yang siklus Pekerjaannya Berlangsung Cepat dan Berulang.
Peta ini Merupakan Alat dari Studi Gerakan dan Ekonomi Gerakan untuk Menemukan Gerakan : a. yang Tidak Efektif atau Gerakan-Gerakan yang Perlu Ditingkatkan Efektifitasnya b. yang Efisien yaitu Gerakan-Gerakan yang memang Diperlukan untuk Melaksanakan suatu Pekerjaan .
Kegunaan : a. Menyeimbangkan Gerakan Kedua Tangan dan mengurangi Kelelahan b. Menghilangkan atau Mengurangi Gerakan-Gerakan yang Tidak Efisien dan Tidak Produktif, sehingga akan Mempersingkat Waktu Kerja c. Sebagai Alat untuk Menganalisa Tata Letak Statsiun Kerja d. Sebagai Alat untuk Melatih Pekerja Baru, dengan Cara Kerja yang Ideal

PETA TANGAN KANAN DAN TANGAN KIRI
PEKERJAAN : DEPARTEMEN : NO PETA:SEKARANG USULAN DIPETAKAN OLEH : TGL PEMETAAN :
LAYOUT TEMPAT KERJA PART :
Ringkasan :
Waktu Tiap Siklus : Jumlah Produk Tiap Siklus :Waktu Untuk Membuat 1 Produk :
TANGAN KIRI LAMBANG TANGAN KANANDESKRIPSI J(cm) W(dt) DESKRIPSI J(cm) W(dt)
Total Total
Ambil Baut 25 1 Re Re Ambil Clamp 25 1 G GMerakit Dg Clamp - 1.2 M M Dirakit dg Baut - 1.2 P P Re Ambil Mur Pertama 25 1 G

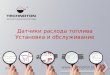
Bill Of Material (BOM)<Struktur Produk>

Struktur Produk
43
Clipboard
Rivet (2)
Iron Rod (3
in.)
Spring (1)
Spring Steel (10
in.)
Level 0
Level 1
Level 2
Level 3
Bottom Clip (1)
Top Clip (1)
Pivot (1)
Sheet Metal (8 in2)
Clip Assembly (10)
Sheet Metal (8 in2)
Board (1)
Pressboard (1)
Finish (2oz.)

Tabel Uraian Bill of Material
LEVEL ITEM Quantity0 - - - - Clipboard 1- 1 - - - Clip Assembly 10- - 2 - - Top Clip 1- - - 3 - Sheet Metal 8- - 2 - - Bottom Clip 1- - - 3 - Sheet Metal 8- - 2 - - Pivot 1- - - 3 - Iron Rod 3- - 2 - - Spring 1- - - 3 - Spring Steel 10- 1 - - - Rivet 2- 1 - - - Board 1- - 2 - - Press Board 1- - 2 - - Finish 2
44

Terima Kasih