Embed Size (px)
Citation preview

Підсекція 3.5 Гідро- та пневмоавтоматика, управління в різних галузях
УДК 62-55: 681.515
Баранов С. С. , Беляев Ю. Б. (Украина, Киев, НПК КИА)
АНАЛИЗ ФАЗЗИ-СИСТЕМЫ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ЧАСТОТАМИ ВРАЩЕНИЯ РОТОРОВ ДВУХРОТОРНОГО ГТД НА
РАЗЛИЧНЫХ БАЗОВЫХ РЕЖИМАХ В предыдущих работах методом математического моделирования исследованы процессы в
системах автоматического управления частотами вращения роторов двухроторного газотурбинно-го двигателя (ГТД), при произвольных входных воздействиях. Движение такого объекта управле-ния как ГТД на базовых режимах его работы рассматривается в линейном приближении, справед-ливом при малых отклонениях обобщённых координат объекта. Процессы получены в предполо-жении, что подача топлива является входной координатой и определены реакции ГТД на измене-ние подачи топлива. Такой подход к ГТД как объекту управления позволяет на первом этапе от-влечься от особенностей системы подачи топлива и ее влияния на процессы в системе управле-ния. В данной работе методом математического моделирования исследованы процессы в системе автоматического управления частотами вращения роторов двухроторного ГТД с нечетким (рабо-тающим на базе нечеткой логики) регулятором и приводным топливным насосом при условии стационарности параметров двигателя на каждом базовом режиме.
На разных режимах работы и при различных внешних условиях коэффициенты влияния двигателя существенно изменяются, поэтому для каждого режима необходимо определять свои значения этих коэффициентов.
Частоты вращения роторов двигателя измеряются импульсными датчиками (ИД) и преобра-зуется в напряжение электронными преобразователями частоты (ЭПЧ).
Процессы представленные в системе управления частотой вращения ротора вентилятора на максимальном режиме, на среднем (крейсерском) режиме и в режиме малого газа работы газотур-бинного двигателя, а так же отдельно представлена текущая ошибка рассогласования. На вход системы управления на всех режимах работы газотурбинного двигателя поступает эквивалентное гармоническое воздействие.
При подаче воздействия )15/sin(1,0)( ttuý π= на вход системы управления начальный вы-брос реакции системы составляет примерно 1,82% на максимальном базовом режиме, 1.47% на среднем режиме и 2,81% в режиме малого газа от амплитуды эквивалентного гармонического воздействия. Максимальная текущая ошибка практически равна нулю на всех базовых режимах работы газотурбинного двигателя.
При увеличении периода эквивалентного гармонического воздействия максимальная теку-щая ошибка уменьшается.
Представленные результаты моделирования дают возможность заключить, что нечеткий ре-гулятор обеспечивает весьма хорошее качество системы управления, характеризуемое макси-мальной текущей ошибкой, при эквивалентном гармоническом воздействии на систему, которым заменяется произвольное входное воздействии при математическом моделировании. Точность от-работки системой задающих воздействий на всех базовых режимах работы ГТД весьма высокая. Поэтому можно заключить, что применение цифрового нечеткого регулятора для системы управ-ления частотами вращения роторов двухроторного ГТД является целесообразным и перспектив-ным.
Литература: 1. Гостев В.И., Маглюй С.А., Успенский А.А. Фаззи-системы управления частотами вращения ро-торов двухвального двухконтурного газотурбинного двигателя на базовых режимах работы // Вісник Черкаського державного технологічного університету. - 2002, №2. - С.63-67. 2. Добрянский Г.В., Мартьянова Т.С. Динамика авиационных газотурбинных двигателей.- М.: Машиностроение, 1989.-240 с.
231

УДК 621.22
Козлов Л. Г., Лозінський Д. О. (Україна, Вінниця, ВНТУ)
ЗАСТОСУВАННЯ CAD-CAЕ СИСТЕМ ДЛЯ ДОСЛІДЖЕННЯ СИСТЕМИ УПРАВЛІННЯ ГІДРОРОЗПОДІЛЬНИКОМ З ЕЛЕКТРОГІДРАВЛІЧНИМ
РЕГУЛЮВАННЯМ На сьогоднішній день в промисловості широко розповсюджені автоматизовані технологічні
лінії на основі машин з гідроприводом, преси, термопластавтомати в яких потрібно точно контро-лювати рух виконавчих механізмів. Ефективна та економічна робота таких машин з складним технологічним циклом може бути забезпечена за рахунок використання гідроприводів з пропор-ційним електрогідравлічним управлінням, які працюють в тісній інтеграції з промисловими конт-ролерами.
Гідроприводи з електрогідравлічним регулюванням мають ряд переваг: перш за все можли-вість пропорційного керування, що забезпечує підвищення продуктивності машин, якості вико-нання робочих операцій та зменшення непродуктивних витрат потужності. Іншою суттєвою пере-вагою гідроприводів з пропорційним регулюванням перед традиційними є можливість дистанцій-ного керування, що забезпечує широкі можливості гнучкого компонування конструкції машини.
Дослідження та розробки в галузі механотроніки і зокрема створення ефективних електрогі-дравлічних приводів пов’язано з багатьма труднощами:
- розв’язання систем нелінійних диференціальних рівнянь; - створення параметричних 3D–моделей; - використання результатів моделювання при конструювання виробу. Застосування інтегрованих САD–CAЕ систем та розробка САПР на базі систем 3D – моде-
лювання дозволяє значно прискорити процес розробки механотронних систем, дослідження особ-ливостей їх роботи та оптимізації.
Була розглянута схема гідропривода, що містить гідророзподільник з електрогідравлічним регулюванням [1].
Однією з основних складових даної системи є система управління гідророзподільником. Використання системи управління, що виконує одночасно керуючу та слідкуючу функції,
що збільшує точність позиціонування золотника, зменшує габарити системи та дозволяє викорис-товувати лише один пропорційний електромагніт невеликої потужності для кожної секції гідро-розподільника.
Для дослідження та моделювання системи використовувавсяінтегрований комплекс CAD–CAЕ систем з елементами автоматизації, що дозволяє значно прискорити процес дослі-дження та виконувати конструювання моделі в автоматичному режимі.
Врезультаті були знайдені параметри системи управління, які дозволять задовольнити одну з основних вимог, що ставиться до розподільників з дистанційним пропорційним регулюванням – вимогу плавності руху основного золотника, що дозволяє суттєво знизити динамічні навантажен-ня в гідроприводі.
По результатам роботи розроблені практичні рекомендації для конструювання системи управління в залежності від поставлених вимог до перехідного процесу [2].
Література: 1. Ю.А. Бурєнніков, Л.Г. Козлов, Д.О. Лозінський Оптимізація системи керування гідророзподі-льником з електрогідравлічним регулюванням // Вісник ВПІ.–2005. – № 6. 2. Л.Г. Козлов, Д.О. Лозінський Використання інтегрованого комплексу пакетів MATLAB та КОМПАС для оптимізаціїї електрогідравлічного розподільника // Інформаційні технології та комп’ютерна інженерія – 2005.– № 2. – C. 95–100.
232

УДК 621.22
Козлов Л. Г., Гайдамак О. Л., Петров О. В. (Україна, Вінниця, ВНТУ)
ОПТИМІЗАЦІЯ КОНСТРУКТИВНИХ ПАРАМЕТРІВ ГІДРОРОЗПОДІЛЬНИКА ДЛЯ ГІДРОПРИВОДІВ, ЧУТЛИВИХ ДО НАВАНТАЖЕННЯ
Гідроприводи, чутливі до навантаження широко використовуються при оснащенні мобіль-них робочих машин. Такі гідроприводи характеризуються підвищеними показниками економіч-ності та якості виконуваних робіт. В гідроприводах, чутливих до навантаження, використовують гідророзподільники спеціальної конструкції, характеристики яких в значній мірі визначають ха-рактеристики гідропривода в цілому. Одним з основних елементів гідророзподільника є запобіж-но-переливна секція, яка включає переливний клапан [1].
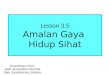
Слід відмітити, що конструктивні параметри переливного клапана мають неоднозначний вплив на характеристики гідропривода (рис. 1). Для забезпечення кращих характеристик гідроро-зподільника потрібно виконати оптимізацію його конструкції. В критерії оптимізації включено: мінімальну похибку стабілізації δ, мінімальну величину перерегулювання σ; мінімальний час ре-гулювання Тр; а в якості параметрів оптимізації вибрано: кут нахилу робочої кромки золотника переливного клапана α; жорсткість пружини золотника переливного клапана с; коефіцієнт в’язкого демпфування золотника переливного клапана b; діаметр золотника переливного клапана dK.
Рис. 1. Конструкція переливного клапана запобіжно-переливної секції гідророзподільника
для гідроприводів, чутливого до навантаження Оскільки вибір значень конструктивних параметрів переливного клапана ускладнений тим,
то для обґрунтованого вибору вказаних параметрів необхідно провести розрахунки їх оптималь-них значень по розробленому критерію оптимізації. Для виконання розрахунків по оптимізації використано метод багатокритерійної параметричної оптимізації [2]. В процесі оптимізації конс-трукції переливного клапана кожен з чотирьох параметрів змінювався тричі. Зміна чотирьох па-раметрів на трьох рівнях дає всього 81 комбінацію сполучень значень параметрів. Для кожного з 81 сполученння розраховується перехідний процес і визначаються показники критерію оптиміза-ції, такі як похибка стабілізації величини потоку δ, величина перерегулювання σ та час регулю-вання Тр. Аналізуючи результати розрахунків по оптимізації можна зробити такі висновки: вплив конструктивних параметрів на динамічні і статистичні характеристики гідропривода неоднознач-ний; вибір параметрів, які забезпечували б однозначно кращі як статичні так і динамічні характе-ристики не можливий; необхідно приймати компромісне рішення, поділяючи показники критерію оптимізації на більш впливові і менш впливові.
Отже, аналізуючи результати розрахунків по оптимізації вибрано точку з найкращими пока-зниками критеріїв оптимізації. Цій точці відповідають такі параметри: α = 60º, с = 1,5·104 Н/м, b = 2000 Н·с/м, dК = 14·10-3 м. При вказаних параметрах похибка стабілізації становить δ = 3,98 %, величина перерегулювання становить σ = 13,85 %, а час регулювання становить Тр = 0,16 с. Таким чином, обрані параметри достатньо мінімізують значення динамічних та статичної характеристик.
Література: 1. Козлов Л.Г. Вдосконалення систем керування гідроприводів з LS-регулюванням. – Дис. канд. техн. наук: 05.02.03. – Вінниця, 2000. 2. Козлов Л.Г., Петров О.В. Використання CAE/CAD комплексу на базі MATLAB-SIMULINK та Компас 3D для проектування гідроапаратури нового покоління // Інформаційні технології та комп’ютерна інженерія. – №2. – 2005. – С.101-105.
233

УДК 622.691
Горбійчук М. І., Когутяк М. І., Заячук Я. І. (Україна, Івано-Франківськ, ІФНТУНіГ)
ІМІТАЦІЙНЕ МОДЕЛЮВАННЯ РОБОТИ КОМПРЕСОРНОЇ СТАНЦІЇ З ПРИЛЕГЛИМИ ТРУБОПРОВОДАМИ
Одним з найбільш важливих і корисних знарядь аналізу структури складних процесів і сис-тем є імітаційне моделювання. В матеріалах доповіді наводиться стислий опис методики імітацій-ного моделювання процесу компримування газу з врахуванням прилеглих трубопроводів до та пі-сля нагнітача. Побудова математичної моделі газоперекачувального агрегату (ГПА), викладеної в цій роботі, базується на використанні реальних даних, що характеризують роботу нагнітача.
Магістральний газопровід представляє собою складну динамічну систему, яка містить па-сивні (лінійні ділянки трубопроводів) та активні (КС) елементи. Структурна схема компресорної станції з прилеглими трубопроводами представлена на рис.1.
Рис.1. Структурна схема компресорної станції з прилеглими трубопроводами
Нестаціонарний потік газу в трубопроводі математично можна описати з допомогою систе-ми диференціальних рівнянь в частинних похідних. Такими рівняннями є рівняння нерозривності, яке виражає закон збереження маси, і рівняння руху, що витікає із закону Ньютона. Після прове-дення деяких перетворень отримані рівняння, які виражають відносну зміну тиску на початку
0Pϕ та в кінці трубопроводу 1Pϕ , в залежності від зміни масової витрати на початку 0Mϕ та в
кінці Mϕ трубопроводу. На кожному кінці трубопроводу одну величину потрібно вважати зале-жною (вихідною), іншу – незалежною (вхідною). Для нашого випадку ми отримали співвідно-шення:
MpWMpWPMpWMpWP
MPMP
MPMP
ϕϕϕϕϕϕ
)()()()(
10011
00000
−=−= . (1)
Для відтворення нелінійної газодинамічної характеристики нагнітача було проведено апро-ксимацію реальних даних роботи нагнітача. Апроксимація виконувалась регресійними моделя-ми. Залежності оцінювались поліноміальними моделями. Оцінка параметрів моделі здійснюва-лась методом найменших квадратів (МНК).
Моделювання роботи системи виконувалось з допомогою програмного продукту MATLAB, пакету Simulink. Досліджувалась реакція системи на зміну обертів нагнітача. До моменту зміни обертів система знаходилась в стані рівноваги. Довжини трубопроводів прийняті рівними 100 км.
Література: 1. Модельно - программный комплекс для определения функционально-технического со-стояния нагнетателей ГПА в АСУ ТП магистральных газопроводов / В. В. Колодяжньй, Б. С, Ильченко, Б. Й. Фролов, А. Л. Тумаркин /7 Сб. тр "Совр. приборы, м-лы и технологии для техн. диагностики и неразрушающего контроля".— М.: МНТК.— 1998.— 480 с. 2. Горбійчук М.І., Моделювання об’єктів і систем керування в нафтовій і газовій промисловості. Ч ІІ. – Івано-Франківський національний технічний університет нафти і газу. – 1999. - 256с. 3. Опыт эксплуатации и перспективы развития автоматизированных систем диагностики газопере-качивающего оборудования / В. В. Колодяжный, Б. С. Ильченко. Б. Й. Фролов, А. А. Прищепо II Тр. Междунар. Деловой встречи "Диагностика-98.— Сочи, 1998.- 261 с.
234

УДК: 618.51.001.57
Денисенко В. А., Гончаренко А. Е., Гурский А. А. (Украина, Одесса, ОГАХ)
АДАПТИВНОЕ УПРАВЛЕНИЕ ТУРБОКОМПРЕССОРОМ ХОЛОДИЛЬНОЙ УСТАНОВКИ В КЛАССЕ СИСТЕМ С УПРАВЛЯЕМОЙ СТРУКТУРОЙ Эффективное решение задачи управления центробежным компрессором (ЦК) возможно
лишь в классе адаптивных систем управления. Это обусловлено рядом причин. Первая – опти-мальное положение рабочей точки подвержено дрейфу. Вторая – существует режимные зоны (помпажа, высокого к.п.д., низкого к.п.д.), в которых динамика ЦК представлена [1] консерва-тивным, колебательным и апериодическим звеньями. Третья – параметры дифференциальной мо-дели ЦК нестационарные в процессе эксплуатации.
Отмеченные особенности ЦК, как объекта управления, диктуют определенный подход к по-строению системы управления – двухуровневая система на нижнем уровне которой решается за-дача параметрической адаптации, а на верхнем уровне решается задача структурной адаптации (оптимизации) заданного значения рабочей точки при измене режимных условий (статическая оп-тимизация).
В докладе рассмотрены вопросы адаптации режимов работы системы турбокомпрессор-конденсатор в условиях дрейфа «точки равновесия», а также вопросы построения многомерной нелинейной модели установившихся режимов ЦК в широком диапазоне режимных условий.
Адаптация динамических параметров рассмотрена для случая двухконтурной связной сис-темы управления ЦК, функционирующей по принципу динамического «развязывания» автоном-ных контуров. Рассмотрены динамические и алгебраические модели ЦК, обеспечивающие алго-ритм коррекции коэффициентов передачи в звеньях перекрестных динамических связей. Приве-дены графики переходных процессов в АСУ ЦК с адаптацией и без.
Приведены результаты многомерного регрессионного анализа семейства эксперименталь-ных статических характеристик системы турбокомпрессор-конденсатор, представленных в работе [2]. Разработана схема и алгоритм компьютерного моделирования системы адаптивного управле-ния этим процессом в классе дискретно-непрерывных систем с управляемой структурой [3, 4]. Математическая модель данной системы состоит из непрерывно-событийной, дискретно-событийной частей и интерфейса между ними. Моделирование проведено с использованием про-граммной среды «Визуализированная дискретно-непрерывная сеть». Среда позволила проанали-зировать работу системы на основании потоков непрерывных и дискретных сигналов (изменение маркеровки дискретных позиций).
На основании изложенного, формулируются выводы и предложения о путях построения эффективных систем управления рассмотренным процессом. Предложения ориентированы на со-временный подход к построению компьютерно-интегрированных АСУ ТП.
Литература: 1. Водяник Г.М., Быстров Г.А. Динамика турбокомпрессора как объекта автоматического регу-лирования //Изв. вузов. Электромеханика. - 1972. - №3. - С.312-316. 2. Бухарин Н.Н. Моделирования характеристик центробежных компрессоров – Л.: Машино-строение, 1983. - 214 с. 3. Згуровский М.З., Денисенко В.А.. Дискретно-непрерывные системы с управляемой струк-турой. - К.: Наук. думка, 1998. – 350 с. 4. Денисенко В.А., Нестерюк А.Г., Гурский А.А.. Дискретно-непрерывная сеть как средство мо-делирования сложных технологических процессов. //Холодильная техника и технология. - 2004. - № 4 (90). – С.52-56.
235

УДК 621.21
Бурєнніков Ю. А., Козлов Л. Г., Репінський С. В. (Україна, Вінниця, ВНТУ)
ВИБІР ПАРАМЕТРІВ ГІДРОПРИВОДА З РЕГУЛЬОВАНИМ НАСОСОМ НА ОСНОВІ ДОСЛІДЖЕННЯ ЙОГО СТІЙКОСТІ
На сучасному етапі розвитку гідроприводів мобільних технологічних машин ведуться робо-ти зі створення автоматичних регуляторів насосів, які б базувалися на нових сучасних технічних рішеннях, задовольняли всі поставлені до них вимоги і відповідали світовому рівню. Наявність декількох споживачів різного призначення, що живляться від одного насоса, пред’являє підвище-ні вимоги до динамічних характеристик насоса змінного робочого об’єму. Задані динамічні хара-ктеристики насоса, що працює в автоматичному режимі, можуть бути забезпечені за рахунок ра-ціонального вибору конструктивних параметрів системи керування. Задачею даної роботи є ви-значення впливу на показники перехідних процесів конструктивних параметрів системи і визна-чення границь стійкості системи керування насосом змінної продуктивності з автоматичним регу-лятором за допомогою математичного моделювання в програмному середовищі MATLAB Simu-link.
На рис. 1 представлено розрахункову схему нового автоматичного регулятора насоса змін-ної продуктивності, що об’єднує спосіб комбінованого керування, при якому забезпечується ста-білізація потоку від насоса, а також робота насоса з постійною потужністю. Такий регулятор по-вністю відповідає вимогам, поставленим до регуляторів насосів.
Рис. 1 – Розрахункова схема системи керування насосом змінної продуктивності
Схема включає насос змінного робочого об’єму 1, регульований дросель 7, регулятор пода-чі 8 з золотником 9 та пружиною 10, який підключений до гідроліній 3 та 16 і керує потоком, що поступає з гідролінії 3 в поршень керування 4. Планшайба 2 насоса знаходиться під впливом дії поршнів 4, 5 і пружини 6. На зливі з поршня керування 4 встановлений дросель 15. Регулятор ти-ску 11 з золотником 12 і пружинами 13 та 14 обмежує значення максимального тиску в напірній гідролінії і забезпечує роботу насоса в режимі постійної потужності.
При математичному моделюванні динаміки системи керування насосом змінної продуктив-ності визначено області стійкості системи і вплив конструктивних параметрів системи на розмі-щення границь стійкості. Отримані залежності дали можливість визначити сполучення конструк-тивних параметрів системи, а саме = 5…6 мм; = 0,5…0,8×10pd 0f
-6 м2; = 5…20 кг/с;
= 1,5…4,0×10pb
zk -3 м, яке забезпечує стійку роботу системи в усьому діапазоні функціонування.
236

УДК 62-525
Губарев О. П., Левченко О. В. (Україна, Київ, НТУУ “КПІ”)
ОСОБЛИВОСТІ КЕРУВАННЯ ГІДРАВЛІЧНИМИ ПРОПОРЦІЙНИМИ РОЗПОДІЛЬНИКАМИ В БАГАТОПРИВІДНИХ ВИРОБНИЧИХ СИСТЕМАХ Наведено області використання та особливості роботи пропорційних розподільників. Виді-
лено переваги та недоліки використання пропорційного регулюючого обладнання. Наведено ре-зультати аналізу поширених підходів до керування пропорційними розподільниками в багато-привідних автоматичних системах циклічної дії, таких як використання дискретних сигналів ста-ну виконавчих пристроїв системи, використання аналогових сигналів керуючого обладнання та ін. Виділено переваги та недоліки підходів стосовно використання в системах механотроніки, які поєднують десятки різних за принципом дії та енергоносія пристроїв. Наведено приклади та осо-бливості регулювання гібридних автоматичних систем, тобто систем з регулюванням роботи на-сосних агрегатів та логічної взаємодії дискретних і пропорційних пристроїв системи.
Особливу увагу приділено керуванню пропорційним розподільником в складі одного стру-ктурного модуля та в складі багатопривідної автоматичної системи, тобто отримання визначено-го режиму роботи виконавчого пристрою згідно з технологічним циклом та логічної взаємодії пристроїв системи, як сукупності структурних модулів.
Розглянуто принципи побудови механотронних систем, які базуються на логічному зв’язку приводів автоматичної системи, з використанням в якості керуючих пристроїв дискретних та пропорційних розподільників, а також іншої апаратури. Розглянуто використання виходів вільно-програмованих контролерів, які використовуються для реалізації логіки роботи системи відповід-но до технологічного циклу, в якості за датчика рівня керуючих сигналів для пропорційних роз-подільників.
Застосування такого підходу дозволяє вирішити дві проблеми, по-перше знизити вартість обладнання для створення автоматичної системи і по-друге пов’язати роботу виконавчих при-строїв і насосного агрегату з технологічним циклом роботи системи. Спосіб регулювання за до-помогою контролера не призводить до значного подорожчання системи, ак як для регулювання пропорційним розподільником використовуються ті ж сигнали від датчиків стану виконавчих пристроїв, що й при використанні звичайних розподільників. Такий спосіб може бути застосова-ний при різних способах регулювання насосних агрегатів системи у поєднанні з різноманітним технологічним обладнанням.
т
УДК: 658.5.012.1
Глущенко М. С., Трегуб В. Г. (Україна, Київ, НУХТ)
ОПТИМІЗАЦІЯ ПЕРІОДИЧНИХ ПРОЦЕСІВ В УТФЕЛЬНИХ ВАКУУМ-АПАРАТАХ
Кристалізація цукру – це кінцевий процес цукрового виробництва. Який суттєво впливає на якість готового продукту. В залежності від умов роботи продуктового відділення метою оптимі-зації періодичних процесів в утфельному вакуум-апараті може стати мінімізація тривалості про-цесу або максимізація виходу кристалічного цукру. Для розв`язання першої задачі виділені три основні цикли (згущення сиропу, кристалізація цукру та згущення утфелю) з урахуванням того, що повний цикл вакуум-апарата має ще три допоміжні стадії: завантаження, вивантаження та пропарювання апарату.
В доповіді представлені результати розв`язання наведеної задачі з допомогою розробленої математичної моделі.
237

УДК 62-822: 681.5
Петрусь В. В., Коц І. В. (Україна, Вінниця, ВНТУ) АВТОМАТ РЕВЕРСУ ДЛЯ ПОРШНЕВИХ НАСОСІВ ІЗ ГІДРОПРИВОДОМ При аналізі існуючих конструкцій насосів для подачі різноманітних розчинів встановлено,
що насоси із гідроприводом мають такі переваги перед насосами з механічним приводом, як: високий ККД, надійність у роботі, рівномірність подачі, можливість безступінчастого ре-гулювання подачі, тривалий термін служби, простота виготовлення, зручність експлуатації, малі розміри й маса. Завдяки вказаним перевагам, насосні агрегати з гідравлічним приводом для транспортування спеціальних рідин по трубопроводах знайшли широке застосування в Україні та за кордоном.
Особливо ефективним є застосування подібних насосів із гідроприводом, наприклад, у гірничій промисловості для нагнітання рідин в гірський масив або для подачі бетонних розчи-нів у будівництві. Застосування гідроприводів з автоматичним керування робочого процесу дає можливість підвищити ефективність використання вказаних установок.
Аналіз відомих насосів із гідроприводом, виконаний згідно літературних та патентних джерел, свідчить про те, що існуючі конструкції таких машин мають суттєві недоліки, які стри-мують широке впровадження гідравлічних приводів у насособудуванні. Ще досить недостатньо розв'язані питання, що пов'язані із апаратурою автоматичного управління виконанням зворот-но-поступальних рухів виконавчих органів нагнітальних поршнів насоса.
Серед найбільш розповсюджених пристроїв автоматичного керування робочим циклом поршневих насосів з гідроприводом займають паророзподільники - автомати реверсу, принцип дії яких базується на механічних чи електричних перемикачах, що спрацьовують в кінці прямо-го і зворотного ходу виконавчого органу нагнітача. Окреме місце займають пристрої автоколи-вального типу. Всі названі відомі автоматичні пристрої для керування силовим гідроприводом мають цілий ряд конструктивних та функціональних недоліків, які суттєво впливають на надій-ність функціонування насосного агрегату, а також мають досить складне конструктивне і тех-нологічне виконання.
Найбільш досконалим і ефективним виявився диференціальний насос з гідроприводом ти-пу ГДН-10, що був розроблений у Вінницькому національному технічному університеті, в якому нами були запропоновані конструктивні рішення спеціального автоматичного гідророзпо-дільника - автомату реверсу [1]. Цей поршневий диференціальний насос з гідравлічним при-водом забезпечує регульовану імпульсну подачу розчинів. Ці насоси повинні бути облад-нані досконалими силовими насосними установками.
У процесі розробки таких насосів спочатку був розроблений двопоршневий гідроциліндр зворотно-поступального руху, автоматична робота якого здійснювалась за допомогою гід-равлічного автомата реверсу з імпульсним перемикаючим пристроєм у кінцевих положеннях. Для перевірки ефективності робочого процесу був виготовлений експериментальний зразок ди-ференціального насоса нової конструкції, стендові випробування якого підтвердили праце-здатність гідравлічного привода автоматичної дії. Гідроприводний насос ГДН-10 містить мас-ляний бак, всередині якого змонтований шестеренний маслонасос марки НШ-50, електро-двигун із муфтою, запобіжний клапан і насосний нагнітальний агрегат диференціального типу з двома поршнями. Керування автоматичною роботою гідроциліндра виконує гідравлічний авто-мат реверсу. Штокова порожнина гідроциліндра постійно з'єднана з лінією напору, тому гідрав-лічний автомат реверсу, що керує тільки поршневою порожниною, має досить просту констру-кцію. Під дією масла високого тиску поршень гідроциліндра, керований гідравлічним автома-том реверсу із гідравлічним імпульсним перемикаючим пристроєм, автоматично виконує зворо-тньо-поступальні рухи із заданою швидкістю, а насосний нагнітальний агрегат диференціа-льного типу з двома поршнями рівномірно подає в патрубок перекачуваний розчин.
Розроблена математична модель досліджуваного насоса із гідроприводом, в якій цикл робота розбитий на декілька послідовних фаз ходу поршня вгору і вниз. Запропоновані роз-рахункові залежності для виконання проектних розрахунків.
Література: 1. Патент України UA 9736U. Компресор з гідравлічним приводом / Коц І. В., Петрусь В. В. та інші // Бюл. № 10. - 2005.
238

УДК 621.3.078
Александров Е. Е., Богатыренко К. И., Шматько И. А. (Украина, Харьков, НТУ “ХПИ”)
СТАБИЛИЗАТОР ТАНКОВОЙ ПУШКИ ПОВЫШЕННОЙ ТОЧНОСТИ Актуальной проблемой является модернизация существующих танков, в частности, систе-
мы управления огнем. Современные системы наведения и стабилизации основного вооружения танков содержат в качестве чувствительных элементов гироскопические датчики угла и угловой скорости и реализуют принцип регулирования по отклонению [1]. С целью повышения точности стабилизации оси канала ствола танковой пушки относительно направления на цель предлагается ввести дополнительный контур управления по давлению рабочей жидкости в полостях исполни-тельного гидроцилиндра.
Показано, что разность давлений рабочей жидкости в верхней и нижней полостях гидроци-линдра пропорционально внешнему возмущению, действующему на танковую пушку – угловым колебаниям корпуса, а введение дополнительных обратных связей по давлению реализует сме-шанный принцип регулирования. При этом обратные связи по углу отклонения оси канала ствола от направления на цель и по угловой скорости поворота танковой пушки реализуют принцип ре-гулирования по отклонению, а обратные связи по давлению рабочей жидкости в полостях испол-нительного гидроцилиндра реализуют принцип регулирования по возмущению.
3
4 5 6 7
8
9
21
Рис. 1 - Функциональная схема стабилизатора: 1– пульт наведения; 2 – гироскопический датчик уг-ла; 3 –гироскопический датчик угловой скорости; 4 – электронный блок; 5 - гидроусилитель, 6 – исполнительный гидроцилиндр, 7 –пушка; 8,9 – датчики давления.
Получены формулы, позволяющие оценить возмущающий момент, действующий на пушку,
по угловой скорости поворота корпуса в вертикальной плоскости. Показано, что в вертикальной плоскости угловые колебания корпуса передаются пушке через гидроцилиндр так же, как через активную подвеску передаются транспортному средству движения колес. Идеальным конечным результатом здесь можно считать так называемую подвеску с нулевой жесткостью, с которой ста-билизатор вооружения будет абсолютно инвариантным к внешним возмущениям
Приведены результаты моделирования работы стабилизатора при действии возмущений. Эти результаты показывают, что объединение двух принципов регулирования приводит к повы-шению точности стабилизации оси канала ствола относительно направления на цель в 3-4 раза [2]. Дальнейшее повышение инвариантных свойств стабилизатора планируется получить за счет модернизации гидроусилителя, например, путем введения местного ПИ-регулятора для повыше-ния порядка астатизма.
Литература: 1. Александров Є.Є., Кечев М.О., Ніконов О.Я. Основи автоматики і танкові автоматичні системи. – Харків: НТУ“ХПІ”, 2002 – 163 с. 2. Александров Е.Е., Богатыренко К.И., Шматько И.А. и др. Инвариантный стабилизатор танковой пушки //Збірник наукових праць Харківського університету Повітряних Сил.–2006.–Вип. 2(8).–С.39– 42.
239

УДК 681.51
Ткаченко В. Н., Волуева О. С. (Украина, Донецк, ДонНТУ)
КООРДИНАЦИЯ ВЗАИМОДЕЙСТВИЯ ЛОКАЛЬНЫХ СИСТЕМ РЕГУЛИРОВАНИЯ ПРОЦЕССА НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ На современном этапе развития автоматизации сложных технологических процессов одной
из главных задач является разработка иерархических систем управления. Такие процессы, как не-прерывная разливка стали представляют собой сложную взаимосвязь процессов, контролируемых и управляемых отдельными локальными подсистемами, требующими взаимной координации.
Функции рассматриваемой системы разделены на уровни, реализующие решение следую-щих задач управления:
I - Контроль, регулирование и управление локальными объектами. Этот уровень представ-лен распределенными информационно-измерительными и управляющими подсистемами.
II - Анализ контролируемых признаков, выработка координирующих управляющих воздей-ствий. Именно здесь осуществляется координация работы подсистем первого уровня, работа с ар-хивами данных, что позволяет определить тенденцию изменения контролируемых параметров и вовремя предупредить их выход за поставленные границы. Для слаженной работы подсистем I уровня обеспечивается создание «канала информационного обмена» сигналами датчиков первич-ной информации. Выполняется оптимизация работы всех подсистем первого уровня; обеспечива-ется требуемая динамика процессов и перестройки параметров; сохранение, обработка и анализ значений контролируемых параметров.
III – Диагностика состояния системы и процесса. Принятие решения по ситуации. Выполнение каждой подсистемой возложенных на нее функций должно соответствовать
глобальным целям системы (критерий качества, максимум выпуска продукции, безопасность и т.д.). Комплексное использование подсистем и четкий выбор стратегии разработки и внесения коррекций позволит не только улучшить качество слитков, снизить количество брака и оптимизи-ровать весь процесс производства.
Первый уровень представлен следующими подсистемами: 1) Взвешивание промковшей. 2) Первичное охлаждение (кристаллизатор). Включает в себя связанные меж-
ду собой блоки, реализующие: регулирование уровня металла в кристаллизаторе, регули-рование расхода воды на охлаждение; контроль качества шлакообразующей смеси и ее количества, измерение параметров и управление динамикой качания, измерение распреде-ления температуры по стенкам кристаллизатора, отслеживание прилипания корочки слит-ка к кристаллизатору и прорывов.
3) Вторичное охлаждение (ЗВО). 4) Регулирование скорости разливки. 5) Мерный рез. 6) Регулирование расхода газа.
Одним из основных параметров процесса является скорость разливки (скорость вытягива-ния слитка). На его примере проанализируем взаимодействие подсистем I уровня с координи-рующей подсистемой. Граничные значения скорости определяются конструкцией установки и маркой разливаемой стали. Обоснованное повышение скорости разливки (и улучшение качества слитка) с целью повышения производительности возможно лишь при учете граничных условий локальных подсистем и нахождении компромиссного набора управляющих воздействий. Перед подсистемой координации возникают задачи анализа параметров взаимодействия локальных под-систем и на их основе задачи определения расходов охлаждающей воды на кристаллизатор и сек-ции ЗВО, расчет заданий системе поддержания уровня металла в кристаллизаторе и системе управления расходом металла в промковше, расчет динамики качания кристаллизатора, расчет нового момента реза. После этого производится расчет, моделирование и введение корректирую-щих воздействий на локальные подсистемы. Аналогичная схема применяется при изменении ка-кого-либо другого параметра процесса.
240

УДК 681.5
Москвіна С. М., Доманський В. Я., Мельник О. А. (Україна, Вінниця, ВНТУ)
МОДЕЛЮВАННЯ ТРАЄКТОРІЇ РУХУ ФРЕЗИ НА ОСНОВІ ІНТЕЛЕКТУАЛЬНИХ ТЕХНОЛОГІЙ
Розвиток мікропроцесорної техніки і її застосування в автоматизованих фрезерних станках дало можливість не тільки моделювати багатомірні поверхні, але і застосовувати інтелектуальне управління рухом фрези з метою отримання необхідної якості поверхні деталі при мінімальному часі обробки та створення рівномірного навантаження на фрезу.
Складність моделювання траєкторії руху фрези полягає у врахуванні точності виконаної роботи, швидкості руху і довготривалості роботи фрези. Кожний з цих критеріїв визначає страте-гії моделювання. Так, наприклад, довготривалість роботи фрези безпосередньо визначається ал-горитмом вибору траєкторії руху, яка звичайно вибирається на основі пошарового розбиття по-верхні, що моделюється, адже при виборі неоптимальної траєкторії фреза може швидко зноси-тись. При цьому складність моделювання траєкторії руху фрези полягає у визначенні оптимальної траєкторії її руху в кожному шарі окремо, виходячи з математичної моделі шару та форми самої фрези, що забезпечить мінімальний час обробки деталі при максимальній точності. Крім цього, як зазначається [1], важливим та складним при моделюванні є врахування висоти гребінця між дво-ма сусідніми проходами інструменту, що є одним з найважливіших компонентів, що впливають на якість результуючої поверхні.
Для побудови моделі траєкторії руху фрези використовуються спеціальні методи інтерпо-ляції багатовимірних функцій. Особливістю таких методів є розбиття складної поверхні моделю-вання на певну кількість шарів, для кожного з яких будується математична модель. При цьому вибір методу, як правило, виконується при аналізі ділянок певної форми, що представляє собою достатньо складну задачу. Для спрощення такого підходу останнім часом для розв’язання таких складних задач використовують еквідістантну обробку поверхні з використанням наступних стра-тегій:
- еквідистанта – траєкторія руху ріжучого інструменту будується еквідистантно границям поверхні, що обробляється в напрямку від центру до границь. Цей метод застосовується для обро-бки колодязів, в тому числі з криволінійними стінками і неплоским дном.
- зворотня еквідистанта – траєкторія таж, але напрямок до центру від границь. Зазвичай застосовується для обробки площин.
- петля еквідистантна – траєкторія руху будується по стрічковій спіралі зі зберіганням ви-браного напрямку фрезерування. Основне призначення – обробка уступів;
- спіраль – інструмент рухається по спіралі. Застосовується для колодязів та деяких повер-хонь;
- зигзаг – рух у взаємопаралельних площинах з чередуванням зустрічного та попутного напряму. Один з основних методів чистової обробки поверхонь;
- петля контурна – траєкторія визначена двома контурами, довжина переміщення вздовж контурів не перевищує глибини різання. Застосовується для обробки нелінійних пазів.
В даній роботі пропонується метод побудови траєкторією руху фрези з використанням інте-лектуальних технологій, яке основане на пошаровій обробці поверхні деталі на крутих ділянках та еквідистантній на пологих ділянках, що забезпечує рівномірне навантаження на ріжучий інстру-мент та досягнення максимальної швидкості подачі при мінімальних зарізах інструменту на діля-нках зміни траєкторії руху.
Література: 1. Матялис А. П. Математическое моделирование и оптимизация производственных и техноло-
гических процессов. – Томск: Изд. ТПУ, 1999. 94с. 2. Нельсон Н. Принципы искусственного интеллекта. М.: Радио и связь. 1990. 376 с.
241

УДК 663.126:658.5.012.1
Слань Ю. М., Трегуб В. Г. (Україна, Київ, НУХТ)
ОПТИМІЗАЦІЯ БІОТЕХНОЛОГІЧНИХ ПРОЦЕСІВ Загальна постановка задачі оптимізації біотехнологічних процесів характеризується прийн-
ятим критерієм, кількістю змінних управління і способом завдання області припустимих значень змінних через математичну модель і обмеження на змінні.
Задача інтенсифікації керованого періодичного процесу мікробіологічного синтезу сформу-льована таким чином: визначити склад початкового живильного середовища та профілі змін ос-новних технологічних величин, включаючи і дозування живильних речовин, які забезпечують ек-стремальне значення критерію ефективності за певних обмежень.
Для формування критерію оптимізації використано технологічну складову прибутку, яку для апаратів періодичної та напівнеперервної дії можна представити таким чином:
i i i
mц П П C C C
I 1Т
ц
a b Ц I Ц IП =
∑⎛ ⎞⋅ ⋅ ⋅ − ⋅ ⋅ γ⎜ ⎟⎝=
τ⎠ , (1)
де а – коефіцієнт, який враховує середню тривалість роботи апарата за рік; ЦП, ЦСі – вартість го-тового продукту та і-го виду сировини номінальної якості; ІП, ІСі – коефіцієнт якості відповідно готового продукту та і-го виду сировини; m – кількість видів сировини, які використовуються в апараті для вирощування мікроорганізмів; – питома витрата і-го виду сировини.
iCγ
Враховуючи (1) можна виділити такі варіанти постановки локальної задачі: визначення ма-ксимальної продуктивності — використовується, якщо різниця між ціною і собівартістю продукту велика, а витрати на приготування живильного середовища відносно невеликі або коли продукти-вність технологічного комплексу є вузьким місцем мікробіологічного виробництва; визначення мінімального часу циклу ферментера — коли кількість готового продукту не змінюється від цик-лу до циклу; максимальна кількість субстрату, що використаний за цикл — якщо більшу частину витрат на ферментацію складають витрати на сировину, а різниця між ціною і собівартістю про-дукту невелика. Безпосередньо використання економічного критерію оптимізації доцільне тільки у тому випадку, коли зміна діянь керування суттєво впливає на величину витрат, наприклад, при дозуванні компонента живильного середовища, що має велику вартість.
242

УДК 669.162.263:519.85
Довгалюк Б. П. (Україна, Дніпродзержинськ, ДДТУ) АЛГОРИТМ КЕРУВАННЯ ТЕПЛОВИМ РЕЖИМОМ ДОМЕННОЇ ПЛАВКИ Розроблено удосконалений алгоритм контролю та керування тепловим режимом доменної
плавки в умовах дефіциту природного газу з використанням пиловугільного палива. Для його ре-алізації необхідна інформація про наступні технологічні параметри: витрата дуття, пиловугільно-го палива, пари на зволоження дуття, технологічного кисню; температура фурмених вогнищ; тем-пература по периферії та в середині шахти; температура дуття, його вологість та вміст кисню; вміст у колошниковому газі СО, СО2 і Н2; винос колошникового пилу; температура чавуну і шла-ку під час їх випуску; вміст у чавуні кремнію, вуглецю та сірки; хімічний склад шлаку; кількість та хімічний склад шихтових матеріалів і коксу, які завантажуються у піч.
Використовуючи математичну модель колошникового газу, контролюють достовірність ін-формації про основні технологічні параметри. Якщо інформація достовірна, то формують базу даних. Якщо інформація не достовірна, то визначають похибки інформації і приймають заходи по їх усуненню, а потім переходять до формування бази даних.
За достовірною інформацією алгоритм керування полягає в наступному. 1. Визначають ковзні значення коефіцієнта множинної кореляції R1,i та рівняння множин-
ної регресії залежності параметрів якості чавуну Y (Si, S, с , t ) від 1,i ч ч комплексних показників теп-лового стану плавки (Сч, Тн, Мн, θн тощо) [1], хімічного складу шлаку.
2. Визначають ковзні значення коефіцієнта множинної кореляції R2,i.та рівняння мно-жинної регресії залежності параметрів якості чавуну Y від 2,i температури фурмених вогнищ, тем-ператури в шахті печі і складу шлаку.
3. Визначають рівняння множинної регресії з максимальним значенням коефіцієнта мно-жинної кореляції Rмакс, за яким прогнозують параметри якості чавуну Y1,пр або Y2,,пр . Якщо різниця між прогнозованим Y і заданим j,пр значеннями Y якості чавуну ΔY = Y - Y i,зад j,,пр i,зад ≠ 0, то визнача-ють керуючі дії на зміну одного із параметрів: витрата пиловугільного палива, вологость дуття, температура дуття.
4. Аналізують зміну усередненої температури по периферії та в середині шахти. Якщо під-вищується середня температура на всіх горизонтах шахти і одночасно підвищується температура в середині шахти, то вважають, що збільшилася інтенсивність окиснення елементів чавуну на фу-рмах. Внаслідок цього очікується через 40 – 120 хвилин похолодання, а через 400 –560 хвилин ро-зігрівання горну печі. Якщо ж температура по периферії та в середині шахти і знижується, то вважають, що зменшилась інтенсивність окиснення елементів чавуну на фурмах і. очікується че-рез 40 – 120 хвилин розігрівання, а через 400 –560 хвилин похолодання горну печі. Для компенса-ції цих змін видають поради: на 3 години збільшити (зменшити) витрату пиловугільного палива або збільшити (зменшити) температуру дуття чи зменшити (збільшити) вологість дуття [2].
5. Зміною маси коксу в подачі компенсують: відхилення питомої витрати вуглецю з ших-товими матеріалами та пиловугільним паливом від заданої; витрату тепла на розкладання вапня-ку; відхилення рівня засипання матеріалів в печі; витрати тепла на розкладання води в печі, яка поступає від прогару холодильників та фурм;
6. Зміною витрати кисню чи вологості дуття або його температури теоретичну температу-ру горіння підтримують в заданих границях.
7. Зміною витрати пиловугільного палива компенсують: відхилення питомої кількості га-зифікованого вуглецю від його оптимального значення; коливання приходу тепла в зону непрямо-го відновлення; коливання ефективності використання паливної добавки; коливання ефективності зволоження дуття
У випадках не достовірної інформації пункти алгоритму 1 та 7 не виконануються. Література:
1. Довгалюк Б.П. АСУ ТП доменної печі. Дніпродзержинськ: ДДТУ, 1998.- 170с 2. Довгалюк Б.П. Використання інформації про температуру в доменній печі в АСУ ТП. // Труды Международной конференции по управлению “Автоматика 2002”.- Донецк, 2002.- с 78-83.
243

УДК 004.942: 629.356
Савельева О. С., Моргось Н. Н., Опарин А. В. (Украина, Одесса, ОНПУ)
УПРАВЛЕНИЕ ПЕРЕВОЗКОЙ СЫПУЧИХ ГРУЗОВ Управление движением транспорта, перевозящего сыпучий груз, предполагает, как прави-
ло, равномерное по всем сечениям нагружение. Однако реально после окончания нагружения подвижной платформы (автомобильной, железнодорожной, морской и т.п) в системе «платформа – груз» сохраняются особенности, связанные с технологией нагружения, например, неравномер-ности в плотности сыпучего груза.
Благодаря такой своеобразной «памяти» процесс нагружения влияет на процесс перевозки, причем, в некоторых случаях весьма существенно.
Так как насыпная плотность груза зависит от технологии нагружения, последняя становится важным фактором последующей безопасности перевозок. Известно, что в зависимости от метода уплотнения (естественного, от кинетической энергии падающего на платформу песка, или искус-ственного, например, вибрационного) плотность сыпучего материала неизменного состава может существенно отличаться. Еще большее отличие может возникнуть при неравномерном смачива-нии песка, попадании инородных тел и прочих подобных явлениях.
Свободно насыпанный песок располагается на плоской платформе без бортов конусом, с углом у основания, определяемым так называемым углом естественного откоса β: предельным углом между горизонтом и образующей конуса, при котором взаимное движение песчинок в спо-койном, статическом состоянии не происходит.
При достижении углом наклона платформы α величины угла естественного откоса для кон-кретного сыпучего материала β (α = β) груз полностью покидает платформу. Поэтому перевозка асимметрично расположенного груза, хранящего «память» об особенностях своего нагружения, всегда связана с серьезными проблемами устойчивости.
Как известно, движение транспортного средства сопровождается динамическим воздейст-вием на систему «платформа – груз», связанным с неравномерностями дороги, а также с различ-ного рода ускорениями.
Перевозка сыпучих грузов на автомобилях и железнодорожных платформах имеет ту осо-бенность, что до определенного, предельного значения внешнего динамического воздействия fпр сыпучий груз ведет себя как сплошное жесткое тело, а, начиная с этого значения, начинает при-обретать реологические свойства, типичные для жидкостей.
Наличие борта приводит к тому, что в модели системы появляются дополнительные факто-ры: высота груза у левого борта hЛ, высота груза у правого борта hП и высота борта Н. При этом, если платформа горизонтальна, hЛ = hП = h0. Наклон платформы на угол α приведет к тому, что точка, находящаяся на высоте hЛ, переместиться вверх на высоту Δh.
В исходном положении α = 0 масса сыпучего груза на платформе с бортами при равномер-ной плотности пропорциональна площади сечения S: , (1) 2 20,5 tg ( 0,25 tg )S Bh B B h B= + β = + βгде В – ширина платформы.
При наклоне платформы на угол α > 0 угол естественного откоса β между свободной по-верхностью и горизонтом должен остаться неизменным. Конфигурация поперечного сечения гру-за при этом изменит свою форму, но величина ее площади S при этом сохраняется.
Эволюцией поперечного сечения будет на первом этапе перемещение вершины конуса до тех пор, пока она не совпадет с бортом. Далее сечение превратится в треугольник. Так как уплотнение не происходит, площади этих фигур сохраняют величину S.
Приведенные рассуждения справедливы при hЛ + Δh ≤ Н. (2)
Так как Н – конечная величина, то, начиная с некоторого α, условие (2) будет нарушено и часть груза высыплется с платформы. С этого момента можно говорить о потерях, причем мерой этих потерь будет уменьшение площади сечения груза S на величину ΔS.
Зависимость ΔS(α) будет иметь характерный S-образный вид, конкретная конфигурация ко-торого зависит от параметров платформы и статических свойств сыпучего материала.
244

УДК: 622.753-52
Дмитриев В. И. (Украина, Днепропетровск, НГУ)
СИСТЕМА АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ЗАГРУЗКОЙ ЖЕЛЕЗНОЙ РУДОЙ ШАРОВЫХ МЕЛЬНИЦ
В практике управления процессами рудоподготовки в 1-ой стадии железных руд обогати-тельных фабрик, которые состоят из шаровой мельницы и спирального классификатора в рецик-ле, наибольшее распространение получили системы автоматического управления загрузкой (САУЗ) железной рудой шаровых мельниц. Они реализуют принцип стабилизации расхода пода-ваемой руды по заданию оператора или по сигналам от других систем управления технологиче-ской линии обогащения.
Однако такое управление показало низкую эффективность, так как уровень загрузки мель-ницы постоянно изменяется и не обеспечивает максимальную производительность мельницы по измельченному готовому классу крупности. Основными возмущениями этого процесса управле-ния являются изменяющиеся свойства руды (крепость, крупность, содержание железа) износ фу-теровки барабана мельницы, истирание шаровой загрузки и т.д. Эти возмущения в той или иной степени характеризуют поток выделяемых песков в рецикле мельницы, который транспортирует-ся снова в загрузку мельницы спиральным классификатором. Попытки использовать сигнал рас-хода песков, для интегральной оценки основных возмущений процесса измельчения, не давали устойчивых положительных результатов. Известны попытки оценки расхода песков расчетным путем, весовыми датчиками и т.д. Самым простым и наиболее распространенным оказался способ оценки расхода песков по активному току или мощности приводного электродвигателя спиралей классификатора. Однако погрешность его составляет более ±30% на интервале эксплуатации из-за своих возмущений, что не позволяет рекомендовать его для применения в системе.
В Днепропетровском горном университете (НГУ) разработано, успешно испытано, имеется проектная документация, внедрено на ряде обогатительных фабрик устройство контроля произ-водительности спирального классификатора по пескам (УКПП-1, УКПП-2). Это позволило разра-ботать и испытать САУЗ цикла измельчения в составе шаровой мельницы МШР 3,1x3,2 и спи-рального классификатора 2КСП-24 по алгоритму: Q0+k.R= const.
Исследования системы САУЗ состояли из двух частей. В первой части в системе САУЗ применялось для оценки расхода песков устройство ДМП-1 – контроля активной мощности при-вода спиралей классификатора. Во второй части было включено устройство УКПП-1 (разработки НГУ). Исследования продолжались соответственно по частям: I-456 час и II- 480 час непрерывной работы цикла измельчения.
Отбор и анализ проб, снятие показаний приборов проводился службой ОТК фабрики по обычной схеме в потоках исходной руды и слива классификатора. Результаты исследований по обеим частям показали следующее. Устройство УКПП-1 показало себя работоспособным в САУЗ и хорошо согласуется с другими приборами системы, производительность цикла измельчения по исходной руде увеличилась на 6,6% и снизилось ее среднеквадратическое отклонение в 1,8 раза , что привело к повышению стабильности собственно процесса измельчения. В сливе классифика-тора увеличилось содержание готового класса крупности (-0,074 мм) на 22% и уменьшилась ее дисперсия в 1,4 раза.
Проведенные исследования показали возможность применения таких САУЗ в практике же-лезорудных обогатительных фабрик и возможность адаптивного управления путем изменения ко-эффициента «k» в алгоритме управления по тому или другому закону.
245

УДК 681.518.52:004.891
Тарасюк В. П., Косатенко Д. А. (Україна, Донецьк, ДонНТУ)
УДОСКОНАЛЕННЯ СТРУКТУРИ АВТОМАТИЗОВАНОЇ СИСТЕМИ УПРАВЛІННЯ ТЕХНОЛОГІЧНИМ ПРОЦЕСОМ ПРИГОТУВАННЯ ПРАЛІНОВИХ МАС ЗА РАХУНОК ВКЛЮЧЕННЯ В КОНТУР УПРАВЛІННЯ ЕКСПЕРТНИХ ОЦІНОК Проведений аналіз існуючого рівня автоматизації управління технологічним процесом (ТП)
приготування пралінових мас показує, що виходячи з умов функціонування кондитерського під-приємства і технології виробництва кондитерських виробів, необхідно удосконалити автоматизо-вану систему управління, щоб використовувати ті засоби і методи управління, які дозволять оде-ржувати продукцію заданої якості і забезпечувати безперебійну роботу технологічного обладнан-ня і кондитерських технологічних ліній в цілому.
На кондитерському підприємстві може одночасно зберігатися, готуватися до обробки і ви-готовлятися більше 100 найменувань кондитерських виробів, на декількох технологічних лініях, відмінних по своїй конструкції і цільовому призначенню. При цьому продуктивність технологіч-них ліній, при максимальному завантаженні обладнання, може бути вищим, ніж попит на продук-цію. Тому в такій системі неминуче виникають розбіжності між наперед складеним планом і його фактичним виконанням. Відсутність координації може приводити або до часткових зривів випус-ку заданих партій готової продукції (через відхилення параметрів від заданих значень), або до надмірного збільшення складських запасів. Це можна усунути за рахунок удосконалення автома-тизованих систем управління ТП шляхом використовування в контурі управління експертних оці-нок.
Реалізація такої системи можлива за допомогою ієрархічного підходу, заснованого на прин-ципі декомпозиції загальної структури виробництва на підзадачі і переваги якого в даному кон-тексті полягають в наступному :
– взаємодія спостерігається між технологічними операціями приготування різних видів кон-дитерської продукції, унаслідок чого з'являються «вузькі місця», що знижують продуктивність;
– паралельні операції, що використовують загальну підготовку і подачу сировини, глазуру-вання, загортання і т.д., вимагають ретельного складання графіків роботи в цілях мінімізації ви-робничих витрат;
– велика різноманітність вихідних продуктів з різними цінами вимагає гнучкого управління системою. Повна автоматизація дозволить відносно швидко реагувати на зміну ринкових умов;
– забезпечення заданої якості готової продукції можливе за рахунок контролю якісних хара-ктеристик початкової сировини і регулювання показників якості готової продукції на етапі приго-тування попередньої суміші.
Таким чином, автоматизація технологічного процесу приготування пралінових мас грунту-ється на принципі об'єднання всіх функцій обробки інформації і управління в єдиній системі, що охоплює всі етапи від аналізу попиту на продукцію до управління окремими операціями техноло-гічного процесу. Для досягнення поставленої мети необхідно вирішити наступні основні задачі: розробити структуру автоматизованої системи управління технологічним процесом приготування пралінових мас на основі експертних оцінок; використовувати спеціальні знання інженера- техно-лога кондитерського виробництва для побудови бази знань і методик автоматизованого управлін-ня продуктивністю кондитерських ліній і проектуванням робочих рецептур; розробити методику і алгоритм побудови оптимального розкладу взаємодії окремих операцій технологічних процесів для забезпечення оптимального завантаження обладнання, скорочення простоїв, підвищення їх продуктивності; провести аналіз технологічного процесу виробництва пралінових мас, виявити параметри якості пралінової суміші, розробити математичні моделі їх взаємовпливу; розробити базу знань ухвалення рішень, яка дозволить забезпечити отримання пралінової суміші заданої якості в критичних ситуаціях; створити комплекс інформаційного, програмного, технічного за-безпечення для реалізації розроблених алгоритмів і методик.
246

УДК 62.50:(075.8)
Рожков С. О. (Україна, Херсон, ХНТУ)
УПРАВЛІННЯ СКЛАДНИМИ ТЕХНОЛОГІЧНИМИ ПРОЦЕСАМИ
Основа глибокої кризи, що на сьогоднішній день переживає текстильна галузь України, ле-жить у значному зниженні темпів росту її ефективності й низкою конкурентоспроможності про-дукції. При цьому одним з найбільш істотних елементів удосконалювання сучасного текстильно-го виробництва є підвищення ефективності управління комплексом технологічних процесів як ці-лісною складною динамічною системою з використанням інтелектуальних систем управління й контролю. На сучасному етапі при аналізі більших виробничих комплексів такий підхід є домі-нуючим [1].
Аналіз структурних особливостей сукупності технологічних процесів текстильного вироб-ництва дозволяє зробити висновок про замкнутість систем управління окремими елементами тех-нологічного процесу й істотному обмеженні якості керування, що пов'язано із затримками в організаційній частині системи.
Розглядаючи весь комплекс технологічних процесів на основі принципу єдності продукту, що випускається, можна виділити структуру об'єкта управління (рис.1), як сукупність динамічних об'єктів.
Рис.1 – Структурна схема технологічного процесу як об'єкта управління
Істотною особливістю розглянутої системи є наявність значних затримок у зворотних зв'яз-
ках, що пов'язано з організаційним характером технологічного процесу. Істотно, що формування керувань у цьому випадку здійснюється за якісними показниками вихідного продукту кожного з ланок системи. Виходячи з критерію мінімізації зусиль керування при обмеженні на якість проду-кту кожної із ланок системи, формування керувань породжує задачу Лагранжа [2]. Аналіз за-вдання розподілу керуючих зусиль показав, що найбільший ефект при створенні системи управ-ління виходить при розподілі зусиль управління пропорційно величині множника Лагранжа.
Проблематика розвитку і використання автоматичних систем управління й контролю якіс-них показників текстильних матеріалів є однієї з найбільш складних проблем в області ідентифі-кації. Забезпечуючи ідентифікацію стану об'єкта за якісними показниками продукту для тексти-льних виробничих процесів можливе усунення запізнювань управління і як наслідок забезпечен-ня умов ефективного керування.
Для створення високоефективних систем автоматичного й автоматизованого управління виробничими комплексами в даній галузі є рішення завдання ідентифікації якісних показників продукції, де найбільша ефективність досягається при перекладі систем управління на основі да-них систем ідентифікації якісних показників продукту на переходах у зворотних зв'язках структу-ри в режим оптимального прийняття керуючих рішень.
Література: 1. Згуровский М.З. Интегрированные системы оптимального управления и проектирования:
Учеб. пособие. –К.: Выща шк., 1990. –351 с. 2. Справочник по теории автоматического управления. /Под редакцией А.А. Красовского. -М:
Наука. 1987.-712 с.
247

УДК 621-50:530.1
Деревянко А. И., Михалев А. И. (Украина, Днепропетровск, НМА)
УПРАВЛЕНИЕ СВОЙСТВАМИ МАТЕРИАЛОВ НА ОСНОВЕ ФРАКТАЛЬНЫХ 3D-МОДЕЛЕЙ СТРУКТУРООБРАЗОВАНИЯ
Введение. Задачей современного материаловедения является разработка методов управления свойствами материалов, в частности, создание металлических материалов, обладающих памятью об их первичной структуре [1]. При этом известно, что структура металлических сплавов обусловлена процессом структурообразования в неравновесных условиях. В процессе фазового перехода из жидкого состояния в твердое, составляющие микроструктуры изменяются (растут), оставаясь самоподобными. Такой подход к описа-нию структуры материалов создает предпосылки для использования теории фракталов [2].
Постановка задачи. Работа посвящена вопросам управления процессом структу-рообразования металлических материалов и сравнительному анализу результатов с дан-ными 3D имитационного моделирования.
Основная часть. Рассматривается кластер радиуса R как устойчивая структурная форма, образованная сферическими частицами радиуса R0, совершающими хаотическое движение. При этом предполагается, что все частицы, прошедшие в результате диффузии через наименьшую сферу R, содержащую кластер, обратно не возвращаются. Такая си-туация характерна для формирования зерен-кластеров в металлических сплавах при пере-ходе из жидкого состояния в твердое [3].
Скорость изменения числа частиц n в кластере [4]
DD
RDDR
dtdn
0
2 )3( −= −χλ .
Здесь λ - характеризует упаковку R0 в R (например, для случайной упаковки λ=0.7405), D – фрактальная размерность кластера, независящая от формы кластера, χ - в общем слу-чае нелинейный и зависящий от времени коэффициент диффузии.
Изменяя в процессе структурообразования коэффициент диффузии χ, можно управлять скоростью роста и топологическими параметрами зерен-кластеров и тем самым управлять физико-механическими свойствами материалов.
Разработанная 3D модель роста кластера, как структурного элемента твердой фазы металлических сплавов, в условиях ограничения ресурсов позволяет оценить характери-стики структур, управлять и прогнозировать свойства материалов.
Литература: 1. Структура и функциональные свойства сплавов Ti-Ni с памятью формы после интен-
сивной пластической деформации // Хмелевская И.Ю., Прокошкин С.Д., Добаткин С.Д. и др. – Системные технологии. – 5(40) 2005. – С. 22-26.
2. Иванова В.С., Баланкин А.С., Бунин И.Ж., Оксогоев А.А. Синергетика и фракталы в материаловедении. –М.:Наука, 1994. 383 с.
3. Li J., Lu L., Lai M. Fractal growth of graphite nodules in iron//Philosophical Magazine Letters. 2000. #9. – P.633-640.
4. Деревянко А.И., Михалев А.И., Власова Т.Е. Моделирование роста фрактальных кла-стеров при наличии ограничений //Тезисы международной научной конференции “Интеллектуальные системы принятия решений и прикладные аспекты информаци-онных технологий” (ISDMIT2006), - Евпатория, 2006.
248

УДК 621.926
Кулаенко О. А., Рябушко А. В., Пермяков В. И. (Украина, Харьков, ХГТУСА)
ПРОЕКТИРОВАНИЕ РЕГУЛЯТОРА ПОГЛОЩАЮЩЕГО ВОЗМУЩЕНИЯ ПРИ УПРАВЛЕНИИ ИЗМЕЛЬЧИТЕЛЬНЫМ ОБОРУДОВАНИЕМ
Основные технологические характеристики процесса измельчения существенно зависят от множества параметров: физико-химического состава материала, характеристик пылесистемы, степени загрузки мельниц, характера подачи материала в мельницу и др. Эти перечисленные па-раметры относятся к возмущающим воздействиям. Задача проектирования систем управления процессами измельчения материалов эффективно решается применением различных методов адаптации к возмущениям. Одним из наиболее эффективных подходов, вследствие сложности ма-тематического описания процесса измельчения дисперсных сред, может быть подход, связанный с представлением возмущений как выхода некоторой линейной системы, на вход которой подает-ся нормальный случайный процесс. В этом случае проблема адаптации к возмущениям может быть сведена к синтезу наблюдателя возмущающего воздействия и проектированию так называе-мого регулятора поглощающего возмущения [1].
Чтобы полностью устранить влияние возмущений w(t) на поведение системы управляющее воздействие u(t) расщепляется на две части:
u(t) = ud(t) + up(t). (1) На компоненту ud(t) возлагается задача поглощения возмущений w(t), а на компоненту
up(t) – главная задача управления. При этом управляемая система описывается системой линеаризованных уравнений:
),t(Gw)t(Eu)t(Eu)t(Cx)t(y
),t(Fw)t(Bu)t(Bu)t(Ax)t(x
dp
dp+++=
+++=& (2)
где A, B, F, C, E, G – известные матрицы коэффициентов. Управляющее воздействие ud(t) можно выразить следующим образом [1]:
[ ,Г|ГГ),t(xГ)t(zГ)t(x)t(zГu 2121d =−−=⎟⎟⎠
⎞⎜⎜⎝
⎛−= ] (4)
где вектор z(t) играет роль «состояния» возмущения w(t). В качестве Г может быть выбрана любая матрица из семейства
[ ]Г.
L|HQ
ЕВ
ЕВI
GF
ЕВГ ⎟
⎟
⎠
⎞
⎜⎜
⎝
⎛⎥⎦⎤
⎢⎣⎡
⎥⎦⎤
⎢⎣⎡−+⎥⎦
⎤⎢⎣⎡
⎥⎦⎤
⎢⎣⎡=
++ (5)
Уравнения (4) и (5) определяют регулятор, который обеспечивает полное поглощение воз-мущений.
На базе разработанного виброакустического измерителя фракционного состава и способа непрерывного его контроля, а также полученной виброакустической модели измельчительного агрегата [2] была синтезирована структура регулятора поглощающего возмущения. Применение данного регулятора в системах автоматического управления измельчительным оборудованием позволяет интенсифицировать процесс измельчения.
Литература: 1. Фильтрация и стохастическое управление в динамических системах / Под ред.
К.Т. Леондеса. – М.: Мир, 1980. – 408 с. 2. Рябушко А.В., Пермяков В.И., Донец А.В., Кулаенко О.А. Аппаратно-программный
комплекс виброакустических измерений измельчительных агрегатов. // Науковий вісник будівни-цтва. – Харків, ХДТУБА, ХОТВ АБУ, 2000. – Вип.15. – С.137-140.
249

УДК 681.51/..54
Горбійчук М. І., Кропивницька В. Б. (Україна, Івано-Франківськ, ІФНДТУНіГ)
ПОРІВНЯЛЬНИЙ АНАЛІЗ МЕТОДІВ ОПТИМАЛЬНОГО КЕРУВАННЯ ПРОЦЕСОМ БУРІННЯ
На даний час існує ряд підходів до оптимізації режимів буріння, які відрізняються між со-бою особливостями постановки задач, методологією пошуку оптимальних режимних параметрів та ін.
Задача оптимізації процесу буріння включає в себе вибір критерія оптимальності та знахо-дження оптимальних керуючих впливів, в залежності від методу керування та вибраної математи-чної моделі, яка описує закономірності процесу руйнування породи.
Проведемо порівняльний аналіз методів [1,2] оптимального керування процесом буріння, як за техніко-економічними показниками, так і за можлиаостями технічної реалізації алгоритмів.
Перший метод керування процесом буріння передбачає, що на протязі рейса долота керуючі дії (осьове нантаження на долото F і швидкість його обертання n) залишаються постійними. Та-ким чином, задачу оптимізації можна звести до задачі нелінійного рограмування, що полягає в мінімізації критерія оптимальності з врахуванням обмежень на керуючі дії.
Розглянемо другий метод оптимального керування процесом буріння, коли керуючі дії змі-нюються в часі. Оскільки в сформульованій задачі мінімізується критерій, який визначається кін-цевим станом об’єкта, то маємо задачу Майєра, для розв’язку якої використаний принцип макси-муму Понтрягіна.
Третій метод керування [3] допускає, що керуючі дії F і n підтримуються постійними на де-якому інтервалі часу , а в момент часу одна із керуючих дій або обидві керуючі дії стрибкоподібно змінюють своє значення на інші, які будуть постійними для наступного інтер-
валу часу. Допускається, що відома кількість моментів , в які відбуваються перемикання і об-меження на керуючі дії.
1, −−=Δ innii ttt nit
nit
Для аналізу техніко-економічних показників різних методів керування було використано експериментальні дані, отримані при бурінні однієї із свердловин Надвірнянського УБР. Порівня-вши між собою результати, що зумовлені різними методами керування можна зробити висновок, що найгірші результати отримані при керуванні процесом заглиблення свердловин з постійними керуючими діями, а найменшу вартість проходки забезпечує керування, при якому осьове наван-таження на долото і швидкість його обертання є функціями часу. З точки зору технічної реалізації найпростіше реалізувати оптимальне керування , при якому керуючі дії є постійними на протязі рейсу долота, трохи складнішим є метод, який приводить до субоптимального керування. Реалі-зація змінних в часі керуючих дійзумовлена значними технічними труднощами. Отже, в поєднан-ні з техніко-економічними показниками найбільш ефективним є використання субоптимального керування процесом буріння свердловини.
Література: 1. Galle E.M., Woods H.B. Practical ways to find proper bit weight and rotary speed. // Oil and
Gas J. - 1960- 58- № 47. - Р. 160-166. 2. Sementzov G.N., Gorbyichuk M. I. Optimization Control of the Drillings Hole Process //
Доклады 12- ой Международной конференции ICA МС- 95, Польша, Гливице, 1995. 3. Горбійчук М. І., Кропивницька В. Б. Субоптимальне керування процесом заглиблення
свердловин. // Нафтова і газова промисловість. – 2003. - № 1. – С. 24 – 25.
250

УДК 621.658.012.531
Борисов О. О. (Україна, Донецьк, ДонНТУ)
АВТОМАТИЧНЕ УПРАВЛІННЯ ПРОЦЕСОМ ХОЛОДНОЇ ПРОКАТКИ МЕТАЛЕВОЇ ШТАБИ НА БЕЗПЕРЕРВНИХ СТАНАХ
Реконструкція цехів безперервної холодної листопрокатки з метою виробництва продукції, що задовольняє сучасним вимогам автомобільної, електротехнічної, харчової, машинобудівної, електронної й інших галузей народного господарства, є найважливішою задачею металургійної промисловості України. Модернізація безперервних прокатних станів дозволить українським під-приємствам ефективно конкурувати зі світовими виробниками, що особливо актуально при член-стві України у ВТО, тому що значення якості продукції на зовнішніх ринках під впливом розвит-ку технологій неухильно зростає. Це визначає актуальність робіт зі створення нових систем авто-матичного управління процесом холодної прокатки на базі останніх досягнень теорії прокатки і теорії оптимального управління. Удосконалення математичного опису динаміки безперервної прокатки з погляду автоматизації, методів управління безперервним станом і створення таких си-стем, які б, з огляду на специфічні особливості безперервного стана, підвищували ефективність його функціонування і якість продукції, є важливою науковою задачею.
Розглянуто кінематику безперервної листопрокатки і досліджено процес пластичної дефор-мації металу, з метою виявлення основних закономірностей прокатки для створення її феномено-логічної моделі. На базі системного аналізу наявних теоретичних і експериментальних дослі-джень, з погляду автоматизації, запропоновано відповідні рівняння і моделі динаміки процесу безперервної прокатки, що розвивають відомі багатозв’язні динамічні моделі, і розроблено уза-гальнену математичну модель багатоклітьового прокатного стана. Основною відмінною рисою запропонованого основного рівняння динаміки прокатного стана є відображення взаємозв'язку між всіма основними параметрами процесу прокатки в суміжних клітях: товщиною підкату, тов-щиною листа на виході кліті, кутовими швидкостями валків цих клітей, міжклітьовим натягом. Відомі багатозв’язні динамічні моделі прокатного стана засновані на лінійному рівнянні, що відо-бражує пропорційну залежність похідної міжклітьового натягу від різниці лінійних швидкостей штаби на вході і виході кліті, що залежать від відповідних кутових швидкостей валків. Показано, що міжклітьовий натяг залежить не тільки від кутових швидкостей валків суміжних клітей і, але і від товщини підкату і товщини листа на виході кліті, тобто обтиснення в ній.
Розглянуто методи синтезу дискретної локальної системи автоматичного регулювання натя-гу штаби у міжклітьовому проміжку, показано можливість лінеаризації динамічної двозв’язної моделі окремої кліті, розроблена її феноменологічна модель, що відповідає Р-канонічній структу-рі двомірної системи, синтезовано лінійно-квадратичний регулятор і оцінено його ефективність. Обґрунтовано методи управління безперервним станом як багатозв’язним об'єктом, розроблено контур адаптації системи управління кліттю, розглянуто методи управління обтисненням штаби з урахуванням перемінного міжклітьового запізнювання.
Розроблено алгоритм формування агрегованих показників якості управління прокатним станом на базі багатокритеріальної оцінки, запропоновано методи і моделі формування стратегії управління верхнього рівня з урахуванням агрегованої оцінки управління, розроблено алгоритм управління прокатним станом на базі самоорганізації моделей управління і поліпшення прогнозів, запропоновано структуру програмного забезпечення системи управління прокатним станом. По-казано, що основні труднощі при оцінці управління по декількох критеріях зв'язані з численністю факторів, що впливають на цю оцінку, різнорідністю критеріїв оцінки, неможливістю приведення до єдиної шкали виміру, необхідністю урахування взаємного впливу факторів, ситуацій на «ваги» критеріїв, розпливчастості категорій існуючих оцінок. Як показники, що характеризують управ-ління виробництвом прокату, як правило, виступають геометричні і фізико-механічні параметри прокату, енергосилові витрати на виробничий процес, продуктивність безперервного стана, інте-нсивність зносу механічних вузлів, надійність роботи обладнання і т.п. Пропонується принцип оцінки ефективності управління (рейтингу стратегії управління) з урахуванням взаємовпливу фа-кторів на базі виділення сильно зв'язаних груп, поділу частот обробки інформації з груп з виді-ленням групового аргументу (показника, аспекту) і адаптивного розподілу «ваг» групових аспек-тів в оцінках реальних ситуацій.
251

УДК 519.856
Новіков В. В. (Україна, Одеса, ОНПУ), Корнієнко Б. Я. (Україна, Київ, НАУ)
МАТЕМАТИЧНА МОДЕЛЬ БАГАТОФАКТОРНОГО ПРОЦЕСУ У ПСЕВДОЗРІДЖЕНОМУ ШАРІ
Застосування техніки псевдозрідження для зневоднення і гранулювання гуміново-мінеральних добрив дозволило створити нове покоління органо-мінеральних добрив. Особливість процесу полягає у стохастичному характері взаємодії випадково створених агрегатів гранул, які містять сухі і вологі тверді частинки, які взаємодіють із зрідженим агентом – теплоносіем і суттє-во впливають на процес тепло- масообміну.
Математичний опис процесів зневоднення і гранулювання композитних рідких систем у ди-сперсних середовищах хаотичних систем можна представити за допомогою теорії фрактальних множин.
Концентрація агрегованих частинок псевдозрідженого шару 1( )p r при рості кластера зале-жить від часу t і відстані r до формального центра агрегата. Для трьохвимірних фрактальних клас-терів ця концентрація залежить від координати степеневим чином
1( ) fd dp r r −, (1)
де df – фрактальна розмірність агрегованих частинок; - розмірність простору. dПри створенні моделі росту кластера агрегованих частинок враховано наступні припущен-
ня: - всі частинки розбиваються на три класи: частинки, що звязані у агрегатний каркас, і
вільні частинки всередині і ззовні агрегата; - структура кластера описується об`ємною концентрацією 1( , )p r t агрегованих части-
нок, що співіснують з одиничними частинками концентрації 2 ( , )p r t всередині кла-стера;
- ззовні меж агрегату знаходяться тільки одиночні частинки, концентрація яких 3 ( , )p r t . При сильних міжчастинкових зв'язках гідродинамічною рухливістю агре-
гованих часток можна знехтувати в порівнянні з рухливістю одиночних часток. Оскільки розглядається усереднена по кутовим змінним ситуація, усі концентрації залежать тільки від часу і радіальної змінної..
Агрегат займає область простору у формі сфери радіусом R(t), що проведена за найбільш віддаленої від центру зв`язаної частинки. Рух формальної межі R(t) визначається балансом між темпами дифузійного підводу одиничних 3p -частинок з об`єму системи до поверхні кластера і ін-тенсивністю їх приєднання до крайніх агрегованих частинок, тобто переходу частинок з класу 3p у клас 1p на поверхні r=R(t).
Розглядається слабко концентрована система, тому міжчастинковими взаємодіями одиноч-них часток 3p -класу можна знехтувати. Еволюція структури випадково виниклого кластера ви-значається кінетикою приєднання одиночних -часток до 2p 1p -часток агрегатного каркаса, тобто області . Імовірність такого переходу пропорційна добуткові концентрації і знач-но перевищує імовірність коагуляції одиночних - часток або
( )r R t< 21 pp ⋅
2p 3p -часток. Тому утворенням дуб-летів, триплетів і т.д. із вільних частинок можна знехтувати. Агрегування вважаємо зворотнім, тому процес від'єднання часток від агрегатного каркаса також береться до уваги.
Створена математична модель є системою зв`язаних нелінійних рівнянь з невідомою рухо-мою межею.
Проаналізовано отримання стійкого однорідного розв`зку і умови переходу до неоднорідно-го розв`язку.
Література: 1. Федер Е. Фракталы. М.: Мир, 1991. 262 с. 2. Пайтген Х.-О., Рихтер П.Х. Красота фракталов. М.: Мир, 1993. 176 с.
252

УДК 661.2
Бессараб В. И., Турупалов В. В., Чернышев Н. Н. (Украина, Донецк, ДонНТУ)
УПРАВЛЕНИЕ ПРОЦЕССОМ КОНДЕНСАЦИИ ПРИ ПРОИЗВОДСТВЕ СЕРНОЙ КИСЛОТЫ ИЗ КОКСОВОГО ГАЗА
Принцип процесса получения серной кислоты из газа содержащий сероводород, включает в себя следующие стадии: сжигание Н2S до SO2, нагрев/охлаждение газа до температуры реактора, конверсия SO2 в SO3, гидратирование SO3 в H2SO4 и конденсация в жидкую H2SO4 в конденсато-ре. Рассматривается процесс WSA (Wet gas Sulphuric Acid) переработки сероводородного газа предложенного Haldor Topsoe A/S. По сравнению с процессом Клауса, процесс WSA требует меньших инвестиций, эффективный по энергетике и является более гибким.
Рис. 1 – Установка WSA для переработки сероводородного газа
Газ сжигается до SО2 в печи, за которой установлен котел-утилизатор, температура газа на выходе составляет около 400°С. После этого газ входит в реактор, в котором SO2 окисляется до SO3, потом газ охлаждается до температуры ниже 300°С, при этом SОз реагирует с парами воды с образованием газообразной серной кислоты. После этого технологический газ поступает в кон-денсатор WSA.
Конденсатор WSA представляет собой вертикально расположенный корпус с трубами с па-дающей пленкой из боросиликатного кислотоупорного ударопрочного стекла. Технологический газ проходит внутри труб, которые охлаждаются снаружи атмосферным воздухом. Серная кисло-та конденсируется в трубах и стекает вниз. Серная кислота собирается в нижней части конденса-тора, а затем перекачивается в хранилище. Очищенный газ выходит из конденсатора при темпе-ратуре около 90-110°С и направляться непосредственно в трубу.
Для исключения аварийных ситуаций на стадии конденсации САУ обеспечивает выполне-ния двух условий: поддерживает температуру очищенного газа в заданном диапазоне 90-110°С (обусловлено конструктивными особенностями конденсатора и требованиями к содержанию в очищенном газе сернокислотного тумана) и обеспечивает перепад давления между охла-ждающим воздухом и кислотным газом примерно в 2 раза (необходимо для защиты от выбросов паров серной кислоты в атмосферу).
При управлении процессом конденсации контролируется объем поступающего кислотного газа, данные о давлении и температуре очищенного воздуха являются уставками для регулятора управления объемом подаваемого охлаждающего воздуха и регулятора обеспечивающего разницу давления в конденсаторе.
253

УДК 622.788.34:519.876.2
Рахуба В. О., Пазюк М. Ю. (Украина, Запорожье, ЗГИА)
ОПТИМИЗАЦИЯ УПРАВЛЕНИЯ ПРОЦЕССОМ ГРАНУЛЯЦИИ СЫПУЧИХ МАТЕРИАЛОВ НА ОСНОВЕ МАТЕМАТИЧЕСКОЙ МОДЕЛИ
Эффективность доменного производства в значительной мере определяется качеством под-готовки агломерационной шихты к спеканию. Важным этапом подготовки является окомкование шихты, которое позволяет повысить газопроницаемость спекаемого слоя. Целью управления этим процессом является обеспечение оптимальной степени окомкованности шихты, т.е. её фракцион-ного состава и прочности гранул. Методы управления данным процессом на сегодня являются не-совершенными, т.к. основаны на эмпирическом понимании и не учитывают некоторых сущест-венных сторон. Поэтому актуальной задачей является разработка адекватной математической мо-дели грануляции и оптимизация управления данным процессом на её основе.
Анализ массопереноса при грануляции железорудных материалов [1] показывает, что меха-низм данного процесса включает многочисленные столкновения накатываемых частиц и центров образования гранул. При этом мелкая фракция накатывается на поверхность крупных, увеличивая размер частиц; одновременно происходит частичное разрушение крупных гранул под действием истирающих и ударных нагрузок. Моделирование данного процесса целесообразно проводить пофракционно, применяя для этого аналитический балансовый метод [1], согласно которому, ха-рактеристики процесса грануляции сыпучего материала определяются на основании уравнений материального баланса, составленных для каждого граничного момента времени. Решение систе-мы данных уравнений позволяет определять коэффициенты массопереноса между фракциями шихты в процессе окомкования и динамического уплотнения и, таким образом, даёт возможность прогнозировать фракционный состав материала в любой момент времени. Более того, решение данной системы позволяет производить оптимизацию процесса окомкования, т.е. путём выбора соответствующих значений коэффициентов массопереноса обеспечивать максимально возможное при данных условиях количество кондиционной фракции на выходе.
С использованием данной модели проведены вычислительные эксперименты, в результате которых установлено, что на величину коэффициентов массопереноса наиболее существенное влияние оказывают влажность шихты, скорость вращения окомкователя и угол его наклона. В ре-зультате увеличения влажности шихты с 7,5% до 8,5% содержание мелкой фракции <3 мм в окомкованном материале для короткого барабана (7,5 м) уменьшается на 4,2%, для длинного (12 м) на 4,3%; дальнейшее увеличение влажности до 9,5% приводит к увеличению содержания мелкой фракции для короткого барабана на 5,1%, для длинного на 6,5%. Увеличение угла наклона от 0° до 3° для короткого барабана даёт увеличение количества фракции <3 мм на 8,4%, для длинного на 3,8%, а увеличение угла наклона с 6 об/мин до 10 об/мин уменьшает выход мелкой фракции соответственно на 5,3% и 6,1%. Таким образом, степень влияния изменения влажности на коэффициенты модели на порядок выше степени влияния остальных факторов. Однако при стабилизации количества увлажняющей жидкости следует принимать во внимание наличие экс-тремума зависимости прочности агломерата от содержания влаги в подготовленной к спеканию шихте [2]. Поэтому при управлении процессом целесообразно стабилизировать содержание влаги на уровне, оптимальном для процесса спекания, а требуемую степень окомкованности шихты обеспечивать альтернативными управляющими воздействиями (изменением угла наклона бараба-на и скорости его вращения).
Таким образом, предложенная модель достоверно описывает процесс грануляции шихты и позволяет производить оптимизацию данного процесса. В качестве управляющих воздействий целесообразно использовать изменение угла наклона и скорости вращения окомкователя, стаби-лизируя влажность шихты на уровне, оптимальном для процесса спекания.
Литература: 1. Пазюк М.Ю. Массоперенос при грануляции железорудных материалов // Известия вузов. Чёр-ная металлургия. 1990.- №4.- С. 8-10 2. Исследование влияния физических свойств шихты на начальный период спекания /Гранковский В.И., Пазюк М.Ю., Николаенко А.Н.,– В сб. «Теоретические основы подготовки ме-таллургического сырья к доменной плавке», Днепропетровск, ДметИ, 1980. – с. 40-41
254

УДК 621.91:004.942 Кожухівський А. Д., Занора В. О., Боркун А. І. (Україна, Черкаси, ЧДТУ)
МОДЕЛЮВАННЯ ЗВ`ЯЗКІВ ПРОДУКТИВНОСТІ І ТОЧНОСТІ ОПЕРАЦІЙ МЕТАЛООБРОБКИ ІЗ ЗМІНОЮ ВХІДНИХ ПАРАМЕТРІВ
Точність розмірів і геометричної форми поверхонь деталей в значній мірі визначає їх експ-луатаційні характеристики. Завдання підвищення точності у маложорстких деталей, що обробля-ються на токарних верстатах, є особливо складним і трудомістким. Із зменшенням жорсткості за-готовок збільшуються пружні відхилення, знижується вібростійкість процесу обробки і спо-стерігаються інші негативні явища, які супроводжуються зменшенням точності.
Найбільший вплив на величину поля розсіювання розмірів деталі має зміна таких вхідних параметрів процесу обробки як розміри припуску і твердість матеріалу заготівки. Це обумовлює відповідне зростання діапазону зміни зусиль різання і пружних відхилень, що викликаються ни-ми, а, отже, і поля розсіювання розмірів оброблених заготовок (деталей). Як відомо, відхилення в пружній технологічній системі розраховується за наступною формулою:
jP
y y= ,
де Py - нормальна (радіальна) складова сили різання; j - жорсткість технологічної системи.
Похибка обробки залежить від коливання відхилення внаслідок зміни зусиль різання або жорсткості системи. Для досягнення високої точності обробки необхідно забезпечити постійність величини y, що можливо:
1. при постійній складовій сили різання Py (або в цілому силі різання P); 2. при постійному відношенні Py/j. Наприклад, при обробці стали і чавуну, сила різання визначається за наступною формулою:
( ) ( ) ( )26,075,0pz
2275,09,0py
25,16,02,1px
2z
2y
2x HBstCHBstCHBstCPPPP ⋅⋅⋅+⋅⋅⋅+⋅⋅⋅=++= .(1)
Іноді у формулу вводять швидкість різання v. Сила різання залежить від твердості заготівки НВ, від глибини різання t, від постійних Cpx,
Cpy, Cpz, які враховують вплив на силу інструментального матеріалу, геометрії інструменту, виду мастильно-охолоджувальної рідини і т.д. і від подачі s. Для того, щоб управляти величиною сили різання, теоретично можна змінювати всі перераховані вище параметри. Але практично змінювати можна тільки подачу, оскільки змінити твердість оброблюваного матеріалу неможли-во. Змінювати глибину різання можна, але це спричинить за собою погіршення точності обробки. Змінювати по ходу обробки інструментальний матеріал, геометрію різця теж практично неможли-во. Тому єдиним способом компенсації сили різання є зміна подачі, що в основному і використо-вується в сучасних системах адаптивного управління у верстатах (іноді регулюють і швидкість різання).
Зважаючи на вищесказане, відзначимо, що завдання підвищення точності обробки у мало-жорстких деталей є актуальним. Необхідний детальний розгляд всіх зв'язаних між собою вхідних параметрів для визначення нових можливостей підвищення точності обробки, а також створення математичних моделей, що враховують максимальну кількість зв'язків між параметрами на основі формули (1) для якнайповнішого визначення можливостей впливу на силу різання.
255

УДК 621.391.83
Аулін В. В., Віхрова Л. Г., Бісюк В. А. (Україна, Кіровоград, КНТУ)
АВТОМАТИЗАЦІЯ ТЕХНОЛОГІЧНОГО ПРОЦЕСУ ІНДУКЦІЙНОГО НАПЛАВЛЕННЯ КОМПОЗИЦІЙНИХ ПОКРИТТІВ НА ДЕТАЛІ СГТ
Значно подовжити ресурс деталей СГТ можна нанесенням на їх робочі поверхні компози-ційних покриттів (КП), що дозволяють отримати покриття з необхідним комплексом фізико-технічних та експлуатаційних властивостей.
Автори обрали для дослідження процес індукційного наплавлення, який пройшов випробу-вання у виробничих умовах і який використовується найчастіше для зміцнення та відновлення відповідальних деталей СГТ.
Метою даної роботи є аналіз технологічного процесу індукційного наплавлення струмом високої частоти (СВЧ) та виявлення можливостей вдосконалення, шляхом створення програмно-технічних засобів, які дозволять детально контролювати всі етапи процесу наплавлення, та опера-тивно змінювати параметри виробничого процесу (гранулометричний і хімічний склад суміші, напругу в індукторі, частоти струму і т. інш.).
Послідовність основних технологічних операцій наступна: приготування суміші для напла-влення (подрібнення, змішування тощо); підготовка поверхні під наплавлення; нанесення шихти на зміцнювану поверхню; нагрівання зміцнюваної частини деталі в індукторі до повного розплав-лювання шихти; охолодження до кімнатної температури на повітрі; видалення шлаку; остаточна обробка (придання деталі кінцевої форми шляхом згинання, заточення й ін.).
Технологічний процес наплавлення СВЧ можна умовно розділити на 3 етапи. Аналіз цих етапів за літературними джерелами і виробничим досвідом показав недостатній
рівень автоматизації процесу наплавлення КП й нагальну потребу в розробці програмно-технічних засобів для автоматичного контролю та керування процесом і з’єднанні їх в єдину ке-ровану систему.
На першому етапі для якості КП, визначальним фактором є контроль за дисперсним скла-дом суміші, тобто вмістом і характером розподілу наповнювача в матриці композиційного ма-теріалу (КМ) та в КП, гранулометричним і хімічним складом компонентів. Якісне приготування багатокомпонентної суміші з можливістю в динаміці керувати процесом, постійно аналізувати її склад і швидко реагувати на зміну вхідних параметрів на першому етапі є вирішальним для якості кінцевого виробу.
На другому етапі необхідно контролювати такі параметри процесу як, товщину шару ших-ти, рівномірність або дискретність її нанесення, конфігурацію нанесеного шару, яка залежіть від конкретної деталі. Щоб задовільнити цим вимогам потрібен новий тип дозаторів з можливістю дистанційного керування, та автоматичною зміною параметрів нанесення при зміні вхідних пара-метрів (іншого типу деталі, зміні складу шихти або безпосередньо по сигналу від керуючої ЦЕОМ АСУ).
На останньому етапі – індукційному наплавленні, необхідно керувати такими параметрами як сила струму і його частота, конфігурація індуктора, час наплавлення, температура розплаву і матеріалу поверхні деталі, а також реалізувати кінцевий контроль зміцненої деталі.
Для забезпечення інтеграції всіх етапів в єдиний виробничий процес, автори пропонують використати програмно-апаратні (програмно-технічні) комплекси. Розроблено блок-схеми алго-ритмів етапів автоматизованого процесу наплавлення КП та розроблено структурну схему авто-матичної системи управління процесом.
Автоматичне керування етапами виробничого процесу дозволить: моделювати структуру і властивості КМ і КП; оптимізувати способи формування КМ і нанесення КП; автоматично конт-ролювати параметри процесу; економити енергоресурси та матеріали; розробити програмне за-безпечення, що містить обмежуючі критерії, які повинні спрямовує обчислення покриттів в необ-хідному напрямку.
256

УДК 621.321.25:681.5.08
Ніколайчук І. І., Сліпенька О. П., Коц І. В. (Україна, Вінниця, ВНТУ)
СИСТЕМИ АВТОМАТИЗОВАНОГО УПРАВЛІННЯ ТА ІНФОРМАЦІЙНО-ВИМІРЮВАЛЬНОГО ЗАБЕЗПЕЧЕННЯ УСТАНОВКИ ДЛЯ СУШІННЯ
ОРГАНІЧНИХ МАТЕРІАЛІВ В умовах ринкової економіки висока якість продукції має першорядне значення. З точки зо-
ру підвищення конкурентоспроможності продукції найкращу перспективу має продукція та ма-теріали, які після теплової обробки мають чітко регламентовані згідно встановлених стандартів параметри кінцевої вологості і якості продукції. Результати обстеження різноманітних сушильних агрегатів свідчать про те, що ще недостатня оснащеність засобами автоматизації і використання ручних способів управління технологічним процесом не забезпечують випуску якісного продукту із заданим ступенем вологості і безпекою з мікробіологічної точки зору вимоги випуску якісної продукції. Це і обумовлює необхідність створення автоматичних і автоматизованих систем управління процесом сушіння.
Постановка і вирішення задачі управління можливе тільки на основі дослідження властиво-стей об'єкту, а також застосування для управління технологічним процесом більш досконалих технічних засобів, у тому числі мікропроцесорної техніки.
Проведено аналіз сушильного агрегату як об'єкта управління, дослідження динамічних ха-рактеристик, розробку і ідентифікацію його математичної моделі, дослідження теплового про-цесу з використанням енергоінформаційного методу, аналіз існуючих технічних засобів і синтез теплових нагрівальних елементів і системи управління технологічних процесів сушіння на базі мікропроцесорних засобів. Методика досліджень заснована на застосуванні методів теорії, авто-матичного управління, теорії кінцевих автоматів, статистичних методів обробки експерименталь-них даних, методу аналогій і подібності відповідно до енергоінформаційної моделі опису об’єкту в цілому.
Досліджено вплив зміни коефіцієнта тепловіддачі на внутрішніх поверхнях нагріву на ди-намічні характеристики сушильної установки. Розроблена і ідентифікована математична модель сушильної установки, що дозволяє розповсюдити її на цілий ряд однотипних технічних засобів. Авторами розроблена енергоінформаційна модель і параметрична структурна схема теплового процесу сушильної установки. Показана доцільність застосування теорії подібності і аналогії енергоінформаційного методу для виявлення неврахованих втрат в дослідному зразку сушильної установки, що розробляється, а також при вдосконаленні відомих існуючих конструкцій сушиль-них агрегатів. Авторами вперше введені параметри оптимізації, які надають можливості розшири-ти пошук нових технічних розв'язань при використанні автоматизованого банку даних фізико-технічних ефектів.
Проведені експериментальні і аналітичні дослідження сушильної установки дозволяють розробити автоматизовану систему управління процесом сушіння, оскільки отримані математичні залежності розповсюджуються на цілий клас однотипних сушильних установок, надають мож-ливість вибрати чутливі, керуючі і виконавчі пристрої. Розроблена система мікропроцесорного управління процесом сушіння і здійснений вибір елементів системи управління. Параметри опти-мальності використовуються для пошуку нових технічних рішень при розробці елементів і техні-чних засобів систем управління.
Література: 1. Математичне моделювання і оптимальне управління робочим процесом сушильної камери / І.І. Ніколайчук, Г.С. Ратушняк, І.В. Коц // Вісник Вінницького політехнічного інституту. – 2005. - № 6. – С. 196-199. 2. Остапенко Ю.О., Ярощук І.В. Застосування експертної системи для керування процесом випа-лювання керамічної цегли // Автоматизація виробничих процесів. – 2001. – № 2.– С. 35 – 40.
257

УДК 621.321.25
Насіковський А. Б. (Україна, Вінниця, ВНТУ)
ВІБРАЦІЙНИЙ СУШИЛЬНИЙ АГРЕГАТ З АВТОМАТИЗОВАНОЮ СИСТЕМОЮ УПРАВЛІННЯ НА ОСНОВІ МІКРОПРОЦЕСОРНОЇ ТЕХНІКИ Сушіння застосовують в різних галузях народного господарства, але техніка сушіння зали-
шається проблемною галуззю, так як при не досушуванні або при пересушуванні матеріал може бути швидко зіпсований. Особливо актуальна ця проблема при сушінні високовологих матеріалів, тому що саме вони потребують великих енергетичних затрат, в більшості технологічних процесів, операція сушіння є найбільш дорогою. Для зниження кінцевої ціни виробленого продукту, велику увагу треба приділити створенню нових економічних з високою інтенсивністю процесу сушарок, з використанням засобів автоматизації та утилізації тепла. Внаслідок відсутності узагальнених експериментальних даних і повної теорії процесу тепломасообміну потоків при сушінні матеріа-лів у віброкиплячому шарі, стримуються розробка методики розрахунку відповідних типів суша-рок, визначення раціональних режимів сушіння сипкого матеріалу та широке промислове впрова-дження принципово нових автоматизованих агрегатів і технології сушіння, залишається багато не використаних резервів і дослідження в цьому напрямку є актуальними і своєчасними..
Одним з перспективних способів сушіння матеріалів в промисловості є спосіб конвективно-го сушіння у віброкиплячому шарі, коли сипкий матеріал приводиться у псевдо-зрідженний стан внаслідок спільної дії потоку теплоносія та вібрації. Апарати безперервної чи циклічної дії, що забезпечують інтенсивне перемішування, рівномірне нагрівання та сушіння окремих частинок об-роблюваного матеріалу. Агрегати такого типу, легко піддаються автоматизації на основі мікро-процесорної техніки і мають змогу плавно змінювати робочі параметри коливань газорозподіль-ної решітки і забезпечити найбільш оптимальні умови сушіння сипкого матеріалу. Використання вібрації дозволяє зменшити швидкість сушильного агенту нижче критичної, при інтенсивному те-плообміні більш якісно використовувати сушильний агент, зменшити витрати енергії на збуджен-ня віброкиплячого шару сипкого матеріалу, досягнення рівномірного висушування без застійних зон і цим самим підвищення економічності агрегату та якості висушуваного матеріалу.
Використання експериментальних методів для дослідження динаміки процесу тепломасоо-бміну потоків при сушінні технічно і матеріально містке. В зв’язку з цим, перспективним методом дослідження є математичне моделювання. Математичне моделювання тепломасообміну і фазових перетворень з урахуванням всіх визначальних факторів дає можливість оптимізувати відповідні технології за різними критеріями якості.
При проведенні дослідів для обґрунтування параметрів оптимального режиму процесу та оброблення дослідних даних використовувались сучасні засоби автоматизації на основі мікро-процесорної техніки, методи математичної статистики і, в першу чергу, методи планування бага-тофакторних експериментів. Це дає змогу завдяки вибраному критерію оптимальності та факто-рів, що варіюються, визначити мінімальну кількість дослідів, виявити параметри оптимального режиму сушіння і отримати відповідні математичні залежності.
Як критерій оптимальності був вибраний такий показник, як мінімальна тривалість сушін-ня. Прагнення зменшити тривалість сушіння цілком істотне, оскільки при цьому зменшуються не тільки розміри сушильної камери, але й в технологічному відношенні, скорочується час термічної дії на сипкий матеріал і збільшується продуктивність.
Література: 1. Вібраційний сушильний агрегат / Коц І.В., Насіковський А.Б., Петрусь В.В. // Патент
№ u 2005 00018 (Україна). 2. Математична модель процесу конвективного сушіння сипких матеріалів / В.В. Богачук,
О.М. Головченко, В.В. Кухарчук // Вісник Вінницького політехнічного інституту. – 2005. - № 3. – С. 67-73.
258

УДК 621.771.06:83-52
Жукова Н. В., Червинский В. В., Турупалов В. В. (Украина, Донецк, ДонНТУ)
О МЕТОДАХ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРЯМОТОЧНЫМ ВОЛОЧИЛЬНЫМ И ПРОФИЛЕГИБОЧНЫМ СТАНАМИ ПРОИЗВОДСТВА
ПОРОШКОВЫХ ПРОВОЛОК Технологические процессы (ТП) производства сварочной порошковой проволоки (ПП) на
прямоточных волочильных станах и ПП для внепечной обработки металлургических расплавов на профилегибочных станах являются родственными. Общим в технологиях является еще и их ма-лоинформативность. Профилегибочный стан и прямоточный волочильный стан не содержат дат-чиков натяжения, а также силы прокатки (давления на валок) - в профилегибочном стане, и мо-ментов нагрузок на барабанах - в волочильном стане.
Проблема автоматического согласования скоростей двигателей приводных клетей профиле-гибочного стана, а также согласованного движения валков с разными катающими диаметрами в одной приводной клети была решена за счет применения универсального информационного па-раметра по управлению – электромеханической мощности. Электромеханическая мощность явля-ется вычисляемым параметром и зависит только от энергоемкости технологической операции и её производительности. Разработанный энергетический метод управления технологическим процес-сом прокатки ПП позволил реализовать технологию прокатки проволоки в стационарном режиме, посредством поиска оптимального распределения локальных мощностей электроприводов рабо-чих клетей при сохранении на стационарном уровне суммарной мощности, потребляемой техно-логическим процессом и поддержании производительности непрерывного процесса на заданном уровне. Разработанная система автоматизации управления ТП производства ПП для металлурги-ческих расплавов представляет собой двухуровневую систему. Нижний уровень это многосвязная электромеханическая система (ЭМС), поддерживающая на заданном уровне электромеханические мощности локальных приводных клетей. Регулятор производительности, являясь опорой для рас-пределения локальных мощностей, составляет с задатчиком локальных мощностей верхний уро-вень управления процессом прокатки ПП.
Автоматическое регулирование соотношения скоростей промежуточных барабанов в про-цессе волочения сварочной ПП осуществляется посредством двух электрических схем соединения якорей приводных двигателей: последовательной и параллельной. Эти схемы обеспечивают авто-матическую поддержку натяжения проволоки между барабанами без применения регулирующих устройств, например, натяжных роликов. Такое саморегулирование явилось важным фактором для прямоточных волочильных станов сварочной ПП.
При выявлении общих подходов и методов в решении задачи автоматизации объектов с не-полной информацией, сделан вывод. Для стабилизации непрерывного процесса прокатки ПП не-обходимо использовать те методы и средства управления, которые связаны с саморегулированием многосвязной ЭМС. Принцип саморегулирования состоит в понижении жёсткости механических характеристик электродвигателей, участвующих в ТП, а это не что иное, как приближение к «иде-ально мягкой» его характеристике, которую имеет двигатель постоянного тока с независимым возбуждением, регулируемый по электромеханической мощности.
Методами математического моделирования доказано, что последовательная и параллельные схемы соединения якорей двигателей САУ прямоточными волочильными станами приближены к управлению по электромеханической мощности. Таким образом, энергетический метод управле-ния технологической линией прокатки ПП, метод поиска оптимального распределения энергии по локальным технологическим операциям стана могут быть применены при разработке систем ав-томатизации управления не только непрерывными профилегибочными станами, но и к другим видам технологии гнутых профилей прокатки: прямоточным волочильным, а также мелкосорт-ным станам.
259

УДК 681.5.03
Поливода В. В. (Украина, Херсон, ХНТУ)
ПОВЫШЕНИЕ ЭФФЕКТИВНОСТИ УПРАВЛЕНИЯ В ЗАДАЧЕ ХРАНЕНИЯ ЗЕРНОВОЙ МАССЫ НА ОАО «ХЕРСОНСКИЙ КОМБИНАТ
ХЛЕБОПРОДУКТОВ» На ОАО «Херсонский комбинат хлебопродуктов» введен в эксплуатацию новый силосный
корпус ёмкостью 50 тыс. тонн, таким образом, произошло увеличение объёмов хранения сельско-хозяйственной продукции до 100 тыс. тонн.
На рис. 1 приведена схема материальных потоков на ХПП. Многостадийность, наличие па-раллельных участков и рециклов, большие объёмы информации определили необходимость при-менения современной автоматизированной системы управления технологическими процессами для оперативного управления данного предприятия.
Подработка
основная побочная
…
основная
отходы аспирации
Хр
анение
в элеват
орах
и
складах
точка приёмки
1
с/х культура типа 1
с/х культура типа N
с/х культура типа 2
…
точка приёмки
2
с/х культура типа 1
с/х культура типа N
с/х культура типа 2
…
точка приёмки
L
с/х культура типа 1
с/х культура типа N
с/х культура типа 2
…
… точка отгрузки 1
точка отгрузки 2
точка отгрузки K
Сепарирование
Сушка
с/х культура типа 1
с/х культура типа 2
отходы
с/х культура типа К
Рис. 1. Схема материальных потоков на хлебоприёмном предприятии.
Как видно из рис.1, основой технологического процесса предприятия является хранение
зерновой массы. Внедрение на предприятии АСУ, где особое внимание обращено на применение вычислительной техники для сбора, обработки информации и управления объектами комплекса обеспечило повышение культуры труда, но не дало существенного экономического эффекта.
На основе анализа технологического комплекса, как единого обобщенного объекта управ-ления структурно представляющего собой цепочку объектов, исходя из критерия минимизации затрат на управление Ū при ограничении на качество продукции S показано, что наибольшей чув-ствительностью к управлению обладают процессы хранения:
.;min* di ssUu ≥→
Исходя из этого, рассмотрен вопрос управления режимом хранения зерновой массы. Ос-
новной причиной, вызывающей снижение эффективности управления на данной операции явля-ется техническое несовершенство методик обнаружения очагов самосогревания и большие затра-ты на управление.
Так как выявлена неэффективность контроля состояния хранимой зерновой массы по тем-пературным полям, рассмотрен метод анализа газовой среды с локализацией очагов и локальным воздействием.
Так как процесс образования очага описывается уравнением органического роста и посто-янная времени по каналу температуры имеет постоянную времени в 2-3 раза большую чем по ка-налу содержания кислорода, использование метода анализа газовой среды позволяет локализо-вать очаги на ранней стадии развития.
Дополнительными преимуществами метода являются возможность формирования локали-зованных управлений с использованием каналов системы анализа газовой среды в силосах и ми-нимизация затрат на управление в системе, отказываясь от общей аэрации силоса.
260

УДК 519.237.7:621.771.065
Желдак Т. А., Гаранжа Д. Н. (Украина, Днепропетровск, НГУ)
ЭКСПЕРТНАЯ СИСТЕМА ПРИНЯТИЯ РЕШЕНИЙ В ПРОЦЕССЕ НЕПРЕРЫВНОЙ ПРОКАТКЕ МЕТАЛЛА
При непрерывной прокатке обрабатываемый металл находится одновременно сразу в не-скольких клетях, что ускоряет процесс обработки и снижает энергозатраты на повторный нагрев металла между циклами прокатки. Однако, такой процесс требует высокой точности и слаженно-сти работы всех механизмов прокатного стана, поскольку существует ряд факторов негативно влияющих на процесс формообразования проката и его механические свойства: неравномерность температуры прокатываемой заготовки, непостоянство площади контактной поверхности, изме-нение длины линии контакта валков и прокатываемой заготовки, уширение полосы (наплыв), скольжение валков по контактной поверхности, опережение, а также различие структуры металла по длине раската. Большинство из этих характеристик, за исключением температуры и структуры металла можно контролировать в процессе прокатки.
Также при создании экспертной системы необходимо определиться с выбором модели, ко-торая адекватно описывала бы сам процесс прокатки.
Были проанализированы 3 модели прокатки, среди которых эмпирические модели Экелунда и Гелеи, а также математическая модель Симса [1].
Исходными данными для моделирования были размеры валков r , их материал, а также па-раметры прокатки для каждого прохода: температура металла , скорость валков , начальная толщина металла , обжатие .
t v0h hΔ
Результатом моделирования являлась величина удельного давления на единицу поверхно-сти валка по каждой из трех моделей. Для оценки результатов, проверки адекватности моде-лей и выбора наиболее рациональной из них, полученные результаты моделирования сравнива-лись с непосредственными измерениями удельного давления, выполненными входе опыта.
cpp
Исходными данными для экспертной системы являются: геометрия проката, скорость пода-чи металла, скорость вращения валков клети, сила тока в обмотках главного привода клети.
На основании входной информации экспертная система идентиффицирует режим работы клети, определяет степень оклонения от нормального, а также вырабатывает управляющее воз-действие для электропривода. Особенностью данной экспертной системы является учет взаимно-го влияния скоростных режимов последовательных клетей стана.
В работе проанализированы ряд математических моделей прокатки черных металлов и со-ставлены соответствующие имитационные модели. Результаты работы каждой из имитационных моделей оценены по методу наименьших квадратов и коэффициенту корреляции в сравнении с экспериментальными данными. Адекватно описывает процесс прокатки в условиях температуры металла выше 1000 и скорости прокати до модель Симса. В случае ее неприменимости по геометрии раската, при °С, содержании в стали марганца до 1% и хрома до 3%, использу-ется модель Экелунда.
o см /5800≥t
Литература: 1. Королев А.А. Механическое оборудование прокатных цехов. – М.: Металлургия, 1965. – 516 с.
261









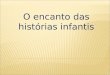



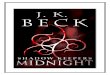


![[d&d 3.5 Ita] Bug Clamorosi Della 3.5](https://img.pdfslide.tips/doc/110x75/5571fb474979599169946e7f/dd-35-ita-bug-clamorosi-della-35.jpg)