Embed Size (px)
Citation preview
- 504 -
銅および銅合金の溶接
11
一般的な注意事項銅および銅合金の溶接は、その母材のもつ特性によって、溶接棒の選定および溶接施工法に十分留意する必要があります。すなわち、(1)熱伝導性が非常に大きいため予熱温度、層間温度によって溶接性能や
作業性が著しく左右されます。したがって予熱を適切に行ない、層間温度を守ることが必要です。これによって融合不良、スラグの巻込み、ブローホールなどの溶接欠陥の防止に効果があります。
ぞれ熱伝導度が異なりますので、それぞれの母材に適した予熱、層間温度を選び軟鋼や黄銅などの低熱伝導度側の過熱を避けて下さい。
(2)熱膨張係数が大きく溶接による歪が大きくなりますので、開先形状など溶接施工に十分に注意して下さい。
(3)酸素との反応性が大きいため、溶接中に銅の酸化物やブローホールをつくりやすく、溶接金属の高温割れや水素脆化を引き起こす原因となります。特にけい素青銅(エバジュール)、りん青銅、砲金などに注意して下さい。
適切な溶接棒の選択を行なうことと、過大電流を避けアーク長を短く保持することによって、これらの欠陥を防ぐことができます。
(4)溶接後の熱間ピーニングを実施することは非常に有効です。溶接のままでは溶着金属の結晶粒は粗大化して樹枝状組織になり、機械的性質が低下する傾向があります。熱間ピーニングにより結晶粒が微細化して機械的性質が一段と向上します。また溶接継手に残っている残留応力の緩和にもおおいに役立ちます。特にけい素青銅、りん青銅に対しては熱間ピーニングを必ず行なって下さい。
)接溶の金合銅びよお銅(料資考参
− 505 −
11
銅および銅合金の溶接
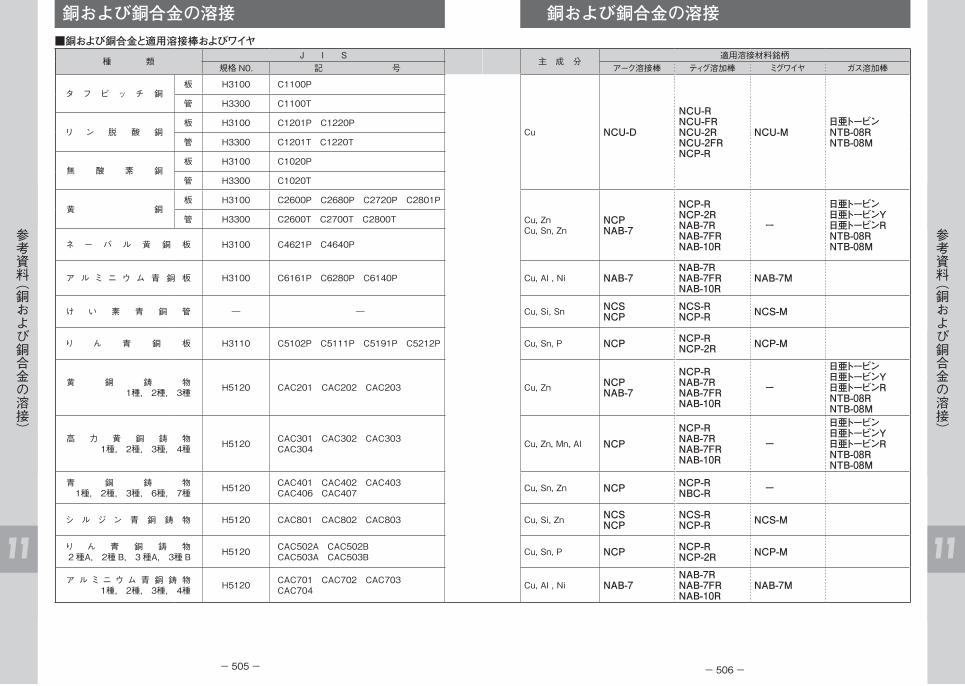
■銅および銅合金と適用溶接棒およびワイヤ
種 類J I S
主 成 分適用溶接材料銘柄
規格 N0. 記 号 アーク溶接棒 ティグ溶加棒 ミグワイヤ ガス溶加棒
タ フ ピ ッ チ 銅板 H3100 C1100P
Cu NCU-D
NCU-R NCU-FR NCU-2R NCU-2FR NCP-R
NCU-M日亜トービン NTB-08R NTB-08M
管 H3300 C1100T
リ ン 脱 酸 銅板 H3100 C1201P C1220P
管 H3300 C1201T C1220T
無 酸 素 銅板 H3100 C1020P
管 H3300 C1020T
黄 銅板 H3100 C2600P C2680P C2720P C2801P
Cu, Zn Cu, Sn, Zn
NCP NAB-7
NCP-R NCP-2R NAB-7R NAB-7FR NAB-10R
ー
日亜トービン 日亜トービンY 日亜トービンR NTB-08R NTB-08M
管 H3300 C2600T C2700T C2800T
ネ ー バ ル 黄 銅 板 H3100 C4621P C4640P
ア ル ミ ニ ウ ム 青 銅 板 H3100 C6161P C6280P C6140P Cu, Al , Ni NAB-7NAB-7R NAB-7FR NAB-10R
NAB-7M
け い 素 青 銅 管 ― ― Cu, Si, Sn NCS NCP
NCS-R NCP-R NCS-M
り ん 青 銅 板 H3110 C5102P C5111P C5191P C5212P Cu, Sn, P NCP NCP-R NCP-2R NCP-M
黄 銅 鋳 物1種, 2種, 3種 H5120 CAC201 CAC202 CAC203 Cu, Zn NCP
NAB-7
NCP-R NAB-7R NAB-7FR NAB-10R
ー
日亜トービン 日亜トービンY 日亜トービンR NTB-08R NTB-08M
高 力 黄 銅 鋳 物1種, 2種, 3種, 4種 H5120 CAC301 CAC302 CAC303
CAC304 Cu, Zn, Mn, Al NCPNCP-R NAB-7R NAB-7FR NAB-10R
ー
日亜トービン 日亜トービンY 日亜トービンR NTB-08R NTB-08M
青 銅 鋳 物1種, 2種, 3種, 6種, 7種 H5120 CAC401 CAC402 CAC403
CAC406 CAC407 Cu, Sn, Zn NCP NCP-R NBC-R ー
シ ル ジ ン 青 銅 鋳 物 H5120 CAC801 CAC802 CAC803 Cu, Si, Zn NCS NCP
NCS-R NCP-R NCS-M
り ん 青 銅 鋳 物2 種A, 2種 B, 3 種A, 3種 B H5120 CAC502A CAC502B
CAC503A CAC503B Cu, Sn, P NCP NCP-R NCP-2R NCP-M
ア ル ミ ニ ウ ム 青 銅 鋳 物1種, 2種, 3種, 4種 H5120 CAC701 CAC702 CAC703
CAC704 Cu, Al , Ni NAB-7NAB-7R NAB-7FR NAB-10R
NAB-7M
参考資料(銅および銅合金の溶接)
− 506 −
11
銅および銅合金の溶接
■銅および銅合金と適用溶接棒およびワイヤ
種 類J I S
主 成 分適用溶接材料銘柄
規格 N0. 記 号 アーク溶接棒 ティグ溶加棒 ミグワイヤ ガス溶加棒
タ フ ピ ッ チ 銅板 H3100 C1100P
Cu NCU-D
NCU-R NCU-FR NCU-2R NCU-2FR NCP-R
NCU-M日亜トービン NTB-08R NTB-08M
管 H3300 C1100T
リ ン 脱 酸 銅板 H3100 C1201P C1220P
管 H3300 C1201T C1220T
無 酸 素 銅板 H3100 C1020P
管 H3300 C1020T
黄 銅板 H3100 C2600P C2680P C2720P C2801P
Cu, Zn Cu, Sn, Zn
NCP NAB-7
NCP-R NCP-2R NAB-7R NAB-7FR NAB-10R
ー
日亜トービン 日亜トービンY 日亜トービンR NTB-08R NTB-08M
管 H3300 C2600T C2700T C2800T
ネ ー バ ル 黄 銅 板 H3100 C4621P C4640P
ア ル ミ ニ ウ ム 青 銅 板 H3100 C6161P C6280P C6140P Cu, Al , Ni NAB-7NAB-7R NAB-7FR NAB-10R
NAB-7M
け い 素 青 銅 管 ― ― Cu, Si, Sn NCS NCP
NCS-R NCP-R NCS-M
り ん 青 銅 板 H3110 C5102P C5111P C5191P C5212P Cu, Sn, P NCP NCP-R NCP-2R NCP-M
黄 銅 鋳 物1種, 2種, 3種 H5120 CAC201 CAC202 CAC203 Cu, Zn NCP
NAB-7
NCP-R NAB-7R NAB-7FR NAB-10R
ー
日亜トービン 日亜トービンY 日亜トービンR NTB-08R NTB-08M
高 力 黄 銅 鋳 物1種, 2種, 3種, 4種 H5120 CAC301 CAC302 CAC303
CAC304 Cu, Zn, Mn, Al NCPNCP-R NAB-7R NAB-7FR NAB-10R
ー
日亜トービン 日亜トービンY 日亜トービンR NTB-08R NTB-08M
青 銅 鋳 物1種, 2種, 3種, 6種, 7種 H5120 CAC401 CAC402 CAC403
CAC406 CAC407 Cu, Sn, Zn NCP NCP-R NBC-R ー
シ ル ジ ン 青 銅 鋳 物 H5120 CAC801 CAC802 CAC803 Cu, Si, Zn NCS NCP
NCS-R NCP-R NCS-M
り ん 青 銅 鋳 物2 種A, 2種 B, 3 種A, 3種 B H5120 CAC502A CAC502B
CAC503A CAC503B Cu, Sn, P NCP NCP-R NCP-2R NCP-M
ア ル ミ ニ ウ ム 青 銅 鋳 物1種, 2種, 3種, 4種 H5120 CAC701 CAC702 CAC703
CAC704 Cu, Al , Ni NAB-7NAB-7R NAB-7FR NAB-10R
NAB-7M
参考資料(銅および銅合金の溶接)

− 507 −
銅および銅合金の溶接
11
■異種金属材料の適用溶接材料と予熱温度
合金の種類溶接材料
銅 黄 銅 けい素 青 銅 りん青銅 アルミニ
ウム青銅 砲 金予熱温度(℃)
低合金溶接材料 1 1, 2, 4 1, 2 1, 2, 4 4 1, 2
予熱温度(℃) 400 ~ 550 250 ~ 300 70 150 ~ 200 200 ~ 250 150 ~ 200
炭素鋼溶接材料 1 1, 2, 4 1, 2 1, 2, 4 4 1, 2
予熱温度(℃)400 ~ 550 250 ~ 300 70 150 ~ 200 200 ~ 250 150 ~ 200
砲 金溶接材料 3, 1 3, 1 3 3, 1 3, 4 3
予熱温度(℃)400 ~ 550 250 ~ 300 150 ~ 200 150 ~ 200 200 ~ 250 150 ~ 200
アルミニウム青 銅
溶接材料 3 4, 3 2, 4 3, 4 4
予熱温度(℃)400 ~ 550 250 ~ 300 150 ~ 200 150 ~ 200 200 ~ 250
りん青銅溶接材料 1, 3 3, 4 3, 2 3
予熱温度(℃)400 ~ 550 250 ~ 300 150 ~ 200 150 ~ 200
けい素 青 銅
溶接材料 1, 3 3, 4 2
予熱温度(℃)400 ~ 550 250 ~ 300 70
黄 銅溶接材料 1, 3 3, 4, 1 (注)溶接材料は番号で示していま
す。 次ページの適用溶接材料表を参照してください。予熱温度(℃)400 ~ 550 250 ~ 300
銅溶接材料 1
予熱温度(℃)400 ~ 550
参考資料(銅および銅合金の溶接)
− 508 −
銅および銅合金の溶接
11
■適用溶接材料番号 溶接方法 適用溶接材料銘柄 規 格
1
アーク溶接 NCU-D JIS Z3231 DCu AWS A5.6 ECu
ティグ溶接 NCU-R NCU-FR NCU-2R NCU-2FR JIS Z3341 YCu
AWS A5.7 ERCuミグ溶接 NCU-M
2
アーク溶接 NCS JIS Z3231 DCuSiB AWS A5.6 ECuSi
ティグ溶接 NCS-R NCS-FRJIS Z3341 YCuSiB AWS A5.7 ERCuSi-A
ミグ溶接 NCS-M
3
アーク溶接 NCP JIS Z3231 DCuSnB AWS A5.6 ECuSn-C
ティグ溶接 NCP-RJIS Z3341 YCuSnB AWS A5.7 ERCuSn-C
ミグ溶接 NCP-M
4
アーク溶接 NAB-7 JIS Z3231 DCuAINi
ティグ溶接 NAB-7R NAB-7FR NAB-8R NAB-8FR NAB-10R
JIS Z3341 YCuAINiB AWS A5.7 (ERCuNiAl)ミグ溶接 NAB-7M NAB-8M
(注) (1) 同種および異種金属を溶接する場合、適当とする溶接俸を番号で示します。適当とする溶接棒とは、特に機械的性質が重視される場合のほか、溶接性の良否によっても選択の基準としました。
(2) 異種金属溶接の場合の予熱および層間温度は、2 つの金属のうち高い温度を必要とする金属または合金に適した温度を示しています。
(3) 溶接物の大きさや形状によっても温度は変わります。(4) 日亜トービン、日亜トービン S、NTB-08R、NTB-08M はガスろう付に
よって、これ等すべての金属材料に適用できます。
参考資料(銅および銅合金の溶接)
- 509 -
銅および銅合金の溶接
11
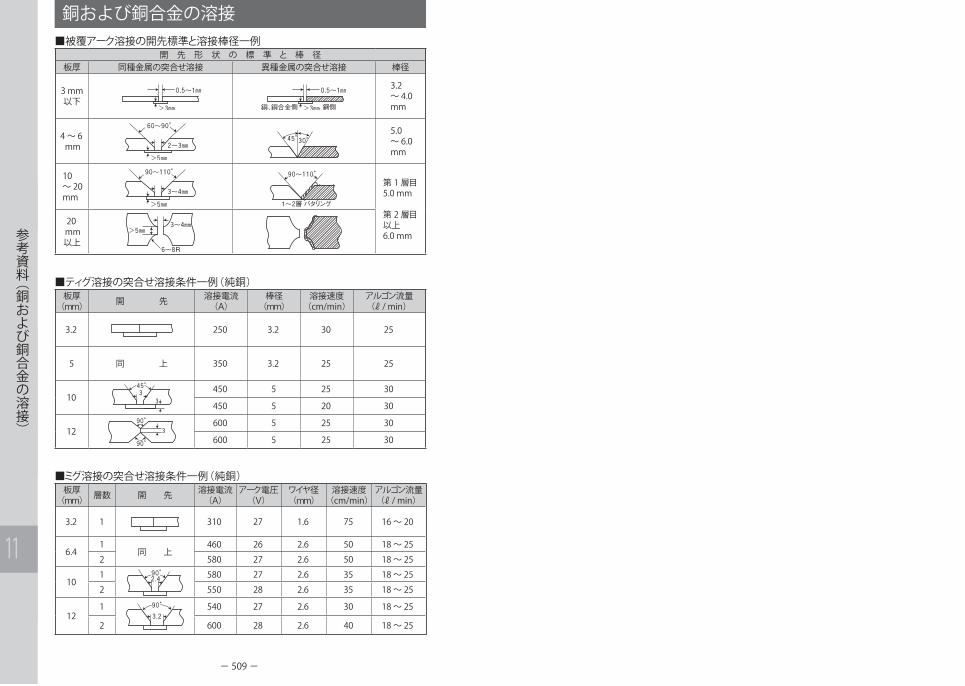
■被覆アーク溶接の開先標準と溶接棒径一例開 先 形 状 の 標 準 と 棒 径
板厚 同種金属の突合せ溶接 異種金属の突合せ溶接 棒径
3 mm 以下
3.2 ~ 4.0 mm
4~ 6 mm
5.0 ~ 6.0 mm
10 ~ 20 mm
第 1層目 5.0 mm 第 2 層目 以上 6.0 mm
20 mm 以上
■ティグ溶接の突合せ溶接条件一例(純銅)板厚 (mm) 開 先 溶接電流
(A)棒径 (mm)
溶接速度 (cm/min)
アルゴン流量 (ℓ/ min)
3.2 250 3.2 30 25
5 同 上 350 3.2 25 25
10450 5 25 30
450 5 20 30
12600 5 25 30
600 5 25 30
■ミグ溶接の突合せ溶接条件一例(純銅)板厚 (mm) 層数 開 先 溶接電流
(A)アーク電圧 (V)
ワイヤ径 (mm)
溶接速度 (cm/min)
アルゴン流量 (ℓ/ min)
3.2 1 310 27 1.6 75 16~ 20
6.41
同 上460 26 2.6 50 18~ 25
2 580 27 2.6 50 18~ 25
101 580 27 2.6 35 18~ 252 550 28 2.6 35 18~ 25
121 540 27 2.6 30 18~ 25
2 600 28 2.6 40 18~ 25
)接溶の金合銅びよお銅(料資考参





























