Embed Size (px)
DESCRIPTION
MT&O N5 NEWSPAPER
Citation preview

Виходить з 2006 року №5 17 квітня 2012 року www.metaltech.com.ua
В с е у к р а ї н с ь к а г а л у з е в а г а з е т а
cmyk
Інструмент«НАУКА–ВИРОБНИЦТВУ». Читайте матеріали про готові до впровадження розробки львівських науковців у новій рубриці нашої газети
«ОСОБЛИВОСТІ ТРИБОЛОГІЧНОЇ ПОВЕДІНКИ КОМБІНОВАНИХ МЕТАЛООКСИДО-КЕРАМІЧНИХ ШАРІВ НА ЛЕГКИХ СПЛАВАХ» Однією з технологій підвищення зносостійкості легких сплавів є формування на поверхнях тертя спеціальних металооксидокерамічних шарів. Із однією з таких розробок пропонуємо ознайомитися нашим читачам
Новини із виставок й актуальні проблеми енергоощадного господарювання у рубриці «ПРО ЦЕ ГОВОРЯТЬ»
Інші матеріали, рекламні пропозиції вітчизняних виробників і постачальників металообробного обладнання, інструменту, матеріалів і запчастин
У НОМЕРІ:
с. 2-6
с. 7
Технології
НАУКА – ВИРОБНИЦТВУ
львівські науковці пропонують співпрацю
Оксидокерамічні РЕО-покриття на сьогодні реалі-зовані на Al, Mg, Ti, Zr, Ta і їхніх сплавах. Фахівці встановили електрофізич-ні параметри процесів у електролітах різних класів, вивчили кореляційні залеж-ності між напругою, гус-тиною струму, хімічним складом технологічних електролітів і товщиною й твердістю отримуваних по-криттів. Для деяких сплавів і електролітів відомі кіне-тичні залежності приросту товщини покриття в часі, що дає можливість синтезувати покриття заданої товщини.
Фізико-хімічною осно-вою процесу плазмоелек-тролітного оксидування є газофазні реакції в системі «метал-електроліт», які реалізовуються в плазмі іскрових розрядних каналів при електричному пробої
приелектродного проміж-ку і первинної природної оксидної плівки. Темпера-тура плазми в електричних розрядах при синтезі окси-докерамічних структур на Al, Mg, Zr сягає (6-10)103 К.
Первинні оксиди утво-рюються при високих тем-пературах, а при охоло-дженні, коли затухає іскро-вий пробій, формуються у вигляді оксидокерамічних шарів з високим вмістом в и с о к о т е м п е р ат у р н и х фаз. Наприклад, залеж-но від марки (хімскладу) алюмінієвих сплавів отри-мують оксидокерамічні шари з різним вмістом α-, γ-, δ-, η-фаз, що визначає в подальшому їхні функціо-нальні властивості, зокре-ма кількісний вміст α-фази визначає твердість і зно-состійкість цих шарів.
Застосування плазмоелектролітного оксидування для захисту легких сплавів
Закінчення на с. 6
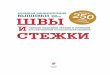
Рис. 1 Взаємозв’язок між твердістю і відносною зносостійкістю різних матеріалів
Для металевих ПТ важливим є стан протикорозійного захисту (ПКЗ), який передбачає захисні ізоляційні покриття та катодну поляризацію – електрохімічний захист (ЕХЗ). Стан ізоляції і ЕХЗ ПТ донині контролюють здебільшого контактними електрометричними методами з поверхні землі, недоліками яких є трудомісткість забезпечення достатньої кількості надій-них контактів вимірювальних приладів з металом ПТ і ґрунтом, локальний харак-тер контролю та брак інформації для кіль-кісних оцінок стану ізоляції на різних ділянках. Ці недоліки усувають, викорис-товуючи електромагнітний метод безкон-тактних вимірювань струмів (БВС).
На сьогодні в обстеженнях ПТ без-контактні методи широко застосовують лише для визначення розміщення тру-бопроводів і кабелів та іноді – для пошу-ку пошкоджень ізоляції, проте майже не контролюють розподіл струму установок катодного захисту (УКЗ), оскільки відомі контактні методи тут малопридатні. Це, своєю чергою, спричиняє нераціональні витрати електроенергії.
У Фізико-механічному інституті ім. Г.В. Карпенка НАН України розви-
нуто теоретичні основи безконтакт-ного методу. Запропоновано триєдину математичну модель електромагніт-ного поля ПТ, яка базується на теорії електромагнітного поля, теорії елект-ричних кіл з розподіленими парамет-рами і закономірностях просторово-го розподілу магнітного поля струмів.
Закінчення на с. 3
Використання безконтактного методу обстежень підземних трубопроводів Підземні трубопроводи (Пт) обстежують для того, щоб визначити їхнє фактичне розташування та параметри технічного стану з метою запобігання пошкодженням, з’ясування потреб та обсягів ремонту чи реконструкції, надійної безаварійної експлуатації.
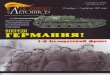
Рис. 1. Робота з БІТ-КВП при безконтактному вимірю-ванні струму ПТ
Редакція видання «Метали. технології & Обладнання» регулярно публікує і на сьогодні може представити своїм читачам серію статей про сучасні технічні розробки Фізико-механічного інституту ім. Г.В. Карпенка нан України (ФМІ), які готові до впровадження зацікавленими вітчизняними та зарубіжними підприємствами.
Закінчення на с. 10
с. 8
с. 5

2 №5 17 квітня 2012 р. метали. технології & обладнання
cmyk
Засновник тОВ «Галмедіа»
ВидавецьтзОВ «Редакція газети
«електротема»––––––––––––
Головний редакторМихайло Заліско
Поштова адреса:79054, м. Львів, а/с 5911
Адреса редакції:вул. Садова, 2а,
м. Львів, УкраїнаТел./факс: (032) 232–05–35
e-mail: redakcia@
metaltech.com.uawww.metaltech.com.ua
Передплатний індекс:
37233© ТОВ «Галмедіа», 2012
Видання «Метали. Технології & Обладнання»
є учасником медіа-групи «ПромІнфо»
www.prominfo.com.ua
Погляди авторів публікацій не завжди збігаються з думкою
редакції. Редакція залишає за собою право
не листуватися з читачами. Рукописи не рецензуємо і не
повертаємо. За достовірність поданої у матеріалах інформації
відповідають автори матеріалів. За зміст і достовірність
інформації у рекламних та інших повідомленнях і за якість рекламованого товару відповідіє
рекламодавець. Передрук дозволено
з письмової згоди редакції.
Віддруковано в СП «Полі»м. Львів, вул. ак. Лазаренка, 6б
Друк офсетнийТираж 8 100 примірників
Замовлення №______
НАУКА – ВИРОБНИЦТВУ
Для захисту від нього нау-ковці пропонують застосовувати електродугові покриття зі суціль-них (покриття із ніхрому, залі-зохромистої сталі) та порошкових дротів (ПД) TAFA 95МХ, ПД SHS71, ПД інконель 625. Такі ПД містять велику кількість легувальних еле-ментів: (20–25) мас.% Cr, (5–10) мас.% кожного з елементів Мо, W, Nb і V, <5 мас.% кожного з елементів C, Si, В, оболонка – залі-зо. За температур експлуатації 600°C у структурі покриттів із таких ПД виділяються дрібнодис-персні зміцнювальні фази: склад-нолеговані карбіди (FeCrWМо)
23С
6
та бориди (FeCrWМо)3В, що підви-
щує твердість покриттів від HV0,3
1105 до HV
0,3 1210. Для захис-
ту від абразивного зношування нагрівних поверхонь пропону-ють використовувати також ПД в нержавійній оболонці з шихтою на основі карбідів вольфраму WC-12Co та WC-12Ni, а також інтерме-таліди (TiAl
3, TiAl і Ti
3Al). Покриття
із таких високолегованих ПД сут-тєво підвищують абразивну зно-состійкість маловуглецевої сталі, однак висока вартість знижує еко-номічний ефект від їхнього засто-сування, унеможливлюючи його на виробництві. У цій розробці фахівців ФМІ представлено еко-номнолеговані порошкові дроти системи Fe-Cr-B-Al. Електродугові покриття із них мають високу абразивну стійкість за високих
температур проте не містять доро-гих елементів.
Для одержання покриттів вико-ристовували порошкові дроти діа-метром 1,8 мм у сталевій оболонці товщиною 0,4 мм із сталі 08кп. Як шихту використовували порош-ки системи Fe-Cr-B-Al, додатково леговані іншими елементами, що зумовлюють дисперсійне зміцнен-ня при температурах 500–600°С. Покриття одержали за допомо-гою електродугового розпилення порошкових дротів при таких режи-мах: напруга – 30–32 В, струм – 150 А, тиск повітря – 0,6 МПа, дис-танція напилення – 150 мм, товщи-на покриття – 0,7 мм.
Газоабразивне зношування за підвищених температур дослі-джували на установці (рис. 1), у складі якої є електропіч, система подавання абразиву та контролю й підтримування температури.
Абразивну зносостійкість по-криттів визначали за втратою маси після випробувань протягом 2 год при швидкості абразиву (квар-цового піску зернистістю до 200 мкм) – 36 м/с. Випробовування на жаростійкість здійснювали в атмосферному середовищі за висо-кої температури ваговим методом. Металографічні дослідження – на оптичному РВ-21 та електронному ЕVO-40 XVP («Carl Zeiss») мікроско-пах.
У процесі тривалої експлуатації за температури 500–600°С у струк-
турі захисних покриттів системи Fe-Cr-B-Al (табл. 1) відбуваються процеси, що знижують міцність і твердість покриттів. Для запобі-гання цьому до шихти ПД додавали такі компоненти, як Ni, W та Mg, які за підвищених температур і трива-лої витримки сприяють дисперсій-ному зміцненню.
Покриття із ПД мають типову ламелярну будову (рис. 2). Висока швидкість охолодження краплин на поверхні сталі сприяє утворен-ню пересичених твердих розчинів і аморфних структур у покритті. У краплинах з мікротвердістю понад 9–12 ГПа залишкові напруження розтягу релаксують шляхом утво-рення мікротріщин перпендику-лярно до ламелей.
кінЕтика окисЛЕннЯ та МорФоЛоГіЯ оксиДниХ пЛівок на покриттЯХ
Покриття системи Fe-Cr-B-Al, які дисперсійно зміцнюються в тем-пературному діапазоні 500–600°С, підвищують жаростійкість мало-вуглецевої сталі 12Х1МФ за тем-ператури 400–700°С у 10–30 разів. За тривалої експозиції (тисячі годин) і температури понад 500°С мікротріщини в покритті запов-нюються оксидами заліза, легова-ними алюмінієм та хромом. Після витримування 100 год при 700°С на поверхні всіх досліджених по-криттів формуються продукти висо-котемпературної корозії різного хімічного складу. Рентгенострук-турним та спектральним аналізами встановлено, що на ламелях з висо-ким вмістом алюмінію під час висо-котемпературного витримування утворюються тонкі монолітні плів-ки легованого алюмінієм гематиту (Fe, Al)
2O
3 (рис. 3, 4), а на ламелях
з підвищеним вмістом хрому – в основному плівки гематиту у формі монолітних скупчень, леговано-го хромом (Fe, Cr)
2O
3 (рис. 4). На
ламелях, збіднених алюмінієм та хромом, утворюються голкоподібні оксиди заліза гематиту Fe
2O
3 або
в’юститу FeO (рис. 3). На внутрішніх поверхнях
мікротріщин також утворюються оксидні плівки, леговані хромом або алюмінієм. Після витримуван-ня понад 100 год вони заповнюють простір між берегами мікротріщин та стають у подальшому непроник-ними для кисню. На початках доки міжламелярні межі та мікротрі-щини не заповнились оксидни-ми плівками, кисень проникає до основи й утворює оксидну плівку між покриттям і сталевою осно-вою. Плівка складається із двох частин: верхньої, що межує із по-криттям, – це оксиди алюмінію або легований алюмінієм або хромом в’юстит, й нижньої, що прилягає до сталевої основи, –це нелегований в’юстит (рис. 5).
Витримування покриттів (див. табл. 1) впродовж 100 год навіть при 500°С призводить до виді-лення в їхній структурі додат-кової кількості дисперсних фаз: інтерметалідів (Fe
3Al, Ni
3Al, Fe
7W
6),
боридів (Fe2B, CrB) та нітридів CrN,
(залежно від системи легування ПД). Проте вони настільки дрібні, що їх важко ідентифікувати рен-тгеноструктурним аналізом. Вит-римування впродовж 100 год при 700°С супроводжується інтенсив-нішим виділенням цих дисперсних фаз, а також збільшенням їхніх розмірів. Морфологію дисперсних фаз, що виділилися із твердого розчину за тривалих витримувань при 700°С, наведено в табл. 2.
За допомогою фазового аналізу покриттів з ПД системи Х6Р3Ю6 у вихідному стані та після його високотемпературного витриму-вання впродовж 100 годин виявле-но, що у вихідному стані в спектрі є лише піки твердого розчину на основі a-Fe і складнолегованого бориду Fe
1,1Cr
0,9B
0,9, а після витри-
мування за температури 550°С якісних змін фазового складу по-криття не відбулося – лише чіт-кіше і частіше виявляються піки бориду Fe
1,1Cr
0,9B
0,9. Зате після вит-
римування за температури 700°С, крім заліза, з’являються піки гема-титу Fe
2O
3, бориду Fe
2B та інтерме-
талідної сполуки з нестехіомет-ричним складом Al
58,5Cr
10,3Fe
31,2 та
Al3Fe. Розміри в поперечнику виді-
лень боридів Fe1,1
Cr0,9
B0,9
, та інтер-металіду Al
3Fe не перевищують з
100–400 нм.На рентгенограмі покриття з
ПД 40Х6Р3Ю6В4 у вихідному стані виявили лише піки заліза. Після його витримування впродовж 100 год за температури 550°C додат-ково з’являються піки Fe
1,1Cr
0,9B
0,9.
Після витримування за 700°С, окрім заліза, з’являються піки гематиту Fe
2O
3, боридів Fe
2B, Cr
1,65Fe
0,35B
0,96
та інтерметалідних сполук з нестехіометричним складом Al
3,2Fe
і Fe7W
6. Розміри виділень у межах
100–300 нм.На рентгенограмі покриття з
ПД Х6Р3Ю6Н4 у вихідному стані ідентифікували лише піки твердо-го розчину хрому та нікелю в залізі та невелику кількість боридів залі-за Fe
2B і в’юститу, легованого окси-
дом нікелю α-FeO0,95
,NiO0,5
. Після витримування покриття
впродовж 100 год за температури 550°C на рентгенограмі додатко-во з’являються піки гематиту Fe
2O
3
та інтерметаліду Al3,2
Fe. В’юститна фаза зникає. Після витримуван-ня за температури 700°С жодних якісних змін у покритті не від-булося. Однак у його структурі чітко спостерігаються виділення сполук неправильної форми (най-темніші) розміром менше 200 нм, у яких спектральним аналізом не виявлено бору, але є підвищений вміст алюмінію нікелю та хрому (рис. 6). Виходячи із того, що діа-метр площі, з якої робиться спек-тральний аналіз, становить 2 мкм, тобто він у десять разів більший ніж діаметр виділень і захоплює матричну фазу на основі заліза, то ці виділення можна ідентифікува-ли, як інтерметалід Ni
3Al.
У покриттях з ПД Х6Р3Ю6Mg2
зафіксовано виділення боридів і нітридів CrN, (Fe,Cr,Al)N (чорні цяточки). Додавання до складу шихти ПД магнію сприяє засвоєн-ню значної кількості азоту з повітря під час розпилювання роз-плаву ПД. Як свідчить спектраль-ний аналіз покриття, інтеграль-ний вміст азоту у ньому становить 4,3 мас.%.
Водночас після напилення у покритті не виявлено виділень ніт-ридів навіть за високої роздільної здатності (за збільшення 25 000). Після витримування за темпера-тури 800°С розміри нітридів збіль-шуються до 5 мкм і можна оцінити їхній хімічний склад і морфологію. Нітриди хрому мають неправильну форму та вміст азоту 20–26 мас.% (табл. 2, світліші виділення). Також утворюються нітриди заліза, лего-вані хромом і алюмінієм, та нітри-ди хрому, леговані залізом і хро-мом (табл. 2). Нітридів алюмінію у структурі покриття немає.
Структура і властивості нанодисперсних електродугових покриттів
Закінчення на с. 4
Газоабразивне зношування є головною причиною виходу із ладу вентиляторів димотягів пічних газів (на теплових електростанціях, металургійних заводах), нагрівних елементів котлів теплових електростанцій.
Рис. 1. Схема установки для випробувань на газоабразивне зношування покриттів за підвищених температур: 1 – кор-пус, 2 – абразив, 3 – електродвигун постійного струму, 4 – пульт керування, 5 – зразки
Рис. 2. Типова мікроcтруктура електродугового покриття з ПД №1 у попе-речному перерізі
Рис. 3. Морфологія оксидних плівок різної хімічної природи, що утворюються на поверхні напиленого покриття з ПД під час його витри-мування впродовж 100 год при 700°С
Рис. 6. Спектральний аналіз темних виділень у структурі покриття з ПД Х6Р3Ю6Н4, іден-тифікованих як інтерметалід Ni3Al
Рис. 7 а – газоабразивна зносостійкість покриттів та сталі за кута атаки абразиву 30°; б – газоабразивна зносостійкість покриттів та сталі за кута атаки абразиву 60°; 1 – Х6Р3Ю6, 2 – Х6Р3Ю6Н4, 3 – 40Х6Р3Ю6В4, 4 – Х6Р3Ю6Mg2, 5 – 12Х1МФ
Рис. 4. Вид і морфологія утворених оксидних фаз на поверхні покриття впродовж витримування 100 год при 700°С
Рис. 5 Утворення оксидних фаз у покритті за витримування впро-довж 100 год при 700°С
а б в
а б

cmyk
метали. технології & обладнання №5 17 квітня 2012 р. �
Окрім того, система трубопро-відного транспорту – це і вели-когабаритні сталеві резервуа-ри для нафти і нафтопродуктів, місткості різного призначення, технологічне устаткування і металоконструкції. Всі ці об’єкти потребують ефективного про-тикорозійного захисту, а тепло- енергетичні та комунальні тепло-проводи, ємності й технологічне обладнання – теплової ізоляції.
Аналіз використаних в Україні за останні 5–6 років протико-розійних і теплоізоляційних по- криттів та їх конструкцій свід-чить про певний прогрес у цих галузях. Уже нині можна стверд-жувати про досягнення оптималь-
них матеріалознавчих, техноло-гічних і організаційних рішень у забезпеченні теплозбережен-ня при транспортуванні пари і гарячої води в теплоенергетиці та комунальному господарстві. Передусім це забезпечило широ-ке впровадження на сталевих теплопроводах сучасних конс-трукцій типу «пінополіуретанова теплоізоляція – поліетиленова захисна оболонка».
Наукові дослідження зі ство-рення теплоізоляційних і захис-них матеріалів та розроблення основ технології їхнього вироб-ництва і нанесення на труби були проведені наприкінці 90-х років минулого століття у Фізи-
ко-механічному інституті ім. Г. В. Карпенка НАН України згідно з Державною науково-технічною програмою «Ресурсозбережен-ня». Водночас Держжитлокомун-госпом України і підприємства-ми теплокомуненерго м. Льво-ва, Житомира, Києва, Харкова й інших міст велися технологічні та дослідно-промислові роботи, було створено нормативно-тех-нічну документацію, державні й галузеві стандарти України тощо.
Згодом у співпраці з провід-ними зарубіжними теплоізоляцій-ними підприємствами, наприклад, «Прім С.А.» (м. Люблін, Польща), а також виробником сировини для спінених поліуретанів – фір-мою «Байер А.Г.» (Німеччина) та
ливарного устаткування – «Хенне-ке А.Г.»(Німеччина) в Україні було організовано близько 10 підпри-ємств, де наносили на сталеві труби покриття конструкції «пінополіу-ретанова теплоізоляція – поліети-ленова захисна оболонка».
Перше було організовано у м. Львові (ВАТ «Енергоресурс»). Згодом на його базі розвинула-ся розгалужена структура під-приємств нинішньої корпорації «Енергоресурс-Інвест», яка за міжнародним стандартом якості ІSО 9001 випускає широкий діа-пазон різних діаметрів тепло-гідроізольованих труб і фасон-них частин до них, конструкції мінераловатної високотемпера-
турної теплоізоляції, поліетиле-нові захисні оболонки тощо.
Потребу ринку України в сучасних трубах для теплопро-водів, ізольованих пінополіуре-таном і захищених поліетилено-вою оболонкою, задовольняють Київський завод сантехзагото-вок, ВАТ «Васильківський завод холодильників» (Київська обл.), КП «Сантехмонтаж» (м. Дніпро-петровськ), обласне об’єднання «Харківтеплокомуненерго», ВАТ «Азов» (м. Маріуполь), а також такі регіональні цехи, як ДПІЦ «Техно-ресурс» (м. Львів) чи ТзОВ «Ітеко» (м. Коломия).
НАУКА – ВИРОБНИЦТВУ
Тепловий і протикорозійний захист в УкраїніТЕНДЕНЦІЇ РОЗВИТКУ ТЕПЛОВОГО І ПРОТИКОРОЗІЙНОГО ЗАХИСТУ ТРУБОПРОВОДІВ, РЕЗЕРВУАРІВ І МЕТАЛОКОНСТРУКЦІЙ В УКРАЇНІ
За довжиною і продуктивністю трубопровідний транспорт України належить до найрозвиненіших у Європі. Це насамперед магістральні газопроводи, нафто- і продуктопроводи, водогони, комунальні газо-, водогони, теплоенергетичні трубопроводи і теплові комунальні мережі.
Закінчення на с. 6
Досліджено залежності розподі-лу струмів від геометричних і електромагнітних параметрів ПТ. Розроблено теоретичні засади створення засобів електромаг-нітних обстежень і визначення параметрів ПКЗ ПТ.
Методи безконтактних вимірювань струмів класифіку-ють як інтегральні і диференцій-
ні. Перші реалізують як магнітний пояс, кліщі, які охоплюють стру-мопровід; тому для обстежень ПТ вони малопридатні. Другі не потребують доступу до ПТ. За способом визначення координат струмопроводу їх поділяють на паралаксні – з горизонтальною і градієнтні – з радіальною до трубопроводу орієнтацією бази точок вимірювань магнітного поля струму.
Апаратура безконтактних вимірювань струмів розроблена на основі відомих і запропонова-них способів БВС із урахуванням можливостей технічної реаліза-ції та умов застосування на тра-сах ПТ. Створено і передано для обстежень ПТ зразки апаратури типу БІТ-3, БІТ-К, ..., БІТ-КВП за паралаксним способом та БВС-1 – за градієнтним, які забезпечують вимірювання струмів від одини-ць міліампер до 100 А на глиби-нах залягання ПТ до 6 метрів і більше.
Апаратура типу БІТ-К дає можливість вимірювати струм ПТ з високою точністю, проте вима-гає відповідного вміння і певних навиків оператора та прецизій-ного орієнтування антенної системи щодо струмопроводу за двома індикаторами: осі та від-стані (рис. 1). Фаховий оператор проводить за 1 хвилину 2 вимірю-вання струму ПТ з переміщенням 10 м вздовж траси. Апаратура типу БВС має покращені експлуа-
таційні характеристики і не така чутлива до вміння і навиків опе-ратора, бо процедура вимірювань тут простіша (рис. 2).
На сьогодні проведено екс-периментальні дослідження і натурні випробування, розроб-лено конструкторську докумен-тацію, виготовлено на Дослід-ному заводі ФМІ НАН України і вже передано в експлуатацію комплекти апаратури типу БІТ-3, БІТ-К, БІТ-К2, БІТ-КВ, БІТ-КВП. Створена апаратура дає змогу оперативно отримувати кількіс-ну інформацію про стан ПКЗ на різних ділянках ПТ. Накопичені у пам’яті апаратури вимірювання передають у комп’ютер з програ-мою автоматизованого опрацю-вання і документування.
Портативні прилади типу ОРТ створені для визначення роз-міщення ПТ, струмопроводів і дистанційного контролю робо-ти установок катодного захис-ту. Перевагами їх порівняно з відомими трасошукачами є малі габарити, маса і енергоспожи-вання та високі завадостійкість і чутливість, що дає змогу про-водити обстеження ПТ у зоні дії ЛЕП і промислових завад.
Використання БВС дає змогу проводити інтегральні, дифе-ренційні та локальні обстеження і контроль параметрів ПКЗ ПТ. Проведено натурні випробуван-ня БВС під час діагностичних обстежень магістральних газо-
проводів УМГ «Львівтрансгаз», «Київтрансгаз», САЦ у Казахстані, нафтопроводів «Дружба» (Броди, Брянськ), ПДМН, етиленопроводу ВО «Саянскхімпром», підземних водо- та газопровідних мереж. Нові, найбільш типові результа-ти БВС, які неможливо отримати контактними методами, опуб-ліковані авторами у наукових звітах, статтях, матеріалах семі-нарів і міжнародних конферен-цій, довідниках.
Для контролю стану ПКЗ за- пропоновано новий спосіб виз-начення розподілу густини стру-му катодного захисту за без-контактними вимірами змінної складової струму і визначенням коефіцієнта гармоніки на різних ділянках ПТ. Розроблено алго-ритми визначення перехідного опору «труба-земля» та його компонентів (опору ізоляції, ґрунту, поляризації).
Запропоновано «Метод конт-ролю стану захисного покриття за БВС на ділянці трубопроводу під час експлуатації», та Мето-ди оперативного пошуку місць пошкоджень захисного покриття ПТ за розподілом струму між гіл-ками трубопроводів і за критич-ними витратами («заниканням») струму вздовж трубопроводу.
За результатами проведе-них досліджень, випробувань і використання БВС запропонова-но зміни і доповнення до ДСТУ 4219-2003. «Трубопроводи ста-
леві магістральні. Загальні вимо-ги до захисту від корозії».
Інтеграція розробленої інфор-маційної технології із засобами технічного і методичного забез-печення БВС у загальну систе-му контролю, діагностування і моніторингу ПКЗ підвищить опе-ративність та інформативність обстежень, дасть змогу перейти від регламентного обслуговуван-ня до обстеження чи ремонту за технічним станом для запобіган-ня пошкодженням, підвищення надійності і продовження тер-мінів експлуатації дорогих і важ-ливих підземних трубопроводів і пов’язаних з ними споруд.
Р. М. Джала, Б. Я. ВеРБенеЦь, Фізико-механічний інститут
ім. Г.В. Карпенка нан України,
О. Й. ВинниК, УМГ «львівтрансгаз»,
ДК «Укртрансгаз»
Інструмент
Використання безконтактного методу обстежень підземних трубопроводів
Рис. 2. Обстеження магістрального газопро-воду апаратурою БВС
Закінчення. Поч. на с. 1
Рис. 3. Портативний ОРТ+В для визначення місця, напрямку, глибини ПТ (струмопро-воду), дистанційного контролю роботи УКЗ, вимірювань електричних потенціалів

� №5 17 квітня 2012 р. метали. технології & обладнання
cmyk
Після витримування за температу-ри 550°С мікротвердість HV
0,3 ламелей з
великим вмістом дисперсних фаз (інтер-металіду Fe
7W
6) зростає від 600–800 HV до
1000–1200 HV, а мікротвердість ламелей з підвищеним вмістом хрому та бору зни-жується від 740 до 610 HV. Це відбувається внаслідок зменшення залишкових напру-жень та зростання розмірів боридів від 100 до 300 нм.
Мікротвердість ламелей з високим вміс-том алюмінію підвищується від 3,9 до 5,9 ГПа внаслідок виділення інтерметаліду Fe
3Al. Витримування при 700°С спричи-
няє зменшення твердості покриттів унас-лідок зростання розмірів дисперсних фаз (боридів, карбідів та інтерметалідів) і лише мікротвердість покриття, яке містить азот, зростає. Це зумовлено тим, що тривале витримування при 700°С сприяє лише інтенсивнішому виділенню дисперсних фаз нітридів алюмінію та хрому, але зумо-влює зростання їх розмірів. Зокрема, якщо розмір боридів та інтерметалідів внаслідок такого витримування зростає до 200–400 нм, то розмір нітридів залишається в межах 50–100 нм (табл. 2).
У вихідному стані найбільша різниця між максимальним і мінімальним значен-ням мікротвердості HV
0,3 зафіксована для
покриття з ПД Х6Р3Ю6Mg2 та ПД Х6Р3Ю6, а мінімальна – для покриття з ПД Х6Р3Ю6Н4 (табл. 3). Це зумовлено різною МГ покрит-тів. Дрібнодисперсний порошок алюмінію блокує сплавляння шихти та оболонки і тому МГ такого покриття є високою. Дода-вання до шихти ПД нікелю сприяє утво-ренню між компонентами шихти і стале-вою оболонкою легкоплавких евтектик, знижує гетерогенність розплаву під час плавлення ПД і таким чином зменшує МГ покриття. З підвищенням температури
понад 550°С гетерогенність усіх покриттів (за винятком покриття з ПД Х6Р3Ю6Н4) зменшується. Це пояснюється тим, що за підвищених температур завдяки дифузій-ній активності концентрація алюмінію в усіх ламелях вирівнюється, що сприяє вирівнювання мікротвердості покриттів. За температури випробувань 550°С мак-симальне дисперсійне зміцнення покриття забезпечують виділення у його структурі карбідів Fe
7W
6, а понад 550°С – виділення
інтерметалідів Ni3Al.
Газоабразивна зносостійкість покриттів
За кімнатної температури газоабразив-не зношування за кута атаки 30° та 60° всіх досліджених покриттів більше на 30–100% ніж для сталі 12Х1МФ (рис. 7а, 7б).
Низька зносостійкість покриттів за кімнатної температури зумовлена такими чинниками:
• слабкими межами між ламелями в покритті (порівняно із суцільним матеріа-лом), на яких формуються крихкі оксидні плівки та порожнини, що слугують зарод-ками для утворення та росту тріщин (рис. 8а) і, як наслідок, прискорюють руйнуван-ня покриття;
• суттєвими напруженнями розтягу (до 100 МПа), що виникають у покриттях
після напилення, сприяють виникненню мікротріщин та спричиняють прискорене руйнування покриттів за умов газоабра-зивного зношування (рис. 8б).
За підвищеної температури. на межах ламелей утворюються оксидні плівки – це супроводжується збільшенням об’єму пок-риття та зниженням напружень розтягу. В міру зростання товщини оксидні плівки зникають, а за подальшого окислення в них з’являються напруження стиску. Вод-ночас за підвищеної температури ство-рюються передумови для виділення дріб-нодисперсних фаз, що суттєво підвищує твердість покриття за високої температу-ри випробуваннь. Найбільшу зносостій-кість зафіксовано для покриттів з ПД Х6Р3Ю6Mg2, що зумовлено виділенням дрібнодисперсних нітридів хрому у їхній структурі.
Тому зносостійкість покриттів за тем-ператури 550°С суттєво вища за зносостій-кість сталі 12Х1МФ.
Зносостійкість покриттів зростає зі збільшенням тривалості їх витримування за підвищеної температури (рис. 9).
Це насамперед зумовлено виділенням у структурі покриттів дрібнодисперсних фаз (карбідів, боридів, інтерметалідів, а особ-ливо нітридів хрому), які суттєво підвищу-ють твердість за високої температури.
НАУКА – ВИРОБНИЦТВУ
Структура і властивості нанодисперсних електродугових покриттівЗакінчення. Поч. на с. 2
таблиця 1. розрахований хімічний склад шихти пД, мас.%№ пД системи легування C B Al Ni Cr W Mg Fe
1 Х6Р3Ю6 – 3,0 6,0 – 6,0 – – решта
2 Х6Р3Ю6Н4 – 3,0 6,0 6,0 6,0 – – решта
3 40Х6Р3Ю6В4 0,4 3,5 6,0 – 6,0 4,0 – решта
4 Х6Р3Ю6Mg2 – 3,0 6,0 – 6,0 – 2,0 решта
таблиця 3. Мікротвердість покриттів з пД різних систем легування після високотемпературної експозиції впродовж 100 год
компонентний склад пДМікротвердість покриття, HV
Мінімальна Максимальна середня
У вихідному стані
Х6Р3Ю6 422 820 611
Х6Р3Ю6Mg2 400 900 630
Х6Р3Ю6Н4 853 1050 876
40Х6Р3Ю6В4 850 1130 1103
після експозиції при 550 °C
Х6Р3Ю6 525 910 649
Х6Р3Ю6Mg2 450 930 650
Х6Р3Ю6Н4 800 1050 702
40Х6Р3Ю6В4 950 1210 1040
після експозиції при 700°C
Х6Р3Ю6 400 500 443
Х6Р3Ю6Mg2 400 500 470
Х6Р3Ю6Н4 620 820 593
40Х6Р3Ю6В4 550 730 643
таблиця 2. Морфологія дисперсних фаз, утворених у структурі покриттів після їх витримування впродовж 100 год при 700°с
тип покриття Мікроструктура покриттів з пД основні дисперсні фази
Fe-Cr-B-Al (Fe,Cr)B, Fe2B, Al3Fe
Fe-Cr-B-Al-Ni (Fe,Cr)B, Fe2B, Ni3Al
Fe-Cr-B-Al-W (Fe,Cr)B, Fe2B, Fe7W6
Fe-Cr-В-Al-Mg Fe2B, CrN, (Fe,Cr,Al)N
висновки1. В електродугових покриттях із
порошкових дротів відбувається зовніш-нє, внутрішнє та міжламелярне окислен-ня, яке сприяє трансформації напружень розтягу в напруження стиску.
2. Додавання до шихти порошкового дроту таких елементів як Ni, W та Mg, спричиняє значне дисперсійне зміцнен-ня за підвищених температур унаслідок виділення дисперсних фаз.
3. Витримування за температури 500–700°С призводить до виділення дис-персних фаз інтерметалідів Al
3Fe, Ni
3Al,
Fe7W
6, боридів Fe
2B та (Fe,Cr)B, а також
нітридів хрому у структурі покриття, що суттєво підвищує його мікротвердість (табл. 1).
4. Зносостійкість досліджених по-криттів за температури 500–600°С є в 3–4 вищою, ніж у сталі 12Х1МФ, що зумовлено зміцненням ламелей покриття завдяки виділенню дисперсних фаз.
Рис. 9 Вплив тривалості витримування зразків з пок-риттями ПД Х6Р3Ю6Mg2 ι (1) та ПД Х6Р3Ю6 (2) на газоабразивне зношування ∆m за температури 550°С та швидкості частинок абразиву 18 м/с
В.І. ПОхМУРсьКиЙ , М.M. стУДент, В.М. ГВОЗДеЦьКиЙ, т.Р. стУПниЦьКиЙ
Фізико-механічний інститут ім. Г.В. Карпенка нан України
Рис. 8 Вигляд поверхні покриття після газоабразивного зношування: а – викришування ламелі, 20°С; б – міжламелярна границя заповнена оксидом, 550°С
а б

cmyk
метали. технології & обладнання №5 17 квітня 2012 р. 5
прайс-рядки рекламаНаймеНУВаННя ЦІНа ТелеФОН кОд
прайс-рядки рекламаНаймеНУВаННя ЦІНа ТелеФОН кОд
прайс-рядки рекламаНаймеНУВаННя ЦІНа ТелеФОН кОд
0203 Будівельне та деревооБроБне оБладнання,
енергозБерігаючі технології та матеріали
Вентилятори промислові за дом. (057) 751-61-01 5
Верстат для порізки гран. та марм.
плит до 2,8 м КН-02М 32500 (044) 285-08-55 18
0204 електротехнічне і світлотехнічне оБладнання
Автоматичні вимикачі,ИЄК, “Schneider” за дом. (032) 245-89-63 1
Двигуни кранові MTF, MTKF, MTН, АМ,
АИР, ВАО, АИМ, імпортні.. за дом. (044) 227-78-50 22
Дріт оцинкований Ду-8; Ду-10 за дом. (032) 245-89-63 1
Електродвигуни АИР, АИММ, ВАО, АМС,
кранові MTF, MTKF за дом. (044) 227-78-50 22
Електродвигуни від 0,37 до 10000 кВт за дом. (044) 537-29-92 11
Елементи систем грозозахисту за дом. (032) 245-89-63 1
Контактори КМИ,КТИ ИЄК за дом. (032) 245-89-63 1
Лазерне обладнання для гравіювання 30 000 $ (044) 464-99-06 23
Металеві кабельні лотки,
кабельрости “BAKS за дом. (032) 245-89-63 1
Муфти кабельні 0.4 Кv,10 Кv “Термофіт” за дом. (032) 245-89-63 1
Полоса оцинкована 40х4; 30х3; 25х4 за дом. (032) 245-89-63 1
Пристрої захисту,відключення ИЄК,
“Schneider” за дом. (032) 245-89-63 1
Пускачі ПМ12 за дом. (044) 537-29-92 11
0206 компресорне та насосне оБладнання
Насос “LOWARA “,”PEDROLLO”, “WILO”,”GRUNFOS”,
”CALPEDA”, “DAB” за дом. (044) 227-78-50 22
Насос К, КМ, ВК, ГНОМ, ЕЦВ, НВР, Д, Х, ВВН,
РВН, СМ, НД, імпортні.. за дом. (044) 227-78-50 22
0208 зварювальне оБладнання, комплектуючі,
витратні матеріали
Електроди АНО-36, АНО-21 за дом. 239-29-15 4
Електроди для наплавлення за дом. 239-29-16, 23929-15 4
Електроди для наплавлення за дом. 239-29-15 4
Електроди Э42А, Э46, Э50А за дом. 239-29-17 4
Флюс зварюв. АН-348-АМ, АН-348-А, кг 4,95 098-980-96-89 25
0209 лаБораторне оБладнання, контрольно-
вимірювальні прилади та технології
Ареометри для молока, кислот, спирту, ін за дом. (044) 58-111-42 17
Гігрометри ВІТ-1, ВІТ-2, ВІТ-3 за дом. (044) 58-111-42 17
Лабораторний посуд, склянний за дом. (044) 58-111-42 17
Манометри загальнотехн.,
для ацетилену, кисню за дом. (044) 58-111-42 17
Манометри, термометри,
термоманометри за дом. (044) 58-111-42 17
Напороміри ДН 05 за дом. (044) 58-111-42 17
Прилади КВПіА: термометри, манометри за дом. (044) 58-111-42 17
Ручний дефектоскоп ЕМАД2-01 32 000 $ (044) 464-99-06 23
Термометри спиртові, ртутні, біметалеві за дом. (044) 58-111-42 17
0210 оБладнання для харчової промисловості
та сфери послуг
Віброкалібратор VSC4N зі змін. ситами
(ядро горіха та ін.) 49500 (044) 285-08-55 18
Градирні за дом. (057) 751-61-01 5
Ємність 1,2м3 циліндрична із техн. нерж. за дом. 098-980-96-89 25
Роторний калібратор NRS-4 зі змін.барабан.
(горіх, фундук) 36000 (044) 285-08-55 18
Сушильна камера СКО-022 500кг, 70 град. 23500 (044) 285-08-55 18
0217 підйомно-транспортне, складське оБладнання, спецтехніка, судноремонт,
комплектуючі та запчастини
Двигуни ЯМЗ-236; ЯМЗ-238; ЯМЗ-240;ЯМЗ-8401 та комплект. за дом. (044) 204-49-61 10
Навантажувачі: ТО-18; ТО-25; ТО-30; L-34 за дом. (044) 204-49-61 10
Т-130; Т-170; ДЗ-98; ДЭТ-250; ДЗ-143
та комплектуючі за дом. (044) 204-49-61 10
0219 оБладнання для сільського господарства,
запчастини
Молотки КДУ-2 за дом. 067-631-78-45 16
Прес-маслянки в асортименті за дом. 056-370-84-23 16
Трактор Т-150; Т-156 та запчастини за дом. (044) 204-49-61 10
Трактори К-700; К-701; К-702
та комплектуючі за дом. (044) 204-49-61 10
Шпоночний матеріал, ст.45 за дом. 067-631-78-45 16
0220 запчастини та комплектуючі
до промислового оБладнання, підшипники
Прес-маслянки в асортименті за дом. 056-370-84-23 16Шпоночний матеріал за дом. 056-370-84-23 16
0300 прОмислОВий ІНсТрУмеНТ
0301 промисловий інструмент
Абразивний інструмент в асортим. за дом. 0577380422 24Відрізні і зачисні круги фірми SWATY за дом. 0577380422 24Пасти полірувальні в ас. за дом. 0577380422 24Сегменти шліфувальні 6С за дом. 0577380422 24Шліфпорошки і мікропорошки в ас.Пасти полірувальні в ас. за дом. 0577380422 24
0400 каБелЬНО-прОВІдНикОВа прОдУкЦІя
0401 каБельно-провідникова продукція
Електроізоляційні матеріали за дом. (0382) 55-17-24 6Емальпровід ПЕТ-155 за дом. (0382) 55-17-24 6Емальпровід ПЕТД 2-200 за дом. (0382) 55-17-24 6Кабельно-провідникова продукція за дом. (0382) 55-17-24 6Лак МЛ-92,ГФ-95 за дом. (0382) 55-17-24 6
0600 елекТрОІЗОляЦІйНІ маТерІали, ОБладНаННя
0601 електроізоляційні матеріали, оБладнання
клей на всі види пластмас за дом. (044) 222-96-77 2склотканина за дом. (044) 222-96-77 2теплоізоляція (в листах) стіродур за дом. (044) 570-24-05 2теплоізоляція труб K-FLX d6-160 mm за дом. (044) 222-96-77 2фольга алюмінієва технічна 0,05; 0,1; 0,15 за дом. (044) 570-24-05 2
0700 ГУмОВО-ТеХНІЧНІ ВирОБи, аЗБесТОВа прОдУкЦІя
0701 гумово-технічні вироБи, азБестова продукція
Профілі з силіконової гуми за дом. (044) 537-29-92 11Трубки МБС, ТКР, ТКСП, ТЛВ, ТЛМ з силікон. гуми за дом. (044) 537-29-92 11Ущільнювачі тепло-морозостійкі за дом. (044) 537-29-92 11
0800 ЗІЗ Та спеЦОдяГ
0801 зіз та спецодяг
Євроспецодяг + лого за дом. (044) 468-89-72 21Окуляри захисні в ас. за дом. (044) 451-89-62 21Паси запобіжні за дом. (044) 451-41-96 21Респіратори У2К, РПГ, РУ, пелюсток за дом. (044) 451-89-32 21Спецодяг, спецвзуття за дом. (044) 451-41-96 21
0900 пОслУГи
0901 послуги
проектування та виготовлення ливарних форм, штампів, пристроїв за дом. (067) 305-27-00 20Виготов. пресформ для виробництва гумовотехн. виробів та обгумовування метал. виробів
(валів, втулок, сайлентблоків) за дом. (032)291-38-01 15
Виготов. пресформ для всіх видів пластмас,
скла (гутнього і пресованого) за дом. (032) 233-12-36 15
Виготов. форм для литва алюмінію,
термовидувних машин та інше за дом. (032) 233-12-36 15
Виготовлення табличок 1 грн (044) 464-99-06 23
Лазерне гравіювання 2 грн (044) 464-99-06 23
Лазерне гравіювання шильдиків 1 грн (044) 464-99-06 23
Формуван.виробів на термопластавтоматах з форм власного виробництва, а також з форм замовника за дом. (032) 291-38-01 15
1 авіокон проект ............................................................................ (032) 245-89-632 Буршич.......................................................................... (044) 222-96-77, 570-24-053 віст ........................................................................ (0412) 46-31-78, (067) 410-17-794 галелектросервіс .................................. 032) 239-29-15, 239-29-16, 239-29-175 градвент ......................................................................................... (057) 751-61-016 дамакс............................................................................................. (0382) 55-17-247 запоріжелектрод ..................................................... (061) 213-30-45;213-60-908 ільвес ............................................................................................... (032) 245-16-379 інтерсталь.............................. (056) 371-70-45, (056) 788-10-54, (056) 788 20-7210 інтро-сервіс ........................... (044) 204-49-61, (044) 233-98-99, (044) 463-89-3911 лБю-тех ............................................................................................ (044) 537-29-9212 ливарне заБезпечення .... (062) 345-02-57, (062) 386-80-75, (067) 620-87-52
13 медіум- плюс ..........................................(061) 289-76-82, 289-38-89, 289-38-84.14 металлінсайт................................................................................ (056) 371-31-8015 полімер-електрон ......................................................(032)291-38-01, 233-12-3616 савенко............................................................................................. 056-370-84-2317 склоприлад (віктер плюс) ...................................................... (044) 58-111-4218 сктБ іпміц нан україни ............................................................. (044) 285-08-5519 сократ пп ....................................................................................... (068) 415-65-1520 технос .................................................................. (03849) 2-25-46, (067) 305-27-0021 торнадо................................... (044) 451-41-96, 451-89-32, 451-89-62, 468-89-7222 турфан-трейд ................................................... (044) 227-78-50, (044) 503-64-1823 укравіазаказ ...............................................................(044) 464-99-06,464-99-1224 шліф, тзов ............................................................................................ 057738042225 юрандо тзов ................................................................................. (032) 262-22-93
кОд ФІрма ТелеФОН кОд ФІрма ТелеФОН
0100 меТали0101 кольорові та чорні метали, сплави,
феросплави
Алюміній АМц, АМг, Д16-лист, круг,
труба, кутник за дом. (032) 245-16-37 8
Мідь М1, М2-лист, круг, дріт, труба за дом. (032) 245-16-37 8
Феросплави: ФМн70-95, ФХ,
ФС25-65, МнС17 за дом. (062) 345-02-57 12
Чавун ливарний (ЛЗ-Л6)
переробний (ПЛ1,2) за дом. (062) 345-02-57 12
0102 металопрокат
Круг спецсталь за дом. (068) 415-65-15 19
Лист 09Г2С, Ст.3, нерж. за дом. (068) 415-65-15 19
Лист 50-180мм ст. 45. У8 порізка, за дом. (061) 289-76-82 13
Поковки ст. 5ХВ2С, ХВГ, 9ХС в наявн. за дом. (061) 289-76-82 13
0103 металеві вироБи (метизи)
Гайка d8х1,0, 8х1,25 мм. за дом. 098-980-96-89 25
Дин.платформи 2D та 3D для трен. за дом. (044) 285-08-55 18
ТзОВ «ЛЬВІВЛИТВО»м. Львів, вул. Зелена, 251
тел.: (032) 2256918, 2435750, email: [email protected]
Люкзливоприймач чавунний ........................................................Люк каналізаційний Л, В; люк телефонний .....................................Круги чавунні в ас. .........................................................................Гідранти пожежні ...........................................................................Щітки для підмітальних машин ......................................................Труби чавунні каналізаційні, фасонні частини ................................Зливоприймальна решітка, чавунна, 130х500.................................
Електроди АНО,МР,УОНИ за дом. (061) 213-60-90 7
Електроди Т-590; СОРМАЙТ за дом. (061) 213-30-45 7
Електроди Э46; Э50А за дом. (061) 213-30-45 7
0104 труБи, труБопровідна арматура
Відводи d 57-530 ст. 12Х18Н10Т,
10Х17Н13М2Т за дом. (056) 371-31-80 14
Затвори “БАТЕРФЛЯЙ” вода, газ,
нержавіючі за дом. (044) 227-78-50 22
Тр. ст. електрозв. г/к d10,12,16х1,5мм. за дом. 098-980-96-89 25
Труби товстостінні за дом. (068) 715-65-17(15) 19
Фланці глухі Ду15-1000 ст. 12Х18Н10Т, 20 за дом. (056) 371-31-80 14
Фланці комірцеві нерж.,
ст.12Х18Н9ТD25-100 мм за дом. 098-980-96-89 25
Фланці плоскі Ду 15-1000 ст. 20,
10Х17Н13М2Т за дом. (056) 371-31-80 14
0109 попит
Купуємо труби безшовні за дом. (068) 415-65-15(17) 19
Купуємо/беремо під реалізацію:
феросплави, чугун, кокс за дом. (062) 345-02-57 12
Листи ст. 4-6ХВ2С, 5ХНМ за дом. (056) 788-10-54 9
Листи ст.3, 09Г2С, 20, 20К, 35, 45, 20Х, 40Х,
30ХГСА, У8А, 65Г, 9ХС, ХВГ, Х12М(Ф) за дом. (056) 788-20-72 9
0200 прОмислОВе ОБладНаННя
0201 металооБроБне оБладнання
та верстати
Станки різьбонарізні, б/у за дом. (067) 410-17-79 3Станки термопластавтомати, б/у за дом. (0412) 46-31-78 3Станки токарні, б/у за дом. (0412) 46-31-78 3
Станки фрезерні, б/у за дом. (067) 410-17-79 3
Станки шліфувальні, б/у за дом. (0412) 46-31-78 3

� №5 17 квітня 2012 р. метали. технології & обладнання
cmyk
Конкретний вміст певних фаз регулюєть-ся не тільки хімічним складом сплавів, а й параметрами процесу. За узагальнени-ми даними, здебільшого на алюмінієвих сплавах отримують покриття товщиною до 500 мкм з мікротвердістю 12–25 ГПа; на магнієвих сплавах – товщиною до 250 мкм з мікротвердістю 8–12 ГПа; на титанових – 100 мкм і 6–10 ГПа; цирконієвих – 250 мкм і 8–12 ГПа. Оксидокерамічні ПЕО- покриття за критерієм опірності зношенню залежно від твердості мають переваги над іншими зносостійкими матеріалами (рис. 1).
Корозійна стійкість оксидокерамічних покриттів, за даними короткотривалих електрохімічних досліджень, на 1–3 поряд-ки вища порівняно з вихідними сплавами (за винятком титанових). Окрім того усі оксидокерамічні покриття є діелектри-ками або напівпровідниками з великою шириною забороненої зони, тому мають хороші ізоляційні властивості.
Особливістю ПЕО-покриттів є залиш-кова наскрізна пористість. У той час, як в умовах граничного тертя наявність пор може сприяти утримуванню мастила, що зменшує коефіцієнт тертя і величину зно-шування, у корозійних середовищах при довготривалій експлуатації наскрізні пори можуть спричиняти корозію основного металу і відшарування покриттів.
Як видно з аналізу, за експлуатаційними властивостями оксидокерамічних шарів на Al-, Mg-, Ti-, Zr-, Ta- сплавах суттєві переваги мають покриття на основі Al
2O
3. Напилен-
ня газотермічних покриттів з алюмінієвих сплавів на сплави магнію та титану з подаль-шою ПЕО-обробкою дає змогу одержувати оксидокерамічні покриття з властивостями на рівні ПЕО-покриттів на сплавах алю-мінію. Завдяки такому комплексному підходу можна створювати оксидокерамічні покрит-тя на інших сплавах, які не піддаються ПЕО-обробці, наприклад, на сталях і чавунах.
У Фізико-механічному інституті НАН України розроблено технології створення зносо- і корозійностійких покриттів на Al, Mg, Ti, Zr, Ta і їхніх сплавах, зокрема, на паперопротягальних роликах, фіксувальних клинах турбогенераторів, лижних кріплен-нях, деталях ниткопротягальних механізмів, деталях запірної арматури (рис. 2), деталях роторного двигуна, сепараторах таблеток, немагнітних деталях лічильників газу, тепла і води (рис. 3), соплах плазмотронів, деталях поліграфічного обладнання тощо.
М.Д.КлаПКІВ, В.М. ПОсУВаЙлО Фізико-механічний інститут
ім. Г.В. Карпенка нан України
Технології
Застосування плазмоелектролітного оксидування для захисту легких сплавів
НАУКА – ВИРОБНИЦТВУ
Допоміжні вироби, наприклад, поліети-ленові труби – оболонки випускає ВАТ «Яворівський завод металопластмас» (Львівська обл.), термоусадні і поліети-ленові муфти для стиків – ТОВ «РЕН» (м. Київ) та ТОВ «СКВ» (м. Біла Церква Київсь-кої обл.). Частково в Україні застосовують також термоусадні муфти фірм «Райхем» (Бельгія) чи «Кануса» (Канада). Загалом за комплексом техніко-експлуатаційних параметрів теплоізоляція теплопроводів в Україні відповідає європейському рівню.
Незважаючи на певні матеріалознавчі і технологічні досягнення за останні 5–6 років, рівень протикорозійного захисту українських трубопроводів, резервуарів і металоконструкцій не можна вважати достатнім. Зокрема, на магістральних газо-, нафтопроводах і в комунальному госпо-дарстві надалі широко використовують порівняно дешеві, але малоефективні в корозійно-активних ґрунтах нафтобітум-но-гумові покриття. Єдине підприємство в Україні – АТЗТ «Зангас-НГС» (м. Миколаїв) – застосовує для нанесення на магіст-ральні трубопроводи в трасових умовах значно ефективніші при експлуатації кам’яновугільно-поліуретанові покриття «Акозан Т. Ю.» (Великобританія). Серед вітчизняних виробників необхідно від-значити Дашавський завод композиційних матеріалів (Львівська обл.). В асортименті його продукції, окрім бітумно-гумової мас-тики МБР-90, – високоякісні аеродромна, кабельна і протишумна мастики, а також матеріали для маркування доріг.
На базі спроектованого і виготовленого на ІТЕСУ «Нафтогазбудізоляція» (м. Київ) комплексу обладнання для капітального ремонту з переізоляцією магістральних газопроводів у системі НАК «Нафтогаз України» освоєно низку високоефективних монолітних поліуретанових покриттів. Тех-
нологічний процес полягає в безперервно-му гідроочищенні труб від старого покрит-тя (тиск до 1000 атм), піско- або дробостру-минній обробці та нанесенні моношару дво-компонентного покриття товщиною 0,8–1,5 мм. Вихідна композиція не містить розчин-ників і має термін тверднення 2–3 хв. Серед широкого спектра застосовуваних зарубіж-них покриттів можна відзначити «Амбер-коут-2000» (Канада, Польща), «Копон Гай-коут 165» (Великобританія), «Протегол УР 32-55» (Німеччина), «Скотчкоут 352» (США) та інші. Не менш ефективними є українсь-кі поліуретанові покриття, до яких нале-жать «Лакма-Байсит» ЗАТ “Лакма” (м. Київ) , «Упікен» ТОВ «Промізоляція» (м. Київ, Івано-Франківськ), «Лактон» ТОВ «Євролак-тон» (м. Київ), «Ретан» ТОВ «Індекс» (м. Боярка Київської обл.). Для ізоляції труб у базових умовах ТОВ «Поліпромсинтез» (м. Київ) випускає поліефірне покриття ППС, для ремонту трубопроводів – поліефірні бандажі, армовані композиційними ткани-нами.
На ДПІЦ «Техно-Ресурс» НАН України (м. Львів) виробляють і наносять на нагріті до 80–90°С труби, стики й арматуру газо-компресорних станцій кремнійорганічне покриття КО-ФМІ-6. Це покриття, а також його модифікації успішно використову-ють для захисту трубопроводів перека-чування нагрітої нафти, енергетичних і комунальних теплопроводів, внутрішньої поверхні труб, ємностей і обладнання для питної води та продуктів харчової про-мисловості.
Значні обсяги полімерних стрічок для ізоляції трубопроводів випускають українські підприємства. В асортимен-ті продукції ТОВ «СКВ» (м. Біла Церква Київської обл.) – поліетиленові ізоляційні стрічки і обгортки з адгезійним підша-ром типу «Поліпласт», «Бутилен», тер-мостійка стрічка «Термілен», муфта тер-моусадна «Темп-СКВ», грунтовка комбіно-
вана «Ребіт». Основними продуцентами полівінілхлоридних стрічок для нафтобі-тумно-стрічкового покриття нафтопро-водів «Пластобіт» є одеські підприємства ЗАТ «ОЗОМ», ВАТ «Пласта» і Броварський завод пластмас (Київська обл.).
Широко впроваджують в Україні для ізоляції комунальних і магістральних трубопроводів покриття з термоусадних поліетиленових стрічок типу «Термізол» або ДТЛ-91 з термопластичним адгезійним підшаром. Цехи з нанесення цих покриттів на труби діаметром 108–325 мм функціо-нують у ТОВ «РЕН» (м. Київ), ВАТ «Вінни-цягаз», ТОВ «Газбудсервіс» (м. Короп Чер-нігівської обл.), НГВУ «Чернігівнафтогаз» (м. Прилуки).
За американським стандартом АРІ-650 ізолює сталеві труби діаметром 720; 1020; 1220 і 1420 мм екструдованим поліетиле-новим покриттям (епоксидний праймер – проміжний шар – термосвітлостабілізо-ваний поліетилен) Харцизький трубний завод (Донецька обл.). Його продукцію використовують в Україні, Росії, Казахстані та інших країнах. Сталеві труби діаметром до 325 мм ізолюють двошаровим поліети-леновим покриттям на АТ «Негас-Дніпро» (м. Дніпропетровськ). Для ізоляції стиків застосовують поліетиленові термоусадні муфти виробництва ТОВ «СКВ» і ТОВ «РЕН» (Україна).
Широкий діапазон поліуретанових лакофарбових матеріалів, які успішно використовують для протикорозійного захисту зовнішньої поверхні сталевих
резервуарів для нафти і нафтопродуктів, надземних трубопроводів і металоконс-трукцій, випускає науково-виробниче підприємство «Лаурит» (м. Харків). Це, зокрема, інгібована грунтовка УР-099, поліуретанові емалі УР-599, УР-698, алкід-но-уретанова емаль АУ-199, суднові поліу-ретанові емалі УР-5101 і УР-7101 тощо. Для захисту внутрішніх поверхонь резерву-арів ВАТ ВТФ «Елакс» (м. Одеса) випускає струмопровідну епоксидну емаль «Елакс ЕП-199».
Проте частину протикорозійних матеріалів, передусім, поліуретанових систем без розчинників, епоксидних і поліефірних лакофарбових матеріалів для нафтових резервуарів і металоконструк-цій, що працюють у складних корозійних умовах, постачають в Україну зарубіж-ні фірми. Це «Йотун Пейнтс» (Норвегія), «Іуд» (Великобританія), «Т.І.Б.» (Німеччи-на), «3М» (США) та інші. Якість термоусад-них муфт фірми «Райхем» (Бельгія), полі-етиленових стрічок з адгезійним шаром фірм «Альтене» (Італія) чи «Поліксен» (США) вища ніж аналогічних українсь-ких виробів. Це означає, що вітчизняним виробникам необхідно розширювати асор-тимент, підвищувати якість матеріалів і покриттів в усіх галузях їхнього практич-ного застосування.
Валерій МаРУха, Ярослав сеРеДниЦьКиЙ,
Державне підприємство «техно-Ресурс» нан України
Рис. 3. Деталі роторного двигуна, сепаратора і газового лічильника з оксидокерамічними покриттями на алю-мінієвих сплавах
Закінчення. Поч. на с. 1
Рис. 2. Деталі і зразки з оксидокерамічними покриттями
Закінчення. Поч. на с. 4
Тепловий і протикорозійний захист в Україні

cmyk
метали. технології & обладнання №5 17 квітня 2012 р. 7
Матеріали
Для відновлення геометричних пара-метрів зношених поверхонь деталей, виготовлених із легких сплавів, а також підвищення зносостійкості нових виробів фахівці Фізико-механічного інституту ім. Г.В. Карпенка НАН України (м. Львів) про-понують поєднати метод електродугової металізації (ЕДМ) з подальшою трансфор-мацією сформованих електродугових по-криттів (ЕДП) у оксидокерамічні шари.
Під час пошуків оптимального варіанта відновлення зношених поверхонь деталей досліджено трибологічну поведінку ком-бінованих металооксидокерамічних шарів, синтезованих на електродугових покрит-тях зі суцільних електродних дротів у парі зі сталевими та бронзовим контртіла-ми у серійному дизельному мастилі та з додаванням до нього незначної кількості гліцерину. Встановлено, що ефективність мастильної суміші не залежить від концен-трації гліцерину – він лише бере участь у хімічних перетвореннях під час фрикцій-ної взаємодії.
Композиційні металооксидокерамічні шари синтезували на ЕДП, сформованих із електродних дротів зв Д16 та зв А97. Для цього використовували металізатор із модернізованою системою розпилення металоповітряної суміші. Розмір частинок розпилюваного металу ~ 50 µm, а швид-кість їх польоту ~ 100 m/s.
Режими формування ЕДП: • напруга на дузі U = 30…32 V, • струм дуги І = 100…120 А, • тиск повітря р = 0,6 МРа.Шари на ЕДП синтезували методом ПЕО
в електроліті – 3 g/l KOH + 2 g/l Na2SiO
3
при густині катодного і анодного струмів 2 kА/m2.
Мікроструктуру синтезованих покривів вивчали на сканувальному електронному мікроскопі EVO-40XVP (фірми «Carl Zeiss») із системою рентгенівського мікроаналізу INCA Energy.
Мікротвердість визначали мікротвер-доміром ПМТ-3М на поперечних шліфах під навантаженням 100 г.
Робочі середовища: мастило М10Г2к, гліцерин (як модельне), мастило М10Г2к з додаванням різних концентрацій гліце-рину, мастило М10Г2к з додатком гліце-рину та FeCl3 для випробувань пари тертя «оксидокермічний шар – бронза БрС-30».
Мікроструктура покриттів. Сфор-мовані ЕДП із суцільних електродних дротів мають типову ламелярну будо-ву (рис. 1). Технологічні режими ЕДМ забезпечують формування достатньо щільних та гомогенних покриттів тов-щиною до 500 µm. Адгезія між напи-леним шаром і основою Д16Т ~ 15–20 МРа. Пористість не перевищує 3–4%. Мікротвердість 90–95 HV
0.1.
Комбіновані металооксидокераміч-ні шари, синтезовані на ЕДП мають чіткі ділянки: 1 – технологічний шар, утворе-ний на поверхні покриття після синтезу, 2 – синтезований оксидокерамічний шар, 3 – залишок неконвертованого ЕДП та 4 – підкладку (основу) (рис. 2).
Товщину синтезованих шарів та їх мікроструктуру визначають режими ПЕО (рис. 3). Зі зростанням співвідношення I
c/I
a
від 1,0 до 1,5 збільшуються як загальна тов-щина оксидокерамічного шару, так і товщи-на зовнішнього технологічного (рис. 3).
Мікротвердість ПЕО-шарів залежить від фазового складу. Найбільшу мають пок-риття, синтезовані на сплаві Д16Т (HV
0.1 =
1800–2000 МРа) з максимальним вмістом фази α-Al
2O
3 (~70 %) Оксидокерамічні
шари, синтезовані на ЕДП із зв Д16 міс-тять лише ~40% фази α-Al
2O
3, а решту –
γ-Al2O
3, тому їхня мікротвердіть нижча –
HV0.1
= 1400–1600 МРа (рис. 4). За однако-вих режимів оксидування товщина шару, синтезованого на ЕДП, є на ~80 µm біль-ша, ніж на сплаві Д16Т, оскільки синтез оксидокерамічного шару відбувається не тільки на поверхні, але і в порах ЕДП.
ЕМ-дослідженнями структури ПЕО-шарів виявлено сегрегацію міді рис. 5 (світ-лі включення). У розрядному каналі під час ПЕО окислюються як алюміній, так і мідь, але в плазмі атоми алюмінію є в надлишку. Це призводить до відновлення оксидів міді алюмінієм, концентрація якої у покриві збільшується в напрямку до поверхні.
Для порівняння виконано ЕМ-дослід-ження структури ПЕО-шарів, синтезованих на ЕДП, сформованих з двох алюмінієвих дротів зв А97. Вони складаються тільки з оксидів алюмінію з незначним додаванням кремнію, що потрапляє у покриття із елек-троліту (рис. 6).
element mass. % at. %O K 61.61 73.05Al K 36.91 25.95Si K 1.48 1.00
Зносостійкість ПЕО-шарів за гранич-ного тертя. Зношування комбінованих ПЕО-шарів, синтезованих на ЕДП із дротів зв Д16 у парі зі сталлю ШХ15 в мастилі М10Г2к під навантаженням до 10 МРа і шляху тертя 20 km – у межах похиб-ки вимірюваннь (±0,0002 g). Аналогічні результати отримано і про зношування контртіл. Надалі вимірювали тільки зміни коефіцієнта тертя та температури трибо-розігрівання пар тертя (рис.7 a, b, криві 3). З’ясувалося, що з підвищенням наван-таження понад 10 МРа коефіцієнт тертя і температура стрімко зростають, зокрема, при 12 МРа вони становлять відповідно 0,9 та 120°С. Експерименти за вищих контакт-них навантажень не виконували, оскільки можлива трибодеструкція мастила.
Мінеральне мастило М10Г2к як анти-фрикційний додаток містить дитіофосфат цинку й ефективне за контактних наван-тажень до 10 МРа (рис.7 a, b). ЕМ дослі-дженнями поверхонь тертя після випробу-вань у цьому мастилі виявлено Zn, S, P та Ca, які забезпечують низький коефіцієнт тертя. За вищих контактних навантаженнь коефіцієнт тертя та температура трибо-розігрівання пар тертя різко зростають.
У структурі комбінованих ПЕО-шарів, синтезованих на ЕДП із зв Д16, виявлено
сегрегацію міді (див. рис. 5). Якщо фрик-ційна пара містить мідь чи мідний сплав, то під час тертя в активному середовищі в парі зі сталлю реалізується вибіркове перенесення (ВП). Щоб перевірити реалі-зацію цього ефекту в цих парах тертя їх випробовували в гліцерині та мастило-глі-цериновій суміші (див. рис. 7). З’ясувалося, що після додавання до мастила гліцери-ну коефіцієнт тертя зменшується вже за контактного навантаження 6 МРа і зали-шається на низькому рівні (менше 0,01) за навантажень до 14 МРа, а температура триборозігрівання контактуючих пар не перевищує 30°С (рис.7, крива 4 ).
Дослідили трибологічну поведінку пар тертя ПЕО-шар – сталь ШХ15 у чисто-му гліцерині та в мастилі з додаванням до нього різних концентрацій гліцерину (1; 2,5 та 5 об.%) на зміну трибологіч-них параметрів. Для реалізації режиму ВП достатньою є концентрація гліцерину ≈1 об.%, однак за 5 об.% коефіцієнт тертя та температура є мінімальними. Вивча-ючи кінетику зміни коефіцієнта тертя та температури триборозігрівання пар тертя за навантаження 14 МРа з додаванням до мастила 5 об.% гліцерину встановили, що на етапі припрацювання коефіцієнт тертя і температура незначно зростають. З часом (після 1000 s випробувань) вони набувають стабільних значень (≈0,0075 та 29°С відповідно) і такими залишаються до завершення експерименту.
ЕМ-дослідженнями поверхні сталевого контртіла після тертя виявлено відкладен-ня міді, що може свідчити про реалізацію ВП у парі тертя «оксидокерамічний шар на ЕДП із зв Д16 – сталь» у мастилі з додатком гліцерину.
Для порівняння досліджували ПЕО-шари, синтезовані на ЕДП з двох алюмініє-вих дротів А 97 (де міді немає) (див. рис. 7 a, b криві 1, 2). Додавання гліцерину до мастила підвищує працездатність такої пари тертя за контактних навантажень до 6 МРа, а при вищих коефіцієнт тертя і тем-пература різко зростають.
Отже, у результаті низки досліджень та експериментів було встановлено, що під час синтезу плазмоелектролітного оксиду-вання шарів на електродугових покриттях із дротів зв Д16 відбувається їх легування міддю, причому концентрація міді вища в напрямку до поверхні. ПЕО-шари, синте-зовані на ЕДП із зв Д16 у парі зі сталлю у мастилі М10Г2к, мають високі трибологічні характеристики за контактних навантажень до 10 МPа. Додавання до мастила незначної кількості гліцерину (»1 об.%) кардинально змінює поведінку пар тертя за контактних навантажень понад 10 МPа – коефіцієнт тертя і температура стрімко знижуються і реалізується вибіркове перенесення.
Використання вказаної технології для поверхневого зміцнення шляхом синтезу оксидокерамічних шарів на поверхнях тертя деталей, виготовлених із легких сплавів, суттєво підвищує їхню зносостій-кість і збільшує терміни експлуатації.
В.І. ПОхМУРсьКиЙ, М.М. стУДент, М.Д. КлаПКІВ, В.М. ДОВГУниК,
В.М., ПОсУВаЙлО Фізико-механічний інститут ім. Г.В. Карпенка нан України
Особливості трибологічної поведінки комбінованих металооксидокерамічних шарів на легких сплавахОднією з технологій суттєвого підвищення зносостійкості легких сплавів є формування на поверхнях тертя металооксидокерамічних шарів методом плазмоелектролітного оксидування (ПеО). Її застосовують для синтезу оксидокерамічних шарів на вентильних металах.
Рис. 5. Мікроструктура оксидокерамічного шару, синте-зованого на ЕДП із ЕД зв Д16: a – поперечний переріз, б – поверхня тертя
Рис. 6. Мікроструктура ПЕО-шару, синтезованого на ЕДП із двох алюмінієвих дротів зв А97: a – поперечний переріз, б – поверхня тертя
Рис. 7. Зміна коефіцієнтів тертя (а) та температури триборозігрівання (б) у парах тертя сталь ШХ 15 – ПЕО шари, синтезовані на ЕДП з двох дротів А97 (1, 2) та із зв Д16 (3, 4). Випробування в мастилі М10Г2к (1, 3), в мастилі М10Г2к з додаванням 2,5% гліцерину (2, 4)
Рис. 1. Мікроструктура ЕДП із двох дротів зв Д16 у вихід-ному стані: 1 – ЕДП із зв Д16, 2 – основа сплав Д16Т
Рис.2. Мікроструктура комбінованого оксидо-керамічного шару, синтезованого на ЕДП із дротів зв Д16: 1 – технологіч-ний шар, 2 – синтезований оксидокерамічний шар, 3 – зали-шок нетрансформованого ЕДП, 4 – основа сплав Д16Т
Рис. 3. Мікроструктура комбінованих оксидокерамічних шарів, синтезованих на ЕДП із дротів зв Д16. Режими ПЕО: густина струму 2 kA/m2 Ic/Ia = 1,0 (а); Ic/Ia = 1,5 (б)
Рис. 4. Зміна мікротвердості оксидокерамічних шарів, синтезованих на сплаві Д16Т (1), на ЕДП із ЕД зв Д16 (2)
а
б
а
б
а ба б

� №5 17 квітня 2012 р. метали. технології & обладнання
cmyk
Виставки
Організатором цього заходу є Міжнародний виставковий центр за підтримки Державного Агент-ства із керування державними корпоративними правами і влас-ністю України.
Мета виставки – демонстрація унікальних досягнень у галузі пере-робки пластмас, сучасних матеріалів і технологій і їх впровадження на вітчизняному ринку, налагодження ділових контактів, залучення інвес-тицій і сприяння у формуванні та реалізації національних програм у машинобудівній галузі.
На сьогодні можна чітко ви-окремити дві особливості вистав-ки «Металообробка. Інструмент. Пластмаса»:
• це єдина весняна вистав-ка в Україні для компаній, які
спеціалізуються на устаткуванні для переробки пластмас;
• для компаній, що спе-ціалізуються в галузі металооб-робки й інструменту, участь у виставці – це можливість зміц-нити і розширити контакти, започатковані в листопаді, на найбільшій машинобудівній вис-тавці України – Міжнародному промисловому форумі.
Жодним іншим шляхом, окрім відвідування виставки, немож-ливо отримати повну картину стану ринку, визначити попит і пропозиції, тенденції подальшого розвитку, ознайомитися з новіт-німи досягненнями як вітчизня-них виробників, так і зарубіж-них компаній. Саме тому фірми, які дбають про міцні позиції на
українському ринку, незважаючи на складний економічний стан у державі, вважали за доціль-не представити свій доробок на цьому спеціалізованому заході.
Участь у ньому взяли 99 підприємств, що представи-ли продукцію і розробки з 28 країн світу. Зразки устаткуван-ня були представлені на стендах ПАТ «Чернігівський механічний завод», ПАТ «Хмельницький завод ковальсько-пресового устатку-вання «Пригма-прес», ТОВ «МК-Візар», (м. Київ), ТОВ СП «Стан-комплект», (м. Київ).
Особливо привернула увагу експозиція спеціалізованої виставки «Пластмаса». Її учасни-ки, зокрема, ТОВ НПФ «Барс-2» (м. Санкт-Петербург), ТОВ «Солан-Д» (м. Москва), ЧПКФ «Бджілка» (м. Хмельницький), ТОВ «Пласти-кс-Україна» і ТОВ «Сантекс» (м. Київ), ТОВ «Італ» (м. Донецьк, представник ТМ «Haitian») і бага-то інших, залишилися задоволені продуктивністю роботи на вис-тавці і кількістю наявних кон-тактів.
Поступово збільшується між-народна складова першої сто-личної весняної виставки. Так, цьогоріч вперше учасниками стали компанії «Saudi Top Plastic
Factory» (Королівство Саудівсь-ка Аравія), «Forniture Industriali S.r.l.» (Італія), «VSM Vereinigte Schmirgel - und Maschinen - Fabriken AG» (Німеччина) й інші.
Побутує думка, що в Україні така форма спілкування під-приємств-виробників чи їхніх дистриб’юторів зі своїми потен-ційними клієнтами, як виставки, стала себе вичерпувати, а про-даж завдяки особистим контак-там безпосередньо на підприємс-тві у замовника має у недалеко-му майбутньому замінити всі інші його види. Тоді така форма спілкування, як виставки, прос-то відійде у небуття.
Цього разу від виставки скла-лося неоднозначне враження. З одного боку, справді, відбулося жваве спілкування між виробни-ками чи продавцями обладнання, особливо з переробки пластмас, та потенційними споживачами. А з іншого – кількість як експо-нентів, так і відвідувачів могла б бути значно більшою.
Мабуть, важко нині знай-ти підприємства, які б повністю налагодили процес переозброєн-ня чи модернізації виробництва, проте для багатьох це питання гостро постане вже у найближчо-му майбутньому.
Для когось криза вже закінчи-лася, для когось – ще й не почина-лася, а для когось стала хроніч-ною. Незважаючи на намагання експертів переконати нас, що криза починається і закінчуєть-ся в головах, ми не ще готові зми-ритися з дійсністю, хочемо, аби все було, як раніше. Натомість доводиться підлаштовуватися до тих умов, в яких ми живемо – тут і зараз. Як кажуть, обста-вини сильніші за нас.
Слово «криза» в перекладі з китайської означає «мож-ливість», а в перекладі з грецької – це «суд, час ухвалення рішення, поворотний пункт». Різні підхо-ди, відповідно, зумовлюють різне ставлення до поточної еконо-мічної ситуації в країні.
Сподіваємося, що в українсь-кій промисловості поступово почнеться пожвавлення, яке відчують на собі усі учасники ринку.
Підбиваючи підсумки робо-ти IV Міжнародної спеціалізо-ваної виставки «Металооброб-ка. Інструмент. Пластмаса», можна з упевненістю сказати, що цей захід привернув до себе увагу фахівців та став ще одним кроком до подальшого розвит-ку економіки України.
«МеТалООбрОбка. ІнСТрУМенТ. ПлаСТМаСа-2012»: столиця відкриває сезон!
абраЗиВна ОбрОбка СТає екОнОМІчнІшОю
Абразивна обробка металу може стати економічнішою, завдяки унікальним власти-востям мінералу «3М™ Cubitron™». Унікальна мікрокристалічна структура дає змогу зер-нам мінералу самозагострюватися в процесі шліфування. У роботі з ручним шліфуваль-ним інструментом це суттєво заощаджує сили і час роботи оператора.
Завдяки унікальним властивостям мінералу «3М™ Cubitron™» ефективність будь-якого про-цесу абразивної обробки підвищується в рази.
Різальні властивості будь-якого абразивно-го мінералу великою мірою залежать від його твердості. Зерна мінералу «Cubitron™» за твер-дістю перевершують будь-які інші мінерали, навіть цирконат алюмінію, що забезпечує висо-кі агресивність різання і швидкість обробки.
Відколюючись, частки зерен мінералу ство-рюють нові гострі різальні кромки. Подібний механізм самозагострювання зберігає різальні властивості упродовж усього терміну служби абразиву і забезпечує постійну його високу якість. Крім того, частки, що відколюються, відводять тепло, знижуючи температуру в зоні різання, що дає змогу уникнути підпалювання поверхні і появи кольорів мінливості.
Завдяки своїм властивостям мінерал «Cubitron™» є ідеальним інструментом для шлі-фувальних операцій, що мають на меті зняти шар матеріалу підвищеної товщини і створити поверхню хорошої якості, а також для шліфу-вання важких для обробки металів.
Багато виробників вже переконалися, що при використанні абразивних матеріалів з міне-ралом «Cubitron™» продуктивність істотно підвищується й ефективність виробництва зростає без додаткових капітальних витрат.
При використанні абразивних матеріалів на основі мінералу «Cubitron™ II» з ручним шліфувальним інструментом (наприклад, фіб-рових кругів з кутовою шліфмашинкою або шліфувальних стрічок із стрічковим напилком) від оператора потрібно мінімум зусиль, оскіль-ки зерна мінералу «Cubitron™ II» з легкістю ріжуть метал. Це економить сили оператора і дає змогу зберігати високу продуктивність упродовж робочої зміни.
про компанію «3М Україна»:«ЗМ» – одна з найбільш інноваційних ком-
паній світу, з річним оборотом $26,6 млрд, штаб-квартира якої розташована в м. Сент-Пол, Мін-несота. В компанії працює близько 84 000 осіб у 65 країнах світу. Компанія «3М» має 35 напрямів, об’єднаних у 6 основних бізнесів: системи візу-альних комунікацій, товари для будинку й офісу, телекомунікації й електроніка, охорона здоров’я, матеріали для промисловості і транспорту, матеріали і засоби для забезпечення безпеки.
Від початку 1990-х років «3М» представляє в Україні найсучасніші і найякісніші рішення для поліпшення безпеки і підвищення ефективності виробництва. А у 2005 р. зареєстрована дочірня компанія ТОВ «3М Україна», яка надає своїм партнерам найкращі комплексні рішення для розвитку бізнесу.
Детальніша інформація про компанію і продукти «3М Україна» на веб-сторінці http:// 3m.ua
ФахІВцІ ПІдТВердили беЗПечнІСТь аЗбеСТУ
У Києві відбулася конфе-ренція, присвячена пробле-мам використання і дії на людину азбесту. Захід був приурочений до Міжна-родної експертної конферен-ції з хімічної безпеки і Рот-тердамської конвенції.
Учасники конферен-ції, особливо її організатори: неурядові об’єднання Всеук-раїнська екологічна громад-ська організація «МАМА-86» і Міжнародна мережа «Жінки Європи за спільне майбутнє» (WECF), наполягають на повній забороні азбесту у світі. Але ситуація з цим мінералом не є такою однозначною.
Азбест нині застосовують у багатьох будівельних матеріа-лах, найвідомішим із яких є, мабуть, шиферна покрівля. Будинки, покриті шиферним дахом, – це доступний і дов-говічний вибір тих, хто не може дозволити собі дорожчі види покрівлі (наприклад, черепи-цю). Виробляють шифер на основі азбестового волокна – хризотилу.
Із середини 70-х років мину-лого століття у світі чинна ціл-ковита заборона на азбест, але амфіболової групи. Річ у тому, що поняття азбест об’єднує кілька груп волокнистих міне-
ралів, які мають абсолютно різний хімічний склад і міне-ралогічну структуру, але істо-рично їм було присвоєно єдину комерційну назву «азбест». Як говорилося на конференції, в Україні використовується хри-зотиловый азбест – безпечний різновид мінералу, який вво-зять із Росії.
«Основна продукція азбес-тоцементних підприємств – листи азбестоцементні хвиляс-ті (шифер) і азбестоцемент-ні труби. Серед покрівельних матеріалів, використовуваних нині, азбестоцементний шифер становить близько 50 млн м2, тобто 80% усіх похилих покрі-вель в Україні. Галузь виробляє продукції на основі хризотилу в середньому на 1 млрд грн на рік», – повідомив Голова Асоціації «Українське хризоти-ловое об’єднання» Олександр Серкін.
Всесвітня організація охо-рони здоров’я на 60-й Сесії Всесвітньої Асамблеї охо-рони здоров’я в пункті №10 Глобального плану дій з охо-рони здоров’я на 2008–2017 рр. декларувала застосування
диференційованого підходу до різних типів азбесту.
Звинувачення в тому, що хризотил-азбест є причиною підвищеної захворюваності серед робітників, а тим більше – широких верств населення, на цій конференції не підтверди-лися. Представники ДУ «Інс-титут медицини праці АМН України» поділилися з учас-никами заходу результатами епідеміологічних досліджень здоров’я робітників азбесто-цементної галузі в Україні, які вони проводять з 2005 року. Ретроспективне дослідження впродовж 17 років із залучен-ням 45 700 осіб встановило, що «стандартизовані показники захворюваності злоякісними новоутвореннями в результаті вдихання азбестового пилу в досліджуваній когорті не пере-вищують популяційного рівня. Серед працюючих не виявлено жодного випадку захворюван-ня злоякісною мезотеліомою, яка є визнаною у всьому світі маркерною патологією для експозиції азбестом».
за матеріалами сайта: http://delo.ua/
Радимо впровадити Про це говорять
З 27 по 30 березня 2012 року на території Міжнародного виставкового центру (м. Київ, Броварський пр-т, 15) відбулася ІV Міжнародна спеціалізована виставка «Металообробка. Інструмент. Пластмаса – 2012», учасником якої було й наше видання.

cmyk
метали. технології & обладнання №5 17 квітня 2012 р. �
На ремонтні роботи, що пов’язані із зно-шуванням, витрачають величезні кошти та матеріальні ресурси, а отже, проблема підвищення зносостійкості і довговічності деталей машин є надзвичайно актуаль-ною. Її вирішення можливе лише при комплексному підході, тобто, при поєд-нанні науки про тертя та зношування зі створенням нових технологій поверхневої обробки. Тому розробка простих і ефек-тивних технологій підвищення зносостій-кості є актуальним науковим і практичним завданням.
Одним із перспективних методів зміни фізико-механічних властивостей при поверхневих ділянок залізовуглецевих сплавів є механоімпульсна обробка (МІО) – високоефективний метод підвищення ресурсу і покращення експлуатаційних властивостей деталей машин шляхом диспергування структури до нанороз-мірних параметрів (величина зерна сягає 15–30 нм), зміни хімічного складу поверхневим легуванням із спеціаль-них полімерних технологічних середо-вищ (ТС) та термомеханічного зміцнення приповерхневих шарів деталей машин без зміни структурного стану матрично-го матеріалу.
Ця проста і водночас перспективна технологія принципово відрізняється від традиційних методів хіміко-термічної обробки використанням висококонцен-трованого джерела енергії, генератором якої є швидкісне тертя. Суть її полягає в імпульсній дії великих енергій на порівня-но малі ділянки металу.
При імпульсному легуванні у поверх-невий шар матеріалу, з якого виготовлена
деталь, шляхом швидкої дії висококонцен-трованої енергії вводять хімічні елементи. У зоні фрикційного контакту на поверхні деталі відбувається високошвидкісна тер-мопластична деформація, яка є каталіза-тором аномального прискорення дифузії легувальних елементів з поверхні. При імпульсній дії високих температур і тисків легування здійснюють, втираючи матеріал контртіла (інструмента) в поверхню деталі або шляхом деструкції ТС. Наси-чення поверхні відбувається при високих коефіцієнтах дифузії, а параметри – гли-бина насичення і концентрація елементів дифузійної зони – регулюють режимами обробки та присадками, які вводять у ТС.
Мікротвердість цих шарів у три і більше разів вища від мікротвердості основного металу. Це пояснюється високою дисперс-ністю структури, зміною хімічного складу та структурного стану приповерхневих шарів. У результаті обробки утворюється мартенситно-аустенітна структура. Такі специфічні структури надають приповер-хневим шарам металовиробів покращених експлуатаційних властивостей.
У зоні фрикційного контакту оброблю-ваної деталі та спеціального зміцнюваль-ного інструменту приповерхневі шари деталі інтенсивно нагрівають з швидкістю (105–106) К/с з одночасним пластичним деформуванням і швидким охолоджен-ням. Такі умови дають змогу диспергува-ти структуру і насичувати приповерхневі шари різними легувальними елементами із технологічних середовищ, що подаються в зону обробки. Товщина зміцненого шару на сталях сягає 50–800 мкм, мікротвер-дість – 6–12 ГПа, шорсткість зміцненої
поверхні Ra=0,4–3,0 мкм. Отримані повер-хневі нанокристалічні структури мають нижчий (0,02–0,04) коефіцієнт тертя ков-зання порівняно з гартованими сталями (0,16–0,18), високі зносотривкість, опір корозійно-ерозійному руйнуванню і кон-тактній втомі.
Визначальними при МІО є хімічний склад і структурний стан матеріалу, зміц-нювальний інструмент, режими оброб-лення і вид технологічного середовища, яке є водночас дифузантом і охолоджу-вальною рідиною. Простота регулювання параметрів тиску, часу фрикційного кон-такту, виду середовища та інструменту і точний контроль за режимами оброб-ки забезпечують досягнення потрібного результату.
Поверхневе зміцнення з легуванням підвищує зносостійкість сталей в 1,5–2,5 разу порівняно з іншими методами. Переваги технології МІО у тому, що за її допомогою можна змінювати в широких межах якість, структуру, фізико-механічні властивості шляхом зміни режимів зміц-нення, підведення у зону обробки різних ТС, використанням яких можна легувати поверхневі шари деталей різними хіміч-ними елементами.
У багатьох випадках МІО ефективно замінює трудомісткі технології: хіміко-термічну обробку, гартування струмами високої частоти, поверхневе пластичне деформування, плазмове напилення тощо, забезпечуючи високу твердість і низьку шорсткість поверхні, точність геометрич-них параметрів виробів.
Технологія МІО не потребує спеціально-го унікального обладнання – здебільшого її реалізують на токарних, кругло- і плос-кошліфувальних верстатах, трохи модерні-зувавши їх, а в деяких випадках – доуком-плектувавши спеціальними пристроями з автономним приводом. Технологія не по-требує значних капіталовкладень.
Використання технології підвищує ресурс роботи деталей машин у 2–3 рази при зростанні трудомісткості на 20–30%.
Технологія пройшла лаборатор-ні дослідження та дослідно-промислову перевірку на підприємствах України, захи-щена патентами України (№42154 «Спосіб отримання нанокристалічних структур на поверхні деталей машин» та №42155 «Інс-трумент для отримання нанокристалічних структур високошвидкісним тертям») і пропонується до використання на підпри-ємствах харчової, машинобудівної, вугле- і нафтогазовидобувної промисловості для зміцнення втулок, валів, сідел і тарілок клапанів помп, штоків гідроциліндрів, пальців конвеєрів і компресорів, торцевих поверхонь шестерень і розвантажуваль-них кілець гідравлічних помп, робочих поверхонь паперорізальних і деревооб-робних ножів та інших циліндричних і плоских поверхонь.
Зміцнені деталі мають високу зносо-тривкість завдяки підвищенню мікротвер-дості поверхневого шару та зниженню коефіцієнта тертя у 5–6 разів порівняно з гартованими структурами, високу кон-тактну довговічність і опір корозійно- ерозійному руйнуванню.
Запрошуємо до співпраці усіх заці-кавлених у впровадженні цієї техноло-гічної розробки.
Володимир КиРилІВ, Михайло ЗалІсКО
Фізико-механічний інститут ім. Г.В. Карпенка нан України
Пропонуємо до впроваження
Технологія наноструктуризації поверхонь деталей машинекономічність, довговічність, надійність і конкурентоспроможність конструкцій – такі нині основні критерії розвитку техніки. статистика свідчить, що більшість відмов у техніці та передчасних виходів з ладу машин і обладнання відбувається в результаті зношування деталей і вузлів.

10 №5 17 квітня 2012 р. метали. технології & обладнання
cmyk
Фізико-механічний інститут, заснований у Львові 1951 р., є найбільшим академічним інсти-тутом у Західній Україні.
На сьогодні у ФМІ працює понад 450 осіб, серез яких – 33 доктори наук та 100 – кандидатів наук. В інституті працює 5 членів НАН України (В. В. Панасюк, З. Т. Назарчук, В. І. Похмурський, І. М. Дмитрах, В. М. Федірко).
На базі інституту функціону-ють визнані наукові школи, очо-лювані провідними вітчизняними науковцями:
• проблем механіки крихкого руйнування (акад. НАН України В.В. Панасюк);
• вивчення фізичних полів у неоднорідних середови-щах та неруйнівного контролю матеріалів (акад. НАН України З. Т. Назарчук);
• корозії і захисту металів від корозії (чл.-кор. НАН України В. І. Похмурський);
• проблем матеріалознавства та інженерії поверхні металів (чл.-кор. НАН України В. М. Федірко).
Інститут є провідною науко-вою установою України, відомим у світі академічним закладом у галузі механіки руйнування та міцності матеріалів і конструкцій, фізико-хімічних процесів корозії та протикорозійного захисту металевих виробів, створення методів і засобів неруйнівного контролю та діагностики власти-востей матеріалів і конструкцій.
Більшість розробок Фізико-механічного інституту ім. Г.В. Карпенка впроваджують у про-мисловість як самі науковці, так
і його госпрозрахункові експери-ментально-виробничі підрозділи, що беруть участь у розв’язанні прикладних науково-технічних завдань, пов’язаних із розвит-ком економіки України загалом і Західного регіону зокрема.
Протягом 2009–2011 років у нашому виданні були опубліко-вані статті та інтерв’ю з провід-ними фахівцями інституту, що висвітлюють сучасні технології захисту, відновлення та зміц-нення відповідальних деталей та об’єктів тривалої експлуата-ції з проблем захисту від корозії та прогнозування можливості подальшої експлуатації деградо-ваних матеріалів промислових об’єктів вітчизняного машино-будівного комплексу, нафтогазо-вого та енергетичного обладнан-ня (№№1–7, 22–23, 35–36, 2010 р.), висвітлені новітні технології механоімпульсної обробки мета-лу (№8-9, 2010 р.), плазмоелек-тролітичного оксидування (№19-21, 2010 р.) та зміцнення титано-вих сплавів (№44 за 2009 рік).
24 лютого 2011 року у м. Львові в межах ІІІ Спеціалізо-ваної виставки «Метал. Облад-нання. Інструмент» спільно із редакцією нашої газети науковці організували семінар «Сучасні методи контролю та підвищення експлуатаційних властивостей металів»,присвячений 60-річчю Фізико-механічного інституту ім. Г. В. Карпенка НАН України У цьому заході взяли участь понад 20 представників вітчизняних підприємств, які виступили з нау-ковими доповідями.
А вже 22 лютого цього року, у межах ІV Спеціалізованої вистав-ки «Метал. Обладнання. Інстру-мент», з ініціативи Ради молодих науковців і спеціалістів і продов-жуючи започатковану торік тра-дицію, молоді науковці поділили-ся своїми здобутками на семінарі «Діагностування та контроль матеріалів, виробів, елементів конструкцій».
Під час семінару були пред-ставлені тематичні доповіді учасників виставки прикладного спрямування про контрольно- вимірювальний інструмент, технологічні способи й облад-
нання для діагностування та контролю матеріалів, виробів, елементів конструкцій, які готові до впровадження чи вже впроваджені на вітчизняних і зарубіжних підприємствах.
У семінарі, окрім фахівців із ФМІ, взяли участь представ-ники МНВЦ «Епсілон» із Івано-Франківська, ТзОВ «РолваТех» зі Львова, ТОВ «Менітек-Україна» із Києва й інші.
Особливу увагу у ФМІ приді-ляють неруйнівному контролю і технічній діагностиці, що необ-хідні для забезпечення надійної експлуатації відповідальних конс-трукцій. Конкурентоспроможні розробки ФМІ в цій галузі дають змогу проводити широкий спектр досліджень із визначення залиш-кового ресурсу об’єктів тривалої експлуатації. Інститут здійснює технічне обстеження об’єктів із використанням:
• вихрострумової, магнітної та ультразвукової дефектоскопії;
• акустично-емісійного моні-торингу;
• вібродіагностики.
Матеріали про один із при-ладів – портативну 8-каналь-ну акустико-емісійну систему для неруйнівного контролю і діагностування матеріалів, виробів та елементів конструк-цій SKOP-8, – ми публікували ще у 2009 році (№23), а детальнішу інформацію про перспективні розробки інституту з цієї тема-тики плануємо висвітлювати у найближчому майбутньому.
Фахівці інституту здійснюють технічний контроль відпові-дального обладнання енерге-тичної, будівельної, нафто- та газотранспортної галузей із метою своєчасного запобігання
їхньому виходу з ладу. Для випро-бувань і оцінки матеріалів інсти-тут забезпечений обладнанням та низкою методик, більшість із яких є унікальними. Тут досліджують як прецизійні деталі, так і велико-габаритні елементи конструкцій в агресивних і небезпечних сере-довищах за умов, максималь-но наближених до експлуата-ційних, зокрема, випробовують труби на розрив при високих тис-ках газів (понад 100 атм) і тем-пературах; вплив сірководню на характеристики металевих дета-лей конструкцій; визначають такі чутливі характеристики, як зони передруйнування, для прогнозу-вання працездатності конструк-цій тощо.
Нові методики й облад-нання дають змогу відновити високовартісні деталі машин і механізмів за допомогою елек-тродугового напилення, а також подовжити термін експлуатації шляхом нанесення корозійно-тривких і зносостійких титанових, оксидокерамічних, нанокристаліч-них покриттів. Розробки ведуть-ся для різних класів матеріалів. Інститут пропонує також захист поверхонь із використанням спе-ціальних лакофарбових покриттів після попереднього гідроабразив-ного очищення. Наявне спеціаль-не устаткування для виконання ремонтних і профілактичних робіт у особливо складних умовах.
Спектр послуг у цьому напрямі надзвичайно широкий: від захисту резервуарів для зберігання нафти до відновлення та захисту внут-рішніх поверхонь парових котлів.
В інституті діє «Лабораторія сертифікаційних випробувань протикорозійних ізоляційних покриттів трубопроводів», яка підтримує впроваджену систему якості відповідно до вимог ДСТУ ISO/IЕC 17025 з урахуванням вимог ДСТУ ISO 9001 та галузі діяльності. Лабораторія гарантує високу якість результатів випро-бувань завдяки сучасному облад-нанню, висококваліфікованому персоналу та великому досвіду роботи у цій галузі.
За допомогою широкого спек-тра обладнання та різноманіття методик можна виконувати спе-ціалізовані замовлення і узго-джувати конкретні побажання замовника.
З усіма переліченими вище і не згаданими тут статтями можна ознайомитися на сайті нашого видання www.metaltech.com.ua та у редакційній бібліотеці.
На бажання читачів редакція надасть всю необхідну інформа-цію, виславши матеріали, що Вас зацікавили, електронною поштою.
Фізико-механічний інститут ім. Г.В. Карпенка НАН Украї-ни пропонує тривалу і надійну співпрацю у вирішенні Ваших проблем.
НАУКА – ВИРОБНИЦТВУ
львівські науковці пропонують співпрацюЗакінчення. Поч. на с. 1
наші координати:79060, м. Львів, вул. наукова, 5
тел.: (032) 229-65-75, e-mail: [email protected]