Embed Size (px)
Citation preview

Кыргызкий национальный аграрный университет
Им.К.И.Скрябина
Кафедра технологии производства и переработки с/х продукции
Разработано ст.преподавателем Тарасова С.П.
ТЕХНОЛОГИЧЕСКОЕ ОБОРУДОВАНИЕ
ПИЩЕВЫХ ПРОИЗВОДСТВ
Методические указания к лабораторным работам
для студентов специальностей
560402 «Технология производства и переработки с/х продукции»,
очной и заочной форм обучения
Бишкек 2013 г.
УДК 637.5.002.5 (075.8)

ББК 36.94-5я73
Б 87
Рецензент
Методические указания к лабораторным работам составлены в со-
ответствии с требованиями к обязательному минимуму содержания
дисциплин «Технологическое оборудование рыбоперерабатывающих
производств», «Технологическое оборудование» входящих в основные
образовательные программы подготовки специалистов по специально-
стям 560402 «Технология производства и переработки с/х продукции»
Рекомендовано к изданию учебно-методическим советом КНАУ
(протокол № от г.).
УДК
ББК
КНАУ им.К.И.Скрябина
Тарасова С.П.
ОГЛАВЛЕНИЕ

ВВЕДЕНИЕ………………..……………………………………….……..4
Лабораторная работа 1. Моечные машины…………………..…….....5
Лабораторная работа 2. Измельчители.……………………………....10
Лабораторная работа 3. Оборудование для перемешивания.…….....18
Лабораторная работа 4. Оборудование для формования……………21
Лабораторная работа 5. Оборудование для механического
разделения………………………………………………………………..24
Лабораторная работа 6. Оборудование для дозирования…………...31
Лабораторная работа 7. Оборудование для охлаждения
и замораживания…………………………………………………….......37
Лабораторная работа 8. Варочные аппараты и бланширователи......44
Лабораторная работа 9. Аппараты для обжаривания и запекания…49

Лабораторная работа 10. Аппараты для стерилизации консервов…54
Лабораторная работа 11. Оборудование для сушки и вяления….…60
Лабораторная работа 12. Оборудование для копчения.…………….66
Лабораторная работа 13. Машины и аппараты для посола рыбы…72
Лабораторная работа 14. Оборудование для закатки тары………..77
Лабораторная работа 15. Упаковочные машины.………………….83
Список литературы…………………………..……………………….87
Приложение…………………………………..…………………….….88
3
ВВЕДЕНИЕ
Лабораторный практикум «Технологическое оборудование пище-
вых производств» предназначен для студентов специальностей 260100
«Технология продуктов питания», 260601 «Машины и аппараты пище-

вых производств» и 260302 «Технология рыбы и рыбных продуктов».
В сборнике представлены методические указания к выполнению
15 лабораторных работ.
Методические указания к каждой лабораторной работе содержат
цель, задание, краткий теоретический материал, практическую часть,
вопросы для самоконтроля.
Перечень выполняемых студентами работ из числа приведенных в
пособии может варьироваться.
В ходе проведения лабораторной работы студент оформляет отчет
в журнале лабораторных работ. Образец титульного листа к журналу
лабораторных работ представлен в Приложении I.
Отчет должен содержать:
Название лабораторной работы
1. Цель работы
2. Задание
3. Практическую часть.
Студент должен привести схему оборудования, кратко описать
принцип действия машины.
4. Выводы по проделанной работе.
Отчет оформляют в соответствии с требованиями ЕСКД.

Лабораторная работа 1
МОЕЧНЫЕ МАШИНЫ
Цель работы :Изучить устройство и принцип действия моечных машин

Задание : 1.Изучить устройство и принцип работы моечной машины
конвейерного типа.
2.Изучить устройство и принцип работы моечной машины оросительно-
го типа.
3.Изучить устройство и принцип работы моечной машины барабанного
типа.
4.Изучить устройство и принцип работы машины для мойки пустых ба-
нок.
Теоретическая часть
Моечные машины, используемые на предприятиях пищевой про-
мышленности, подразделяются по назначению на машины для мойки
сырья, тары, инвентаря и оборудования; по принципу действия — на
периодически и непрерывнодействующие; по характеру действия
моющей жидкости на сырье различают машины погружные, ороси-
тельные и комбинированные, в которых совмещаются оба указанных
выше способа.
В зависимости от способа перемещения сырья при мойке машины
подразделяются на машины, в которых объект перемещается турбули-
зированным потоком воды, винтовой поверхностью, встряхиванием
наклонной поверхности конвейерного полотна. По конструкции моеч-
ные машины бывают конвейерного и барабанного (роторного) типов.

Для мойки тары (банок) используют погружные, струйные и ще-
точные машины. В погружных машинах банка движется в моечном
растворе; в струйных мойка осуществляется орошением банок струями
моечного раствора, иногда в комбинации с ошпариванием, а в щеточ-
ных машинах производится комбинированная мойка щетками и моеч-
ным раствором. По конструкции моечные машины для банок бывают
линейными, карусельными, барабанными.
Для мойки жестяных цилиндрических и фигурных банок наи-
большее распространение получили линейные машины струйного типа
и моечно-сушильные машины барабанного типа с комбинированной
мойкой щетками и моечным раствором.
Практическая часть
Машина для мойки рыбы конвейерного типа непрерывного дей-
ствия предназначена для мойки целой и разделанной свежей или охла-
жденной средней по размерам рыбы разных видов. Основные узлы ма-
шины (рис. 1.1): ванна, конвейер, привод, фильтр-отстойник, насосная
установка, ополаскиватель. Внутри ванны расположены наклонный
конвейер, заканчивающийся разгрузочным лотком, загрузочный лоток
и коллектор с тремя соплами. Скорость рабочего полотна конвейера
0,24 м/с.

Рыба моется в потоке циркулирующей воды, уровень которой
поддерживается постоянным. Выходящая из ванны рыба ополас-
кивается водой на рабочем полотне конвейера.
Машина оросительного типа с непрерывным движением кон-
вейера предназначена для мойки тушек тунца после разделки и за-
чистки внутренней полости. Основные узлы (рис. 1.2): камера туннель-
ного типа, состоящая из трех секций; конвейер для перемещения тушек

внутри камеры: ороситель, коллектор и раскрыватель обеспечивают
мойку внутренней полости тушек.
Тушки рыбы закладывают в машину вручную. При этом тешевая
часть охватывает раскрыватель, и струя воды промывает брюшную по-
лость тушки. Тушка перемешается конвейером вдоль камеры, интен-
сивно орошаясь водой, поступающей из оросителей. Оросители обес-
печивают подачу под давлением струй воды ко всем частям наружной
поверхности тушки.
Для мойки мелкого тунца и предотвращения попадания тешевой
части под звездочку конвейера при выгрузке половина ширины транс-
портирующего полотна имеет обкладку из прорезиненной ленты. После
мойки тушка с конвейера попадает на скат и рольгангом передается на
следующую технологическую операцию.
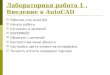
Машина барабанного типа непрерывного действия служит для
мойки свежих окуня, камбалы, сельди и других подобных видов рыб
(рис. 1.3). Основной узел машины — наклонно установленный на че-
тырех роликах перфорированный барабан с внутренним диаметром
650 мм, внутри которого находится спираль с шагом 500 мм. Внутри
барабана по всей длине установлена труба для подачи воды. Частота
вращения барабана 0,24 с-1. Рыбу непрерывно загружают во вращаю-
щийся барабан, где она орошается водой и продвигается вдоль него по

спирали в нижнюю часть к разгрузочному окну. Ось барабана моечной
машины имеет угол наклона к горизонту 4...5° при мойке неразделан-
ной рыбы и 6...7° разделанной.
Машина роторного вертикального типа (рис. 1.4) цикличного дей-
ствия предназначена для мойки сельдевых, тресковых, лососевых видов
рыбы и камбалы. Основные узлы машины: рама; бункер с вращающим-
ся диском; бачок: привод; затворы бачка и бункера: водосистема. Рыбу
загружают конвейером или вручную в бункер вместимостью 0,5 м3 пе-
риодически или непрерывно. Единовременная загрузка составляет
140... 160 кг при открытом затворе. Для интенсификации мойки рыба
непрерывно ворошится дисками диаметром 1110 мм, вращающимися с
частотой 0,83 с-1. После загрузки затвор закрывают, и рыба моется в те-
чение 2...4 мин. Затем разгрузочный затвор открывают и рыба выгру-
жается.

Машину роторного типа для мойки пустых банок (рис. 1.5)
применяют в поточных линиях производства пресервов. Вода в баке

может нагреваться либо блоком тэнов, либо паром.
8
Банки моются струями горячей воды, подаваемой под давлением
через систему насадок. Стопу банок загружают вручную в магазин уст-
ройства для разъединения ее таким образом, чтобы донышки банок
были обращены вверх. Банка, отделенная от стопы, попадает на течку и

передвигается по ней при помощи толкателя карусели. Во время про-
хождения между насадками коллектора банка моется горячей водой,
которая подается в насадки насосом из бака. Подача насоса составляет
6 м3/ч при напоре 0,19 МПа. Вода в баке подогревается до 90 °С бло-
ком тэнов, а паром – до 60 °С. Для нагрева воды в баке паром дополни-
тельно используют трубчатый теплообменник, а банки дополнительно
прошпаривают паром. Расход воды при давлении 0,29 МПа равен
0,6 м3/ч, расход пара при давлении 1,3 МПа 80 кг/ч. Чистые банки ска-
тываются по течке к месту назначения. Производительность машины
30...60 банок в минуту при габаритных размерах 1450Ч1320Ч1600 мм.
Вопросы для самоконтроля
1. Опишите устройство и принцип работы моечной машины конвейер-
ного типа.
2. Опишите устройство и принцип работы моечной машины ороси-
тельного типа.
3. Опишите устройство и принцип работы моечной машины барабан-
ного типа.
6. Опишите устройство и принцип работы машины для мойки пустых
банок.

Лабораторная работа 2
ИЗМЕЛЬЧИТЕЛИ

Цель работы : Изучить устройство и принцип действия измельчителей
Задание :
1.Изучить устройство и принцип работы волчка для твердого сырья.
2.Изучить устройство и принцип работы перцемолки.
3.Изучить устройство и принцип работы волчка для мягкого сырья.
4.Изучить устройство и принцип работы куттера.
5.Изучить устройство и принцип работы коллоидной мельницы.
Теоретическая часть
Это оборудование можно разделить на две основные группы: для
измельчения твердого сырья и вспомогательных материалов (заморо-
женное сырье, специи, лед) – силовые измельчители, дробилки, волч-
ки-дробилки, агрегаты для измельчения, измельчители специй; для из-
мельчения мягкого сырья (охлажденная и размороженная рыба,
крабовое мясо) – волчки, куттеры, коллоидные мельницы и измельчи-
тели. Различают измельчители периодического и непрерывного дейст-
вия для крупного, среднего, мелкого и тонкого измельчения, открытого
(работающего при атмосферном давлении) и вакуумного исполнения.
Рабочий орган измельчителя – это режущий механизм, который вы-
полнен в виде либо одиночной, либо парной детали. В качестве оди-
ночного режущего механизма используют ножи различной конструк-

ции, полотна или ножи в комбинации с дополнительной режущей
деталью, выполненной в виде решетки (плоской, конической или ци-
линдрической), диска с зубьями или пальцами, а также ножей, распо-
ложенных по конусу, цилиндру или плоскости. Парные детали бывают
неподвижными или встречно вращающимися, плотно прижатыми к
режущим ножам или смонтированными на определенном расстоянии
друг от друга. Одиночные режущие механизмы используют в основном
в оборудовании для измельчения твердого сырья и материалов, а меха-
низмы с режущей парой — для измельчения мягкого сырья. Рассмот-
рим основные виды оборудования для измельчения.
Практическая часть
Волчок (рис. 2.1) используют для измельчения замороженного
сырья в виде блоков массой не более 5 кг и разрезанного на куски.
Диаметр решетки волчка 300 мм. Внутренняя поверхность корпуса
шнека имеет винтовые направляющие. Часть шнека, открытая по длине
приемного бункера, имеет меньший по сравнению с закрытой частью
диаметр вала. Винтовая поверхность этой части образует один виток,
шаг которого примерно в семь раз превышает шаг винтов закрытой
части. Такая конструкция позволяет наиболее полно использовать

транспортирующую способность шнека и равномерно загружать ре-
жущий механизм. Установленная мощность 75 кВт. Производитель-
ность волчка 4...20 т/ч, занимаемая площадь 2,25 м2.
Рис. 2.1. Волчок:
1 – затяжная шайба; 2 – опорный подшипник; 3 – выходная решетка; 4 – нож;
5 – приемная решетка; 6 – ножевой штырь; 7 – шнек; 8 – ножевое гнездо;
9 – насадка; 10 – приемный бункер с корпусом; 11 – вал; 12 – редуктор;
13 – шкив; 14 – ремень; 15 – электродвигатель; 16 – шина; 17 – станина
Перцемолка (рис. 2.2) дробит перец и отбрасывает к внутренней
поверхности дек, которые способствуют его быстрому измельчению.
Часть раздробленного перца, отлетая от дек, вновь попадает в рабочую
зону помола, где под ударами вращающихся молотков дополнительно

измельчается. Часть перца, оказавшегося вне зоны активного помола,
захватывается потоком воздуха, созданного крыльчаткой, получает до-
полнительное ускорение и вновь попадает в активную зону. Получен-
ная фракция просеивается сквозь сито и через выгрузочное отверстие в
корпусе поступает в емкость. Производительность перцемолки
60...70 кг/ч, установленная мощность электродвигателя 1,5 кВт, габа-
ритные размеры 565Ч340Ч965 мм, масса 132 кг.
Рис. 2.2. Перцемолка:
1 – бункер; 2 – дозировочный механизм; 3 – корпус; 4 – молоток; 5 – дека;
6 – крыльчатка; 7 – крышка; 8 – заслонка; 9 – винт; 10 – сито; 11 – емкость
для сбора измельченного перца; 12 – электродвигатель; 13 – кожух; 14 – рама
Волчки для мягкого сырья используют для среднего и мелкого
измельчения сырья. Основные части волчка – механизмы подачи, из-

мельчения и привод. Механизм подачи имеет загрузочный бункер, в
котором либо есть питатель (принудительная подача), либо его нет
(сырье загружается самотеком). По конструкции питатели бывают од-
но- и двухшнековыми, спиральными, лопастными, пальцевыми, их рас-
положение относительно механизма подачи может быть верхним па-
раллельным или боковым параллельным, перпендикулярным, угловым
и соосным. Механизм измельчения волчка бывает коническим, цилин-
дрическим и плоским. Последний наиболее широко распространен и
представляет собой последовательно чередующиеся неподвижные ре-
шетки и вращающиеся ножи (рис. 2.3).
Механизм измельчения, состоящий из приемной, промежуточной
и выходной решеток, двусторонних и односторонних многозубых но-
жей, наиболее распространен. Особенность конструкции решеток –
форма и размеры отверстий, представляющих собой кольцевые режу-
щие кромки. Диаметр отверстий определяет скорость истечения сырья
и степень его измельчения. Форма отверстий бывает круглой, квадрат-
ной, овальной, фасолевидной, со скосами и без них и т. д. Ножи для
волчков применяют в основном трех- и четырехзубые, сплошные и со-
ставные, с односторонней и двусторонней заточкой, с прямолинейны-
ми и криволинейными режущими кромками. Привод волчка электро-
механический, и по конструкции он может быть общим и раздельным

для подающего и режущего механизмов, одно- и многоскоростным.
Рис. 2.3. Механизмы измельчения волчков:
1 – кольцо-подпора; 2 – выходная решетка; 3 – четырехзубый нож с
прямолиней-
ными режущими кромками; 4 – промежуточная решетка; 5 – приемная
решетка;
6 – четырехзубый нож с криволинейными режущими кромками; 7 –
трубчатая
насадка; 8, 10, 12 – жиловочные четырехзубые ножи; 9 – двузубый нож;
11 – многозубый нож с ограничительным кольцом
За основную техническую характеристику волчка принимают

диаметр решетки. Наибольшее применение для измельчения мягкого
сырья нашли волчки с отверстиями решетки диаметром 82, 114, 120,
160, 200, 220, 300 мм. Сырье подают в загрузочную чашу волчка (рис.
2.4) по вертикальным спускам или подъемником из напольной тележ-
ки, откуда оно захватывается вспомогательным и рабочим шнеками и
направляется к режущему механизму, где измельчается до заданной
степени. Производительность волчка 2500 кг/ч, установленная мощ-
ность электродвигателей 12,5 кВт, габаритные размеры 1600Ч900Ч
1600 мм, масса 800 кг.
Рис. 2.4. Волчок для мягкого сырья:
1 – станина; 2 – привод; 3 – подающий шнек; 4 – рабочий шнек;
5 – режущий механизм; 6 – прижимное устройство; 7 – цилиндр; 8 – бункер;
9 – кнопки управления; 10 – откидная площадка
Куттеры предназначены для тонкого измельчения сырья и пре-

вращения его в однородную гомогенную массу. До поступления в кут-
тер сырье предварительно измельчают на волчке, но в отдельных кон-
струкциях современных куттеров имеются приспособления для
измельчения кускового замороженного сырья. Различают куттеры пе-
риодического и непрерывного действия. Сырье в куттерах измельчает-
ся при помощи быстровращающихся серповидных ножей, установлен-
ных на валу. Ножи попеременно погружаются во вращающуюся с
частотой до 0,3 с-1 чашу, заполненную сырьем. Измельчение происхо-
дит в открытых или герметичных чашах пол вакуумом. Кроме того, в
куттерах совмещают процессы измельчения и смешивания. На рис. 2.5
показана схема открытого и вакуумного куттеров периодического дей-
ствия. Куттер состоит из открытой чаши (рис. 2.5, а), режущего меха-
низма, включающего приводной вал и серповидные ножи, закреплен-
ные в ножевой головке, гребенки и крышки, закрывающей рабочую
зону куттера. К крышке прикреплены скребки, обеспечивающие уда-
ление продукта с внутренней поверхности чаши. Они направляют про-
дукт под режущий механизм при вращении чаши. Отличие вакуумного
куттера (рис. 2.5, б) от открытого заключается в наличии крышки, ко-
торая герметично закрывает чашу, и вакуумной системы, позволяющей
осуществлять процесс измельчения при давлении ниже атмосферного.
В режущем механизме куттеров периодического действия уста-

навливают не менее двух ножей, которые вращаются с частотой до
100 с-1 и более. Нож куттера может иметь режущую кромку в виде
прямой линии с клинообразной заточкой и малоизогнутой или ломаной
линии. Выбор ножа с первой или второй формой заточки режущей
кромки определяется требованиями к качеству измельчения продукта и
энергетическими затратами. При существующих формах заточки пред-
почтение отдается асимметричному клину с углом при вершине
15...30°. Ножи закрепляют способом открытого и закрытого гнезда. В
первом случае крепление ножей с вилкообразной посадочной частью
применяют для куттеров малой производительности. Ножи укрепляют
на валу гайкой, и они удерживаются силой трения. Второй способ
применяют для высокоскоростных куттеров. Ножи изготовляют с от-
верстиями в посадочной части.

Рис. 2.5. Схема куттеров периодического действия:
а – открытого: 1 – редуктор; 2 – передаточный механизм; 3 – чаша; 4 – ножи;
5 – ножевой вал; 6 – клиноременная передача; 7 – электродвигатель
б – вакуумного: 1 – станина; 2 – редуктор; 3 – чаша; 4 – ножи; 5 – ножевой
вал;
6 – крышка; 7 – клиноременная передача; 8 – электродвигатель
в – ножевая головка: 1 – нож; 2 – посадочная часть; 3 – втулка; 4 – отверстие;
5 – вал; 6 – штифт; 7 – отверстие; 8 – гайка; 9 – диск
Конструкцию ножей и ножевой головки (рис. 2.5, в) выбирают та-
кой, чтобы обеспечить их легкую балансировку и поддерживать мини-
мальный зазор между внутренней поверхностью чаши и режущей

кромкой ножа. Основной показатель технической характеристики кут-
тера – вместимость чаши. Для малых предприятий применяют куттеры
с чашей вместимостью 0,015...0,125 м3 для крупных – более 0,125 м3.
Чашу куттера загружают либо вручную, либо загрузочными устройст-
вами (подъемниками с напольными тележками). Измельченный про-
дукт выгружают из куттеров периодического действия вручную в на-
польную тележку, опрокидывая чашу, или при помощи разгрузочных
тарелок и скребков через борт чаши.
Коллоидная мельница. Режущий механизм коллоидных мельниц
и измельчителей представляет собой одиночные серповидные ножи;
ножи, имеющие парную режущую деталь в виде решеток, пальцев, от-
ражателей, дисков и пр.; комбинированный режущий механизм. Ножи
бывают гладкими и зубчатыми. Их устанавливают непосредственно на
валу, диске, барабане, крестовине, червяке; решетки бывают плоскими,
цилиндрическими, коническими, неподвижными, подвижными, вра-
щающимися, качающимися; пальцы и отражатели – с острозаточенны-
ми гранями.
Режущий механизм коллоидной мельницы представляет собой
также парную режущую деталь: вращающийся ротор и неподвижный
статор. Ротор и статор бывают гладкими и зубчатыми. Сырье в режу-
щий механизм подают вручную, либо оно может поступать самотеком,

при помощи насосов. Измельченный продукт вытесняется деталями
режущего механизма или перемещается вращающимися дисками, ло-
пастями, шнеками.
Коллоидная мельница (рис. 2.6) состоит из загрузочного бункера
конусообразной формы, винтовой лопатки, накидной гайки, режущего
механизма, патрубка и привода. Производительность мельницы зави-
сит от требуемой степени измельчения сырья. Ее регулируют, изменяя
кольцевой зазор между ротором и статором в пределах 0,05...1,5 мм.
Схема рабочего органа коллоидной мельницы показана на рис. 2.6, б.
Привод осуществляется от электродвигателя. Продукт загружают
в бункер. Под действием силы тяжести он попадает в режущий меха-
низм, проходит через зазор между ротором и статором, измельчается и
через патрубок выходит.

Рис. 2.6. Коллоидная мельница:
а – общий вид: 1 – бункер; 2 – перемешивающее устройство; 3 – корпус
измельчителя; 4 – механизм измельчения; 5 – разгрузочный патрубок;
6 – электродвигатель; 7 – станина; 8 – накидная гайка; б – схема рабочего
органа
Вопросы для самоконтроля
1. Какие существуют способы измельчения сырья?
2. Какое оборудование применяют для измельчения сырья?
3. Из каких основных частей состоит волчок?
4. Из каких основных частей состоит куттер?
5. Охарактеризуйте принцип работы коллоидной мельницы.
Лабораторная работа 3
ОБОРУДОВАНИЕ ДЛЯ ПЕРЕМЕШИВАНИЯ
Цель работы
Изучить устройство и принцип действия оборудования для перемеши-
вания
Задание :

1.Изучить устройство и принцип работы мешалки для жидких пищевых
сред.
2.Изучить устройство и принцип работы вакуумной фаршемешалки.
Теоретическая часть
Для перемешивания применяют оборудование периодического и
непрерывного действия, работающее при контакте с окружающим воз-
духом (открытое) и при разрежении (вакуумное). Оборудование для
перемешивания классифицируют по назначению – для смешивания,
растворения, темперирования и т. д.; по расположению – вертикальное,
горизонтальное, наклонное, специальное; по характеру обработки про-
дукта – смешивание одновременно во всем объеме, в части объема и
пленочное; по характеру движения жидкости в аппарате – радиальное,
осевое, тангенциальное и смешанное; по способу перемешивания – ме-
ханическое, пневматическое, эжекторное, циркуляционное и специаль-
ное; по виду перемешиваемого продукта – для жидких, вязких, вязко-
пластичных и сыпучих продуктов; по отношению к тепловым процес-
сам – со стеночной поверхностью теплообмена, с погружной по-
верхностью теплообмена и без использования тепловых процессов.
Жидкие продукты (бульон, гидролизаты и др.) перемешивают в ем-
костях лопастными, пропеллерными и турбинными мешалками; вязкие

и вязкопластичные – шнеками, лопастями в фаршемешалках, барабан-
ных и других смесителях.
Выбор мешалки для механического перемешивания определяется
в основном целью перемешивания и вязкостью среды. При вязкости
перемешиваемой среды 10~3...10Па•с применяют пропеллерные ме-
шалки; 10~3...50 Па•с – турбинные; 10-1...50 Па•с – лопастные; 10-1...
102 Па•с – якорные; 5...5•102 Па•с – шнековые.
Практическая часть
Мешалка для жидких пищевых сред – реактор с рабочей вме-
стимостью 0,92 м3 и поверхностью нагрева 4 м2 (рис. 3.1). Перемеши-
вание продукта осуществляется мешалкой, состоящей из вертикально-
го вала с укрепленными на нем лопастями. Частота вращения мешалки
0,95 с-1. Продукт нагревается паром через рубашку. Рабочее давление в
паровой камере 0,4 МПа, в корпусе 0,07 МПа. В нижней части корпуса
имеются два патрубка для спуска конденсата и выгрузки готового про-
дукта. На крышке реактора смонтирован привод, включающий элек-
тродвигатель и редуктор. Мощность установленного электродвигателя
2,8 кВт.

Рис. 3.1. Реактор:
1 – электродвигатель; 2 – редуктор; 3 – патрубок загрузки;
4 – вал мешалки; 5 – рубашка
Вакуумная фаршемешалка с корытом вместимостью 0,63 м
(рис. 3.2) состоит из каркаса, месильного корыта, вакуумной крыш-
ки, месильных шнеков, их привода, механизма загрузки, гидросис-
темы, системы вакуумирования, электрооборудования.
Работа фаршемешалки начинается с подъема крышки. Рычагом
подъемника поднимают и опрокидывают тележку с сырьем в корыто.
Крышку закрывают и включают вакуум-насос. Перемешивание длится
З...4 мин при остаточном давлении 0,025 МПа. Управление перемеши-
ванием с реверсированием месильных шнеков, вакуумированием и вы-
грузкой готовой продукции может быть ручным и автоматическим. За-

данная величина вакуума в корыте поддерживается автоматически.
Готовый фарш выгружают через торцевые отверстия месильного коры-
та в напольные тележки. Производительность фаршемешалки
3500...4500 кг/ч, мощность установленного электродвигателя 15,2 кВт,
габаритные размеры 2900Ч1475Ч1720 мм, масса 2500 кг.
Рис. 3.2. Вакуумная фаршемешалка:
1 – механизм загрузки; 2 – привод шнеков; 3 – шнеки; 4 – крышка;
5 – электрооборудование; 6 – дежа; 7 – каркас
Вопросы для самоконтроля
1. Какие существуют способы перемешивания сырья?
2. Как классифицируют оборудование для перемешивания?
3. Из каких основных частей состоит фаршемешалка?
Лабораторная работа 4

ОБОРУДОВАНИЕ ДЛЯ ФОРМОВАНИЯ
Цель работы : Изучить устройство и принцип действия оборудования для
формования
Задание :
1.Изучить устройство и принцип работы шприцев.
2.Изучить устройство и принцип работы котлетного автомата.
Теоретическая часть
Оборудование для формования бывает периодического и не-
прерывного действия, открытого (продукт контактирует с окружающей
средой) и вакуумного исполнения. К оборудованию периодического и
непрерывного действия относятся шприцы (одно-и многоцевочные),
нагнетатели фарша, автоматы (котлетный, пельменный, пирожковый,
формования колбасных изделий, полуфабрикатов и др.).
Основной признак, определяющий конструкцию формующего
оборудования, – тип вытеснителя. По конструкции вытеснители быва-
ют поршневые (с одним или несколькими поршнями), винтовые, шне-
ковые (с одним или несколькими шнеками), ротационные, лопастные и
эксцентриково-лопастные, комбинированные.
Практическая часть

Шприцы применяют в основном при производстве колбасных из-
делий (в том числе и из рыбы) для вытеснения фарша при заполнении
колбасных оболочек, форм, тары. Шприцы бывают с периодической и
непрерывной выдачей фарша, открытые и вакуумные, с электрическим,
гидравлическим и пневматическим приводом. Вакуумирование при
шприцевании проводится для удаления воздушных пузырьков, которые
попадают в фарш после его измельчения и смешивания. Работа шприца
в режиме вакуумирования после вакуумного куттера приводит к удале-
нию до 67 об. % воздуха, а после открытого куттера – до 53,7 об. % от
его общего содержания в продукте. Фарш поступает из вытеснителя в
оболочку через цевку – металлическую насадку в виде трубки. Цевки
имеют цилиндрическую форму с коническим расширением в месте со-
единения с вытеснителем. Их подбирают в соответствии с видом и
диаметром колбасной оболочки или размером формы. Шприцы бывают
одно- или многоцевочными. Современные конструкции шприцев снаб-
жают устройствами для дозирования фарша, надевания на цевку обо-
лочки и ее пережима или перекручивания. Фарш загружают в бункер
шприцев вручную или подъемником с тележкой. Оболочку на цевку
надевают либо вручную, либо с помощью вспомогательного устройства
(приставки).
Плотность шприцевания зависит от вида колбас, оболочки, ее диаметра и
способа термообработки. В качестве примера на рис. 4.1 приведен
гидравлический шприц с перекрутчиком.

Котлетный автомат (рис. 4.2) предназначен для дозирования фарша и
формования котлет. Загрузочный цилиндр автомата вместимостью
0,02 м3 снабжен шестилопастным винтом, который оказывает давление на
находящийся в цилиндре фарш, а также плотно и равномерно заполняет
формующие карманы вращающегося стола.
Рис. 4.1. Гидравлический шприц
с перекрутчиком:
1 – перекрутчик; 2 – цевка; 3 – устройство дозирования; 4 – крышка;
5 – поршень; 6 – фаршевый цилиндр; 7 – корпус; 8 – подколенный рычаг

Рис. 4.2. Котлетный автомат:
а – общий вид; б – схема движения фарша при формовании котлет: 1 –
корпус; 2 – загрузочный цилиндр; 3 – стол; 4 – поршень; 5 – диск; 6 –
кулачок; 7 – опорная плита; 8 – регулятор; 9 – привод; 10 – шестилопастной
винт; 11 – овальное отверстие; 12 – рукоятка; 13 – валик; 14 – скребок; 15 –
винт
Масса вырабатываемых котлет может составлять 50, 75 и 100 г.
Стрелками на рисунке указано направление движения котлет. Зазор
между нижней поверхностью диска и верхней поверхностью стола 0,2
мм. Загруженный в цилиндр фарш нагнетается шестилопастным вин-
том в формовочные отверстия стола, после чего отформованные кот-
леты (круглые) поршнями выталкиваются на его поверхность, где их
подхватывает конвейерный диск и сбрасывает в посыпанные сухарной
мукой лотки. Производительность котлетного автомата 4000 шт./ч,
мощность установленного электродвигателя 0,55 кВт, габаритные
размеры 685Ч585Ч665 мм, масса 90 кг.
Вопросы для самоконтроля
1. Какая основная цель процесса формования?
2. Какое оборудование применяют для формования?
3. Из каких основных частей состоит шприц?

4. Опишите принцип работы котлетного автомата.
Лабораторная работа 5
ОБОРУДОВАНИЕ ДЛЯ МЕХАНИЧЕСКОГО РАЗДЕЛЕНИЯ
Цель работы : Изучить устройство и принцип действия оборудования для
механического разделения
Задание :
1.Изучить устройство и принцип работы мембранных аппаратов.
2.Изучить устройство и принцип работы центрифуг.
3.Изучить устройство и принцип работы прессов.
Теоретическая часть
Для механического разделения неоднородных систем применяют
различное оборудование. По принципу действия оборудование подраз-
деляют на периодически, полунепрерывно- и непрерывнодействующие
машины. В зависимости от движущей силы разделения различают обо-
рудование для отстаивания и осаждения в иоле гравитационной силы
(отстойники и жироловки); в поле центробежной силы (сепараторы и
центрифуги); под действием разности давлений (фильтры, фильтрую-

щие устройства, мембранные аппараты, прессы): под действием элек-
трических сил (электроосадительные аппараты для электрокопчения,
очистки дымовоздушной смеси и др.).
Разделение неоднородных систем осуществляют на оборудовании,
работающем при контакте с окружающей средой и под вакуумом. По
расположению в пространстве оборудование для механического разде-
ления бывает горизонтальным и вертикальным. В основе конструкции
оборудования лежат различные способы механического разделения.
Механическое разделение осуществляется с помощью осаждения,
фильтрования и прессования. Осаждение происходит под действием
гравитационных, центробежных и электрических сил. Фильтрование
осуществляется под действием разности давлений, создаваемых или
возникающих по обе стороны фильтрующей перегородки. Для разде-
ления на молекулярном уровне используют мембранное оборудование.
Прессование применяют для отжима части бульона от раз-
варенного сырья в жиромучных установках, для уплотнения про-
дукции и придания ей лучшей транспортабельности во время пе-
реработки, хранения и перевозки.
Выбор способа разделения зависит от вида, физического состо-
яния продукта, свойств выделяемой фракции, форм связи выделяемой
фракции с остатком, мощности разделяемого потока, требуемой пол-

ноты отделения.
Практическая часть
Мембранные аппараты (рис. 5.1) применяют для разделения
(очистки, концентрирования) тузлуков, бульонов и др. Основной рабо-
чий орган оборудования – пористая мембрана, изготовленная на основе
полимерных материалов, металла и керамики. При мембранном разде-
лении исходный раствор разделяется на концентрат и фильтрат (пер-
меат). Движущей силой мембранного разделения в конкретных случа-
ях может быть разность давлений, температуры, концентрации,
электрических потенциалов.
В пищевой отрасли наибольшее применение находит баромем-
бранное разделение под действием разности давлений – микрофильт-
рация, ультрафильтрация и обратный осмос. Для их осуществления ис-
пользуют мембраны с порами различных размеров. Микрофильтрацию
проводят для разделения растворов с частицами размером 0,02...
10 мкм, ультрафильтрацию – 0,001...0,02 мкм и обратный осмос –
0,0001...0,001 мкм.
Мембранный аппарат состоит из корпуса, мембраны, дренажного
узла, крепежных деталей, конструктивных элементов для ввода исход-
ного раствора и вывода концентрата и фильтрата, их перемешивания и
др. Для баромембранного разделения применяют четыре типа мем-

бранных аппаратов: плоскорамные, трубчатые, рулонные и с полыми
волокнами (рис. 5.1).
Промышленные мембранные аппараты представляют собой набо-
ры (пакеты, блоки, комплексы мембранных элементов: ячеек, секций,
модулей). Мембранный аппарат обычно является частью мембранной
установки. Кроме мембранных аппаратов в состав установки входят
насосы, дозирующие устройства, емкости для исходного раствора,
пермеата, концентрата и моющих растворов, соединительные трубо-
проводы и контрольно-измерительные приборы. Мембранные установ-
ки бывают периодического и непрерывного действия.
Центрифуги применяют для разделения неоднородных систем с
твердым или в виде кашицы осадком, составляющим значительную
долю от всей массы, а также для обработки жидких фракций. Центри-
фуги по принципу работы бывают периодического, полунепрерывного
и непрерывного действия, отстойные и фильтрующие. В зависимости
от конструкции узла разделения различают центрифуги барабанные и
стаканчиковые, с вертикальным или горизонтальным барабаном, ци-
линдрической, конической или сложной формы. Привод к вертикаль-
ному барабану центрифуги может быть верхним или нижним.

Рис. 5.1. Схема мембранных аппаратов:
а – плоскорамный: 1 – фланец; 2 – мембрана; 3 – дренажная пластина;
4 – уплотнительная пластина; 5 – разделительная пластина
б – трубчатый: 1 – герметизирующий материал; 2 – корпус;
3 – трубчатая мембрана
в – рулонный: 1 – пермеатотводящая трубка; 2 – мембрана; 3 –
каналообразующий элемент – турбулизатор; 4 – подложка-дренаж; 5 –
клеевое соединение
г – с полыми волокнами: 1 – подложка-дренаж; 2 – шайба с полым волокном;
3 – корпус; 4 – полое волокно; 5 – крышка

Работа центрифуг периодического действия отстойных и фильт-
рующих складывается из выделения осадка и его уплотнения. Продол-
жительность выделения осадка в большинстве случаев незначительна,
его уплотнение — более длительный процесс. В отстойную центрифу-
гу периодического действия (рис. 5.2, а) неоднородную жидкость по-
дают по трубе 2 во вращающийся барабан, в котором фракция с боль-
шей плотностью отжимается к стенке, а фракция с меньшей
плотностью вытесняется на поверхность первой. После разделения
26
трубу 1 придвигают к стенке барабана, и ее открытый конец погружа-
ют в слой жидкости с меньшей плотностью. Поскольку давление в нем
выше, чем в трубе 1, жидкость идет в трубу, а далее – в приемник; ко-
гда в трубе появляется фракция с большей плотностью, отводной рукав
направляют в другой приемник. Если осадок на стенках барабана не
текучий, то по окончании отвода жидкости трубу 1 перемещают к цен-
тру барабана, его останавливают, открывают колпак и выгружают оса-
док.
Фильтрующие центрифуги имеют сетчатые барабаны и могут
быть с верхней и нижней разгрузкой осадка.
Фильтрующая центрифуга периодического действия (рис. 5.2, 6) с
верхней разгрузкой осадка состоит из корпуса, кожуха с крышкой, ба-

рабана с днищем и бортом. Днище смонтировано на вертикальном ва-
лу, имеющем горловой подшипник. Отжатая жидкость отводится через
патрубок 8.
Разгрузочное отверстие фильтрующей центрифуги периодичес-
кого действия (рис. 9.4, в) расположено в днище барабана и закры-
вается откидным колпаком. Днище имеет уклон к центру, и осадок вы-
гружают через отверстие в днище, для чего колпак поднимают
вручную или при помощи подвесных механизмов. Осадок направляет-
ся в лоток. Диаметр барабана фильтрующих и отстойных центрифуг
периодического действия 0,04...1,5 м, вместимость от 0,03 до 0,7 м3 при
верхней разгрузке и диаметр 0,6...1,5 м и вместимость 0,085...0,7 м3 при
нижней разгрузке. Коэффициент заполнения барабана фильтрующих
центрифуг составляет 0,35...0,5.
Центрифуги непрерывного действия (рис. 9.4, г) применяют в ры-
бомучных установках для отделения жидкой фракции от разва-
риваемого рыбного сырья. Разделяемая масса принудительно полается
в приемную воронку и по трубе направляется в полый вал, откуда че-
рез отверстия выбрасывается в рабочую зону машины, где вращающи-
мися шнеками отбрасывается на внутреннюю стенку барабана.
При вращении барабана масса смещается к основанию конуса и
задерживается его правой торцевой стенкой до тех пор, пока нижний

слой материала, находящегося в барабане, не начнет выходить из него
через окно 13. Толщина слоя материала, находящегося в барабане, ре-
гулируется заслонками, установленными перед окнами 13. Таким обра-
зом, масса, заполнившая барабан, задерживается внутри барабана для
ее лучшего разделения. Поскольку шнек вращается медленнее бараба-
на, то осадок постепенно сдвигается к усеченной части конуса и вы-
тесняется из рабочей зоны машины через окна 4 левой торцевой стенки
барабана в патрубок 18. Жидкая фракция удаляется через патрубок 17.
27


Рис. 5.2. Центрифуги:
а – отстойная: 1, 2 – трубы; 3 – барабан; 4 – колпак; 5 – вал
б – фильтрующая с верхней разгрузкой: 1 – пружина; 2 – кожух; 3 – барабан;
4 – крышка; 5 – борт; 6 – патрубок ввода продукта; 7 – днище; 8 – патрубок;
9 – вертикальный вал; 10 – шкив; 11 – станина
в – фильтрующая с нижней разгрузкой: 1 – лоток; 2 – откидной лоток;
3 – барабан
г – непрерывнодействующая: 1 – редуктор; 2, 7 – полые валы; 3 – вал; 4 –
окно;
5 – диск; 6 – отверстия; 8 – лопасти; 9 – диски; 11 – барабан; 12 – кожух;
13 – окно; 14 – шкив; 15 – воронка; 16 – труба; 17, 18 – патрубки
Прессы. Основной рабочий орган пресса – прессующая пара. Она
состоит из двух частей: первая создает механическое воздействие на
продукт (давит), а вторая воспринимает это воздействие, передаваемое

через прессуемый продукт. Давящей частью в прессах служат плунжер,
плита, барабан, вал, ротор, шнек; воспринимающей – цилиндр, конус,
упор, плита, крышка, валик, барабан и др.
28
В зависимости от способа передачи энергии от двигателя к прес-
сующей паре различают прессы механические, гидравлические, пнев-
матические и комбинированные. По принципу работы прессы бывают
периодического и непрерывного действия.
Выбор пресса зависит от величины создаваемого прессующего
усилия, производительности, интенсивности процесса, числа ходов
плунжера и способа прессования. Наиболее рациональными по удель-
ному расходу энергии считаются гидравлические или механические
прессы. Для получения больших усилий прессования применяют гид-
равлические или механические прессы. Пневматические прессы ис-
пользуют тогда, когда необходимы малые усилия прессования или
ударная нагрузка. В рыбной промышленности наибольшее применение
нашли механические и гидравлические прессы.
Принцип работы механических прессов основан на передаче энер-
гии от двигателя к прессующему механизму механическим путем.
Прессы бывают периодического действия – с вертикальным и горизон-
тальным винтом (винтовые) и рычажные непрерывного действия, шне-

ковые (с одним или двумя шнеками), вальцовые, экснентриково-
лопастные, ротационно-плунжерные и др.
Шнековые прессы бывают с одним или двумя шнеками цилинд-
рической и конической формы с составными или сплошными витками.
Причем шнеки могут располагаться последовательно и параллельно.
Шнековый пресс непрерывного действия (рис. 5.3) состоит из ра-
мы, шнекового вала с приводом, зеерного цилиндра, питателя, под-
прессовывателя и механизма регулировки зазора.
Перед отжимом продукт подают в приемный бункер питателя и на
магнитный сепаратор, который притягивает мелкие металлические
предметы. Шнек питателя перемещает его к подпрессовывателю. Вер-
тикальный шнек подпрессовывателя подает продукт в зеерный ци-
линдр принудительно. Шнековый вал имеет звенья с разным шагом
витков и разные диаметры по наружному цилиндру. Продукт по зеер-
ному цилиндру перемещает шнековый вал. Частота вращения шнеко-
вого вала 0,33 с-1, подпрессовывателя 0,52 с-1. По мере движения про-
дукта на выходе его объем в цилиндре уменьшается, в результате чего
жир и влага отжимаются и через зазоры между планками зеерного ци-
линдра вытекают в поддон. Отжатый продукт проходит через кольце-
вой зазор, образуемый между сидящей на валу втулкой и конусом.
Производительность пресса по шкваре 300 кг/ч, мощность установлен-

ного электродвигателя 21,6 кВт, габаритные размеры
3050Ч1292Ч1755 мм, масса 3690 кг.
29

Рис. 5.3. Шнековый пресс непрерывного действия:
1 – редуктор; 2 – электродвигатель; 3, 7 – шнек; 4 – корпус; 5 – шестерня;
6 – червяк; 8 – корпус питателя; 9 – ось; 10 – магнитный сепаратор;
11, 17 – брусья; 12 – ломач; 13 – гайки; 14 – трубы; 15 – охладитель;
16 – механизм регулирования; 18 – втулка; 19 – кольцо; 20 – звено шнека;
21 – шнековый вал; 22 – поддон; 23 – зеерный цилиндр; 24 – рама
Вопросы для самоконтроля
1. Опишите устройство и принцип работы мембранных аппаратов.
2. Опишите устройство и принцип работы центрифуг.
3. Опишите устройство и принцип работы прессов.
4. Какие существуют способы механического разделения пищевых
сред?
5. Как классифицируют оборудование для центробежного разделения?
30
Лабораторная работа 6

ОБОРУДОВАНИЕ ДЛЯ ДОЗИРОВАНИЯ
Цель работы
Изучить устройство и принцип действия оборудования для дозирова-
ния
Задание
Изучить устройство и принцип работы маслозаливочной машины.
Изучить устройство и принцип работы дозировочно-расфасовочного
автомата.
Изучить устройство и принцип работы машины для дозирования соли
и специй.
Теоретическая часть
Под дозированием понимают отмеривание, выдачу и наполнение
определенным количеством сырья, продукции и вспомогательных ма-
териалов аппарата, машины, тары, упаковки и пр. При ручном дозиро-
вании нарушается поточность производства, ухудшаются санитарные
условия, ограничиваются возможность роста производительности тру-
да и снижение себестоимости продукции, не всегда обеспечивается не-
обходимая точность отмеривания дозы.
Конструкция машин и устройств для дозирования зависит как от

состояния, физических, структурно-механических свойств и рода дози-
руемых веществ, массовости операций, массы или объема дозы, тре-
буемой точности, так и от характера сопутствующих процессу дозиро-
вания операций, выполняемых одновременно с дозированием.
Дозирование может быть объемным, весовым, штучным и по заданно-
му уровню дозируемой жидкости. Объемное дозирование выполняется
более простыми, надежно работающими механизмами и производи-
тельнее весового.
К дозировочному оборудованию предъявляют высокие требо-
вания. Отмеривание дозы должно производиться с точностью, разре-
шаемой технологией производства или нормативными документами;
излишняя точность может быть причиной, препятствующей осуществ-
лению механизации, поэтому для каждого отдельного случая требуе-
мую точность выдачи дозы практически и экономически обосновыва-
ют. Дозировочные машины и устройства должны выполнять операции
отмеривания автоматически и иметь приспособления, регулирующие
величину лозы до требуемой точности, причем это регулирование не
может быть произвольным и бесконтрольным. Тару, подводимую под
дозатор, необходимо устанавливать под сливное отверстие или патру-
31
бок для отвода дозы точно и своевременно и вовремя отводить из-под

него: необходимо, чтобы опорожнение дозирующего объема было
полным, на заданную величину дозы, без разрыва струи, потока и вы-
жимания части дозы обратно в приемник. По принципу действия раз-
личают дозировочно-наполнительные машины периодического и не-
прерывного действия: по виду обрабатываемого продукта —
наполнители для кусковой, жидкой, вязкой, сыпучей продукции: по
способу дозирования — машины, дозирующие по массе, объему, за-
данному уровню наполнения жидкостью и поштучно, при весовом до-
зировании погрешность составляет 0,1...0,5%, а при объемном — 2...3
%. По движущей силе дозирования дозаторы бывают гравитационные,
центробежные, вибрационные: по конструкции – барабанные, диско-
вые, бункерные, шахтные, желобчатые.
Практическая часть
Машина для заливки растительного масла карусельного типа
дозирует его объемным способом (рис. 6.1, а). Банки, наполненные по-
луфабрикатом, подаются в гнезда вращающегося стола. Над столом ус-
тановлена разливочная головка, представляющая собой вращающийся
бак для масла, к которому прикреплены 12 дозирующих патронов.
Вращение стола с гнездами и бака с патронами синхронизировано. Па-
троны размещены точно над гнездами.

Дозирующий патрон (рис. 6.1, б) представляет собой цилиндр с
поршнем, движением которого управляет неподвижный копир, закреп-
ленный по окружности бака. Доза масла, подаваемая в банку, зависит
от положения копира. В дне патрона имеется клапан, связывающий
поочередно цилиндр с баком и выпускным отверстием. Поршень под-
нимается при всасывании масла из бака и опускается при подаче дозы
масла в банку. При движении банка отклоняет щуп механизма блоки-
ровки, который через систему рычагов поворачивает клапан, соеди-
няющий полость цилиндра с выпускным отверстием.
Если банка отсутствует, то клапан остается в прежнем положении
и масло из цилиндра под действием поршня перетекает обратно в бак.
Наполненные банки передаются звездочкой из гнезд вращающегося
стола на дальнейшую обработку. Производительность машины 40...80
банок в минуту, установленная мощность электропривода 1,1 кВт, га-
баритные размеры 1860Ч1890Ч1450 мм, масса 1475 кг.
32


Рис. 6.1. Машина для заливки растительного масла:
1 – карусель; 2 – патрон; 3 – копир; 4 – бак; 5 – конвейер; 6 – шнек-делитель;
7 – передающие звездочки
Дозировочно-расфасовочный автомат линейного типа (рис. 6.2)
предназначен для фасования в металлические, полимерные и стеклян-
ные банки цилиндрической, овальной и прямоугольной формы таких
вязких и вязкопластичных продуктов, как икра минтая, салат «По-
приморски», мясо криля «Салатное», рыбная печень, рыбные паштеты
и фарши.
Автомат состоит из станины, конвейера подачи банок, механизма
отсекания банок, устройства подачи продукта в банки, бункера с бло-

ком дозаторов, двух приводов, механизма регулирования дозы продук-
та. В бункер вместимостью 0,04 м3 загружают продукт; механизмом
регулирования дозы устанавливают необходимую дозу продукта.
33

Рис. 6.2. Дозировочно-расфасовочный автомат линейного типа:
1 – стойка; привод конвейера банок; 3 – станина; 4 – датчик контроля
наличия
банок; 5 – траверса подачи продукта в банки; 6 – бункер; 7 – золотник;
8 – механизм регулирования дозы; 9 – пульт управления; 10 – верхний
кожух;
11 – конвейер для банок
Во время перемещения поршней в цилиндрах по направлению от
бункера продукт всасывается из бункера через золотник в цилиндры.
Затем золотник поворачивается на 90°, перекрывая каналы от бункера
и открывая каналы на шланги и штуцеры траверсы подачи продукта в
банки, после чего продукт выталкивается в банки. Регулируемый диа-
пазон дозы продукта 50...300 см3, размер наполняемой тары: высота до
100 мм, диаметр до 90 мм. Конвейер работает непрерывно. Банки в пе-
риод их наполнения удерживаются отсекателем. После наполнения ба-
нок отсекатель освобождает путь наполненным банкам, и они выводят-

ся конвейером из зоны наполнения. Отсекатели стопорят в зоне
наполнения четыре банки, которые наполняются одновременно. Про-
изводительность автомата 30...80 банок в минуту, габаритные размеры
2350Ч1250Ч1910 мм, масса 500 кг.
Машина для дозирования соли и специй представлена на рис. 6.3.
Банки с рыбой подаются цепным конвейером к шнеку, который рас-
пределяет их по шагу 190,5 мм и передает на шаговый конвейер, нахо-
дясь на котором они продвигаются под подающими устройствами ме-
ханизмов дозирования специй и соли. Три неподвижных бункера
предназначены для специй, а четвертый, вращающийся, – для соли.
Специи извлекаются из бункера вакуум-присосками, закрепленными на
стержневом параллелограммном устройстве.
34


Рис. 6.3. Машина для дозирования соли и специй:
а – общий вид: 1 – станина с приводом; 2 – воздуходувка; 3 – механизм
подачи
банок; 4 – механизм дозирования специй; 5 – механизм дозирования соли;
6 – цепной конвейер; 7 – редуктор
б – структурная схема: 1 – шнек-делитель; 2 – механизм дозирования соли;
3 – механизм дозирования гвоздики; 4 – механизм дозирования перца; 5 –
механизм
дозирования лаврового листа; 6 – бункеры; 7 – плунжеры; 8 – копиры;
9 – вакуум-присоски
Под действием вакуума присоски захватывают дозу специй из лу-
нок штоков бункеров и возвращаются во второе свое крайнее положе-
ние, при котором они располагаются точно над центрами проходящих
под ними банок. В этот момент, если под присоском имеется банка, то
вакуум отключается и порция специи падает в банку. Остаточное рабо-
чее давление составляет 0,47...0,53 кПа.
При отсутствии банки блокирующий механизм не дает возмож-
ности вакууму отключиться и присосок вновь возвращается к бункеру
35

вместе с присосанной дозой специи. В момент прохождения банки под
механизмом дозирования соли дозирующая ячейка бункера совмещает-
ся с выпускным отверстием в заслонке стола и доза соли высыпается в
банку. При отсутствии банки срабатывает блокирующее устройство.
Для предотвращения залипания соли в дозировочной ячейке ее проду-
вают струей воздуха от воздуходувки. Производительность машины
60...80 банок в минуту, мощность установленного привода 2,2 кВт, га-
баритные размеры 2070Ч760Ч1270 мм, масса 680 кг.
Вопросы для самоконтроля
1. Какие существуют способы дозирования?
2. Какие требования предъявляют к дозировочному оборудованию?
3. Как классифицируют машины для дозирования?
4. Опишите устройство и принцип работы машины для дозирования
соли и специй.
36

Лабораторная работа 7
ОБОРУДОВАНИЕ ДЛЯ ОХЛАЖДЕНИЯ
И ЗАМОРАЖИВАНИЯ
Цель работы
Изучить устройство и принцип действия оборудования для охлаждения
и замораживания
Задание
Изучить устройство и принцип работы туннельных морозильных уста-
новок.
Изучить устройство и принцип работы морозильных установок спи-
рального типа.
Изучить устройство и принцип работы плиточных морозильных уста-
новок.
Изучить устройство и принцип работы криогенных морозильных уста-
новок.
Теоретическая часть
Охлаждение – тепломассообменный процесс снижения темпе-
ратуры до криоскопической за счет поверхностного и объемного отво-
да теплоты от поверхности гидробионтов без изменения их агрегатного

состояния. Криоскопическая температура для разных видов рыбы на-
ходится в диапазоне 0,5...минус 2,3°С.
Охлаждение может быть основным, промежуточным либо за-
вершающим процессом переработки. Гидробионты охлаждают на су-
дах во время лова и транспортирования с мест промысла. На береговых
предприятиях охлаждают сырье, полуфабрикаты, готовую продукцию.
Замораживание – комплексный тепломассообменный процесс по-
нижения температуры ниже криоскопической за счет поверхностного и
объемного отвода теплоты, при котором большая часть воды, содер-
жащейся в тканях гидробионтов, превращается в лед. В рыбной отрас-
ли замораживают гидробионты, полуфабрикаты и готовую продукцию
для сохранения их качества при хранении и транспортировании, а так-
же воду при производстве льда.
Количественно процесс оценивают по скорости замораживания.
Международный институт холода рекомендует определять среднюю
скорость замораживания как отношение минимального расстояния ме-
жду поверхностью и термическим центром к времени, прошедшему от
достижения поверхностью 0°С до температуры термического центра на
10°С ниже криоскопической. Термический центр – это точка с мини-
37
мальной скоростью замораживания, т. е. точка в объекте, которая замо-

раживается в последнюю очередь.
В зависимости от средней скорости замораживания клас-
сифицируют процесс замораживания как: медленный – до 0,5 см/ч; бы-
стрый – от 0,5 до 5 см/ч; сверхбыстрый – от 5 до 10 см/ч и уль-
трабыстрый – от 10 до 100 см/ч. Современные морозильные установки
обеспечивают скорость замораживания не менее 3...5 см/ч.
Для замораживания применяют холодильные камеры и морозиль-
ные установки. Холодильная камера представляет собой изолирован-
ную и герметичную камеру, внутри которой установлены охлаждаю-
щие приборы, выполненные в виде батарей и воздухоохладителей.
Морозильная установка состоит из аппарата для замораживания,
оборудования и средств механизации и автоматизации, взаи-
мосвязанных между собой. Аппарат для замораживания – это уст-
ройство, в котором осуществляется собственно процесс заморажи-
вания.
Морозильные установки по принципу холодообеспечения под-
разделяют на установки с машинной системой холодообеспечения
(воздушные, с использованием хладоносителя, плиточные) и с безма-
шинной проточной системой холодообеспечения (криогенные); по
принципу организации процесса они бывают периодического, преры-
вистого и непрерывного действия; по способу замораживания – кон-

тактные [воздушные, криогенные, жидкостные (рассольные)], бескон-
тактные (плиточные) и комбинированные; по конструктивному
признаку – шкафные, камерные, туннельные (горизонтальные, спи-
ральные), плиточные (вертикальные, горизонтальные, спиральные); в
зависимости от типа транспортных средств, используемых в зоне замо-
раживания, – тележечные, конвейерные, гравитационные (проталки-
вающие), контейнерные, барабанные, флюидизационные; по виду за-
мороженного продукта – установки для штучного и блочного замора-
живания; по способу механизации – немеханизированные и меха-
низированные.
В установках с машинной системой холодообеспечения рабочим
телом служит хладагент, который используется по замкнутому циклу, а
в установках с безмашинной проточной системой рабочее тело – криоа-
гент – используется одноразово и, отработав, выбрасывается в атмо-
сферу.
Воздушные морозильные установки бывают с принудительной и
без принудительной циркуляции воздуха при замораживании. Широкое
распространение получили установки туннельного типа. В зависимости
от числа туннелей установки бывают одно-, двух-, трех- и четырехтун-
нельные с ленточными и спиральными конвейерами.
38

Практическая часть
В туннельной морозильной установке (рис. 7.1, а) продукт укла-
дывают на противни и загружают в тележки, которые одна за другой
подают в туннель по направляющему рельсу. По окончании заморажи-
вания тележки с продуктом выталкивают из туннеля с помощью гид-
равлической системы передвижения. Замороженный продукт выгру-
жают из тележек, которые снова направляют на загрузку.
В туннельной морозильной установке (рис. 7.1, б) продукт по-
дают на ленту верхнего конвейера, который перемешает его к противо-
положному концу туннеля. Отсюда по желобу продукт поступает на
ленту среднего конвейера, которая вновь проходит через зону замора-
живания назад на выход. Затем замораживаемый продукт попадает на
ленту нижнего конвейера и опять проходит через зону замораживания
туннеля к выходному желобу.


Рис. 7.1. Туннельные морозильные установки с загрузкой продукта:
а – тележками: 1 – гидравлический блок; 2 – рама; 3 – вентилятор;
4 – испаритель; 5 – пульт управления; 6 – рельсы для тележки с продуктом;
7 – изолированный корпус с днищем
б – конвейером: 1 – воздухоохладитель; 2 – вентилятор; 3 – нижний
конвейер;
4 – средний конвейер; 5 – желоб; 6 – верхний конвейер
39
Воздушные морозильные установки спирального типа по кон-
струкции мало чем отличаются друг от друга. Основное отличие за-
ключается в организации направления потока охлаждающего воздуха.
Производительность таких установок зависит в основном от числа вит-
ков спирального ленточного конвейера.
Воздушные морозильные установки спирального типа в зави-
симости от размера замораживаемого продукта и вида конвейера под-
разделяют на установки: с цепным конвейером для замораживания
блочных продуктов с параллельной и диагональной подвеской блок-

форм, зацеплением блок-форм с цепью конвейера; со спиральным кон-
вейером дли замораживания блоков и мелкоштучных продуктов любой
формы; для замораживания расфасованных продуктов. Особенность
морозильных установок со спиральным конвейером заключается в том,
что для уменьшения габаритных размеров установки конвейеру при-
дают сложную пространственную конфигурацию, например конструк-
ция установки включает барабан, вокруг которого перемещается в виде
спирали ленточный конвейер.
В конструкции морозильной установки спирального типа (рис.
7.2) применена конвейерная лента, элементы которой обладают отно-
сительной подвижностью в горизонтальной плоскости.

Рис. 7.2. Морозильная установка спирального типа с конвейерной лентой:
1 – конвейер загрузки; 2 – пульт управления; 3 – вентилятор; 4 – испаритель;
5 – барабан; 6 – конвейер выгрузки; 7 – натяжная станция конвейера; 8 –
моечная
установка конвейера; 9 – сушильный узел конвейера
Продукт подают на загрузочный конвейер установки, который
транспортирует его в зону замораживания. В теплоизолированной ка-
мере конвейерная лента движется по спирали снизу вверх вокруг вер-
тикального вращающегося барабана. В верхней части барабана конвей-
40
ерная лента выходит наружу для снятия замороженного продукта. За-
тем она через натяжную станцию и направляющие ролики проходит
устройство для автоматизированной санитарной мойки и сушки и воз-
вращается к загрузочной стороне морозильной установки.

В плиточных морозильных установках продукт замораживается
между плитами, охлаждаемыми хладагентом. Плиточные установки
бывают с вертикальным, горизонтальным и радиальным распо-
ложением плит, между которыми размещают замораживаемый про-
дукт.
Горизонтальная плиточная установка (рис. 7.3) выполнена в виде
термоизолированного прямоугольного корпуса, внутри которого рас-
положены подвижные горизонтальные теплообменные плиты. В про-
тивоположных по диагонали углах корпуса размещены два вертикаль-
ных гидроцилиндра, в верхней части связанных диагональной
траверсой, которая через нагрузочную раму передает усилие на тепло-
обменные плиты. В двух углах корпуса расположены два вертикальных
коллектора для подвода хладагента к плитам и отвода от них. С широ-
кой боковой стороны установки расположен загрузочный проем, кото-
рый закрывается двухслойной шторой.

Рис. 7.3. Горизонтальная плиточная установка:
1 – гидроцилиндры; 2 – траверса; 3 – плиты; 4 – шторы

41
Замораживаемый продукт укладывают в блок-формы и загружают
между плитами. На время загрузки плиты раздвигают, после ее окон-
чания их сдвигают, и начинается замораживание с подпрессовыванием.
Загружают и выгружают продукт вручную.
В криогенных морозильных установках продукт замораживается
в результате контакта с распыленным жидким или газообразным крио-
агентом. Например, жидкий азот хранят в герметичных емкостях при
давлении 1,6•105 Па. Его вводят в туннельный аппарат в виде аэрозоля
после дросселирования до 105 Па. При этом давлении он достигает
температуры минус 196°С. Испаряясь, криоагент нагревается до минус
20°С. Холодопроизводительность жидкого азота 380 кДж/кг.
Главное преимущество криогенных морозильных установок – не-
посредственный контакт источника холода с продуктом. Это предот-
вращает потери криоагента при прохождении сети циркуляции, что не-
обходимо в холодильной машинной системе, сокращает потери массы
продукта за счет усушки, сохраняет качество и товарный вид продукта.
Замораживание криогенным способом сокращает продолжи-
тельность и повышает скорость процесса. Однако увеличение скорости
может служить и недостатком процесса, так как из-за резкого переох-
лаждения поверхностных слоев возникают внутренние напряжения,

приводящие к нарушению структуры продукта. Для исключения этого
явления криогенное замораживание продукта проводят с использова-
нием многозонного принципа, чаще всего трехзонного. Такой принцип
организации процесса позволяет использовать пары, криоагента после
его испарения в зоне замораживания (2-я зона) для предварительного
охлаждения (1-я зона) и выравнивания температуры по толщине про-
дукта (3-я зона).
Многозонные криогенные морозильные установки относятся к ус-
тановкам туннельного типа с горизонтальным или спиральным конвей-
ером. Производительность таких установок 150... 1500 кг/ч, длина тун-
неля изменяется в пределах 7...15 м, расход жидкого азота для
замораживания 1 кг продукта составляет 1,2...1,5 кг, температура вы-
ходящих паров азота минус 50...минус 70°С.
Установка туннельного типа с трехзонной проточной системой
(рис. 7.4) состоит из термоизолированного короба с циркуляционными
вентиляторами и механизмом подъема, конвейера с приводом, системы
форсунок и трубопроводов для подачи жидкого азота в рабочую каме-
ру установки, пульта управления и контрольно-измерительных прибо-
ров.
Продукт перемещается либо на сетчатом конвейере, либо на кон-
вейере со сплошной лентой из нержавеющей стали. Короб поднимают

42
для обеспечения доступа к конвейеру и его санитарной обработки. Ус-
тановка питается жидким азотом от специальной цистерны.
Рис. 7.4. Схема трехзонной криогенной морозильной установки:

1 – система отсоса паров азота; 2 – короб; 3 – осевые вентиляторы;
4 – коллектор с форсунками для жидкого азота; 5 – гибкая шторка;
6 – сетчатый конвейер; 7 – привод конвейера; 8 – привод подъемника короба;
9 – уплотнение; 10 – опоры с механизмом подъема короба; 11 – датчик
темпе-
ратуры; 12 – термоизолированная плита;
I – зона предварительного охлаждения продукта парами азота;
II – зона орошения жидким азотом; III – зона выравнивания температуры
Вопросы для самоконтроля
1. Для чего применяют охлаждения продуктов?
2. Что такое средняя скорость замораживания?
3. Как классифицируют морозильные установки?
4. Опишите устройство и принцип работы туннельных морозильных
установок.
5. Опишите устройство и принцип работы морозильных установок
спирального типа.
6. Опишите устройство и принцип работы плиточных морозильных ус-
тановок.
7. Опишите устройство и принцип работы криогенных морозильных
установок.

43
Лабораторная работа 8
ВАРОЧНЫЕ АППАРАТЫ И БЛАНШИРОВАТЕЛИ
Цель работы
Изучить устройство и принцип действия варочных аппаратов и блан-
ширователей
Задание
Изучить устройство и принцип работы котлов.
Изучить устройство и принцип работы бланширователей.
Изучить устройство и принцип работы термокоагулятора.
Изучить устройство и принцип работы теплообменников.
Теоретическая часть
Для варки и бланширования гидробионтов применяют обору-
дование периодического действия – котлы, ванны, бланширователи,
камеры непрерывного действия – бланширователи, варильники, крабо-
варки, термокоагуляторы.
Для варки гидробионтов в воде, приготовления маринадов, си-
ропов, заливок, подогрева бульонов используют котлы различной вме-

стимости с загрузкой и выгрузкой вручную и специальными устройст-
вами, с опрокидывающимся и неопрокидывающимся резервуаром.
Котлы в зависимости от способа нагрева бывают паровые и элек-
трические; по расположению – горизонтальные и вертикальные; по ис-
полнению – открытые и вакуумные; по форме резервуара – цилиндри-
ческой, прямоугольной, сферической или сложной формы; по
конструкции с паровой рубашкой (двутельные) и без нее; по наличию
перемешивающих устройств – с мешалками и без мешалок.
Практическая часть
Варочный котел с опрокидывающимся резервуаром (рис. 8.1) и
рубашкой опирается через цапфы, лежащие в подшипниках, на стойки.
Общая вместимость резервуара котла 0,6 м3. К цапфам подсоединены
трубы для подвода пара в рубашку и отвода конденсата, поступающего
по трубе. Давление пара в рубашке 0,05 МПа. На цапфу надето червяч-
ное колесо, вращением которого при помощи маховика и червяка оп-
рокидывают резервуар.

44
Рис. 8.1. Варочный котел:
1 – резервуар; 2, 13 – цапфы; 3, 11 – подшипники; 4 – труба отвода
конденсата;
5, 9 – стойки; 6 – труба вывода конденсата; 7 – паровая рубашка; 8 – маховик;
10 – червяк; 12 – труба подвода пара; 14 – червячное колесо

Бланширователи классифицируют: по способу передачи тепло-
ты – конвекционные, инфракрасные, ТВЧ, комбинированные, по кон-
струкции – шкафные и туннельные, по степени механизации – механи-
зированные и немеханизированные. В бланширователи продукт загру-
жают в банках, в противнях или насыпью в специальных сетках. Они
снабжены устройствами для транспортирования продукта. Движение
транспортирующего органа в аппарате может быть горизонтальным,
вертикальным или комбинированным. Банки с продуктом при обработ-
ке могут находиться в положении дном вверх или дном вниз. В послед-
нем случае для удаления выделившегося бульона банки опрокидывают
и выдерживают на решетках или сетчатом сливном конвейере.
В бланширователе (рис. 8.2) банки с продуктом по конвейеру по-
ступают на технологический стол, примыкающий к аппарату, откуда
их вручную укладывают на поддон носителя. После этого их накрыва-
ют носителем и переворачивают. Поддон снимают, а носитель подают
на стол загрузки.
На столе загрузки носитель навешивают на штанги цепи, и он по-
ступает в камеру бланширования, где в течение 25 мин происходит
термическая обработка рыбы при температуре 100°С и расходе пара
430 кг/ч. После бланширования носитель с продуктом поступает в ка-
меру охлаждения, где интенсивно обдувается наружным воздухом и

охлаждается до 45...50°С. Продолжительность обработки продукта в
камере охлаждения 17 мин, расход воз духа 54 000 м3/ч.
Производительность аппарата по банке № 6 составляет 180 банок
в минуту, установленная мощность электропривода 39,5 кВ, габарит-
ные размеры 13 300Ч2400Ч2200 мм, масса 8760 кг.
45
Рис. 8.2. Бланширователь:

1 – стол загрузки; 2 – носитель; 3 – цепь; 4 – направляющий вал;
5 – камера бланширования; 6 – рама; 7 – паропровод; 8 – контрольные
приборы;
9 – камера охлаждения; 10 – вентилятор; 11 – приводной вал;
12 – механизм выгрузки; 13 – привод
Термокоагулятор непрерывного действия (рис. 8.3) работает сле-
дующим образом. Измельченный продукт температурой 10оС подается
насосом через патрубок 2 в корпус аппарата и перемешается шнеком в
сторону выгрузки. Острый пар давлением 0,25...0,6 МПа, подаваемый в
коллектор и распределяемый по форсункам, поступает непосредствен-
но в продукт. Конденсируясь, пар нагревает сырье до 60...90°С в тече-
ние 15...40 с, причем нагрев происходит по всему объему продукта.
Удельный расход пара 0,15 кг на 1 кг сырья. Одновременно осуществ-
ляется перемешивание. Установка форсунок с определенной ориента-
цией парораспределительных отверстий позволяет избежать попадания
в них продукта и обеспечить его равномерный прогрев. Кроме этого
форсунки препятствуют вращению продукта вместе со шнеком. Произ-
водительность аппарата 300 кг/ч. Габаритные размеры 1200Ч800Ч
1500 мм. Масса 300 кг.

Рис. 8.3. Термокоагулятор:
1 – задняя крышка; 2, 3, 6 – патрубки; 4 – гайка; 5 – паровой коллектор;
7 – форсунка; 8 – вал; 9 – шнек; 10 – корпус; 11 – передняя крышка; 12 –
лоток
46
Трубчатые скребковые теплообменники с самоочищающейся
поверхностью нагрева используют для термообработки сырья при про-
изводстве пюреобразных, гомогенизированных консервов для детского
питания, кормовой муки и др. В этих аппаратах продукт обрабатывает-

ся при температуре до 95оС в течение 30...40 с. Аппараты такого типа
бывают вертикальными и горизонтальными; по числу камер нагрева –
одно- и многокамерными; по конструкции скребков – с жестко уста-
новленными и плавающими скребками: по виду применяемого привода
– с электро- и гидроприводом.
Трубчатый скребковый теплообменник (рис. 8.4) состоит из ци-
линдрической камеры нагрева с паровой рубашкой. Внутри камеры на-
грева находится ротор со скребками (ножами), которые установлены
подвижно на пальцах, приваренных к ротору. Такая конструкция
скребков позволяет им при вращении ротора отклоняться к теплопере-
дающей поверхности и снимать (счищать) с нее слой продукта. Скреб-
ки по конструкции бывают цельными и составными, металлическими
и неметаллическими (из фторопласта и др.).
Продукт нагревается в кольцевом зазоре, образованном внут-
ренней поверхностью камеры и ротором со скребками. Теплота пере-
дается продукту от теплоносителя, подаваемого в паровую рубашку
через теплопередающую поверхность камеры. Теплоносителем служит
горячая вода или пар.
Загрузка и выгрузка продукта, а также вход и выход теплоноси-
теля осуществляются по патрубкам. Аппарат установлен вертикально
на специальной стойке и прикреплен к стене.

Продукт, подлежащий обработке, насосом закачивается через
патрубок загрузки в камеру нагрева. По мере прохождения по камере
нагрева он непрерывно перемешивается и удаляется (счищается) с те-
плопередающей поверхности с помощью скребков. Из камеры продукт
выходит нагретым до требуемой температуры.
Перед пуском аппарат полностью продувают воздухом. В конце
рабочего цикла после выхода продукта пропускают воду, что сводит к
минимуму его потери.
Площадь поверхности теплообмена таких аппаратов 0,28...0,85 м2,
производительность 350...1100 кг/ч при нагреве от 5 до 95°С, соответ-
ственно мощность установленных двигателей 3,7...7,5 кВт.
47


Рис. 8.4. Скребковый трубчатый теплообменник:
1 – камера нагрева; 2 – ротор; 3 – скребки; 4 – пальцы; 5 – продукт; 6 –
корпус;
7 – кожух; 8 – теплоизоляция; 9 – подшипниковые узлы; 10, 14 – патрубки
загрузки
и, соответственно, выгрузки продукта; 11 – привод; 12, 13 – патрубки входа
и,
соответственно, выхода теплоносителя; 15 – торцевые уплотнения
Вопросы для самоконтроля
1. Какие способы нагрева пищевых сред вы знаете?
2. Какие аппараты применяют для варки, бланширования, запекания
и обжаривания рыбы?
3. Опишите устройство и принцип работы котлов.
4. Опишите устройство и принцип работы бланширователей.
5. Опишите устройство и принцип работы термокоагулятора.
6. Опишите устройство и принцип работы теплообменников.
48
Лабораторная работа 9
АППАРАТЫ ДЛЯ ОБЖАРИВАНИЯ И ЗАПЕКАНИЯ

Цель работы
Изучить устройство и принцип действия аппаратов для обжаривания и
запекания
Задание
Изучить устройство и принцип работы обжарочной печи.
Изучить устройство и принцип работы конвейерной ротационной печи.
Изучить устройство и принцип работы аппарата для запекания луче-
вым способом.
Теоретическая часть
Аппараты для обжаривания и запекания применяют при про-
изводстве кулинарной продукции. К ним относятся обжарочные печи
непрерывного действия и жарочные аппараты периодического дейст-
вия, пекарные и жарочные шкафы, шкафы для производства печеной
рыбы, тушения овощей, электроплиты, электросковороды, фритюрни-
цы и др.
Для обжаривания применяют печи различных конструкций. В за-
висимости от вида теплоносителя, соприкасающегося с продуктом, его
обжаривают в масле, в потоке горячего воздуха с последующим по-
гружением в масло и при воздействии инфракрасных лучей. По виду

источника тепловой энергии, применяемой для нагрева масла, разли-
чают печи с огневым, паровым и электрическим обогревом. Наиболь-
шее распространение получили обжарочные печи, в которых продукт
обжаривают в слое растительного масла, нагреваемого паром или элек-
тричеством при атмосферном давлении или под вакуумом.
В конструкциях обжарочных печей применяют три типа повер-
хности нагрева: внешнюю, погружную и выносную. Внешнюю по-
верхность используют в печах с огневым и электрическим нагревом,
при этом обогревается днище ванны. Погружная поверхность нагрева
находится непосредственно в ванне и полностью погружена в масло.
Выносная поверхность нагрева характерна тем, что теплообменник вы-
несен из зоны обжаривания. В основном эксплуатируют печи с по-
гружными поверхностями для нагрева масла, но применяют и печи с
внешними поверхностями нагрева.
Продукт может перемещаться в печи на сетчатом конвейере, при-
водном рольганге, перфорированных противнях, укладываемых, под-
вешиваемых или закрепляемых на цепном конвейере, в ковшах, яв-
ляющихся элементом конструкции конвейера, в лотках, сетках,
49
навешиваемых или закрепляемых на конвейерах различной конструк-
ции и сплошным слоем. Сетки могут быть съемными и несъемными,

жестко связанными со звеньями цепи.
Съемные сетки бывают подвесными или свободно стоящими на
специальных носителях, шарнирно связанных с цепями.
Для характеристики обжарочных печей используют понятие сме-
няемости масла, которое оценивают коэффициентом сменяемости
общ
м
см
m
m
k = ,
где mм, mобщ – соответственно, масса растительного масла, добав-
ляемого в печь за период работы, и общее количество масла, вмещаю-
щегося в печь, кг.
Чем больше Ксм, тем лучше сохраняется масло в печи. Масло в
печь добавляют либо периодически, либо непрерывно. В паромасля-
ных печах периодического действия ксм= 0,3...0,4, в механизированных
печах ксм = 0,5...0,6, в печах с электрообогревом ксм= 0,8...1,8. Расход
масла зависит от размеров продукта, типа печи, способа обогрева, ме-
тода доливания масла. Качество масла при обжаривании улучшают пу-

тем повышения коэффициента его сменяемости в печи, очистки от за-
грязнений во время работы и устранения пригорания органических
веществ на поверхности греющих элементов печи.
Практическая часть
Обжарочная печь (рис. 9.1) находит применение в консервном
производстве. Ванна печи разделена на две секции, в каждой из ко-
торых ступенчато расположены паровые нагревательные камеры. Мас-
ло в секциях располагается на водяных подушках. В ванне при работе
находится 900 кг масла. Для устранения перегрева воды в подушках
используют водяные охладители, которые смонтированы под нагрева-
тельными камерами. В ванне установлены паровые барботеры для на-
гревания воды при подготовке печи к работе. Расход пара 135 кг/ч.
Подготовленное сырье загружают элеватором на конвейер, пред-
ставляющий собой перфорированные лотки.
Площадь зеркала масла в ванне 5,9 м2. Продолжительность обжа-
ривания рыбы в печи 4...16 мин.
При выгрузке из лотков жареный продукт проходит через электро-
вибратор для снятия прилипших кусочков продукта. Водяные пары и
газы, образующиеся при обработке рыбы, удаляют через вытяжной
зонт, установленный над ванной. Производительность печи 2000 кг/ч,

габаритные размеры 12 750Ч3100Ч3050 мм, масса 10 500 кг.
50
Рис. 9.1. Печь обжарочная:
1 – загрузочный элеватор; 2 – секции ванны; 3 – паровые нагреватели;
4 – привод электровибратора; 5 – конвейер; 6 – вытяжной зонт; 7 – ковши

Конвейерная ротационный печь (рис. 9.2) периодического дей-
ствия представляет собой термоизолированную цилиндрическую ка-
меру, закрепленную на опоре. Продукт подают на люльки ротора, дис-
ки которого установлены на валу и соединены между собой стержнями,
несущими люльки. Продукт запекают горячим воздухом.
Подсушка, обжарка и варка продукта в печи осуществляются по-
следовательно. При этом продукт в лотках, установленных на люльках
ротора, непрерывно перемещается в камере в потоке горячего воздуха.
Частота вращения ротора 0,06 с-1.

Рис. 9.2. Конвейерная ротационная печь: 1 – дверь; 2 – редуктор;
3 – электродвигатель; 4 – стойка; 5 – вал; 6 – стержень; 7 – труба;
8 – задвижка; 9 – камера; 10 – люльки; 11 – горелки; 12 – опора;
13 – отражатель; 14 – диски; 15 – противовес
51
Из камеры воздух по отсасывающим воздуховодам поступает в
коллектор, откуда вентилятором засасывается и направляется на нагре-
вательные элементы, а затем по промежуточному воздуховоду в цен-
тральный распределительный воздуховод и дальше к продукту. Для ув-
лажнения среды используют водяной пар. Производительность печи
110 кг/ч, установленная мощность электропривода 43,55 кВт, за-
нимаемая площадь 4,7 м2, масса 2330 кг.
Аппарат для запекания лучевым способом с последующим охла-
ждением готовой продукции до 15оС применяют в производстве кули-
нарных изделии. По конструкции аппарат (рис. 9.3) туннельного типа.
Внутри туннеля установлен четырехъярусный конвейер. Между яруса-

ми смонтированы кассеты с излучателями, которые обеспечивают раз-
личную плотность энергетического потока на продукт.
В аппарате различают четыре технологические зоны: загрузки, за-
пекания, охлаждения и выгрузки продукта. В зоне загрузки продукт
вручную укладывают в носители конвейера на алюминиевые пластины
с антиадгезионным покрытием (фторопластовая эмульсия) и направля-
ют в секцию выпечки. Скорость движения конвейера 0,003...0,02 м/с.
Куски продукта размером 450Ч190Ч80 мм последовательно проходят
через все зоны запекания, подвергаясь воздействию темных и светлых
излучателей. Продолжительность запекания 17...25 мин.

Рис. 9.3. Аппарат для запекания лучевым способом:
1 – секция выпечки; 2 – полотно конвейера; 3 – воздухоохладители;
4 – секция выгрузки; 5 – промежуточная секция
В зоне охлаждения над продуктом вентилятором продувается ох-
лажденный воздух. Температура готовой продукции 15... 18 °С (в зави-
симости от вида и размеров кусков). В зоне выгрузки готовую продук-
цию снимают с конвейера вместе с пластинами. Производительность
аппарата по сырью 150 кг/ч. Установленная мощность электро-
двигателя 127,2 кВт. Габаритные размеры 9450Ч2220 Ч2970 мм, масса
6570 кг.
52
Вопросы для самоконтроля
1. Опишите устройство и принцип работы обжарочной печи.
2. Опишите устройство и принцип работы конвейерной ротационной
печи.
3. Опишите устройство и принцип работы аппарата для запекания лу-
чевым способом.

53
Лабораторная работа 10
АППАРАТЫ ДЛЯ СТЕРИЛИЗАЦИИ КОНСЕРВОВ
Цель работы
Изучить устройство и принцип действия аппаратов для стерилизации
Задание
Изучить устройство и принцип работы автоклавов.
Изучить устройство и принцип работы установки для стерилизации
консервов.
Изучить устройство и принцип работы стерилизаторов.
Теоретическая часть
Для тепловой стерилизации применяют аппараты периодического
и непрерывного действия – автоклавы или стерилизаторы. Аппараты

для стерилизации классифицируют: по расположению – на вертикаль-
ные и горизонтальные; по способу загрузки банок с продуктом – нава-
лом, в корзинах, сетках, на тележках, кассетах; по числу загружаемых
корзин – с одной, двумя и четырьмя корзинами; по давлению стерили-
зующей среды – на работающие при атмосферном давлении и при дав-
лении, превышающем атмосферное; по виду стерилизующей среды –
на водяные, паровые, паровоздушные, паровоздушные с водяным оро-
шением, воздушные, газовые; по способу герметизации – на аппараты с
механическим и гидростатическим затвором жидкости; по способу пе-
ремещения банок при стерилизации – на конвейерные, роторные и ап-
параты, в которых банка неподвижна.
Устройство, принцип работы автоклавов и стерилизаторов дол-
жны обеспечивать возможность получения непрерывной и точной ин-
формации о ходе процесса стерилизации. Для контроля над основными
параметрами стерилизации (температура, давление и продолжитель-
ность) и обеспечения точного соблюдения режима стерилизации аппа-
раты оборудуют индикаторными, регистрирующими и записывающи-
ми приборами, позволяющими записывать изменения температуры в
процессе стерилизации в термограммах. Срок хранения в лаборатории
термограмм как документов строгой отчетности должен превышать га-
рантийный срок хранения консервов на 6 мес. На термограмме указы-

вают наименование консервов, номер автоклава, смену, дату, режим
стерилизации, фамилию аппаратчика. Работу каждого автоклава и сте-
рилизатора (учет термограмм) регистрируют в журнале по установлен-
ной форме. Этот журнал является важным документом, по которому
судят о соблюдении заданного режима стерилизации.
54
Практическая часть
Автоклавы различной конструкции широко применяют при про-
изводстве консервов из гидробионтов.
Автоклав вертикальный двухкорзиночный (рис. 10.1, а) состоит из
корпуса, блоков арматуры, теплоизоляции, электронной системы
управления. Корпус автоклава представляет собой сварной ци-
линдрический сосуд вместимостью 1,07 м3 с эллиптическим днищем,
закрываемый сверху крышкой. Высота автоклава 2540 мм, диаметр
1100 мм. Во время стерилизации внутри корпуса размещаются две кор-
зины с консервами. Температура стерилизации до 130оС. Потребляемая
мощность 25 кВт, масса 900 кг.
Бессеточный вертикальный автоклав (рис. 10.1, б) представляет
собой сосуд вместимостью 1,4 м3 с герметически закрывающимися
верхней и нижней крышками, которые открываются и закрываются с

помощью пневмоцилиндров и байонетного затвора. После заполнения
автоклава горячей водой в него загружают банки с продуктом. Если
консервы стерилизуют в паровой среде, то открывается клапан слива
горячей воды, а если в водной среде, то горячая вода не сливается. За-
тем по программе происходят повышение температуры и давления,
выдержка, снижение температуры и давления. По окончании цикла
стерилизации консервы разгружают в секцию, заполненную водой. Га-
баритные размеры автоклава 1550Ч1380Ч2160 мм, масса 670 кг.
Горизонтальные автоклавы (рис. 10.1. в) с цилиндрическим кор-
пусом бывают тупиковые – с одной крышкой и пролетные – с двумя
крышками по обеим торцевым сторонам корпуса автоклава. Крышки
герметично закрывают корпус с помощью штурвальных или байонет-
ных затворов. В нижней части автоклава проложен рельсовый путь, по
которому перемещают тележки с банками. Длина автоклава зависит от
числа закатываемых в него тележек – одна, две, четыре и шесть. Гори-
зонтальные автоклавы устанавливают с небольшим уклоном и в низкой
части корпуса вваривают штуцер для слива конденсата.
Установка для стерилизации консервов УСК-1 (рис. 10.2) состо-
ит из автоклава, ресивера, теплообменного аппарата, компрессора на-
сосов и системы управления. Все части установки соединены трубо-
проводами и смонтированы на общей раме. Основной ее частью

является автоклав – сварной цилиндрический корпус с внутренним
диаметром 800 мм, закрывающийся крышкой с затвором байонетного
типа.
55


Рис. 10.1. Автоклавы:
а – вертикальный: 1 – корпус; 2 – противовес» 3 – гнездо термометра; 4 –
крыш-
ка; 5 – кран; 6 – барашковые гайки; 7 – корзины с банками; 8 –
циркуляционная
труба; 9 – промежуточный сосуд для подключения манометра и термометра;
10 – уплотнительная прокладка; 11 – круговой паз; 12 – барботер; 13 – днище
б – бессеточный вертикальный: 1 – верхняя крышка; 2 – пневмоцилиндры;
3 – нижняя крышка; 4 – корпус
в – горизонтальный: 1 – крышка; 2 – корпус; 3 – тележки

56

Рис. 10.2. Установка для стерилизации консервов УСК-1:
1 – насос подачи холодной воды; 2 – ресивер; 3 – рама; 4 – компрессор;
5 – теплообменный аппарат; 6 – насос для циркуляции воды; 7 – арматура;
8 – бак для воды; 9 – система управления; 10 – приборы теплоконтроля;
11 – однокорзиночный горизонтальный автоклав
В автоклав загружают 120 банок. Стерилизация консервов при
температуре не более 120°С и давлении 0,34 МПа в автоклаве осущест-
вляется орошением их струями горячей воды, подаваемыми через ду-
ширующее устройство. Такой способ обеспечивает равномерное рас-
пределение температурного поля внутри автоклава и высокое качество
продукта после стерилизации. Для исключения парообразования в ав-
токлаве создается избыточное давление воздуха, подаваемого от реси-
вера. После завершения режима нагрева и стерилизации консервы по-
степенно охлаждаются душированием водой, охлажденной в
теплообменнике. Площадь, занимаемая установкой, 7,2 м2, потребляе-
мая мощность 30 кВт.
Трехбарабанный стерилизатор роторного типа (рис. 10.3, а)
работает следующим образом. Консервные банки подаются по кон-
вейеру в загрузочный люк барабана. Находясь в первом барабане, кон-
сервы прогреваются до 60...75°С (температура греющей воды 100°С) и

через герметичный клапан поступают во второй барабан для стерили-
зации. Температуру и давление внутри барабана устанавливают в со-
ответствии с формулой стерилизации. В случае необходимости проти-
водавление создают сжатым воздухом. По окончании процесса
стерилизации через второй герметичный клапан консервы подают в
третий барабан на охлаждение водой до 40°С.
57

Рис. 10.3. Стерилизаторы непрерывного действия:
а – трехбарабанный стерилизатор роторного типа: 1 – третий барабан;
2 – второй барабан; 3 – первый барабан; 4 – конвейер
б – стерилизатор: 1 – стерилизационная камера; 2 – линия подачи воды; 3 –
линия
подачи пара; 4 – бойлер; 5 – корпус стерилизатора; 6 – пульт управления;
7 – дверь загрузки; 8 – рельсовый путь; 9 – сетка с консервами
В стерилизаторах роторного типа консервы стерилизуют под дав-
лением, превышающим давление насыщенных паров воды. Применяют
аппараты также с раздельным охлаждением: вначале под давлением
выше атмосферного, а затем при атмосферном.

Компоновка рабочих барабанов может быть различной. Аппараты
могут состоять из двух корпусов – стерилизатора и охладителя, рабо-
тающего под атмосферным давлением и давлением выше атмосферно-
го; трех корпусов – стерилизатора и двух охладителей, один из кото-
рых работает под давлением выше атмосферного, а второй – под
атмосферным; четырех корпусов – подогревателя, стерилизатора и
двух охладителей для раздельного охлаждения.
Банки, подлежащие стерилизации, подают по загрузочной течке
внутрь корпуса шлюзовой камеры. При этом банка попадает между
зубцами приемной звезды и перемещается из области атмосферного в
область повышенного давления, т. е. внутрь стерилизатора. При вра-
щении ротора стерилизатора банки перемещаются не только вокруг
оси ротора, но и вдоль корпуса к выгрузному устройству, которое ра-
58
ботает так же, как и загрузочная течка. Очередная банка выталкивается
из гнезда ротора в выем звездочки выгрузного устройства зубцом спе-
циальной выталкивающей звездочки. Продолжительность стерили-
зации регулируется частотой вращения ротора стерилизатора. При вы-
ходе из стерилизатора банки сразу попадают в охладитель,
работающий по тому же принципу, что и стерилизатор.
Стерилизатор (рис. 10.3, б) состоит из камеры, над которой ус-

тановлен бойлер для предварительного нагрева воды перед стерилиза-
цией. В камере находится перфорированный цилиндр с рельсами для
перемещения сеток с банками и плитой для удерживания их в сетках.
Перед началом стерилизации консервов в жестяной таре температура
воды в бойлере должна быть несколько выше температуры стерилиза-
ции. Банки с консервами загружают в сетки, которые устанавливают в
камере, и герметизируют ее.
Стерилизация продукта начинается с момента поступления горя-
чей воды из бойлера в камеру. Во время стерилизации перфорирован-
ный барабан вращается по заданному режиму. По окончании собствен-
но стерилизации (при одновременном вращении банок) горячая вода из
камеры поступает в бойлер под давлением холодной воды, подаваемой
для охлаждения. Консервы охлаждаются при вращении барабана с
банками по заданному режиму. В бойлере в это время нагревается вода
для стерилизации следующей партии консервов.
Вопросы для самоконтроля
1. Перечислите основные способы стерилизации.
2. Что такое тепловая стерилизация без противодавления и с противо-
давлением?
3. Что такое формула стерилизации?

4. Опишите устройство и принцип работы автоклавов.
5. Опишите устройство и принцип работы установки для стерилизации
консервов.
6. Опишите устройство и принцип работы стерилизаторов.
59
Лабораторная работа 11
ОБОРУДОВАНИЕ ДЛЯ СУШКИ И ВЯЛЕНИЯ
Цель работы
Изучить устройство и принцип действия оборудования для сушки и вя-
ления
Задание
Изучить устройство и принцип работы туннельного сушильного аппа-
рата.
Изучить устройство и принцип работы камерной коптильно-
сушильной установки.
Изучить устройство и принцип работы барабанной сушилки.
Изучить устройство и принцип работы ленточной сушилки.

Теоретическая часть
На предприятиях отрасли для сушки применяют аппараты и уста-
новки периодического и непрерывного действия. Оборудование для
сушки классифицируют: в зависимости от видового состава – для рыбы
и нерыбных объектов; в зависимости от вида высушиваемого материа-
ла – сушильные установки для штучных (рыбы), вязкопластичных,
жидких (суспензий, гидролизатов и других растворов), зернистых и
вспененных продуктов; по давлению в сушильной камере – атмосфер-
ные и вакуумные; по виду сушильного агента – воздушные, газовые,
газовоздушные, паровые и жидкостные.
Кроме того, эти группы сушильного оборудования разделяют: по
конструкции сушильной камеры – туннельные, камерные, шкафные,
вальцовые, барабанные, канальные, ленточные, ситовые, скребковые,
шнековые, вальцовые и др.; по направлению движения сушильного
агента и продукта – прямоточные, противоточные, смешанного типа;
по способу подвода теплоты к влажному материалу – конвективные,
кондуктивные, комбинированные: по способу распыления (дисперги-
рования) высушиваемого продукта – с центробежным дисковым и фор-
суночным распылением; по способу нагревания сушильного агента – с
паровыми калориферами, с огневыми (газ, мазут) теплогенераторами, с

электронагревом; по направлению движения продукта и сушильного
агента – прямоточные, противоточные, с перекрестным и смешанным
током; по кратности использования теплоносителя – однократные и
рециркуляционные; по типу гидродинамического режима сушки – с
неподвижным слоем в виде пленки, с распылением в потоке сушильно-
го агента, взвешенном, псевдоожиженном и фонтанирующем слое; по
виду транспортирования высушиваемого продукта – с механическим
60
перемещением, пневмотранспортом, импульсным пневмотранспортом
при высокой плотности продукта; по способу очистки отработавшего
воздуха – с циклонной одно- и двухступенчатой очисткой, с очисткой в
тканевых фильтрах, с одно- и двухстадийной смешанной очисткой (ци-
клон – фильтр) и др.; по использованию теплоты выходящего из су-
шилки газа установки с использованием рекуператоров теплоты выхо-
дящего из сушилки газа и без них.
Для транспортирования материала при сушке используют раз-
личные устройства: тележки со стеллажами; ленточные, пластинчатые,
сетчатые, скребковые, шнековые, вибрационные конвейеры; вращаю-
щиеся полые барабаны; циклонные камеры; устройства для образова-
ния полувзвешенного слоя материала; камеры для гравитационного
осаждения части продукта и др.

Сушильная установка включает: собственно сушильную камеру,
устройство для подготовки и транспортирования тепловлагоносителя,
устройства для очистки воздуха или дымовоздушной смеси перед по-
ступлением в сушилку и на выходе из нее, устройства для подачи сы-
рья и отвода готовой продукции, для обеспечения заданного режима и
регулирования хода процесса и пр.
Практическая часть
Туннельный сушильный аппарат (рис. 11.1) предназначен для
производства вяленой и провесной мойвы, а также для сушки и вяления
ерша, камбалы, серебристого хека и других рыб, для подсушки полу-
фабриката. Сушильный аппарат имеет форму параллелепипеда и разде-
лен по длине сплошной вертикальной стенкой на два самостоятельных
туннеля. Через оба туннеля проходит подвесной монорельсовый путь,
скорость движения которого составляет 0,47 м/с.
Процесс вяления протекает круглосуточно и непрерывно. Оста-
новки производятся через заданный интервал времени для выкатыва-
ния клетей с готовой продукцией, перекатывания клетей с полуфабри-
катом из первого туннеля аппарата во второй и загрузки клетей рыбой-
сырцом. Внутри сушильного аппарата постоянно находятся 48 клетей –
по 24 клети в каждом туннеле.

Средняя скорость движения воздуха в туннеле 4 м/с, расход возду-
ха 20000 м3/ч. Рыбу-сырец раскладывают на сетки в один слой. Сетки
задвигают в направляющие клети. Перед загрузкой в первый туннель
сушильного аппарата клети с продуктом выдерживают не менее
1 ч для стекания с рыбы поверхностной влаги. Продолжительность вя-
ления мойвы-сырца с массовой долей жира 8% составляет для вяленой
продукции до 48 ч, для провесной до 24 ч. Производительность аппара-
та по готовой продукции: вяленой до 2000 кг/сут, провесной до
61
4000 кг/сут. Общая установленная мощность аппарата 62,2 кВт, габа-
ритные размеры 23 080Ч2952Ч2900 мм, масса 29 000 кг.

Рис. 11.1. Туннельный сушильный аппарат:
1, 11 – двери; 2 – узел перекатывания клетей; 3, 10 – патрубки;
4 – натяжная станция; 5 – тяговая цепь; 6 – сушильная камера; 7 – клеть;
8 – привод; 9 – приводной вал
Камерная коптильно-сушилъная установка (рис. 11.2) предназ-
начена для сушки, вяления, холодного копчения рыбной колбасы и ры-
бы. Сушильная камера представляет собой сборную металлическую
конструкцию прямоугольной формы, к которой крепятся два вентиля-
ционных блока.
Полный цикл работы установки состоит из трех режимов: I – под-

сушка, II – вяление (копчение) и III – досушка. Температуру воздуха и
дымовоздушной смеси в камере регулируют в диапазоне 20...40°С. Че-
тыре клети с разложенным на решетах или навешанным на шомполах
полуфабрикатом закатывают в камеру и закрывают створки. Затем за-
катывают еще четыре клети и закрывают двери. Створки делят камеру
на две зоны. Масса полуфабриката, загружаемого в одну клеть, 250 кг,
разовая загрузка в камеру 2000 кг. Производительность установки со-
ставляет по вялению: мелочи III группы 400 кг/сут, карася и зубана 200
кг/сут; по холодному копчению: рыбной колбасы 1200 кг/сут, атланти-
ческой скумбрии 800 кг/сут и океанической ставриды 640 кг/сут. Об-
щая установленная мощность электропривода 66,75 кВт, габаритные
размеры камеры 7000Ч2000Ч3350 мм, масса 3800 кг.
62

Рис. 11.2. Камерная коптильно-сушильная установка:
1 – тройник для подачи свежего воздуха и дыма; 2 – заслонки; 3 –
вертикальный
щит; 4 – потолочный щит; 5 – блок выброса дымовоздушной отработавшей
смеси; 6 – вентиляционный блок; 7 – дверь;
8 – направляющие для закатывания клетей; 9 – клеть
Барабанная сушилка (рис. 11.3) предназначена для конвективной
сушки зернистых материалов в наклонно вращающемся ци-
линдрическом барабане. Продукт перемещается вдоль барабана благо-
даря его наклону, а также за счет потока теплоносителя – нагретого

воздуха. Продольные лопатки на внутренней поверхности вращающе-
гося барабана поднимают продукт на разную высоту, откуда он ссыпа-
ется, и сушка частиц происходит во взвешенном состоянии.

Рис. 11.3. Барабанная сушилка:
1 – камера для ввода теплоносителя; 2 – дозатор влажного продукта; 3 –
бункер;
4 – барабан; 5 – батарея циклонов; 6 – вентилятор; 7 – камера для
отработанного теплоносителя и сухого продукта; 8 – конвейер; 9 – привод
63
На барабан надеты бандажи и зубчатый венец привода. Бандажами
барабан опирается на ролики, регулировкой которых добиваются тре-
буемого угла наклона барабана. Привод барабана вращает шестерню,
находящуюся в зацеплении с зубчатым венцом. Открытыми торцами
барабан сообщается с двумя камерами. Через одну из них в барабан по-
ступают влажный продукт и отработавший теплоноситель, в качестве
которого служит воздух или газообразные продукты сжигания топлива.
Запыленный отработавший теплоноситель очищают от пыли в цикло-
нах.
Ленточные сушилки используют для обезвоживания (при встреч-
ном движении продукта и воздуха) кусковых и сыпучих материалов,
которые можно пересыпать и перелопачивать в процессе сушки. В та-
ких сушилках устанавливают один или несколько ленточных конвейе-
ров, располагаемых один над другим. Сырье подают питателем на
верхний конвейер, с него оно передается на нижележащий и т. д.; ниж-

няя лента выдает продукцию в разгрузочный короб. Установки такой
конструкции применяют при переработке водорослей.
Ленточная сушилка (рис. 11.4) опирается на раму, внутри которой
расположены пять пар барабанов диаметром 240 мм. Каждая пара ба-
рабанов несет на себе горизонтальную бесконечную конвейерную сет-
чатую ленту из нержавеющей проволоки.
Влажный продукт наклонным конвейером подается сначала на
верхнюю рабочую ленту сушилки. Далее слой продукта, продуваемого
нагретым воздухом, перемещается вдоль камеры на вторую, третью,
четвертую и пятую (всего пять ярусов) ленты и пересыпается в месте ее
поворота на верхнюю ветвь ленточного конвейера, расположенного
ниже, и движется на ней в обратном направлении.
Четыре верхних яруса сушилки предназначены для сушки про-
дукта нагретым воздухом, нижний ярус – для охлаждения продукта
воздухом, поступающим в камеру из помещения. В конце пятой ленты
установлен лоток для выгрузки высушенного продукта.
Общая рабочая площадь пяти конвейерных лент сушилки 30 м2.
Для сушки студнеобразных объектов, нарезанных в форме «лапши»,
применяют сушилки с сетчатыми поперечными перегородками на не-
сколько отсеков, в которых создают разные температурные и аэроди-
намические режимы сушки для выработки сухого продукта с заданны-

ми качественными показателями.
Производительность сушилки по испаренной влаге 150 кг/ч,
установленная мощность электропривода 1 кВт, габаритные раз-
меры 8800Ч2400Ч3765 мм, масса 4786 кг.
64

Рис. 11.4. Ленточная сушилка:
1 – привод; 2 – станина; 3 – калориферы; 4 – наклонный конвейер; 5 – вытяж-
ное устройство; 6 – сушильная камера; 7 – ярусы сушильной камеры
Вопросы для самоконтроля
1. Какие способы сушки и вяления применяют при обработке рыбы?
2. По каким признакам классифицируют сушильное оборудование?
3. Из каких основных частей состоит сушильная установка?
4. Как устроены и работают туннельный и барабанный сушильные ап-
параты?
5. Опишите принцип действия коптильно-сушильной установки.
6. Опишите принцип действия ленточной сушилки.
65

Лабораторная работа 12
ОБОРУДОВАНИЕ ДЛЯ КОПЧЕНИЯ
Цель работы
Изучить устройство и принцип действия оборудования для копчения
Задание
Изучить устройство и принцип работы установки для холодного коп-
чения и вяления рыбы.
Изучить устройство и принцип работы печи для горячего копчения ры-
бы.
Изучить устройство и принцип работы роторной коптильно-сушильной
печи для холодного копчения и вяления рыбы.
Теоретическая часть
Для копчения рыбы и других пищевых продуктов в промыш-
ленных условиях применяют различное оборудование: коптильные пе-
чи и установки, термоагрегаты, термокамеры, термошкафы, электро-
коптильные установки и др.
Любая единица коптильного оборудования состоит из коптильной
камеры (башни, туннеля и др.), в которой осуществляется собственно
копчение, и вспомогательных устройств: для выработки дыма (дымо-

генератор); подачи, распределения, рециркуляции и отсоса дымовоз-
душной смеси (вентиляторы); нагрева и охлаждения воздуха (калори-
феры, тэны, кондиционеры и др.); транспортирования продукта
(подвесные пути, клети, рамы и др.), а также устройств для санитарной
обработки, противопожарных систем, контрольно-измерительных и
управляющих приборов. Основная техническая характеристика обору-
дования для копчения – рабочая вместимость (загрузка) коптильной
камеры.
Оборудование для копчения бывает периодического и непре-
рывного действия; по положению на производственном участке – ста-
ционарное и нестационарное: по способу копчения – для дымового,
бездымного и смешанного копчения; по виду копчения – для горячего,
холодного и универсальное оборудование, позволяющее при измене-
нии режимных параметров выполнять все виды копчения: по движу-
щей силе осаждения компонентов коптильной среды – для традицион-
ного ес(тественного), искусственного с ( применением
активизирующих сред, электрического тока, инфракрасных и ультра-
фиолетовых лучей и др.) и комбинированного копчения: по располо-
жению – вертикальное, горизонтальное и горизонтально-вертикальное:
по положению продукта при обработке – подвижное и неподвижное.
66

Перед загрузкой в коптильную камеру рыбное сырье нанизывают
на шомпола (прутки, крючки), подвешивают, навешивают на рейки,
обвязывают, устанавливают на рамах, тележках, клетях, укладывают на
поддоны. Мелкую рыбу при холодном и горячем копчении нанизыва-
ют на прутки: рыбу средних размеров при холодном копчении также
нанизывают на прутки или подвешивают на рейки; некоторые виды
средних рыб, крупную рыбу, балыки, как правило, обвязывают или
помещают в сетки и в таком виде навешивают на прутки или рейки.
Для нанизывания рыбы применяют специализированные машины. Не-
которые виды рыбы при горячем и холодном копчении обвязывают
вручную. Особенно это относится к производству балыков. При горя-
чем копчении применяют механизированную упаковку в сетки.
При копчении продукт может находиться в покое или в движении,
перемещаясь в клетях, тележках, на рамах, подвесках конвейеров.
Мелкую рыбу коптят насыпью на специальных поддонах.
При бездымном или комбинированном копчении рыбы приме-
няют коптильные препараты и устройства, которые могут быть встрое-
ны в коптильную установку или установлены вне ее как са-
мостоятельные машины.
Перед копчением рыбу подсушивают: в естественных условиях на
открытом воздухе (на вешалах под навесами); в сушильно-

провялочных камерах (туннелях): в закрытых помещениях с принуди-
тельной циркуляцией воздуха или непосредственно в коптильных пе-
чах (камерах). В естественных условиях рыбу подсушивают в ясную
погоду при температуре воздуха не выше 25°С. В сушильно-
провялочных камерах нежирную рыбу подсушивают при температуре
от 18...20°С до 25...28°С, начиная с более низкой температуры и посте-
пенно повышая ее к концу процесса. Жирную рыбу рекомендуется
подсушивать при температуре не выше 23°С. Скорость движения воз-
духа в сушильно-провялочной камере или туннеле должна быть 0,5...
1 м/с. При подсушивании в камерах с централизованной подачей ды-
мовоздушной смеси ее кондиционируют для понижения температуры и
влажности. Подсушивание завершают, когда поверхность рыбы высо-
хнет, плавники станут жесткими, мясо несколько уплотнится. Крупную
жирную сельдь-иваси перед копчением не подсушивают.
Продолжительность подсушивания в сушильно-провялочных ка-
мерах, туннелях и в коптильных камерах составляет от 1...3 ч до 1,5...
2 сут в зависимости от вида, размера, способа разделки и массовой до-
ли жира в рыбе. В естественных условиях в зависимости от температу-
ры окружающей среды подсушивание длится от 4...8 ч для мелкой ры-
бы до 3...4 сут для крупной.
67

Важную роль при копчении рыбы играет распределение дымо-
воздушной смеси в коптильной камере. В современном коптильном
оборудовании применяют сопловую подачу дымовоздушной смеси с
турбулизацией потока, вследствие чего равномерно удаляется влага и
наносится колер на продукт. При полном и равномерном контакте ры-
бы с дымовоздушной смесью готовый продукт приобретает красивый
специфический колер.
Коптильные печи и установки по конструкции бывают верти-
кальными (башенными), горизонтальными (туннельными), камерными,
роторными и комбинированными (горизонтально-вертикальными).
Комбинированные печи (горизонтально-вертикальные) сочетают в себе
достоинства двух видов печей. Рыба в этих печах движется на подвес-
ках конвейера, проходит в горизонтальном направлении все зоны, пе-
ремещаясь в каждой зоне вертикально: вверх-вниз-вверх. Применение
такого конвейера позволяет механизировать процессы загрузки и вы-
грузки прутков с рыбой, выделить зоны обработки, уменьшить произ-
водственные площади и организовать непрерывную работу печи. Коп-
тильные печи при соответствующем режиме работы могут быть
использованы также для производства вяленой или провесной рыбы.
Башенные коптильные пени представляют собой вертикальную
строительную конструкцию. Для холодного копчения применяют

обычно вертикальные периодически действующие печи, но с не-
прерывным движением со скоростью 0,02 м/с двухцепного беско-
нечного конвейера с подвесками, на которые укладывают по два прут-
ка с нанизанной рыбой. Продолжительность копчения рыбы в печи до
20 ч. В процессе копчения в печь подается дымовоздушная смесь тем-
пературой 27°С, по окончании копчения – охлажденный воздух. После
охлаждения рыбы печь разгружают. Горизонтальные коптильные печи
применяют для холодного и горячего копчения.
В туннельных коптильных печах рыба в тележках движется не-
прерывно или циклично. Туннельная печь разделена на зоны с различ-
ными режимами обработки, которые продукт проходит во время про-
цесса. Туннельные печи по сравнению с башенными занимают
большие производственные площади.
Практическая часть
Установка для холодного копчения и вяления рыбы различных
видов и размеров (рис. 12.1, а) представляет собой два автономных
одинаковых параллельных коптильных туннеля, расположенных в од-
ном корпусе и работающих автономно и независимо один от другого.
Рыба, нанизанная на прутки, коптится на тележках. Каждый туннель по
длине условно разделен на 21 секцию, длина каждой секции приблизи-

68
тельно равна длине тележки. Передняя стенка каждой тележки выпол-
нена из листового материала. Тележки вручную поочередно вкатывают
в первую секцию туннеля до захвата собачки тележки тяговой цепью
конвейера, перемещающего их по туннелю. Рыба вначале проходит зо-
ну подсушки, занимающую первые 9 секций, затем переходит в зону
копчения, занимающую остальные 12 секций. Сплошные передние
стенки тележек, следующих в туннеле вплотную одна за другой, и пе-
реходы, встроенные в верхнюю и нижнюю части туннеля, образуют
пути, по которым движутся воздух и дымовоздушная смесь. Туннель
может работать в двух режимах: когда задействованы только зоны под-
сушки и копчения и при прохождении дымовоздушной смеси через все
секции. Дым в зону копчения подают вентилятором от двух дымогене-
раторов.
Производительность установки по ставриде и скумбрии 4 т/сут,
продолжительность копчения 21...24 ч. Мощность, потребляемая уста-
новкой, 34 кВт, габаритные размеры без труб и дымогенераторов 20
250Ч3314Ч3855 мм.


Рис. 12.1. Схема туннельных коптильных печей и установок:
а – установка для холодного копчения и вяления рыбы: 1 – вентилятор;
2, 5 – клапаны; 3 – туннель; 4, 6 – калориферы
б – установка для горячего копчения рыбы: 1 – цепной конвейер; 2 – туннель
69
Туннельная коптильная печь для горячего копчения рыбы при
производстве шпротов (рис. 12.1, б) представляет собой два парал-
лельных и работающих независимо друг от друга горизонтальных тун-
неля. По потолку каждого туннеля проложен монорельс, по которому
при помощи бесконечного цепного конвейера двигаются клети с ры-
бой. Продолжительность обработки рыбы при изменении циклов мож-
но изменять от 30 мин до 8 ч. В туннеле одновременно находятся 16
клетей с рыбой.
Туннель по длине условно разделен на 16 секций, образующих
различные зоны термообработки рыбы. Размеры секции соответствуют
размерам клети. Сплошные стенки клетей и воздуходувы, расположен-
ные в верхней и нижней частях туннеля, образуют каналы, по которым

воздух или дымовоздушная смесь проходит по петлеобразной трассе в
вертикальном направлении попеременно снизу вверх и наоборот.
Установленная мощность электропривода 4,4 кВт, габаритные
размеры печи 13 000Ч2890Ч2980 мм, масса 16 250 кг.
Роторная коптилъно-сушильная печь для холодного копчения и
вяления рыбы различных видов (рис. 12.2) представляет собой строи-
тельную конструкцию, внутри которой находится цилиндрическая ка-
мера. Над камерой устанавливают вентиляционную систему и привод
ротора. Внутри камеры смонтирован ротор, на который навешивают
клети с рыбой. На противоположных сторонах камеры расположены
двери, через которые на консольные балки устанавливают или снимают
с них 14 клетей с рыбой по одной на каждую балку.
Камера по диагонали условно разделена на две зоны со своими
вводами и выводами дымовоздушной смеси и системой вентиляции.
Эта система обеспечивает в зонах разность температур 3...5°С. Клети с
рыбой на роторе вращаются в камере с регулируемой частотой
(З...6)10-4 с-1 и соответственно через 0,5...1 ч совершают полный обо-
рот, проходя обе зоны. В зоне с более низкой температурой происхо-
дит перераспределение влаги – из внутренних слоев рыбы влага пере-
ходит к наружным. В зоне с повышенной температурой влага
испаряется, коптильные компоненты оседают на поверхности рыбы и

диффундируют во внутренние слои. Такой процесс повторяется цик-
лично.
Производительность печи по рыбе холодного копчения 2,5 т/сут,
по провесной – 2,5, по вяленой – 0,5 т/сут. Общая установленная мощ-
ность электродвигателей 93,5 кВт, габаритные размеры печи 9100Ч
7100Ч3950 мм, масса 6820 кг.
70

Рис. 12.2. Роторная коптильно-сушильная печь:
1 – клеть; 2 – смолосборник; 3 – вентилятор; 4 – воздуховоды; 5 – калорифер;
6 – смеситель; 7 – шибер; 8 – дымоходы; 9 – привод
Вопросы для самоконтроля
1. Назовите существующие способы копчения.
2. Из каких основных частей состоит современная коптильная установ-
ка?
3. Как классифицируют оборудование для копчения?

4. Как устроена и работает туннельная коптильная установка?
5. Как устроена и работает роторная коптильная установка?
71
Лабораторная работа 13
МАШИНЫ И АППАРАТЫ ДЛЯ ПОСОЛА РЫБЫ
Цель работы
Изучить устройство и принцип действия оборудования для посола
Задание

Изучить устройство и принцип работы посольных ванн.
Изучить устройство и принцип работы посоло-моечной машины.
Изучить устройство и принцип работы рыбопосольного агрегата.
Изучить устройство и принцип работы посолочного автомата.
Теоретическая часть
Для посола рыбы применяют различные устройства и специа-
лизированное емкостное оборудование, которое разделяют: по прин-
ципу действия – на периодически и непрерывно действующее; по спо-
собу посола – для сухого, тузлучного и смешанного посола; по виду
контакта с посолочным материалом – смешивающего, погружного и
струйного (инъекционного) типов; по конструктивному признаку – на
конвейерные и роторные (барабанные); по степени механизации – ме-
ханизированные и немеханизированные.
К устройствам периодического действия для сухого, мокрого и
смешанного посола относятся чаны, ванны, лари, ящики, бочки. Рыбу,
соль и соляной раствор загружают в эти устройства и выдерживают до
достижения заданной концентрации соли в продукте. Затем соленый
продукт выгружают, а тузлук сливают.
Непрерывный посол проводят в ваннах, посолочных машинах и
агрегатах, установках для посола и размораживания, аппаратах инъек-

ционного типа и др.
Посольные ванны различной конструкции широко применяют в
виде отдельных агрегатов, в линиях посола, а также в качестве состав-
ных частей установок, в которых посол совмещают с мойкой и размо-
раживанием.
Практическая часть
Механизированная ванна вместимостью 1 м3 для непрерывного
вкусового посола рыбы (рис. 13.1) состоит из каркаса, приводной стан-
ции, пластинчатого и скребкового конвейеров.
Рыба, загружаемая на верхнюю ветвь пластинчатого конвейера,
попадает в тузлук и оказывается между ветвью пластинчатого конвейе-
ра и нижней частью скребкового конвейера. Рыбу вдоль ванны пере-
мешает скребковый конвейер. Толщина слоя рыбы 150 мм.
72
На выходе из ванны верхняя ветвь пластинчатого конвейера захва-
тывает и выгружает рыбу, которая попадает на скребковый конвейер.
Продолжительность посола составляет 5...22,5 мин в зависимости от
вида рыбы. Скорость скребкового конвейера в 3,6 раза меньше скоро-
сти ленточного конвейера, поэтому рыба выгружается из ванны равно-
мерно. Производительность ванны 500...700 кг/ч, установленная мощ-

ность электродвигателя 1,5 кВт, габаритные размеры 5700Ч984Ч
1700 мм, масса 1000 кг.

Рис. 13.1. Механизированная ванна для вкусового посола рыбы:
1 – каркас; 2 – натяжная станция; 3 – пластинчатый конвейер;
4 – скребковый конвейер; 5 – приводная станция
В линиях смешанного посола мелкой рыбы применяют одно- и
трехъярусные ванны. Трехъярусная посольная ванна (рис. 13.2) пред-
ставляет собой железобетонную емкость прямоугольной формы, раз-
мером 7500Ч2500 и высотой 4300 мм. Внутри ванны расположены ло-
пасти в три яруса по высоте. Каждый ярус лопастей полностью
перекрывает зеркало ванны. На верхних площадках боковых стенок
ванн установлены конвейеры подачи рыбы и выгружатели.
Рыбу загружают в бункер с соляным раствором, из которого она
рыбонасосом подается под нижний ярус ванны. После подачи 6,3 т ры-
бы лопасти разворачивают в вертикальное положение, и рыба перепус-
кается под второй (выше) ярус, лопасти нижнего яруса разворачивают-
ся в горизонтальное положение и рыбу в таком же количестве снова
закачивают под нижний ярус.
Рыбу перепускают через ярусы до полного заполнения ванны
(25 т). Общее время пребывания рыбы в циркулирующем соляном рас-
73
творе 2...3 ч с момента начала закачивания под нижний ярус. Массовая

доля соли в рыбе за это время достигает 5...6%. Конвейер 2 подает ры-
бу к кромке ванны, а выгружатель 1 сбрасывает ее на лоток-
гидрожелоб. Затем через тузлукоотделитель рыба поступает на фасова-
ние, где добавляют сухую соль и специи.

Рис. 13.2. Трехъярусная посольная ванна линии смешанного посола мелкой
рыбы:
1 – выгружатель; 2 – конвейер; 3 – ванна; 4 – лопасти; 5 – невозвратный
клапан
Посоло-моечную машину (рис. 13.3) применяют для посола рыбы
мокрым способом. Основной рабочий орган машины – вращающийся
цилиндрический барабан, к которому с внутренней стороны приварен
шнек. На передней части шнека закреплены шесть лопастей. Частота
вращения барабана при посоле 003...0,02 с-1, при мойке 0,006...0,03 с-1.
В ванну заливают 1,1м3 соляного раствора при посоле или воды
для мойки. Рыбу загружают через загрузочный лоток. Перемещаясь
внутри барабана за счет вращения шнека вместе с барабаном, она про-
двигается по длине машины от входного отверстия к выходному и
сбрасывается лопастями на выходной лоток.
Продолжительность прохождения рыбы через машину можно ре-
гулировать изменением частоты вращения барабана от 2,5 до 25 мин.
Производительность машины по посолу 0,5...3,3 т/ч, по мойке 0,8...
5 т/ч. Установленная мощность электродвигателя 1 кВт, габаритные
размеры 2800 Ч1470 Ч1700 мм, масса 950 кг.

74
Рис. 13.3. Посоло-моечная машина:

1 – привод; 2 – барабан; 3 – загрузочный лоток; 4 – ванна; 5 – рама;
6 – верхняя рама привода; 7 – разгрузочный лоток
Рыбопосолъный агрегат (рис. 13.4) состоит из наклонного лен-
точного конвейера со скребками, барабанного смесителя с разгрузоч-
ным устройством типа беличьего колеса, бункера и шнека для соли. На
конвейер рыба поступает самотеком. Внутри барабанного смесителя
имеется винтовая направляющая, которая обеспечивает перемещение
рыбы и соли вдоль аппарата. Рыба подается в смеситель ленточным
конвейером, а соль – шнековым питателем. При вращении барабана
рыба продвигается постепенно к противоположному концу смесителя,
к разгрузочной части которого приварен барабан большего диаметра с
неподвижным лотком для отвода рыбы, смешанной с солью.

Рис. 13.4. Рыбопосольный агрегат:
1 – разгрузочное устройство; 2 – барабанный смеситель; 3 – ленточный
конвейер;
4 – шнековый питатель соли; 5 – бункер для соли
75
Посолочный автомат (рис. 13.5) для инъекционного посола ры-
бы состоит из станины, пластинчатого конвейера, кассеты с иглами,
системы подачи и очистки соляного раствора, органов управления и
контроля процесса. Электронасосы всасывают через сетчатые фильтры
из резервуаров соляной раствор и подают его через ресивер в запираю-
щий клапан к иглам. Кассеты (62 штуки) с иглами диаметром 4 мм и

пружинами размещаются в верхней части станины. Рассол впрыскива-
ется только в момент нахождения игл в сырье. Давление впрыска не
превышает 0,5 МПа. Излишки рассола стекают через фильтры в резер-
вуар. Конвейер движется только в те моменты, когда иглы находятся
вне продукта. Высота подъема игл над конвейером 220 мм. Все иглы
снабжены пружинами сжатия, обеспечивающими шприцевание как
бескостного, так и костного сырья. Производительность автомата в за-
висимости от модели 500...6000 кг/г.

Рис. 13.5. Посолочный автомат:
1 – станина; 2 – кассета с иглами; 3 – пульт управления; 4 – конвейер; 5 –
привод
Вопросы для самоконтроля
1. Назовите способы посола рыбы.
2. Как классифицируют оборудование для посола?
3. Опишите устройство и принцип работы посольных ванн.
4. Опишите устройство и принцип работы посоло-моечной машины.
5. Опишите устройство и принцип работы рыбопосольного агрегата.
6. Опишите устройство и принцип работы посолочного автомата.
76

Лабораторная работа 14
ОБОРУДОВАНИЕ ДЛЯ ЗАКАТКИ ТАРЫ
Цель работы
Изучить устройство и принцип действия оборудования для закатки та-
ры
Задание
Изучить устройство и принцип работы полуавтоматической закаточной
машины.
Изучить устройство и принцип работы полуавтоматической универ-
сальной закаточной машины.
Изучить устройство и принцип работы вакуум-закаточной машины.
Теоретическая часть
Машины для закатки тары с продуктами называются закаточными.
По принципу действия они подразделяются на неавтоматические (бан-
ки к закаточной головке и закаточные ролики подают к банке вруч-
ную), полуавтоматические (закаточные ролики работают автоматиче-
ски, а банки к закаточной головке подают вручную), автоматические
(оба процесса осуществляются автоматически).
По положению банки во время закатки машины делят на две груп-

пы: в одной группе машин банки при герметизации стоят неподвижно,
в другой вращаются вокруг своей оси. Кинематика машин с вращаю-
щимися банками более простая, однако, возрастает возможность раз-
брызгивания жидкой заливки при вращении. В зависимости от формы
банки закаточные машины бывают для круглых цилиндрических банок,
для фигурных банок и универсальные.
По виду материала, из которого изготовлена банка, закаточные
машины подразделяют на машины для закатывания металлических
(жестяных и алюминиевых), стеклянных и полимерных банок. Для по-
лимерных банок применяют машины, осуществляющие замковое со-
единение крышки с корпусом, и машины, приваривающие крышки к
банкам.
Закаточные машины могут герметизировать банки при атмос-
ферном давлении и под вакуумом. При атмосферном давлении герме-
тизируют продукт, поступающий на закатку в горячем состоянии при
температуре 70...85°С. Такая закатка возможна и для холодных банок с
рыбой при их полной заливке соусом или маслом. Под вакуумом зака-
тывают холодные консервы и пресервы. Для создания в банках необхо-
димого разрежения давление в камере закаточной машины должно со-
ставлять 39,9...76,5 кПа.
77

Для закатки с одновременным вакуумированием используют раз-
личные вакуум-закаточные (паро-вакуум-закаточные) машины. По
функциональному назначению оборудование для закатывания разде-
ляют на закаточные машины и дозировочно-закаточные агрегаты.
Практическая часть
Полуавтоматическая закаточная машина (рис. 14.1) состоит из
станины, привода, закаточной головки, нижнего патрона с механизмом
подъема банки под закаточные ролики и системой управления.

Рис. 14.1. Полуавтоматическая закаточная машина:
1 – электродвигатель; 2 – соединительная муфта; 3 – пара шестерен, передаю-
щих движение планшайбе с закаточными роликами; 4 – пара шестерен,
передаю-
щих движение кулачкам закаточной головки; 5 – система рычагов для
включения
муфты закаточной головки; 6 – пневмоцилиндр; 7 – педаль; 8 – золотниковый
кла-
пан; 9 – шток для регулирования нижнего патрона по высоте банки; 10 –
пружина
для компенсации погрешности по высоте банки; 11 – шпиндель нижнего
патрона;
12 – нижний патрон; 13 – стол, регулируемый по высоте; 14 – закаточная
головка
78
Для закатки на полуавтоматических машинах банку с надетой на
фальцы корпуса крышкой устанавливают на шпиндель нижнего патро-
на и, нажав педаль, поднимают под верхний неподвижный патрон,
фиксирующей положение банки. Одновременно закаточная головка с
четырьмя закаточными роликами (два ролика – подгиб крюка, два –
уплотнение шва) образует двойной закаточный шов. Каждая пара ро-
ликов работает одновременно. По окончании процесса закатки шпин-

дель нижнего патрона опускают и банку удаляют из машины. Затем
рабочий цикл повторяется. Производительность машины 20...25 банок
в минуту, мощность установленного электродвигателя привода 1,7 кВт,
габаритные размеры 970Ч700Ч1950 мм, масса 680 кг.
Для обеспечения правильной работы закаточной головки по-
луавтоматической закаточной машины необходимо, чтобы планшайба
обгоняла кулачки на 0,5 оборота на каждую банку.
Полуавтоматическая универсальная закаточная машина (рис.
14.2) укупоривает полиэтиленовые банки вместимостью 1,3 и 3 кг и за-
катывает жестяные банки вместимостью 1,3; 3; 5 кг. Основной рабочий
орган машины – закаточная головка. Для укупорки полиэтиленовых
банок она состоит из прижимного цилиндрического и обкаточного
сферического роликов, смонтированных в общий блок. Закаточная го-
ловка для жестяных банок состоит из роликов первой и второй опера-
ций, установленных на одном блоке. Положение роликов регулируется
в вертикальной и горизонтальной плоскостях. При работе с полиэтиле-
новыми банками частота вращения шпинделя составляет 2,08 с-1.
Накрытую крышкой банку устанавливают на нижний диск и меха-
низмом прижима прижимают к верхнему диску, после чего она начи-
нает вращаться. Перемещением рукоятки головки вниз сферический
обкаточный ролик подводится к замку банки, входит в него и оттягива-

ет край крышки. Подпружиненный цилиндрический ролик, оказываю-
щий постоянное давление на бурт крышки, закрывает замок. Укупо-
ренную банку снимают вручную.
При работе с жестяной банкой шпиндель вращается с частотой
8,33 с-1. Наполненную банку с крышкой устанавливают на нижний
прижимной диск и механизмом прижима прижимают к верхнему дис-
ку, после чего она начинает вращаться. Поворотом рукоятки закаточ-
ной головки справа налево к венчику крышки подводят сначала ролик
первой операции, а затем ролик второй операции. После этого рукоят-
ку отпускают, и под действием пружины она возвращается в исходное
положение. Освобождается педаль, закатанная банка опускается, и ее
снимают вручную. Производительность машины 10 банок в минуту,
мощность установленного электродвигателя привода 2,2 кВт, габарит-
ные размеры 900Ч515Ч1430 мм, масса 553 кг.
79


Рис. 14.2. Полуавтматическая универсальная закаточная машина:
1 – педаль; 2 – система рычагов; 3 – станина; 4 – кронштейн-держатель;
5 – нижний прижимной диск; 6 – верхний прижимной диск; 7 – закаточная
головка; 8 – шпиндельная головка; 9 – электродвигатель
Вакуум-закаточная машина (рис. 14.3) герметизирует под ваку-
умом и считает цилиндрические консервные банки диаметром 50...
105 мм и высотой 35...125 мм. Банки поступают в машину по пластин-
чатому конвейеру и делятся по шагу боковым шнековым делителем.
Механизм подачи крышек имеет рычажную блокировку на случай от-
сутствия банки. В корпусе магазина крышек вращаются три отсекателя
со шнеками, обеспечивающими выдачу крышек, которые после марки-
рователя ориентированно подаются на банку и надеваются на нее.
Банка с надетой крышкой подается в патрон предварительной за-
катки. После предварительной закатки венчик крышки подгибается
под фланец банки и крышку невозможно снять рукой, но при этом до-

пускается ее вращение. При отсутствии на банке крышки имеется бло-
кировка механического типа, установленная на верхней карусели пред-
варительной закатки.
80

Рис. 14.3. Вакуум-закаточная машина:
1 – карусель окончательной закатки; 2 – карусель предварительной закатки;
3 – магазин крышек; 4 – маркирователь; 5 – вакуум-насос; 6 – шлюзовой
клапан;

7 – шнек-делитель; 8 – конвейер; 9 – датчик блокировки крышки;
10 – выходная течка
Предварительно закатанные банки передаются подающей звездой
к шлюзовому клапану и затем поступают в вакуум-закаточную камеру
на карусель окончательной закатки. Банки размешаются в четырех
нижних патронах карусели. При вращении карусели нижние патроны
под действием копира поднимаются и прижимают банку к верхнему
вращающемуся вокруг своей оси патрону. В верхней части карусели
установлены четыре шпинделя, вращающиеся через систему зубчатых
передач. Шпиндель имеет патрон, в который упирается банка, подни-
маемая снизу, и планшайбу с закаточными узлами первой и второй
операций.
81
На каждом закаточном узле закреплены на общей оси закаточные
и отжимные ролики. Отжимные ролики катятся по копирам и застав-
ляют связанные с ними закаточные ролики приближаться к банке и
производить закатку. После окончательной закатки при дальнейшем
вращении карусели нижний патрон под действием копира опускается,
закатанные банки выводятся из вакуумной камеры через шлюзовой
клапан и направляются на дальнейшую обработку. Производитель-

ность машины 250 банок в минуту, установленная мощность электро-
привода 9,5 кВт, габаритные размеры 2600Ч1700Ч2000 мм, масса
3850 кг.
Вопросы для самоконтроля
1. Что такое закатка?
2. Что такое двойной закаточный шов?
3. Как классифицируют закаточные машины?
4. Как устроены полуавтоматические и автоматические вакуум-
закаточные машины?
5. Опишите устройство и принцип работы полуавтоматической зака-
точной машины.
6. Опишите устройство и принцип работы полуавтоматической уни-
версальной закаточной машины.
7. Опишите устройство и принцип работы вакуум-закаточной машины.
82
Лабораторная работа 15
УПАКОВОЧНЫЕ МАШИНЫ
Цель работы
Изучить устройство и принцип действия упаковочных машин

Задание
Изучить устройство и принцип работы ленточной вакуум-упаковочной
машины машины.
Изучить устройство и принцип работы фасовочно-укупорочного авто-
мата.
Теоретическая часть
Большая номенклатура современного упаковочного оборудования,
обусловленная исключительным разнообразием функций и целей упа-
ковки пищевых продуктов, тесно связана с их свойствами, а также ви-
дом и структурой упаковочных материалов. Для упаковывания про-
дукции из гидробионтов применяют оборудование периодического,
непрерывного, полуавтоматического и автоматического действия.
По конструкции упаковочные машины бывают линейные и ро-
торные. В зависимости от вида обрабатываемого продукта различают
упаковочные машины для кусковых, жидких, вязких и сыпучих про-
дуктов; по виду применяемого упаковочного материала – машины для
упаковывания продукта в тару из картона, бумаги и материалов на их
основе (картонажные машины), полимерной пленки, стекла и металла.
Упаковка продукта может осуществляться в вакууме и в контакте с ок-
ружающим воздухом.

По числу выполняемых операций различают упаковочные ма-
шины и агрегаты. В машинах продукт только упаковывают, а агрегаты
формируют тару, наполняют ее продуктом и упаковывают. По распо-
ложению агрегаты бывают горизонтального и вертикального типов, с
применением одного или двух рулонов упаковочного материала. В за-
висимости от рабочего давления продукт упаковывают при атмосфер-
ном давлении и под вакуумом. Упаковочные машины применяют для
упаковки штучной продукции и группового упаковывания как отдель-
но (упаковочные и вакуум-упаковочные машины, агрегаты), так и в
виде упаковочных комплексов и поточных линий.
Для упаковывания соленой, копченой и кулинарной рыбо-
продукции широко используются вакуум-упаковочные машины. По
конструкции они бывают однокамерными, двухкамерными и ленточ-
ными, стационарными и передвижными. Основная часть этих машин –
вакуумная камера, в которой осуществляются вакумирование пакета с
83
продуктом и герметичная сварка шва пакета. Технологическая схема
упаковки на этих машинах однотипна. Продукт вручную вкладывают в
мешок (пакет) из полимерного материала, подвергаемого термической
сварке. Наполненный пакет размещают в камере таким образом, чтобы
его открытая часть (незапечатанный край) находилась на сварочном

элементе. Крышку камеры закрывают, включают вакуум-насос, кото-
рый отсасывает из пакета воздух. Степень вакуумирования
99,6...99,9%. После отсоса воздуха включают нагревательные элемен-
ты, которые, соприкасаясь с пакетом, герметично его запечатывают.
В конструкции некоторых вакуум-упаковочных машин на крышке
предусматривают эластичный специальный элемент, который при соз-
дании вакуума в вакуум-камере обхватывает пакет, способствуя более
быстрому удалению воздуха из пакета. Некоторые типы вакуумных
камер снабжены нагревательными элементами только с одной стороны
камеры, другие – с двух противоположных. У отдельных камер на
крышке нагревательные элементы отсутствуют, а установлен только
фторопластовый уплотнитель.
Практическая часть
Ленточные вакуум-упаковочные машины (рис. 15.1) по сравне-
нию с камерными более производительны, так как в них подача напол-
ненных мешков в вакуум-камеру и отвод упакованной продукции ав-
томатизированы.

Рис. 15.1. Ленточная вакуум-упаковочная машина:

1 – станина; 2 – опоры; 3 – пульт управления; 4 – вакуумметр;
5 – приемный лоток; 6 – крышка; 7 – ленточный конвейер; 8 – привод
84
Заполненные пакеты укладывают на ленту конвейера, который за
счет шаговой подачи отводит упакованную продукцию и одновремен-
но вводит заполненные пакеты в зону вакуумирования и сварки.
При остановке конвейера крышка камеры автоматически опуска-
ется – начинается вакуумирование мешков с последующей их завар-
кой. По окончании процесса крышка поднимается с одновременным
включением конвейера, выводящего упакованную продукцию из зоны
камеры, в это же время подается следующая партия мешков с про-
дуктом.
В конструкции крышки предусмотрены перфорирующие ножи на
верхней сварочной планке. При вакуумировании пакетов, неправильно
уложенных в камеру или на конвейерную ленту, когда открытый край
мешка выходит за границу камеры, после закрывания крышки с помо-
щью этих ножей в пакете образуется отверстие, через которое и вы-
полняется его вакуумирование. По окончании вакуумирования пакет
герметично заваривается двойной сваркой.
Пакеты могут быть из различных термосвариваемых полимерных
и комбинированных материалов. В случае применения пакетов из тер-

моусадочной пленки после вакуум-упаковочной машины целесообраз-
но устанавливать усадочную камеру. В связи с тем, что круглые или
очень легкие упаковываемые продукты при быстром пуске конвейера
могут скатываться с ленты, для большинства ленточных машин преду-
смотрено две скорости конвейера.
Фасовочно-укупорочный автомат периодического действия
(рис. 15.2) используют для упаковывания продукта в готовые стакан-
чики из комбинированного материала и укупоривания их полисти-
рольными крышками.
При повороте карусельного стола на 45° в каждом гнезде одно-
временно выполняются следующие операции. Отделитель стаканчиков
извлекает по одному стаканчику от общей стопки в кассете стаканчи-
ков, а присоска вакуум-головки опускает его вниз и устанавливает в
гнездо карусельного стола. Вместимость готовых стаканчиков 500 мл.
Упор дататора опускается вниз на дно стаканчика, а дататор, поднима-
ясь вверх, наносит дату на наружной стороне дна стаканчика. Дозатор
выдает заданную порцию продукта, которая составляет 400 или
500 г.
Вакуум-присоска механизма подачи крышек отделяет крышку от
общей стопки в кассете крышек и, повернувшись на 180°, надевает ее
на верхний борт стаканчика, образующий вместе с бортом крышки за-

мок. Иглы механизма подачи клея наносят клей на крышку стаканчика
в двух точках.
85

Рис. 15.2. Функциональная схема фасовочно-укупорочного автомата
Вакуум-присоска механизма подачи этикеток отделяет этикетку от
общей стопки в кассете этикеток и, повернувшись на 180°, накладыва-
ет ее на поверхность крышки. Упаковочные единицы выталкивателем
поднимаются вверх, съемником стаканчиков подаются на конвейер и
отводятся от автомата на группирующий конвейер автомата групповой
упаковки или на стол-накопитель при укладке вручную.
Производительность автомата 2100 упаковочных единиц в мину-
ту, установленная мощность электропривода 1,6 кВт, габаритные раз-
меры 2840Ч1460Ч1900 мм, масса 1000 кг.
Вопросы для самоконтроля
1. В чем заключается упаковывание?

2. Как классифицируют упаковочные машины?
3. Опишите устройство и принцип работы ленточной вакуум-упако-
вочной машины машины.
4. Опишите устройство и принцип работы фасовочно-укупорочного ав-
томата.
86
СПИСОК ЛИТЕРАТУРЫ
1. Беляев М.И. Оборудование предприятий – М.: Общественное
питание, 1989. – 269 с.
2. Бредихин С.А. Техника и технология производства сливочного
масла и сыра / С.А. Бредихин, В.Н. Юрин. – М.: КолосС, 2007. – 319 с.
3. Бредихин С.А. Технологическое оборудование рыбоперераба-
тывающих производств. – М.: КолосС, 2005. – 464 с.
4. Гореньков Э.С. Оборудование консервного производства – М.:
Агропромиздат, 1989. – 276 с.
5. Дегтярев В.Н. Технологическое оборудование пищевых произ-
водств. – Петропавловск-Камчатский: КамчатГТУ, 2003. – 63 с.
6. Забашта А.Г. Справочник по производству фаршированных и

вареных колбас, сарделек, сосисок и мясных хлебов / А.Г. Забашта,
И.А. Подвойская, М.В. Молочников. – М.: Франтэра, 2001. – 709 с.
7. Зайчик Ц.Р. Технологическое оборудование винодельческого
производства. – М.: КолосС, 2005. – 345 с.
8. Кавецкий Г.Д. Технологические процессы и производства (пи-
щевая промышленность) / Г.Д. Кавецкий, А.В. Воробьева. – М.: Ко-
лосС, 2006. – 368 с.
9. Кайм Г. Технология переработки мяса. Немецкая практика. –
СПб.: Профессия, 2006. – 488 с.
10. Ковалевский В.И. Проектирование технологического обору-
дования и линий: учеб. пособие. – СПб.: Гиорд, 2007. – 320 с.
11. Плаксин Ю.М. Процессы и аппараты пищевых производств /
Ю.М. Плаксин, Н.Н. Малахов, В.А. Ларин. – М.: КолосС, 2007. – 760 с.
12. Техника пищевых производств малых предприятий : учеб. по-
собие / С.Т. Антипов и др. / Ред. В.А. Панфилов. – М.: КолосС, 2007. –
696 с.
13. Технологическое оборудование сахарных заводов: Гребенюк
С.М. и др. – М.: КолосС, 2007. – 520 с.
87
88

ПРИЛОЖЕНИЕ
Титульный лист к журналу лабораторных работ
Камчатский Государственный Технический Университет
Кафедра технологии рыбных продуктов
Журнал лабораторных работ по дисциплине
“Технологическое оборудование”
Выполнил Проверил:
студент гр. 06МА доцент
Иванов В.А. Ефимов А.А.
______________ ____________
Петропавловск-Камчатский