Embed Size (px)
Citation preview
А. Г. Схиртладзе, В. И. Выходец, Н. И. Никифоров, Я. Н. Отений
ФЕДЕРАЛЬНОЕ АГЕНТСТВО ПО ОБРАЗОВАНИЮ ГОСУДАРСТВЕННОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ
ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ ВОЛГОГРАДСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ КАМЫШИНСКИЙ ТЕХНОЛОГИЧЕСКИЙ ИНСТИТУТ (ФИЛИАЛ) ВОЛГОГРАДСКОГО ГОСУДАРСТВЕННОГО ТЕХНИЧЕСКОГО УНИВЕРСИТЕТА
А. Г. Схиртладзе, В. И. Выходец, Н. И. Никифоров, Я. Н. Отений
ОБОРУДОВАНИЕ МАШИНОСТРОИТЕЛЬНЫХ
ПРЕДПРИЯТИЙ
Допущено Учебно-методическим объединением вузов по образованию в области автоматизированного машиностроения (УМО АМ) в качестве учебника для студентов высших учебных заведений, обучающихся по на-правлению подготовки дипломированных специалистов «Конструкторско-технологическое обеспечение машиностроительных производств».
РПК «Политехник» Волгоград
2005
УДК 621. 7/9 (075) О 22 Авторы: А. Г. Схиртладзе (гл. 1–3); В. И. Выходец (гл. 1–3); Н. И. Никифоров (гл. 1); Я. Н. Отений (гл. 2,3 ). Рецензенты: заведующий кафедрой «Технология машиностроения»
д. т. н., профессор А. В. Королев, начальник Технического отдела ОАО «ГАЗПРОМКРАН» С. Ю. Упрямов.
Оборудование машиностроительных предприятий: Учебник / А. Г. Схир-
тладзе, В. И. Выходец, Н. И. Никифоров, Я. Н. Отений / ВолгГТУ, Волгоград, 2005. – 128 с.
ISBN 5-230-04558-2 Рассматриваются назначение, конструкция и принцип действия обо-
рудования, используемого при производстве машиностроительных изде-лий, в том числе оборудования для сварки и обработки металлов давле-нием, литейного оборудования, транспортных машин и механизмов. Из-ложены основы проектирования и способы выбора оборудования, приве-дены примеры и задания для самостоятельной работы.
Предназначен для студентов, обучающихся в высших и среднетех-нических учебных заведениях по специальности «Технология машино-строения», а также может использоваться инженерно-техническими ра-ботниками машиностроительных предприятий.
Ил. 66. Табл. 8. Библиогр.: 12 назв. Печатается по решению редакционного издательского совета Волгоградского государственного технического университета
ISBN 5-230-04558-2 © Волгоградский государственный технический университет, 2005

Учебное издание Александр Георгиевич Схиртладзе Валерий Иванович Выходец Николай Иванович Никифоров Ярослав Николаевич Отений
ОБОРУДОВАНИЕ МАШИНОСТРОИТЕЛЬНЫХ ПРЕДПРИЯТИЙ
Учебник
Редакторы: Попова Л. В., Пчелинцева М. А. Компьютерная верстка Сарафанова Н. М.
Темплан 2005 г., поз. №. 21. Подписано в печать 23. 12. 2005 г. Формат 60×84, 1/16.
Бумага потребительская. Гарнитура ”Times“. Усл. печ. л. 8. Усл. авт. л. 7, 75.
Тираж 500 экз. Заказ 1.
Волгоградский государственный технический университет 400131 Волгоград, просп. им. В. И. Ленина, 28.
РПК «Политехник» Волгоградского государственного технического университета
400131 Волгоград, ул. Советская, 35
ИП Выдолоб Ю. М. Типография «Новый ветер», Волгоградская обл., г. Камышин, ул. Ленина, 8/1.
ОГЛАВЛЕНИЕ
ВВЕДЕНИЕ………………………….…………………………………..............3 ГЛАВА 1. ОБОРУДОВАНИЕ ЗАГОТОВИТЕЛЬНЫХ ЦЕХОВ……………………..4
1.1. СВАРОЧНОЕ ОБОРУДОВАНИЕ…………………………………………….4 Дуговая сварка…………………………………………………………...4 Особые виды сварки…………………………………………………….6 Источники питания сварочной дуги…………………………………...7 Электроды для ручной дуговой сварки………………………………16 Оборудование и аппаратура для газовой сварки…………………….19
Контактная сварка……………………………………………………...23 1.2. ЛИТЕЙНОЕ ОБОРУДОВАНИЕ…………………………………………….30 Оборудование для подготовки формовочных материалов………….30 Оборудование для приготовления формовочных и стержневых смесей…………………………………………………..33 Оборудование для изготовления литейных форм…………………...34 Плавильное оборудование…………………………………………….36 Оборудование для выбивки литейных форм и стержней…………...38 Оборудование для обрубки и очистки литья………………………...39
1.3. ОБОРУДОВАНИЕ ДЛЯ ОБРАБОТКИ МЕТАЛЛА ДАВЛЕНИЕМ……………...41 Прокатка………………………………………………………………..41 Инструмент и машины для волочения……………………………….42 Прессование……………………………………………………………43 Устройство гидравлических прессовых установок………………….44 Оборудование для машинной ковки.....................................................50 Выбор молотов и прессов……………………………………………...52 Оборудование для объемной штамповки…………………………….53 Оборудование для листовой штамповки……………………………..56 Оборудование для резки заготовок …………………………………..57
ГЛАВА 2. ГРУЗОПОДЪЕМНЫЕ И ТРАНСПОРТНЫЕ УСТРОЙСТВА…………...61 2.1. КЛАССИФИКАЦИЯ ГРУЗОПОДЪЕМНЫХ И ТРАНСПОРТНЫХ
УСТРОЙСТВ………………………………………………................................61 2.2. О ПРАВИЛАХ БЕЗОПАСНОСТИ ПРИ ЭКСПЛУАТАЦИИ
ГРУЗОПОДЪЁМНЫХ И ТРАНСПОРТНЫХ УСТРОЙСТВ……………….................63 2.3. ГИБКИЕ ТЯГОВЫЕ ОРГАНЫ………………………………………...……64 2.4. ОСНОВНЫЕ ГРУЗОПОДЪЁМНЫЕ УСТРОЙСТВА…………………………..69
Домкраты ………………………………………………………………69 Лебёдки………………………………………………………………....70 Тали……………………………………………………………………..71 Краны.…………………………………………………………………..72 Подъёмники…………………………………………………………….74
2.5. ТРАНСПОРТНЫЕ МАШИНЫ НЕПРЕРЫВНОГО ДЕЙСТВИЯ С ТЯГОВЫМ ОРГАНОМ………………………..……………………….……....75
Ленточные конвейеры ………………………………………………...75 Определение приближенной мощности привода конвейера………..78 Цепные конвейеры……………………………………………………..79
2.6. ТРАНСПОРТНЫЕ МАШИНЫ БЕЗ ГИБКОГО ТЯГОВОГО ОРГАНА..............................................................................................................82 Роликовые конвейеры………………………………………………..82 Шагающие конвейеры………………………………………………..84
2.7. УСТРОЙСТВА ДЛЯ УДАЛЕНИЯ СТРУЖКИ……………………….............86 2.8. ПРИМЕНЕНИЕ ТРАНСПОРТНЫХ МАШИН В МАШИНОСТРОИТЕЛЬНОМ ПРОИЗВОДСТВЕ……………………………………………………………91
ГЛАВА 3. ПРОМЫШЛЕННЫЕ РОБОТЫ……………………………………...102 3.1. ПРИМЕНЕНИЕ ПРОМЫШЛЕННЫХ РОБОТОВ…….…………………......102 3.2. КЛАССИФИКАЦИЯ ПРОМЫШЛЕННЫХ РОБОТОВ………………………107 3.3. СТРУКТУРА ПРОМЫШЛЕННЫХ РОБОТОВ……………………………..108 3.4. НОМЕНКЛАТУРА ОСНОВНЫХ ПОКАЗАТЕЛЕЙ
ПРОМЫШЛЕННЫХ РОБОТОВ............................................................................112 3.5. УПРАВЛЕНИЕ ПРОМЫШЛЕННЫМИ РОБОТАМИ……………………….115
Цикловое программное управление…………………………........117 Позиционное и контурное программное управление…………...120
ЛИТЕРАТУРА…………………………………...…………………………...124

ДЛЯ ЗАМЕТОК
ВВЕДЕНИЕ Современное машиностроительное предприятие располагает самым
разнообразным оборудованием, служащим для разных целей и функцио-нирующим с использованием разных физических законов. Всё оборудо-вание можно разделить на две группы – основное и вспомогательное. К основному относится технологическое оборудование, непосредственно создающее продукцию, например, в металлообрабатывающей отрасли – металлорежущие станки, инструмент, приспособления. К вспомогатель-ному – всё остальное, это оборудование заготовительных цехов, транс-порт, энергопитание, испытательные стенды, установки, обеспечиваю-щие безопасные и комфортные условия труда, и т. д.
В данном учебнике рассматривается только вспомогательное обору-дование. Даже приведённый краткий перечень говорит о том значительном объёме знаний, который необходим руководящему персоналу машино-строительных предприятий. Традиционно каждый вид вспомогательного оборудования в литературных источниках описывается отдельно, что представляет некоторые трудности при его изучении. В более простом из-ложении можно найти учебники, объединяющие всё оборудование в одной книге, предназначенные для студентов немашиностроительных специаль-ностей, но косвенным образом связанных с машиностроением, например, экономистов. Конечно, ими можно пользоваться, но для специалиста, ра-бота которого связана с эксплуатацией оборудования, материала, приве-дённого в таких учебниках, явно недостаточно. В то же время объединить весь необходимый для инженера-механика материал в одной книге прак-тически невозможно. Выход можно найти, расставив приоритеты.
Эксплуатация машиностроительного оборудования предполагает зна-ние не только его предназначения, но также его возможностей, умения обслуживать, ремонтировать и делать правильный выбор при замене его на новое или при изначальном проектировании. Таким образом, цель данного учебника – дать будущим инженерам-механикам основные све-дения по принципу действия, устройству и методам выбора вспомога-тельного машиностроительного оборудования.
ГЛАВА 1
ОБОРУДОВАНИЕ ЗАГОТОВИТЕЛЬНЫХ ЦЕХОВ
1.1. СВАРОЧНОЕ ОБОРУДОВАНИЕ Сваркой называется процесс получения неразъемного соединения
посредством установления межатомных связей между свариваемыми частями при их местном или общем нагреве, или пластическом деформи-ровании, или совместном действии того и другого.
В настоящее время создано очень много видов сварки (их число приближается к 100). Все известные виды сварки принято классифициро-вать по основным физическим, техническим и технологическим призна-кам. По физическим признакам, в зависимости от формы используемой энергии, предусматриваются три класса сварки: термический, термо-механический, механический.
Термический класс включает все виды сварки с использованием теп-ловой энергии (дуговая, газовая, плазменная и т. д.).
Термомеханический класс объединяет все виды сварки, при которых используются давление и тепловая энергия (контактная, диффузионная).
Механический класс включает виды сварки, осуществляемые меха-нической энергией (холодная, трением, ультразвуковая, взрывом).
Виды сварки классифицируются по следующим техническим при-знакам:
• по способу защиты металла в зоне сварки (в воздухе, в вакууме, под флюсом, в пене, в защитном газе, с комбинированной защитой);
• по непрерывности процесса (непрерывная, прерывистая); • по степени механизации (ручная, механизированная, автомати-
зированная, автоматическая); • по типу защитного газа (в активных газах, в инертных газах); • по характеру защиты металла в зоне сварки (со струйной защи-
той, в контролируемой атмосфере). Технологические признаки установлены для каждого вида сварки
отдельно. Познакомимся с наиболее применяемыми видами сварки и со-ответствующим оборудованием.
Дуговая сварка Дуговой сваркой называется сварка плавлением, при которой нагрев
свариваемых кромок осуществляется теплотой электрической дуги. Наибольшее применение получили четыре вида дуговой сварки.
Ручная дуговая сварка. Может производиться двумя способами: неплавящимся и плавящимся электродами. Первый способ предусматри-вает следующее (рис. 1.1): свариваемые кромки изделия 5 приводят в со-
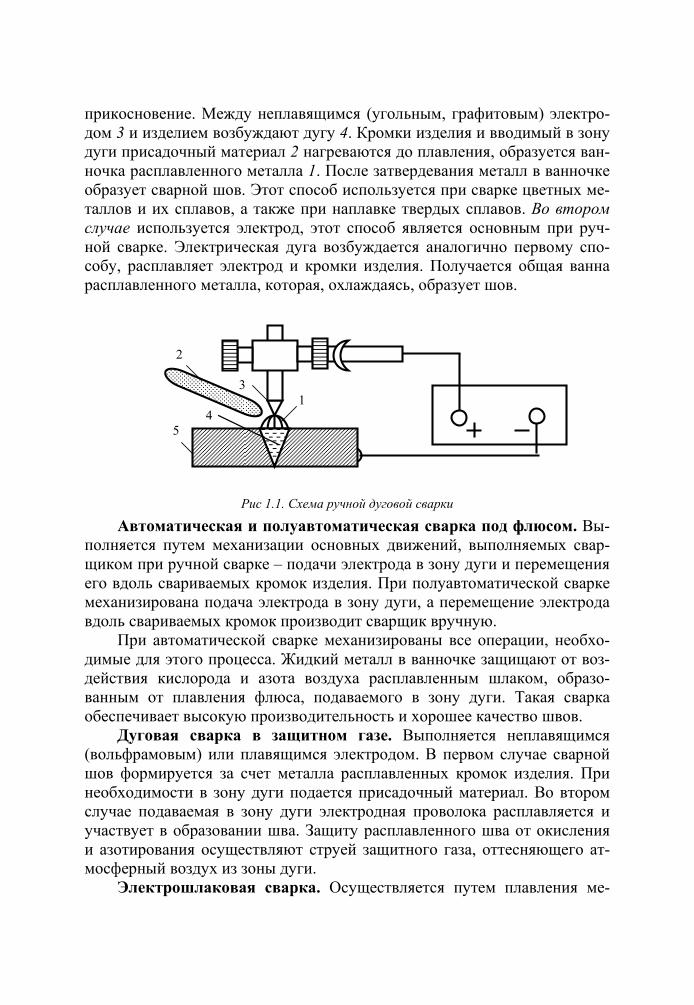
прикосновение. Между неплавящимся (угольным, графитовым) электро-дом 3 и изделием возбуждают дугу 4. Кромки изделия и вводимый в зону дуги присадочный материал 2 нагреваются до плавления, образуется ван-ночка расплавленного металла 1. После затвердевания металл в ванночке образует сварной шов. Этот способ используется при сварке цветных ме-таллов и их сплавов, а также при наплавке твердых сплавов. Во втором случае используется электрод, этот способ является основным при руч-ной сварке. Электрическая дуга возбуждается аналогично первому спо-собу, расплавляет электрод и кромки изделия. Получается общая ванна расплавленного металла, которая, охлаждаясь, образует шов.
Рис 1.1. Схема ручной дуговой сварки
Автоматическая и полуавтоматическая сварка под флюсом. Вы-полняется путем механизации основных движений, выполняемых свар-щиком при ручной сварке – подачи электрода в зону дуги и перемещения его вдоль свариваемых кромок изделия. При полуавтоматической сварке механизирована подача электрода в зону дуги, а перемещение электрода вдоль свариваемых кромок производит сварщик вручную.
При автоматической сварке механизированы все операции, необхо-димые для этого процесса. Жидкий металл в ванночке защищают от воз-действия кислорода и азота воздуха расплавленным шлаком, образо-ванным от плавления флюса, подаваемого в зону дуги. Такая сварка обеспечивает высокую производительность и хорошее качество швов.
Дуговая сварка в защитном газе. Выполняется неплавящимся (вольфрамовым) или плавящимся электродом. В первом случае сварной шов формируется за счет металла расплавленных кромок изделия. При необходимости в зону дуги подается присадочный материал. Во втором случае подаваемая в зону дуги электродная проволока расплавляется и участвует в образовании шва. Защиту расплавленного шва от окисления и азотирования осуществляют струей защитного газа, оттесняющего ат-мосферный воздух из зоны дуги.
Электрошлаковая сварка. Осуществляется путем плавления ме-
2 3 1 4 5
талла свариваемых кромок изделия, расположенных вертикально или под углом 45о, и электрода теплотой, выделяемой током при прохождении че-рез расплавленный шлак. Кроме того, шлак защищает расплавленный ме-талл от воздействия воздуха.
Снизу к свариваемым изделиям приваривается вручную поддон. По обе стороны зазора между изделиями прижимаются формирующие шов медные ползуны с водяным охлаждением. Затем на поддон насыпается специальный флюс, над которым располагаются одна или две электрод-ные проволоки. Дуга возбуждается под флюсом между электродами и поддоном. В зону горения дуги электродная проволока подаётся специ-альным механизмом. За счёт тепла дуги электродная проволока и флюс расплавляются, в результате образуется ванна расплавленного металла и над ней шлаковая ванна. В дальнейшем необходимое тепло образуется за счёт прохождения тока через расплавленный шлак, обладающий высоким сопротивлением (согласно закону Ленца-Джоуля). По мере накопления в ванне жидкого металла и шлака медные ползуны вместе с механизмом подачи электродной проволоки и флюса перемещаются автоматически снизу вверх со скоростью подъёма жидкого металла.
Особые виды сварки В промышленности и строительстве все более широкое распростра-
нение получают тугоплавкие и химически активные металлы и сплавы. Они применяются в особо ответственных узлах. Для получения высоко-качественных швов в этих случаях используют источники с высокой концентрацией теплоты и осуществляют сварку в среде с очень низким содержанием кислорода, азота и водорода. Наиболее часто применяются электронно-лучевая и плазменная сварки.
Электронно-лучевая сварка осуществляется путем использования кинетической энергии концентрированного потока электронов, движу-щихся с большой скоростью в вакууме. Устройство для электронно-луче-вой сварки похоже на устройство кинескопа (катод, ускоряющий элек-трод, магнитная линза, напряжение 30–100 кВ).
Плазменная сварка основана на использовании струи ионизирован-ного газа – плазмы, содержащего электрически заряженные частицы и способного проводить ток. Энергия дуговой плазменной струи зависит от сварочного тока, напряжения, расхода газа и др. факторов. Источники питания дуги должны иметь рабочее напряжение более 120 В. Плазмооб-разующий газ служит также защитой расплавленного металла от окру-жающего воздуха.
КОНТРОЛЬНЫЕ ВОПРОСЫ 1. По каким признакам классифицируется сварка? 2. Какие виды дуговой сварки вы знаете?
3. Какие преимущества имеет автоматическая сварка под флюсом перед ручной дуговой сваркой?
4. От чего защитный газ предохраняет расплавленный шов при свар-ке в нем?
5. Назовите особенности электрошлаковой сварки. Источники питания сварочной дуги
Электрическая дуга между электродом и свариваемым изделием вы-зывается в результате ионизации воздуха и представляет собой мощный электрический разряд. В дальнейшем для повышения устойчивости её го-рения в зону дуги вводят вещества, обладающие небольшим потенциалом ионизации. К таким веществам относятся калий, натрий, литий, барий.
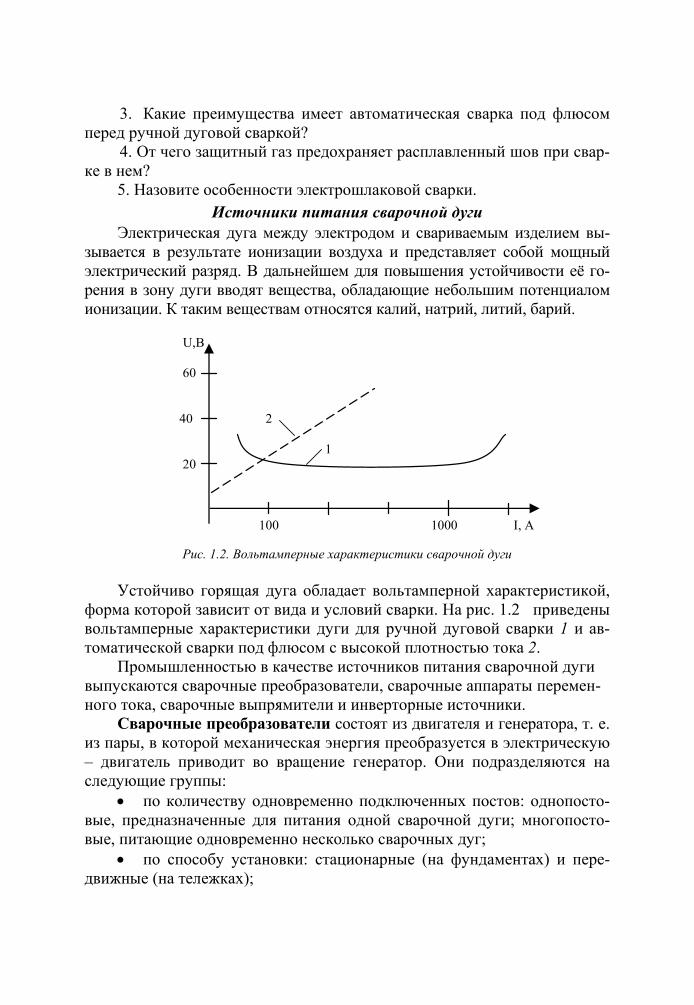
Рис. 1.2. Вольтамперные характеристики сварочной дуги Устойчиво горящая дуга обладает вольтамперной характеристикой,
форма которой зависит от вида и условий сварки. На рис. 1.2 приведены вольтамперные характеристики дуги для ручной дуговой сварки 1 и ав-томатической сварки под флюсом с высокой плотностью тока 2.
Промышленностью в качестве источников питания сварочной дуги выпускаются сварочные преобразователи, сварочные аппараты перемен-ного тока, сварочные выпрямители и инверторные источники.
Сварочные преобразователи состоят из двигателя и генератора, т. е. из пары, в которой механическая энергия преобразуется в электрическую – двигатель приводит во вращение генератор. Они подразделяются на следующие группы:
• по количеству одновременно подключенных постов: однопосто-вые, предназначенные для питания одной сварочной дуги; многопосто-вые, питающие одновременно несколько сварочных дуг;
• по способу установки: стационарные (на фундаментах) и пере-движные (на тележках);
U,В 60 40 2 1 20 100 1000 I, A
• по роду двигателя, приводящего генератор во вращение: машины с электрическим приводом; машины с двигателем внутреннего сгорания;
• по способу выполнения: однокорпусные, в которых генератор и двигатель вмонтированы в единый корпус; раздельные, в которых гене-ратор и двигатель установлены в единой раме, а привод осуществляется через специальную соединительную муфту.
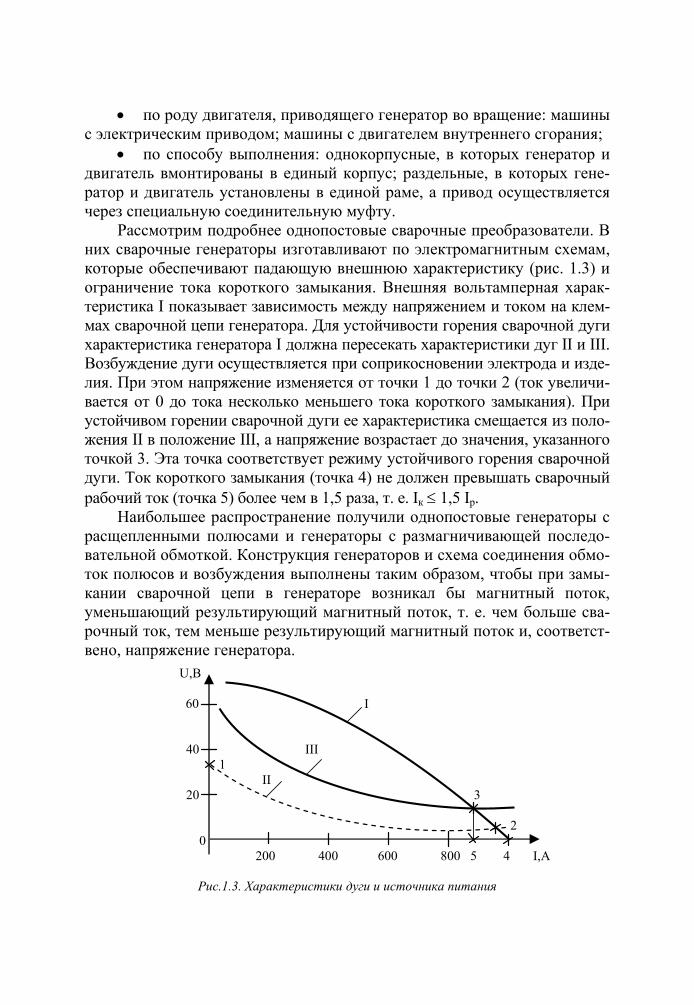
Рассмотрим подробнее однопостовые сварочные преобразователи. В них сварочные генераторы изготавливают по электромагнитным схемам, которые обеспечивают падающую внешнюю характеристику (рис. 1.3) и ограничение тока короткого замыкания. Внешняя вольтамперная харак-теристика I показывает зависимость между напряжением и током на клем-мах сварочной цепи генератора. Для устойчивости горения сварочной дуги характеристика генератора I должна пересекать характеристики дуг II и III. Возбуждение дуги осуществляется при соприкосновении электрода и изде-лия. При этом напряжение изменяется от точки 1 до точки 2 (ток увеличи-вается от 0 до тока несколько меньшего тока короткого замыкания). При устойчивом горении сварочной дуги ее характеристика смещается из поло-жения II в положение III, а напряжение возрастает до значения, указанного точкой 3. Эта точка соответствует режиму устойчивого горения сварочной дуги. Ток короткого замыкания (точка 4) не должен превышать сварочный рабочий ток (точка 5) более чем в 1,5 раза, т. е. Iк ≤ 1,5 Ip.
Наибольшее распространение получили однопостовые генераторы с расщепленными полюсами и генераторы с размагничивающей последо-вательной обмоткой. Конструкция генераторов и схема соединения обмо-ток полюсов и возбуждения выполнены таким образом, чтобы при замы-кании сварочной цепи в генераторе возникал бы магнитный поток, уменьшающий результирующий магнитный поток, т. е. чем больше сва-рочный ток, тем меньше результирующий магнитный поток и, соответст-вено, напряжение генератора.
Рис.1.3. Характеристики дуги и источника питания
U,В
60 I 40 III 1 II 20 3 2 0 200 400 600 800 5 4 I,A
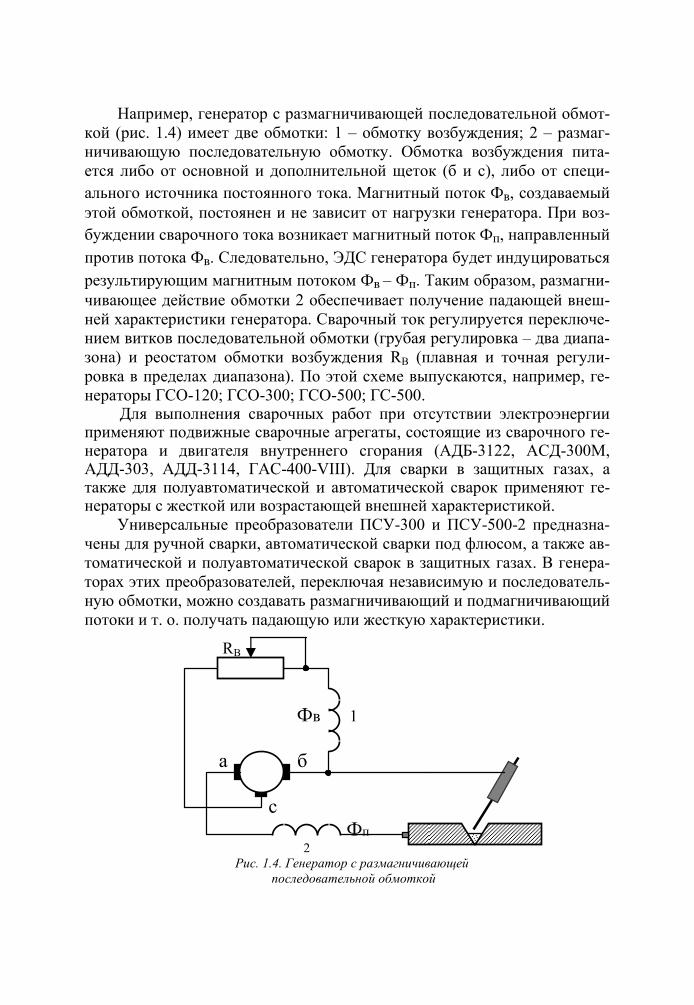
Например, генератор с размагничивающей последовательной обмот-кой (рис. 1.4) имеет две обмотки: 1 – обмотку возбуждения; 2 – размаг-ничивающую последовательную обмотку. Обмотка возбуждения пита-ется либо от основной и дополнительной щеток (б и с), либо от специ-ального источника постоянного тока. Магнитный поток Фв, создаваемый этой обмоткой, постоянен и не зависит от нагрузки генератора. При воз-буждении сварочного тока возникает магнитный поток Фп, направленный против потока Фв. Следовательно, ЭДС генератора будет индуцироваться результирующим магнитным потоком Фв – Фп. Таким образом, размагни-чивающее действие обмотки 2 обеспечивает получение падающей внеш-ней характеристики генератора. Сварочный ток регулируется переключе-нием витков последовательной обмотки (грубая регулировка – два диапа-зона) и реостатом обмотки возбуждения RВ (плавная и точная регули-ровка в пределах диапазона). По этой схеме выпускаются, например, ге-нераторы ГСО-120; ГСО-300; ГСО-500; ГС-500.
Для выполнения сварочных работ при отсутствии электроэнергии применяют подвижные сварочные агрегаты, состоящие из сварочного ге-нератора и двигателя внутреннего сгорания (АДБ-3122, АСД-300М, АДД-303, АДД-3114, ГАС-400-VIII). Для сварки в защитных газах, а также для полуавтоматической и автоматической сварок применяют ге-нераторы с жесткой или возрастающей внешней характеристикой.
Универсальные преобразователи ПСУ-300 и ПСУ-500-2 предназна-чены для ручной сварки, автоматической сварки под флюсом, а также ав-томатической и полуавтоматической сварок в защитных газах. В генера-торах этих преобразователей, переключая независимую и последователь-ную обмотки, можно создавать размагничивающий и подмагничивающий потоки и т. о. получать падающую или жесткую характеристики.
RВ
Фв 1
а б
с Фп 2
Рис. 1.4. Генератор с размагничивающей последовательной обмоткой
Жесткую характеристику независимо от числа работающих постов должны иметь и многопостовые сварочные преобразователи.
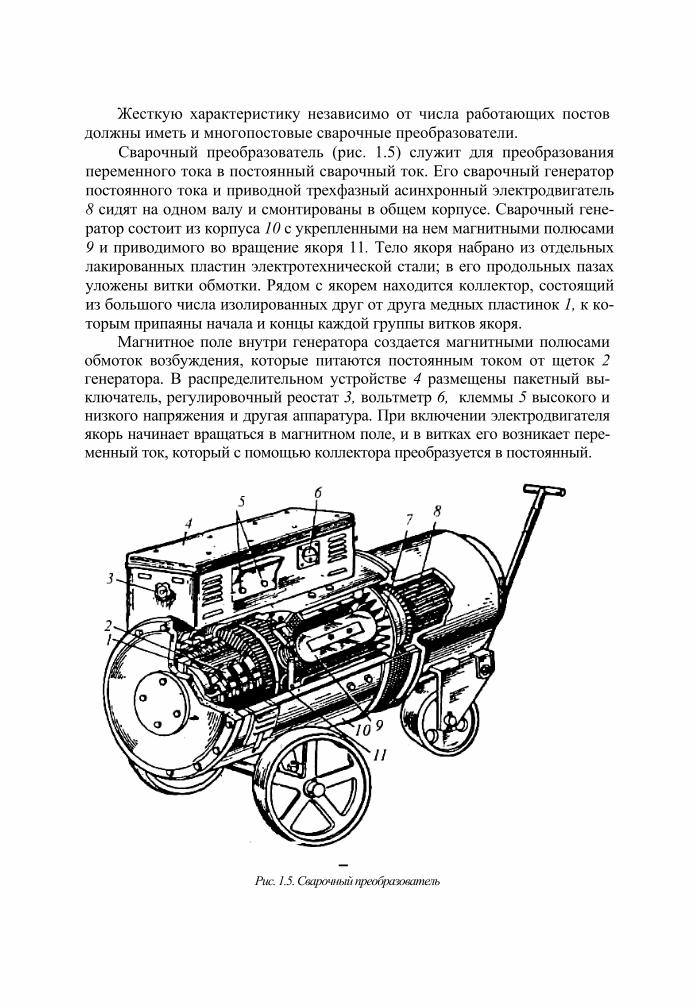
Сварочный преобразователь (рис. 1.5) служит для преобразования переменного тока в постоянный сварочный ток. Его сварочный генератор постоянного тока и приводной трехфазный асинхронный электродвигатель 8 сидят на одном валу и смонтированы в общем корпусе. Сварочный гене-ратор состоит из корпуса 10 с укрепленными на нем магнитными полюсами 9 и приводимого во вращение якоря 11. Тело якоря набрано из отдельных лакированных пластин электротехнической стали; в его продольных пазах уложены витки обмотки. Рядом с якорем находится коллектор, состоящий из большого числа изолированных друг от друга медных пластинок 1, к ко-торым припаяны начала и концы каждой группы витков якоря.
Магнитное поле внутри генератора создается магнитными полюсами обмоток возбуждения, которые питаются постоянным током от щеток 2 генератора. В распределительном устройстве 4 размещены пакетный вы-ключатель, регулировочный реостат 3, вольтметр 6, клеммы 5 высокого и низкого напряжения и другая аппаратура. При включении электродвигателя якорь начинает вращаться в магнитном поле, и в витках его возникает пере-менный ток, который с помощью коллектора преобразуется в постоянный.
—
Рис. 1.5. Сварочный преобразователь
К коллектору прижимаются угольные щетки 2, с помощью которых постоянный ток снимается с коллектора и подводится к клеммам 5 («+» и «-»). К этим же клеммам присоединяют сварочные провода, подво-дящие сварочный ток к электроду и изделию. Для охлаждения преобра-зователя во время работы на валу его имеется вентилятор 7.
Сварочные аппараты переменного тока (сварочные трансфор-маторы) состоят из понижающего трансформатора и специального уст-ройства, создающего падающую внешнюю характеристику и регули-рующего сварочный ток. Они подразделяются на две основные группы:
• аппараты, состоящие из трансформатора с жесткой внешней ха-рактеристикой и дросселя;
• аппараты, имеющие трансформатор с падающей внешней харак-теристикой.
Сварочные аппараты первой группы могут быть с отдельным дрос-селем (на отдельном магнитопроводе) и со встроенным дросселем (на общем магнитопроводе трансформатора).
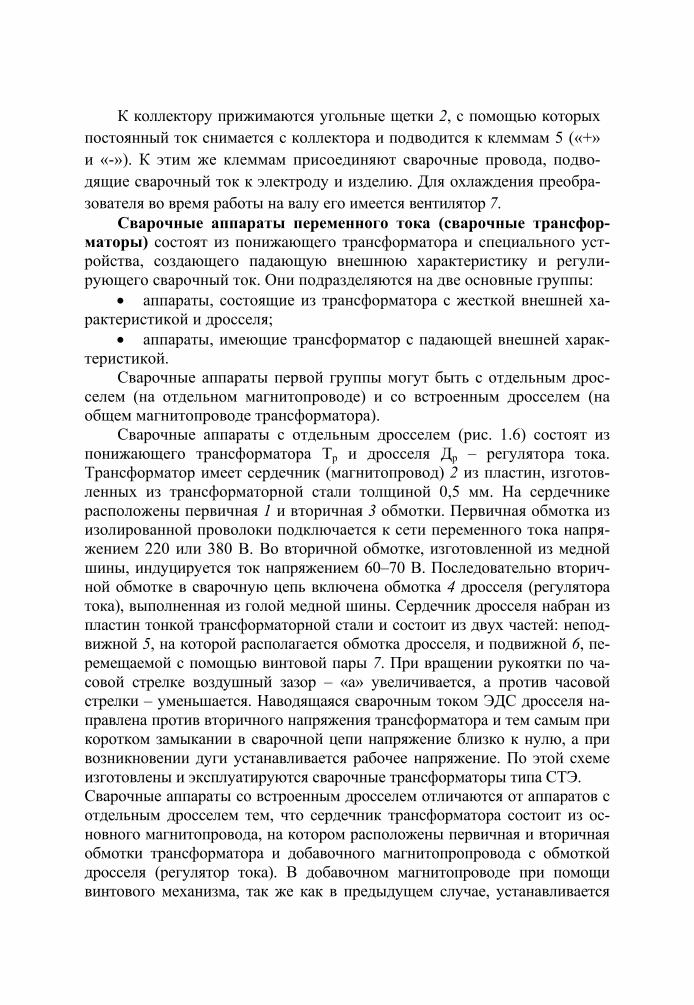
Сварочные аппараты с отдельным дросселем (рис. 1.6) состоят из понижающего трансформатора Тр и дросселя Др – регулятора тока. Трансформатор имеет сердечник (магнитопровод) 2 из пластин, изготов-ленных из трансформаторной стали толщиной 0,5 мм. На сердечнике расположены первичная 1 и вторичная 3 обмотки. Первичная обмотка из изолированной проволоки подключается к сети переменного тока напря-жением 220 или 380 В. Во вторичной обмотке, изготовленной из медной шины, индуцируется ток напряжением 60–70 В. Последовательно вторич-ной обмотке в сварочную цепь включена обмотка 4 дросселя (регулятора тока), выполненная из голой медной шины. Сердечник дросселя набран из пластин тонкой трансформаторной стали и состоит из двух частей: непод-вижной 5, на которой располагается обмотка дросселя, и подвижной 6, пе-ремещаемой с помощью винтовой пары 7. При вращении рукоятки по ча-совой стрелке воздушный зазор – «а» увеличивается, а против часовой стрелки – уменьшается. Наводящаяся сварочным током ЭДС дросселя на-правлена против вторичного напряжения трансформатора и тем самым при коротком замыкании в сварочной цепи напряжение близко к нулю, а при возникновении дуги устанавливается рабочее напряжение. По этой схеме изготовлены и эксплуатируются сварочные трансформаторы типа СТЭ. Сварочные аппараты со встроенным дросселем отличаются от аппаратов с отдельным дросселем тем, что сердечник трансформатора состоит из ос-новного магнитопровода, на котором расположены первичная и вторичная обмотки трансформатора и добавочного магнитопропровода с обмоткой дросселя (регулятор тока). В добавочном магнитопроводе при помощи винтового механизма, так же как в предыдущем случае, устанавливается
необходимый воздушный зазор. Обмотки трансформатора и дросселя можно включить попутно или встречно, и в зависимости от этого магнит-ные потоки, создаваемые обмотками дросселя и трансформатора, будут складываться или вычитаться. При этом общее напряжение холостого хода Uxх = Uтх + Uдх или Uxх = Uтх – Uдх, где Uтх – напряжение на вторичной об-мотке трансформатора, Uдх – напряжение дросселя.
Сварочные трансформаторы с увеличенным магнитным рассеянием
обеспечивают падающую внешнюю характеристику источника питания без дросселя.
У обычных силовых трансформаторов первичная и вторичная об-мотки максимально сближены и поэтому внешняя характеристика жест-кая, т. е. с увеличением тока напряжение остается постоянным. У свароч-ных трансформаторов с подвижными обмотками первичная и вторичная обмотки разведены, увеличены потоки рассеяния и потери, внешняя ха-рактеристика падающая. Регулирование осуществляется путем пе-ремещения одной из обмоток.
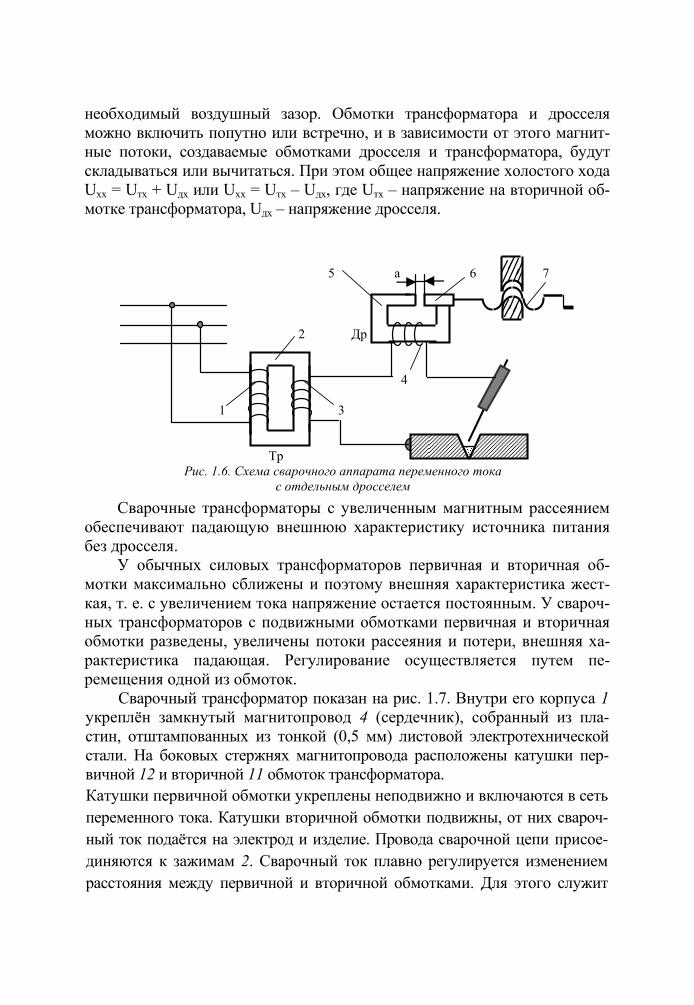
Сварочный трансформатор показан на рис. 1.7. Внутри его корпуса 1 укреплён замкнутый магнитопровод 4 (сердечник), собранный из пла-стин, отштампованных из тонкой (0,5 мм) листовой электротехнической стали. На боковых стержнях магнитопровода расположены катушки пер-вичной 12 и вторичной 11 обмоток трансформатора. Катушки первичной обмотки укреплены неподвижно и включаются в сеть переменного тока. Катушки вторичной обмотки подвижны, от них свароч-ный ток подаётся на электрод и изделие. Провода сварочной цепи присое-диняются к зажимам 2. Сварочный ток плавно регулируется изменением расстояния между первичной и вторичной обмотками. Для этого служит
5 a 6 7 2 Др 4 Тр 1 3 Тр
Рис. 1.6. Схема сварочного аппарата переменного тока с отдельным дросселем

вертикальный винт 9 с ленточной резьбой, который оканчивается рукоят-кой 5. При вращении рукоятки по часовой стрелке вторичная обмотка приближается к первичной, магнитная связь между ними увеличивается и сварочный ток растёт. Для установления необходимого сварочного тока на крышке 8 корпуса трансформатора расположена шкала 7.
Рис. 1.7. Сварочный трансформатор: а – внешний вид; б – схема регулирования свароч-ного тока; в – электрическая схема; 1 – корпус; 2 – зажим; 3 – ручка; 4 – магнитопровод;
5 – рукоятка; 6 – рым-болт; 7 – шкала; 8 – крышка корпуса; 9 – вертикальный винт; 10 – ходовая гайка винта; 11, 12 – вторичная и первичная обмотки соответственно
Сварочные выпрямители – статические преобразователи энергии трехфазной сети переменного тока в энергию выпрямленного (пульси-рующего постоянного) тока. По основным технико-экономическим пока-зателям сварочные выпрямители более прогрессивны чем, например, сва-рочные преобразователи. Их главный недостаток – чувствительность к продолжительным коротким замыканиям, зато они имеют высокий ко-эффициент полезного действия, бесшумность в работе, отсутствие вра-
щающихся частей и др. преимущества. Сварочные выпрямители состоят из двух основных блоков: понижающего трехфазного трансформатора с устройствами для регулирования напряжения или тока и выпрями-тельного блока. Выпрямитель имеет пускорегулирующее и защитное устройства, обеспечивающие нормальную его эксплуатацию.
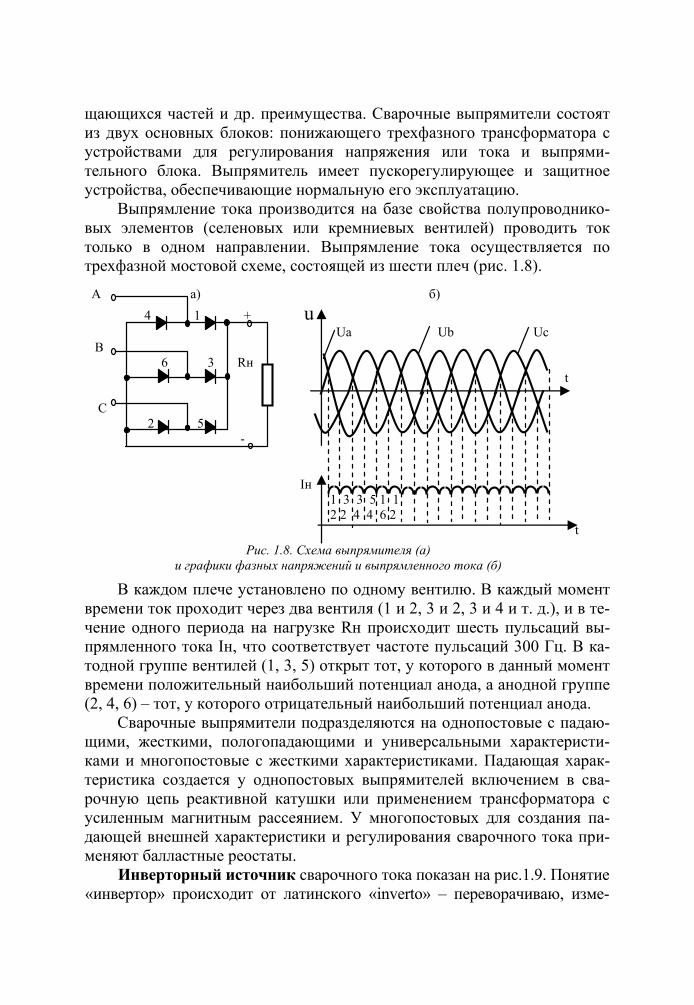
Выпрямление тока производится на базе свойства полупроводнико-вых элементов (селеновых или кремниевых вентилей) проводить ток только в одном направлении. Выпрямление тока осуществляется по трехфазной мостовой схеме, состоящей из шести плеч (рис. 1.8).
В каждом плече установлено по одному вентилю. В каждый момент
времени ток проходит через два вентиля (1 и 2, 3 и 2, 3 и 4 и т. д.), и в те-чение одного периода на нагрузке Rн происходит шесть пульсаций вы-прямленного тока Iн, что соответствует частоте пульсаций 300 Гц. В ка-тодной группе вентилей (1, 3, 5) открыт тот, у которого в данный момент времени положительный наибольший потенциал анода, а анодной группе (2, 4, 6) – тот, у которого отрицательный наибольший потенциал анода.
Сварочные выпрямители подразделяются на однопостовые с падаю-щими, жесткими, пологопадающими и универсальными характеристи-ками и многопостовые с жесткими характеристиками. Падающая харак-теристика создается у однопостовых выпрямителей включением в сва-рочную цепь реактивной катушки или применением трансформатора с усиленным магнитным рассеянием. У многопостовых для создания па-дающей внешней характеристики и регулирования сварочного тока при-меняют балластные реостаты.
Инверторный источник сварочного тока показан на рис.1.9. Понятие «инвертор» происходит от латинского «inverto» – переворачиваю, изме-
А а) б) 4 1 + u Ua Ub Uc B
6 3 Rн t С 2 5 -
Iн 1 3 3 5 1 1 2 2 4 4 6 2 t
Рис. 1.8. Схема выпрямителя (а) и графики фазных напряжений и выпрямленного тока (б)
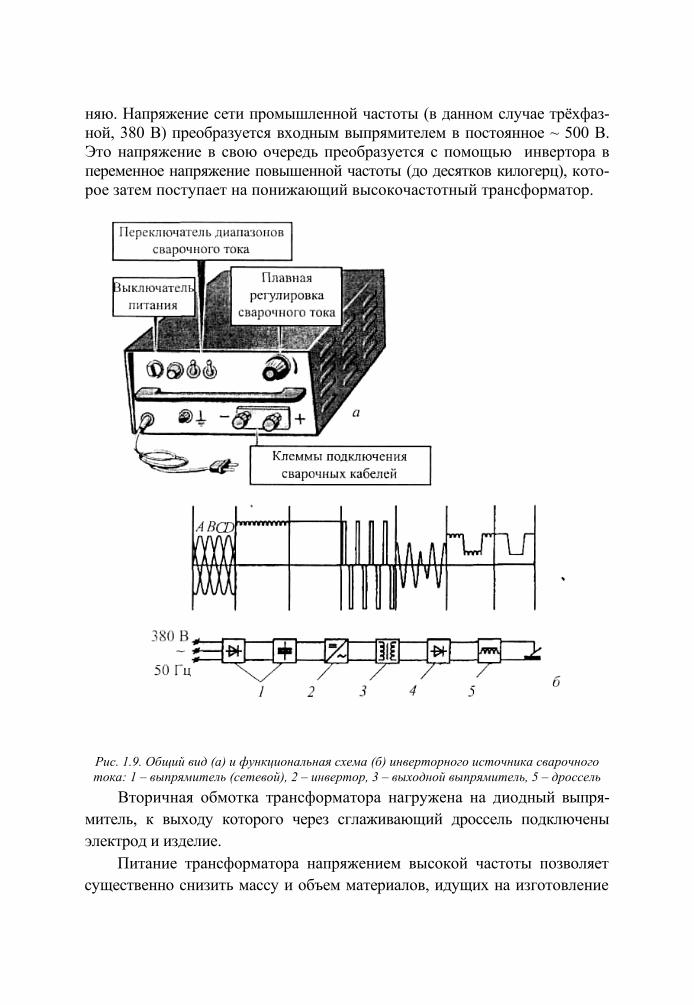
няю. Напряжение сети промышленной частоты (в данном случае трёхфаз-ной, 380 В) преобразуется входным выпрямителем в постоянное ~ 500 В. Это напряжение в свою очередь преобразуется с помощью инвертора в переменное напряжение повышенной частоты (до десятков килогерц), кото-рое затем поступает на понижающий высокочастотный трансформатор.
Рис. 1.9. Общий вид (а) и функциональная схема (б) инверторного источника сварочного тока: 1 – выпрямитель (сетевой), 2 – инвертор, 3 – выходной выпрямитель, 5 – дроссель
Вторичная обмотка трансформатора нагружена на диодный выпря-митель, к выходу которого через сглаживающий дроссель подключены электрод и изделие.
Питание трансформатора напряжением высокой частоты позволяет существенно снизить массу и объем материалов, идущих на изготовление
трансформатора. Так, при частоте питающего напряжения 10 кГц масса трансформатора и его габаритные размеры уменьшаются по сравнению с частотой 50 Гц примерно в 3 раза, а при частоте 50 кГц уже в 15–17 раз. Например, расчетная масса трансформатора мощностью 20 кВ·А при пи-тании напряжением частотой 50 Гц составляет 120 кг, а при 50 кГц – 7 кг. Такое уменьшение массы активных материалов обусловливает существен-ное (в 25 раз) снижение потерь мощности, а значит, рост КПД источника питания. Росту КПД способствуют также малые коммутационные поте-ри в ключевых элементах, в качестве которых для сварочных инверторов применяют достаточно мощные тиристоры или транзисторы.
КОНТРОЛЬНЫЕ ВОПРОСЫ 1. Что входит в состав сварочных преобразователей? 2. Какой вид должна иметь вольтамперная характеристика генера-
тора, чтобы обеспечить устойчивое горение дуги, и за счет каких уст-ройств обеспечиваются необходимые свойства генератора?
3. Как обеспечивается падающая внешняя характеристика у свароч-ных аппаратов переменного тока?
4. Назовите преимущества и недостатки сварочных выпрямителей перед другими источниками питания.
5. Какое устройство у сварочных выпрямителей расположено ме-жду выпрямительным блоком и сетью питания?
6. Опишите работу трехфазного выпрямителя. 7. Как устроен инверторный источник сварочного тока.
ЭЭллееккттррооддыы ддлляя ррууччнноойй ддууггооввоойй ссввааррккии Электроды для ручной сварки представляют проволочные стержни с
нанесенными на них покрытиями. Стержень электрода изготовляют из специальной сварочной проволоки повышенного качества. Стальную сва-рочную проволоку ∅ 0,3–12 мм в зависимости от состава делят на 3 груп-пы: углеродистую (Св-0,8; Св-10ГС и др.), легированную (Св-18ХМА, Св-10Х5М и др.) и высоколегированную (Св-07Х25Н13, Св-06Х19Н10М5Т и др.). В марках проволоки "Св" обозначает слово "сварочная", первые две цифры указывают содержание углерода в сотых долях процента, а цифры после буквы, указывающей легирующие примеси в общепринятых обозна-чениях, – количество данного элемента в процентах.
Электроды классифицируют по следующим признакам: типу по-крытия, химическому составу жидкого шлака, назначению.
По типу покрытий электроды подразделяют на электроды со стаби-лизирующим, защитным или легирующим покрытиями (качественными). Стабилизирующее покрытие состоит из мела (СаСОз), соединений калия,
бария. Эти вещества облегчают ионизацию дуги и способствуют ее ус-тойчивому горению. В качественное покрытие электродов включают ста-билизирующие, газообразующие, шлакообразующие, раскисляющие, ле-гирующие и связующие составляющие. Газообразующие вещества обра-зуют при нагреве защитные газы вокруг дуги. Шлакообразующие состав-ляющие при расплавлении образуют жидкий шлак на поверхности сва-рочной ванны. Шлак служит для защиты расплавленного металла от воз-действия воздухом, а также является средой, через которую осуществля-ется раскисление и легирование наплавленного металла. Раскисляющие составляющие предназначены для восстановления окислов, находящихся в сварочной ванне. Легирующие составляющие служат для получения наплавленного металла, требуемых механических свойств и химического состава. В качестве связующего применяют в основном жидкое натрие-вое стекло Na2O(SiO2). Жидкое стекло связывает порошкообразные со-ставляющие покрытия в обмазочную массу, а после просушивания и про-калки придает покрытию электродов необходимую прочность. По назна-чению электроды подразделяют на 4 класса:
• для сварки углеродистых и легированных конструкционных сталей; • для сварки теплоустойчивых сталей; • для сварки высоколегированных сталей; • для наплавки поверхностных слоев с особыми свойствами. Согласно ГОСТ 9467-75 электроды для сварки конструкционных
сталей (Ст 3, Ст 45, Ст 50ХГСА и др.) подразделяют на типы Э34", Э42, Э145, в зависимости от механических свойств наплавленного металла. Цифры в обозначении типа электрода означают прочность наплавленного металла в кгс/мм2. Электроды для сварки теплоустойчивых сталей (12ХМ, 15ХМ, 20ХМФ и др.) подразделяют на типы Э-ХМ, Э-ХМБФ и др., в зависимости от химического состава наплавленного металла. Буквы М, Х, Ф, Б означают легирование соответственно молибденом, хромом, ванадием и ниобием, повышающими теплоустойчивость сварного шва. Электроды для сварки высоколегированных сталей (ОХ18Н9Т, Х25Н20С2, Х17 и др.), согласно ГОСТ 10052-75, классифицируют по структуре и со-ставу металла сварного шва. Например, ЭА-3М6 – электрод аустенитного типа с добавками молибдена.
Помимо типа электродов, важной характеристикой является его мар-ка, которая определяет состав покрытия (УОНИ-13/45, ЦЛ18). Марка электрода характеризует также его технологические свойства: род и по-лярность тока, возможность сварки в различных пространственных по-ложениях и др.
Расчёт потребного количества электродов. Доля электродного ме-талла в составе металла шва различна и зависит от способа и режима
сварки, а также от вида сварочного шва. При ручной сварке доля элек-тродного металла колеблется в широких пределах (30–80 %), при автома-тической она составляет 30–40 %. Производительность сварки в значи-тельной степени зависит от скорости расплавления электродного ме-талла, которая оценивается коэффициентом расплавления αр. Коэффици-ент расплавления численно равен массе электродного металла (в грам-мах), расплавленного в течение одного часа, приходящегося на один ам-пер сварочного тока. При ручной сварке αр составляет 6,5–14,5 г/А⋅ч. Для оценки скорости сварки шва пользуются коэффициентом наплавки αн. Этот коэффициент оценивает количество электродного металла, введен-ного в свариваемый шов. αн < αр на величину потерь электродного ме-талла из-за угара и разбрызгивания. Эти потери при ручной сварке дости-гают 25–30 %, при сварке под флюсом 2–5 % от количества расплавлен-ного электродного металла. Знание αр и αн позволяет произвести расчёт потребного количества электродного металла для сварки шва установ-ленного сечения и определить скорость сварки шва.
Количество металла (кг), необходимого для получения сварочного шва, определяется по формуле
gн = L ⋅ F ⋅ ρ , где L – длина свариваемого шва, м; F – площадь поперечного сечения шва, м2; ρ – плотность электродного металла, кг / м3.
Выражая это же количество металла (кг) через коэффициент на-
плавки, получим:
gн = 10-3 ⋅ αн ⋅ I ⋅ t, где t – время горения дуги ч; I – ток, А.
Отсюда время горения дуги: t = 103⋅ gн /(αн ⋅ I), (ч). Скорость свар-ки: v = L / t, (м/ч). Зная gн, можно определить необходимое количество электродного металла по формуле:
gэ = gн⋅(1 + ψ), где ψ = (0,25 – 0,31) – коэффициент потерь металла на угар и разбрызгивание.
То же самое можно сделать, зная коэффициент расплавления: gэ = 103 ⋅ αр ⋅ I ⋅ t.
Задавшись диаметром и длиной электрода по полученному gэ, вы-числяют потребное количество электродов.
КОНТРОЛЬНЫЕ ВОПРОСЫ 1. Опишите состав электрода. 2. Как маркируется сварочная проволока?
3. Какие составляющие включают в качественное покрытие электрода? 4. Как классифицируются электроды по назначению? 5. Какие типы электродов вы знаете? 6. Какая информация скрывается за маркой электрода? 7. Что представляет собой порошковая электродная проволока?
ЗАДАНИЕ ДЛЯ САМОСТОЯТЕЛЬНОЙ РАБОТЫ Рассчитать потребное количество электродов, общее время сварки
и потребляемую электроэнергию для ручной дуговой сварки, если об-щая длина свариваемого шва L = 30 м, площадь поперечного сечения шва F = 0,2⋅10-4 м2, диаметр электрода d = 3 мм, длина электрода 0,3 м, время замены электрода 10 сек. Сварка производится током 200 А при напряжении 50 В.
Оборудование и аппаратура для газовой сварки Газовой сваркой называется сварка плавлением, при которой нагрев
кромок соединяемых частей и присадочного материала производится теплотой сгорания горючих газов в кислороде.
Газовая сварка классифицируется по виду применяемого горючего газа. Она бывает ацетиленокислородная, керосинокислородная, бензино-кислородная, пропанобутанокислородная и т. д. Для производства работ по газовой сварке сварочные посты должны иметь следующее оборудо-вание и инвентарь: ацетиленовый генератор или баллон с горючим газом; кислородный баллон; редукторы (кислородный и для горючего газа); сварочную горелку с набором наконечников; шланги для подачи горю-чего газа и кислорода в горелку; сварочный стол, приспособления, необ-ходимые для сборки изделий под сварку, и комплект инструментов свар-щика; очки с защитными стеклами и спецодежду.
Ацетиленовый генератор – аппарат, предназначенный для получе-ния ацетилена при взаимодействии карбида кальция с водой. Ацетилено-вые генераторы различаются по следующим признакам:
а) по давлению получаемого ацетилена: – низкого давления (до 0,02 МПа), – среднего давления ( 0,01–0,15 МПа); б) по производительности (выпускаемые генераторы воспроизводят
0,3–640 м3/ч ацетилена, наиболее распространены 1,25 м3/ч); в) по способу установки: – передвижные, – стационарные; г) по принципу взаимодействия карбида кальция с водой: – генераторы, работающие по принципу «карбид в воду» (КВ), – «вода в карбид» (ВК),
5 1 2 4 3
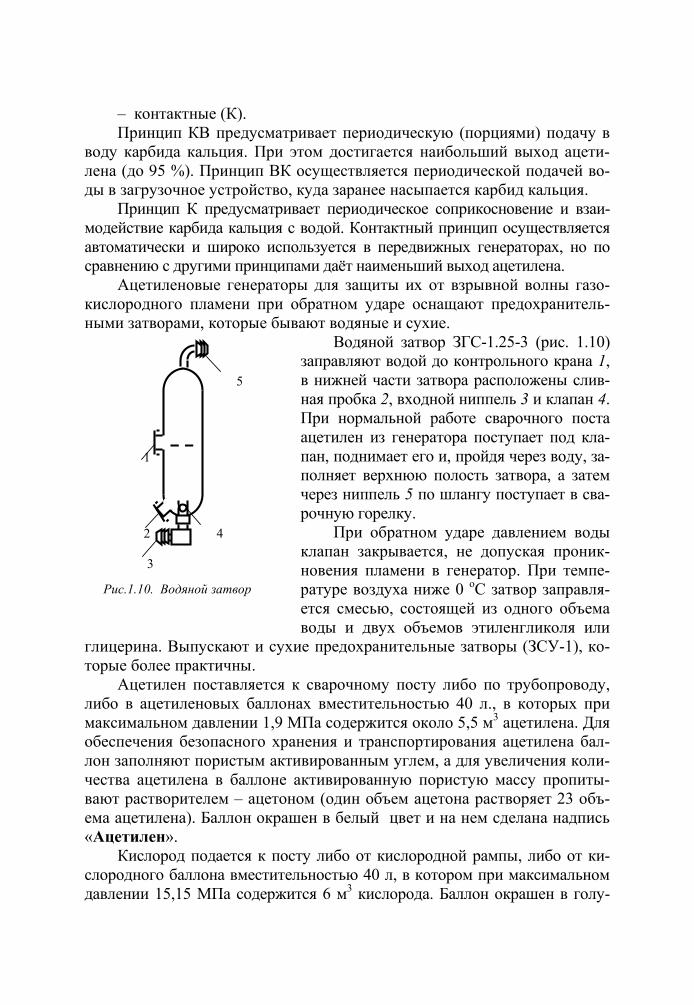
Рис.1.10. Водяной затвор
– контактные (К). Принцип КВ предусматривает периодическую (порциями) подачу в
воду карбида кальция. При этом достигается наибольший выход ацети-лена (до 95 %). Принцип ВК осуществляется периодической подачей во-ды в загрузочное устройство, куда заранее насыпается карбид кальция.
Принцип К предусматривает периодическое соприкосновение и взаи-модействие карбида кальция с водой. Контактный принцип осуществляется автоматически и широко используется в передвижных генераторах, но по сравнению с другими принципами даёт наименьший выход ацетилена.
Ацетиленовые генераторы для защиты их от взрывной волны газо-кислородного пламени при обратном ударе оснащают предохранитель-ными затворами, которые бывают водяные и сухие.
Водяной затвор ЗГС-1.25-3 (рис. 1.10) заправляют водой до контрольного крана 1, в нижней части затвора расположены слив-ная пробка 2, входной ниппель 3 и клапан 4. При нормальной работе сварочного поста ацетилен из генератора поступает под кла-пан, поднимает его и, пройдя через воду, за-полняет верхнюю полость затвора, а затем через ниппель 5 по шлангу поступает в сва-рочную горелку.
При обратном ударе давлением воды клапан закрывается, не допуская проник-новения пламени в генератор. При темпе-ратуре воздуха ниже 0 оС затвор заправля-ется смесью, состоящей из одного объема воды и двух объемов этиленгликоля или
глицерина. Выпускают и сухие предохранительные затворы (ЗСУ-1), ко-торые более практичны.
Ацетилен поставляется к сварочному посту либо по трубопроводу, либо в ацетиленовых баллонах вместительностью 40 л., в которых при максимальном давлении 1,9 МПа содержится около 5,5 м3 ацетилена. Для обеспечения безопасного хранения и транспортирования ацетилена бал-лон заполняют пористым активированным углем, а для увеличения коли-чества ацетилена в баллоне активированную пористую массу пропиты-вают растворителем – ацетоном (один объем ацетона растворяет 23 объ-ема ацетилена). Баллон окрашен в белый цвет и на нем сделана надпись «Ацетилен».
Кислород подается к посту либо от кислородной рампы, либо от ки-слородного баллона вместительностью 40 л, в котором при максимальном давлении 15,15 МПа содержится 6 м3 кислорода. Баллон окрашен в голу-
бой цвет и имеет черную надпись «Кислород». Баллон для газов (горючего или кислорода) изготавливают из сталь-
ных бесшовных труб. Он представляет собой цилиндрический сосуд с вы-пуклым днищем и узкой горловиной. Для придания баллону устойчивости в вертикальном положении на его нижнюю часть напрессован башмак с квадратным основанием. Горловина баллона имеет конусное отверстие с резьбой, куда ввертывается запорный вентиль – устройство, позволяющее наполнять баллон газом и регулировать его расход. Для различных газов принята определенная конструкция вентиля. Различная резьба хвостовика исключает возможность установки на баллон не соответствующего ему вентиля. Вентиль кислородного баллона изготавливают из латуни, т. к. она обладает высокой коррозионной стойкостью в среде кислорода. Вентиль ацетиленового баллона изготавливают из стали, т. к. сплавы меди, со-держащие более 70 % меди, при контакте с ацетиленом образуют взрыво-опасную ацетиленовую смесь. На горловину баллона плотно насажено кольцо с наружной резьбой для навинчивания предохранительного кол-пака. Вентиль кислородного баллона используется также для баллонов с азотом, аргоном и углекислым газом.
Для понижения давления газа, поступающего из баллона, до рабоче-го давления газа в горелке и для поддержания этого давления постоян-ным в процессе сварки применяются редукторы. Корпус редуктора раз-делён клапаном на две камеры: высокого давления (соединена с балло-ном) и низкого давления (соединена с горелкой). Камера низкого давле-ния через эластичную мембрану связана с пружиной, усилие которой соответствует рабочему давлению горелки. Газ поступает из камеры высо-кого давления в камеру низкого давления до тех пор, пока давление его не уравновесит усилие пружины. В этом положении расход и поступление га-за будут равны, и далее такое состояние поддерживается автоматически.
Сварочные горелки. Сварочная горелка предназначена для пра-вильного смешивания горючего газа или паров горючей жидкости с ки-слородом и получения устойчивого сварочного пламени требуемой мощ-ности. Горелки классифицируются:
а) по способу подачи горючего в смесительную камеру – инжектор-ные и безынжекторные;
б) по назначению – универсальные (для сварки, наплавки, пайки, по-догрева и других работ) и специализированные;
в) по роду применяемого горючего; г) по числу рабочего пламени – однопламенные, многопламенные; д) по мощности, определяемой расходом ацетилена (л/ч) – микромощ-
ности (5–60), малой мощности (25–700), средней мощности (50–2500) и большой мощности (2500–7000);
е) по способу применения – ручные и машинные.
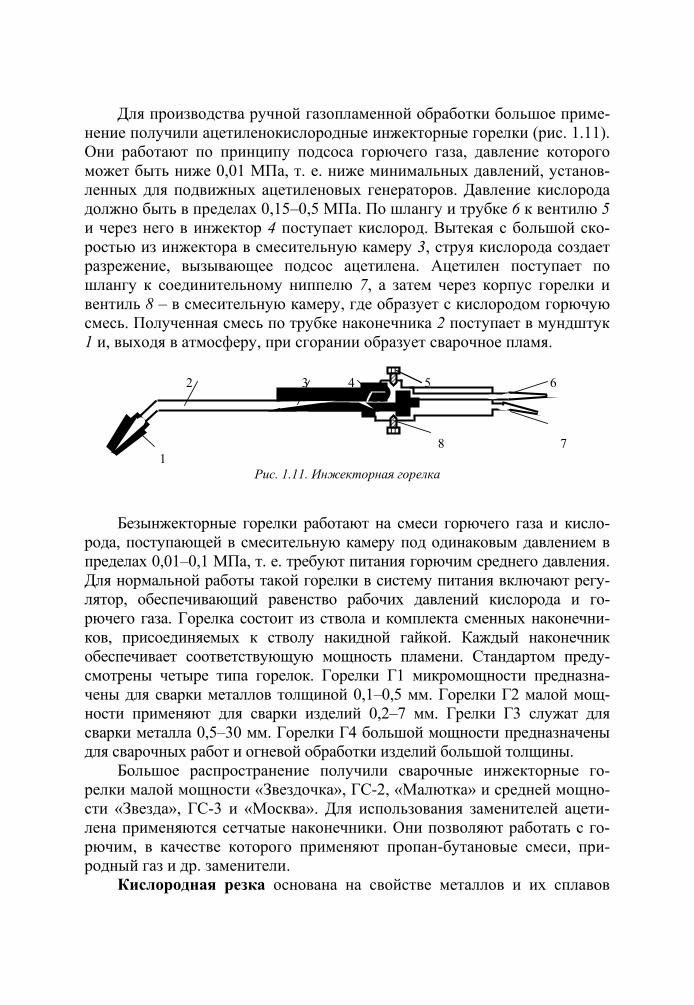
Для производства ручной газопламенной обработки большое приме-нение получили ацетиленокислородные инжекторные горелки (рис. 1.11). Они работают по принципу подсоса горючего газа, давление которого может быть ниже 0,01 МПа, т. е. ниже минимальных давлений, установ-ленных для подвижных ацетиленовых генераторов. Давление кислорода должно быть в пределах 0,15–0,5 МПа. По шлангу и трубке 6 к вентилю 5 и через него в инжектор 4 поступает кислород. Вытекая с большой ско-ростью из инжектора в смесительную камеру 3, струя кислорода создает разрежение, вызывающее подсос ацетилена. Ацетилен поступает по шлангу к соединительному ниппелю 7, а затем через корпус горелки и вентиль 8 – в смесительную камеру, где образует с кислородом горючую смесь. Полученная смесь по трубке наконечника 2 поступает в мундштук 1 и, выходя в атмосферу, при сгорании образует сварочное пламя.
Безынжекторные горелки работают на смеси горючего газа и кисло-рода, поступающей в смесительную камеру под одинаковым давлением в пределах 0,01–0,1 МПа, т. е. требуют питания горючим среднего давления. Для нормальной работы такой горелки в систему питания включают регу-лятор, обеспечивающий равенство рабочих давлений кислорода и го-рючего газа. Горелка состоит из ствола и комплекта сменных наконечни-ков, присоединяемых к стволу накидной гайкой. Каждый наконечник обеспечивает соответствующую мощность пламени. Стандартом преду-смотрены четыре типа горелок. Горелки Г1 микромощности предназна-чены для сварки металлов толщиной 0,1–0,5 мм. Горелки Г2 малой мощ-ности применяют для сварки изделий 0,2–7 мм. Грелки Г3 служат для сварки металла 0,5–30 мм. Горелки Г4 большой мощности предназначены для сварочных работ и огневой обработки изделий большой толщины.
Большое распространение получили сварочные инжекторные го-релки малой мощности «Звездочка», ГС-2, «Малютка» и средней мощно-сти «Звезда», ГС-3 и «Москва». Для использования заменителей ацети-лена применяются сетчатые наконечники. Они позволяют работать с го-рючим, в качестве которого применяют пропан-бутановые смеси, при-родный газ и др. заменители.
Кислородная резка основана на свойстве металлов и их сплавов
2 3 4 5 6
8 7 1
Рис. 1.11. Инжекторная горелка
сгорать в струе технически чистого кислорода, производится с помощью резаков. Резаки обеспечивают правильное смешение газов или паров жидкости с кислородом, образование подогревающего пламени и подачу в зону резки струи чистого кислорода. Резаки классифицируются по на-значению (универсальные и специальные); принципу смешения газов (инжекторные и безынжекторные); виду резки (разделительной и поверх-ностной резки); применению (для ручной и машинной резки).
Большое применение получили универсальные, инжекторные, руч-ные резаки для разделительной резки. Они отличаются от сварочных го-релок наличием отдельной трубки для подачи режущего кислорода и го-ловкой, состоящей из двух сменных мундштуков (наружного – для пла-мени и внутреннего – для чистого кислорода). Кислород в резаке разделя-ется на два канала: один служит, как в горелке, для смеси кислорода и горючего газа, другой − для подачи чистого кислорода по внутреннему мундштуку в зону резки. Этот кислород называют режущим, он сжигает металл и выдувает оксиды из зоны резки.
Широкое распространение получил ручной универсальный резак «Факел». Он имеет 5 внутренних и 2 наружных мундштука, позволяю-щих резать металл толщиной до 300 мм со скоростью 80–560 мм/мин. (в зависимости от его толщины).
Для машинной резки применяют стационарные шарнирные машины АСШ-2 и АСШ-70. Вторая машина отличается более совершенным при-водом и наличием пантографического устройства, позволяющего произ-водить резку одновременно трех деталей. Толщина разрезаемого металла 5–100 мм. Машина АСШ-74 режет металл до 150 мм со скоростью 0,1–1,6 м/мин. Выпускаются и переносные машины, представляющие со-бой самоходные тележки, перемещающиеся по разрезаемому металлу.
КОНТРОЛЬНЫЕ ВОПРОСЫ 1. Что называется газовой сваркой? 2. Какое оборудование применяется для газовой сварки? 3. Опишите принцип действия и конструктивные особенности ацети-
ленового генератора. 4. Что представляет собой водяной затвор? 5. Что вы знаете о баллонах, в которых содержатся ацетилен и ки-
слород? 6. На каком принципе и как работают инжекторные газопламенные
горелки? 7. Какое горючее, кроме ацетилена, можно применять для газовой
сварки? 8. Какие виды горелок, выпускаемых нашей промышленностью, вы
знаете?
Контактная сварка Контактной сваркой называется сварка с применением давления, при
которой нагрев производится теплотой, выделяемой при прохождении электрического тока через находящиеся в контакте соединяемые части.
Основными видами контактной сварки являются точечная, шовная, стыковая.
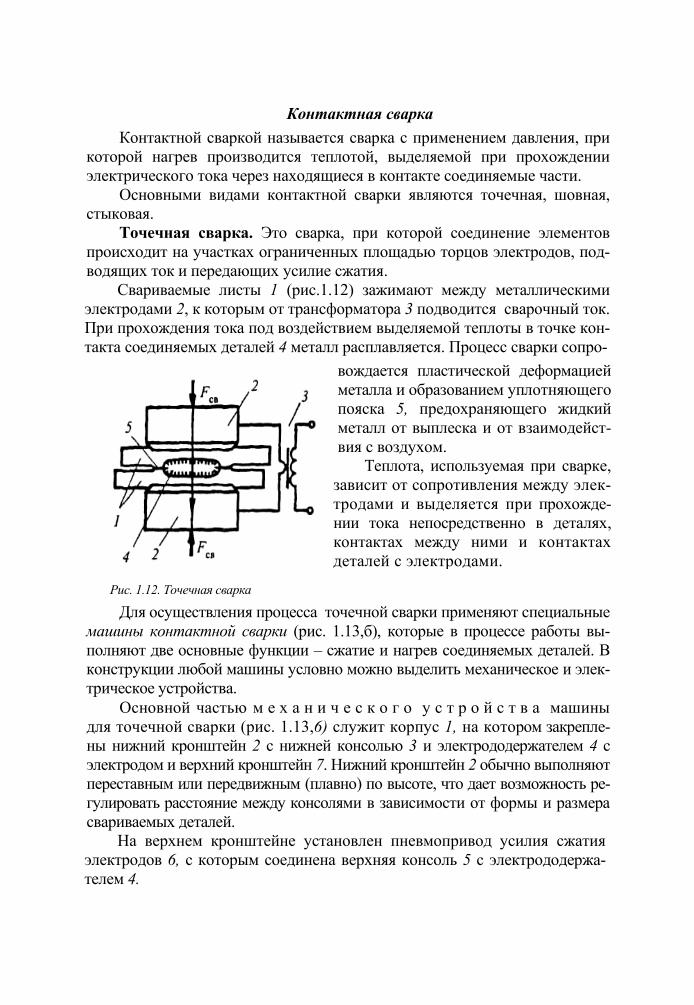
Точечная сварка. Это сварка, при которой соединение элементов происходит на участках ограниченных площадью торцов электродов, под-водящих ток и передающих усилие сжатия.
Свариваемые листы 1 (рис.1.12) зажимают между металлическими электродами 2, к которым от трансформатора 3 подводится сварочный ток. При прохождения тока под воздействием выделяемой теплоты в точке кон-такта соединяемых деталей 4 металл расплавляется. Процесс сварки сопро-
Рис. 1.12. Точечная сварка
Для осуществления процесса точечной сварки применяют специальные машины контактной сварки (рис. 1.13,б), которые в процессе работы вы-полняют две основные функции – сжатие и нагрев соединяемых деталей. В конструкции любой машины условно можно выделить механическое и элек-трическое устройства.
Основной частью м е х а н и ч е с к о г о у с т р о й с т в а машины для точечной сварки (рис. 1.13,6) служит корпус 1, на котором закрепле-ны нижний кронштейн 2 с нижней консолью 3 и электрододержателем 4 с электродом и верхний кронштейн 7. Нижний кронштейн 2 обычно выполняют переставным или передвижным (плавно) по высоте, что дает возможность ре-гулировать расстояние между консолями в зависимости от формы и размера свариваемых деталей.
На верхнем кронштейне установлен пневмопривод усилия сжатия электродов 6, с которым соединена верхняя консоль 5 с электрододержа-телем 4.
вождается пластической деформацией металла и образованием уплотняющего пояска 5, предохраняющего жидкий металл от выплеска и от взаимодейст-вия с воздухом.
Теплота, используемая при сварке, зависит от сопротивления между элек-тродами и выделяется при прохожде-нии тока непосредственно в деталях, контактах между ними и контактах деталей с электродами.
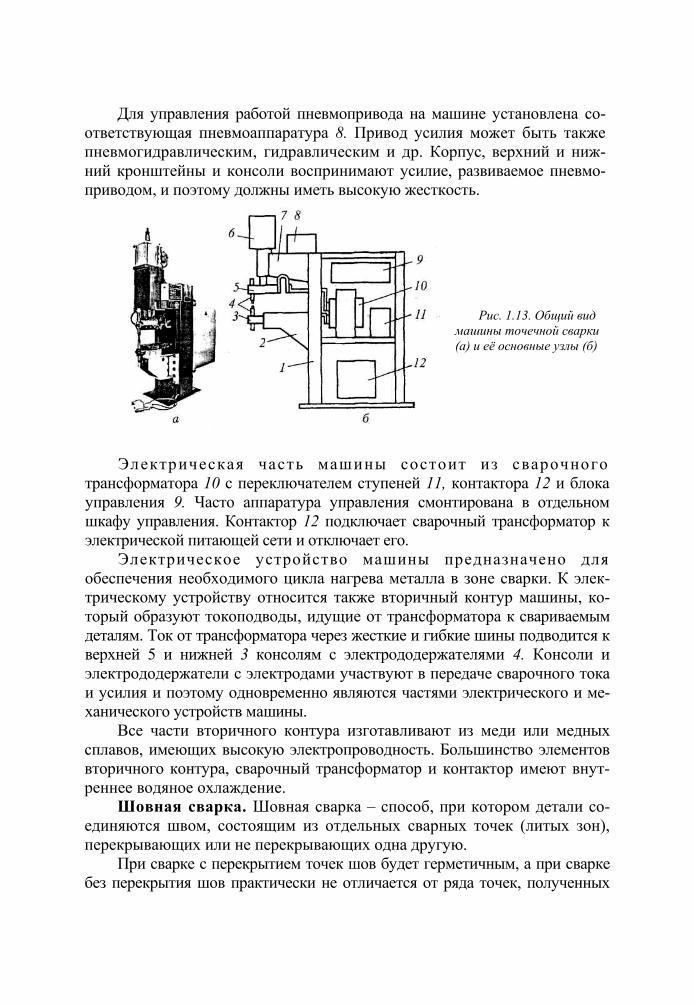
Для управления работой пневмопривода на машине установлена со-ответствующая пневмоаппаратура 8. Привод усилия может быть также пневмогидравлическим, гидравлическим и др. Корпус, верхний и ниж-ний кронштейны и консоли воспринимают усилие, развиваемое пневмо-приводом, и поэтому должны иметь высокую жесткость.
Рис. 1.13. Общий вид машины точечной сварки (а) и её основные узлы (б)
Электрическая часть машины состоит из сварочного трансформатора 10 с переключателем ступеней 11, контактора 12 и блока управления 9. Часто аппаратура управления смонтирована в отдельном шкафу управления. Контактор 12 подключает сварочный трансформатор к электрической питающей сети и отключает его.
Электрическое устройство машины предназначено для обеспечения необходимого цикла нагрева металла в зоне сварки. К элек-трическому устройству относится также вторичный контур машины, ко-торый образуют токоподводы, идущие от трансформатора к свариваемым деталям. Ток от трансформатора через жесткие и гибкие шины подводится к верхней 5 и нижней 3 консолям с электрододержателями 4. Консоли и электрододержатели с электродами участвуют в передаче сварочного тока и усилия и поэтому одновременно являются частями электрического и ме-ханического устройств машины.
Все части вторичного контура изготавливают из меди или медных сплавов, имеющих высокую электропроводность. Большинство элементов вторичного контура, сварочный трансформатор и контактор имеют внут-реннее водяное охлаждение.
Шовная сварка. Шовная сварка – способ, при котором детали со-единяются швом, состоящим из отдельных сварных точек (литых зон), перекрывающих или не перекрывающих одна другую.
При сварке с перекрытием точек шов будет герметичным, а при сварке без перекрытия шов практически не отличается от ряда точек, полученных
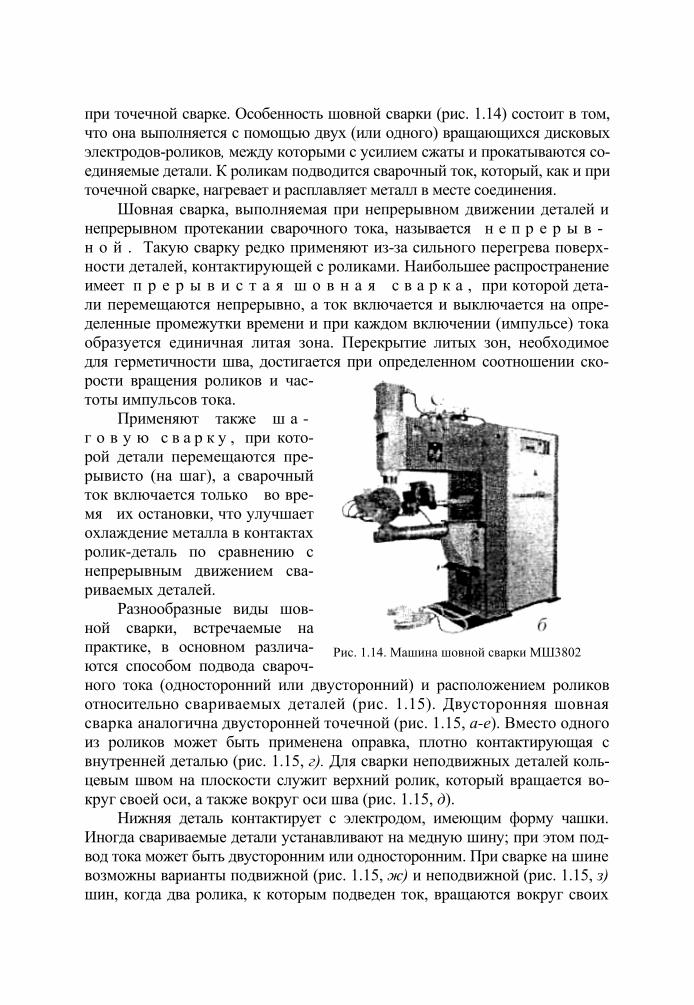
Рис. 1.14 Машина шов-ной сварки МШ3802
при точечной сварке. Особенность шовной сварки (рис. 1.14) состоит в том, что она выполняется с помощью двух (или одного) вращающихся дисковых электродов-роликов, между которыми с усилием сжаты и прокатываются со-единяемые детали. К роликам подводится сварочный ток, который, как и при точечной сварке, нагревает и расплавляет металл в месте соединения.
Шовная сварка, выполняемая при непрерывном движении деталей и непрерывном протекании сварочного тока, называется н е п р е р ы в -н о й . Такую сварку редко применяют из-за сильного перегрева поверх-ности деталей, контактирующей с роликами. Наибольшее распространение имеет п р е р ы в и с т а я ш о в н а я с в а р к а , при которой дета-ли перемещаются непрерывно, а ток включается и выключается на опре-деленные промежутки времени и при каждом включении (импульсе) тока образуется единичная литая зона. Перекрытие литых зон, необходимое для герметичности шва, достигается при определенном соотношении ско-рости вращения роликов и час-тоты импульсов тока.
Применяют также ш а -г о в у ю с в а р к у , при кото-рой детали перемещаются пре-рывисто (на шаг), а сварочный ток включается только во вре-мя их остановки, что улучшает охлаждение металла в контактах ролик-деталь по сравнению с непрерывным движением сва-риваемых деталей.
Разнообразные виды шов-ной сварки, встречаемые на практике, в основном различа-ются способом подвода свароч-ного тока (односторонний или двусторонний) и расположением роликов относительно свариваемых деталей (рис. 1.15). Двусторонняя шовная сварка аналогична двусторонней точечной (рис. 1.15, а-е). Вместо одного из роликов может быть применена оправка, плотно контактирующая с внутренней деталью (рис. 1.15, г). Для сварки неподвижных деталей коль-цевым швом на плоскости служит верхний ролик, который вращается во-круг своей оси, а также вокруг оси шва (рис. 1.15, д).
Нижняя деталь контактирует с электродом, имеющим форму чашки. Иногда свариваемые детали устанавливают на медную шину; при этом под-вод тока может быть двусторонним или односторонним. При сварке на шине возможны варианты подвижной (рис. 1.15, ж) и неподвижной (рис. 1.15, з) шин, когда два ролика, к которым подведен ток, вращаются вокруг своих
Рис. 1.14. Машина шовной сварки МШ3802
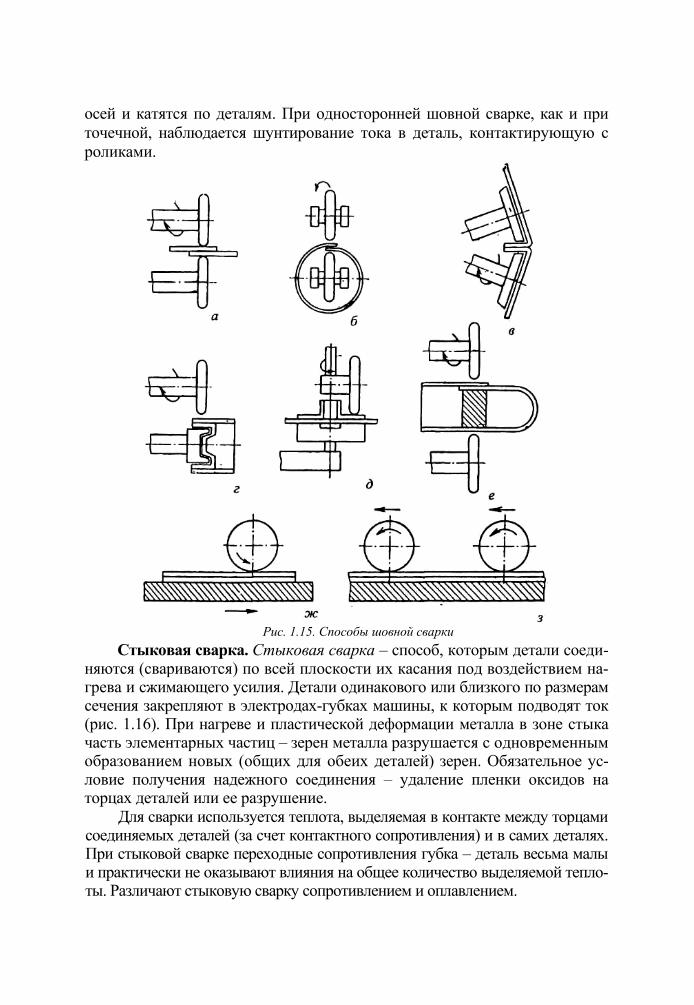
осей и катятся по деталям. При односторонней шовной сварке, как и при точечной, наблюдается шунтирование тока в деталь, контактирующую с роликами.
Рис. 1.15. Способы шовной сварки
Стыковая сварка. Стыковая сварка – способ, которым детали соеди-няются (свариваются) по всей плоскости их касания под воздействием на-грева и сжимающего усилия. Детали одинакового или близкого по размерам сечения закрепляют в электродах-губках машины, к которым подводят ток (рис. 1.16). При нагреве и пластической деформации металла в зоне стыка часть элементарных частиц – зерен металла разрушается с одновременным образованием новых (общих для обеих деталей) зерен. Обязательное ус-ловие получения надежного соединения – удаление пленки оксидов на торцах деталей или ее разрушение.
Для сварки используется теплота, выделяемая в контакте между торцами соединяемых деталей (за счет контактного сопротивления) и в самих деталях. При стыковой сварке переходные сопротивления губка – деталь весьма малы и практически не оказывают влияния на общее количество выделяемой тепло-ты. Различают стыковую сварку сопротивлением и оплавлением.
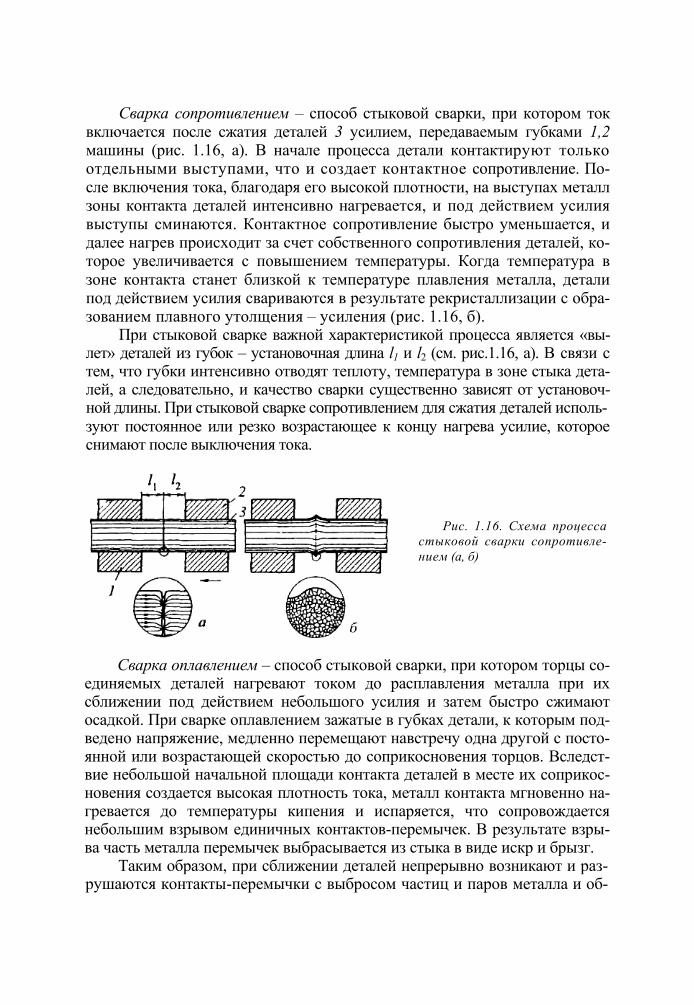
Сварка сопротивлением – способ стыковой сварки, при котором ток включается после сжатия деталей 3 усилием, передаваемым губками 1,2 машины (рис. 1.16, а). В начале процесса детали контактируют только отдельными выступами, что и создает контактное сопротивление. По-сле включения тока, благодаря его высокой плотности, на выступах металл зоны контакта деталей интенсивно нагревается, и под действием усилия выступы сминаются. Контактное сопротивление быстро уменьшается, и далее нагрев происходит за счет собственного сопротивления деталей, ко-торое увеличивается с повышением температуры. Когда температура в зоне контакта станет близкой к температуре плавления металла, детали под действием усилия свариваются в результате рекристаллизации с обра-зованием плавного утолщения – усиления (рис. 1.16, б).
При стыковой сварке важной характеристикой процесса является «вы-лет» деталей из губок – установочная длина l1 и l2 (см. рис.1.16, а). В связи с тем, что губки интенсивно отводят теплоту, температура в зоне стыка дета-лей, а следовательно, и качество сварки существенно зависят от установоч-ной длины. При стыковой сварке сопротивлением для сжатия деталей исполь- зуют постоянное или резко возрастающее к концу нагрева усилие, которое снимают после выключения тока.
Рис. 1.16. Схема процесса
стыковой сварки сопротивле-нием (а, б)
Сварка оплавлением – способ стыковой сварки, при котором торцы со-единяемых деталей нагревают током до расплавления металла при их сближении под действием небольшого усилия и затем быстро сжимают осадкой. При сварке оплавлением зажатые в губках детали, к которым под-ведено напряжение, медленно перемещают навстречу одна другой с посто-янной или возрастающей скоростью до соприкосновения торцов. Вследст-вие небольшой начальной площади контакта деталей в месте их соприкос-новения создается высокая плотность тока, металл контакта мгновенно на-гревается до температуры кипения и испаряется, что сопровождается небольшим взрывом единичных контактов-перемычек. В результате взры-ва часть металла перемычек выбрасывается из стыка в виде искр и брызг.
Таким образом, при сближении деталей непрерывно возникают и раз-рушаются контакты-перемычки с выбросом частиц и паров металла и об-
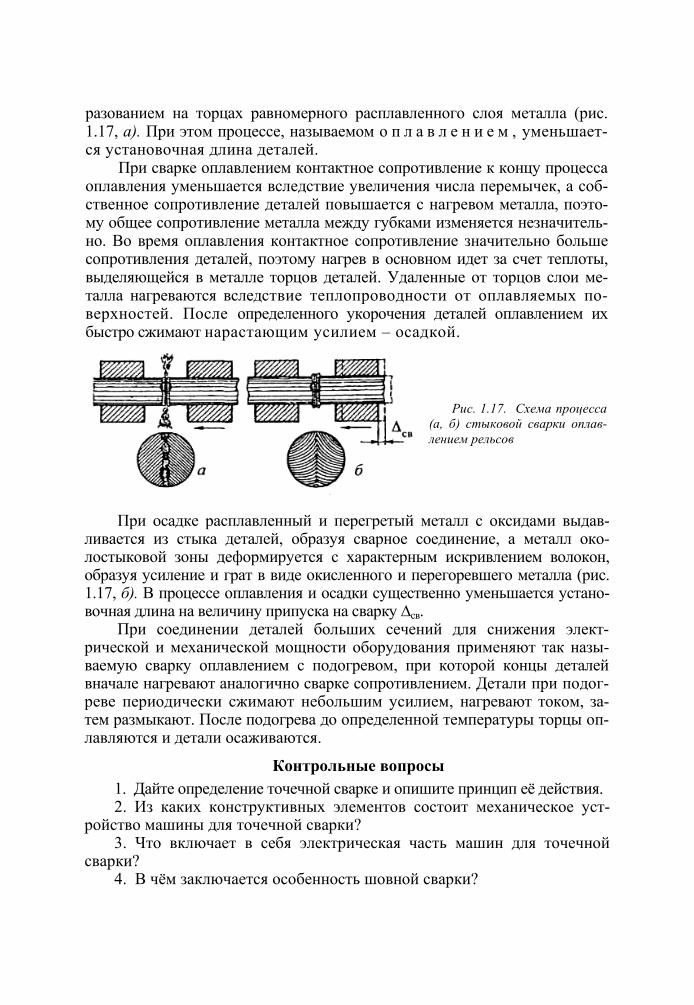
разованием на торцах равномерного расплавленного слоя металла (рис. 1.17, а). При этом процессе, называемом о п л а в л е н и е м , уменьшает-ся установочная длина деталей.
При сварке оплавлением контактное сопротивление к концу процесса оплавления уменьшается вследствие увеличения числа перемычек, а соб-ственное сопротивление деталей повышается с нагревом металла, поэто-му общее сопротивление металла между губками изменяется незначитель-но. Во время оплавления контактное сопротивление значительно больше сопротивления деталей, поэтому нагрев в основном идет за счет теплоты, выделяющейся в металле торцов деталей. Удаленные от торцов слои ме-талла нагреваются вследствие теплопроводности от оплавляемых по-верхностей. После определенного укорочения деталей оплавлением их быстро сжимают нарастающим усилием – осадкой.
Рис. 1.17. Схема процесса
(а, б) стыковой сварки оплав-лением рельсов
При осадке расплавленный и перегретый металл с оксидами выдав-ливается из стыка деталей, образуя сварное соединение, а металл око-лостыковой зоны деформируется с характерным искривлением волокон, образуя усиление и грат в виде окисленного и перегоревшего металла (рис. 1.17, б). В процессе оплавления и осадки существенно уменьшается устано-вочная длина на величину припуска на сварку ∆св.
При соединении деталей больших сечений для снижения элект-рической и механической мощности оборудования применяют так назы-ваемую сварку оплавлением с подогревом, при которой концы деталей вначале нагревают аналогично сварке сопротивлением. Детали при подог-реве периодически сжимают небольшим усилием, нагревают током, за-тем размыкают. После подогрева до определенной температуры торцы оп-лавляются и детали осаживаются.
Контрольные вопросы 1. Дайте определение точечной сварке и опишите принцип её действия. 2. Из каких конструктивных элементов состоит механическое уст-
ройство машины для точечной сварки? 3. Что включает в себя электрическая часть машин для точечной
сварки? 4. В чём заключается особенность шовной сварки?
5. Какие формы электродов применяются в устройствах шовной сварки? 6. Раскройте сущность стыковой сварки. 7. На какие два вида делится стыковая сварка, чем они отличаются
друг от друга? 1.2. ЛИТЕЙНОЕ ОБОРУДОВАНИЕ
Для марок литейного оборудования у нас принята пятизначная ин-дексация, в которой первая цифра указывает на технологическое назна-чение: 1 – для подготовки формовочных материалов и приготовления смесей; 2 – для изготовления литейных форм и стержней; 3 – для вы-бивки литейных форм и стержней; 4 – для очистки отливок; 5 – для литья в оболочковые формы; 6 – для литья по выплавляемым и выжигаемым моделям; 7 – для литья под давлением; 8 – для литья в кокиль; 9 – для центробежного литья.
Вторая цифра обозначает технологический вид: 1 – вибростолы; 2 – ма-шины формовочные; 3 – машины стержневые; 4 – пескометы и т. д.
Третья цифра означает конструктивный тип: 1 – пневматическая встряхивающе-прессовая без поворота полуформы; 2 – то же с поворотом полуформы и т. д.
Четвертая и пятая цифры характеризуют типоразмер оборудования. Например, модель 22211 относится к оборудованию для изготовле-
ния форм и стрежней (2), к формовочным машинам (2), конструктивный тип которых – встряхивающе-прессовые с поворотом полуформы; 11 – обозначает, что эта машина производит полуформы в опоке 500×400 мм.
Оборудование для подготовки формовочных материалов Формовочные смеси. Отливки составляют 40 % фасонных заго-
товок в машиностроении. За год в нашей стране производится около 25 млн. тонн отливок, причем 80 % из них – литьем в разовые объемные песчаные формы. Формовочные смеси для производства таких форм де-лятся на три группы:
1. Сырые глинистые смеси малой прочности (ПГС), не подвергаю-щиеся после уплотнения при формовке тепловому или химическому уп-рочнению. Основные компоненты: оборотная смесь 90–98 %, кварцевый песок и формовочная глина, влага. Литьем в песчано-глинистые формы (ПГФ) изготовляется половина всех отливок.
2. Упрочняемые смеси средней прочности. Упрочняются уплотне-нием при формовке, а затем при сушке. Применяются редко из-за дли-тельности сушки.
3. Самотвердеющие смеси высокой прочности, которую они при-обретают на модели в результате химического процесса.
Смеси делятся на облицовочные (примыкая к модели, они опреде-ляют качество поверхности отливки, поэтому отливки получаются высо-
1 e
2 3 4
Рис.1.18. Щековая дробилка
1 2 3
5 4
Рис.1.19. Валковая дробилка
кого качества), наполнительные (заполняют остальной объем формы, ка-чество отливок ниже, чем у облицовочных смесей) и единые (вся форма заполняется одинаковой смесью).
Для изготовления стержней применяют смеси (2) и (3) группы. Третья группа включает в себя несколько видов смесей: жидкостекольные, жидкие самотвердеющие смеси (ЖСС), пластичные самотвердеющие смеси (ПСС), холоднотвердеющие смеси (ХТС). Для изготовления стержней и оболочко-вых форм применяют также песчано-смоляные смеси.
Оборудование. Подготовка формовочных материалов заключается в обеспечении однородного мелкофракционного состава. Для этой цели применяются разнообразные дробилки и мельницы.
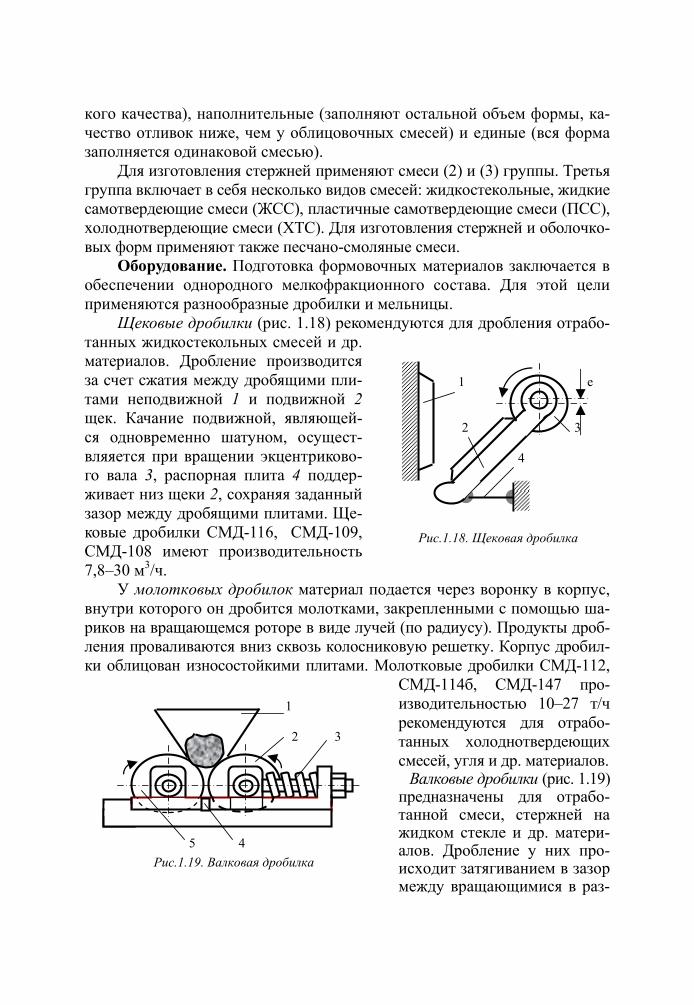
Щековые дробилки (рис. 1.18) рекомендуются для дробления отрабо-танных жидкостекольных смесей и др. материалов. Дробление производится за счет сжатия между дробящими пли-тами неподвижной 1 и подвижной 2 щек. Качание подвижной, являющей-ся одновременно шатуном, осущест-вляяется при вращении экцентриково-го вала 3, распорная плита 4 поддер-живает низ щеки 2, сохраняя заданный зазор между дробящими плитами. Ще-ковые дробилки СМД-116, СМД-109, СМД-108 имеют производительность 7,8–30 м3/ч.
У молотковых дробилок материал подается через воронку в корпус, внутри которого он дробится молотками, закрепленными с помощью ша-риков на вращающемся роторе в виде лучей (по радиусу). Продукты дроб-ления проваливаются вниз сквозь колосниковую решетку. Корпус дробил-ки облицован износостойкими плитами. Молотковые дробилки СМД-112,
СМД-114б, СМД-147 про-изводительностью 10–27 т/ч рекомендуются для отрабо-танных холоднотвердеющих смесей, угля и др. материалов. Валковые дробилки (рис. 1.19) предназначены для отрабо-танной смеси, стержней на жидком стекле и др. матери-алов. Дробление у них про-исходит затягиванием в зазор между вращающимися в раз-
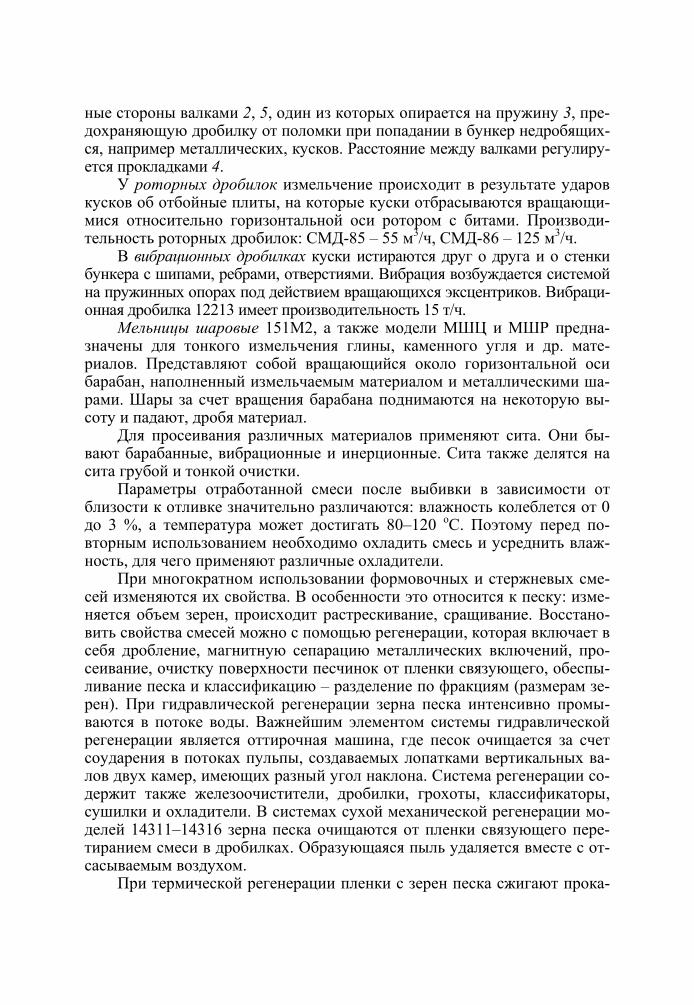
ные стороны валками 2, 5, один из которых опирается на пружину 3, пре-дохраняющую дробилку от поломки при попадании в бункер недробящих-ся, например металлических, кусков. Расстояние между валками регулиру-ется прокладками 4.
У роторных дробилок измельчение происходит в результате ударов кусков об отбойные плиты, на которые куски отбрасываются вращающи-мися относительно горизонтальной оси ротором с битами. Производи-тельность роторных дробилок: СМД-85 – 55 м3/ч, СМД-86 – 125 м3/ч.
В вибрационных дробилках куски истираются друг о друга и о стенки бункера с шипами, ребрами, отверстиями. Вибрация возбуждается системой на пружинных опорах под действием вращающихся эксцентриков. Вибраци-онная дробилка 12213 имеет производительность 15 т/ч.
Мельницы шаровые 151М2, а также модели МШЦ и МШР предна-значены для тонкого измельчения глины, каменного угля и др. мате-риалов. Представляют собой вращающийся около горизонтальной оси барабан, наполненный измельчаемым материалом и металлическими ша-рами. Шары за счет вращения барабана поднимаются на некоторую вы-соту и падают, дробя материал.
Для просеивания различных материалов применяют сита. Они бы-вают барабанные, вибрационные и инерционные. Сита также делятся на сита грубой и тонкой очистки.
Параметры отработанной смеси после выбивки в зависимости от близости к отливке значительно различаются: влажность колеблется от 0 до 3 %, а температура может достигать 80–120 оС. Поэтому перед по-вторным использованием необходимо охладить смесь и усреднить влаж-ность, для чего применяют различные охладители.
При многократном использовании формовочных и стержневых сме-сей изменяются их свойства. В особенности это относится к песку: изме-няется объем зерен, происходит растрескивание, сращивание. Восстано-вить свойства смесей можно с помощью регенерации, которая включает в себя дробление, магнитную сепарацию металлических включений, про-сеивание, очистку поверхности песчинок от пленки связующего, обеспы-ливание песка и классификацию – разделение по фракциям (размерам зе-рен). При гидравлической регенерации зерна песка интенсивно промы-ваются в потоке воды. Важнейшим элементом системы гидравлической регенерации является оттирочная машина, где песок очищается за счет соударения в потоках пульпы, создаваемых лопатками вертикальных ва-лов двух камер, имеющих разный угол наклона. Система регенерации со-держит также железоочистители, дробилки, грохоты, классификаторы, сушилки и охладители. В системах сухой механической регенерации мо-делей 14311–14316 зерна песка очищаются от пленки связующего пере-тиранием смеси в дробилках. Образующаяся пыль удаляется вместе с от-сасываемым воздухом.
При термической регенерации пленки с зерен песка сжигают прока-
ливанием смеси при 550–800 оС, после чего производят воздушную сепа-рацию. Этот способ в 2–3 раза дороже механической регенерации. Име-ются установки термической регенерации РТ 0,4 – РТ 10 (цифры ука-зывают на производительность).
Оборудование для приготовления формовочных и стержневых смесей
Формовочные и стержневые смеси состоят в основном из кварцевого песка, пылевидных и жидких добавок. Процесс приготовления смеси со-стоит из дозирования всех компонентов смеси, включая воду, загрузки их в смесители в определенной последовательности, перемешивания для обеспечения однородности и заданных свойств готовых смесей. Смесите-ли литейные чашечные периодического действия с вертикально вращаю-щимися металлическими катками 15101–15108 предназначены для приго-товления единых, наполнительных, облицовочных и стержневых смесей из песчано-глинистых фракций с пылевидными и жидкими добавками. При-ставка СК к индексу модели указывает на наличие у смесителя скипового подъемника для загрузки с целью использования в смесеприготовительных системах реконструируемых цехов. При вращении вертикального вала 3 смесь размешивается и растирается катками 2, вращающимися на горизон-тальных осях 4, устанавливаемыми с регулируемым зазором «а» относи-тельно чаши 1. Смесь перемешивается, так называемыми, отвалами, распо-ложенными между катками. При этом песчинки обволакиваются оболоч-кой связующего. Запыленный воздух отсасывается из-под колпака гати. Производительность бегунов (второе название смесителей) зависит от дли-тельности цикла. При цикле 2–4 мин она составляет у модели 15108–15110 – 60 м3/ч.
У смесителей моделей 15326 и 15328 катки вращаются на гори-зонтальных осях. Применяются такие бегуны в основном для сырых песчано-глинистых смесей (ПГС). Производительность 15328 при цикле 2,5 мин = 38,4 м3/ч.
Более производительны смесители (бегуны) литейные чашечные не-прерывного действия 15204, 15207, 15208, производительность 8-го габа-рита достает 240 м3/ч. По конструкции они представляют собой смесите-ли периодического действия с вертикально вращающимися катками, смежные чаши которых сообщаются через общий сегмент. Увеличение производительности происходит благодаря последовательному смешива-нию двумя парами катков. Встречное вращение валов в чашах сдвинуто по фазе на 90о и синхронизировано.
Разработаны комплексы оборудования для автоматизированных смесительных систем массового и крупносерийного производства КР6, 3К16П-К100НП – А-К400Н, включающие смесители периодического (П) и непериодического (Н) действия, охладители смеси, аэраторы, сита, же-
лезоотделители, ленточные конвейеры с весовыми устройствами и плуж-ковым сбрасывателем.
Для производства оболочковых форм используются смеси, где каж-дая песчинка покрыта тонким слоем связывающего – термореактивной слюдой. Смеситель центробежный периодического действия 15411 для приготовления плакированных смесей горячим способом производитель-ностью 1 т/ч имеет нагреватель песка – камеру с вращающимся бараба-ном внутри нее. Барабан несет ковши, поднимающие и высыпающие пе-сок в верхнем положении. Песок при падении проходит зону нагрева и поступает в центробежный смеситель с двумя катками на дисках. Затем смесь поступает через вибросито в охладитель. Установка имеет также емкости и дозаторы для смолы, уротропина и стеарата кальция.
При изготовлении смесей применяют также лопастные смесители, основными элементами которых являются горизонтальные валы с лопа-стями, вращающимися в желобе. Лопасти захватывают материалы и пе-ремещают их по окружности и вдоль желоба, постоянно вороша, за счет чего и происходит перемешивание. Лопастные смесители применяются для приготовления ХТС и ЖСС.
Оборудование для изготовления литейных форм В настоящее время основным способом получения литейных форм яв-
ляется машинная формовка. При машинной формовке модели устанавли-ваются на модельных плитах, которые т-образными болтами крепятся к столам машин. Модели имеют два штыря: центрирующий (круглый) и на-правляющий (срезанный). Штыри обеспечивают точное взаимное распо-ложение верхней и нижней полуформ, т. е. отсутствие смещения частей отливки. Модель крепится к плите болтами или винтами. Чтобы при пере-ходе от одной модели к другой плиты не менять, их выполняют с вклады-шами, несущими на себе модели, или с координатной сеткой отверстий (координатные плиты). Конструкции модельных плит стандартизованы. Машинная формовка механизирует уплотнение смеси и извлечение модели из формы (съема полуформы). Уплотнение смеси может осуществляться разными способами. Рассмотрим два из них.
1. Встряхивание. Стол сжатым воздухом поднимают вместе с опо-кой, затем воздух выпускают в атмосферу, стол падает и ударяется о ста-нину. Дополнительно к встряхиванию производят подпрессовку, напри-мер с помощью вибратора. У крупных полуформ верхние слои доуплот-няются пневматической трамбовкой.
2. Набивка опоки смесью с помощью пескомета. Смесь уплотняется равномерно по высоте опоки. Основным рабочим органом пескомета (рис. 1.20) является метательная головка 2, которая представляет собой закрытый кожухом ротор, вращающийся на горизонтальной оси со скоростью 1500 об/ мин и имеющий 1–3 лопатки или ковша 5.
Смесь в головку подается транспортером 1, попадает на лопатку 5,
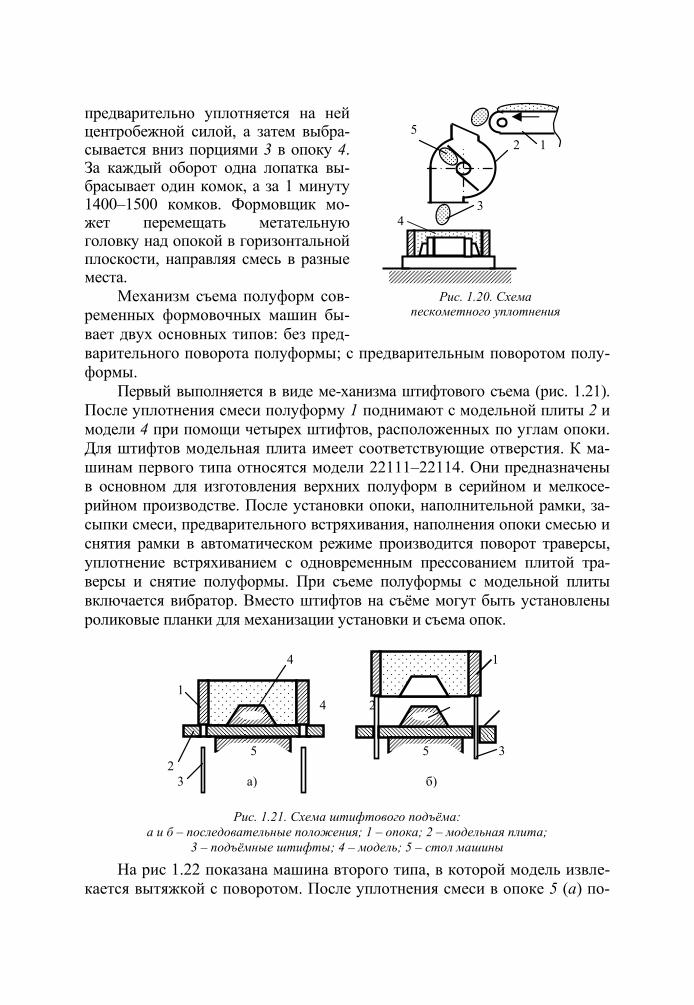
5 2 1 3 4
Рис. 1.20. Схема пескометного уплотнения
предварительно уплотняется на ней центробежной силой, а затем выбра-сывается вниз порциями 3 в опоку 4. За каждый оборот одна лопатка вы-брасывает один комок, а за 1 минуту 1400–1500 комков. Формовщик мо-жет перемещать метательную головку над опокой в горизонтальной плоскости, направляя смесь в разные места.
Механизм съема полуформ сов-ременных формовочных машин бы-вает двух основных типов: без пред-варительного поворота полуформы; с предварительным поворотом полу-формы.
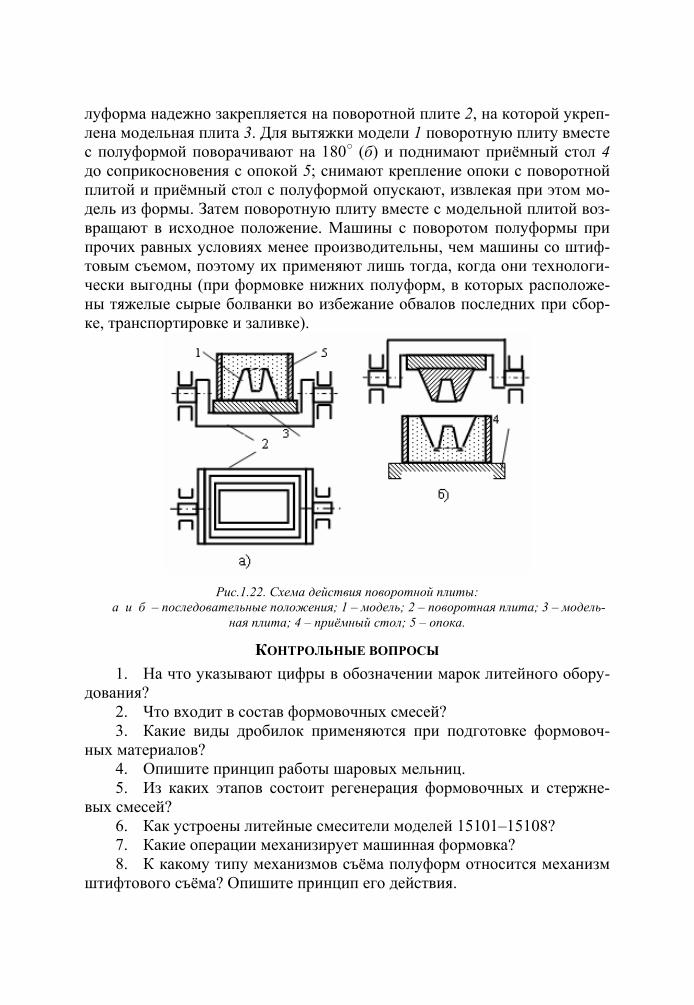
Первый выполняется в виде ме-ханизма штифтового съема (рис. 1.21). После уплотнения смеси полуформу 1 поднимают с модельной плиты 2 и модели 4 при помощи четырех штифтов, расположенных по углам опоки. Для штифтов модельная плита имеет соответствующие отверстия. К ма-шинам первого типа относятся модели 22111–22114. Они предназначены в основном для изготовления верхних полуформ в серийном и мелкосе-рийном производстве. После установки опоки, наполнительной рамки, за-сыпки смеси, предварительного встряхивания, наполнения опоки смесью и снятия рамки в автоматическом режиме производится поворот траверсы, уплотнение встряхиванием с одновременным прессованием плитой тра-версы и снятие полуформы. При съеме полуформы с модельной плиты включается вибратор. Вместо штифтов на съёме могут быть установлены роликовые планки для механизации установки и съема опок.
Рис. 1.21. Схема штифтового подъёма: а и б – последовательные положения; 1 – опока; 2 – модельная плита;
3 – подъёмные штифты; 4 – модель; 5 – стол машины
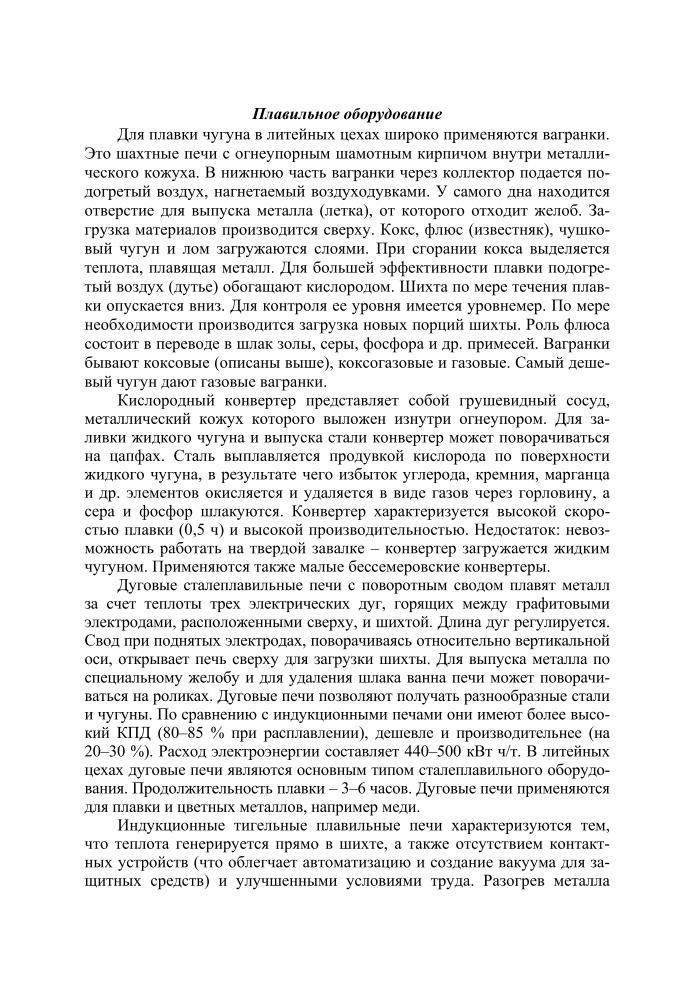
На рис 1.22 показана машина второго типа, в которой модель извле-кается вытяжкой с поворотом. После уплотнения смеси в опоке 5 (а) по-
4 1
1 4 2
5 5 3
2 3 а) б)
луформа надежно закрепляется на поворотной плите 2, на которой укреп-лена модельная плита 3. Для вытяжки модели 1 поворотную плиту вместе с полуформой поворачивают на 180○ (б) и поднимают приёмный стол 4 до соприкосновения с опокой 5; снимают крепление опоки с поворотной плитой и приёмный стол с полуформой опускают, извлекая при этом мо-дель из формы. Затем поворотную плиту вместе с модельной плитой воз-вращают в исходное положение. Машины с поворотом полуформы при прочих равных условиях менее производительны, чем машины со штиф-товым съемом, поэтому их применяют лишь тогда, когда они технологи-чески выгодны (при формовке нижних полуформ, в которых расположе-ны тяжелые сырые болванки во избежание обвалов последних при сбор-ке, транспортировке и заливке).
Рис.1.22. Схема действия поворотной плиты:
а и б – последовательные положения; 1 – модель; 2 – поворотная плита; 3 – модель-ная плита; 4 – приёмный стол; 5 – опока.
КОНТРОЛЬНЫЕ ВОПРОСЫ 1. На что указывают цифры в обозначении марок литейного обору-
дования? 2. Что входит в состав формовочных смесей? 3. Какие виды дробилок применяются при подготовке формовоч-
ных материалов? 4. Опишите принцип работы шаровых мельниц. 5. Из каких этапов состоит регенерация формовочных и стержне-
вых смесей? 6. Как устроены литейные смесители моделей 15101–15108? 7. Какие операции механизирует машинная формовка? 8. К какому типу механизмов съёма полуформ относится механизм
штифтового съёма? Опишите принцип его действия.
Плавильное оборудование Для плавки чугуна в литейных цехах широко применяются вагранки.
Это шахтные печи с огнеупорным шамотным кирпичом внутри металли-ческого кожуха. В нижнюю часть вагранки через коллектор подается по-догретый воздух, нагнетаемый воздуходувками. У самого дна находится отверстие для выпуска металла (летка), от которого отходит желоб. За-грузка материалов производится сверху. Кокс, флюс (известняк), чушко-вый чугун и лом загружаются слоями. При сгорании кокса выделяется теплота, плавящая металл. Для большей эффективности плавки подогре-тый воздух (дутье) обогащают кислородом. Шихта по мере течения плав-ки опускается вниз. Для контроля ее уровня имеется уровнемер. По мере необходимости производится загрузка новых порций шихты. Роль флюса состоит в переводе в шлак золы, серы, фосфора и др. примесей. Вагранки бывают коксовые (описаны выше), коксогазовые и газовые. Самый деше-вый чугун дают газовые вагранки.
Кислородный конвертер представляет собой грушевидный сосуд, металлический кожух которого выложен изнутри огнеупором. Для за-ливки жидкого чугуна и выпуска стали конвертер может поворачиваться на цапфах. Сталь выплавляется продувкой кислорода по поверхности жидкого чугуна, в результате чего избыток углерода, кремния, марганца и др. элементов окисляется и удаляется в виде газов через горловину, а сера и фосфор шлакуются. Конвертер характеризуется высокой скоро-стью плавки (0,5 ч) и высокой производительностью. Недостаток: невоз-можность работать на твердой завалке – конвертер загружается жидким чугуном. Применяются также малые бессемеровские конвертеры.
Дуговые сталеплавильные печи с поворотным сводом плавят металл за счет теплоты трех электрических дуг, горящих между графитовыми электродами, расположенными сверху, и шихтой. Длина дуг регулируется. Свод при поднятых электродах, поворачиваясь относительно вертикальной оси, открывает печь сверху для загрузки шихты. Для выпуска металла по специальному желобу и для удаления шлака ванна печи может поворачи-ваться на роликах. Дуговые печи позволяют получать разнообразные стали и чугуны. По сравнению с индукционными печами они имеют более высо-кий КПД (80–85 % при расплавлении), дешевле и производительнее (на 20–30 %). Расход электроэнергии составляет 440–500 кВт ч/т. В литейных цехах дуговые печи являются основным типом сталеплавильного оборудо-вания. Продолжительность плавки – 3–6 часов. Дуговые печи применяются для плавки и цветных металлов, например меди.
Индукционные тигельные плавильные печи характеризуются тем, что теплота генерируется прямо в шихте, а также отсутствием контакт-ных устройств (что облегчает автоматизацию и создание вакуума для за-щитных средств) и улучшенными условиями труда. Разогрев металла
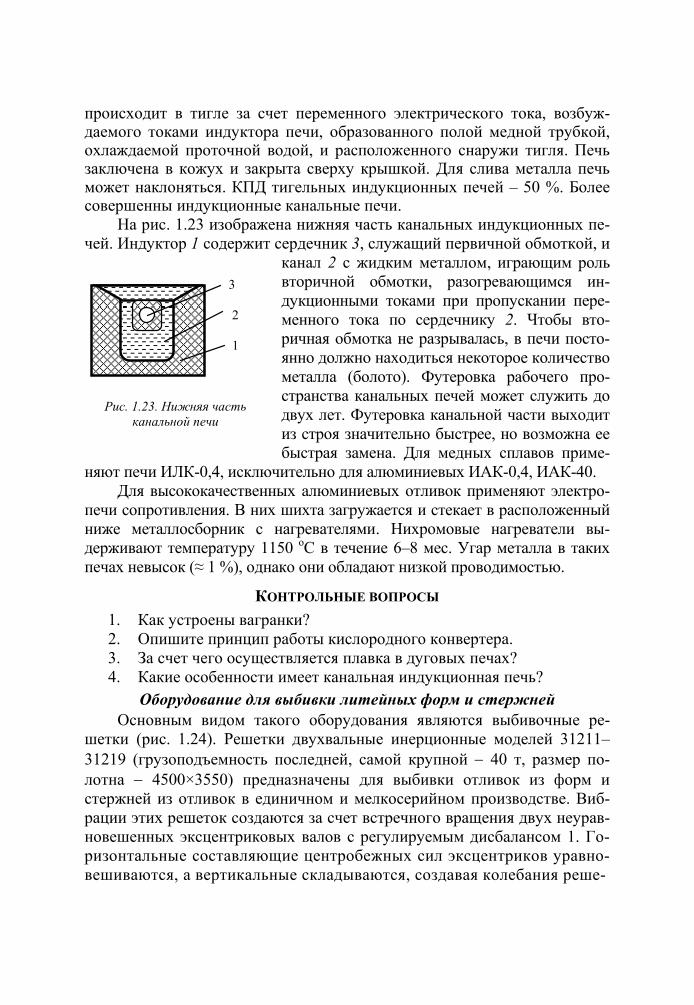
3 2 1 Рис. 1.23. Нижняя часть
канальной печи
происходит в тигле за счет переменного электрического тока, возбуж-даемого токами индуктора печи, образованного полой медной трубкой, охлаждаемой проточной водой, и расположенного снаружи тигля. Печь заключена в кожух и закрыта сверху крышкой. Для слива металла печь может наклоняться. КПД тигельных индукционных печей – 50 %. Более совершенны индукционные канальные печи.
На рис. 1.23 изображена нижняя часть канальных индукционных пе-чей. Индуктор 1 содержит сердечник 3, служащий первичной обмоткой, и
канал 2 с жидким металлом, играющим роль вторичной обмотки, разогревающимся ин-дукционными токами при пропускании пере-менного тока по сердечнику 2. Чтобы вто-ричная обмотка не разрывалась, в печи посто-янно должно находиться некоторое количество металла (болото). Футеровка рабочего про-странства канальных печей может служить до двух лет. Футеровка канальной части выходит из строя значительно быстрее, но возможна ее быстрая замена. Для медных сплавов приме-
няют печи ИЛК-0,4, исключительно для алюминиевых ИАК-0,4, ИАК-40. Для высококачественных алюминиевых отливок применяют электро-
печи сопротивления. В них шихта загружается и стекает в расположенный ниже металлосборник с нагревателями. Нихромовые нагреватели вы-держивают температуру 1150 оС в течение 6–8 мес. Угар металла в таких печах невысок (≈ 1 %), однако они обладают низкой проводимостью.
КОНТРОЛЬНЫЕ ВОПРОСЫ 1. Как устроены вагранки? 2. Опишите принцип работы кислородного конвертера. 3. За счет чего осуществляется плавка в дуговых печах? 4. Какие особенности имеет канальная индукционная печь?
Оборудование для выбивки литейных форм и стержней Основным видом такого оборудования являются выбивочные ре-
шетки (рис. 1.24). Решетки двухвальные инерционные моделей 31211–31219 (грузоподъемность последней, самой крупной − 40 т, размер по-лотна − 4500×3550) предназначены для выбивки отливок из форм и стержней из отливок в единичном и мелкосерийном производстве. Виб-рации этих решеток создаются за счет встречного вращения двух неурав-новешенных эксцентриковых валов с регулируемым дисбалансом 1. Го-ризонтальные составляющие центробежных сил эксцентриков уравно-вешиваются, а вертикальные складываются, создавая колебания реше-
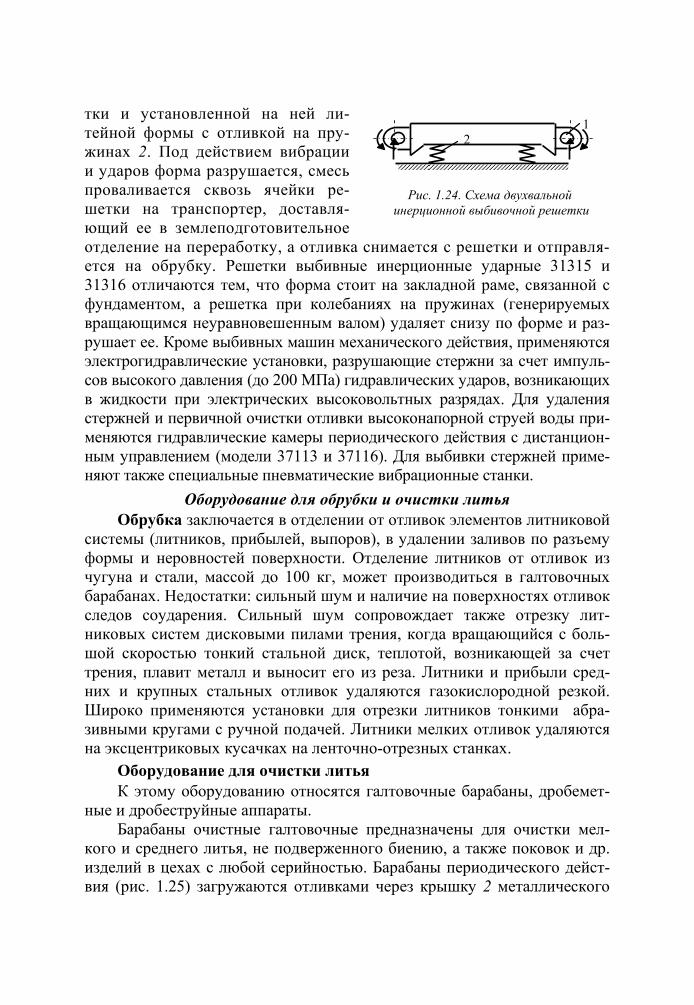
1 2
Рис. 1.24. Схема двухвальной инерционной выбивочной решетки
тки и установленной на ней ли-тейной формы с отливкой на пру-жинах 2. Под действием вибрации и ударов форма разрушается, смесь проваливается сквозь ячейки ре-шетки на транспортер, доставля-ющий ее в землеподготовительное отделение на переработку, а отливка снимается с решетки и отправля-ется на обрубку. Решетки выбивные инерционные ударные 31315 и 31316 отличаются тем, что форма стоит на закладной раме, связанной с фундаментом, а решетка при колебаниях на пружинах (генерируемых вращающимся неуравновешенным валом) удаляет снизу по форме и раз-рушает ее. Кроме выбивных машин механического действия, применяются электрогидравлические установки, разрушающие стержни за счет импуль-сов высокого давления (до 200 МПа) гидравлических ударов, возникающих в жидкости при электрических высоковольтных разрядах. Для удаления стержней и первичной очистки отливки высоконапорной струей воды при-меняются гидравлические камеры периодического действия с дистанцион-ным управлением (модели 37113 и 37116). Для выбивки стержней приме-няют также специальные пневматические вибрационные станки.
Оборудование для обрубки и очистки литья Обрубка заключается в отделении от отливок элементов литниковой
системы (литников, прибылей, выпоров), в удалении заливов по разъему формы и неровностей поверхности. Отделение литников от отливок из чугуна и стали, массой до 100 кг, может производиться в галтовочных барабанах. Недостатки: сильный шум и наличие на поверхностях отливок следов соударения. Сильный шум сопровождает также отрезку лит-никовых систем дисковыми пилами трения, когда вращающийся с боль-шой скоростью тонкий стальной диск, теплотой, возникающей за счет трения, плавит металл и выносит его из реза. Литники и прибыли сред-них и крупных стальных отливок удаляются газокислородной резкой. Широко применяются установки для отрезки литников тонкими абра-зивными кругами с ручной подачей. Литники мелких отливок удаляются на эксцентриковых кусачках на ленточно-отрезных станках.
Оборудование для очистки литья К этому оборудованию относятся галтовочные барабаны, дробемет-
ные и дробеструйные аппараты. Барабаны очистные галтовочные предназначены для очистки мел-
кого и среднего литья, не подверженного биению, а также поковок и др. изделий в цехах с любой серийностью. Барабаны периодического дейст-вия (рис. 1.25) загружаются отливками через крышку 2 металлического
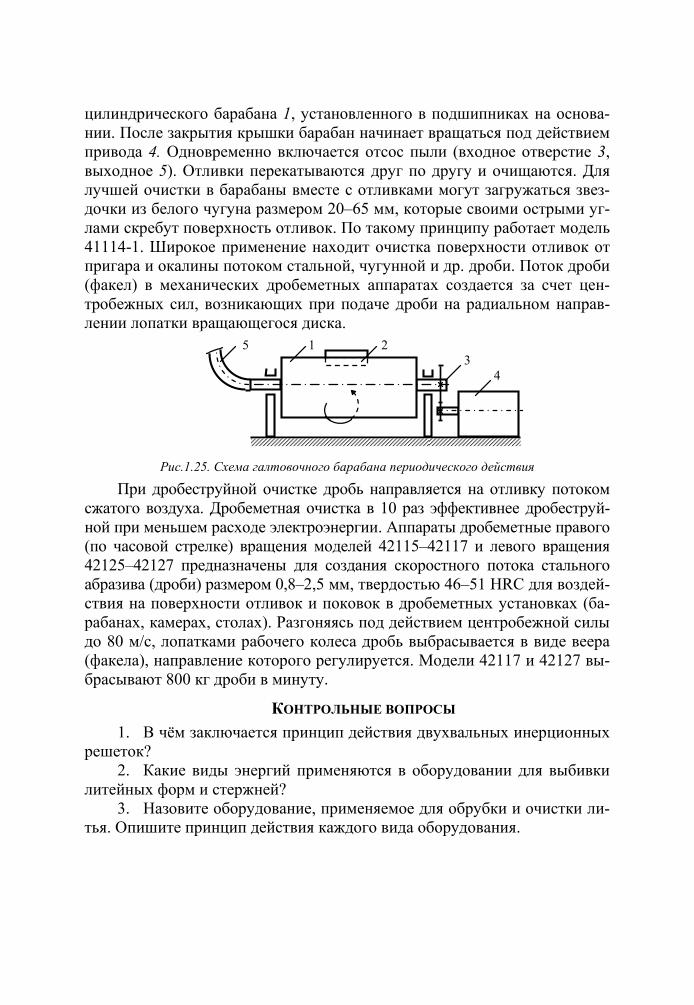
цилиндрического барабана 1, установленного в подшипниках на основа-нии. После закрытия крышки барабан начинает вращаться под действием привода 4. Одновременно включается отсос пыли (входное отверстие 3, выходное 5). Отливки перекатываются друг по другу и очищаются. Для лучшей очистки в барабаны вместе с отливками могут загружаться звез-дочки из белого чугуна размером 20–65 мм, которые своими острыми уг-лами скребут поверхность отливок. По такому принципу работает модель 41114-1. Широкое применение находит очистка поверхности отливок от пригара и окалины потоком стальной, чугунной и др. дроби. Поток дроби (факел) в механических дробеметных аппаратах создается за счет цен-тробежных сил, возникающих при подаче дроби на радиальном направ-лении лопатки вращающегося диска.
Рис.1.25. Схема галтовочного барабана периодического действия
При дробеструйной очистке дробь направляется на отливку потоком сжатого воздуха. Дробеметная очистка в 10 раз эффективнее дробеструй-ной при меньшем расходе электроэнергии. Аппараты дробеметные правого (по часовой стрелке) вращения моделей 42115–42117 и левого вращения 42125–42127 предназначены для создания скоростного потока стального абразива (дроби) размером 0,8–2,5 мм, твердостью 46–51 HRC для воздей-ствия на поверхности отливок и поковок в дробеметных установках (ба-рабанах, камерах, столах). Разгоняясь под действием центробежной силы до 80 м/с, лопатками рабочего колеса дробь выбрасывается в виде веера (факела), направление которого регулируется. Модели 42117 и 42127 вы-брасывают 800 кг дроби в минуту.
КОНТРОЛЬНЫЕ ВОПРОСЫ 1. В чём заключается принцип действия двухвальных инерционных
решеток? 2. Какие виды энергий применяются в оборудовании для выбивки
литейных форм и стержней? 3. Назовите оборудование, применяемое для обрубки и очистки ли-
тья. Опишите принцип действия каждого вида оборудования.
5 1 2 3 4
2 1 2
Рис. 1.26
Схема прокатки
1.3. ОБОРУДОВАНИЕ ДЛЯ ОБРАБОТКИ МЕТАЛЛА ДАВЛЕНИЕМ Процессы обработки металла давлением (ОМД) осуществляются как
в горячем, так и в холодном состоянии металла. При этом существенно улучшаются структура, механические и др. свойства металлов. Основны-ми процессами ОМД являются прокатка, волочение, прессование, ковка, объемная и листовая штамповки.
Прокатка Прокаткой называют процесс пластической деформации металла
между двумя или несколькими вращающимися рабочими валками. Спо-собы прокатки различают по направлению обработки (продольная, попе-речная и винтовая) и по форме получаемого изделия (листовая, сортовая и прокатка труб).
Прокатка – наиболее распространенный процесс обработки, через который проходит примерно 90 % всего выплавляемого металла. Про-катку осуществляют, в основном, в металлургической промышленности на прокатных станах. Однако и в машиностроении используют различ-ные способы прокатки, в т. ч. на агрегатах для получения специальных видов проката (шаров, роликов, колес и бандажей для железнодорожного транспорта, втулок, колес подшипников, зубчатых колес и т. д.). Множе-ство наименований свидетельствует и о разнообразии типов прокатных станов, применяемых для этой цели.
Упрощенно прокатку можно представить в виде схемы, изображеной на рис.1.26, где заготовка 1 обжимается валками 2 и меняет свою форму.
В то же время прокатный стан – это це-лый комплекс машин, среди которых выде-ляют основное оборудование, осуществля-ющее непосредственно деформацию метал-ла, и вспомогательное – для механизации процесса и придания продукции дополни-тельного качества. К основному оборудова-
нию относят клети с валками и привод валков. Клеть предназначена для разделения крутящего момента двигателя между валками. Это своего ро-да редуктор. Число валков в рабочей клети зависит от назначения и типа прокатываемой продукции.
Специальные машины для прокатки в машиностроении В группу специальных машин входят станы продольной, поперечной
и поперечно-винтовой прокатки, ковочные вальцы и другие машины. На станах продольной прокатки металл обрабатывается валками,
оси которых параллельны, а заготовка движется в направлении, пер-пендикулярном осям валков (см. рис. 1.26). На поверхности валков имеются углубления (ручьи), форму которых и приобретает заготовка после прокатки. Эта форма может быть многообразной.
Станы поперечной прокатки служат для получения заготовок в форме тел вращения. При этом ось заготовки располагается параллельно осям вал-ков и прокатываемому металлу придается вращательное движение относи-тельно его оси. Таким образом, металл обрабатывается в поперечном на-правлении.
Станы поперечно-винтовой (косой) прокатки отличаются от преды-дущих тем, что оси их валков не параллельны, а скрещиваются. Благода-ря этому заготовка, кроме вращения, получает поступательное движение (в направлении) своей оси.
Ковочные вальцы по принципу работы близки к прокатным станам. Они имеют два рабочих валка, на которых устанавливают штампы (сек-торы), занимающие часть окружности валка. Подача заготовки происхо-дит в тот момент, когда секторы выходят из рабочей зоны. При вращении валков сектора в некоторый момент соприкасаются с заготовкой и начи-нают ее деформировать, одновременно сдвигая заготовку в направлении, обратном направлению подачи. На ковочных вальцах осуществляют под-кат и протяжку заготовок под штамповку.
Инструмент и машины для волочения Волочением называют пластическую деформацию при протяги-
вании проволоки, прутка, профиля, трубы через сужающийся канал инструмента (волока).
К волочильному инструменту относятся волоки и оправки, послед-ние применяются для волочения труб. Наибольшей износостойкостью обладают волоки из природных и синтетических алмазов, однако они ну-ждаются в интенсивном охлаждении. Алмазные волоки вставляют в оп-равы из латуни или бронзы и заливают легкоплавким сплавом.
Рассмотрим принцип работы и устройство наиболее простой машины для волочения – машины однократного волочения проволоки (рис. 1.27).
2 3 1 4
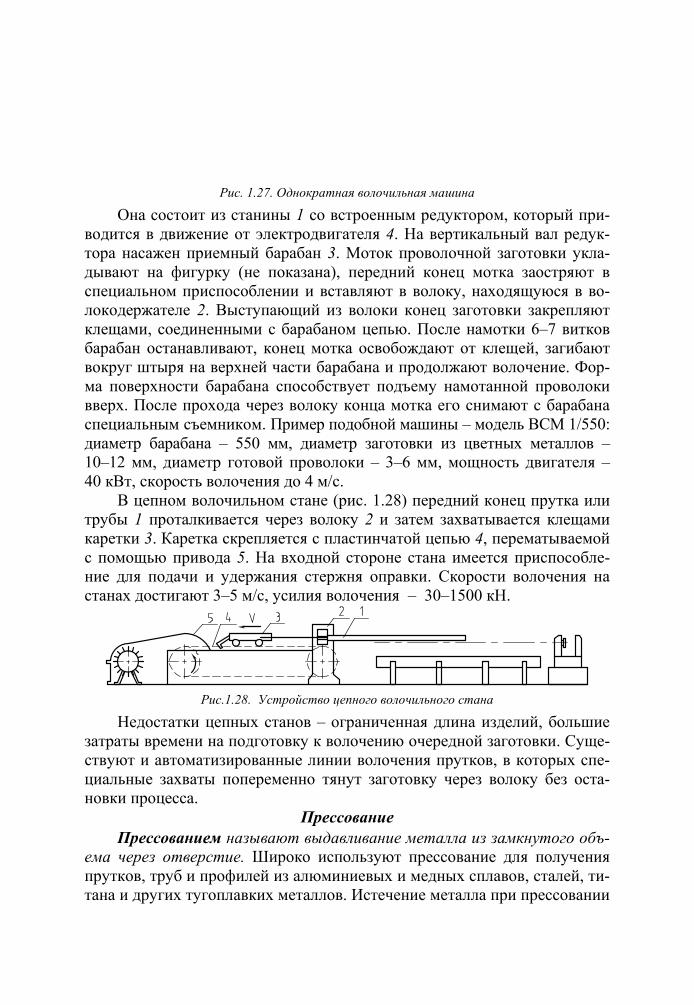
Рис. 1.27. Однократная волочильная машина
Она состоит из станины 1 со встроенным редуктором, который при-водится в движение от электродвигателя 4. На вертикальный вал редук-тора насажен приемный барабан 3. Моток проволочной заготовки укла-дывают на фигурку (не показана), передний конец мотка заостряют в специальном приспособлении и вставляют в волоку, находящуюся в во-локодержателе 2. Выступающий из волоки конец заготовки закрепляют клещами, соединенными с барабаном цепью. После намотки 6–7 витков барабан останавливают, конец мотка освобождают от клещей, загибают вокруг штыря на верхней части барабана и продолжают волочение. Фор-ма поверхности барабана способствует подъему намотанной проволоки вверх. После прохода через волоку конца мотка его снимают с барабана специальным съемником. Пример подобной машины – модель ВСМ 1/550: диаметр барабана – 550 мм, диаметр заготовки из цветных металлов – 10–12 мм, диаметр готовой проволоки – 3–6 мм, мощность двигателя – 40 кВт, скорость волочения до 4 м/с.
В цепном волочильном стане (рис. 1.28) передний конец прутка или трубы 1 проталкивается через волоку 2 и затем захватывается клещами каретки 3. Каретка скрепляется с пластинчатой цепью 4, перематываемой с помощью привода 5. На входной стороне стана имеется приспособле-ние для подачи и удержания стержня оправки. Скорости волочения на станах достигают 3–5 м/с, усилия волочения – 30–1500 кН.
Рис.1.28. Устройство цепного волочильного стана
Недостатки цепных станов – ограниченная длина изделий, большие затраты времени на подготовку к волочению очередной заготовки. Суще-ствуют и автоматизированные линии волочения прутков, в которых спе-циальные захваты попеременно тянут заготовку через волоку без оста-новки процесса.
Прессование Прессованием называют выдавливание металла из замкнутого объ-
ема через отверстие. Широко используют прессование для получения прутков, труб и профилей из алюминиевых и медных сплавов, сталей, ти-тана и других тугоплавких металлов. Истечение металла при прессовании
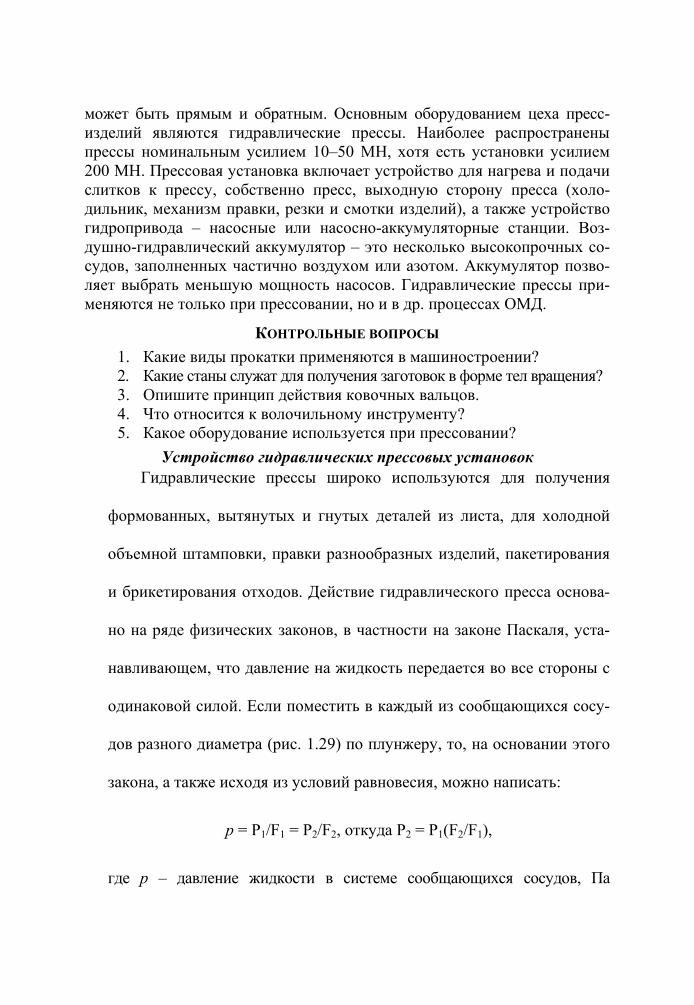
может быть прямым и обратным. Основным оборудованием цеха пресс-изделий являются гидравлические прессы. Наиболее распространены прессы номинальным усилием 10–50 МН, хотя есть установки усилием 200 МН. Прессовая установка включает устройство для нагрева и подачи слитков к прессу, собственно пресс, выходную сторону пресса (холо-дильник, механизм правки, резки и смотки изделий), а также устройство гидропривода – насосные или насосно-аккумуляторные станции. Воз-душно-гидравлический аккумулятор – это несколько высокопрочных со-судов, заполненных частично воздухом или азотом. Аккумулятор позво-ляет выбрать меньшую мощность насосов. Гидравлические прессы при-меняются не только при прессовании, но и в др. процессах ОМД.
КОНТРОЛЬНЫЕ ВОПРОСЫ 1. Какие виды прокатки применяются в машиностроении? 2. Какие станы служат для получения заготовок в форме тел вращения? 3. Опишите принцип действия ковочных вальцов. 4. Что относится к волочильному инструменту? 5. Какое оборудование используется при прессовании?
Устройство гидравлических прессовых установок Гидравлические прессы широко используются для получения
формованных, вытянутых и гнутых деталей из листа, для холодной
объемной штамповки, правки разнообразных изделий, пакетирования
и брикетирования отходов. Действие гидравлического пресса основа-
но на ряде физических законов, в частности на законе Паскаля, уста-
навливающем, что давление на жидкость передается во все стороны с
одинаковой силой. Если поместить в каждый из сообщающихся сосу-
дов разного диаметра (рис. 1.29) по плунжеру, то, на основании этого
закона, а также исходя из условий равновесия, можно написать:
р = P1/F1 = P2/F2, откуда P2 = P1(F2/F1),
где р – давление жидкости в системе сообщающихся сосудов, Па
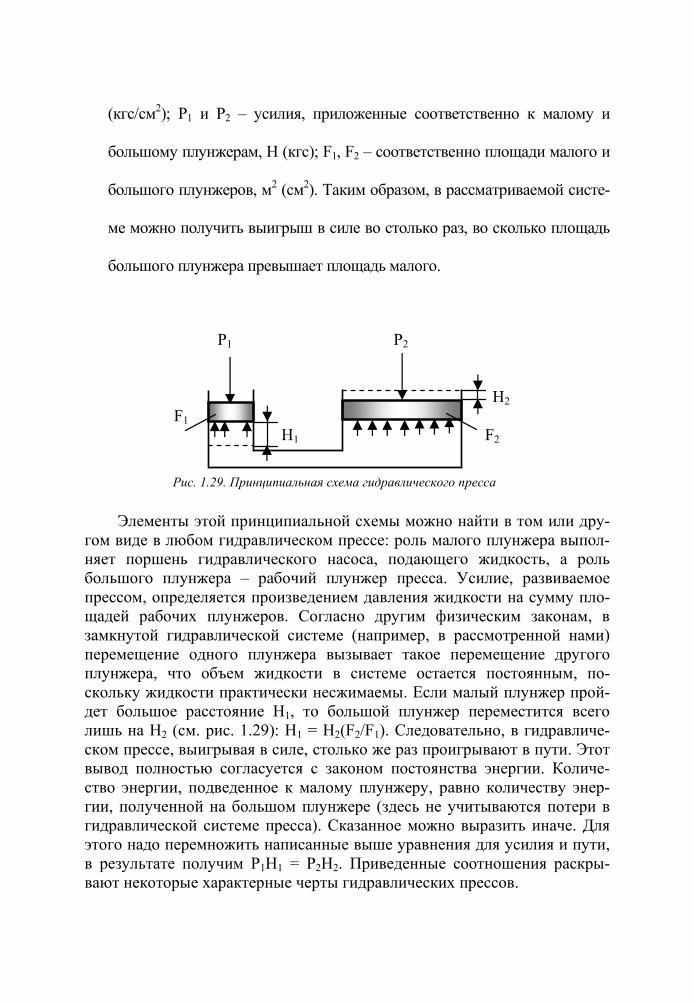
(кгс/см2); Р1 и Р2 – усилия, приложенные соответственно к малому и
большому плунжерам, Н (кгс); F1, F2 – соответственно площади малого и
большого плунжеров, м2 (см2). Таким образом, в рассматриваемой систе-
ме можно получить выигрыш в силе во столько раз, во сколько площадь
большого плунжера превышает площадь малого.
Элементы этой принципиальной схемы можно найти в том или дру-
гом виде в любом гидравлическом прессе: роль малого плунжера выпол-няет поршень гидравлического насоса, подающего жидкость, а роль большого плунжера – рабочий плунжер пресса. Усилие, развиваемое прессом, определяется произведением давления жидкости на сумму пло-щадей рабочих плунжеров. Согласно другим физическим законам, в замкнутой гидравлической системе (например, в рассмотренной нами) перемещение одного плунжера вызывает такое перемещение другого плунжера, что объем жидкости в системе остается постоянным, по-скольку жидкости практически несжимаемы. Если малый плунжер прой-дет большое расстояние H1, то большой плунжер переместится всего лишь на H2 (см. рис. 1.29): H1 = H2(F2/F1). Следовательно, в гидравличе-ском прессе, выигрывая в силе, столько же раз проигрывают в пути. Этот вывод полностью согласуется с законом постоянства энергии. Количе-ство энергии, подведенное к малому плунжеру, равно количеству энер-гии, полученной на большом плунжере (здесь не учитываются потери в гидравлической системе пресса). Сказанное можно выразить иначе. Для этого надо перемножить написанные выше уравнения для усилия и пути, в результате получим P1H1 = P2H2. Приведенные соотношения раскры-вают некоторые характерные черты гидравлических прессов.
Р1 Р2
H2
F1 H1 F2
Рис. 1.29. Принципиальная схема гидравлического пресса
Во-первых, развиваемые усилия гидравлических прессов в принципе не ограничены. При этом конструкция гидравлических прессов больших усилий проще, чем, например, механических прессов, развивающих те же усилия.
Во-вторых, если в гидравлическую систему насос–пресс поместить клапан, разъединяющий их в определенные моменты, можно большим числом малых ходов H1 плунжера насоса получить какой угодно большой ход H2 плунжера пресса.
Таким образом, в принципе на гидравлическом прессе можно полу-чить неограниченно большие рабочие ходы. При этом конструкция гид-равлического пресса с большим рабочим ходом проще любой другой ма-шины, развивающей такой же ход. Большим преимуществом гидравличе-ских прессов является и то, что скорости движения плунжера могут быть различными. Кроме того, гидравлические прессы могут обеспечить плав-ное или ступенчатое изменение усилия, выдержку под действием посто-янной или переменной силы, удлинение или укорочение всего цикла.
В гидравлическом прессе-машине статического действия работа со-вершается в основном за счет энергии давления жидкости. Статический характер приложения усилия в гидравлических прессах обусловливает очень важную особенность их работы: силы, возникающие в прессе, за-мыкаются внутри него и не передаются на фундамент. Последний вос-принимает лишь собственную тяжесть пресса и должен быть рассчитан только на его массу, в то время как фундаменты молотов, например, должны рассчитываться на энергию удара молота. Гидропрессовая уста-новка состоит из собственно пресса I, привода II, органов управления III и трубопроводов IV (рис. 1.30).
Рабочий цилиндр 8, в котором находится плунжер 7, соединен тру-бопроводом через органы управления с приводом, обеспечивающим по-дачу рабочей жидкости. Плунжер, воспринимая давление жидкости, воз-действует на обрабатываемую заготовку через подвижную поперечину 4 и прикрепляемый к ней с помощью пазов и крепежных болтов инстру-мент (верхний штамп). Так как давление жидкости с одинаковой силой действует как на плунжер, так и в обратном направлении, для восприятия этого усилия рабочий цилиндр опирается на плиту – верхнюю попере-чину 5. Далее это усилие передается через верхние гайки 6 на колонны 3, а через нижние гайки 1 – на плиту 2, называемую основанием, и через нижний штамп воспринимается заготовкой и уравновешивается усилием, передаваемым на нее со стороны рабочего цилиндра. Для возврата попе-речины в исходное положение после деформирования заготовки имеются подъемные (или обратные) цилиндры 9 с плунжерами 10.
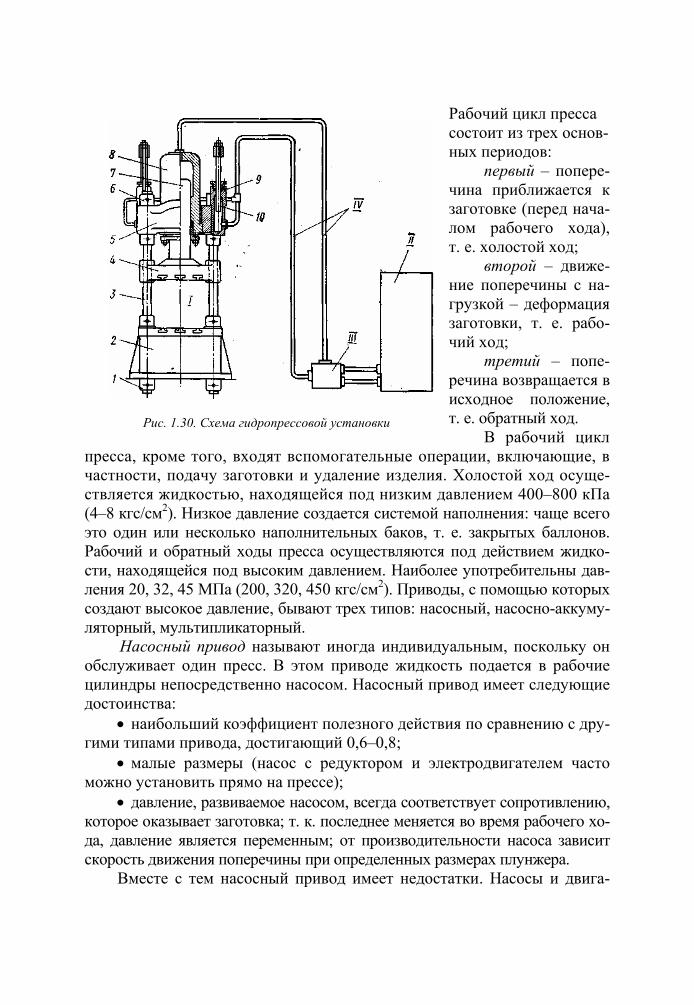
Рабочий цикл пресса состоит из трех основ-ных периодов:
первый – попере-чина приближается к заготовке (перед нача-лом рабочего хода), т. е. холостой ход;
второй – движе-ние поперечины с на-грузкой – деформация заготовки, т. е. рабо-чий ход;
третий – попе-речина возвращается в исходное положение, т. е. обратный ход.
В рабочий цикл пресса, кроме того, входят вспомогательные операции, включающие, в частности, подачу заготовки и удаление изделия. Холостой ход осуще-ствляется жидкостью, находящейся под низким давлением 400–800 кПа (4–8 кгс/см2). Низкое давление создается системой наполнения: чаще всего это один или несколько наполнительных баков, т. е. закрытых баллонов. Рабочий и обратный ходы пресса осуществляются под действием жидко-сти, находящейся под высоким давлением. Наиболее употребительны дав-ления 20, 32, 45 МПа (200, 320, 450 кгс/см2). Приводы, с помощью которых создают высокое давление, бывают трех типов: насосный, насосно-аккуму-ляторный, мультипликаторный.
Насосный привод называют иногда индивидуальным, поскольку он обслуживает один пресс. В этом приводе жидкость подается в рабочие цилиндры непосредственно насосом. Насосный привод имеет следующие достоинства:
• наибольший коэффициент полезного действия по сравнению с дру-гими типами привода, достигающий 0,6–0,8;
• малые размеры (насос с редуктором и электродвигателем часто можно установить прямо на прессе);
• давление, развиваемое насосом, всегда соответствует сопротивлению, которое оказывает заготовка; т. к. последнее меняется во время рабочего хо-да, давление является переменным; от производительности насоса зависит скорость движения поперечины при определенных размерах плунжера.
Вместе с тем насосный привод имеет недостатки. Насосы и двига-
Рис. 1.30. Схема гидропрессовой установки
тели к ним следует выбирать по максимальной скорости, с которой должна двигаться поперечина, и максимальному давлению, которое дол-жен развивать пресс. А на практике далеко не всегда требуется, чтобы пресс работал на максимальных параметрах. Поэтому при обратных и холостых ходах, вспомогательных операциях, не говоря уже о рабочем ходе, мощность насосов используется не полностью. Для быстроходных прессов с большими усилиями требуются насосы высокой производи-тельности и двигатели большой мощности.
Насосно-аккумуляторный привод отличается тем, что на пути от на-соса к прессу поставлен аккумулятор, т. е. баллон, в котором скаплива-ется, аккумулируется жидкость под высоким давлением. Когда требуется, аккумулятор за короткое время отдает запас накопленной жидкости и на-чинает запасаться ею снова. Следовательно, аккумулятор как бы заме-щает в нужный момент недостающую мощность насосов и двигателей, обеспечивая высокую скорость движения поперечины и необходимое усилие пресса. При насосно-аккумуляторном приводе скорость подвиж-ной поперечины зависит не от производительности насоса, а от сопро-тивления заготовки, преодолеваемого поперечиной. Усилие во время ра-бочего хода соответствует тому давлению, под которым жидкость нахо-дится в аккумуляторе. В гидропрессовой установке с насосно-аккумуля-торным приводом потерь больше, чем в установке с насосным приводом. Потому что в последней установлены короткие трубопроводы, простая система управления по сравнению с насосно-аккумуляторным приводом. Избыток давления в аккумуляторе, т. е. разница между давлением в акку-муляторе и давлением, которое идет на деформацию заготовки, тратится на преодоление сопротивлений в гидравлических трубах, клапанах и т. д. По-этому к. п. д. насосно-аккумуляторного привода ниже, чем к. п. д. насос-ного привода, и тем ниже, чем меньше сопротивление заготовки.
Мультипликаторы применяются в совокупности с насосным или на-сосно-аккумуляторным приводами и представляют собой устройства для дополнительного повышения давления жидкости перед подачей ее в ра-бочие цилиндры. Мультипликатор – это установка, состоящая из двух цилиндров различных диаметров (рис. 1.31). В цилиндр большого диа-метра поступает пар или воздух (паровоздушный мультипликатор) либо жидкость от аккумулятора или насоса (гидравлический мультипликатор). В качестве мультипликатора может использоваться также одноплунжер-ный насос, приводимый в движение электродвигателем. От цилиндра мень-шего диаметра жидкость под высоким давлением подаётся к прессу. Из ус-ловий равновесия видно, что, подведя к большому плунжеру давление Р1, на малом плунжере получим давление
Р2 = (F/f)P1 или P2 = (D/d)2P1, где F и f – соответственно площади большого и малого плунжеров (здесь
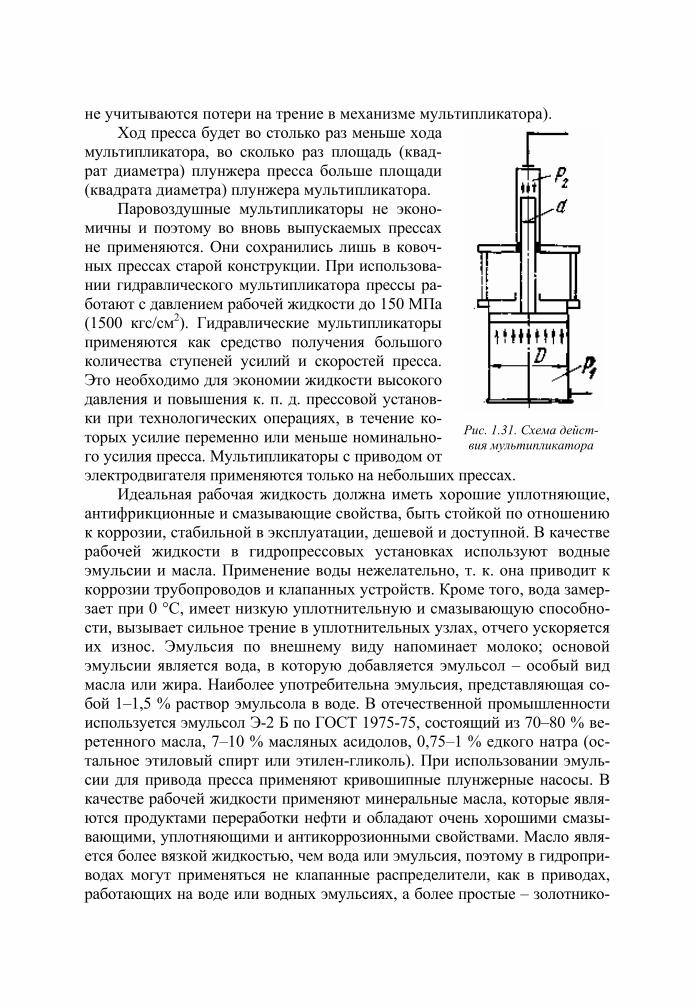
не учитываются потери на трение в механизме мультипликатора). Ход пресса будет во столько раз меньше хода
мультипликатора, во сколько раз площадь (квад-рат диаметра) плунжера пресса больше площади (квадрата диаметра) плунжера мультипликатора.
Паровоздушные мультипликаторы не эконо-мичны и поэтому во вновь выпускаемых прессах не применяются. Они сохранились лишь в ковоч-ных прессах старой конструкции. При использова-нии гидравлического мультипликатора прессы ра-ботают с давлением рабочей жидкости до 150 МПа (1500 кгс/см2). Гидравлические мультипликаторы применяются как средство получения большого количества ступеней усилий и скоростей пресса. Это необходимо для экономии жидкости высокого давления и повышения к. п. д. прессовой установ-ки при технологических операциях, в течение ко-торых усилие переменно или меньше номинально-го усилия пресса. Мультипликаторы с приводом от электродвигателя применяются только на небольших прессах.
Идеальная рабочая жидкость должна иметь хорошие уплотняющие, антифрикционные и смазывающие свойства, быть стойкой по отношению к коррозии, стабильной в эксплуатации, дешевой и доступной. В качестве рабочей жидкости в гидропрессовых установках используют водные эмульсии и масла. Применение воды нежелательно, т. к. она приводит к коррозии трубопроводов и клапанных устройств. Кроме того, вода замер-зает при 0 °С, имеет низкую уплотнительную и смазывающую способно-сти, вызывает сильное трение в уплотнительных узлах, отчего ускоряется их износ. Эмульсия по внешнему виду напоминает молоко; основой эмульсии является вода, в которую добавляется эмульсол – особый вид масла или жира. Наиболее употребительна эмульсия, представляющая со-бой 1–1,5 % раствор эмульсола в воде. В отечественной промышленности используется эмульсол Э-2 Б по ГОСТ 1975-75, состоящий из 70–80 % ве-ретенного масла, 7–10 % масляных асидолов, 0,75–1 % едкого натра (ос-тальное этиловый спирт или этилен-гликоль). При использовании эмуль-сии для привода пресса применяют кривошипные плунжерные насосы. В качестве рабочей жидкости применяют минеральные масла, которые явля-ются продуктами переработки нефти и обладают очень хорошими смазы-вающими, уплотняющими и антикоррозионными свойствами. Масло явля-ется более вязкой жидкостью, чем вода или эмульсия, поэтому в гидропри-водах могут применяться не клапанные распределители, как в приводах, работающих на воде или водных эмульсиях, а более простые – золотнико-
Рис. 1.31. Схема дейст-вия мультипликатора
вые. Однако масло огнеопасно, поэтому в обращении с ним надо соблю-дать осторожность. В гидроприводах используют, как правило, масло «Ин-дустриальное 20», а в качестве источника давления – ротационно-плунжерные насосы. Выбор давлений рабочей жидкости обусловливается применяемыми для изготовления цилиндров прессов сталями с пределом текучести 350–450 МПа (3500–4500 кгс/см2), а также стойкостью уплотне-ний. При учете этих двух условий наиболее подходящими оказываются давления 20–40 МПа (200–400 кгс/см2). Так, при насосном приводе давле-ние рабочей жидкости принимается равным 20 МПа (200 кгс/см2), при на-сосно-аккумуляторном приводе без мультипликатора – 20–32 МПа (200–320 кгс/см2), с мультипликатором – до 150 МПа (1500 кгс/см2).
Гидравлические прессы классифицируют по конструктивным
особенностям и назначению. Характерными признаками конструкции
являются расположение цилиндров и тип станины. В соответствии с
вертикальным и горизонтальным расположением цилиндров разли-
чают вертикальные и горизонтальные прессы. У вертикальных прес-
сов рабочие цилиндры чаще всего располагаются вверху станины (в
случае их размещения внизу отсутствуют обратные цилиндры, а воз-
врат поперечины в исходное положение происходит под действием
собственной тяжести). Обратные цилиндры располагаются в основа-
нии пресса, но могут также находиться наверху. Тогда их соединяют с
поперечиной пресса тягами или специальной поперечиной.
По конструкции станин прессы могут быть стоечными или колон-ными, (движение ползуна пресса направляется по стойкам или колон-нам). Одностоечные станины применяются в прессах небольшого усилия. Такая конструкция обеспечивает свободный доступ к прессу и хороший обзор рабочего пространства. Двухстоечная станина более жесткая, соз-дает лучшее направление для ползуна и применяется для точных работ.
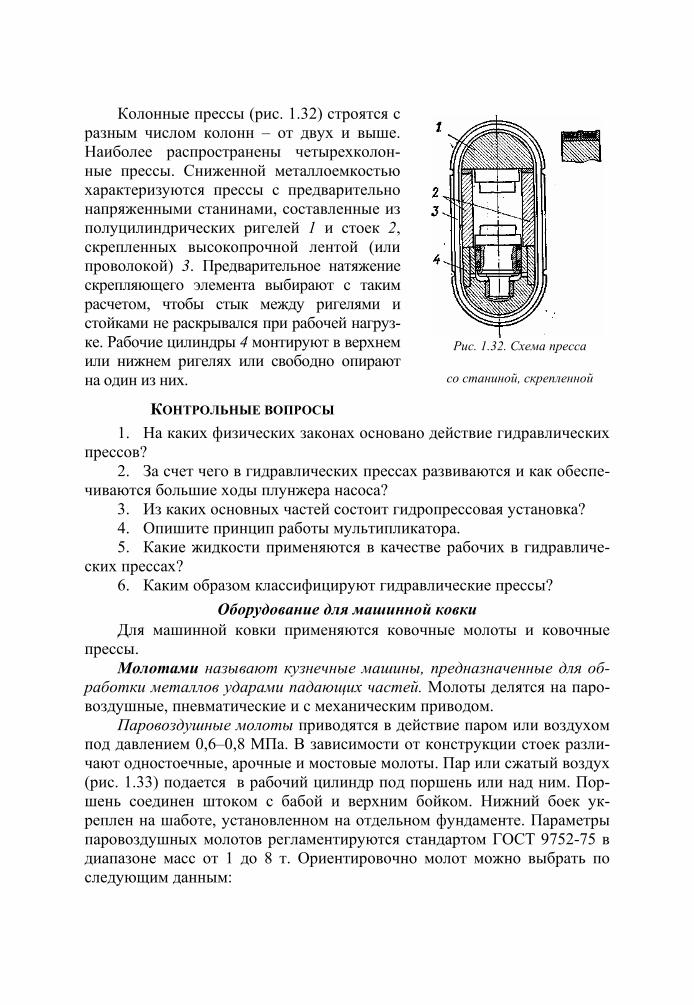
Колонные прессы (рис. 1.32) строятся с разным числом колонн – от двух и выше. Наиболее распространены четырехколон-ные прессы. Сниженной металлоемкостью характеризуются прессы с предварительно напряженными станинами, составленные из полуцилиндрических ригелей 1 и стоек 2, скрепленных высокопрочной лентой (или проволокой) 3. Предварительное натяжение скрепляющего элемента выбирают с таким расчетом, чтобы стык между ригелями и стойками не раскрывался при рабочей нагруз-ке. Рабочие цилиндры 4 монтируют в верхнем или нижнем ригелях или свободно опирают на один из них.
КОНТРОЛЬНЫЕ ВОПРОСЫ 1. На каких физических законах основано действие гидравлических
прессов? 2. За счет чего в гидравлических прессах развиваются и как обеспе-
чиваются большие ходы плунжера насоса? 3. Из каких основных частей состоит гидропрессовая установка? 4. Опишите принцип работы мультипликатора. 5. Какие жидкости применяются в качестве рабочих в гидравличе-
ских прессах? 6. Каким образом классифицируют гидравлические прессы?
Оборудование для машинной ковки Для машинной ковки применяются ковочные молоты и ковочные
прессы. Молотами называют кузнечные машины, предназначенные для об-
работки металлов ударами падающих частей. Молоты делятся на паро-воздушные, пневматические и с механическим приводом.
Паровоздушные молоты приводятся в действие паром или воздухом под давлением 0,6–0,8 МПа. В зависимости от конструкции стоек разли-чают одностоечные, арочные и мостовые молоты. Пар или сжатый воздух (рис. 1.33) подается в рабочий цилиндр под поршень или над ним. Пор-шень соединен штоком с бабой и верхним бойком. Нижний боек ук-реплен на шаботе, установленном на отдельном фундаменте. Параметры паровоздушных молотов регламентируются стандартом ГОСТ 9752-75 в диапазоне масс от 1 до 8 т. Ориентировочно молот можно выбрать по следующим данным:
Рис. 1.32. Схема пресса
со станиной, скрепленной
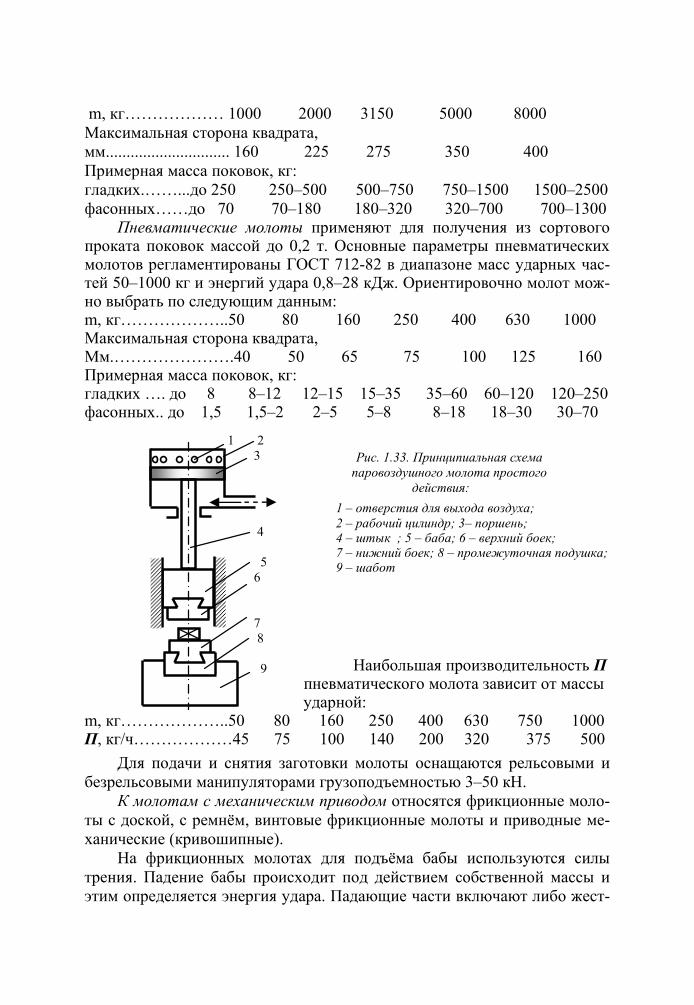
m, кг……………… 1000 2000 3150 5000 8000 Максимальная сторона квадрата, мм.............................. 160 225 275 350 400 Примерная масса поковок, кг: гладких.……...до 250 250–500 500–750 750–1500 1500–2500 фасонных……до 70 70–180 180–320 320–700 700–1300
Пневматические молоты применяют для получения из сортового проката поковок массой до 0,2 т. Основные параметры пневматических молотов регламентированы ГОСТ 712-82 в диапазоне масс ударных час-тей 50–1000 кг и энергий удара 0,8–28 кДж. Ориентировочно молот мож-но выбрать по следующим данным: m, кг………………..50 80 160 250 400 630 1000 Максимальная сторона квадрата, Мм.………………….40 50 65 75 100 125 160 Примерная масса поковок, кг: гладких …. до 8 8–12 12–15 15–35 35–60 60–120 120–250 фасонных.. до 1,5 1,5–2 2–5 5–8 8–18 18–30 30–70
Рис. 1.33. Принципиальная схема паровоздушного молота простого
действия: 1 – отверстия для выхода воздуха; 2 – рабочий цилиндр; 3– поршень; 4 – штык ; 5 – баба; 6 – верхний боек; 7 – нижний боек; 8 – промежуточная подушка; 9 – шабот
Наибольшая производительность П пневматического молота зависит от массы ударной:
m, кг………………..50 80 160 250 400 630 750 1000 П, кг/ч………………45 75 100 140 200 320 375 500
Для подачи и снятия заготовки молоты оснащаются рельсовыми и безрельсовыми манипуляторами грузоподъемностью 3–50 кН.
К молотам с механическим приводом относятся фрикционные моло-ты с доской, с ремнём, винтовые фрикционные молоты и приводные ме-ханические (кривошипные).
На фрикционных молотах для подъёма бабы используются силы трения. Падение бабы происходит под действием собственной массы и этим определяется энергия удара. Падающие части включают либо жест-
1 2 3 4 5 6 7 8 9
кий элемент (молоты с доской), либо гибкий (молоты с ремнём). Фрик-ционные молоты применяются для горячей и реже для холодной штампо-вок листовых изделий из мягкой стали и цветных металлов. Для ковки фрикционные молоты не применяются.
У винтовых фрикционных молотов баба соединена с винтовым шпинделем. Винт приводится во вращение электродвигателем при по-мощи двух дисков попеременно: один диск используется для опускания ползуна, а второй для подъёма.
В кривошипных молотах движение передаётся рычажной системой от электродвигателя через кривошип упругому элементу: резиновому, рессорному или пружинному. Упругий элемент отдаёт энергию молото-вой бабе, ускоряя её падение. Эти молоты применяют для протяжки заго-товок небольшого поперечного сечения, например при изготовлении подков, лезвий ножей, медицинского инструмента и т. п.
Ковочные гидравлические прессы изготавливаются по ГОСТ 7280-80 номинальным усилием 5–50 МН. Прессы имеют рабочие цилиндры, соз-дающие усилия обжатия поковки, и цилиндры обратного хода. Гидропри-вод пресса должен развивать большую мощность во время обжатия заго-товки. Для создания запаса жидкости высокого давления используется гидравлический аккумулятор или мультипликатор. К. п. д. прессовых уста-новок невелик и составляет 6–8 % для прессов с аккумуляторами и 1,5–2 % с мультипликаторными приводами. Ориентировочно пресс можно вы-брать по массе обрабатываемой заготовки.
Масса, т 0,6–2 2–5 5–12 14–28 33–60 60–98 Р, МН 5 8 12,5 30 32 50
Выбор молотов и прессов Выбор молота или гидравлического пресса для машинной ковки
можно произвести с большей точностью, используя теоретические и экс-периментальные зависимости, найденные для каждой отдельной опера-ции. Например, при осадке можно определить необходимую массу па-дающих частей молота или наибольшее усилие для гидравлического пресса. Порядок расчёта при этом следующий.
1. По известным геометрическим размерам заготовки до и после обжатия определяют степень деформации прессом:
ε = Δh / h0, где Δh – разность высот заготовки до и после обжатия; h0 – высота заго-товки до обжатия. Для молота задаются степенью деформации большей или равной критической (εкр = 0,12).
2. Находят скорость деформации: ξmax = v / h,
где v – скорость движущихся частей пресса или молота.
3. Зная ε и ξmax., по эмпирическим зависимостям [4] или по ф-ле Ан-дрюка-Тюленева (σs = k·σ0 · ξa (10ε)b·Т/1000 , где σ0 – базовое сопротивле-ние деформации ξ = 1 с-1, ε = 0,1 и Т = 1000 °С; k, a, b, c – расчётные ко-эффициенты, найденные для разных марок стали [4]) находят сопротив-ление деформации σs.
4. Вычисляют среднее давление при обжатии:
)3
1(h
fdP ss += σ ,
где d – диаметр заготовки после обжатия; f = 0,4–0,45, коэффициент тре-ния. Более точно σs и Ps можно определить по экспериментальным зави-симостям [4].
5. Усилие пресса или молота рассчитывают по ф-ле:
4
2dPP sπ
= .
На этом расчёт для пресса заканчивается. 6. Так как молот совершает несколько ударов, то прежде, чем найти
массу его падающих частей, определяют обжатие Δh за последний удар Δh=εh0 /(1 – ε) и только затем массу m =2PΔh / ηv2.
КОНТРОЛЬНЫЕ ВОПРОСЫ 1. Как в молоте получают необходимую кинетическую энергию для
удара? 2. Какие типы молотов вы знаете? 3. Из каких основных частей состоит молот для ковки? 4. Как можно выбрать молот? 5. Как устроен ковочный гидравлический пресс? 6. Зачем в гидравлическом прессе используется аккумулятор и муль-
типликатор? 7. По каким данным выбирается ковочный пресс?
ЗАДАНИЕ ДЛЯ САМОСТОЯТЕЛЬНОЙ РАБОТЫ Определить наибольшее усилие при осадке на гидравлическом прессе
и массу падающих частей при осадке на молоте цилиндрической заготовки диаметром d0 = 200 мм и высотой h0 = 200 мм. Осадка производится до вы-соты h = 120 мм. Скорость движения бойка пресса vn = 0,08 м/с. Скорость падающих частей молота vк = 6 м/c. Материал – низкоуглеродистая сталь (σ0 = 107; k = 0,97; a = 0,117; b = 0,165; c = - 2,73).
Оборудование для объемной штамповки Около 80 % штампованных поковок производят на универсальных
паровоздушных штамповочных молотах (ПВШМ), кривошипных горя-чештамповочных прессах (КГШП) и горизонтально-ковочных машинах
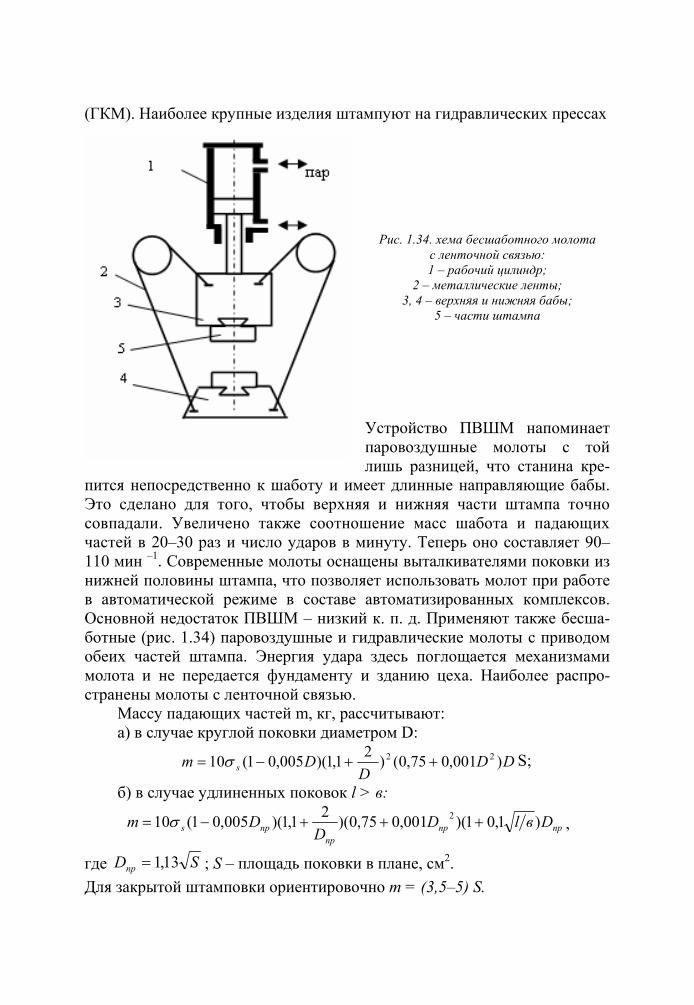
(ГКМ). Наиболее крупные изделия штампуют на гидравлических прессах
Рис. 1.34. хема бесшаботного молота с ленточной связью: 1 – рабочий цилиндр;
2 – металлические ленты; 3, 4 – верхняя и нижняя бабы;
5 – части штампа Устройство ПВШМ напоминает паровоздушные молоты с той лишь разницей, что станина кре-
пится непосредственно к шаботу и имеет длинные направляющие бабы. Это сделано для того, чтобы верхняя и нижняя части штампа точно совпадали. Увеличено также соотношение масс шабота и падающих частей в 20–30 раз и число ударов в минуту. Теперь оно составляет 90–110 мин –1. Современные молоты оснащены выталкивателями поковки из нижней половины штампа, что позволяет использовать молот при работе в автоматической режиме в составе автоматизированных комплексов. Основной недостаток ПВШМ – низкий к. п. д. Применяют также бесша-ботные (рис. 1.34) паровоздушные и гидравлические молоты с приводом обеих частей штампа. Энергия удара здесь поглощается механизмами молота и не передается фундаменту и зданию цеха. Наиболее распро-странены молоты с ленточной связью.
Массу падающих частей m, кг, рассчитывают: а) в случае круглой поковки диаметром D:
DDD
Dm s )001,075,0()21,1)(005,01(10 22 ++−= σ S;
б) в случае удлиненных поковок l > в:
прпрпр
прs DвlDD
Dm )1,01)(001,075,0)(21,1)(005,01(10 2 +++−= σ ,
где SDпр 13,1= ; S – площадь поковки в плане, см2. Для закрытой штамповки ориентировочно m = (3,5–5) S.
В цехах крупносерийного производства широко применяются кривошипные горячештамповочные прессы (КГШП). Номинальные усилия КГШП составляют от 6,3 до 63 МН. В особых случаях приме-няют КГШП усилием до 125 МН. Каждые 10 МН примерно эквива-лентны 1 т массы падающих частей молота. Скорость верхнего штам-па КГШП не превышает 0,8 м/с, а в конце хода равна нулю. При рабо-те пресса нет ударных нагрузок, поэтому для него не нужен массив-ный фундамент. Требуемое усилие КГШП максимально на последней стадии штамповки. Для ориентировочного расчета усилия рекоменду-ется ф-ла:
Р = Кg S σв, где S – площадь поковки в плане без облоя; σв – временное сопротивление металла поковки в конце штамповки; коэффициент Кg для круглых поко-вок равен:
[ ]2)/20(1,1)001,01(8 DDK g +−= ; для некруглых поковок:
[ ] [ ]вlDDK прпрg 1,01)/20(1,1)001,01(8 2 ++−= ,
где D – диаметр круглой поковки, мм; SDпр 13,1= – приведенный диа-метр некруглой поковки, мм; в = S / l – средняя ширина поковки в плане, мм.
Широко распространены также горизонтально-ковочные машины (ГКМ). Они являются механическим прессом, в котором кроме главного деформирующего ползуна есть еще боковой зажимной ползун. Он зажи-мает недеформируемую часть прутка и осуществляет высадку в матри-цах. Преимущества ГКМ: удобство штамповки деталей в виде стержня с утолщением на конце, экономия металла, т. к. нет облоя и штамповочных уклонов, безударная работа. Недостатки ГКМ: меньшая универсальность, меньше чем у пресса, мощность, высокая стоимость штампов и самой ГКМ, необходимость очистки прутка от окалины. На базе ГКМ созда-ются комплексы со средствами автоматизации и механизации, в том чис-ле с автоматизированной сменой штампов.
КОНТРОЛЬНЫЕ ВОПРОСЫ 1. Какое оборудование для объёмной штамповки применяется в
большинстве случаев? 2. Чем отличаются штамповочные молоты от ковочных? 3. Опишите конструкцию молотов, у которых энергия удара не пе-
редаётся фундаменту цеха. 4. В чём заключается главная особенность горизонтально-ковочных
машин? 5. Как ориентировочно определить необходимое усилие кривошип-
ного горячештамповочного пресса?
6. Перечислите преимущества и недостатки горизонтально-ковочных машин.
Оборудование для листовой штамповки Листовая штамповка – один из наиболее прогрессивных видов
производства. Изделие штампуют из полосовой, листовой или ленточ-ной заготовок сталей, цветных металлов, металлов с пластмассовыми покрытиями.
По способу пластической деформации штамповку листа подразделяют на резку, гибку, вытяжку и формовку. В одном штампе обычно экономиче-ски выгодно совмещать несколько операций штамповки. Основные опера-ции листовой штамповки делятся на разделительные (отрезка, вырубка, пробивка, обрезка, надрезка и т. п.) и формообразующие (гибка, скручива-ние, закатка, правка, вытяжка, рельефная формовка, чеканка и т. д.).
При разделительных операциях применяются ножницы и штампы, впрочем как и для формообразующих (ножницы оборудуются дополни-тельными приспособлениями).
Штампы. В конструкции штампа главными элементами являются пуансон и матрица. Кроме них предусмотрены вспомогательные части для крепления отдельных частей штампа, фиксации положения заго-товки, удаления отходов и съема деталей.
Кратко рассмотрим устройство вырубных и пробивных штампов. Пуансон крепится к ползуну и во время работы перемещается, например, вниз и вверх. В матрице имеется отверстие, форма и размеры которого соответствуют заготовке изделия. Пуансон изготовляют таким же, как от-верстие в матрице, но так, чтобы он входил в отверстие с определенным зазором. Поэтому при опускании ползун вырубает в листе заготовку из-делия. Полоса заготовки перемещается по верхней плоскости матрицы, когда пуансон выходит из отверстия и останавливается в верхнем поло-жении. Для центрирования верхней части штампа с ползуном и пуансо-ном относительно нижней, где расположена матрица, имеются на-правляющие колонки. При вырубке точность изделия зависит от разме-ров матрицы, поэтому зазор получают за счёт уменьшения пуансона, а при пробивке – за счёт увеличения матрицы.
Более сложная конструкция у многооперационных штампов. Там за один ход ползуна пресса выполняют несколько операций последова-тельно (штампы последовательного действия) или одновременно (штам-пы совмещенного действия). Многооперационные штампы могут совме-щать до пяти операций.
Процесс резки в штампах подобен процессу резки на ножницах. Для предотвращения изгиба, повышения качества реза и точности размеров ис-пользуют точную штамповку. Ее особенности – наличие верхнего и нижнего прижимов, создание трехосного сжатия в зоне реза с помощью клиновых выступов на верхнем прижиме, замедление скорости пуансона перед встре-
чей с листом, точные размеры штампа и матрицы (зазор ~ 0,01 мм). Качество отрезанной кромки таково, что не требуется зачистки, фрезерования или шлифовки, зоны излома на кромке нет, ее шероховатость отвечает 8–9 клас-су. Однако, усилия для точной штамповки требуется на 30–50 % больше.
Оборудование для резки заготовок Резка проката и слитков – самая распространенная операция метал-
лообработки. В качестве оборудования, осуществляющего резку заготовок, применяют ножницы и отрезные станки. Среди ножниц наибольшее рас-пространение получили кривошипные (для резки сортового проката, лис-тового проката) и комбинированные. Ножницы для сортового проката вы-пускаются с номинальным усилием до 40 МН (модель НА15460), они мо-гут резать круглые штанги диаметром до 320 мм (при σв = 500 МПа), квадрат со стороной до 320 мм, полосу 450×200 мм и совершают до 12 ходов в мину-ту. Мелкие сортовые ножницы могут совершать до 50 ходов в минуту.
Рассмотрим подробнее режущие средства ножниц. По расположению ножей различают ножницы с параллельными и наклонными ножами. Нож-ницы с параллельными ножами применяют для резания заготовок прямо-угольного и квадратного сечений, а также сортовых профилей (уголок, швеллер) в горячем и холодном состоянии. В зависимости от схемы реза-ния различают ножницы с верхним и нижним резом. Ножницы с верхним резом обычно выполняют с кривошипно-шатунным механизмом и элек-трическим приводом. Они проще, но имеют недостатки: на нижней грани полосы после реза образуется заусенец; затруднено дальнейшее продви-жение полосы; требуют применения качающегося стола. Поэтому при рез-ке сечений высотой более 30–60 мм применяют ножницы с нижним резом.
Для операций над листовым прокатом используются следующие ти-пы ножниц: кривошипные листовые с наклонным ножом (гильотинные); высеченные; многодисковые для рулонной и листовой стали; двух-дисковые одностоечные с наклонными ножами. Наибольшее распростра-нение получили кривошипные ножницы с механическим от электродви-гателя приводом, основным рабочим органом которых является криво-шипный механизм. В них используются три схемы резки: с вертикальным движением верхнего ножа, с движением по дуге и с движением под углом 1о30'–2о к вертикали. Ножницы с вертикальным движением ножа предна-значены для резки полос под штамповку и заготовок с грубым полем до-пуска. Ножницы с движением ножа по дуге применяются при подготовке кромок отрезаемой полосы под сварку. Последний вид ножниц с наклон-ным движением ножа предназначен для получения точных заготовок.
Рассмотрим один из способов расчёта усилия резания на ножни-
цах с наклонным верхним ножом и выбора электродвигателя для при-
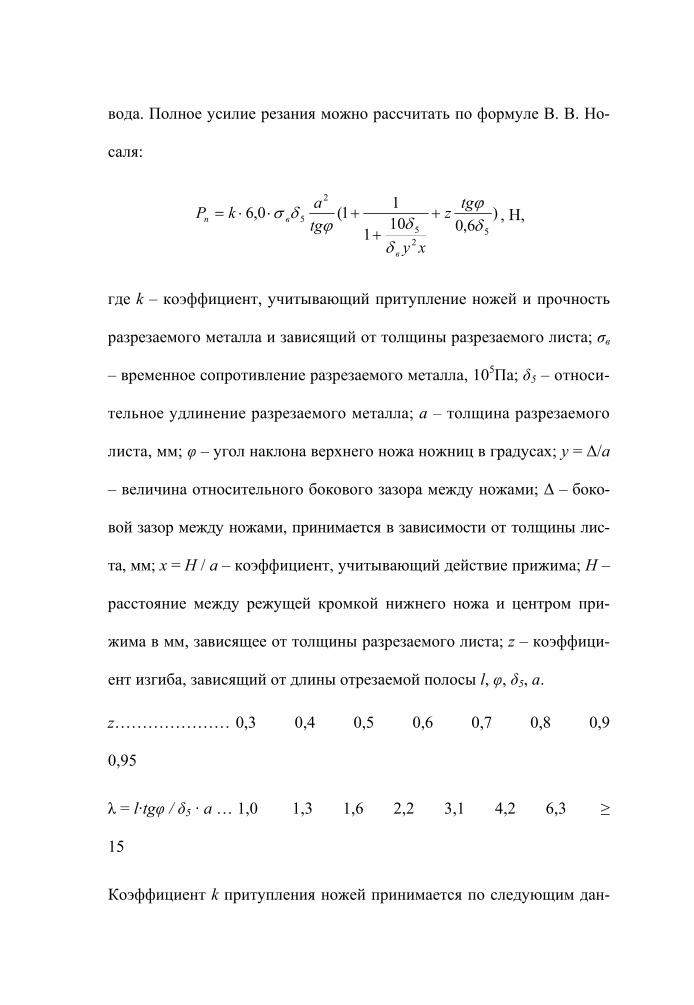
вода. Полное усилие резания можно рассчитать по формуле В. В. Но-
саля:
)6,010
1
11(0,65
25
2
5 δϕ
δδϕ
δσ tgz
xytgakP
в
вп ++
+⋅⋅= , Н,
где k – коэффициент, учитывающий притупление ножей и прочность
разрезаемого металла и зависящий от толщины разрезаемого листа; σв
– временное сопротивление разрезаемого металла, 105Па; δ5 – относи-
тельное удлинение разрезаемого металла; а – толщина разрезаемого
листа, мм; φ – угол наклона верхнего ножа ножниц в градусах; y = Δ/a
– величина относительного бокового зазора между ножами; Δ – боко-
вой зазор между ножами, принимается в зависимости от толщины лис-
та, мм; x = H / a – коэффициент, учитывающий действие прижима; H –
расстояние между режущей кромкой нижнего ножа и центром при-
жима в мм, зависящее от толщины разрезаемого листа; z – коэффици-
ент изгиба, зависящий от длины отрезаемой полосы l, φ, δ5, а.
z………………… 0,3 0,4 0,5 0,6 0,7 0,8 0,9
0,95
λ = l·tgφ / δ5 · a … 1,0 1,3 1,6 2,2 3,1 4,2 6,3 ≥
15
Коэффициент k притупления ножей принимается по следующим дан-
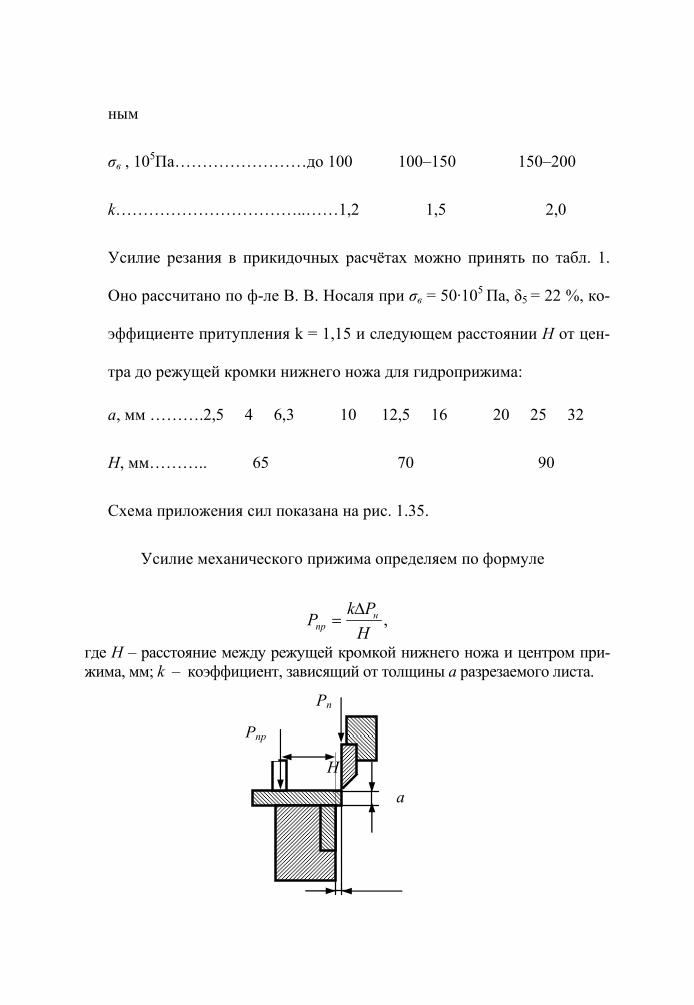
ным
σв , 105Па……………………до 100 100–150 150–200
k……………………………..……1,2 1,5 2,0
Усилие резания в прикидочных расчётах можно принять по табл. 1.
Оно рассчитано по ф-ле В. В. Носаля при σв = 50·105 Па, δ5 = 22 %, ко-
эффициенте притупления k = 1,15 и следующем расстоянии H от цен-
тра до режущей кромки нижнего ножа для гидроприжима:
а, мм ……….2,5 4 6,3 10 12,5 16 20 25 32
H, мм……….. 65 70 90
Схема приложения сил показана на рис. 1.35.
Усилие механического прижима определяем по формуле
,НPk
P нпр
Δ=
где Н – расстояние между режущей кромкой нижнего ножа и центром при-жима, мм; k – коэффициент, зависящий от толщины а разрезаемого листа.
Рп
Н
Pпр
а
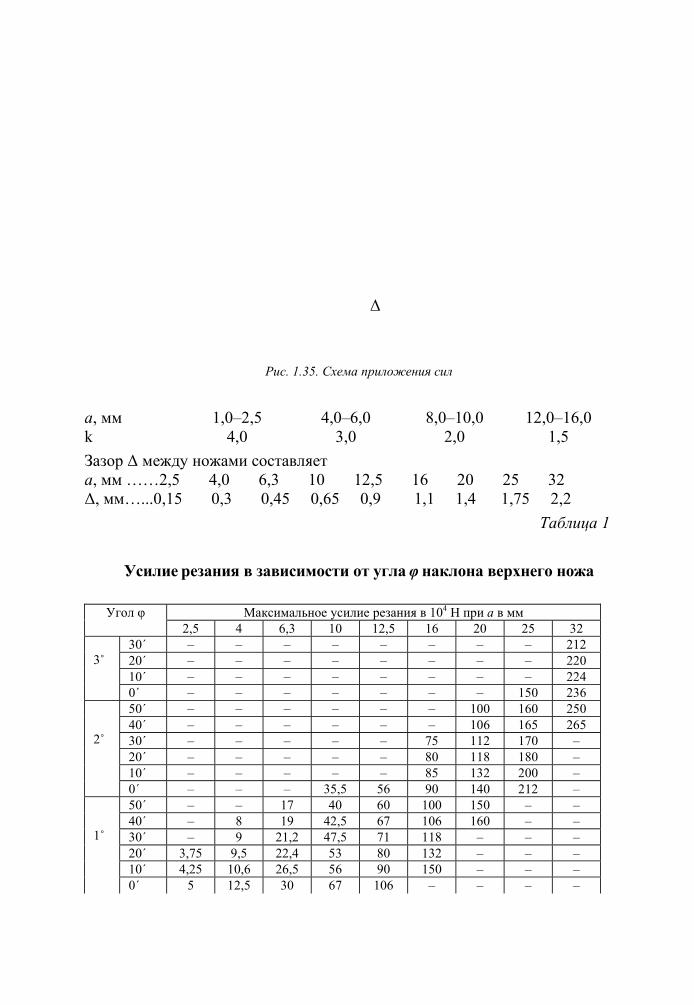
Δ
Рис. 1.35. Схема приложения сил
Зазор Δ между ножами составляет а, мм ……2,5 4,0 6,3 10 12,5 16 20 25 32 Δ, мм…...0,15 0,3 0,45 0,65 0,9 1,1 1,4 1,75 2,2
Таблица 1
Усилие резания в зависимости от угла φ наклона верхнего ножа
Максимальное усилие резания в 104 Н при а в мм Угол φ 2,5 4 6,3 10 12,5 16 20 25 32
30΄ – – – – – – – – 212 20΄ – – – – – – – – 220 10΄ – – – – – – – – 224
3˚
0΄ – – – – – – – 150 236 50΄ – – – – – – 100 160 250 40΄ – – – – – – 106 165 265 30΄ – – – – – 75 112 170 – 20΄ – – – – – 80 118 180 – 10΄ – – – – – 85 132 200 –
2˚
0΄ – – – 35,5 56 90 140 212 – 50΄ – – 17 40 60 100 150 – – 40΄ – 8 19 42,5 67 106 160 – – 30΄ – 9 21,2 47,5 71 118 – – – 20΄ 3,75 9,5 22,4 53 80 132 – – – 10΄ 4,25 10,6 26,5 56 90 150 – – –
1˚
0΄ 5 12,5 30 67 106 – – – –
а, мм 1,0–2,5 4,0–6,0 8,0–10,0 12,0–16,0 k 4,0 3,0 2,0 1,5
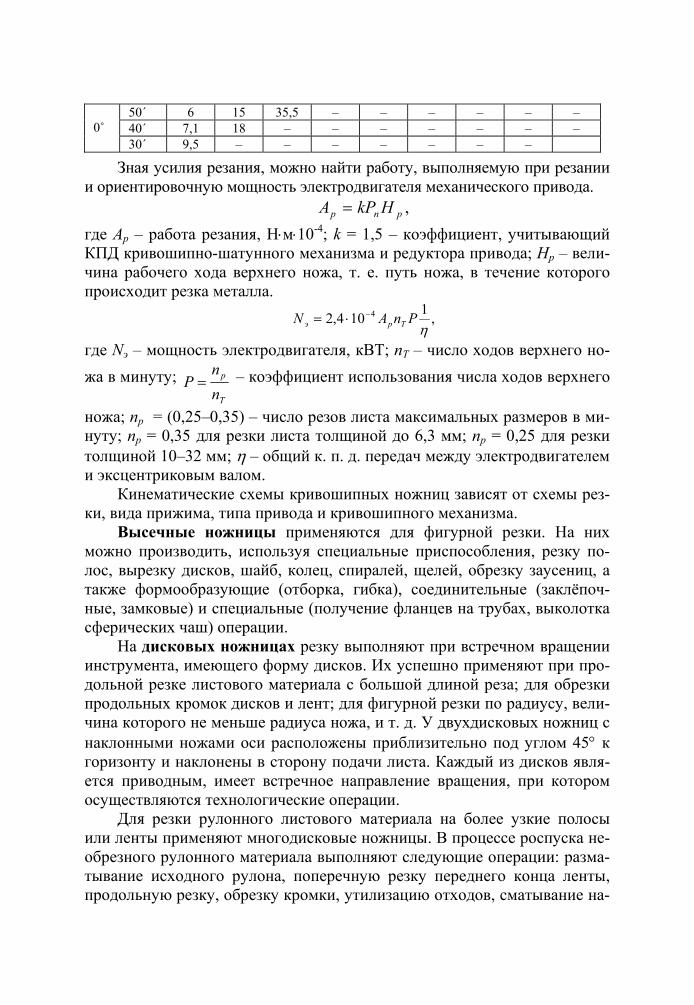
50΄ 6 15 35,5 – – – – – – 40΄ 7,1 18 – – – – – – –
0˚
30΄ 9,5 – – – – – – –
Зная усилия резания, можно найти работу, выполняемую при резании и ориентировочную мощность электродвигателя механического привода.
,pnp HkPA =
где Ар – работа резания, Н⋅м⋅10-4; k = 1,5 – коэффициент, учитывающий КПД кривошипно-шатунного механизма и редуктора привода; Нр – вели-чина рабочего хода верхнего ножа, т. е. путь ножа, в течение которого происходит резка металла.
,1104,2 4
ηРnАN Трэ
−⋅=
где Nэ – мощность электродвигателя, кВТ; nT – число ходов верхнего но-жа в минуту;
T
p
nn
Р = – коэффициент использования числа ходов верхнего
ножа; np = (0,25–0,35) – число резов листа максимальных размеров в ми-
нуту; np = 0,35 для резки листа толщиной до 6,3 мм; np = 0,25 для резки толщиной 10–32 мм; η – общий к. п. д. передач между электродвигателем и эксцентриковым валом.
Кинематические схемы кривошипных ножниц зависят от схемы рез-ки, вида прижима, типа привода и кривошипного механизма.
Высечные ножницы применяются для фигурной резки. На них можно производить, используя специальные приспособления, резку по-лос, вырезку дисков, шайб, колец, спиралей, щелей, обрезку заусениц, а также формообразующие (отборка, гибка), соединительные (заклёпоч-ные, замковые) и специальные (получение фланцев на трубах, выколотка сферических чаш) операции.
На дисковых ножницах резку выполняют при встречном вращении инструмента, имеющего форму дисков. Их успешно применяют при про-дольной резке листового материала с большой длиной реза; для обрезки продольных кромок дисков и лент; для фигурной резки по радиусу, вели-чина которого не меньше радиуса ножа, и т. д. У двухдисковых ножниц с наклонными ножами оси расположены приблизительно под углом 45° к горизонту и наклонены в сторону подачи листа. Каждый из дисков явля-ется приводным, имеет встречное направление вращения, при котором осуществляются технологические операции.
Для резки рулонного листового материала на более узкие полосы или ленты применяют многодисковые ножницы. В процессе роспуска не-обрезного рулонного материала выполняют следующие операции: разма-тывание исходного рулона, поперечную резку переднего конца ленты, продольную резку, обрезку кромки, утилизацию отходов, сматывание на-
резных лент в рулоны и отрезку заднего конца ленты. Для выполнения указанных операций многодисковые ножницы снабжают загрузочной и разгрузочной тележками, разматывателем, кромкокрошителем, или кром-комоталками, моталкой и ножницами для поперечной резки ленты.
КОНТРОЛЬНЫЕ ВОПРОСЫ 1. Назовите основные элементы в конструкции штампов. 2. Приведите классификацию конструкций ножниц для резки лис-
тового и сортового проката. 3. Перечислите конструктивные особенности кривошипных листо-
вых ножниц с наклонным ножом. 4. Какие схемы резки для кривошипных листовых ножниц вы знае-
те? Каково назначение ножниц с различными схемами резки? 5. Для чего применяются высеченные и дисковые ножницы? Како-
вы их особенности? 6. От каких параметров зависит величина хода верхнего ножа в
кривошипных ножницах? 7. Какие операции, кроме резки, могут выполняться на ножницах?
ГЛАВА 3
ПРОМЫШЛЕННЫЕ РОБОТЫ Роботы как универсальные автоматы, ведущие себя подобно челове-
ку и выполняющие часть его функций – яркий пример применения идей писателей-фантастов в обычной жизни. Может именно поэтому обще-признанного определения, что такое робот, до сих пор нет. Что касается промышленных роботов, освобождающих рабочих от тяжелого, вредно-го, монотонного труда, то в нашей стране это понятие стандартизирова-но. В ГОСТ 25686 – 85 « Манипуляторы, автооператоры и промышлен-ные роботы» записано следующее определение: промышленный робот – это «автоматическая машина, стационарная или передвижная, состоящая из исполнительного устройства в виде манипулятора, имеющего не-сколько степеней подвижности, и перепрограммируемого устройства программного управления для выполнения в производственном процессе двигательных и управляющих функций».
Одно из основных преимуществ промышленного робота (ПР) – воз-можность быстрой переналадки для выполнения задач, отличающихся последовательностью и характером действий манипулятора. Поэтому ПР органично вписываются в современное автоматизированное машино-строительное производство.
3.1. ПРИМЕНЕНИЕ ПРОМЫШЛЕННЫХ РОБОТОВ Роботы нашли применение в различных сферах машиностроитель-
ного производства. Например, при механической обработке деталей с помощью ПР автоматизируют: установку заготовок в рабочую зону стан-ка и (при необходимости) контроль правильности их базирования; снятие готовых деталей со станка и размещение их в тару (накопитель); переда-чу деталей от станка к станку; кантование деталей (заготовок) в процессе обработки; контроль размеров деталей; очистку базовых поверхностей деталей и приспособлений; смену инструментов. Более сложные конст-рукции ПР используются в сварочном производстве, при автоматической сборке узлов.
Опыт эксплуатации ПР показывает, что наиболее целесообразной формой их применения в условиях серийного производства является соз-дание роботизированных технологических комплексов (РТК), на базе ко-торых можно создавать роботизированные участки, автоматические ли-нии, гибкие производственные системы.
РТК – это автономно действующая автоматическая станочная сис-тема, включающая одну и более единиц технологического оборудования и имеющая в своём составе ПР.
На базе одних и тех же моделей станков могут создаваться РТК раз-
личных компоновок, комплектуемые ПР, обладающие различными тех-нологическими и техническими возможностями.
РТК для механической обработки деталей. При обработке загото-вок на металлорежущих станках промышленные роботы должны осуще-ствлять установку заранее ориентированных заготовок в рабочую зону станка; снятие деталей со станка и раскладку их в тару или укладку в ма-газин (конвейер); кантование деталей; выдачу технологических команд для управления технологическим оборудованием; транспортирование де-талей между станками. Рассмотрим несколько примеров.
РТК мод. КС10.48 предназначен для токарной обработки широкой номенклатуры деталей типа фланцев диаметром 40... 160 мм и массой до 10 кг в условиях мелкосерийного и серийного производств. Заготовки ус-танавливаются в станок с помощью трехкулачкового самоцентрирующе-го патрона.
В состав РТК (рис. 3.1) входят токарно-револьверный станок 1 моде-ли 1В340Ф30; ПР 2 модели М20Ц48.01, оснащенный двумя захватными устройствами 3; дисковый магазин 6 с дисками 5; ограждение 4. РТК имеет линейную компоновку и управляется от УЧПУ ПР.
Приемная и загрузочная позиции РТК совмещены. На станке произ-водится либо полная обработка детали (с одной установки), либо обра-ботка детали с одной стороны. В последнем случае обработка другой стороны детали производится или на другом РТК, или на том же РТК по-сле его соответствующей переналадки.
Детали устанавливаются на диске (с ориентирующими штырями), размещенном на поворотном магазине. Магазин устанавливается так, чтобы две его соседние позиции могли обслуживаться захватными уст-ройствами ПР. Расстояние между двумя руками ПР равно расстоянию между двумя соседними позициями магазина. Когда каретка ПР останав-ливается в крайнем левом положении, руки ПР оказываются под соответ-ствующими позициями магазина, в результате чего взятие заготовки и укладка обработанной детали производятся одновременно. После выра-ботки стопы заготовок и заполнения стопы обработанных деталей мага-зин поворачивается на один шаг, подводя под разгрузочную руку пустую позицию, а под загрузочную руку стопу заготовок.
ПР во время работы станка захватывает заготовку и удерживает ее в непосредственной близости от рабочей зоны станка. Когда обработка де-тали закончена, ПР первым свободным захватным устройством снимает готовую деталь, а вторым – устанавливает на ее место следующую заго-товку, после чего обработка возобновляется. Во время обработки этой детали ПР укладывает изделие в разгрузочную позицию магазина и одно-временно свободным вторым захватом берет из стопы заготовку и пере-носит ее в позицию, расположенную в непосредственной близости от
рабочей зоны станка.
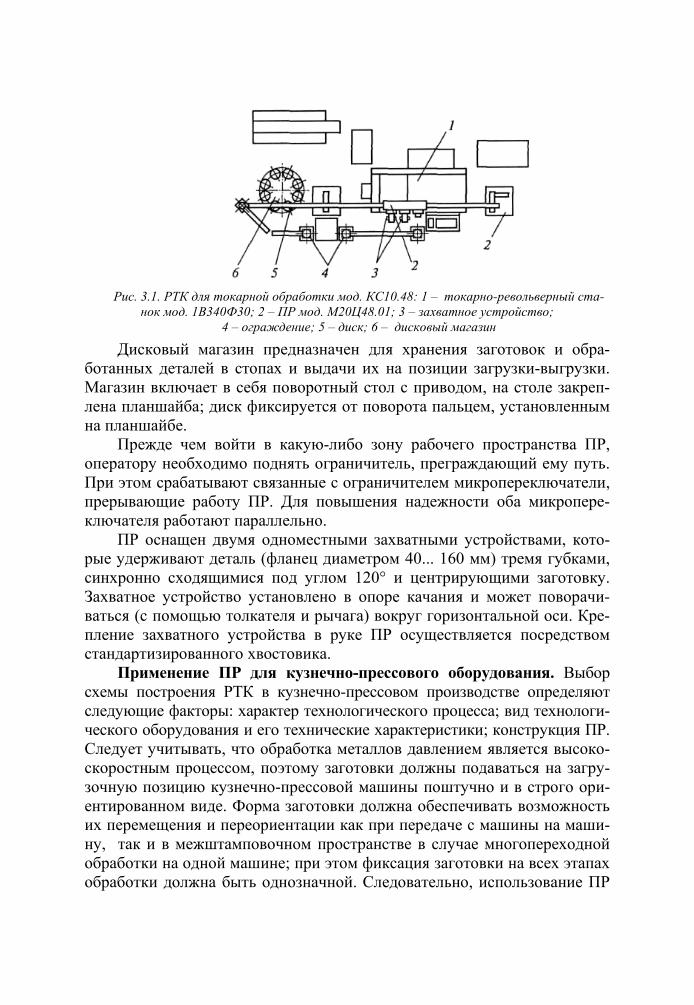
Рис. 3.1. РТК для токарной обработки мод. КС10.48: 1 – токарно-револьверный ста-
нок мод. 1В340Ф30; 2 – ПР мод. М20Ц48.01; 3 – захватное устройство; 4 – ограждение; 5 – диск; 6 – дисковый магазин
Дисковый магазин предназначен для хранения заготовок и обра-ботанных деталей в стопах и выдачи их на позиции загрузки-выгрузки. Магазин включает в себя поворотный стол с приводом, на столе закреп-лена планшайба; диск фиксируется от поворота пальцем, установленным на планшайбе.
Прежде чем войти в какую-либо зону рабочего пространства ПР, оператору необходимо поднять ограничитель, преграждающий ему путь. При этом срабатывают связанные с ограничителем микропереключатели, прерывающие работу ПР. Для повышения надежности оба микропере-ключателя работают параллельно.
ПР оснащен двумя одноместными захватными устройствами, кото-рые удерживают деталь (фланец диаметром 40... 160 мм) тремя губками, синхронно сходящимися под углом 120° и центрирующими заготовку. Захватное устройство установлено в опоре качания и может поворачи-ваться (с помощью толкателя и рычага) вокруг горизонтальной оси. Кре-пление захватного устройства в руке ПР осуществляется посредством стандартизированного хвостовика.
Применение ПР для кузнечно-прессового оборудования. Выбор схемы построения РТК в кузнечно-прессовом производстве определяют следующие факторы: характер технологического процесса; вид технологи-ческого оборудования и его технические характеристики; конструкция ПР. Следует учитывать, что обработка металлов давлением является высоко-скоростным процессом, поэтому заготовки должны подаваться на загру-зочную позицию кузнечно-прессовой машины поштучно и в строго ори-ентированном виде. Форма заготовки должна обеспечивать возможность их перемещения и переориентации как при передаче с машины на маши-ну, так и в межштамповочном пространстве в случае многопереходной обработки на одной машине; при этом фиксация заготовки на всех этапах обработки должна быть однозначной. Следовательно, использование ПР
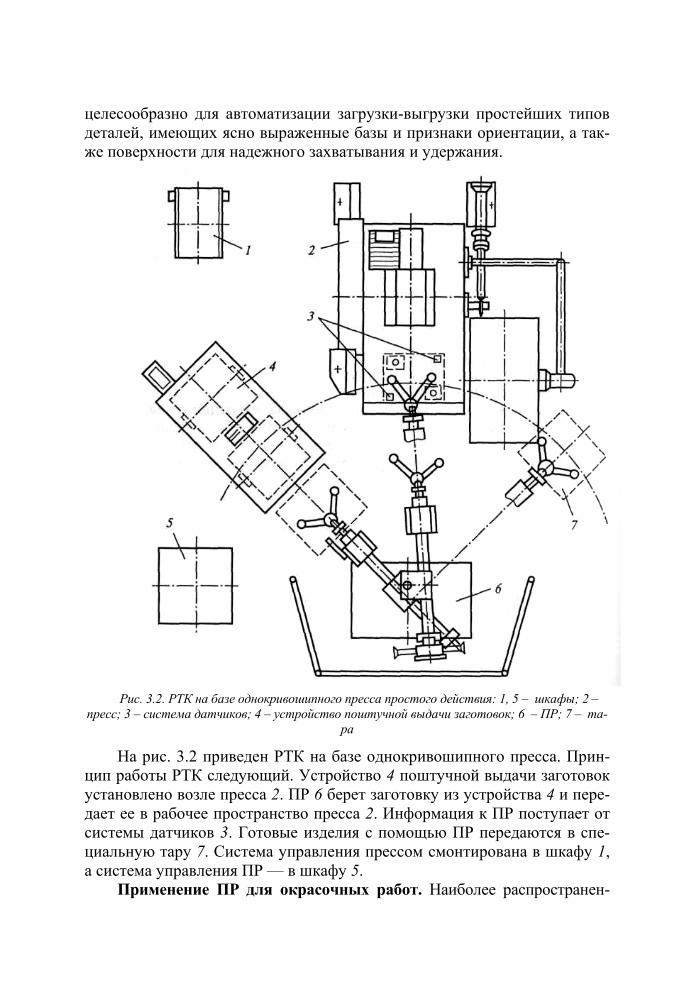
целесообразно для автоматизации загрузки-выгрузки простейших типов деталей, имеющих ясно выраженные базы и признаки ориентации, а так-же поверхности для надежного захватывания и удержания.
Рис. 3.2. РТК на базе однокривошипного пресса простого действия: 1, 5 – шкафы; 2 –
пресс; 3 – система датчиков; 4 – устройство поштучной выдачи заготовок; 6 – ПР; 7 – та-ра
На рис. 3.2 приведен РТК на базе однокривошипного пресса. Прин-цип работы РТК следующий. Устройство 4 поштучной выдачи заготовок установлено возле пресса 2. ПР 6 берет заготовку из устройства 4 и пере-дает ее в рабочее пространство пресса 2. Информация к ПР поступает от системы датчиков 3. Готовые изделия с помощью ПР передаются в спе-циальную тару 7. Система управления прессом смонтирована в шкафу 1, а система управления ПР — в шкафу 5.
Применение ПР для окрасочных работ. Наиболее распространен-
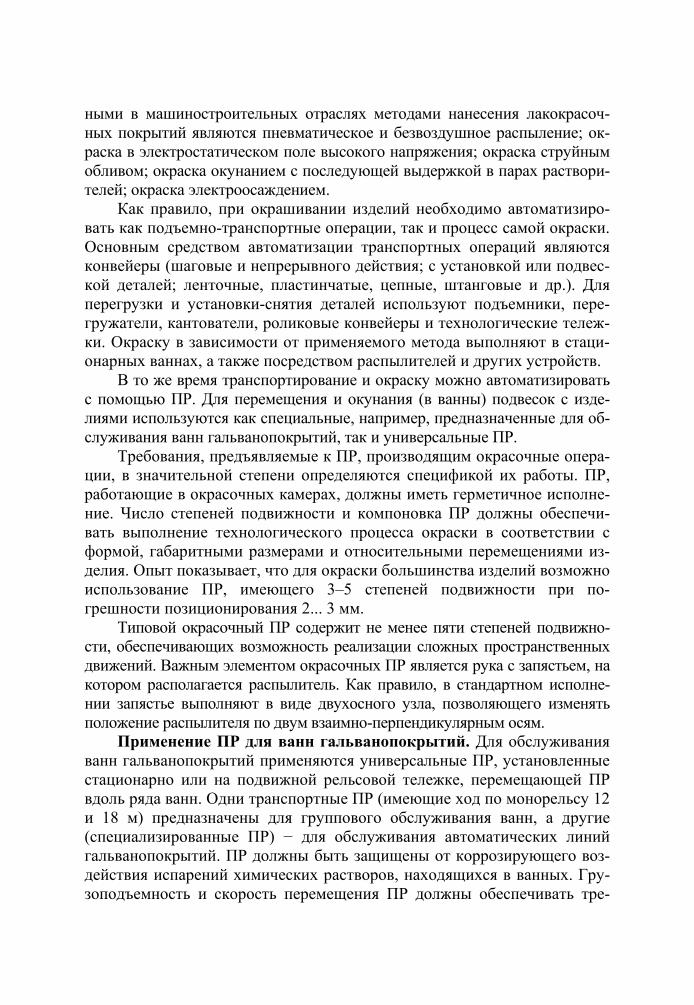
ными в машиностроительных отраслях методами нанесения лакокрасоч-ных покрытий являются пневматическое и безвоздушное распыление; ок-раска в электростатическом поле высокого напряжения; окраска струйным обливом; окраска окунанием с последующей выдержкой в парах раствори-телей; окраска электроосаждением.
Как правило, при окрашивании изделий необходимо автоматизиро-вать как подъемно-транспортные операции, так и процесс самой окраски. Основным средством автоматизации транспортных операций являются конвейеры (шаговые и непрерывного действия; с установкой или подвес-кой деталей; ленточные, пластинчатые, цепные, штанговые и др.). Для перегрузки и установки-снятия деталей используют подъемники, пере-гружатели, кантователи, роликовые конвейеры и технологические тележ-ки. Окраску в зависимости от применяемого метода выполняют в стаци-онарных ваннах, а также посредством распылителей и других устройств.
В то же время транспортирование и окраску можно автоматизировать с помощью ПР. Для перемещения и окунания (в ванны) подвесок с изде-лиями используются как специальные, например, предназначенные для об-служивания ванн гальванопокрытий, так и универсальные ПР.
Требования, предъявляемые к ПР, производящим окрасочные опера-ции, в значительной степени определяются спецификой их работы. ПР, работающие в окрасочных камерах, должны иметь герметичное исполне-ние. Число степеней подвижности и компоновка ПР должны обеспечи-вать выполнение технологического процесса окраски в соответствии с формой, габаритными размерами и относительными перемещениями из-делия. Опыт показывает, что для окраски большинства изделий возможно использование ПР, имеющего 3–5 степеней подвижности при по-грешности позиционирования 2... 3 мм.
Типовой окрасочный ПР содержит не менее пяти степеней подвижно-сти, обеспечивающих возможность реализации сложных пространственных движений. Важным элементом окрасочных ПР является рука с запястьем, на котором располагается распылитель. Как правило, в стандартном исполне-нии запястье выполняют в виде двухосного узла, позволяющего изменять положение распылителя по двум взаимно-перпендикулярным осям.
Применение ПР для ванн гальванопокрытий. Для обслуживания ванн гальванопокрытий применяются универсальные ПР, установленные стационарно или на подвижной рельсовой тележке, перемещающей ПР вдоль ряда ванн. Одни транспортные ПР (имеющие ход по монорельсу 12 и 18 м) предназначены для группового обслуживания ванн, а другие (специализированные ПР) − для обслуживания автоматических линий гальванопокрытий. ПР должны быть защищены от коррозирующего воз-действия испарений химических растворов, находящихся в ванных. Гру-зоподъемность и скорость перемещения ПР должны обеспечивать тре-
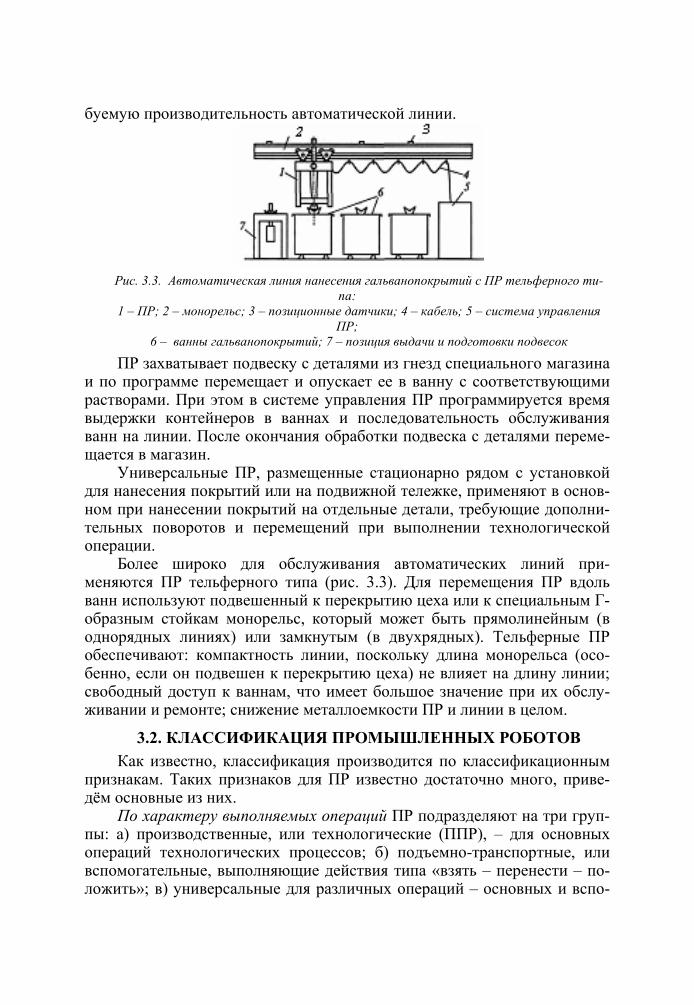
буемую производительность автоматической линии.
Рис. 3.3. Автоматическая линия нанесения гальванопокрытий с ПР тельферного ти-
па: 1 – ПР; 2 – монорельс; 3 – позиционные датчики; 4 – кабель; 5 – система управления
ПР; 6 – ванны гальванопокрытий; 7 – позиция выдачи и подготовки подвесок
ПР захватывает подвеску с деталями из гнезд специального магазина и по программе перемещает и опускает ее в ванну с соответствующими растворами. При этом в системе управления ПР программируется время выдержки контейнеров в ваннах и последовательность обслуживания ванн на линии. После окончания обработки подвеска с деталями переме-щается в магазин.
Универсальные ПР, размещенные стационарно рядом с установкой для нанесения покрытий или на подвижной тележке, применяют в основ-ном при нанесении покрытий на отдельные детали, требующие дополни-тельных поворотов и перемещений при выполнении технологической операции.
Более широко для обслуживания автоматических линий при-меняются ПР тельферного типа (рис. 3.3). Для перемещения ПР вдоль ванн используют подвешенный к перекрытию цеха или к специальным Г-образным стойкам монорельс, который может быть прямолинейным (в однорядных линиях) или замкнутым (в двухрядных). Тельферные ПР обеспечивают: компактность линии, поскольку длина монорельса (осо-бенно, если он подвешен к перекрытию цеха) не влияет на длину линии; свободный доступ к ваннам, что имеет большое значение при их обслу-живании и ремонте; снижение металлоемкости ПР и линии в целом.
3.2. КЛАССИФИКАЦИЯ ПРОМЫШЛЕННЫХ РОБОТОВ Как известно, классификация производится по классификационным
признакам. Таких признаков для ПР известно достаточно много, приве-дём основные из них.
По характеру выполняемых операций ПР подразделяют на три груп-пы: а) производственные, или технологические (ППР), – для основных операций технологических процессов; б) подъемно-транспортные, или вспомогательные, выполняющие действия типа «взять – перенести – по-ложить»; в) универсальные для различных операций – основных и вспо-
могательных. По специализации ПР подразделяют на специальные, выполняющие
строго определенные технологические операции или обслуживающие конкретные модели технологического оборудования; специализирован-ные, или целевые, предназначенные для выполнения технологических операций одного вида (сварки, сборки, окраски и т. п.) или для обслужи-вания определенной группы моделей технологического оборудования, объединенных общностью манипуляционных действий; универсальные, или многоцелевые, ориентированные на выполнение как основных, так и вспомогательных технологических операций различных видов и с раз-личными группами моделей технологического оборудования.
Системы основных координатных перемещений. По этому признаку ПР делятся на системы с прямоугольной, полярной и ангулярной систе-мами координат.
По числу степеней подвижности. ПР имеют от трех до шести и бо-лее степеней подвижности. Принципиально трёх степеней подвижности достаточно для вывода концевой точки манипулятора в любую точку об-служиваемого роботом пространства. Ещё три степени подвижности не-обходимы, чтобы в этой точке осуществлять любую угловую ориентацию захватного устройства или инструмента. Более шести степеней подвиж-ности необходимо при обходе каких-либо препятствий.
Грузоподъёмность. ПР делятся на сверхлёгкие (до 1 кг), лёгкие (до 10 кг), средние (до 200 кг), тяжёлые (до 1000 кг) и сверхтяжёлые (свыше 1000 кг).
Конструктивное исполнение. ПР выполняют встроенными в обору-дование, подвесными и напольными.
По типу систем управления ПР делятся на три рода: программные, адаптивные и интеллектные (с элементами искусственного интеллекта). Все они обладают свойством быстрого перепрограммирования, причем у программных роботов перепрограммирование производится человеком, после чего робот действует автоматически. В адаптивные ПР основы программы действий робота закладываются человеком, но сам робот имеет свойство в определённых рамках автоматически перепрограмми-роваться в ходе технологического процесса в зависимости от обстановки.
Ителлектным роботам задание на работу вводится человеком в более общей форме, а сам робот обладает возможностью принимать решения и планировать свои действия в неопределённой и меняющейся обстановке, чтобы выполнить заложенное в его память задание.
3.3. СТРУКТУРА ПРОМЫШЛЕННЫХ РОБОТОВ Как следует из определения, приведённого выше, ПР состоит из ис-
полнительного устройства в виде манипулятора и устройства программ-ного управления.
Манипулятор ПР предназначен для выполнения двигательных функ-ций при перемещении объектов в пространстве и представляет собой многозвенный механизм с разомкнутой кинематической цепью.
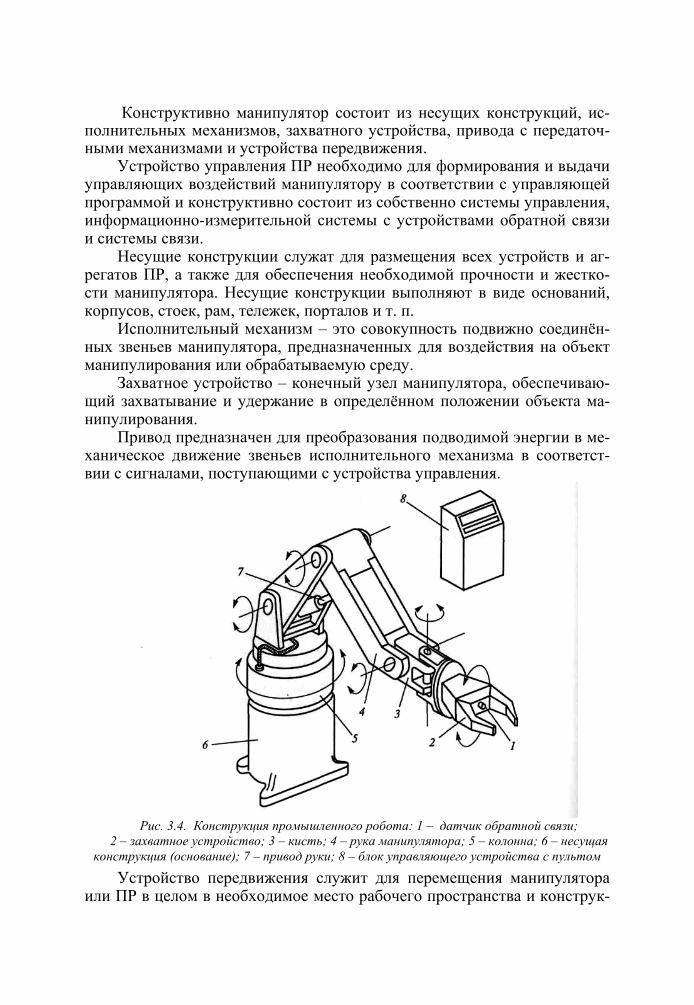
Конструктивно манипулятор состоит из несущих конструкций, ис-полнительных механизмов, захватного устройства, привода с передаточ-ными механизмами и устройства передвижения.
Устройство управления ПР необходимо для формирования и выдачи управляющих воздействий манипулятору в соответствии с управляющей программой и конструктивно состоит из собственно системы управления, информационно-измерительной системы с устройствами обратной связи и системы связи.
Несущие конструкции служат для размещения всех устройств и аг-регатов ПР, а также для обеспечения необходимой прочности и жестко-сти манипулятора. Несущие конструкции выполняют в виде оснований, корпусов, стоек, рам, тележек, порталов и т. п.
Исполнительный механизм – это совокупность подвижно соединён-ных звеньев манипулятора, предназначенных для воздействия на объект манипулирования или обрабатываемую среду.
Захватное устройство – конечный узел манипулятора, обеспечиваю-щий захватывание и удержание в определённом положении объекта ма-нипулирования.
Привод предназначен для преобразования подводимой энергии в ме-ханическое движение звеньев исполнительного механизма в соответст-вии с сигналами, поступающими с устройства управления.
Рис. 3.4. Конструкция промышленного робота: 1 – датчик обратной связи;
2 – захватное устройство; 3 – кисть; 4 – рука манипулятора; 5 – колонна; 6 – несущая конструкция (основание); 7 – привод руки; 8 – блок управляющего устройства с пультом
Устройство передвижения служит для перемещения манипулятора или ПР в целом в необходимое место рабочего пространства и конструк-
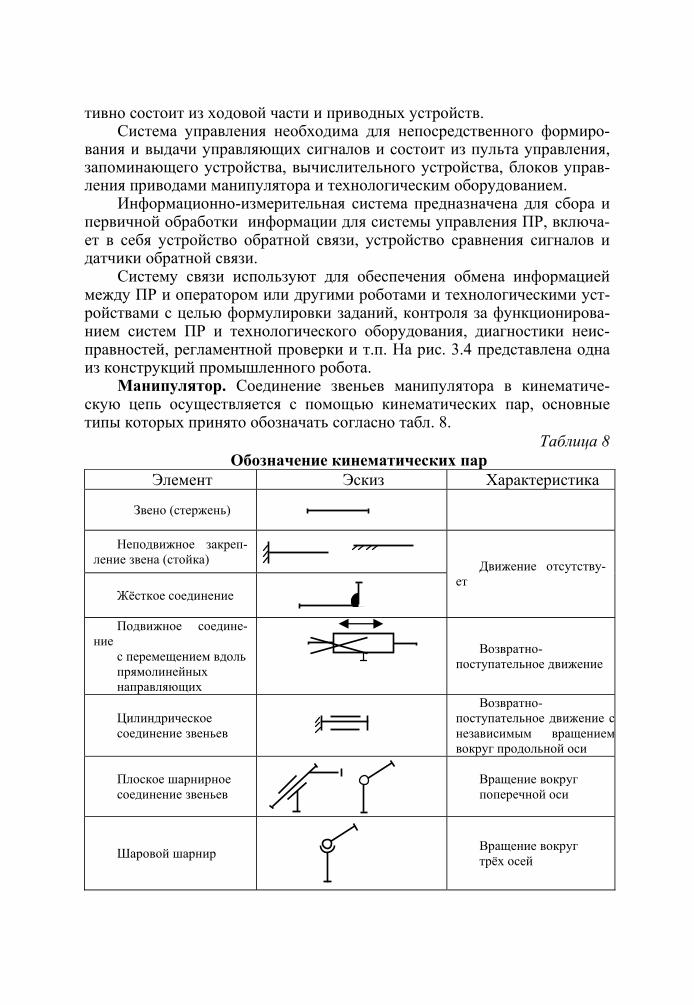
тивно состоит из ходовой части и приводных устройств. Система управления необходима для непосредственного формиро-
вания и выдачи управляющих сигналов и состоит из пульта управления, запоминающего устройства, вычислительного устройства, блоков управ-ления приводами манипулятора и технологическим оборудованием.
Информационно-измерительная система предназначена для сбора и первичной обработки информации для системы управления ПР, включа-ет в себя устройство обратной связи, устройство сравнения сигналов и датчики обратной связи.
Систему связи используют для обеспечения обмена информацией между ПР и оператором или другими роботами и технологическими уст-ройствами с целью формулировки заданий, контроля за функционирова-нием систем ПР и технологического оборудования, диагностики неис-правностей, регламентной проверки и т.п. На рис. 3.4 представлена одна из конструкций промышленного робота.
Манипулятор. Соединение звеньев манипулятора в кинематиче-скую цепь осуществляется с помощью кинематических пар, основные типы которых принято обозначать согласно табл. 8.
Таблица 8 Обозначение кинематических пар
Элемент Эскиз Характеристика
Звено (стержень)
Неподвижное закреп-ление звена (стойка)
Жёсткое соединение
Движение отсутству-ет
Подвижное соедине-ние
с перемещением вдоль прямолинейных направляющих
Возвратно-поступательное движение
Цилиндрическое соединение звеньев
Возвратно-поступательное движение снезависимым вращениемвокруг продольной оси
Плоское шарнирное соединение звеньев
Вращение вокруг поперечной оси
Шаровой шарнир
Вращение вокруг трёх осей
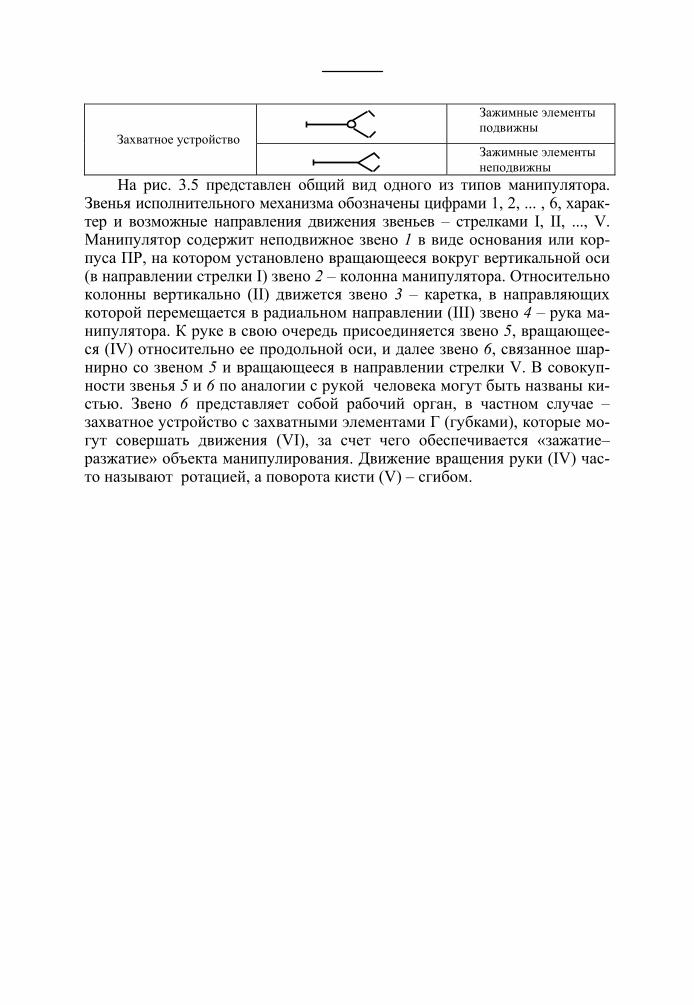
Зажимные элементы подвижны
Захватное устройство Зажимные элементы
неподвижны На рис. 3.5 представлен общий вид одного из типов манипулятора.
Звенья исполнительного механизма обозначены цифрами 1, 2, ... , 6, харак-тер и возможные направления движения звеньев – стрелками I, II, ..., V. Манипулятор содержит неподвижное звено 1 в виде основания или кор-пуса ПР, на котором установлено вращающееся вокруг вертикальной оси (в направлении стрелки I) звено 2 – колонна манипулятора. Относительно колонны вертикально (II) движется звено 3 – каретка, в направляющих которой перемещается в радиальном направлении (III) звено 4 – рука ма-нипулятора. К руке в свою очередь присоединяется звено 5, вращающее-ся (IV) относительно ее продольной оси, и далее звено 6, связанное шар-нирно со звеном 5 и вращающееся в направлении стрелки V. В совокуп-ности звенья 5 и 6 по аналогии с рукой человека могут быть названы ки-стью. Звено 6 представляет собой рабочий орган, в частном случае – захватное устройство с захватными элементами Г (губками), которые мо-гут совершать движения (VI), за счет чего обеспечивается «зажатие–разжатие» объекта манипулирования. Движение вращения руки (IV) час-то называют ротацией, а поворота кисти (V) – сгибом.
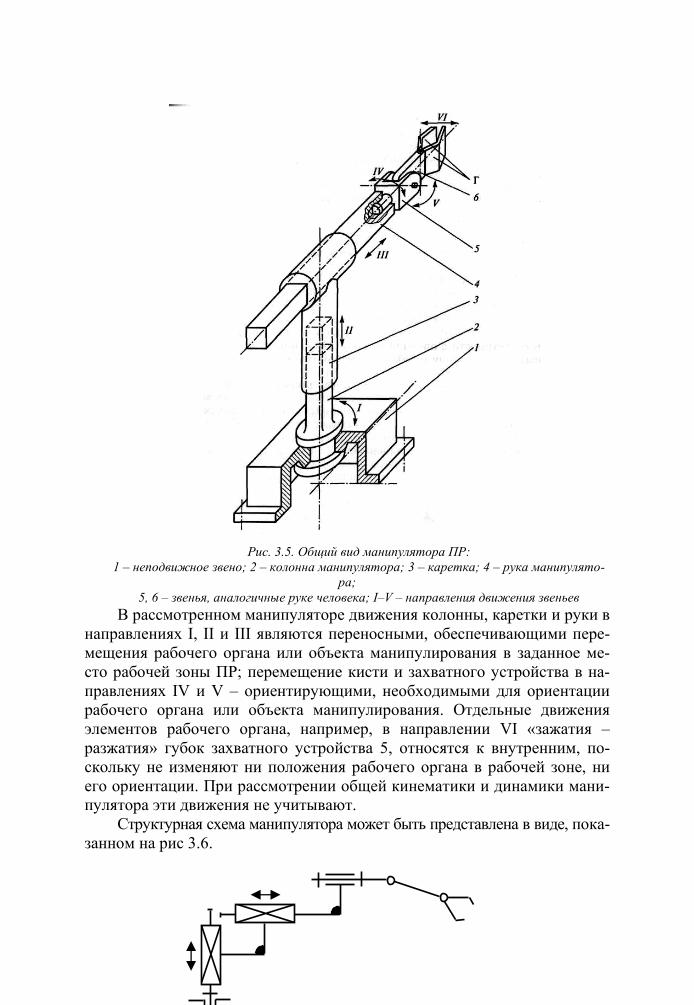
Рис. 3.5. Общий вид манипулятора ПР:
1 – неподвижное звено; 2 – колонна манипулятора; 3 – каретка; 4 – рука манипулято-ра;
5, 6 – звенья, аналогичные руке человека; I–V – направления движения звеньев В рассмотренном манипуляторе движения колонны, каретки и руки в
направлениях I, II и III являются переносными, обеспечивающими пере-мещения рабочего органа или объекта манипулирования в заданное ме-сто рабочей зоны ПР; перемещение кисти и захватного устройства в на-правлениях IV и V – ориентирующими, необходимыми для ориентации рабочего органа или объекта манипулирования. Отдельные движения элементов рабочего органа, например, в направлении VI «зажатия –разжатия» губок захватного устройства 5, относятся к внутренним, по-скольку не изменяют ни положения рабочего органа в рабочей зоне, ни его ориентации. При рассмотрении общей кинематики и динамики мани-пулятора эти движения не учитывают.
Структурная схема манипулятора может быть представлена в виде, пока-занном на рис 3.6.

Рис.3.6. Структурная схема манипулятора
3.4. НОМЕНКЛАТУРА ОСНОВНЫХ ПОКАЗАТЕЛЕЙ ПРОМЫШЛЕННЫХ РОБОТОВ
Для ПР номенклатура основных показателей стандартизована. В го-сударственном стандарте (ГОСТ 4.480–87) показатели делятся на две группы: качественные (общие сведения) и количественные (технические характеристики). В число общих сведений входят: выполняемая функция (например, обслуживание токарных станков, точечная сварка), число сте-пеней подвижности (с указанием, сколько из них переносных и сколько ориентирующих), кинематическая схема с обозначением вида степеней подвижности (поступательных и вращательных), вид привода (пнев-матический, гидравлический, электрический, комбинированный), способ управления, способ программирования, вид рабочего органа (захватное устройство, сварочные клещи, горелка, распылитель и т. п.), способ его за-мены (вручную или автоматически), исполнение (обычное, пылевлагоза-щищенное).
Рассмотрим подробнее технические характеристики ПР. Номинальная грузоподъемность. Для вспомогательных про-
мышленных роботов она определяется как «наибольшее значение массы предметов производства или технологической оснастки, включая массу захватного устройства, при которой гарантируется их удержание и обес-печение установленных значений эксплуатационных характеристик» (ГОСТ 4.480–87).
В приведенном определении грузоподъемности не уточняется, какие именно эксплуатационные характеристики должны сохранять установ-ленные значения. Важны скорости перемещений (при больших массах усилий, создаваемых двигателями, недостаточно для выдерживания тре-буемых средних скоростей), показатели долговечности (при увеличении нагрузок увеличивается износ). Грузоподъемность часто не определяется экспериментально, а назначается проектировщиками и изготовителями весьма приблизительно. Если манипулятор имеет несколько рук, грузо-подъемность указывается для каждой из них.
Максимальная абсолютная погрешность позиционирования. По-
грешность позиционирования рабочего органа манипулятора определяет-ся как линейное отклонение определенной точки (условного центра) ра-бочего органа от положения, задаваемого программой или специальными устройствами (например, упорами, концевыми выключателями). По-грешность позиционирования представляет собой вектор, который харак-теризуется величиной (модулем) и направлением. Когда говорится про-сто о погрешности позиционирования, то учитывается только величина (модуль) вектора, но не учитывается его направление. Погрешности мо-гут быть существенно различными в разных точках рабочей зоны. Когда говорится о максимальной погрешности позиционирования, то имеется в виду, что во всех точках погрешности не могут быть больше этой макси-мальной погрешности.
Показатели захватного устройства (для вспомогательных про-мышленных роботов): усилие захватывания, время захватывания, время отпускания, характерные предельные размеры захватываемого предмета (например, минимальный и максимальный диаметры цилиндрического предмета). Если робот имеет набор сменных схватов, то указываются общие пределы для всех этих схватов.
Показатели устройства управления: число одновременно управляе-мых движений по степеням подвижности (в ряде случаев допускается только последовательное, друг за другом, движение по степеням под-вижности), число каналов связи с внешним оборудованием (по этим ка-налам подаются сигналы в устройство управления и на оборудование), параметры энергопитания (для роботов с пневмоприводом – давление и расход воздуха, для роботов с электроприводом – напряжение и потреб-ляемая мощность).
Показатели надежности: установленная наработка на отказ, уста-новленный срок службы до капитального ремонта и до списания.
Масса и габаритные размеры. Эти показатели обычно указываются раздельно для манипулятора и устройства управления. Габаритные раз-меры обычно приводятся для сложенного состояния, приспособленного для транспортирования.
Если робот обладает какими-либо существенными особенностями, в паспорте или описании эти особенности указываются отдельно. Из боль-шого числа показателей выделяются основные, по которым подбирается робот для работы на определенном рабочем месте. Главным параметром считается грузоподъемность. Именно в порядке повышения грузоподъ-емности промышленные роботы перечисляются в каталогах.
Геометрические характеристики, представляющие собой линейные и угловые величины (вылет, ходы и пр.), также важны для правильного выбора робота. Установлены параметрические ряды для максимальных линейных и угловых перемещений. Числа этого ряда (в мм) следующие:
12; 20; 32; 50; 80; 100; 125; 160; 200; 250; 320; 400; 500; 630; 800; 1000; 1250; 1600; 1800; 2000. Числа ряда для углов (в град.) следующие: 15; 30; 45; 60; 90; 120; 180 и т. д. Параметрический ряд установлен также для максимальной абсолютной погрешности позиционирования (в мм): 0,05; 0,1; 0,16; 0,25; 0,5; 1,0; 1,6; 2,5; 5,0; 10; 20. Реальные значения перемеще-ний могут отличаться от чисел, заданных параметрическим рядом, ок-ругление при этом производится в меньшую сторону (это будет означать, что действительное перемещение не меньше указанного). Наоборот, ре-альные значения погрешностей округляются в большую сторону (действи-тельные максимальные значения погрешностей не больше указываемых).
Геометрические характеристики рабочей зоны. Рабочая зона пред-ставляет собой пространство, в котором может находиться рабочий орган при работе ПР. Помимо рабочей зоны вводятся и другие близкие геомет-рические понятия:
– зона обслуживания (пространство, в котором рабочий орган вы-полняет свои функции в соответствии с назначением ПР);
– рабочее пространство (пространство, в котором могут находиться подвижные звенья манипулятора ПР).
В рабочем пространстве могут находиться любые части ПР, а не только рабочий орган. Рабочая зона и пространство представляются в ви-де объёмных тел – параллелепипеда, цилиндра, шара и пр. или их частей. Простейшими геометрическими характеристиками рабочей зоны являют-ся её габариты.
Показатели быстродействия (время перемещений, захватывания и отпускания) зависят преимущественно от вида привода (двигателей), а при одном и том же виде привода изменяются не в очень широких преде-лах. Так, для наиболее быстрого – пневматического – привода значения времени перемещения могут быть существенно меньше.
Показатели устройств управления в паспорте промышленного ро-бота обычно приводятся в краткой форме, а более полно даются в от-дельном описании устройства управления. Тип и возможности устройст-ва управления очень важны при использовании промышленных роботов в гибких производственных системах, когда необходимо встраивать уст-ройство управления в общую систему управления линией или участком. Также отдельно устанавливаются показатели рабочих органов техноло-гических роботов (например, расход краски для распылителей окрасочных роботов, максимальная сила тока электросварочного устройства и т. п.).
Необходимо отметить, что выбор робота по номенклатуре основных показателей часто не дает правильного ответа на вопрос о возможности его применения в конкретных условиях. Робот, подходящий по грузо-подъемности, кинематической схеме, виду рабочего органа, возможно-стям устройства управления, вылету и перемещениям по степеням под-
вижности (остальные показатели обычно не являются решающими), мо-жет оказаться хорошим или плохим, удобным в эксплуатации или не-удобным. При этом могут быть решающими такие факторы, которые не находят прямого отражения в номенклатуре показателей, в частности, обоснованность конструктивных решений отдельных узлов, надежность крепления наиболее ответственных деталей, доступность основных узлов для осмотра, возможность быстрой смены блоков в случае их отказа и пр. Поэтому специалисты, осуществляющие внедрение ПР, должны, помимо формальных паспортных данных о роботах, знать основные особенности конструкций манипуляторов, особенности обслуживания и ремонта.
3.5. УПРАВЛЕНИЕ ПРОМЫШЛЕННЫМИ РОБОТАМИ Как уже указывалось, по принципу управления ПР разделяются на
программные, адаптивные и интеллектные. Наибольшее распространение получили программные, которые характеризуются тем, что они
функционируют по жестко заданной программе. При необходимости про-грамма их действий легко перестраивается оператором. Рассмотрим под-робнее виды программного управления, которых существуют три: цикло-вое, позиционное и контурное.
Цикловое управление является в реализации наиболее простым. При цикловом управлении программируются последовательность выполнения движений и условия начала и окончания движений. Положения, до кото-рых идет движение, задаются на самом манипуляторе (например, упора-ми), а не в программе; скорость перемещения определяется характери-стиками привода и также не задается в программе. Однако в дополнение к последовательности движений программа может задавать требуемые выдержки времени (на выполнение команды или на промежутки времени между командами или движениями).
При позиционном управлении команды подаются так, что переме- щение рабочего органа происходит от точки к точке, причем положения точек задаются программой. Скорость перемещения между точками не контролируется и не регулируется. В отличие от циклового управления, число точек может быть большим.
При контурном управлении движение рабочего органа происходит по заданной траектории с задаваемой скоростью. В программе задаются сами траектории (или часто расставленными точками, или более редкими точками с соединяющими их прямыми, или дугами окружностей) и ре-жимы движения. Контурное управление используется исключительно в технологических роботах (сварочных, окрасочных и пр.). Контурное управление идет от станков: при движении резца токарного станка по контуру (вследствие согласованной подачи по двум и более осям) полу-чается поверхность детали заданной формы в виде тела вращения. Заме-
тим, что на холостых ходах (при выходе в исходную точку, с которой на-чинается рабочее движение, при возвращении назад в исходную точку после выполнения рабочего движения) система управления работает как позиционная.
Устройство управления и другие блоки системы управления при цик-ловом, позиционном и контурном управлениях могут быть реализованы на одинаковых или разных принципах и элементных базах. Так, микроэлек-тронные устройства, в частности микроЭВМ, могут быть основой устрой-ства управления любого вида. С другой стороны, привод в системе контур-ного управления может быть шаговым и следящим. На принципах хорошо разработанного числового программного управления (ЧПУ) могут рабо-тать системы и позиционного, и контурного управления.
В особый вид выделяется адаптивное управление, при котором осу-ществляется автоматическое изменение управляющих программ в зави-симости от измеряемых или контролируемых условий работы, или, как говорят, в функции от контролируемых параметров состояния внешней среды. В частности, адаптация, или приспособляемость, системы управ-ления может заключаться в том, что устройства системы управления с помощью специальных датчиков определяют конфигурацию объекта и его положение; возможны также отклонения размеров от номинальных. В зависимости от результатов измерения захватное устройство смещается или поворачивается (чтобы удобнее было захватывать объект), после за-хватывания объект переносится на место, предназначенное именно ему (это необходимо при сортировке или разбраковке). Таким образом адап-тивное управление обычно связывается с очувствлением.
Программирование. При программировании ПР обычно используют-ся два метода: аналитический (расчётным путём) и метод обучения.
При аналитическом методе управляющую программу предваритель-но рассчитывают, отлаживают и заносят в память устройства управления. Достоинством этого метода является сокращение времени простоя ПР, связанного с его программированием, а также возможность заложить сра-зу несколько программ для различных технологических операций.
Программирование путём обучения производится оператором либо с помощью дистанционного управления от какого-нибудь управляющего устройства (кнопочного пульта или «марионетки» – копии манипулятора робота), либо с помощью непосредственного перемещения конца мани-пулятора рукой человека. Все движения соответствуют ходу требующей-ся манипуляционной операции, при этом в память устройства управления
записывается программа с необходимыми текущими координатами и технологической информацией.
В устройствах циклового программного управления применяются другие приёмы программирования, которые рассмотрены ниже.
Цикловое программное управление. Как отмечалось выше, при цик-ловом программном управлении в устройстве управления программа за-дает только последовательность команд, определяющих движения, а крайние положения, до которых происходят перемещения, задаются на самом манипуляторе. Типовое устройство управления состоит из двух основных блоков: запоминания программ и поэтапного ввода программ. В блоке запоминания программ в той или иной форме хранится вся по-следовательность команд цикла и, если нужно, условия выполнения ко-манд. Переход с этапа на этап задает блок поэтапного ввода программ. Существуют два основных принципа ввода программ: кинематический и статический. При кинематическом вводе программ переход от этапа к этапу происходит за счет перемещения программоносителя, при статиче-ском вводе программоноситель неподвижен, а переход от этапа к этапу осуществляется за счет переключений электрических цепей.
Наиболее старыми устройствами циклового программного уп-равления являются устройства с распределительным валом и с кулачками на нем. Распределительный вал с кулачками вращается, при этом пере-мещаются толкатели. Толкатели, в свою очередь, воздействуют на элек-трические переключатели, или пневмоклапаны, которые сначала вклю-чают, а затем выключают двигатели приводов.
Устройства управления с распределительным валом просты и на-дежны, но замена программы требует перестановки кулачков, что доста-точно сложно. Кроме того, устройство управления громоздко и имеет ог-раниченные возможности по числу команд (паре команд на один привод соответствует один кулачок) и по числу этапов в цикле (циклу соответст-вует один оборот вала). Поэтому для перепрограммируемых систем по-добные устройства практически непригодны.
Близкие идеи заложены в конструкции устройств управления в виде программаторов с кулачковыми барабанами (они называются также ко-мандоаппаратами). Вместо кулачков на распределительный вал насажен цилиндрический барабан с прямоугольной сеткой радиальных отверстий. В любое отверстие можно вставить штекер со специально профилиро-ванной гладкой головкой, которая представляет собой кулачок, высту-пающий над гладкой поверхностью барабана. Параллельно оси над бара-баном жестко крепится линейка с переключателями на таком расстоянии, чтобы приходящиеся против них кулачки (головки штекеров) нажимали на штыри переключателей. Развернутую перфорированную поверхность барабана можно представить состоящей из дорожек (каждая из них при-ходится против своего переключателя) и строк (параллельных оси бара-бана). Последовательные строки соответствуют последовательным эта-пам цикла: в какие отверстия будут вставлены штекеры, такие команды будут выполняться на данном этапе. В той же строке штекерами также
набираются условия, при которых могут выполняться команды. Поворо-ты вала осуществляются прерывисто, привод шаговый или храповой. Программаторы с кулачковыми барабанами до сих пор широко исполь-зуются в различном оборудовании. Они надежны, имеют значительно меньшие массы и габаритные размеры, чем устройства с распредели-тельным валом. Типовые командоаппараты имеют габаритные размеры около 400 мм, общее число команд и условий их выполнения – около 40, число этапов цикла – около 50.
Основными достоинствами программаторов с кулачковыми ба-рабанами являются относительная простота перепрограммирования, про-стота контроля набора. Перепрограммирование осуществляется переста-новкой штекеров в соответствии с заданной таблицей.
Рассмотрим устройства циклового программного управления со ста-тическим вводом программ. Исторически первыми являются программа-торы со штекерной панелью, они применяются и в настоящее время. Штекерная панель является программоносителем. На поверхности пане-ли имеется прямоугольная сетка отверстий, строки соответствуют коман-дам, столбцы – номерам этапов. Программирование осуществляется ште-керами, которые вставляются в отверстия так же, как при использовании программаторов с барабанами: для выбранного столбца (номера этапа) штекер вставляется в отверстие в строке, соответствующей требуемой команде. Допускается выполнение на каждом этапе нескольких команд (совмещение движений). Роль штекеров сводится к тому, что в гнездах они создают электрическое соединение цепей. Возможности штекерных панелей примерно те же, что и программаторов с барабанами (несколько десятков этапов в цикле). Важным достоинством штекерной панели явля-ется максимальная наглядность набора: полностью видна вся программа. Однако штекерные панели громоздки; механический контакт, создавае-мый штекерами, нередко недостаточно надежен.
Большинство современных устройств циклового программного управления представляют собой программируемые контроллеры. Про-грамма записывается на определенном машинном языке подобно тому, как это делается при программировании для ЭВМ. Однако для циклового управления языки выбираются очень простыми. Обычно программа строится по кадрам, причем каждый кадр соответствует этапу. На обыч-ном языке содержание кадра записывается следующим образом: номер кадра, проверка наличия сигналов во входных цепях с заданными номе-рами (сигналов датчиков), при наличии этих сигналов задается команда на выполнение движения с требуемым номером. Программа может быть введена в устройство управления с клавиатуры пульта. В устройстве управления программа запоминается в электронной (интегральной) памя-ти. При ручном вводе программы с пульта содержание кадра в виде ал-фавитно-цифровой записи воспроизводится на специальном индикатор-
ном устройстве или дисплее. После того как вся программа введена, для контроля можно выводить на дисплей любой кадр по набранному номе-ру. Обнаруженые ошибки легко исправить.
Преимущества программируемых контроллеров хорошо известны. Практически отсутствуют ограничения по числу команд и по числу эта-пов. Программы можно хранить на различных носителях. Они могут быть сложными и предусматривать выбор между различными решения-ми, что необходимо при реализации адаптивных систем. Масса и габа-ритные размеры малы. Однако не всегда достаточно велика надежность устройств управления.
Способ программирования, при котором непосредственно задается последовательность движений, не является единственным. Когда в осно-ву устройства управления кладется универсальная микроЭВМ, ее про-граммирование осуществляется на универсальном языке, не связанном с представлением об управлении движением.
Как отмечалось, точки, в которых должны останавливаться подвиж-ные части, задаются на самом оборудовании. При использовании пнев-мопривода позиционирование осуществляется по упорам, которые могут перезакрепляться в разных положениях. Чтобы исключить жесткие уда-ры, вместе с упорами устанавливаются демпферы. Для других типов при-водов при подходе к заданному конечному положению двигатель необ-ходимо отключать при помощи путевых выключателей. Как правило ис-пользуются обычные электроконтактные микропереключатели. Микро-переключатель устанавливается неподвижно, он срабатывает от кулачка, который может закрепляться на подвижной части в различных положе-ниях. Если на разных этапах цикла требуется останавливать подвижную часть в различных положениях, устанавливают несколько кулачков при одном переключателе (при этом, однако, точки остановки не могут быть на малом расстоянии) или предусматривают несколько пар «переключа-тель–кулачок» (они устанавливаются по параллельным линиям). Для по-вышения точности остановки в конечном положении целесообразно пе-ред остановкой переходить на уменьшенную – «ползучую» скорость. С этой целью усложняется способ остановки при том же кулачке (при сра-батывании микропереключателя происходит переход на «ползучую» ско-рость, а при его отключении после прохождения кулачка – остановка) или устанавливается кулачок сложного профиля, который дает два вклю-чения перед остановкой. Повышение надежности может быть достигнуто при установке путевых переключателей другого типа. В роботах с цикло-вым управлением широко используются в качестве датчиков герметиче-ские магнитоуправляемые контакты (герконы). Герметические контакты в запаянной стеклянной колбе замыкаются при приближении на опреде-ленное расстояние магнита или электромагнита, закрепленного на под-
вижной части. Точность герконовых датчиков не очень велика, однако они выдерживают без отказов значительно большее число включений и выключений, чем обычные микропереключатели. Используются также индуктивные (трансформаторные) и генераторные датчики. Их высокая надежность определяется тем, что они являются бесконтактными.
Позиционное и контурное программное управление. Для позици-онного и контурного управления общим является то, что для выполнения движений необходимо запоминать большое число точек для каждой сте-пени подвижности. Нет никакой возможности задавать эти точки на ма-нипуляторе, поэтому отличительной особенностью устройств управления в этих случаях является то, что программируется вся информация о дви-жениях, которые необходимо совершать, а именно: последовательность движений, условия выполнения движений и значения перемещений или углов поворота. Для контурного управления программируется также ско-рость перемещения. Как отмечалось ранее, программирование может быть аналитическим, а может осуществляться методом обучения. Рас-смотрим сначала аналитическое программирование.
В настоящее время, подавляющее большинство систем позици-онного и контурного управления представляют собой системы числового программного управления (ЧПУ). Для промышленных роботов харак-терны системы ЧПУ трех типов: 1) HNC (с ручным заданием программ с пульта управления; они называются также оперативными системами управления); 2) DNC (имеющая память для хранения всей программы); 3) CNC (автономная система, построенная на микроЭВМ). Принципы и тех-нические средства ЧПУ были разработаны применительно к станкам; рас-пространение их на промышленные роботы позволяет унифицировать уст-ройства управления для роботизированных технологических комплексов.
Рассмотрим устройство управления, вырабатывающее сигналы на приводы, не затрагивая пока вопросов исполнения программ. Исходной является алфавитно-цифровая запись управляющих программ. Програм-мирование осуществляется по адресному принципу, по кадрам. Адрес (как правило, буквенный) указывает, к какому приводу (или к какой сте-пени подвижности) относится команда. После адреса записывается чис-ло, которое показывает, на сколько или в какую точку должно произойти перемещение. Большинство систем ЧПУ допускает программирование как в абсолютных координатах (числа в программе задают координаты точки в базовой системе координат), так и в приращениях (числа пока-зывают перемещения от исходного положения). Числа дают значения ко-ординат или перемещений в дискретах, обычно в микрометрах. Обозна-чения адресов (букв) указываются в специальных таблицах, но приняты меры, чтобы эти обозначения были привычными. Так, буква N означает номер кадра (после нее пишется значение номера – обычно трехзначное
число), буквы X, У и Z – команды перемещений по одноименным осям, знаки «+» и «–» сохраняют свой смысл («плюс» и «минус»). На основе этих сведений можно читать отдельные фрагменты программ.
Адресом F задается скорость перемещения (скорость подачи). Пре-дусматриваются специальные режимы интерполяции. Так, если адресом задан режим линейной интерполяции, заданы координаты начальной и конечной точек, то рабочий орган будет двигаться между этими точками по прямой с постоянной скоростью, заданной адресом F. При этом при-воды по степеням подвижности будут работать согласованно. Системы с ЧПУ допускают также круговую интерполяцию (по окружности). Воз-можность работы в режимах интерполяции — характерная особенность контурного управления. Система выбора адресов и составления программ стандартизована, но для конкретных моделей оборудования имеются свои особенности.
Для упрощения программирования используются различные спосо-бы. В частности, для часто повторяющихся комбинаций движений со-ставляются типовые подпрограммы, реализующие так называемые по-стоянные циклы. При наборе, просмотре и отладке может быть осущест-влено оперативное редактирование (исправление) программ, а именно: вставка новых кадров, пропуск части кадров, введение в кадры дополни-тельных команд, изменение (коррекция) значений перемещений. Все со-временные системы ЧПУ имеют разветвленные системы контроля, при появлении отказов система автоматической диагностики выявляет, по ка-ким причинам произошел этот отказ. Массы и габаритные размеры уст-ройств ЧПУ пока еще велики, но они уменьшаются от поколения к поко-лению. Стоимость систем ЧПУ достаточно высокая, поэтому оборудованы ими чаще всего технологические роботы с контурным управлением.
Существенную специфику программирование имеет в тех случаях, когда оно осуществляется методом обучения. При этом аналитически программируются только подготовительные операции. Во время обуче-ния (когда оператор перемещает рабочий орган вручную) автоматически вводятся в память устройства управления значения координат через рав-ные интервалы времени (обычно через 0,1 с). Эти значения получаются из сигналов датчиков перемещений или углов поворота приводов мани-пулятора. Для окрасочных роботов время записи и воспроизведения про-граммы составляет обычно несколько десятков или сотен секунд. Если важна плавность движения (как при шовной сварке, резке и окраске), то при воспроизведении осуществляется интерполяция по точкам; в случае необходимости скорость движения по траектории может быть вручную с пульта увеличена или уменьшена в пределах ±20 %. Когда плавности движений не требуется и движение должно осуществляться с остановка-ми (как при точечной сварке), интерполяция не производится и система
работает как позиционная. В системах ЧПУ используются два типа приводов: разомкнутые
(обычно шаговые) и замкнутые (следящие). Шаговый электромеханиче-ский привод управляется последовательностью импульсов, которые вы-рабатывает специальный коммутатор. В следящих приводах сигнал зада-ваемого перемещения или угла поворота сравнивается с сигналом датчи-ка перемещения или угла поворота на выходном звене, по результату сравнения двигатель поворачивается так, чтобы эти два сигнала стали равными друг другу. Таким образом, перемещение выходного звена сле-дует за выходным электрическим сигналом. Точность следящего привода в значительной мере зависит от точности датчика. В системах ЧПУ ис-пользуются как специальные кодовые (цифровые) датчики, выдающие сигнал поворота в двоичном коде, и импульсные, выдающие число им-пульсов, пропорциональное углу поворота или перемещению, так и ана-логовые (потенциометры и вращающиеся трансформаторы). Погрешно-сти точных датчиков составляют 0,01 % от диапазона перемещений или углов поворота.
В течение ряда лет при проектировании устройств управления про-мышленных роботов наблюдались две противоположные тенденции. С одной стороны, создавались устройства управления для каждого робота, отличные от всех других. С другой стороны, выпускались унифициро-ванные устройства управления, предназначенные не для одного опреде-ленного робота, а для целой группы роботов определенного класса. Доля унифицированных устройств управления из года в год растет, в настоя-щее время она составляет более половины. Преимущества унифициро-ванных устройств управления в основном те же, что и модульных конст-рукций, поскольку устройство управления можно рассматривать как са-мостоятельный модуль промышленного робота.
КОНТРОЛЬНЫЕ ВОПРОСЫ 1. Что входит в перечень основных составных частей ПР? 2. Назовите сферы применения ПР. Где применение ПР даёт наи-
больший эффект? 3. Из каких элементов составляют структурные схемы манипулято-
ров? 4. Что понимается под номинальной грузоподъёмностью ПР? 5. Сколько степеней подвижности имеют современные ПР? 6. По каким основным признакам проводят классификацию ПР? 7. Какие основные технические параметры характеризуют про-
мышленных роботов? 8. Как используют РТК для механической обработки деталей? 9. Опишите методы программирования ПР?
10. Что представляют собой устройства циклового программного управления в современных ПР?
11. Чем отличается цикловое программное управление ПР от кон-турного и что у них общего?
ЛИТЕРАТУРА
1. Аксенов П. Н. Оборудование литейных цехов. – М.: Машиностроение, 1977. – 510 с. 2. Александров М. П. Подъёмно-транспортные машины. – М.: ВШ, 1979. – 558 с. 3. Машиностроительное производство: Учеб. пособие для среднетехн. учебн. заведе-
ний / Вороненко В. П., Схиртладзе А. Г., Боюханов Б. Ж.; под ред. Ю. М. Соломенцева. – М.: ВШ, 2000. – 304 с.
4. Геворкян В. Г. Основы сварочного дела. – М.: ВШ, 1985. – 168 с. 5. Ножницы для резки листового и сортового проката / И. С. Леонов, Г. П. Руга, Г. Л.
Крылов, В. Г. Песоцкий – М.: Машиностроение, 1972. – 376 с. 6. Додонов Б. П., Лифанов В. А. Грузоподъемные и транспортные устройства. – М.:
Машиностроение, 1984. – 136 с. 7. Иванченко Ф. К. Конструкция и расчёт подъёмно-транспортных машин. – Киев:
Выща шк., 1988. – 424 с. 8. Козырев Ю. Г. Промышленные роботы. – М.: Машиностроение, 1983. – 376 с. 9. Линц В. П., Максимов Л. Ю. Кузнечно-прессовое оборудование и его наладка. – М.:
ВШ, 1975. – 280 с. 10. Мастеров В. А., Берковский В. С. Теория пластической деформации и обработка ме-
таллов давлением. – М.: Металлургия, 1989. – 400 с. 11. Челпанов М. В. Устройство промышленных роботов: Учебник для техникумов. –
Л.: Машиностроение, 1990. – 223 с. 12. Шишмарев В. Ю. Машиностроительное производство. – М.: Издательский центр
«Академия», 2004. – 352 с.