Embed Size (px)
Citation preview

Contribuţii privind caracterizarea îmbinărilor sudate din aliaje de aluminiu AlMg5 – REZUMAT
1 Ing. Adrian ZAHARIA – Universitatea „Transilvania” din Braşov
Investeşte în oameni!
FONDUL SOCIAL EUROPEAN
Programul Operaţional Sectorial Dezvoltarea Resurselor Umane 2007 – 2013
Axa prioritară 1 „Educaţie şi formare profesională în sprijinul creşterii economice şi dezvoltării societăţii bazate pe cunoaştere”
Domeniul major de intervenţie 1.5. „Programe doctorale şi post-doctorale în sprijinul cercetării”
Titlul proiectului: „Burse doctorale pentru dezvoltare durabila” BD-DD
Numărul de identificare al contractului: POSDRU/107/1.5/S/76945
Beneficiar: Universitatea Transilvania din Braşov
Universitatea Transilvania din Braşov
Şcoala Doctorală Interdisciplinară
Departament: Ingineria Materialelor şi Sudură
Ing. Adrian I. ZAHARIA
Contribuţii privind caracterizarea îmbinărilor sudate din
aliaje de aluminiu AlMg5
Contribution regarding the characterization of welded
joints of aluminum alloys AlMg5
Conducător ştiinţific
Prof. univ. dr. ing. Teodor MACHEDON-PISU
BRASOV, 2014

Contribuţii privind caracterizarea îmbinărilor sudate din aliaje de aluminiu AlMg5 – REZUMAT
2 Ing. Adrian ZAHARIA – Universitatea „Transilvania” din Braşov
MINISTERUL EDUCAŢIEI NAŢIONALE
UNIVERSITATEA “TRANSILVANIA” DIN BRAŞOV
BRAŞOV, B-DUL EROILOR NR. 29, 500036, TEL. 0040-268-413000, FAX 0040-268-410525
RECTORAT
D-lui (D-nei)
..............................................................................................................
COMPONENŢA
Comisiei de doctorat
Numită prin ordinul Rectorului Universităţii „Transilvania” din Braşov
Nr. 6311 din 12.12.2013
PREŞEDINTE: Prof. univ. dr. ing. Mircea Horia ŢIEREAN
DIRECTOR – Dep. did. Ingineria Materialelor şi Sudură
Universitatea „Transilvania” din Braşov
CONDUCĂTOR ŞTIINŢIFIC: Prof. univ. dr. ing. Teodor MACHEDON-PISU
Universitatea „Transilvania” din Braşov
REFERENŢI: Prof. univ. dr. ing. Ioan VIDA-SIMITI
Universitatea Tehnică din Cluj Napoca
Prof. univ. dr. ing. Petrică VIZUREANU
Universitatea Tehnică „Gheorghe Asachi”din Iaşi
Prof. univ. dr. ing. Radu IOVĂNAŞ
Universitatea „Transilvania” din Braşov
Data, ora şi locul susţinerii publice a tezei de doctorat:15.02.2014, ora
9:00, sala I16.
Eventualele aprecieri sau observaţii asupra conţinutului lucrării vă rugăm
să le transmiteţi în timp util, pe adresa de e-mail: [email protected]
Totodată vă invităm să luaţi parte la şedinţa publică de susţinere a tezei de
doctorat.
Vă mulţumim.

Contribuţii privind caracterizarea îmbinărilor sudate din aliaje de aluminiu AlMg5 – REZUMAT
3 Ing. Adrian ZAHARIA – Universitatea „Transilvania” din Braşov
CUPRINS Pag
rezumat
Pag
teza
CAPITOLUL I - STADIUL ACTUAL AL SUDĂRII ALUMINIULUI ...............................
I.1 Scurt istoric al aluminului ....................................................................................................
I.2 Proprietăţile aluminiului ......................................................................................................
I.2.1 Proprietăţi fizice ............................................................................................................
I.2.2 Proprietăţi chimice .........................................................................................................
I.2.3 Proprietăţi mecanice ......................................................................................................
I.2.4 Proprietăţi tehnologice ....................................................................................................
I.3 Utilizări ...................................................................................................................................
I.4 Aliaje pe bază de aluminiu ...................................................................................................
I.4.1 Clasificarea generala a aliajelor de aluminiu .................................................................
I.4.1.1 Aliaje de aluminiu deformabile, nedurificabile prin tratament termic .......................
I.4.1.2 Aliaje de aluminiu durificabile prin tratament termic .................................................
I.4.1.3 Aliaje de aluminiu pentru turnatorie ............................................................................
I.4.1.4 Aliaje de aluminiu obținute prin metalurgia pulberilor ...............................................
I.4.1.5 Materiale compozite pe bază de aluminiu ...................................................................
I.5 Extragerea aluminiului prin electroliză aluminei ..............................................................
I.6 Rafinarea aluminiului ...........................................................................................................
I.6.1 Rafinarea clorurată..........................................................................................................
I.6.2 Rafinarea electrolitică .....................................................................................................
I.7 Comportarea la sudare a aliajelor de aluminiu .................................................................
I.7.1 Influenţa elementului de aliere ......................................................................................
I.8 Procedee de sudare posibil de aplicat ..................................................................................
I.8.1 Sudarea WIG ..................................................................................................................
I.8.2 Sudarea MIG cu arc pulsat .............................................................................................
I.8.3 Sudarea MIG-CMT .........................................................................................................
I.9 Concluzii .................................................................................................................................
CAPITOLUL II - OBIECTIVELE CERCETĂRII, APARATURĂ ŞI LOGISTICĂ .........
II.1 Obiectivele cercetării ...........................................................................................................
II.2 Aparatura şi logistica de cercetare .....................................................................................
CAPITOLUL III – CERCETĂRI PRIVIND CARACTERIZAREA
9
9
10
10
11
11
12
12
13
-
-
-
-
-
-
14
14
15
15
15
15
17
17
19
22
24
25
25
-
3
3
4
4
5
5
6
6
7
9
11
12
15
17
19
19
20
21
21
21
22
23
27
29
30
32
34
34
38

Contribuţii privind caracterizarea îmbinărilor sudate din aliaje de aluminiu AlMg5 – REZUMAT
4 Ing. Adrian ZAHARIA – Universitatea „Transilvania” din Braşov
PROCEDEELOR DE SUDARE A ALIAJULUI DE ALUMINIU AlMg5 ..........................
III.1 Caracterizarea aliajului de aluminiu AlMg5, compoziţie chimică, proprietăţi ....... 25
III.1.1 Obţinerea aliajului AlMg5 ..................................................................................... 25
III.1.2 Compoziţia chimică a aliajului AlMg5 .................. Error! Bookmark not defined.
III.1.3 Proprietăţile aliajului AlMg5……………………………………………………….
III.2 Probleme ce apar la sudarea aluminiului ........................................................................
III.2.1 Formarea peliculei de oxid ........................................................................................
III.2.2 Apariţia fisurilor .................................................... Error! Bookmark not defined.
III.2.3 Conductivitatea electrica ....................................... Error! Bookmark not defined.
III.2.4 Alimentarea cu material de adaos ..............................................................................
III.2.5 Dilatările şi contracţiile la sudare ..............................................................................
III.2.6 Defecte la sudare datorate gazului de protecție necorespunzător ..............................
III.2.7 Defecte de topire ........................................................................................................
III.3 Metodologia de lucru în vederea caracterizării procedeelor de sudare folosite
la obţinerea îmbinărilor sudate ale aliajului de aluminiu AlMg5 ...................................... 27
III.3.1 Analiza macroscopică ............................................................................................ 27
III.3.2 Analiza microscopică ............................................................................................. 28
III.3.3 Realizarea epruvetelor .......................................................................................... 29
III.4 Cercetări privind caracterizarea îmbinărilor sudate ale aliajului AlMg5 cu
procedeul WIG manual .......................................................................................................... 30
III.4.1 Stabilirea parametrilor regimului de lucru pentru sudarea WIG manual............... 31
III.4.2 Analiza macroscopică ............................................................................................ 34
III.4.3 Analiza microscopică a probelor sudate WIG manual .......................................... 34
III.4.4 Determinări ale microdurităţilor ............................................................................ 36
III.5 Cercetări privind caracterizarea îmbinărilor sudate ale aliajului AlMg5 cu
procedeul MIG cu arc pulsat ................................................................................................. 39
III.5.1 Stabilirea parametrilor regimului de lucru pentru sudarea MIG cu arc pulsat ...... 39
III.5.2 Analiza macroscopică ............................................................................................ 42
III.5.3 Analiza microscopică a probelor sudate MIG cu arc pulsat .................................. 43
III.5.4 Determinări ale microdurităţilor ................................................................................
III.6 Cercetări privind caracterizarea îmbinărilor sudate ale aliajului AlMg5 cu
procedeul CMT ...........................................................................................................................
25
25
25
-
27
-
-
-
-
-
-
-
-
-
27
27
28
29
30
31
34
34
36
39
39
42
43
44
47
42
43
44
45
46
47
48
49
50
55
56
56
57
58
59
64
66
71
73
76
82
83
90
93
94
95
101
Contribuţii privind caracterizarea îmbinărilor sudate din aliaje de aluminiu AlMg5 – REZUMAT
5 Ing. Adrian ZAHARIA – Universitatea „Transilvania” din Braşov
III.6.1 Analiza macroscopică ..................................................................................................
III.6.2 Analiza microscopică a probelor sudate CMT .............................................................
III.6.3 Determinări ale microdurităţilor ..................................................................................
III.7 Studiu asupra concentraţiilor de microparticule ce apar in timpul proceselor
de sudare a aliajelor de aluminiu AlMg5..................................................................................
CAPITOLUL IV - CONCLUZII FINALE
BIBLIOGRAFIE
ANEXE
CV Română
CV Engleză
48
48
49
52
54
102
110
118
125
135
136

Contribuţii privind caracterizarea îmbinărilor sudate din aliaje de aluminiu AlMg5 – REZUMAT
6 Ing. Adrian ZAHARIA – Universitatea „Transilvania” din Braşov
CONTENTS Pg
abstract
Pg
thesis
CHAPTER I - CURRENT STATUS OF ALUMINIUM WELDING ...................................
I.1 History of Alumina ................................................................................................................
I.2 The properties of aluminum .................................................................................................
I.2.1 Physical properties ..........................................................................................................
I.2.2 Chemical properties ........................................................................................................
I.2.3 Mechanical properties .....................................................................................................
I.2.4 Technological properties ................................................................................................
I.3 Applications ...........................................................................................................................
I.4 Aluminum alloys ....................................................................................................................
I.4.1 General Classification of aluminum alloys ...................................................................
I.4.1.1 Deformable aluminum alloys other than hard rubber thermal ...................................
I.4.1.2 Aluminum alloys hardened by heat treatment .............................................................
I.4.1.3 Aluminium alloys for foundry .....................................................................................
I.4.1.4 Aliaje de aluminiu obținute prin metalurgia pulberilor ...............................................
I.4.1.5 Composite materials based on aluminum ....................................................................
I.5 Extraction of aluminum by electrolysis of alumina ...........................................................
I.6 Refining of aluminum ...........................................................................................................
I.6.1 Refining chlorinated .......................................................................................................
I.6.2 Electrolytic refining ........................................................................................................
I.7 Behavior welding of aluminum alloys .................................................................................
I.7.1 Influence of alloying elements.......................................................................................
I.8 Welding processes can be applied ........................................................................................
I.8.1 TIG Welding ...................................................................................................................
I.8.2 Pulsed arc MIG welding .................................................................................................
I.8.3 MIG-CMT welding .........................................................................................................
I.9 Conclusions ............................................................................................................................
CHAPTER II - THE RESEARCH, EQUIPMENT AND LOGISTICS ................................
II.1 Research Objectives.............................................................................................................
II.2 Equipment and logistics research ......................................................................................
9
9
10
10
11
11
12
12
13
-
-
-
-
-
-
14
14
15
15
15
15
17
17
19
22
24
25
25
-
3
3
4
4
5
5
6
6
7
9
11
12
15
17
19
19
20
21
21
21
22
23
27
29
30
32
34
34
38

Contribuţii privind caracterizarea îmbinărilor sudate din aliaje de aluminiu AlMg5 – REZUMAT
7 Ing. Adrian ZAHARIA – Universitatea „Transilvania” din Braşov
CHAPTER III - RESEARCH ON CHARACTERIZATION welding processes for
aluminum alloy AlMg5 ...............................................................................................................
III.1 Characterization AlMg5 aluminum alloy, the chemical composition,
properties ................................................................................................................................. 25
III.1.1 Getting alloy AlMg5 .............................................................................................. 25
III.1.2 The chemical composition of the alloy AlMg5 .........................................................
III.1.3 Alloy properties AlMg5……………………………………………………….
III.2 Problems arise when welding aluminum .........................................................................
III.2.1 The formation of oxide film ......................................................................................
III.2.2 Cracks ........................................................................................................................
III.2.3 Conductivity ..............................................................................................................
III.2.4 Supply filler ...............................................................................................................
III.2.5 Expansions and contractions in welding ............... Error! Bookmark not defined.
III.2.6 Gas welding defects due to improper protection .......................................................
III.2.7 Melting Defects .........................................................................................................
III.3 The methodology work to characterize the welding processes used to form the
welded joints of the alloy AlMg5 ........................................................................................... 27
III.3.1 Macroscopic analysis ............................................................................................. 27
III.3.2 Microscopic analysis ............................................................................................. 28
III.3.3 Making specimens ................................................................................................ 29
III.4 Research on the characterization of the alloy welded joints AlMg5 with
manual TIG process................................................................................................................ 30
III.4.1 Establish working regime parameters for manual TIG .......................................... 31
III.4.2 Macroscopic analysis ............................................................................................. 34
III.4.3 Microscopic analysis ............................................................................................. 34
III.4.4 Determinations of microhardness .......................................................................... 36
III.5 Research on the characterization of the alloy welded joints AlMg5 with
pulsed arc MIG ....................................................................................................................... 39
III.5.1 Establish working regime parameters for pulsed MIG .......................................... 39
III.5.2 Macroscopic analysis ............................................................................................. 42
III.5.3 Microscopic analysis ............................................................................................. 43
III.5.4 Determinations of microhardness ..............................................................................
25
25
25
-
27
-
-
-
-
-
-
-
-
-
27
27
28
29
30
31
34
34
36
39
39
42
43
44
42
43
44
45
46
47
48
49
50
55
56
56
57
58
59
64
66
71
73
76
82
83
90
93
94
95
101

Contribuţii privind caracterizarea îmbinărilor sudate din aliaje de aluminiu AlMg5 – REZUMAT
8 Ing. Adrian ZAHARIA – Universitatea „Transilvania” din Braşov
III.6 Research on the characterization of the alloy welded joints AlMg5 with MIG-
CMT .............................................................................................................................................
III.6.1 Macroscopic analysis ...................................................................................................
III.6.2 Microscopic analysis ....................................................................................................
III.6.3 Determinations of microhardness ................................................................................
III.7 Study of the microparticle concentrations that occur during the process of
welding of an aluminum alloy AlMg5 .......................................................................................
CHAPTER IV - CONCLUSIONS
REFERENCES
ANEXES
CV Romanian
CV English
47
48
48
49
52
54
102
110
118
125
135
136

Contribuţii privind caracterizarea îmbinărilor sudate din aliaje de aluminiu AlMg5 – REZUMAT
9 Ing. Adrian ZAHARIA – Universitatea „Transilvania” din Braşov
CAPITOLUL I - STADIUL ACTUAL AL SUDĂRII ALUMINIULUI
I.1 Scurt istoric al aluminului
Aluminiul este bine cunoscut ca metal, având un domeniu de aplicabilitate larg, de la
uz casnic la nave maritime şi avioane.
Istoria aluminiului începe în anul 1825, o dată cu obţinerea unei mici cantităţi de
către fizicianul danez Oested. Doi ani mai târziu, chimistul german Wohler obţinea sub
formă de granule 30 grame de aluminiu. Începând cu 1886, producţia mondială a crescut
progresiv datorită proceselor electrolitice de obţinere a aluminiului, ajungându-se în
prezent la peste 40% din producţia totală de metale neferoase. [4]
Aluminiul este răspândit în natură în proporţie de aproximativ 7,5%, ocupând locul
al 3-lea după oxigen şi siliciu. Se găseşte atât în stare naturală cât şi în compuşi (silicaţi,
feldspaţi, spineli, oxizi hidrataţi, etc.). Există peste 250 minerale cu conţinut de aluminiu,
40% fiind alumino-silicaţi, dintre cele mai cunoscute amintim: corindon, boehmit,
diaspor, hidrargilit, cianat, andaluzit, caolinit. Cele mai răspândite minereuri cu conţinut
de aluminiu sunt: bauxita (60% aluminiu), alunitul, nefelinul, argila şi caolinul. În prezent,
bauxita reprezintă materia primă de bază pentru extragerea aluminiului. Zăcămintele de
bauxită se găsesc în Munţii Bihorului, iar pe plan mondial în: Grecia, Turcia, Ungaria,
Italia, Franţa, China, Guineea.[22]
Industrial, aluminiul se obţine aproape în întregime prin descompunerea electrolitică
a aluminei pure dizolvate într-o topitură de criolit cu adaus de fluorură de calciu. Prin
electroliză se obţine „aluminiul tehnic primar” numit şi „aluminiu tehnic pur” care
conţine de la 0,2% la 1% impurităţi metalice (Fe, Si, Ca, Ti, Na) şi nemetalice (alumină,
electrolit, carbură de aluminiu, gaze). [22] În ţara noastră sunt standardizate următoarele
mărci de aluminiu tehnic pur: Al 99,8, Al 99,7, Al 99,6, Al 99,5, Al 99,4, Al 99 şi AIE.
„Aluminiul de înaltă puritate” se obţine din aluminiul tehnic filtrat, spălat cu gaz sau
degresat, prin rafinarea electrolitică cu anod solubil în săruri topite cunoscute sub numele

Contribuţii privind caracterizarea îmbinărilor sudate din aliaje de aluminiu AlMg5 – REZUMAT
10 Ing. Adrian ZAHARIA – Universitatea „Transilvania” din Braşov
de rafinare în trei straturi. Acest aluminiu conţine de la 0,05% la 0,1% impurităţi, în ţara
noastră fiind stabilizate trei mărci Al 99,99, Al 99,95 şi Al 99,90.
„Aluminiul extra pur” se obţine prin topirea zonală, distilarea halogenurilor
inferioare sau electroliza compuşilor organici ai aluminiului de înaltă puritate, gradul de
puritate putând ajunge până la 99,999995%. [22]
I.2 Proprietăţile aluminiului
I.2.1 Proprietăţi fizice
a) Caracteristici atomice: până la temperatura de topire (6600 C), aluminiul pur nu
prezintă stări alotropice. Are o reţea cristalină cubică cu feţe centrate. Prezintă un
singur izotop stabil şi 4 izotopi radioactivi. Greutatea specifică la 200C este ρ=2,7
x 10-3 kg/m3. Aceasta este variabilă uşor, în funcţie de puritate şi temperatură. [4]
b) Caracteristici electrice şi magnetice: este bun conducător termic şi electric.
Comparativ cu cuprul, aluminiul are o eficacitate mai mare. Rezistivitatea şi
conductivitatea sunt influențate de gradul de puritate, de natura impurităţilor,
gradul de deformare şi de temperatura acestuia. Aluminiul este puţin
paramagnetic, având susceptibilitate magnetică pozitivă. Aceasta este influenţată
de puritate şi temperatură.[4]
c) Caracteristici termice şi termodinamice: temperatura de topire creşte o dată cu
puritatea aluminiului. La topire, volumul creşte în funcţie de puritate. Principalele
caracteristici termice sunt: [4]
- temperatura de topire: 6600 C
- temperatura de fierbere: 24800 C
- căldura latentă de topire: 387,6 KJ/Kg
- căldura latentă de vaporizare: 10790 KJ/Kg
Aluminiul are un coeficient de dilatare liniară ridicat comparativ cu alte metale.
Acest coeficient este foarte puţin influenţat de puritate, el variind proporţional cu
temperatura.

Contribuţii privind caracterizarea îmbinărilor sudate din aliaje de aluminiu AlMg5 – REZUMAT
11 Ing. Adrian ZAHARIA – Universitatea „Transilvania” din Braşov
d) Caracteristici optice şi acustice: aluminiul este reflectorizant pentru lumină şi
radiaţii termice. Aluminiul pur reflectă 90% din lumina. Puterea de reflecţie a
aluminiului este mare şi variază în funcţie de lungimea de undă a radiaţiei
incidente. În spectrul vizibil puterea de reflexie a aluminiului este depăşită de cea
a argintului.[22]
I.2.2 Proprietăţi chimice
Aluminiul are o activitate chimică ridicată. În aer liber, uscat, la temperatura
obişnuită, aluminiul se conservă foarte bine datorită reacţiei cu oxigenul din atmosferă. Se
acoperă cu un strat aderent şi compact de oxid de aluminiu, foarte rezistent şi protector
faţă de agenţii corozivi. La temperatura mediului ambiant, apa nu reacţionează cu
aluminiul. Apa sărată atacă superficial aluminiul, formând un strat complex de oxid.[22]
Reacţiile aluminiului cu diverse elemente:
- Azot: reacţia are loc la peste 6500 C, formându-se AlN care hidrolizează uşor
cu formarea de hidroxid de aluminiu şi amoniac.
- Oxigen: reacţie energetică cu formare de Al2O3, strat de oxid cu proprietăţi
izolatoare cu rezistenţă mare la temperaturi ridicate. Oxidarea devine mai
accelerată la temperaturi peste cea de topire.
- Hidrogen: nu are reacţie, în schimb hidrogenul se dizolvă în aluminiu lichid
şi în materialul solid.
- Carbon: reacţie în aer liber la 20000 C cu formare de Al4C3 care se
descompune în grafit la peste 20000 C.
- Halogeni: reacţie energică cu vaporizare fără topire.[22]
Aluminiul este rezistent la medii corozive cu valori ale pH-ului între 4 şi 6.
Elementele de aliere, în special fier şi siliciu, scad rezistenţa la coroziune.
În stare solidă metalele pot fi parţial solubile (Cu, Mg, Zn, Mn, Cr, Ni) sau practic
insolubile (Fe, Sn, Pb, Si, Sb).[22]
I.2.3 Proprietăţi mecanice
Aliajele de aluminiu au limite de curgere de la 70 la 700 N/m2. La temperaturi
scăzute, limita de curgere creşte şi, spre deosebire de oţeluri, aliajele de aluminiu nu devin

Contribuţii privind caracterizarea îmbinărilor sudate din aliaje de aluminiu AlMg5 – REZUMAT
12 Ing. Adrian ZAHARIA – Universitatea „Transilvania” din Braşov
fragile. Datorită acestei proprietăţi se justifică utilizarea aliajelor de aluminiu pentru
fabricarea cisternelor pentru transportul azotului lichid (-1960 C).[4]
I.2.4 Proprietăţi tehnologice
Aluminiul se prelucrează bine prin turnare şi deformare plastică. Prin turnare se
obţin piese complexe datorită unei bune fluidităţi, a contracţiei moderate şi a
temperaturilor de turnare joase. (680 - 7300 C). prin deformare plastică se obţin profile
simple şi complexe, ţevi, table sârme folii.
Principalele procedee tehnologice de prelucrare a aluminiului şi aliajelor sale sunt:
- laminarea
- extrudarea
- tragerea
Mai poate fi prelucrat prin procedee de deformare plastică fără o încălzire
importantă, precum: matriţare, ambutisare, ştanţare.
Aluminiul şi aliajele sale se prelucrează bine în intervalul de temperatură 350 - 4500
C. nivelul temperaturii de recristalizare variază cu puritatea aluminiului, acesta fiind un
element important în stabilirea condiţiilor de deformare plastica. Astfel, pentru puritate
99,99%, temperatura de recristalizare este de 150 - 2000 C, iar pentru 99,9999% este de -
500 C. temperatura de recoacere se situează între 370 - 4000 C.
Aluminiul se sudează practic prin toate procedeele cunoscute, inclusiv prin topire.
Dificultăţi apar la sudarea aluminiului de înaltă puritate prin procedeul cu rezistenţă
electrică în puncte. Se poate lipi la 2500 C cu zinc sau aliaj de zinc cu Al, Ag, Cu, în
proporţii mici. De asemenea se poate lipi la 5000 C cu aliaj Al-Zn, după decapare în
soluţie NaOH 5% la 650 C timp de 10-60 secunde. Aliajele de aluminiu se prelucrează
bine prin aşchiere, dar aluminiul de înaltă puritate prezintă dificultăţi la prelucrare,
datorită aderării aşchiei pe tăişul sculei aşchietoare.[22]
I.3 Utilizări
Folosirea aluminiului ca material pentru construcţii mecanice şi metalice este
limitată din cauza proprietăţilor de rezistenţă scăzute. Totuşi, o serie dintre proprietăţile

Contribuţii privind caracterizarea îmbinărilor sudate din aliaje de aluminiu AlMg5 – REZUMAT
13 Ing. Adrian ZAHARIA – Universitatea „Transilvania” din Braşov
aluminiului fac ca acest metal să fie deosebit de apreciat pentru o serie de aplicaţii. Astfel,
plasticitatea mare a aluminiului permite ca din el să se obţină prin deformare plastică
produse foarte subţiri ca foliile utilizate pentru ambalaje în industria alimentară;
conductibilitatea electrică mare, 65% din cea a cuprului determină ca aluminiul să fie mult
utilizat ca material pentru conductorii electrici; rezistenţă mare la coroziune permite
folosirea aluminiului în industria chimică şi alimentară. Aluminiul este utilizat pe scară
largă ca bază pentru o serie importantă de aliaje.[18]
I.4 Aliaje pe bază de aluminiu
Principalele elemente de aliere ale aluminiului sunt Cu, Mg şi Zn, la care se adăugă
Mn, Ni, Cr, Fe, alierea având ca principiu şi îmbunătăţirea caracteristicilor de rezistenţă
mecanice ale acestuia.
Cele mai răspândite şi utilizate aliaje sunt aliajele din sistemele Al-Cu, Al-Cu-Mg,
Al-Mg-Si, Al-Zn-Mg, Al-Zn-Mg-Cu, Al-Mg, Al-Mn, Al-Si.[18]
Figura I.1 Aluminiul şi principalele sale aliaje

Contribuţii privind caracterizarea îmbinărilor sudate din aliaje de aluminiu AlMg5 – REZUMAT
14 Ing. Adrian ZAHARIA – Universitatea „Transilvania” din Braşov
I.5 Extragerea aluminiului prin electroliză aluminei
Alumina pură, este supusă electrolizei în mediu topit în vederea obţinerii
aluminiului.
Alumina dizolvată în criolit topită este supusă acţiunii unui curent electric continuu,
la 940-9600C, fiind descompusă în aluminiu şi oxigen - reacţia generală este:
Al2O3=2Al+3/2O2
La catod se va depune aluminiul metalic, iar la anod se degajează O2 care
reacţionează cu anodul. Principalele teorii ale electrolizei aluminiului sunt:
A) electroliza fluorurii de sodiu cu următoarele reacţii secundare
La anod: 6F+Al2O3→2AlF3+3/2O2
Sau: 12F+3O+2Al2O3→3CO2+4AlF3
Sau: 4F+C→CF4
3CF4+2Al2O3→3CO2+4AlF3
La catod: 3Na+2AlF3→Al+AlF3*3NaF
Sau 6Na+Al2O3→2Al+3Na2O
3Na2O+2AlF3→2AlF3→Al2O3+6NaF
B) electroliza fluorurii de aluminiu cu depozit primar de aluminiu la catod şi reacţia
fluorului asupra aluminei la anod
C) electroliza criolitei disociată în ionii Na+ şi AlF63- şi a aluminei parţial disociată
în ioni Al3+ şi AlO33-
D) electroliza sodei care există în stare ionizată ca urmare a reacţiei:
Al2O3+6NaF→2AlF3+6Na++3O2-
E) electroliza aluminatului de sodiu format după reacţia:
2Al2O3+AlF3*3NaF→2AlF3+3/2Al2O4Na2 [39]
I.6 Rafinarea aluminiului
Aluminiul obținut prin electroliza aluminei nu depășește puritatea de
99,5…99,85%.Al; el conține o serie de impurități metalice şi nemetalice. Pentru
eliminarea acestor impurități se practică rafinarea clorurată şi cea electrolitică. [39]

Contribuţii privind caracterizarea îmbinărilor sudate din aliaje de aluminiu AlMg5 – REZUMAT
15 Ing. Adrian ZAHARIA – Universitatea „Transilvania” din Braşov
I.6.1 Rafinarea clorurată
Se urmărește îndepărtarea Mg,Na,K şi a incluziunilor nemetalice. Prin creuzetul cu
metal topit se barbotează un curent de clor care îndeplinește funcții multiple: separă
metalele respective sub formă de cloruri; degazeifică metalul dacă acesta e solubil;
antrenează suspensiile de alumină cu ajutorul clorurii de aluminiu, care rezultă în stare
gazoasă. Spre sfârșitul operației se introduce azot pentru a se raci baia şi se elimina urmele
de clor, care ar putea rămâne în topitură. [39]
I.6.2 Rafinarea electrolitică
Rafinarea se realizează în topitură de fluoruri şi este cunoscută sub denumirea de
rafinare intre straturi. Procesul se desfășoară la 850…9200C, temperatură necesară ca toate
cele trei straturi să fie în întregime topite. Pe bază celulei de electroliză se introduce
topitură de aluminiu care urmează să fie rafinată prin adaos de cupru (25…35%), acest
strat având o grosime de 60…70mm. Acest electrolit conține 60%BaCl2, 23%AlF3 şi
17%NaF. Cel de-al treilea strat este format din aluminiu rafinat în stare lichidă, care se
colectează la suprafața băii. Stratul metalic inferior formează anodul, catodul fiind
constituit de stratul superior al aluminiului rafinat. Curentul este adus prin bare metalice
incastrate în zidăria vetrei. Se lucrează cu curent continuu, de mare intensitate (până la
45000A), cu o tensiune de 6…7V şi densitate de curent de 0,5A/cm3 [39]
I.7 Comportarea la sudare a aliajelor de aluminiu
I.7.1 Influenţa elementului de aliere
a) Fierul este practic insolubil în aluminiu în stare solidă. La temperatura mediului
ambiant se dizolvă în proporţie de 0,005%, la 4000 C între 0,003 şi 0,005 %, iar la
6550 C proporţia este de 0,052%. Între aluminiu şi fier se formează un compus
chimic FeAl3 şi un eutectic cu 1,8% Fe, cu o temperatură de topire de 6550 C.
Atât eutecticul cât şi compusul FeAl3 duc la scăderea plasticităţii. Prin urmare,
fierul este un element nedorit în aluminiu si în aliajele sale datorită faptului că
înrăutăţeşte proprietăţile mecanice şi cele de turnare, formând aşa numitele faze

Contribuţii privind caracterizarea îmbinărilor sudate din aliaje de aluminiu AlMg5 – REZUMAT
16 Ing. Adrian ZAHARIA – Universitatea „Transilvania” din Braşov
fragile. Este recomandată solidificarea rapidă a băii de metal, fapt ce permite
distribuirea favorabilă a fierului în structura aluminiului.
b) Siliciul formează o soluţie solidă şi un eutectic. Solubilitatea siliciului variază cu
schimbarea temperaturii, astfel că la temperatura eutecticului este 1,65%, iar la
temperatura mediului ambiant este de 0,05%. La orice exces de siliciu apare în
structura aluminiului, la solidificare, siliciu secundar care provoacă fragilitatea la
rece a metalului. Siliciul îmbunătăţeşte caracteristicile fizice şi mecanice ale
aluminiului, proprietăţile de turnare şi cele anti-corozive, dar în acelaşi timp
determină apariţia tendinţei de fisurare la cald dacă este menţinut între 0 şi 3%.
Acest fenomen este diminuat de prezenţa fierului, când aceste se află într-un
procent mai mare decât siliciu. La siliciu peste 3%, tendinţa de fisurare dispare,
iar procentul de fier trebuie redus pentru a nu înrăutăţi proprietăţile mecanice.
c) Cuprul îmbunătăţeşte rezistenţa mecanică şi prelucrarea prin aşchiere daca se
afla într-un procent de până la 5,6%. Pe de altă parte, scade proprietăţile de
turnare şi de sudare şi micşorează proprietăţile anti-corozive.
d) Magneziul are o solubilitate ridicată în aluminiu. Măreşte rezistenţa la coroziune
şi rezistenţa mecanică, dar reduce proprietăţile de sudare (formarea fisurilor,
fluiditatea). De asemenea, micşorează plasticitatea şi creşte sensibilitatea faţă de
fier şi siliciu.
e) Zincul se dizolvă în aluminiu, fiind prezent în soluţia solida α. Mărește rezistenţa
mecanică mai ales alături de magneziu, cupru, mangan, crom, argint, zirconiu,
cobalt, dar scade rezistenţa la coroziune la temperaturi înalte şi la coroziune.
f) Manganul este parţial insolubil în aluminiu, formând un compus cu 25,3% Mn,
respectiv MnAl6. Acesta înrăutăţeşte proprietăţile de turnare şi mai ales
fluiditatea, dar creşte rezistenţa la coroziune, rezistenţa mecanică şi rezistenţa la
temperaturi înalte.
g) Nichelul este elementul favorabil pentru aluminiu atât pentru proprietăţile
mecanice la temperaturi joase şi înalte, cât şi pentru rezistenţa la coroziune.
Aliajele pe bază de nichel au conductibilitate termică şi electrică mare şi pot fi

Contribuţii privind caracterizarea îmbinărilor sudate din aliaje de aluminiu AlMg5 – REZUMAT
17 Ing. Adrian ZAHARIA – Universitatea „Transilvania” din Braşov
folosite în industria criogenică. Aceste elemente formează un eutectic ce conţine
6% Ni şi are o temperatură de topire de 6400 C. Solubilitatea nichelului este de
0,5% la temperatura eutecticului şi scade cu temperatura, ajungând la 0,006% Ni
la 5270 C. Poate fi menţinut în soluţie până la 15%, prin răcire rapidă.
h) Cobaltul se introduce pentru compensarea efectului negativ al fierului şi
acţionează asupra coeficientului de dilatare, îmbunătățind rezistenţa la coroziune
sub sarcină, putând fi folosit şi în mediu criogenic. Se formează un eutectic cu 1%
Co având o temperatură de topire de 657 0 C. Cobaltul este solubil în aluminiu
sub 0,02% la temperatura eutecticului, dar prin răcire rapidă se poate menţine
până la 6,5% Co în soluţie. [22]
I.8 Procedee de sudare posibil de aplicat
Cele mai cunoscute şi utilizate procedee de sudare prin topire sunt cele care
utilizează amestecuri de gaze de protecţie inerte, denumite MIG, respectiv WIG. Sudarea
MIG are ca si procedee derivate sudarea MIG cu arc pulsat si sudarea MIG-CMT (Cold
Metal Transfer). Alte procedee cu aplicaţii mai restrânse sunt sudarea cu plasmă, sudarea
cu laser, sudarea cu fascicol de electroni.
I.8.1 Sudarea WIG
Se poate realiza în curent alternativ (ca) şi în curent continuu (cc+) polaritate inversă
(mai puţin aplicată datorită uzurii intense a electrodului de wolfram), variante la care are
loc efectul de microsablare cu Ar+ a băii de metal topit care îndepărtează oxizii Al2O3 de
pe suprafaţa băii. (Atmosfera protectoare va conţine în mod obligatoriu Ar).
De asemenea aluminiul mai poate fi sudat prin procedeul WIG cu curent continuu
polaritate directă (cc-) la care nu mai are loc efectul de microsablare, deci atmosfera
protectoare nu trebuie neaparat să conţină Ar şi poate să fie numai de He. Datorită faptului
că în acest caz lipseşte efectul de microsablare, este obligatorie curăţirea perfectă a
suprafeţelor sârmelor şi pieselor de oxizii Al2O3 şi se impune lipsa oricăror impurificări cu
O2 în timpul sudării. Avantajul sudării WIG cu (cc-) în atmosfera de heliu este obţinerea
unor pătrunderi mai mari ale sudurilor.

Contribuţii privind caracterizarea îmbinărilor sudate din aliaje de aluminiu AlMg5 – REZUMAT
18 Ing. Adrian ZAHARIA – Universitatea „Transilvania” din Braşov
Pătrunderea poate fi mărită şi la sudarea WIG cu c.a. , prin introducerea în argon a
unei cantităţi de 10%He, sau chiar 75%He (pentru grosimi g > 6 mm).[50]
Rosturile îmbinărilor cap la cap sudate WIG în cazul aluminiului şi aliajelor sale se
aleg în funcţie de grosimea g [mm] a componentelor.
Astfel pentru :
g=1-5 mm - rost I (r=0,25-1 mm)
g=5-8 mm - rost V (r 2 mm; c=2-3 mm, =60-70o)
g=6-12 mm - rost X simetric (r 2mm; c=2-3 mm; =60-70o)
g>12 mm - rost U (r 2 mm; c=2-3 mm)
Notaţiile elementelor rosturilor corespund standardelor româneşti şi anume:
r - deschiderea rostului;
c - înălţimea rădăcinii rostului;
- unghiul rostului.
Figura I.2 Schema de principiu a sudării WIG
Avantaje:
- calitate înaltă pentru îmbinarea sudată;
- pe sudură nu rămâne zgura;

Contribuţii privind caracterizarea îmbinărilor sudate din aliaje de aluminiu AlMg5 – REZUMAT
19 Ing. Adrian ZAHARIA – Universitatea „Transilvania” din Braşov
- se poate suda in orice poziţie de sudare;
- se pot realiza rânduri de rădăcină fără defecte;
- se poate suda majoritatea materialelor sau aliajelor metalice.
Dezavantaje:
- productivitate redusa;
- necesită sudori pregătiţi si conştiincioşi;
- echipament scump.
I.8.2 Sudarea MIG cu arc pulsat
Principiul sudării în curent pulsat se bazează pe faptul că fenomenele de transfer şi
de formare a băii topite nu corespund în cazul raportării la aceeaşi unitate temporala.
Primul fenomen depinde de valoarea instant a curentului, în timp ce al doilea este
determinat de valoarea medie a curentului, practic de inerţia termică. [20]
Pe durata unui timp Tp, denumit şi timp la cald, forţele electromagnetice, care cresc
sub influenţa curentului Ip, provoacă formarea şi detaşarea unei picături de metal, cu o
viteză mare, ca în cazul transferului prin pulverizare. Pe durata timpului Tb, denumit si
timp rece, curentul Ib este prea slab pentru a avea loc un transfer, dar valoarea sa este
suficientă pentru menţinerea arcului. Valoarea medie rezultată a curentului se situează în
domeniul de reglare care determină transferul scurtcircuit cu curent constant. [20]
Situarea transferului de metal în domeniul valorilor scăzute ale curentului permite
obţinerea unui arc în permanenţă stabil, absenţa totală a stropilor, realizarea unei băi
came, cu volum redus şi depuneri de calitate. Toate acestea constituie avantajele esenţiale
ale sudării MIG în curent pulsat.

Contribuţii privind caracterizarea îmbinărilor sudate din aliaje de aluminiu AlMg5 – REZUMAT
20 Ing. Adrian ZAHARIA – Universitatea „Transilvania” din Braşov
Figura I.3 Parametrii regimului de sudare [20]
Dezvoltând câteva consideraţii asupra parametrilor care definesc curentul pulsat, se
pot stabili câteva criterii de bază ale reglajelor la sudarea MIG în curent pulsat:
- curentul de puls (Ip) trebuie să aibă o valoare superioară valorii critice Ic care
defineşte domeniul de pulverizare axială. Forţele electromagnetice trebuie să aibă un rol
preponderent pentru a putea stăpâni transferul pe durata pulsurilor. În plus, o valore
ridicată a curentului de puls favorizează o rigiditate a arcului.
- durata curentului de puls (Tp), depinde de valoarea aleasă pentru curentul de puls.
Acest cuplu de valori permite definirea condiţiilor de transfer.
- curentul de bază (Ib) trebuie să fie suficient de mare pentru a se evita stingerea
arcului pe durata timpului rece. Este de preferat, însă, a se păstra o valoare destul de joasă,
pentru a se putea atinge valori scăzute ale curentului mediu de sudare.
- durata curentului de bază (Tb) se alege astfel încât să se obţină curentul mediu, a
cărui valoare să determine viteza corectă de topire a sârmei şi lungimea optimă a arcului.
Figura I.4 Domeniul optim de transfer [20]

Contribuţii privind caracterizarea îmbinărilor sudate din aliaje de aluminiu AlMg5 – REZUMAT
21 Ing. Adrian ZAHARIA – Universitatea „Transilvania” din Braşov
În conformitate cu criteriile de bază de reglare prezentate, singurul parametru dificil
de regla rămâne durata optimă a curentului de puls (Tp). Pentru a exista certitudinea că
setul de parametri de puls stabilit constituie alegerea optimă, este important sa ştim
mărimile dependente de aceşti parametri şi relaţia de dependenţă, precum şi mărimile
independente faţă de forma pulsurilor.
Figura I.5 Schema de principiu a sudării MIG [43]
Avantaje:
- productivitate ridicatǎ datǎ de: vitezǎ de sudare ridicatǎ, eliminarea timpului
necesar eliminǎrii zgurii; se pot suda grosimi de 1 mm fǎrǎ a fi necesarǎ întreruperea
arcului;
- reducerea cheltuielilor prin: eliminarea pierderilor date de capetele de electrozi,
stropi şi zgurǎ; sârma de sudare este mai ieftinǎ decât electrozii înveliţi
- calitate îmbunǎtǎţitǎ prin: reducerea stropilor, aspect regulat al cordonului de
sudurǎ, tensiuni şi deformaţii reduse
- îmbunǎtǎţirea condiţiilor de muncǎ datoritǎ scǎderii emisilor de fum
- control îmbunǎtǎţit al bǎii metalice care nu este acoperitǎ de zgurǎ
- cu un singur daimetru de sârmǎ se poate suda o gama mare de grosimi (cu sârma de
0,8 mm se pot suda table de la 1 la 5 mm).
Dezavantaje:
- flexibilitate redusă, pistoletul de sudare standard are lungimi de până la 5 m;
- pot apărea defecte de legătură la începutul sudării;

Contribuţii privind caracterizarea îmbinărilor sudate din aliaje de aluminiu AlMg5 – REZUMAT
22 Ing. Adrian ZAHARIA – Universitatea „Transilvania” din Braşov
- se sudează greu în condiţii de şantier deoarece procedeul este sensibil la curenţii de
aer care strică protecţia gazoasă.[1, 20]
I.8.3 Sudarea MIG-CMT
Pentru reducerea şi uneori evitarea efectelor negative ce apar la transferul clasic prin
scurtcircuit, s-au dezvoltat variante ale sudării MAG, unul dintre acestea fiind sudarea
CMT („transfer de metal rece”)
Procedeul modern de sudare CMT (Cold Metal Transfer) a fost dezvoltat pentru a
satisface cerințele tot mai stricte privind stabilitatea procesului, reproductibilitatea si
rentabilitatea din industria automobilelor. Principalele scopuri pentru care a fost dezvoltat
au fost reducerea deformatiilor, un arc electric cat mai rece, posibilitatea de a acoperi
rosturi mari si sudarea aluminiului cu otelul. Materiale de baza cu proprietati diferite, cum
sunt otelul si aluminiul, pot fi acum sudate impreuna. [37, 38]
Figura I.7 Echipament de sudare CMT robotizată [42]
Figura I.8 Echipament de sudare CMT manuală [42]
1 Sursă de putere
2 Unitate de control
3 Unitate de răcire
4 Interfaţa robotului
5 Alimentator sârmă
6 Cap de sudare
7 Zonă tampon sârmă
8 Sursă de sârmă
9 Pistolet de sudare

Contribuţii privind caracterizarea îmbinărilor sudate din aliaje de aluminiu AlMg5 – REZUMAT
23 Ing. Adrian ZAHARIA – Universitatea „Transilvania” din Braşov
CMT este un proces controlat digital care permite transferul de material la un flux de
curent foarte scăzut. Materialul de baza se topește împreuna cu materialul de adaos, iar
topitura aceasta realizează o brazare. Sârma de adaos, după ce face contact cu materialul
de baza şi este încălzită, este retrasa pentru desprinderea picăturii. Retragerea precisă a
sârmei facilitează desprinderea controlata a picăturii pentru a asigura un transfer de
material fără stropi. Mișcarea sârmei are loc la o frecventa foarte ridicata si necesita un
raspuns rapid direct de la pistolet. Pentru ca sistemul de avans sarma sa poată face fata
acestor miscari rapide, pachetul de furtune al pistoletului a fost echipat cu un buffer care
compenseaza miscarea inainte si inapoi a sarmei. [38, 41]
Principiul procedeului este explicat figura I.9.
Figura I.9 Principiul de sudare CMT – Cold Metal Transfer [38]
Cele patru caracteristici esențiale ale procedeului CMT sunt:
- mișcarea sârmei controlata digital
- energia liniara scăzuta
- transfer de material fără stropi
- arc electric stabil, independent de viteza de sudare si de lungimea libera a sârmei.
Figura I.10 Reglarea lungimii arcului [41]

Contribuţii privind caracterizarea îmbinărilor sudate din aliaje de aluminiu AlMg5 – REZUMAT
24 Ing. Adrian ZAHARIA – Universitatea „Transilvania” din Braşov
t1 – gaz amorsare baie metalică
t2 – curent de start
t3 – descreştere curent de sudare
t4 – curent de sudare
t5 – descreştere curent de sudare
t6 – curent final de proces
t7 – gaz protecţie baie metalică
Domeniile de aplicare ale procedeului de sudare CMT sunt: îmbinarea prin sudare
cu arc electric a otelului cu aluminiul, sudarea tablelor foarte subțiri (otel, aluminiu, CrNi)
şi lipirea MIG fără stropi. [38]
Toate materialele de baza ce se pot suda MIG/MAG convențional pot fi sudate si cu
procedeul CMT. De asemenea, orice geometrie a rostului sau poziție a pistoletului de la
sudarea MIG/MAG convenționala este posibila. [38]
I.9 Concluzii
Alierea aluminiului cu diverse elemente duce în general la îmbunătăţirea rezistenţei
mecanice, a prelucrării prin aşchiere, precum şi la creşterea rezistenţei la coroziune în
diverse medii dure (apă salină, solvenţi, carburanţi), lărgind astfel domeniile de aplicare
ale utilizării aluminului. Unul din elementele nedorite de aliere este fierul, alierea cu
acesta ducând la scăderea plasticităţii.
În ceea ce priveşte sudabilitatea aluminiului şi a aliajelor sale, se pot face unele
recomandări, şi anume:
- evitarea alegerii unor amestecuri de gaze de protecţie care conţin oxigen
- rolele de antrenare a sârmei să aibă canale în formă de „U”, cu teşituri laterale
pentru evitarea formării muchiilor tăietoare.
- alegerea corectă a materialului de adaos, care trebuie să aibă o plasticitate mai
mare în intervalul de temperaturi critic
- reducerea secţiunii transversale a rostului şi evitarea formării unor compuşi fuzibili
în cusătură.

Contribuţii privind caracterizarea îmbinărilor sudate din aliaje de aluminiu AlMg5 – REZUMAT
25 Ing. Adrian ZAHARIA – Universitatea „Transilvania” din Braşov
CAPITOLUL II - OBIECTIVELE CERCETĂRII, APARATURĂ ŞI
LOGISTICĂ
II.1 Obiectivele cercetării
Cercetările realizate în cadrul prezentei lucrări au avut ca scop obţinerea unor date
concrete în ceea ce priveşte sudarea aliajului de aluminiu AlMg5 cu diferite tipuri de
sudare, păstrând în general aceleaşi condiţii de lucru şi aceiaşi parametrii ai regimului de
sudare.
O1 – analizarea materialelor folosite în industria constructoare de cisterne de
aluminiu pentru transportul combustibililor;
O2 – analizarea procedeelor de sudare aplicate aliajului de aluminiu AlMg5;
O3 – caracterizarea procedeelor de sudare aplicate pentru aliajul de aluminiu
AlMg5, stabilind parametrii ce se vor folosi în vederea efectuării experimentelor;
O4 – caracterizarea problemelor ce apar la sudarea aliajului de aluminiu AlMg5
O5 – realizarea epruvetelor şi sudarea acestora prin procedeele WIG manual, MIG
cu arc pulsat şi MIG – CMT
O6 – caracterizarea rezultatelor obţinute la sudarea WIG manual
O7 – caracterizarea rezultatelor obţinute la sudarea MIG cu arc pulsat
O8 – caracterizarea rezultatelor obţinute la sudarea MIG – CMT
O9 – caracterizarea microstructurilor îmbinărilor sudate
CAPITOLUL III – CERCETĂRI PRIVIND CARACTERIZAREA
PROCEDEELOR DE SUDARE A ALIAJULUI DE ALUMINIU AlMg5
III.1 Caracterizarea aliajului de aluminiu AlMg5, compoziţie chimică,
proprietăţi
III.1.1 Obţinerea aliajului AlMg5
Aliajele Al-Mg tehnice conţin până la între 0,5 şi 15% Mg şi au structura conform
diagramei de echilibru Al-Mg (figura III.6). Se caracterizează prin rezistenţă mecanică

Contribuţii privind caracterizarea îmbinărilor sudate din aliaje de aluminiu AlMg5 – REZUMAT
26 Ing. Adrian ZAHARIA – Universitatea „Transilvania” din Braşov
apreciabilă, rezistenţă bună la coroziune, densitate mai mică faţă de celelalte aliaje,
prelucrabilitate bună prin aşchiere şi pot fi lustruite excelent [22]
Rezistenţa la coroziune este influențată de prezenţa impurităţilor de cupru, care
provoacă o coroziune generalizată, mai puţin periculoasă decât cea localizată. De
asemenea, rezistenţa la coroziune se îmbunătăţeşte în prezenţa adaosurilor de crom,
mangan, zirconiu, molibden, beriliu, siliciu, stibiu, zinc, cadmiu şi titan. [22]
Referitor la rezistenţa la oxidare, aceasta se poate îmbunătăţi prin adăugare de
beriliu care favorizează eliminarea incluziunilor nemetalice solide în timpul turnării,
protejează bine aliajul împotriva oxidării la temperaturi înalte şi asigură proprietăţi anti-
scântei. O importanţă deosebită a acestor aliaje o reprezintă rezistenţa mare la coroziune,
în special la acțiunea apei de mare şi a soluţiilor slab alcaline, rezistență care se obţine
prin utilizarea unui procent de aluminiu de peste 94,5%.
În general, rezistenţa aliajelor Al-Mg creşte prin mărirea conţinutului de magneziu,
dar scad capacitatea de deformare plastică şi sudabilitatea. Din acest motiv, procentul de
magneziu trebuie foarte bine controlat. [9]
Figura III.6 Diagrama de echilibru Al-Mg [36]
Pentru realizarea experimentelor din prezenta lucrare, s-a folosit un aliaj de aluminiu
cu următoarea compoziție chimica:

Contribuţii privind caracterizarea îmbinărilor sudate din aliaje de aluminiu AlMg5 – REZUMAT
27 Ing. Adrian ZAHARIA – Universitatea „Transilvania” din Braşov
Si Fe Cu Mn Mg Cr Zn Ti Altele Al0,4 0,4 0,1
93,25
0,150,150,250,14,70,5 0
20
40
60
80
100
Figura III.7 Diagrama compoziţiei chimice a aliajului de aluminiu AlMg5
Conform acestei diagrame chimice, aliajul se situează in clasa 5083, fiind un aliaj pe
baza de magneziu, respectiv AlMg5.
III.1.3 Proprietăţile aliajului AlMg5
În tabelul III.2 sunt redate proprietăţile mecanice ale aliajului AlMg5
Tabelul III.2: Proprietăți mecanice ale aliajului AlMg5
Rm [N/mm2] Rp 0,2 [N/mm2] A [%] T [°C] topire
145-317 55-228 6-24 560 - 635
III.3 Metodologia de lucru în vederea caracterizării procedeelor de sudare
folosite la obţinerea îmbinărilor sudate ale aliajului de aluminiu AlMg5
III.3.1 Analiza macroscopică
Analiza macroscopică constă din examinarea cu ochiul liber, cu lupa sau
stereomicroscopul (mărire maximă 50x), a aspectului exterior al pieselor sau al unei
suprafeţe special pregătite. Examinarea macroscopică trebuie să constituie prima etapă a
unei analize metalografice. Ea cere un minim de pregătire şi dă informaţii privind natura
materialului, particularităţile structurii deturnare, caracterul şi calitatea prelucrării
ulterioare ce conferă forma şi proprietăţile finale (deformare plastică, aşchiere, sudare,

Contribuţii privind caracterizarea îmbinărilor sudate din aliaje de aluminiu AlMg5 – REZUMAT
28 Ing. Adrian ZAHARIA – Universitatea „Transilvania” din Braşov
tratamente termice sau termochimice, etc.), caracterul ruperii şi cauzele acesteia. Totodată
analiza macroscopică permite alegerea zonelor din piesa studiată, care trebuie ulterior
supusă unei analize microscopice mai amănunţite.
III.3.2 Analiza microscopică
Analiza microscopică (micros = mic) este o metoda de cercetare a structurii
metalelor şi aliajelor cu ajutorul microscopului optic sau electronic la măriri de peste 50
de ori, pe probe pregătite special.
Analiza microscopică dă indicaţii asupra:
- compoziţiei chimice şi structurale, adică asupra aspectului general al
microstructurii, determinând forma, mărimea şi repartizarea constituenţilor
metalografici
- caracteristicilor fizico-mecanice
- tratamentelor termice, termochimice si mecanice efectuate anterior asupra
materialelor metalice examinate
- diferitelor defecte provenite din elaborarea, prelucrarea prin deformare plastica sau
tratamentelor termice şi termochimice.
Studierea structurii metalelor si aliajelor la microscopul metalografic reprezintă,
împreuna cu analiza chimica si determinarea proprietăţilor fizico-mecanice, o metoda de
cercetare de baza a materialelor metalice. Ea permite punerea in evidenta a structurii
microscopice a materialelor metalice respective, a constituenţilor metalografici (natura,
forma, dimensiunile, distribuţia, etc.) si modul de asociere a grăunţilor cristalini ai fazelor
constitutive.
Pentru examinarea la microscop a unei probe metalografice este necesar ca aceasta
sa fie şlefuita, lustruita si atacata cu reactivi chimici in scopul evidenţierii constituenţilor
săi structurali.
Studierea structurii metalografice este importanta deoarece ea da indicaţii asupra
modului de elaborare, asupra tratamentelor termice, mecanice si termochimice, punându-
se in evidenta si defecte invizibile cu ochiul liber ( microporozităţi, incluziuni nemetalice,
etc.).

Contribuţii privind caracterizarea îmbinărilor sudate din aliaje de aluminiu AlMg5 – REZUMAT
29 Ing. Adrian ZAHARIA – Universitatea „Transilvania” din Braşov
III.3.3 Realizarea epruvetelor
S-a realizat un număr de 12 epruvete (câte 4 pentru fiecare procedeu de sudare),
având forma şi dimensiunile după cum se poate observa in figura III.8: lungime: 150 mm,
lăţime: 30 mm, înălțime 12 mm, unghi de deschidere: 600, distanta de la baza până la rost:
2 mm.
Figura III.8 Dimensiunile rostului de sudare
În cadrul experimentelor s-a folosit sârma de AlMg5, având un diametru 1,2 mm,
din clasa 5183. Compoziţia chimică este prezentată în diagrama din figura III.9:
Si Cu Mn Mg Cr Ti Altele Al
0 00,7
4,85
0,18 000
0
1
2
3
4
5
Figura III.9 Diagrama compoziţiei chimice a sârmei de sudare AlMg5
Din diagramele de echilibru ale aluminiului cu elementele din compoziţia chimică a
aliajului şi a materialului de adaos utilizate, rezultă valorile privind solubilitatea maximă
din tabelul III.2:
2 mm
12 mm
600
30 mm

Contribuţii privind caracterizarea îmbinărilor sudate din aliaje de aluminiu AlMg5 – REZUMAT
30 Ing. Adrian ZAHARIA – Universitatea „Transilvania” din Braşov
Tabelul III.3: Solubilitatea maximă:
Elementul de aliere Temperatura
[0C]
Solubilitate maximă
[%] Constituent
Cu 200 0,1 Al2Cu
Cr 300 0 AlCr
Fe 300 0 AlFe3
Mg 100 1 Al3Mg2
Mn 600 1 Al6Mn
Ti 700 0 Al3Ti
Zn 100 4 intră în soluţie
III.4 Cercetări privind caracterizarea îmbinărilor sudate ale aliajului AlMg5 cu
procedeul WIG manual
Operațiile pregătitoare au fost următoarele:
- sudarea a 4 epruvete prin procedeul WIG manual, în condiţiile parametrilor din
tabelul III.3
- debitarea epruvetelor sudate la dimensiunile din figura III.8
- rectificarea secțiunii transversale
- șlefuirea secțiunii transversale a epruvetelor cu hârtie abrazivă având următoarele
granulații: 300, 400, 600, 800, 1000, 1500 şi 2000
- realizarea unui luciu metalic prin lustruire pe pâsla cu ajutorul suspensiei de
alumina (Al2O3)
- atacarea probelor timp de 15 secunde cu o soluţie de atac pe bază de acid
fluorhidric in vederea cercetării microscopice. Soluţia de atac a avut următoarea
compoziţie: 0,5 ml Acid Fluorhidric, 1,5 ml HCl, 2,5 ml HNO3, 95,5ml apă.
Contribuţii privind caracterizarea îmbinărilor sudate din aliaje de aluminiu AlMg5 – REZUMAT
31 Ing. Adrian ZAHARIA – Universitatea „Transilvania” din Braşov
III.4.1 Stabilirea parametrilor regimului de lucru pentru sudarea WIG manual
Principalii parametri de sudare WIG care trebuie stabiliţi sunt următorii:
a. Natura şi polaritatea curentului de sudare
La sudarea WIG în curent continuu cu polaritate inversă (DC+) ionii grei de argon
bombardează componentele de sudat şi electronii uşori şi rapizi bombardează electrodul
nefuzibil. Microsablarea metalelor de bază acoperite cu oxizi greu fuzibili înlătură
operaţia de curăţare a componentelor înainte de sudare. Bombardamentul cu electroni
uşori provoacă încălzirea suplimentară a electrodului nefuzibil şi deci uzura să prematură.
Acest fenomen este evitat prin micşorarea curentului de sudare sau mărind diametrul
electrodului.[23]
În cazul sudării WIG în curent continuu cu polaritate directă (DC-) nu se produce
nici microsablarea şi nici încălzirea suplimentară a electrodului nefuzibil. Se poate suda
cu un curent de sudare mai mare sau cu un diametru de electrod mai mic. La sudarea WIG
în curent alternativ arcul electric este mai puţin stabil. Datorită acestui fapt se ridică
tensiunea de sudare la (100...450) V şi se introduc curenţi de înaltă frecvenţă pentru a
ioniza suplimentar spaţiul arcului electric. Se folosesc curenţi de sudare cu 25 % mai mari
decât în cazul sudării (DC+). [23]
b. Diametrul electrodului de wolfram (de)
Se determină în funcţie de grosimea componentelor de sudat:
de - 0,024 x S2 + 0,769 x S + 0,242 (mm)
Unde S este grosimea componentelor de sudat, în mm.
Relaţia este valabilă pentru 1 S 15 mm. Se va alege cea mai apropiată valoare
standardizată a diametrului electrozilor de valoarea calculată (de1,0; 1,2; 1,6; 2,4; 3,2;
4,8; 6,3; 9,5; 12,7 mm).
Pregătirea electrodului nefuzibil pentru sudarea WIG diferă după natura şi
polaritatea curentului de sudare. Bilanţul termic al căldurii produse în arcul electric este
următorul:
- AC - căldura se împarte egal între componentele de sudat şi electrodul nefuzibil;

Contribuţii privind caracterizarea îmbinărilor sudate din aliaje de aluminiu AlMg5 – REZUMAT
32 Ing. Adrian ZAHARIA – Universitatea „Transilvania” din Braşov
- DC+ - 1/3 din căldură merge la componentele de sudat şi 2/3 la electrodul
nefuzibil;
- DC- - 2/3 din căldură merge la componentele de sudat şi 1/3 la electrodul nefuzibil.
c. Intensitatea curentului de sudare (IS)
Se stabileşte în funcţie de de şi de natura și polaritatea curentului de sudare, astfel:
(DC+): IS = 14 x de -5 (A)
(DC-): IS = 92 x de -42 (A)
(AC): IS = 67 x de -37 (A)
d. Diametrul sârmei electrod (dS)
Se stabileşte funcţie de de.
Corelaţia între diametrul electrodului de wolfram de şi diametrul sârmei dS
de, mm 1,0 1,6 2,4 3,2 4,8 6,3
dS, mm 1,5...2,0 2,0...2,5 2,0...3,0 2,0...3,0 3,0...5,0 5,0...6,0
e. Tensiunea arcului (Ua)
Se stabileşte funcţie de intensitatea curentului de sudare cu relaţia:
Ua = 10+0,04 x Is (V)
f. Debitul de gaz protector (DG)
Se stabileşte tot în funcţie de diametrul electrodului de wolfram.
Corelaţia între diametrul electrodului de wolfram şi debitul de gaz protector (Ar)
de, mm 1,0 1,6 2,4 3,2 4,8 6,3
DG,
l/min 4,0...6,0 4,0...6,0 5,0...7,0 6,0...9,0 7,0...10,0 10,0...12
În cazul folosirii heliului drept gaz protector, valorile din tabel se majorează cu
100%.

Contribuţii privind caracterizarea îmbinărilor sudate din aliaje de aluminiu AlMg5 – REZUMAT
33 Ing. Adrian ZAHARIA – Universitatea „Transilvania” din Braşov
g. Viteza de sudare (vS)
Se determină în cazul când se utilizează material de adaos cu relaţia:
100
6
D
t
AVs
F
(cm/min)
În care AD este rata depunerii calculată cu relaţia:
AD = 0,192 x 10-2 x IS + 0,148 (kg/oră)
Ft - Secţiunea unei treceri, în cm2;
- Densitatea metalului depus, în g/cm2.[23]
Tabelul III.4. Parametrii regimului de sudare pentru probele sudate WIG manual
Proba
Intensitatea
curentului
[A]
Tensiune
[V]
Diametru
sârmă
[mm]
Gaz de
protecţie
Viteza de
avans a
sârmei
[m/min]
Debitul de
gaz
[l/min]
A1 90 18 1,2 Argon Manual 15
A2 100 18 1,2 Argon Manual 15
A3 110 18 1,2 Argon Manual 15
A4 120 18 1,2 Argon Manual 15
Figura III.10 Pregătirea epruvetelor în vederea efectuării experimentelor

Contribuţii privind caracterizarea îmbinărilor sudate din aliaje de aluminiu AlMg5 – REZUMAT
34 Ing. Adrian ZAHARIA – Universitatea „Transilvania” din Braşov
Figura III.11 Epruvetă parţial curăţată
Figura III.12 Se observă diferenţa de aspect la proba B care este curăţată
III.4.2 Analiza macroscopică
Figura III.13 Pregătirea probelor în vederea analizei macroscopice.
Figura III.14 Epruvetă sudată WIG manual
Se observa:
- pori
- coerenţă destul de slabă intre
MB şi MA
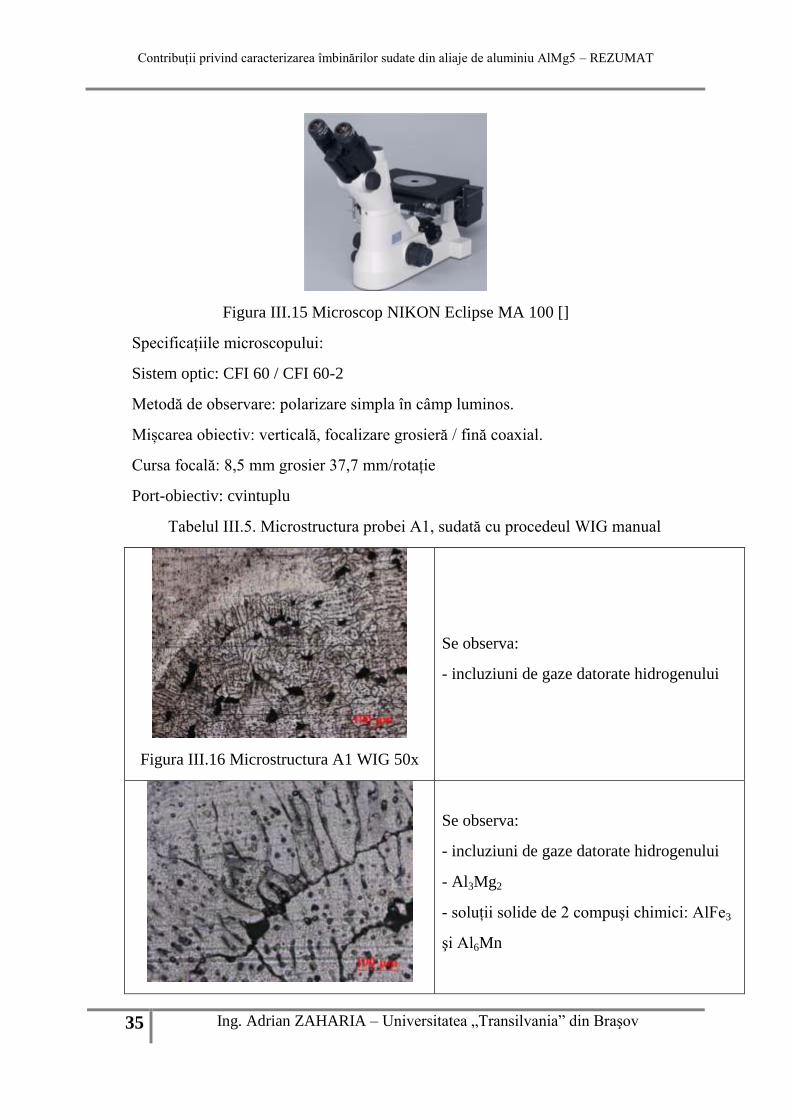
III.4.3 Analiza microscopică a probelor sudate WIG manual
La analiza microscopică a cordoanelor de sudură s-a folosit microscopul Nikon
Eclipse MA100, prezentat în figura III.15 şi descris în capitolul II.
Contribuţii privind caracterizarea îmbinărilor sudate din aliaje de aluminiu AlMg5 – REZUMAT
35 Ing. Adrian ZAHARIA – Universitatea „Transilvania” din Braşov
Figura III.15 Microscop NIKON Eclipse MA 100 []
Specificaţiile microscopului:
Sistem optic: CFI 60 / CFI 60-2
Metodă de observare: polarizare simpla în câmp luminos.
Mișcarea obiectiv: verticală, focalizare grosieră / fină coaxial.
Cursa focală: 8,5 mm grosier 37,7 mm/rotaţie
Port-obiectiv: cvintuplu
Tabelul III.5. Microstructura probei A1, sudată cu procedeul WIG manual
Figura III.16 Microstructura A1 WIG 50x
Se observa:
- incluziuni de gaze datorate hidrogenului
Se observa:
- incluziuni de gaze datorate hidrogenului
- Al3Mg2
- soluţii solide de 2 compuşi chimici: AlFe3
şi Al6Mn
Contribuţii privind caracterizarea îmbinărilor sudate din aliaje de aluminiu AlMg5 – REZUMAT
36 Ing. Adrian ZAHARIA – Universitatea „Transilvania” din Braşov
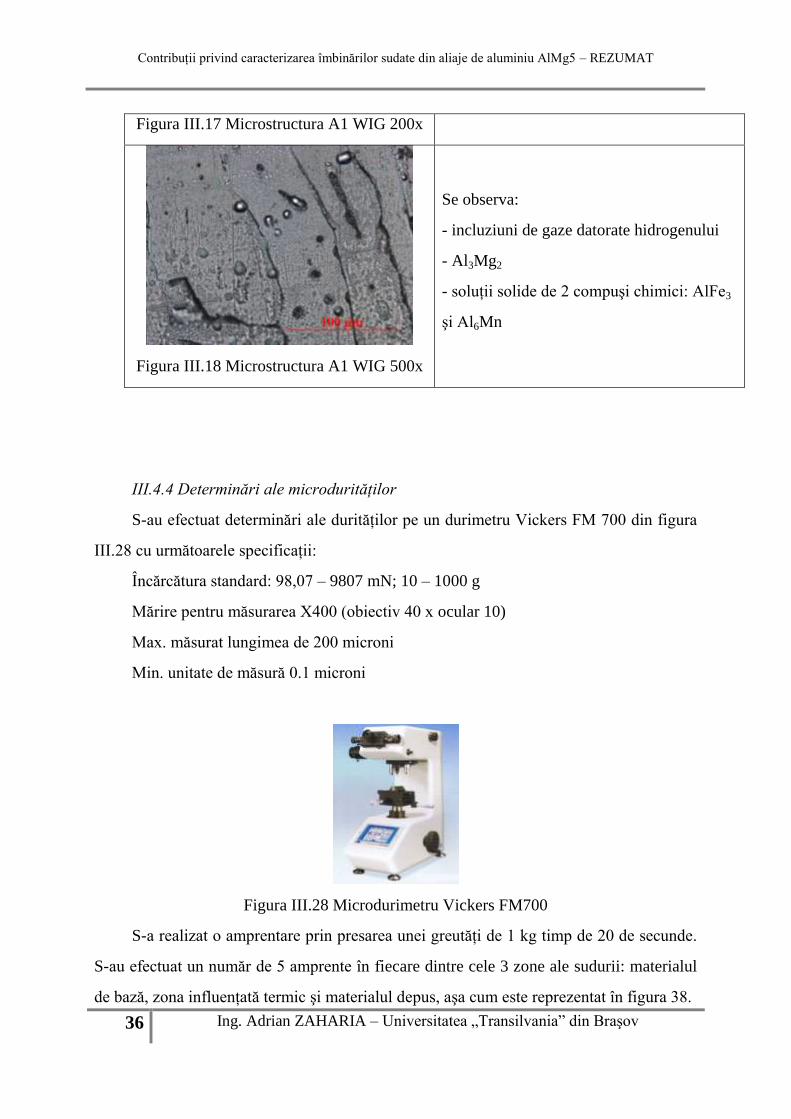
Figura III.17 Microstructura A1 WIG 200x
Figura III.18 Microstructura A1 WIG 500x
Se observa:
- incluziuni de gaze datorate hidrogenului
- Al3Mg2
- soluţii solide de 2 compuşi chimici: AlFe3
şi Al6Mn
III.4.4 Determinări ale microdurităţilor
S-au efectuat determinări ale durităților pe un durimetru Vickers FM 700 din figura
III.28 cu următoarele specificaţii:
Încărcătura standard: 98,07 – 9807 mN; 10 – 1000 g
Mărire pentru măsurarea X400 (obiectiv 40 x ocular 10)
Max. măsurat lungimea de 200 microni
Min. unitate de măsură 0.1 microni
Figura III.28 Microdurimetru Vickers FM700
S-a realizat o amprentare prin presarea unei greutăţi de 1 kg timp de 20 de secunde.
S-au efectuat un număr de 5 amprente în fiecare dintre cele 3 zone ale sudurii: materialul
de bază, zona influențată termic şi materialul depus, aşa cum este reprezentat în figura 38.

Contribuţii privind caracterizarea îmbinărilor sudate din aliaje de aluminiu AlMg5 – REZUMAT
37 Ing. Adrian ZAHARIA – Universitatea „Transilvania” din Braşov
Figura III.29 Zonele de amprentare la determinarea durităţii
În tabelul III.9. sunt prezentate rezultatele obţinute la determinarea durităţilor pentru
fiecare epruvetă în parte, in fiecare zonă amprentată.
Tabelul III.9. Rezultatele durităților pentru sudarea WIG
Duritate în MB Duritate în ZIT Duritate în MD
Proba A1 70,5 76 77,7
(Is = 90A) 70,9 76,3 76,5
70,3 75,8 73,8
72,1 76,9 75,4
70,9 74,9 78,6
70,94 75,98 76,4
Proba A2 69,9 76,9 79,6
(Is = 100A) 70,6 78,4 77,1
71,8 75,8 74,2
71,5 79,8 73,2
70,3 77,3 75,2
70,82 77,64 75,86
Proba A3 70,5 76,3 73,8
(Is = 110A) 71,6 72,3 72,4
72,1 73,4 75,9
MD
ZIT
MB

Contribuţii privind caracterizarea îmbinărilor sudate din aliaje de aluminiu AlMg5 – REZUMAT
38 Ing. Adrian ZAHARIA – Universitatea „Transilvania” din Braşov
72,8 74,5 74,2
70,9 75,6 73,1
71,58 74,42 73,88
Proba A4 68,8 78,4 72,3
(Is = 120A) 70,1 72,3 74,2
72,3 75,9 73,8
74,1 79,8 75,9
70 73,8 75,8
71,06 76,04 74,4
Pentru o evidenţiere a rezultatelor obţinute, am reprezentat grafic datele din tabelul
III.9, rezultând diagrama din figura III.30.
Duritatea la sudarea WIG
66
68
70
72
74
76
78
80
90 100 110 120
Intensitatea curentului de sudare
Mic
rod
uri
tate
a H
V10
MB
ZIT
MD
Figura III.30 Diagrama durităţilor pentru sudarea WIG manual

Contribuţii privind caracterizarea îmbinărilor sudate din aliaje de aluminiu AlMg5 – REZUMAT
39 Ing. Adrian ZAHARIA – Universitatea „Transilvania” din Braşov
Concluzii
În urma analizei microscopice se observă incluziuni de gaze datorate hidrogenului,
precum şi soluţii solide de 2 compuşi chimici: AlFe3 şi Al6Mn. Hidrogenul determină
apariţia porilor în cusătură.
Din diagrama durităţilor se poate observa că la o intensitate a curentului de sudare
de 100 A, avem o creştere a durităţii atât în ZIT cât şi în materialul depus, concluzia fiind
că pentru acest procedeul de sudare se recomanda intensităţi care nu depăşesc 100A.
III.5 Cercetări privind caracterizarea îmbinărilor sudate ale aliajului AlMg5 cu
procedeul MIG cu arc pulsat
Operațiile pregătitoare au fost următoarele:
- sudarea epruvetelor prin procedeul MIG cu arc pulsat, în condiţiile parametrilor din
tabelul III.9.
- debitarea epruvetelor sudate la dimensiunile din figura III.8
- rectificarea secțiunii transversale
- șlefuirea secțiunii transversale a epruvetelor cu hârtie abrazivă având următoarele
granulații: 300, 400, 600, 800, 1000, 1500 şi 2000
- realizarea unui luciu metalic prin lustruire pe pâsla cu ajutorul suspensiei de alumina
(Al2O3)
- atacarea probelor timp de 15 secunde cu o soluţie de atac pe bază de acid fluorhidric in
vederea cercetării microscopice. Soluţia de atac a avut următoarea compoziţie: 0,5 ml
Acid Fluorhidric, 1,5 ml HCl, 2,5 ml HNO3, 95,5ml apă.
III.5.1 Stabilirea parametrilor regimului de lucru pentru sudarea MIG cu arc pulsat
Principalii parametri ai curentului pulsat sunt:
- curentul de puls Ip;
- curentul de bază Ib;
- timpul de puls tp;
- timpul de bază tb;
- frecvenţa pulsurilor f;

Contribuţii privind caracterizarea îmbinărilor sudate din aliaje de aluminiu AlMg5 – REZUMAT
40 Ing. Adrian ZAHARIA – Universitatea „Transilvania” din Braşov
- durata ciclului de puls tc;
- curentul mediu de sudare Im;
- curentul critic (de tranziţie ) Itr;
- curentul efectiv Ief;
a. Curentul de puls I
Are valoare mai mare decât valoarea curentului critic sau de tranziţie Itr, pentru a
asigura transferul prin pulverizare a picăturii de metal topit. Sub influenţa curentului de
puls Ip de valori ridicate are loc topirea vârfului sârmei electrod şi sub acţiunea forţelor
electromagnetice „pinch” de valori mari Fp = I2/2 are loc detaşarea picăturii de metal la
dimensiuni mici, asemănător transferului prin pulverizare. Totodată valoarea ridicată a
curentului de puls Ip măreşte stabilitatea arcului electric. Deci, din aceste puncte de
vedere, este de dorit ca valoarea curentului de puls să fie cât mai mare.
b. Curentul de bază Ib.
Asigură stabilitatea arcului electric în perioada timpului de bază, evitând stingerea
acestuia. Curentul de bază are o valoare prea mică pentru a determina o topire
semnificativă a sârmei electrod, respectiv un transfer al picăturii. În acest timp se produce
totuşi o încălzire prin efect Joule – Lenz a capătului liber a sârmei electrod favorabilă
topirii mai uşoare a sârmei în timpul de puls. Se recomandă să se menţină la o valoare cât
mai redusă pentru a obţine un curent mediu la valori scăzute, esenţa sudării în curent
pulsat.
c. Timpul de puls tp.
Depinde de valoarea curentului de puls Ip, fiind o funcţie de acesta. Cuplul de valori
(Ip, tp) defineşte condiţiile de transfer. Reglarea optimă a celor două valori determină
detaşarea unei singure picături pe puls. Acest caz particular al sudării MIG/MAG în curent
pulsat caracterizat prin transferul unei singure picături pe puls poartă denumirea de
„sudare sinergică“ şi constituie optimul reglării parametrilor tehnologici de sudare.
În literatura de specialitate sunt prezentate corelaţii între curentul de puls Ip şi timpul
de puls tp pentru asigurarea unui transfer optim.
Aceste corelaţii sunt de forma :

Contribuţii privind caracterizarea îmbinărilor sudate din aliaje de aluminiu AlMg5 – REZUMAT
41 Ing. Adrian ZAHARIA – Universitatea „Transilvania” din Braşov
Inp x tp = D
unde, n şi D sunt constante ce depind în mod esenţial de natura metalului de bază, de
diametrul sârmei şi de gazul de protecţie.
d. Timpul de bază tb.
Se reglează astfel încât să se obţină curentul mediu de sudare, a cărui valoare
determină topirea optimă şi lungimea adecvată a arcului electric. Este o rezultantă a
frecvenţei pulsurilor în condiţiile în care timpul de puls este constant.
e. Frecvenţa pulsurilor f.
Frecvenţa pulsurilor depinde în principal de viteza de avans a sârmei fiind o funcţie
direct proporţională cu aceasta. Practic în cazul instalaţiilor sinergice de sudare în curent
pulsat reglarea frecvenţei pulsurilor se face automat o dată cu modificarea vitezei de avans
a sârmei de către microprocesor prin funcţia care leagă cele două mărimi. Frecvenţa
pulsurilor mai depinde de diametrul sârmei electrod, gazul de protecţie, lungimea
capătului liber, lungimea arcului.
f. Curentul mediu de sudare Im
Determină puterea (energia) arcului electric, respectiv cantitatea de căldură
introdusă în componente. Corespunde curentului de sudare impus din punct de vedere
tehnologic pentru realizarea îmbinării sudate în condiţiile de execuţie şi calitate cerute.
Este echivalent din punct de vedere energetic cu valoarea curentului de sudare constant
corespunzător sudării MIG/MAG clasice.
Pentru calculul curentului mediu Im se foloseşte relaţia:
( )
1 1unde : f
p p b b
m p p b b
c
c p b
I t I tI f I t I t
t
t t t
g. Curentul critic sau de tranziţie Itr.

Contribuţii privind caracterizarea îmbinărilor sudate din aliaje de aluminiu AlMg5 – REZUMAT
42 Ing. Adrian ZAHARIA – Universitatea „Transilvania” din Braşov
Corespunde unei valori minime a curentului de puls pentru care se poate realiza
transferul prin pulverizare a metalului topit, valoare care asigură o forţă electromagnetică
pinch de valori ridicate. Valoarea curentului critic Itr depinde în principal de materialul
sârmei electrod, de gazul de protecţie, respectiv de diametrul sârmei.
h. Curentul efectiv de sudare Ief.
Reprezintă un curent continuu echivalent curentului pulsat care produce acelaşi efect
Joule – Lenz la trecerea printr-o rezistenţă. Pentru calculul lui se foloseşte relaţia:
2
0
1t
efI l dtt
Tabelul III.10. Parametrii regimului de sudare pentru probele sudate MIG cu arc pulsat
Proba
Intensitatea
curentului
[A]
Intensitatea
curentului
de puls
[A]
Tensiune
[V]
Diametru
sârmă
[mm]
Gaz de
protecţie
Viteza
de avans
a sârmei
[m/min]
Debitul
de gaz
[l/min]
B1 100 50 18 1,2 Argon 5,5 15
B2 110 55 18 1,2 Argon 5,5 15
B3 120 60 18 1,2 Argon 5,5 15
B4 130 65 18 1,2 Argon 5,5 15
III.5.2 Analiza macroscopică
Figura III.31 Pregătirea probelor în vederea analizei macroscopice.

Contribuţii privind caracterizarea îmbinărilor sudate din aliaje de aluminiu AlMg5 – REZUMAT
43 Ing. Adrian ZAHARIA – Universitatea „Transilvania” din Braşov
Figura III.32 Epruvetă sudată MIG cu arc
pulsat
Se observa:
- pori
- coerenţă destul de bună intre MB şi
MA
III.5.3 Analiza microscopică a probelor sudate MIG cu arc pulsat
La analiza microscopică a cordoanelor de sudură s-a folosit microscopul Nikon Eclipse
MA100.
Tabelul III.11. Microstructura probei B1, sudată cu procedeul MIG cu arc pulsat
Figura III.33 Microstructura B1 MIG
50x
Se observa:
- incluziuni de gaze datorate hidrogenului

Contribuţii privind caracterizarea îmbinărilor sudate din aliaje de aluminiu AlMg5 – REZUMAT
44 Ing. Adrian ZAHARIA – Universitatea „Transilvania” din Braşov
Figura III.34 Microstructura B1 MIG
200x
Se observa:
- incluziuni de gaze datorate hidrogenului
- Al3Mg2
- soluţii solide de 2 compuşi chimici: AlFe3 şi
Al6Mn
Figura III.35 Microstructura B1 MIG
500x
Se observa:
- incluziuni de gaze datorate hidrogenului
- Al3Mg2
- soluţii solide de 2 compuşi chimici: AlFe3 şi
Al6Mn
III.5.4 Determinări ale microdurităţilor
S-au efectuat determinări ale durităților pe un durimetru Vickers FM 700 din figura III.28
cu următoarele specificaţii:
Încărcătura standard: 98,07 – 9807 mN; 10 – 1000 g
Mărire pentru măsurarea X400 (obiectiv 40 x ocular 10)
Max. măsurat lungimea de 200 microni
Min. unitate de măsură 0.1 microni
S-a realizat o amprentare prin presarea unei greutăţi de 1 kg timp de 20 de secunde. S-au
efectuat un număr de 5 amprente în fiecare dintre cele 3 zone ale sudurii: materialul de
bază, zona influențată termic şi materialul depus, aşa cum este reprezentat în figura III.45.

Contribuţii privind caracterizarea îmbinărilor sudate din aliaje de aluminiu AlMg5 – REZUMAT
45 Ing. Adrian ZAHARIA – Universitatea „Transilvania” din Braşov
Figura III.45 Zonele de amprentare la determinarea durităţii
În tabelul III.15 sunt prezentate rezultatele obţinute la determinarea durităţilor pentru
fiecare epruvetă în parte, in fiecare zonă amprentată.
Tabelul III.15: Rezultatele durităților pentru sudarea MIG cu arc pulsat
Duritate în MB Duritate în ZIT Duritate în MD
Proba B1 71,2 75,8 77,9
(Is = 90A) 71,3 76 75,6
69,8 74,9 74,2
71,2 75,8 75,1
70,9 74,9 77,6
70,88 75,48 76,08
Proba B2 68,8 75,8 78,5
(Is = 100A) 69,5 77,5 76,3
70,7 76,7 74,3
70,3 78,8 73,1
71,1 78,2 76,4
70,08 77,4 75,72
Proba B3 71,1 75,8 74,2
(Is = 110A) 70,8 72,9 73,2
70,9 73,9 76
72,3 74,8 75
71,4 76,4 73,6
MD
ZIT
MB

Contribuţii privind caracterizarea îmbinărilor sudate din aliaje de aluminiu AlMg5 – REZUMAT
46 Ing. Adrian ZAHARIA – Universitatea „Transilvania” din Braşov
71,3 74,76 74,4
Proba B4 68,9 78,8 73,6
(Is = 120A) 71,2 73,5 74,5
73,2 76 72,9
71,4 78,8 76
71,5 74,9 75,9
71,24 76,4 74,58
Pentru o evidenţiere a rezultatelor obţinute, am reprezentat grafic datele din tabelul III.14,
rezultând diagrama din figura III.46.
Duritatea la sudarea MIG cu arc pulsat
66
68
70
72
74
76
78
90 100 110 120
Intensitatea curentului de sudare
Mic
rod
uri
tate
a H
V10
MB
ZIT
MD
Figura III.46 Diagrama durităţilor pentru sudarea MIG cu arc pulsat

Contribuţii privind caracterizarea îmbinărilor sudate din aliaje de aluminiu AlMg5 – REZUMAT
47 Ing. Adrian ZAHARIA – Universitatea „Transilvania” din Braşov
Concluzii
Apar incluziuni de cupru, respectiv un eutectic ternar format din Al2Cu. Se pot
observa şi formațiuni de Al3Mg2.
Din diagrama durităţilor se poate observa că la o intensitate a curentului de sudare
de 100 A, avem o creştere a durităţii atât în ZIT cât şi în materialul depus, concluzia fiind
că pentru sudarea MIG cu arc pulsat se recomandă folosirea intensităţii de 100 A.
III.6 Cercetări privind caracterizarea îmbinărilor sudate ale aliajului AlMg5 cu
procedeul MIG – CMT
Operațiile pregătitoare au fost următoarele:
- sudarea epruvetelor prin procedeul CMT, în condiţiile parametrilor din tabelul III.16
- debitarea epruvetelor sudate la dimensiunile din figura III.8
- rectificarea secțiunii transversale
- șlefuirea secțiunii transversale a epruvetelor cu hârtie abrazivă având următoarele
granulații: 300, 400, 600, 800, 1000, 1500 şi 2000
- realizarea unui luciu metalic prin lustruire pe pâsla cu ajutorul suspensiei de alumina
(Al2O3)
- atacarea probelor timp de 15 secunde cu o soluţie de atac pe bază de acid fluorhidric in
vederea cercetării microscopice. Soluţia de atac a avut următoarea compoziţie: 0,5 ml
Acid Fluorhidric, 1,5 ml HCl, 2,5 ml HNO3, 95,5ml apă.
Tabelul III.16. Parametrii regimului de sudare pentru probele sudate WIG manual
Proba
Intensitatea
curentului
[A]
Tensiune
[V]
Diametru
sârmă
[mm]
Gaz de
protecţie
Viteza de
avans a
sârmei
[m/min]
Debitul de
gaz
[l/min]
C1 90 18 1,2 Argon 5,5 15
C2 100 18 1,2 Argon 5,5 15
C3 110 18 1,2 Argon 5,5 15
C4 120 18 1,2 Argon 5,5 15

Contribuţii privind caracterizarea îmbinărilor sudate din aliaje de aluminiu AlMg5 – REZUMAT
48 Ing. Adrian ZAHARIA – Universitatea „Transilvania” din Braşov
III.6.1 Analiza macroscopică
Figura III.47 Pregătirea probelor în vederea analizei macroscopice.
Figura III.48 Epruvetă sudată MIG cu arc
pulsat
Se observa:
- coerenţă bună intre MB şi MA
III.6.2 Analiza microscopică a probelor sudate MIG cu arc pulsat
La analiza microscopică a cordoanelor de sudură s-a folosit microscopul Nikon Eclipse
MA100.
Tabelul III.17. Microstructura probei C1, sudată cu procedeul CMT
Figura III.49 Microstructura C1 CMT 50x
Se observa:
- incluziuni de gaze datorate hidrogenului

Contribuţii privind caracterizarea îmbinărilor sudate din aliaje de aluminiu AlMg5 – REZUMAT
49 Ing. Adrian ZAHARIA – Universitatea „Transilvania” din Braşov
Figura III.50 Microstructura C1 CMT 200x
Se observa:
- incluziuni de gaze datorate hidrogenului
- Al3Mg2
- soluţii solide de 2 compuşi chimici: AlFe3
şi Al6Mn
Figura III.51 Microstructura C1 CMT 500x
Se observa:
- incluziuni de gaze datorate hidrogenului
- Al3Mg2
- soluţii solide de 2 compuşi chimici: AlFe3
şi Al6Mn
III.6.3 Determinări ale microdurităţilor
S-au efectuat determinări ale durităților pe un durimetru Vickers FM 700 din figura III.28
cu următoarele specificaţii:
Încărcătura standard: 98,07 – 9807 mN; 10 – 1000 g
Mărire pentru măsurarea X400 (obiectiv 40 x ocular 10)
Max. măsurat lungimea de 200 microni
Min. unitate de măsură 0.1 microni
S-a realizat o amprentare prin presarea unei greutăţi de 1 kg timp de 20 de secunde. S-au
efectuat un număr de 5 amprente în fiecare dintre cele 3 zone ale sudurii: materialul de
bază, zona influențată termic şi materialul depus, aşa cum este reprezentat în figura III.61.

Contribuţii privind caracterizarea îmbinărilor sudate din aliaje de aluminiu AlMg5 – REZUMAT
50 Ing. Adrian ZAHARIA – Universitatea „Transilvania” din Braşov
Figura III.61 Zonele de amprentare la determinarea durităţii
În tabelul III.21 sunt prezentate rezultatele obţinute la determinarea durităţilor pentru
fiecare epruvetă în parte, in fiecare zonă amprentată.
Tabelul III.21: Rezultatele durităților pentru sudarea CMT
Duritate în MB Duritate în ZIT Duritate în MD
Proba C1 72,1 76 76,8
(Is = 90A) 72,3 76,2 74,5
70,8 73,2 75,6
70,2 72,1 76,1
72,9 73,9 76,2
71,66 74,28 75,84
Proba C2 70,8 74,8 77,3
(Is = 100A) 70,5 75,6 75,4
69,7 75,3 77,2
71,2 77,8 74,1
72,6 76,9 75,8
70,96 76,08 75,96
Proba C3 70,2 74,6 75,3
(Is = 110A) 69,8 74,5 74,2
71 76,8 75
72,5 77,3 74,8
72,1 76,7 75,9
MD
ZIT
MB
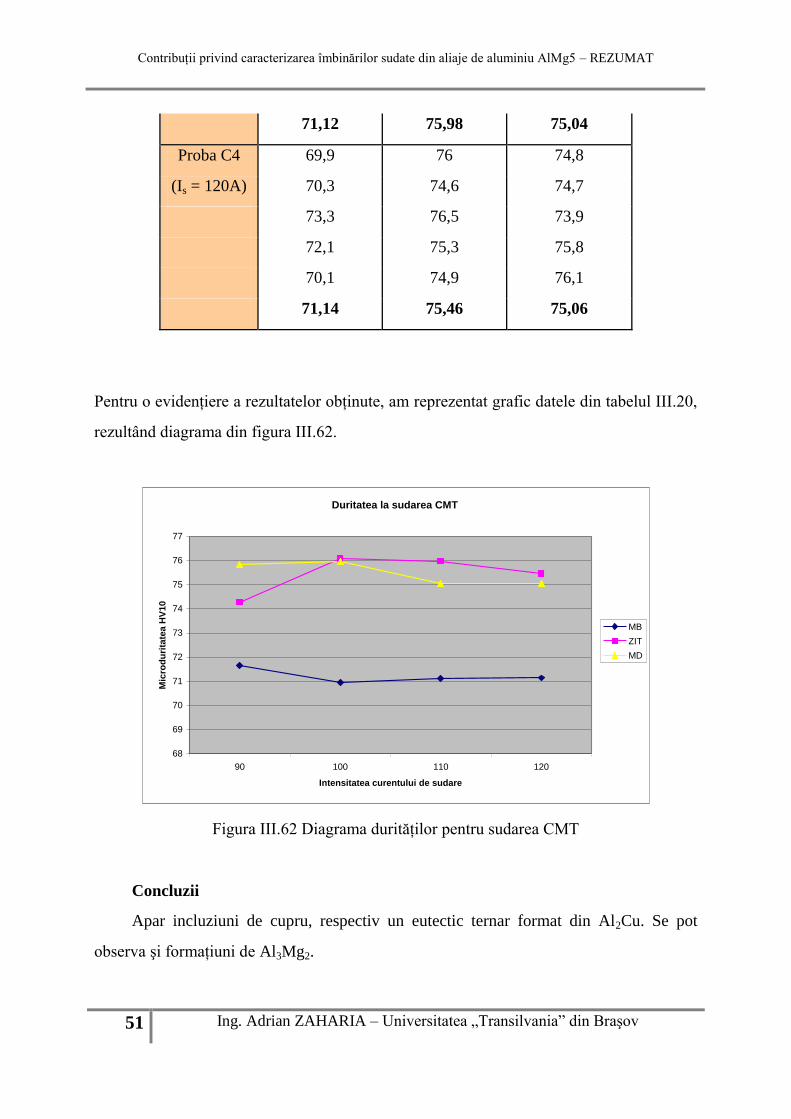
Contribuţii privind caracterizarea îmbinărilor sudate din aliaje de aluminiu AlMg5 – REZUMAT
51 Ing. Adrian ZAHARIA – Universitatea „Transilvania” din Braşov
71,12 75,98 75,04
Proba C4 69,9 76 74,8
(Is = 120A) 70,3 74,6 74,7
73,3 76,5 73,9
72,1 75,3 75,8
70,1 74,9 76,1
71,14 75,46 75,06
Pentru o evidenţiere a rezultatelor obţinute, am reprezentat grafic datele din tabelul III.20,
rezultând diagrama din figura III.62.
Duritatea la sudarea CMT
68
69
70
71
72
73
74
75
76
77
90 100 110 120
Intensitatea curentului de sudare
Mic
rod
uri
tate
a H
V10
MB
ZIT
MD
Figura III.62 Diagrama durităţilor pentru sudarea CMT
Concluzii
Apar incluziuni de cupru, respectiv un eutectic ternar format din Al2Cu. Se pot
observa şi formațiuni de Al3Mg2.

Contribuţii privind caracterizarea îmbinărilor sudate din aliaje de aluminiu AlMg5 – REZUMAT
52 Ing. Adrian ZAHARIA – Universitatea „Transilvania” din Braşov
Din diagrama durităţilor se poate observa că la intensităţi ale curentului de sudare
cuprinse între 100 şi 120 A, avem o creştere a durităţii atât în ZIT cât şi în materialul
depus, concluzia fiind că se recomandă folosirea unui curent de sudare situat ăntre aceste
valori..
III.7 Studiu asupra concentraţiilor de microparticule ce apar in timpul
proceselor de sudare a aliajelor de aluminiu AlMg5
Un rol important la poluarea mediului îl au şi microparticulele din atmosferă care
apar în timpul proceselor de sudare. Pe lângă efectele nocive asupra mediului
înconjurător, datorate procedeelor de sudare care se aplică la execuţia diferitelor produse
în afara incintelor de producţie (de exemplu: construcţia de nave, de poduri sudate, de
cisterne transportoare de combustibil şi rezervoare de stocare a petrolului etc.),
microparticulele afectează şi sănătatea sudorului, în lipsa unei ventilaţii corespunzătoare a
zonei de lucru.
De multe ori, au fost situaţii în care o serie de microparticulele nocive, nu au putut fi
determinate din cauza lipsei unor metode capabile să le depisteze.
Metodele de evacuare a microparticulele apărute la sudare sunt destul de uşor de
realizat, dar necesită şi investiţii în aparatură de control.
Se cunoaşte faptul că noxele se clasifică în trei categorii: solide, gazoase şi radiative.
Efectul acestora asupra oamenilor care lucrează direct sau în apropierea zonei de
sudare se cunosc doar parţial, drept pentru care s-au şi introdus de măsuri de protecţie a
sudorului la locul de muncă.
Astfel echipamentul de protecţie s-a dezvoltat, îmbunătăţit şi perfecţionat continuu
prin utilizarea de materiale protectoare de calitate superioară şi performantă.
Procedeele de lucru au fost următoarele:
- pregătirea epruvetelor in vederea sudarii, respectiv curăţarea mecanica a
suprafețelor si înlăturarea peliculei de oxid de aluminiu.
- sudarea propriu-zisa cu trei procedee (WIG manual, MIG cu arc pulsat şi CMT)

Contribuţii privind caracterizarea îmbinărilor sudate din aliaje de aluminiu AlMg5 – REZUMAT
53 Ing. Adrian ZAHARIA – Universitatea „Transilvania” din Braşov
- înregistrarea microparticulelor din atmosferă in timpul procedeelor de sudare cu
ajutorul unui echipament specializat “MicroDustPro” produs de firma Casella
- generarea graficelor si prelucrarea datelor
- interpretarea rezultatelor obținute.
Aparatul MicroDustPro poate măsura particule cu dimensiuni de la 1μgm3 până la
2500mgm3, utilizând o lumină infraroşie cu lungimea de unde de 880 nm. Lumina este
proiectata în atmosferă prin intermediul unui senzor, intrând astfel în contact cu
particulele. Particulele din atmosferă deviază lumina cu un grad de deviere proporţional
cu cantitatea acestora aflate în suspensie. Un foto-detector măsoară cantitatea de
microparticule din atmosferă. []
Figura III.63 MICRODUST PRO Casella Cell dispozitiv de măsurare a microparticulelor
În timpul proceselor de sudare s-au efectuat măsurători cu aparatul poziţionat la
aproximativ 1 m de epruveta sudata, în dreptul capului sudorului pentru a putea evidenţia
cantitativ microparticulele din atmosferă ce ar putea fi inhalate de către acesta.

Contribuţii privind caracterizarea îmbinărilor sudate din aliaje de aluminiu AlMg5 – REZUMAT
54 Ing. Adrian ZAHARIA – Universitatea „Transilvania” din Braşov
Măsurătorile au fost înregistrate timp de 75-90 secunde, în funcţie de procedeul de
sudare, respectiv pentru WIG manual timpul a fost de 75 secunde, iar pentru MIG cu arc
pulsat şi CMT timpul de măsurare a fost de 90 de secunde.
CAPITOLUL IV – CONCLUZII GENERALE
Alierea aluminiului cu diverse elemente duce în general la îmbunătăţirea rezistenţei
mecanice, a prelucrării prin aşchiere, precum şi la creşterea rezistenţei la coroziune în
diverse medii dure (apă salină, solvenţi, carburanţi), lărgind astfel domeniile de aplicare
ale utilizării aluminului. Unul din elementele nedorite de aliere este fierul, alierea cu
acesta ducând la scăderea plasticităţii.
În ceea ce priveşte sudabilitatea aluminiului şi a aliajelor sale, se pot face unele
recomandări, şi anume:
- evitarea alegerii unor amestecuri de gaze de protecţie care conţin oxigen
- rolele de antrenare a sârmei să aibă canale în formă de „U”, cu teşituri laterale
pentru evitarea formării muchiilor tăietoare.
- alegerea corectă a materialului de adaos, care trebuie să aibă o plasticitate mai
mare în intervalul de temperaturi critic
- reducerea secţiunii transversale a rostului şi evitarea formării unor compuşi fuzibili
în cusătură.
În urma analizelor microscopice, se pot observa câteva elemente nedorite apărute în
urma diferitelor procedee de sudare, respectiv:
La sudarea WIG, se observă incluziuni de gaze datorate hidrogenului, precum şi
soluţii solide de 2 compuşi chimici: AlFe3 şi Al6Mn. Hidrogenul determină apariţia porilor
în cusătură.
La sudarea CMT şi MIG cu arc pulsat, apar incluziuni de cupru, respectiv un
eutectic ternar format din Al2Cu. Se pot observa şi formațiuni de Al3Mg2.
După cum se poate observa in graficele generate, nivelul microparticulelor din
atmosferă in cazul sudarii CMT nu depășește 16 mg/m3. Cota maxim admisibilă este de 5
Contribuţii privind caracterizarea îmbinărilor sudate din aliaje de aluminiu AlMg5 – REZUMAT
55 Ing. Adrian ZAHARIA – Universitatea „Transilvania” din Braşov
mg/m3. Se observă că în intervalul cuprins între secundele 40 şi 70, acest prag maxim
admisibil este depășit doar de 4 ori, dar cu valori maxime destul de scăzute.
La măsurătorile efectuate la sudarea MIG cu arc pulsat, nivelul maxim atins este în
jurul valorii de 32 mg/m3. Depăşirile pragului maxim admis se situează la valori mult mai
mari comparativ cu sudarea CMT.
La sudarea WIG manual se observă un nivel maxim de 35 mg/m3. Pragul maxim
admis de 5 mg/m3. Este depăşit în mod constant pe aproape întreaga durată a procesului
de sudare, sudorul fiind expus unui pericol mare de inhalare a microparticulelor.
Concluziile acestui studiu experimental duc la faptul că sudarea CMT este una din
cele mai puţin nocive pentru sudor, comparativ cu celelalte două procedee, iar sudarea
WIG manual prezintă riscuri ridicate asupra sănătăţii sudorului.
BIBLIOGRAFIE SELECTIVĂ
1. Burcă M., Negoiţescu S., - Sudarea MIG/MAG, Ediţia a II-a, Editura Sudura,
Timişoara 2004
2. Gâdea F.C., Machedon – Pisu T., Zaharia A., - “Cercetări privind tăierea
termică cu plasmă a materialelor metalice”, în cadrul Conferinţei ASR Bucureşti
17-19 aprilie 2013 ISSN 1843 –4738
3. Geru N. şi col – Materiale metalice, structură, proprietăţi, utilizări, Editura
Tehnică Bucureşti, 1985
4. Gheorghe C., Ştefănescu M., - Îndreptar de metale, obţinere, proprietăţi, utilizări,
Editura Tehnică, Bucureşti, 1997
5. Gonser M. J., Lippold J. C., Dickinson D. W., Sowards J. W., Ramirez A.J., -
Characterization of Welding Fume Generated by High-Mn Consumables,
Suppliment To The Welding Journal, February 2010
6. Gronbeck I., Larsson H., - Welding consumables for aluminium alloys,
Svetsaren, Vol. 50, nr.3/1995
Contribuţii privind caracterizarea îmbinărilor sudate din aliaje de aluminiu AlMg5 – REZUMAT
56 Ing. Adrian ZAHARIA – Universitatea „Transilvania” din Braşov
7. Herb C., - Pulsed MIG Improves Aluminum Welding Performance, Fabricating
Metalworking, februarie 2008
8. Ienciu M., Moldovan P., Panait N., Buzatu M. – Elaborarea şi turnarea aliajelor
neferoase speciale, Editura Didactică şi Pedagogică, Bucureşti, 1985
9. Kciuk M, - The structure, mechanical properties and corrosion resistance of
aluminium AlMg1Si1 alloy, Journal of Achievements in Materials and
Manufacturing Engineering 16 (2006) 51-56.
10. Kulekci M.K., Kaluç E., Şık A, Basturk O., - Experimental comparison of MIG
and friction stir welding processes for EN AW-6061-T6 (Al Mg1Si Cu)
aluminium alloy, The Arabian Journal for Science and Engineering, Volume 35,
Number 1B / 2010
11. Machedon – Pisu T, - „Sudare Prin Topire”, Editura Lux-Libris, Brasov, 2010.
12. Matusiak J. - Low heat input MIG welding of aluminium alloys from the aspect
of reduction of pollutants emission. Biuletyn Instytutu Spawalnictwa,2009, 53
(3), pp. 56-64.
13. Matusiak J, Wyciślik J - Analysis of influence of material-technological
conditions of alternating polarity MIG welding of aluminium alloys on welding
fumes emission, Biuletyn Instytutu Spawalnictwa nr. 4/2013
14. Mohordea T., Mohordea S. - Studiu privind comportarea la sudarea WIG a
aliajelor de aluminiu de tipul Al-Si, turnate în piese cu pereţi subţiri, revista
Sudura 1 / 2010
15. Muncuţ E. S., – Studiu comparativ al procedeelor de îmbinare cu energie liniară
mică a tablelor subţiri, Lucrare de licenta, Universitatea „Aurel Vlaicu” din Arad
16. Park H.J., Kim D.C., Kang M.J., Rhee S. - Optimisation of the wire feed rate
during pulse MIG welding of Al sheets, Journal of Achievements in Materials
and Manufacturing Engineering Volume 27 Issue 1 March 2008
17. Peterson N., - Welding aluminium improve your productivity with pulsed MIG,
Fabricating Metalworking august 2010

Contribuţii privind caracterizarea îmbinărilor sudate din aliaje de aluminiu AlMg5 – REZUMAT
57 Ing. Adrian ZAHARIA – Universitatea „Transilvania” din Braşov
18. Pickin C.G., Young K., - Evaluation of cold metal transfer (CMT) process for
welding aluminium alloy, Science and Technology of Welding and Joining vol.
11, nr. 4, 2006
19. Suciu V., Suciu M.V., – Studiul Materialelor, Editura Fair Partners, 2008
20. Talalaeva R., Veinthala R., Laansooa A., Sarkansb M. – Cold Metal Transfer
(CMT) welding of thin sheet metal products, Estonian Journal of Engeneering
vol.18, nr. 3, 2012
21. Trofin I., Sudarea sinergica, Oficiul de Informare Documentara Pentru Industria
Constructiilor de Masini, Bucuresti, 1992
22. Trommer G - CMT und Impulslichtbogenprozess allein und in Kombination fur
einem erweiterten Leichtungsbereich, Der Praktiker 10/2008
23. Vişan D., - Tehnologii de sudare, Universitatea Dunărea de Jos, Galaţi 2008
24. Voiculescu I., Sudarea aluminiului si aliajelor sale, Editura Printech, Bucuresti,
2004
25. Voiculescu I., – „Instrucţiune de lucru privind pregătirea probelor pentru analize
metalografice şi de microduritate”,
26. ZAHARIA A., MACHEDON PISU T., - „Studiu macroscopic si microscopic al
cordoanelor de sudură la sudarea aliajelor de AlMg5 prin procedeele WIG, CMT
puls şi CMT” – Articol acceptat Revista Cercetări Metalurgice nr 1 / 2014
27. ZAHARIA A., MACHEDON PISU T., - „Studiu asupra noxelor ce apar in
procesele de sudare a aliajelor de aluminiu AlMg5 prin procedeul WIG
comparativ cu procedeul MIG cu arc pulsat” – Revista Metalurgia nr 2 / 2013
28. ZAHARIA A., MACHEDON PISU T.,- „Cercetări experimentale asupra sudării
aliajului de aluminiu AlMg5, folosind procedeul MIG cu arc pulsat” - Revista
Cercetări Metalurgice nr 3 / 2013
29. *** SR EN 1043-2:1999
30. *** SR EN ISO 6507-1:2006
31. *** SR EN ISO 10952/1-77 - Sudarea metalelor. Analiza metalografică a
îmbinărilor sudate prin topire.

Contribuţii privind caracterizarea îmbinărilor sudate din aliaje de aluminiu AlMg5 – REZUMAT
58 Ing. Adrian ZAHARIA – Universitatea „Transilvania” din Braşov
32. *** SR EN 970 - Examinări nedistructive ale îmbinărilor sudate prin topire.
Examinare vizuală.
33. *** AMS Handbook, vol. 6, Welding, Brazing and Soldering, 1994
34. *** Colectia de standarede europene şi romanesti.
35. *** Colectie de STAS, Institutul Roman de Standardizare, Bucureşti, 2002.
36. *** Catalog de consumabile pentru sudură, SC Ductil - Air Liquide, Buzău, SA
37. *** Metals Handbook 8th Edition, vol. 8, Metallography, Structures and Phase
Diagrams, American Society for Metals, Ohio 1973
38. *** Non-Destructive Examination of Welds - Ultrasonic Examination of Welded
Joints
39. *** http://www.asr.ro/html_ro/ASR%20NEWS/asr%20news%20noiembrie.pdf
40. *** http://www.axson.se/pdf/fro_bro_CMT_eng.pdf
41. *** http://biblioteca.regielive.ro/cursuri/mecanica/sudarea-metalelor-si-aliajelor
-40490.html
42. *** www.casella.com
43. ***http://www.cmmetal.ro/media/upload/files/files/Sudarea%20MIG%20MAG.
44. *** http://www.digitalweld.co.nz/uploads/Product_Brochures/Fronius/CMT.pdf
45. *** http://www.fabricatingandmetalworking.com/2009/08/how-does-welding-
affect-the-haz-of-the-weld/
46. *** http://www.fronius.com/cps/rde/xchg/SID-3FA6C90E12B3CA32/
fronius_international/hs.xsl/79_11528_ENG_HTML.htm
47. *** http://www.fronius.com/cps/rde/xchg/SID-517ADA0C-D1614897
/fronius_international/hs.xsl/79_5852_ENG_HTML.htm
48. *** www.iiw.com – Site oficial Internaţional Institute of Welding (Institutul
Internaţional de Sudură)
49. *** http://www.jtscorp.jp/hardnesstester.english.html
50. *** http://www.nikon.com/products/instruments/lineup/industrial/industrial-
microscopes/inverted/ma100/spec.htm

Contribuţii privind caracterizarea îmbinărilor sudate din aliaje de aluminiu AlMg5 – REZUMAT
59 Ing. Adrian ZAHARIA – Universitatea „Transilvania” din Braşov
51. *** http://www.rasfoiesc.com/inginerie/tehnica-mecanica/Bazele-Teoretice-si-
Practice A26.php
52. *** http://www.referatele.com/referate/chimie/online4/Aluminiu-si-aliajele-din-
aluminiu-proprietati-fizice-si-caracteristicile-mecanice--intrebuintari-ref.php
53. http://www.scribd.com/doc/142661885/55200871-Stiinta-Si-Ingineria-
Materialelor
54. *** http://www.scritube.com/tehnica-mecanica/Materiale-de-sudare-pentru-
ali2012171118.php
55. *** www.steelnumber.com/en/steel_alloy_composition_eu.php?name_id=1093
56. *** http://www.theengineer.co.uk/news/the-new-revolution-in-digital-gma-
welding/296779.article
57. *** http://www.tools.store.ro/docs/doc_diverse/sudura2.pdf
58. *** https://www.welding-robots.com/articles/viewing/cold-metal-transfer-the-
new-revolution-in-digital-gma-welding

Contribuţii privind caracterizarea îmbinărilor sudate din aliaje de aluminiu AlMg5 – REZUMAT
60 Ing. Adrian ZAHARIA – Universitatea „Transilvania” din Braşov
ADRIAN ZAHARIA M, 06.04.1977, casatorit
Adresa: Muresenilor 13
Telefon: 0733156989
Email [email protected]
Permis conducere: Cat. B, data obtinerii 15.08.1995
Oras de domiciliu: Brasov
Oras de lucru: Brasov
EXPERIENTA
Patron 01.04.2007 - prezent:
Firma: Suntem Unici
Oras lucru: Brasov
Patron 01.12.2003 - 30.03.2007
Firma: Crisadis Serv
Oras lucru: Brasov
Inginer Coordonator 01.07.2002 - 01.08.2003
Firma: Hidromecanica SA
Oras lucru: Brasov
EDUCATIE
Studii:
Liceul Constantin Brancoveanu - 1992 - 1996
Universitatea Transilvania din Brasov - Facultatea de Stiinta si Ingineria
Materialelor
- 1997 - 2002
APTITUDINI
Limbi straine (Nivel cunoastere):
engleza (avansat)
spaniola (incepator)
Cunostinte PC:
Utilizare Windows (incepand cu Win'98), Pachetul Office (Word, Excell, Power
Point, Publisher)
Programe executie grafica (CorelDRAW, AdobePhotoshop)

Contribuţii privind caracterizarea îmbinărilor sudate din aliaje de aluminiu AlMg5 – REZUMAT
61 Ing. Adrian ZAHARIA – Universitatea „Transilvania” din Braşov
Adrian Zaharia M, 04/06/1977, married
Address: Muresenilor 13
Phone: 0733156989
email [email protected]
Driving License: Cat. B, since 15.08.1995
City of residence: Brasov
Working City: Brasov
EXPERIENCE
Patron 01.04.2007 - present:
Company: Suntem Unici SRL
Working city: Brasov
Patron 01.12.2003 - 30.03.2007
Company: Crisadis Serv
Working city: Brasov
Engineer Coordinator 01.07.2002 - 01.08.2003
Company: Hidromecanica SA
Working city: Brasov
EDUCATION
Education:
High Constantin Brancoveanu - 1992 - 1996
Transilvania University of Brasov - Faculty of Materials Science and Engineering
- 1997 - 2002
Foreign Languages
English (Advanced)
Spanish (beginner)
Computer skills:
Windows User (since Win'98) Office package (Word, Excel, Power Point,
Publisher) Execution graphics programs (CorelDRAW, AdobePhotoshop)

Contribuţii privind caracterizarea îmbinărilor sudate din aliaje de aluminiu AlMg5 – REZUMAT
62 Ing. Adrian ZAHARIA – Universitatea „Transilvania” din Braşov
Contribuţii privind caracterizarea îmbinărilor sudate din aliaje de
aluminiu AlMg5
Contribution regarding the characterization of welded joints of aluminum
alloys AlMg5
CONDUCĂTOR ŞTIINŢIFIC:
Prof. univ. dr. ing. Teodor MACHEDON-PISU
DOCTORAND:
Ing. Adrian ZAHARIA
REZUMAT
Teza de doctorat intitulată „Contribuţii privind caracterizarea îmbinărilor sudate din
aliaje de aluminiu AlMg5” se încadrează domeniului Ingineria Materialelor şi se doreşte a fi
un pas înainte în evoluţia procedeelor de sudare avansate. Cuprinde numeroase caracterizări
ale procedeelor de sudare a aliajelor de aluminiu, cu precădere AlMg5, dar şi teste
experimentale cu privire la protecţia mediului înconjurător şi a sănătăţii sudorului în timpul
procesului de sudare efectivă. Plecând de la un stadiu actual bine definitivat, s-au făcut o serie
de măsurători, teste, caracterizări, analize macro şi microstructurale. Rezultatele obţinute
precum şi contribuțiile personale duc la faptul că sudarea aliajului de aluminiu AlMg5, utilizat
adesea în construcţia recipientelor pentru combustibili, este un aliaj pretabil în general la orice
tip de sudare, dar cea mai eficientă este CMT atât în ceea ce priveşte calitatea cordoanelor de
sudură, a rezistenţei acestora, cât şi din punct de vedere al particulelor de fum emise în timpul
procesului de sudare.
ABSTRACT
The PhD thesis entitled "Contributions to the characterization of aluminum alloy welded
joints AlMg5" belongs to the domain of Materials Engineering and aims to be a step forward
in the evolution of advanced welding processes. It includes numerous characterizations of
welding processes of aluminum alloys, especially AlMg5, and also experimental tests on
environmental protection and health of welder during the welding process. Starting from a
well completed current stage, there have been a number of measurements, testing,
characterization, macro and micro analysis. Results and personal contributions leads to
AlMg5 alloy welding, often used in the construction of vessels for fuel, is an alloy generally
suitable for any type of welding, but the most effective is CMT in terms of quality welded
welding, resistance thereof, and from the point of view of the carbon particles emitted during
the welding process.





























