Embed Size (px)
Citation preview

D1
外 径D1~D38
CN□□チップ用 DCLN / DCLN-JCT D8
PCLN D9
DN□□チップ用 DDJN / DDJN-JCT / DDHN D12
PDJN / PDHN D13
SN□□チップ用 DSBN / PSBN / PSKN D14
PSSN / PSDN D15
TN□□チップ用 DTGN / PTGN / PTFN D16
WTJN-N / WTKN-N / WTEN-N D17
VN□□チップ用 DVLN / DVPN / DVVN D18
MVLN / MVVN D19
PVLN / PVPN / PVVN D20
RC□□チップ用 PRGC / PRXC D21
RN□□チップ用 PRGN D21
WN□□チップ用 DWLN / DWLN-JCT D22
PWLN / WWLN D23
CN□□チップ用 CCLN D24
DN□□チップ用 CDJN D25
EN□□チップ用 CELN D25
SN□□チップ用 CSRN / CS-N / CSKN / CSYN / CSSN / CSDN D27
TN□□チップ用 CTJN / CTUN D28
RN□□チップ用 CRSN / CRDN D29
CNMNチップ用 CCRN-A / CCLN-A D30
RNMNチップ用 CRSN-A / CRDN-A D31
SNMNチップ用 CSRN-A / CSKN-A / CSYN-A D32
CSSN-A / CSDN-A D33
TNMNチップ用 CTJN-A / CTUN-A D34
RCMTチップ用 PRGC-BE / PRGC-BF D35
SNMFチップ用 CBSN D36
推奨切削条件 D37
外径ホルダの表示方法 D3
ツーリング一覧 D4~D5
クランプ方式 D6~D7
外径ホルダ D8~D23
セラミック工具用外径ホルダ D24~D29
ソリッドCBN工具用外径ホルダ D30~D34
ベアリング用外径ホルダ D35~D36
レバーロック方式ホルダのパーツ類互換性について R54
技術資料 D37~D38
D.indd 1 2019/06/05 22:17:14

D2
クーラントホルダ
3方向からクーラント供給。高圧クーラント対応で、鋼・高硬度材・難削材など、幅広い被削材で切りくず処理性能と工具寿命の向上を実現
高圧クーラント対応 旋削ホルダ
ダブルクランプ-JCT
■独自のクーラントホール設計シミュレーション解析技術により、独自のクーラント供給構造を実現
ダブルクランプ構造
ワンアクションで容易な操作・強固なクランプ近距離から高密度なクーラント供給
独自のノズル形状
チップ上面に、広範囲にクーラント供給
:クーラントホール
工具寿命の向上 切りくず処理性能の向上
耐摩耗性比較 (当社比較)
内部給油(7MPa) 外部給油(0.4MPa)
切りくず処理比較 (当社比較)
内部給油(7MPa) 外部給油(0.4MPa)
切削条件:Vc = 250 m/min, ap = 2 mm, f = 0.3 mm/rev, WetCNMG120408タイプ 被削材:SCM435外径加工 42.2分加工後
切削条件:Vc = 200 m/min, ap = 0.5 mm, f = 0.05 mm/rev, WetDNMG150408タイプ 被削材:SCM415 外径加工
チップ刃先を直接狙ってクーラント供給外部給油と比較して、工具寿命と切りくず処理性能が向上
■内部給油の効果
3方向からクーラント供給効果的に刃先を冷却
外径
D
D.indd 2 2019/06/05 22:17:16

D3
B : 5°ポジ : 32
切込み角 チップの逃げ角 ホルダの全長 チップの切れ刃長さ
クランプ方式 チップの形状 勝 手 シャンクの幅 そ の 他
: 背面クランプ方式A :
:
:
: 六角形 : 勝手なし
: 左勝手
: 右勝手
シャンク高さ(mm)
D C L N R 20 20 K 12
C
D
E
N
P
ABCDEFGH
N
R
PQ
ML
J
K
WYX
VU
ST
任意記号
シャンク幅(mm)
: クランプオン方式C
: 二重クランプ方式M
: ピンロック方式(レバーロック方式)
P
S : スクリュークランプ方式
: ウェッジロック方式W
R
: 丸形
: 四角形
: 三角形
R
S
T
C
D
V
W
L
N
: 7°ポジ
: 15°ポジ
: 20°ポジ
: 0°ネガ
: 11°ポジ
: 40
: 50
: 60
: 70
: 80
: 90
: 100
: 160
: 170
: 180
: 200 : 110
JX : 120
: 125
: 140
: 150 : 400
: 350
: 300
: 250
: 特殊 : 500
: 450
AN
L
D
L
V
L
T
L
C
L
L
R S
京セラ '99総合カタログ A4(297×210)
外径加工用ホルダの表示方法(角シャンク)
シャンクの高さ
菱形
菱形
菱形
80°
55°
35°
104
外径加工
LF
(mm)
P
117.5°
H
107.5°
V
72.5°
A B C D
E F G
J K L N
R S T
95°
45°
75°
60°
90°
93°
75° 60°
95° 63°
90°90°
75° 90° 45°
Y
85°
W
60°
U
93°
: ダブルクランプ方式D
任意の識別記号又は数字
● 改良のため、予告なく寸法・仕様等の変更がありますのでご了承ください。● 機械側の取付け寸法制限等により、ホルダ全長と記号が一致しない製品があります。
外径ホルダの表示方法(角シャンク)チップ材種
旋削チップCBNダイヤモンド
外径
スモールツール
内径
溝入れ
突切り
ねじ切り
ドリル
ソリッドツール
ミーリングツーリング機器イージーオーダーシステム
部品
技術資料
SPKセラミック
索引
A
B
C
D
E
F
G
H
J
K
L
M
N
O
P
R
S
T
D.indd 3 2019/06/05 22:17:16

D4
適合チップ形状
CN.. WN.. TN.. DN.. RC.. RN.. VN.. VN.. DN..
TN..
SN.. TN.. SN.. SN.. TN.. SN.. TN..
加工形態 外径・端面 外径・端面・倣い 外径・端面・ 倣い・ぬすみ 外径・倣い 外径・面取り 外径・端面
・面取り 外径 端面切込み角 95° 105° 107.5° 特殊 117.5° 72.5° 95° 93° 45° 60° 45° 75° 91° 15° -1°
レバーロック(ピンロック)
参照ページ D9 D23 D13 D21 D21 D21 D20 D20 D20 D13 D15 D15 D14 D16 D14 D16
ウェッジロック 二重クランプ
参照ページ D23 D17 D19 D19 D17 D17
ダブルクランプ(クーラントホルダ)
参照ページ D8 D22 D12 D18 D18 D18 D12 D14 D16
加工形態 外径・端面 外径・倣い 外径・面取り 外径・端面 ・ 面取り 外径 端面切込み角 95° 97.5° 特殊 93° 107.5° 特殊 45° 45° 75° 85° 93° 5° 15° -3°
クランプオン
参照ページ D24 D25 D29 D25 D29 D27 D27 D27 D27 D28 D27 D27 D28
ツーリング一覧
加工形態 外径・端面 外径・倣い 外径・面取り 外径・端面 ・ 面取り 外径 端面 加工形態 外径 端面 加工形態 R面取り切込み角 95° 特殊 特殊 45° 45° 75° 93° 5° 15° -3° 切込み角 特殊 特殊 切込み角 特殊
クランプオン レバーロック クランプオン
参照ページ D30 D31 D31 D33 D33 D30 D32 D34 D32 D32 D34 参照ページ D35 D35 参照ページ D36
外径
D
PCLN PWLN PDHNPVPN
(ピンロック)PRXCPRGC PRGN
WTKN-NWWLN
DCLN (-JCT) DWLN (-JCT) DDHN DVPN
CSSNCSDNCRDNCDJNCRSNCELNCCLN
CSSN-ACSDN-A CCRN-ACRDN-ACRSN-ACCLN-A CTJN-ACSRN-A
■ 外径ホルダ
■ セラミック工具用外径ホルダ
■ ソリッドCBN工具用外径ホルダ
D.indd 4 2019/06/05 22:17:23
D5
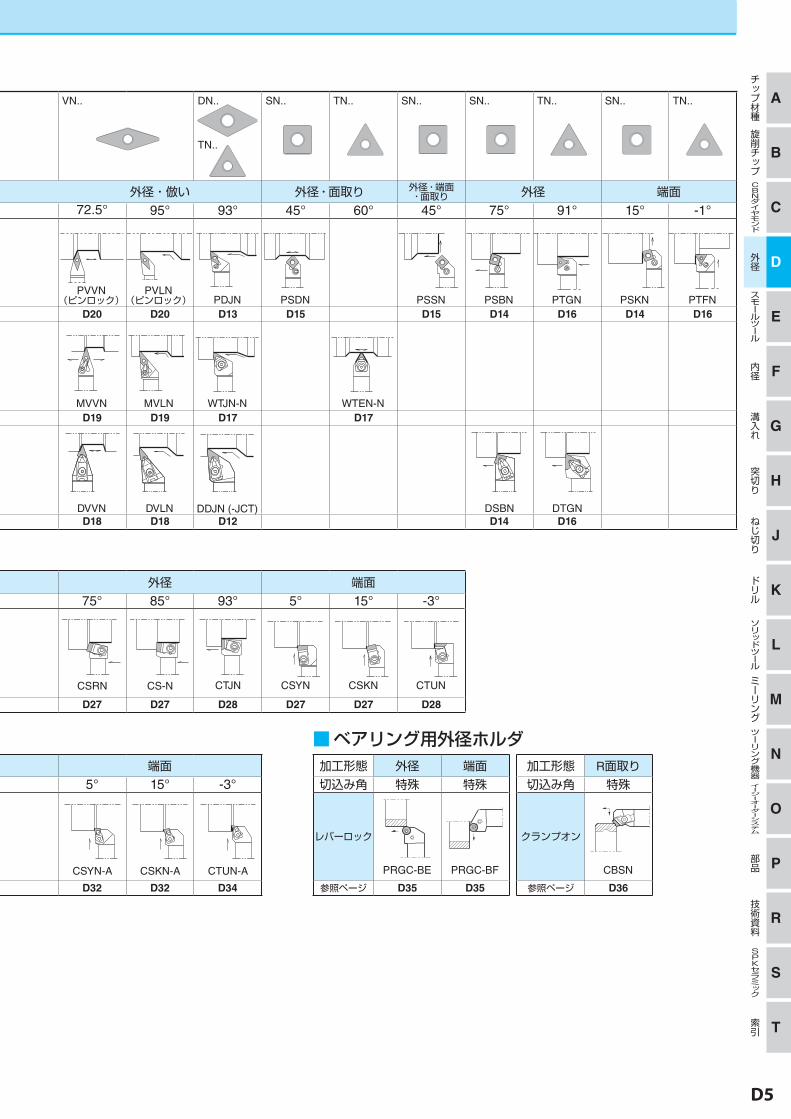
適合チップ形状
CN.. WN.. TN.. DN.. RC.. RN.. VN.. VN.. DN..
TN..
SN.. TN.. SN.. SN.. TN.. SN.. TN..
加工形態 外径・端面 外径・端面・倣い 外径・端面・ 倣い・ぬすみ 外径・倣い 外径・面取り 外径・端面
・面取り 外径 端面切込み角 95° 105° 107.5° 特殊 117.5° 72.5° 95° 93° 45° 60° 45° 75° 91° 15° -1°
レバーロック(ピンロック)
参照ページ D9 D23 D13 D21 D21 D21 D20 D20 D20 D13 D15 D15 D14 D16 D14 D16
ウェッジロック 二重クランプ
参照ページ D23 D17 D19 D19 D17 D17
ダブルクランプ(クーラントホルダ)
参照ページ D8 D22 D12 D18 D18 D18 D12 D14 D16
加工形態 外径・端面 外径・倣い 外径・面取り 外径・端面 ・ 面取り 外径 端面切込み角 95° 97.5° 特殊 93° 107.5° 特殊 45° 45° 75° 85° 93° 5° 15° -3°
クランプオン
参照ページ D24 D25 D29 D25 D29 D27 D27 D27 D27 D28 D27 D27 D28
加工形態 外径・端面 外径・倣い 外径・面取り 外径・端面 ・ 面取り 外径 端面 加工形態 外径 端面 加工形態 R面取り切込み角 95° 特殊 特殊 45° 45° 75° 93° 5° 15° -3° 切込み角 特殊 特殊 切込み角 特殊
クランプオン レバーロック クランプオン
参照ページ D30 D31 D31 D33 D33 D30 D32 D34 D32 D32 D34 参照ページ D35 D35 参照ページ D36
チップ材種
旋削チップCBNダイヤモンド
外径
スモールツール
内径
溝入れ
突切り
ねじ切り
ドリル
ソリッドツール
ミーリングツーリング機器イージーオーダーシステム
部品
技術資料
SPKセラミック
索引
A
B
C
D
E
F
G
H
J
K
L
M
N
O
P
R
S
T
PTFNPSKNPSBN PTGNPSSNPSDNPDJNPVVN
(ピンロック)PVLN
(ピンロック)
WTEN-NMVVN WTJN-N
DVLNDVVN DDJN (-JCT) DTGNDSBN
MVLN
CTUNCSYN CSKNCTJNCS-NCSRN
PRGC-BF CBSNPRGC-BECTUN-ACSKN-ACSYN-A
■ ベアリング用外径ホルダ
D.indd 5 2019/06/05 22:17:28

D6
名 称 構 造 特 長 名 称 構 造 特 長
クランプ オン (C)
・強固なクランプ・ ネガチップ…中 ~ 重切削用
(主としてセラミックチップ用)・ポジチップ…低切削抵抗
二重 クランプ
(M)
・クランプオンとピンロックの併用
・強固なクランプ・重切削用
ダブル クランプ
(D)
・ ワンアクションで、チップを 2 方向に強固にクランプ
レバー ロック
(P)
・チップの着脱が容易・汎用
ピン ロック
(P)・チップの着脱が容易
ウェッジ ロック
(W)
・強固なクランプ・重切削用
スクリュー クランプ
(S)
・構造が簡単・部品数が少ない・仕上げ ~ 中切削用
■ クランプ方式
●レバーロック方式
チップ
ロックスクリュー
シムピン
シート
レバー
ポンチ(シムピンを押込む際に使用)
シートありタイプ
チップ
シムピン
レバー
ロックスクリュー
PCLNPWLNPTGN / PTFN / PTLNPDJN / PDHNPSBN / PSKN / PSSN / PSDNPRGNPRGC / PRXC
PTGN-11 / PTFN-11
シートなしタイプ
クランプ方式
外径
D
D.indd 6 2019/06/05 22:17:31

D7
チップ
シムピンクランプセット
シート
シムナット
チップ
シート
スペーサ(切りくずの侵入防止)
シムナット
シムピン
クランプセット
●ウェッジロック方式
●二重クランプ方式 ●クランプオン方式
チップ
シート
クランプセットロックピン
チップ
止めねじ
チップブレーカ
クランプセット
シート
WWLN
WTJN-NWTKN-NWTEN-N
MVLNMVVN
CCLNCTJN / CTUNCDHN / CDJNCELNCSRN / CS-N / CSKNCSYN / CSSN / CSDN*CRSN / *CRDN
*CRSN / CRDN には、チップブレーカはありません。
●ダブルクランプ方式
DCLNDDJN / DDHNDSBNDTGNDVLN / DVPN / DVVNDWLN
チップ
シートスクリュー
シート
スプリング
クランプ
スクリュー
DDJN
チップ材種
旋削チップCBNダイヤモンド
外径
スモールツール
内径
溝入れ
突切り
ねじ切り
ドリル
ソリッドツール
ミーリングツーリング機器イージーオーダーシステム
部品
技術資料
SPKセラミック
索引
A
B
C
D
E
F
G
H
J
K
L
M
N
O
P
R
S
T
D.indd 7 2019/06/05 22:17:36

D8● : 標準在庫
横すくい角 : - 6˚
切れ刃傾き角 : - 6˚
●適合チップ
ホルダ型番 チップ型番
DCLN &...-12CN□ACN□GCN□M
1204..
■ DCLN(外径・端面加工)
● 本図は右勝手(R)を示す
外径ホルダ[CN□□チップ用]
HF H
95°
WF
LFLH
B
95°
ダブルクランプ方式 / レバーロック方式
型 番
在庫 寸 法 (mm) 基準コーナR
(RE)
部 品 クランプ スクリュー スプリング シート シートスクリュー レンチ レンチ(別売り)
R L H HF B LF LH WF
DCLN& 2020K -12 N N 20 20 20 125 33 250.8 CP-3D CS-3D SP-3D *1DC-44
*2DC-44-CSB-4085TR LW-3 FT-15
2525M-12 N N 25 25 25 150 32 32*1. コーナR(RE) = 1.6mm 以上のチップをご使用の際は、被削材とシートの干渉防止のため、シートの追加工が必要となります。*2. SXブレーカをご使用の際は、シート(別売り)の交換が必要となります。
●ホルダ寸法
シート用クランプ用
95°
横すくい角 : - 6˚
切れ刃傾き角 : - 6˚
●適合チップ
ホルダ型番 チップ型番
DCLN &...-12CN□ACN□GCN□M
1204..
■ DCLN-JCT(外径・端面加工、クーラントホルダ)
● 本図は右勝手(R)を示す
型 番
在庫 寸 法 (mm) 基準コーナR
(RE)
部 品 クランプ 接続パイプ
(*1Oリング付き)スクリュー スプリング シート シートスクリュー レンチ
R L H HF B LF LH WF MHD
DCLN& 2020K -12JCT N N 20 20 20 12527
25 1090.8 CP-3D-
&-JCT FP-12 CS-3D-TR SP-3D *2DC-44*3DC-44-C SB-4085TR FT-15
2525M-12JCT N N 25 25 25 150 32 134配管部品は、D10,D11をご参照ください。*1 Oリング (SS-035)のみの注文も可能です。*2 コーナR(RE) = 1.6mm 以上のチップをご使用の際は、被削材とシートの干渉防止のため、シートの追加工が必要となります。*3 SXブレーカをご使用の際は、シート(別売り)の交換が必要となります。
●ホルダ寸法
B
LF
WF B
WF
HF H H
95°
93°
HF
LFLH LH
MHDMHD G1/8 G1/8
耐圧:~30MPa
LH95°
WF
7
27
2020K-12JCT
外径
D
D.indd 8 2019/06/05 22:17:38
D9
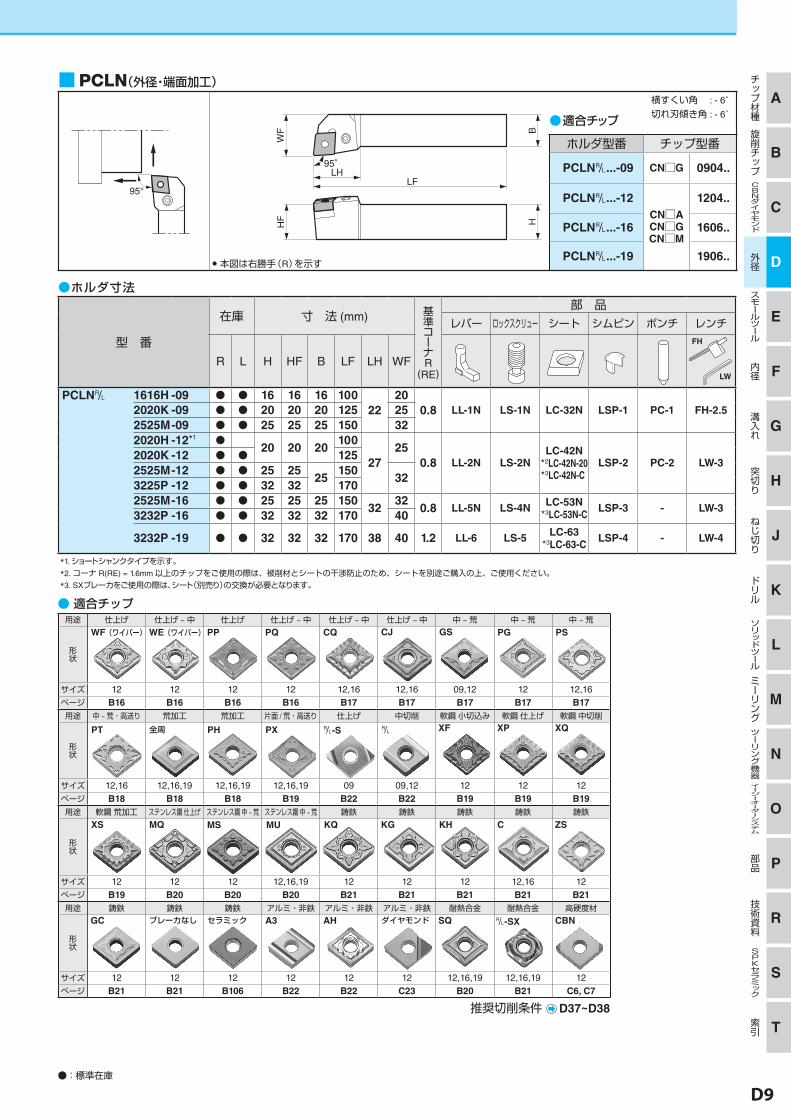
●適合チップ
ホルダ型番 チップ型番
PCLN&...-09 CN□G 0904..
PCLN&...-12CN□ACN□GCN□M
1204..
PCLN&...-16 1606..
PCLN&...-19 1906..
用途 仕上げ 仕上げ ~ 中 仕上げ 仕上げ ~ 中 仕上げ ~ 中 仕上げ ~ 中 中 ~ 荒 中 ~ 荒 中 ~ 荒
形状
サイズ 12 12 12 12 12,16 12,16 09,12 12 12,16ページ B16 B16 B16 B16 B17 B17 B17 B17 B17用途 中 ~ 荒・高送り 荒加工 荒加工 片面 / 荒・高送り 仕上げ 中切削 軟鋼 小切込み 軟鋼 仕上げ 軟鋼 中切削
形状
サイズ 12,16 12,16,19 12,16,19 12,16,19 09 09,12 12 12 12ページ B18 B18 B18 B19 B22 B22 B19 B19 B19用途 軟鋼 荒加工 ステンレス鋼 仕上げ ステンレス鋼 中 ~ 荒 ステンレス鋼 中 ~ 荒 鋳鉄 鋳鉄 鋳鉄 鋳鉄 鋳鉄
形状
サイズ 12 12 12 12,16,19 12 12 12 12,16 12ページ B19 B20 B20 B20 B21 B21 B21 B21 B21用途 鋳鉄 鋳鉄 鋳鉄 アルミ・非鉄 アルミ・非鉄 アルミ・非鉄 耐熱合金 耐熱合金 高硬度材
形状
&-SX
サイズ 12 12 12 12 12 12 12,16,19 12,16,19 12ページ B21 B21 B106 B22 B22 C23 B20 B21 C6, C7
推奨切削条件 D37~D38
■ PCLN(外径・端面加工)横すくい角 : - 6˚
切れ刃傾き角 : - 6˚
●ホルダ寸法
型 番
在庫 寸 法 (mm) 基準コーナR
(RE)
部 品 レバー ロックスクリュー シート シムピン ポンチ レンチ
R L H HF B LF LH WF
PCLN& 1616H -09 N N 16 16 16 10022
200.8 LL-1N LS-1N LC-32N LSP-1 PC-1 FH-2.52020K -09 N N 20 20 20 125 25
2525M-09 N N 25 25 25 150 322020H -12*1 N
20 20 20100
27 25
0.8 LL-2N LS-2NLC-42N
*2LC-42N-20*3LC-42N-C
LSP-2 PC-2 LW-32020K -12 N N 1252525M-12 N N 25 25
25150
323225P -12 N N 32 32 1702525M-16 N N 25 25 25 150
3232
0.8 LL-5N LS-4N LC-53N*3LC-53N-C
LSP-3 - LW-33232P -16 N N 32 32 32 170 40
3232P -19 N N 32 32 32 170 38 40 1.2 LL-6 LS-5 LC-63*3LC-63-C
LSP-4 - LW-4
*1. ショートシャンクタイプを示す。
*2. コーナ R(RE) = 1.6mm 以上のチップをご使用の際は、被削材とシートの干渉防止のため、シートを別途ご購入の上、ご使用ください。
*3. SXブレーカをご使用の際は、シート(別売り)の交換が必要となります。
● 本図は右勝手(R)を示す
FH
LW
PQPP
&&-SPXPT PH全周
PG PSGSWE(ワイパー)WF(ワイパー)
MQ
XQ
XS
XPXF
CKQ KG KH ZS
GC ダイヤモンド SQ CBNセラミック AHブレーカなし
CQ CJ
MS MU
● 適合チップ
HF
LH95°
LF
HB
WF
95°
A3
● : 標準在庫
チップ材種
旋削チップCBNダイヤモンド
外径
スモールツール
内径
溝入れ
突切り
ねじ切り
ドリル
ソリッドツール
ミーリングツーリング機器イージーオーダーシステム
部品
技術資料
SPKセラミック
索引
A
B
C
D
E
F
G
H
J
K
L
M
N
O
P
R
S
T
D.indd 9 2019/06/05 22:17:44

D10
クーラントホルダ 配管部品
<配管接続のイメージ>
・ 高圧ポンプユニットがなくても、 通常圧で内部給油として使用が可能
・ バンジョーボルト(アングルホース用)もレパートリー 多様なマシンに対応
高圧対応ホースと継手で簡単に使用可能
(2)ワッシャ(1)継手 /バンジョーボルト
(1)(2) (2)(3) (1)
(1)(2) (2)
(3)
(1)
(3)ホース(2)ワッシャ(1)継手 /バンジョーボルト
マシン
マシン
G1/8M10
G1/8M10
UNF3/8 ST ST
AN AN
UNF3/8
UNF3/8
UNF3/8
G1/8
G1/8
G1/8
JCTホルダ
(2)ワッシャ
(1)バンジョーボルト
(2)ワッシャ (1)継手
(3)ホース
クーラント圧 (MPa) 工具寿命 切りくず処理 備 考
通常圧 ~ 2 (低圧域) ○ - 1MPa 以下の低圧域でも工具寿命向上
2 ~ 7 (中圧域) ◎ ○ 工具寿命・切りくず処理性能向上
7 ~ 15 (高圧域) ◎ ◎ 切りくずの細分化が可能
15 ~ 30 (超高圧域) ◎ ◎ 切りくずの細分化が可能。耐熱合金等の高速加工に対応
低圧域でも内部給油による性能向上、安定加工が可能
●内部給油の効果(参考)
簡単接続
外径
D
D.indd 10 2019/06/05 22:17:45

D11
注意事項1. 本製品はマシンのドアが完全に閉まった状態で使用してください2. 配管部品のおねじには必ずねじ用シール材を使用し、正しく接続されていることを確認してください また、使用しないクーラント穴がある場合は、付属部品のプラグ(埋め栓)にねじ用シール材を使用し、装着してください3. クーラントホースはしっかりと固定して使用してください4. 銅ワッシャを使用しても若干の漏れは発生しますが、性能に影響はありません5. ねじ規格が同じであれば、市販の配管部品も接続可能です。耐圧をご確認の上、使用してください6. クーラント装置の定期的なフィルタ交換を推奨します
(1)継手 / バンジョーボルト 耐圧:~30MPa
形 状 型 番 在庫ねじ規格
ホルダ・マシン接続側
25 (29)
G1/8 (M10) UNF3/8
J-G1/8-UNF3/8 N G1/8
J-M10X1.5-UNF3/8 N M10X1.5
バンジョーボルト(アングルホース用 )
G1/8 (M10)
24.3
BB-G1/8 N G1/8
BB-M10X1.5 N M10X1.5
(2)ワッシャ 耐圧:~30MPa
形 状 型 番 在庫
1.28
ø15ø10
WS-10 N
(3)ホース 耐圧:~30MPa
形 状 型 番 在庫 ねじ規格寸法 (mm)
L
L
ST ST
AN AN
HS-ST-ST-200 NUNF3/8 UNF3/8
200
HS-ST-ST-250 N 250
HS-ST-AN-200 NUNF3/8 -
( バンジョーボルト)200
HS-ST-AN-250 N 250
HS-AN-AN-200 N - ( バンジョーボルト)
- ( バンジョーボルト)
200
HS-AN-AN-250 N 250
配管部品は標準でレパートリーしています(別売り) マシン仕様や配管方法により、(1)(2)(3)をお選びください (1)継手 /バンジョーボルト×2個、(2)ワッシャ×2~4個、(3)ホース×1本
※バンジョーボルトを使用の場合、ワッシャは2個必要です
●配管部品
● : 標準在庫
チップ材種
旋削チップCBNダイヤモンド
外径
スモールツール
内径
溝入れ
突切り
ねじ切り
ドリル
ソリッドツール
ミーリングツーリング機器イージーオーダーシステム
部品
技術資料
SPKセラミック
索引
A
B
C
D
E
F
G
H
J
K
L
M
N
O
P
R
S
T
D.indd 11 2019/06/05 22:17:47

D12● : 標準在庫
93° 29°
横すくい角 : - 6˚
切れ刃傾き角 : - 7˚
●適合チップ
ホルダ型番 チップ型番
DDJN&...-15JCT
DN□ADN□GDN□MDNMX
1504..(1506..)
横すくい角 : - 6˚
切れ刃傾き角 : - 6˚
●適合チップ
ホルダ型番 チップ型番
DDHN&...-1504 DN□ADN□GDN□M
1504..(1506..)
DDHN&...-1506 1506..(1504..)
●ホルダ寸法
型 番
在庫 寸 法 (mm) 基準コーナR
(RE)
部 品 クランプ 接続パイプ
(*1Oリング付き) スクリュー スプリング シート シートスクリュー レンチ レンチ
R L H HF B LF LH WF MHD
DDJN& 2020K -1504 N N 20 20 20 125
39
25
-
0.8
CP-3D - CS-3D
SP-3D
*2DD-44(DD-43)
SB-4085TR
LW-3( クランプ用)
FT-15( シート用別売り)
2525M-1504 N N 25 25 25 150 32
DDJN& 2020K -1506 N N 20 20 20 125 25DD-43
(*2DD-44)2525M-1506 N N 25 25 25 150 32
DDJN& 2020K -15JCT N N 20 20 20 12537
25 101CP-4D-&-JCT
FP-12 CS-3D-TR
*2DD-44(DD-43) - FT-15
2525M-15JCT N N 25 25 25 150 32 126
DDHN&2020K -1504 N N 20 20 20 125
37
25
- CP-3D - CS-3D
*2DD-44(DD-43)
LW-3( クランプ用)
FT-15( シート用別売り)
2525M-1504 N N 25 25 25 150 32
DDHN&2020K -1506 N N 20 20 20 125 25DD-43
(*2DD-44)2525M-1506 N N 25 25 25 150 32
配管部品は、D10,D11をご参照ください。( )内のシートはホルダに付属しておりません。チップの厚さを変更する場合、別途ご購入ください。*1 O リング (SS-035) のみの注文も可能です。*2 コーナ R(RE) = 1.6mm 以上のチップをご使用の際は、被削材とシートの干渉防止のため、シートの追加工が必要となります。
■ DDJN-JCT(外径・倣い加工、クーラントホルダ)
■ DDHN(外径・端面・倣い加工)
● 本図は右勝手(R)を示す
横すくい角 : - 6˚
切れ刃傾き角 : - 7˚
●適合チップ
ホルダ型番 チップ型番
DDJN&...-1504DN□ADN□GDN□MDNMX
1504..(1506..)
DDJN&...-1506 1506..(1504..)
■ DDJN(外径・倣い加工)
● 本図は右勝手(R)を示す
外径ホルダ[DN□□チップ用]
93° 29°
HF H
B
WF
93°
LHLF
107.5°
15°
BH
LHLF
HF
107.5°
WF
ダブルクランプ方式
● 本図は右勝手(R)を示す
B
LF
WF B
WF
HF H H
95°
93°
HF
LFLH LH
MHDMHD G1/8 G1/8
耐圧:~30MPa
G1/8
93°
75
WF
HF
LH
37
2020K-15JCT
外径
D
D.indd 12 2019/06/05 22:17:49

D13
横すくい角 : - 6˚
切れ刃傾き角 : - 7˚
ホルダ型番 チップ型番
PDJN&...-11 DN□ADN□G 1104..
PDJN&...-15 DN□ADN□GDN□MDNMX
1504..
PDJN&...-15U 1506..(1504..)
● : 標準在庫
■ PDHN(外径・端面・倣い加工)
●ホルダ寸法
型 番
在庫 寸 法 (mm)部 品
レバー ロックスクリュー シート シムピン ポンチ レンチ
R L H HF B LF LH WF
FH
LW
PDJN& 1616H -11 ● ● 16 16 16 10028
200.4 LL-1DN LS-1N LD-32N LSP-1 PC-1 FH-2.52020K -11 ● ● 20 20 20 125 25
2525M -11 ● ● 25 25 25 150 322020H -15*1 ● 20 20 20 100
3625
0.8 LL-3N LS-2N LD-42*2LD-42-20
LSP-2 PC-2 LW-32020K -15 ● ● 1252525M -15 ● ● 25 25 25 150 323225P -15 ● ● 32 32 1702525M -15U ● ● 25 25 25 150 34 32
0.8 LL-4 LS-3 LD-42 *2LD-42-20
(LD-43)(*2LD-43-20)
LSP-2 PC-2 LW-33232P -15U ● ● 32 32 32 170 36 40
PDHN& 2020K -15 ● ● 20 20 20 125 35 250.8 LL-4 LS-3
LD-43 *2LD-43-20
(LD-42)(*2LD-42-20)
LSP-2 PC-2 LW-32525M -15 ● ● 25 25 25 150 34 32
*1はショートシャンクタイプを示す。・シート:PDJN&-15U…ホルダには、LD-42 が標準装着されています。DN□□1504 タイプのチップをご使用の際は、LD-43 を別途ご購入ください。
PDHN …ホルダには、LD-43 が標準装着されています。DN□□1506 タイプのチップをご使用の際は、LD-42 を別途ご購入ください。・コーナ R(RE) = 1.6mm 以上のチップをご使用の際は、被削材とシートの干渉防止のため、*2 のシートを別途ご購入の上、ご使用ください。
基準コーナR
(RE)
● 適合チップ用途 ※仕上げ 仕上げ 仕上げ ~ 中 仕上げ ~ 中 仕上げ ~ 中 中 ~ 荒 中 ~ 荒 中 ~ 荒 中 ~ 荒・高送り 荒加工 荒加工
形状
WF(ワイパー) PP PQ CQ CJ GS PG PS PT 全周 PH
サイズ 1504,1506 1504,1506 1504,1506 1504,1506 1504,1506 1104,1504,1506 1504,1506 1504,1506 1504,1506 1504,1506 1504,1506ページ B23 B23 B23 B24 B24 B24 B25 B25 B25 B26 B26用途 片面 / 荒・高送り 仕上げ 中切削 軟鋼 仕上げ 軟鋼 中切削 軟鋼 荒加工 ステンレス鋼 仕上げ ステンレス鋼 中 ~ 荒 ステンレス鋼 中 ~ 荒 ステンレス鋼 中 ~ 荒 鋳鉄
形状
PX &-S & XP XQ XS MQ MS MU TK C
サイズ 1504,1506 1104 1104,1504 1504,1506 1504,1506 1504 1504,1506 1504,1506 1504,1506 1504,1506 1504,1506ページ B26 B30 B30 B26 B26 B26 B27 B28 B28 B27 B29用途 鋳鉄 鋳鉄 鋳鉄 鋳鉄 鋳鉄 鋳鉄 アルミ・非鉄 アルミ・非鉄 アルミ・非鉄 耐熱合金 高硬度材
形状
KQ KG KH ZS GC セラミック &-A3 AH ダイヤモンド SQ CBN
サイズ 1504,1506 1504,1506 1504,1506 1504,1506 1504,1506 1504,1506 1504 1504,1506 1504 1504,1506 1504,1506ページ B29 B29 B29 B29 B29 B107 B30 B30 C23 B28 C8, C9
推奨切削条件 D37~D38
■ PDJN(外径・倣い加工)
レバーロック方式
29°93°
● 適合チップ
● 本図は右勝手(R)を示す
横すくい角 : - 6˚
切れ刃傾き角 : - 6˚
ホルダ型番 チップ型番
PDHN&...15DN□ADN□GDN□M
1504..(1506..)
LH
HF
WF
107.5°LF
HB
切刃傾き角:-6°横すくい角:-6°
● 適合チップ
● 本図は右勝手(R)を示す
15°
107.5°
HF
WF
93°LH LF
HB
切刃傾き角:-7°横すくい角:-6°
※ WFブレーカをご使用の際は、刃先位置もしくは加工プログラムの補正が必要となります R35 DDHN / PDHNホルダには、WFブレーカは適合しません
チップ材種
旋削チップCBNダイヤモンド
外径
スモールツール
内径
溝入れ
突切り
ねじ切り
ドリル
ソリッドツール
ミーリングツーリング機器イージーオーダーシステム
部品
技術資料
SPKセラミック
索引
A
B
C
D
E
F
G
H
J
K
L
M
N
O
P
R
S
T
D.indd 13 2019/06/05 22:17:53

D14● : 標準在庫
横すくい角 : - 4˚
切れ刃傾き角 : - 7˚
●適合チップ
ホルダ型番 チップ型番
DSBN&...-12SN□ASN□GSN□M
1204..
● ホルダ寸法
型 番
在庫 寸 法 (mm) 基準コーナR
(RE)
部 品 クランプ スクリュー スプリング シート シートスクリュー レンチ レンチ(別売り)
R L H HF B LF LH WF
DSBN& 2020K -12 ● ● 20 20 20 12534
170.8 CP-3D CS-3D SP-3D DS-44 SB-4085TR LW-3 FT-15
2525M -12 ● ● 25 25 25 150 22
■ DSBN(外径加工)
型 番
在庫 寸 法 (mm)基準コーナR
(RE)
部 品レバー ロックスクリュー シート シムピン ポンチ レンチ
R L H HF B LF LH WF
PSBN& 1616H -09 ● ● 16 16 16 100 21 13 0.8 LL-1N LS-1N LS-32 LSP-1 PC-1 FH-2.5
2020K -12 ● ● 20 20 20 125 27 170.8 LL-2N LS-2N LS-42 LSP-2 PC-2 LW-3
2525M -12 ● ● 25 25 25 150 24 22
PSKN& 1616H -09 ● ● 16 16 16 100 19 20 0.8 LL-1N LS-1N LS-32 LSP-1 PC-1 FH-2.5
2020K -12 ● ● 20 20 20 12522.5
250.8 LL-2N LS-2N LS-42 LSP-2 PC-2 LW-3
2525M -12 ● ● 25 25 25 150 32
・ PSKN&…勝手付きチップを使用の場合、 右勝手(R)ホルダには左勝手(L)チップ 左勝手(L)ホルダには右勝手(R)チップが適合します。
FH
LW
HF
WF
75°
LHLF
BH
75°75°
● 本図は右勝手(R)を示す
■ PSKN(端面加工)
● ホルダ寸法
外径ホルダ[SN□□チップ用]
75°2020K-12 タイプ
WF
LHLF
BHHF
WF
75°
2.5
2020K-12 タイプ
WF
LHLF
BHHF
WF
75°
2.5
● 本図は右勝手(R)を示す
ダブルクランプ方式 / レバーロック方式
横すくい角 : - 4˚
切れ刃傾き角 : - 7˚
75°
75°
HF
WF
LFLH
HB
● 本図は右勝手(R)を示す
■ PSBN(外径加工)横すくい角 : - 4˚
切れ刃傾き角 : - 7˚
シート用クランプ用
外径
D
D.indd 14 2019/06/05 22:17:57

D15● : 標準在庫
ホルダ型番 チップ型番PSBN&…-09
SN□G 0903..PSKN&…-09
PSSN&…-09
PSDNN…-09
PSBN&…-12SN□ASN□GSN□M
1204..PSKN&…-12
PSSN&…-12
PSDNN…-12
用途 仕上げ ~ 中 中 ~ 荒 中 ~ 荒 中 ~ 荒 中 ~ 荒・高送り 荒加工 荒加工 片面 / 荒・高送り
形状
PG
サイズ 12 12 12 12 12 09, 12 12 12ページ B32 B32 B32 B32 B32 B32 B33 B33用途 仕上げ ~ 荒 中 ~ 荒・低抵抗型 軟鋼 仕上げ 軟鋼 中切削 軟鋼 荒加工 ステンレス鋼 仕上げ ステンレス鋼 中 ~ 荒 鋳鉄
形状
サイズ 09, 12 12 12 12 12 12 12 12ページ B35 B35 B33 B33 B33 B34 B34 B34用途 鋳鉄 鋳鉄 鋳鉄 鋳鉄 鋳鉄 鋳鉄 高硬度材
形状
サイズ 12 12 12 12 12 12 12ページ B34 B34 B34 B34 B35 B109 C10
・PSSN&…勝手付きチップを使用の場合 外径加工の時: 右勝手(R)ホルダには右勝手(R)チップ、
左勝手(L)ホルダには左勝手(L)チップが適合します。 端面加工の時: 右勝手(R)ホルダには左勝手(L)チップ、
左勝手(L)ホルダには右勝手(R)チップが適合します。
推奨切削条件 D37~D38
■ PSSN(外径・端面・面取り加工)
■ PSDN(外径・面取り加工)
● ホルダ寸法
●適合チップ
型 番
在庫 寸 法 (mm)基準コーナR
(RE)
部 品レバー ロックスクリュー シート シムピン ポンチ レンチ
R N L H HF B LF LH WF WFS
PSSN& 1616H -09 ● ● 16 16 16 100 22 20 13.6 0.8 LL-1N LS-1N LS-32 LSP-1 PC-1 FH-2.5
2020K -12 ● ● 20 20 20 12529
25 16.40.8 LL-2N LS-2N LS-42 LSP-2 PC-2 LW-3
2525M-12 ● ● 25 25 25 150 32 23.4
PSDNN 1616H -09 ● 16 16 16 100 21 8 - 0.8 LL-1N LS-1N LS-32 LSP-1 PC-1 FH-2.5
2020K -12 ● 20 20 20 12530
10- 0.8 LL-2N LS-2N LS-42 LSP-2 PC-2 LW-3
2525M-12 ● 25 25 25 150 12.5
FH
LW
PQ PS HS PT 全周
&- □ &-25R XSXQXP
GC ブレーカなし
C
セラミック CBN
45°
WF
WFS
HF
BH
45°LHLF
● 本図は右勝手(R)を示す
45°
45°H
FW
FLH
LF
HB
MS
PH PX
レバーロック方式
MQ
横すくい角 : - 8˚
切れ刃傾き角 : 0˚
バックレーキ角 : - 8.5˚
チップ材種
旋削チップCBNダイヤモンド
外径
スモールツール
内径
溝入れ
突切り
ねじ切り
ドリル
ソリッドツール
ミーリングツーリング機器イージーオーダーシステム
部品
技術資料
SPKセラミック
索引
A
B
C
D
E
F
G
H
J
K
L
M
N
O
P
R
S
T
ZSKG KH
D.indd 15 2019/06/05 22:17:59

D16● : 標準在庫□ : 次期カタログより抹消予定
横すくい角 : - 6˚
切れ刃傾き角 : - 6˚
●適合チップ
ホルダ型番 チップ型番
DTGN&...-16
TN□ATN□GTN□MTNMX
1604..
型 番
在庫 寸 法 (mm) 基準コーナR
(RE)
部 品 クランプ スクリュー スプリング シート シートスクリュー レンチ レンチ(別売り)
R L H HF B LF LH WF
DTGN& 2020K -16 ● ● 20 20 20 12525
250.8 CP-2D CS-2D SP-2D *DT-32 SB-3080TR LW-2.5 FT-10
2525M -16 ● ● 25 25 25 150 32
* コーナ R(RE) = 1.6mm 以上のチップをご使用の際は、被削材とシートの干渉防止のため、シートの追加工が必要となります。・WFブレーカ(ワイパーチップ)をご使用の際は、刃先位置もしくは加工プログラムの補正が必要となります。 R35
■ DTGN(外径加工)
HF
WF
91°LH LF
HB
■ PTGN(外径加工)
ホルダ型番 チップ型番 ホルダ型番 チップ型番
PT□N&12...-11TN□□
1103.. PT□N&...-16 TN□ATN□GTN□M*3TNMX
1604..
PT□N&...-11 1104.. PT□N&...-22 2204..
型 番
在庫 寸 法 (mm) 基準コーナR
(RE)
部 品レバー ロックスクリュー シート シムピン ポンチ レンチ
R L H HF B LF LH WF
PTGN& 1212F -11 ● ● 12 12 12 80 18 16 0.8 LL-03N LS-03N - P-03 - FH-21616H -11 ● □ 16 16 16 100
2220
0.8 LL-03TN LS-03SN - P-03S - FH-2.52020K -11 ● ● 20 20 20 125 252525M -11 ● ● 25 25 25 150 321616H -16 ● ● 16 16 16 100
24
20
0.8 LL-1N LS-1N LT-32N*2LT-32N-20 LSP-1 PC-1 FH-2.52020H -16*1 ● 20 20 20 252020K -16 ● ● 125
2525M -16 ● ● 25 25 25 150 32
2525M -22 ● ● 25 25 25 150 29 32 0.8 LL-2N LS-2N LT-42N*2LT-42N-20 LSP-2 PC-2 LW-3
PTFN& 1212F -11 ● ● 12 12 12 80 15 16 0.8 LL-03N LS-03N - P-03 - FH-21616H -11 ● ● 16 16 16 100
22.520
0.8 LL-03TN LS-03SN - P-03S - FH-2.52020K -11 ● □ 20 20 20 125 252525M -11 ● ● 25 25 25 150 322020K -16 ● ● 20 20 20 125 22 25 0.8 LL-1N LS-1N LT-32N
*2LT-32N-20 LSP-1 PC-1 FH-2.52525M -16 ● ● 25 25 25 150 23 32
2525M -22 ● ● 25 25 25 150 28 32 0.8 LL-2N LS-2N LT-42N*2LT-42N-20 LSP-2 PC-2 LW-3
*1 はショートシャンクタイプを示す。・コーナ R(RE) = 1.6mm 以上のチップをご使用の際は、被削材とシートの干渉防止のため、*2 のシートを別途ご購入の上、ご使用ください。・WFブレーカ(ワイパーチップ)をご使用の際は、刃先位置もしくは加工プログラムの補正が必要となります。 R35
P
LSP
FH
LW
●適合チップ
91°
● 本図は右勝手(R)を示す
PTGN&1212F-11
PTFN&1212F-11に適合するチップ型番は TN□□1103 タイプになります。
■ PTFN(端面加工)
● 本図は右勝手(R)を示す
91°
HF
WF
91°
LHLF
HB
・ PTFN&…勝手付きチップを使用の場合、 右勝手(R)ホルダには左勝手(L)チップ 左勝手(L)ホルダには右勝手(R)チップが適合します。
外径ホルダ[TN□□チップ用] ダブルクランプ方式 / レバーロック方式
91°
HF H
WF B
LFLH
91°
HF H
WF B
LFLH
91°
横すくい角 : - 6˚
切れ刃傾き角 : - 6˚
横すくい角 : - 6˚
切れ刃傾き角 : - 6˚
シート用クランプ用
*3. PT□N&…22 には、TNMX タイプは適合しません。
● 本図は右勝手(R)を示す
外径
D
D.indd 16 2019/06/05 22:18:03

D17● : 標準在庫
に適合するチップ型番は TN□□1103 タイプになります。
■ WTJN-N(外径・倣い加工)
■ WTKN-N(外径・端面・倣い加工)
●ホルダ寸法
型 番在庫 寸 法 (mm)
基準コーナR
(RE)
部 品クランプセット シート シムピン シムナット レンチ スペーサ
R N L H HF B LF LH WF
WTJN& 2020K -16N ● ● 20 20 20 125 32 25
0.8 WCS-1NWTN-33*WTN
-33-20WP-1S WN-1 LW-3 WSP-1
2525M-16N ● ● 25 25 25 150 32WTKN& 2020K -16N ● ● 20 20 20 125 32 25
2525M-16N ● ● 25 25 25 150 32WTENN 2020K -16N ● 20 20 20 125 32 10
2525M-16N ● 25 25 25 150 12.5・コーナ R(RE) = 1.6mm 以上のチップをご使用の際は、被削材とシートの干渉防止のため、* 印のシート (WTN-33-20) を別途ご購入の上、ご使用ください。
93° 24° 93°
HF
WF
LHLF
HB
204.
5
105°
12°
HF
WF
LH105°
LF
HB
204.
5
60°
57° 60°LH
HF
LF
BH
WF
204.
5
■ WTEN-N(外径・面取り加工)
ウェッジロック方式
● 本図は右勝手(R)を示す
● 本図は右勝手(R)を示す
横すくい角 : - 6˚
切れ刃傾き角 : - 6˚
WTJN&2020Kタイプは、シムナットがホルダ下面 より出るため、下記形状 となります。
横すくい角 : - 6˚
切れ刃傾き角 : - 6˚
WTKN&2020Kタイプは、シムナットがホルダ下面 より出るため、下記形状 となります。
バックレーキ角 : - 8.5˚
WTENN2020Kタイプは、シムナットがホルダ下面 より出るため、下記形状 となります。
用途 仕上げ 仕上げ ~ 中 仕上げ ~ 中 中 ~ 荒 中 ~ 荒 中 ~ 荒 中 ~ 荒・高送り 中 ~ 荒・高送り 荒加工
形状
PG
サイズ 16 16 16,22 1104,16 16 16,22 16 16 16,22ページ B36 B36 B36 B36 B36 B37 B37 B37 B37用途 片面 / 荒・高送り 荒加工 仕上げ 仕上げ ~ 荒 中 ~ 荒・低抵抗型 軟鋼 小切込み 軟鋼 仕上げ 軟鋼 中切削 軟鋼 荒加工
形状
XF
サイズ 16,22 16,22 1104,16 1103,1104,16,22 16 16 16 16 16ページ B38 B37 B42 B42,B43 B43 B38 B38 B38 B38
用途 ステンレス鋼 仕上げ ステンレス鋼 中 ~ 荒 ステンレス鋼 中 ~ 荒 鋳鉄 鋳鉄 鋳鉄 鋳鉄 鋳鉄 アルミ・非鉄 アルミ・非鉄 アルミ・非鉄 高硬度材
形状
サイズ 16 16 16 16 16 16 16 16 16 16 16 16ページ B39 B39 B39 B40 B40 B40 B40 B111 B41 B41 C23 C10,C11
・ ウェッジロック方式はチップ拘束力が強いため、セラミックチップ(窒化珪素系を除く)のご使用は推奨致しません。 推奨切削条件 D37~D38
ホルダ型番 チップ型番
WTJN&...-16NTN□ATN□GTN□M
1604..WTKN&...-16N
WTENN...-16N
●適合チップ
PP
XP
ZS AHセラミック CBNダイヤモンド
XQ XS
MQ
&- □&-S &-25R
PQ CQ GS PT GT
全周
MUMS
PH
PX
PS
KQ KG KH &-A3
チップ材種
旋削チップCBNダイヤモンド
外径
スモールツール
内径
溝入れ
突切り
ねじ切り
ドリル
ソリッドツール
ミーリングツーリング機器イージーオーダーシステム
部品
技術資料
SPKセラミック
索引
A
B
C
D
E
F
G
H
J
K
L
M
N
O
P
R
S
T
D.indd 17 2019/06/05 22:18:07

D18● : 標準在庫
● ホルダ寸法
バックレーキ角 : - 11˚
●適合チップ
ホルダ型番 チップ型番
DVVNN...-16VN□AVN□GVN□M
1604..
■ DVVN(外径・倣い加工)
■ DVPN(外径・端面・倣い・ぬすみ加工) 横すくい角 : - 13˚
切れ刃傾き角 : - 10˚
●適合チップ
ホルダ型番 チップ型番
DVPN&...-16VN□AVN□GVN□M
1604..● 本図は右勝手(R)を示す
外径ホルダ[VN□□チップ用] ダブルクランプ方式
■ DVLN(外径・倣い加工)
● 本図は右勝手(R)を示す
HF H
B
LFLH
95°
WF
横すくい角 : - 6˚
切れ刃傾き角 : - 9˚
●適合チップ
ホルダ型番 チップ型番
DVLN&...-16VN□AVN□GVN□M
1604..
95° 47°
25°
HHF
LFLH
B
WF
2020K-16 タイプ
WF
5
70°
BHHF
WF
LFLH
72.5˚
型 番
在庫 寸 法 (mm) 基準コーナR
(RE)
部 品 クランプ スクリュー スプリング シート シートスクリュー レンチ レンチ(別売り)
R N L H HF B LF LH WF
シート用
DVLN& 2020K -16 ● ● 20 20 20 12545
25
0.8 CP-5D CS-5D SP-5D DV-33 SB-4085TR LW-3 FT-15
2525M-16 ● ● 25 25 25 150 32
DVPN& 2020K -16 ● ● 20 20 20 12540
27
2525M-16 ● ● 25 25 25 150 32
DVVNN 2020K -16 ● 20 20 20 12546
10
2525M-16 ● 25 25 25 150 12.5
クランプ用
外径
D
D.indd 18 2019/06/05 22:18:09

D19
横すくい角 : - 6˚
切れ刃傾き角 : - 9˚
● : 標準在庫
● ホルダ寸法
70°72.5°
HF
LH
WF
LF
HB
バックレーキ角:-11°
型 番
在庫 寸 法 (mm) 基準コーナR
(RE)
部 品クランプセット レンチ シート ロックピン レンチ
R N L H HF B LF LH WF
MVLN& 2020K -16 ● ● 20 20 20 12538
250.8 CPS-5& FH-2.5 MVN-32 TS-3S FH-2
2525M-16 ● ● 25 25 25 150 32MVVNN 2020K -16 ● 20 20 20 125
3910
0.8 CPS-5R FH-2.5 MVN-32 TS-3S FH-22525M-16 ● 25 25 25 150 12.5
・クランプセット:右勝手(R)ホルダには CPS-5R、左勝手(L)ホルダには CPS-5L が適合します。
● 適合チップ
MVVNNタイプ(勝手なしホルダ)
MVLNRタイプ(右勝手ホルダ)
クランプセット:(CPS-5L)は左ねじです。チップをクランプする時は矢印→の方向(反時計回り)に回してください。チップを取外すときは矢印→と逆方向(時計回り)に回してください。
MVLNLタイプ(左勝手ホルダ)
クランプセット:(CPS-5R)は右ねじです。チップをクランプする時は矢印→の方向(時計回り)に回してください。チップを取外すときは矢印→と逆方向(反時計回り)に回してください。
◆ クランプセットの回転方向について
■ MVLN(外径・倣い加工)
■ MVVN(外径・倣い加工)
95°LH
HF
WF
LF
HB
切刃傾き角:-9°横すくい角:-6°
95°
47°
● 本図は右勝手(R)を示す
バックレーキ角 : - 11˚
用途 仕上げ 仕上げ ~ 中 仕上げ ~ 中 仕上げ ~ 中 中切削 荒加工 仕上げ ~ 中 ステンレス鋼 仕上げ
形状
サイズ 16 16 16 16 16 16 16 16
ページ B44 B44 B44 B44 B44 B44 B45 B45用途 ステンレス鋼 中 ~ 荒 ステンレス鋼 中 ~ 荒 鋳鉄 鋳鉄 鋳鉄 鋳鉄 アルミ・非鉄 高硬度材
形状
サイズ 16 16 16 16 16 16 16 16
ページ B45 B45 B45 B45 B45 B112 C23 C12
推奨切削条件 D37~D38
VF-VCPP PQ TN-V 全周 MQ&&
MU CBNダイヤモンドブレーカなし セラミックMS
ホルダ型番 チップ型番MVLN&...-16MVVNN...-16
VN□AVN□GVN□M
1604..
二重クランプ方式
KG KH
チップ材種
旋削チップCBNダイヤモンド
外径
スモールツール
内径
溝入れ
突切り
ねじ切り
ドリル
ソリッドツール
ミーリングツーリング機器イージーオーダーシステム
部品
技術資料
SPKセラミック
索引
A
B
C
D
E
F
G
H
J
K
L
M
N
O
P
R
S
T
D.indd 19 2019/06/05 22:18:12

D20● : 標準在庫
■ PVLN(外径・倣い加工)
■ PVPN(外径・端面・倣い・ぬすみ加工)
■ PVVN(外径・倣い加工)
● ホルダ寸法
70°
WF
72.5゚
LHLF
HF
BH
側面(矢印方向)から操作
95°
HF
WF
LHLF
HB
側面(矢印方向)から操作
95° 47°
● 本図は右勝手(R)を示す
25°LH
HF
WF
LF
HB
側面(矢印方向)から操作
● 本図は右勝手(R)を示す
● 適合チップ
型 番
在庫 寸 法 (mm) 基準コーナR
(RE)
部 品ロックピン ロックスクリュー シート レンチ
R N L H HF B LF LH WF
PVLN& 2525M-16Q ● ● 25 25 25 150 37 32 0.8 LP-6S LS-15 KVN-32 LW-3
PVPN& 2020K -16Q ● ● 20 20 20 12530
250.8
LP-2SLS-11 KVN-32 LW-3
2525M-16Q ● ● 25 25 25 150 32 LP-6S
PVVNN 2020K -16Q ● 20 20 20 125 35 100.8
LP-2SLS-15 KVN-32 LW-3
2525M-16Q ● 25 25 25 150 40 12.5 LP-6S
外径ホルダ[VN□□チップ用] ピンロック方式
ホルダ型番 チップ型番
PVLN&...-16Q VN□A
1604..PVPN&...-16Q VN□G
PVVNN...-16Q VN□M
用途 仕上げ 仕上げ ~ 中 仕上げ ~ 中 仕上げ ~ 中 中切削 荒加工 仕上げ ~ 中 ステンレス鋼 仕上げ
形状
サイズ 16 16 16 16 16 16 16 16ページ B44 B44 B44 B44 B44 B44 B45 B45用途 ステンレス鋼 中 ~ 荒 ステンレス鋼 中 ~ 荒 鋳鉄 鋳鉄 鋳鉄 鋳鉄 アルミ・非鉄 高硬度材
形状
サイズ 16 16 16 16 16 16 16 16ページ B45 B45 B45 B45 B45 B112 C23 C12
推奨切削条件 D37~D38
VF 全周TN-VPQPP
CBNダイヤモンドセラミックブレーカなし
MQ&
MU KG KHMS
横すくい角 : - 6˚
切れ刃傾き角 : - 9˚
横すくい角 : - 13˚
切れ刃傾き角 : - 10˚
バックレーキ角 : - 11˚
-VC&
外径
D
D.indd 20 2019/06/05 22:18:14

D21● : 標準在庫
■ PRGC / PRXC / PRGN(外径・端面・倣い加工)
● ホルダ寸法
●適合チップ
PRGC
LH
HF
0°
WF
LF
60°
HB
HF
0°W
F
LF
45°LH
HB
● 本図は右勝手(R)を示す
40°
WF
HF
LH
45°
LF
HB
● 本図は右勝手(R)を示す
30°
● 本図は右勝手(R)を示す
PRXC
PRGN
ホルダ型番 チップ型番PRGC&…-10
RCGXRCMX
1003M0
PRGC&…-12 1204M0
PRXC&…-10 1003M0
PRXC&…-12 1204M0
PRGN&…-09RNMG
090300
PRGN&…-12 120400
用途 中切削 アルミ・非鉄
形状
サイズ 10, 12 10ページ B74 B74用途 中 ~ 荒
形状
サイズ 09, 12ページ B31
推奨切削条件 D37~D38
全周
AQ全周
型 番在庫 寸 法 (mm)
基準コーナR
(RE)
部 品レバー ロックスクリュー シート シムピン ポンチ レンチ
R L H HF B LF LH WF
PRGC& 2020K -10 ● ● 20 20 20 12515
25- LL-05C LS-05 LR-10C LSP-1 PC-1 FH-2
2525M-10 ● ● 25 25 25 150 322020K -12 ● ● 20 20 20 125 14 25
- LL-1CN LS-1N LR-12C LSP-1 PC-1 FH-2.52525M-12 ● ● 25 25 25 150 17 32
PRXC& 2020K -10 ● ● 20 20 20 125 25 20.5- LL-05C LS-05 LR-10C LSP-1 PC-1 FH-22525M-10 ● ●
25 25 25150
30 25.52525Q -10 ● ● 180
2525M-12 ● ● 25 25 25 150 30 25.7 - LL-1CN LS-1N LR-12C LSP-1 PC-1 FH-2.5
PRGN& 2020K -09 ● ● 20 20 20 125 19 25 - LL-1N LS-1N LR-80 LSP-1 PC-1 FH-2.5
2525M-12 ● ● 25 25 25 150 26 32 - LL-2N LS-2N LR-81 LSP-2 PC-2 LW-3
FH
LW
外径ホルダ[RC□□/RN□□チップ用] レバーロック方式
横すくい角 : 0˚
切れ刃傾き角 : 0˚
横すくい角 : 0˚
切れ刃傾き角 : 0˚
横すくい角 : - 6˚
切れ刃傾き角 : - 6˚
チップ材種
旋削チップCBNダイヤモンド
外径
スモールツール
内径
溝入れ
突切り
ねじ切り
ドリル
ソリッドツール
ミーリングツーリング機器イージーオーダーシステム
部品
技術資料
SPKセラミック
索引
A
B
C
D
E
F
G
H
J
K
L
M
N
O
P
R
S
T
D.indd 21 2019/06/05 22:18:17

D22● : 標準在庫
横すくい角 : - 6˚
切れ刃傾き角 : - 6˚
●適合チップ
ホルダ型番 チップ型番
DWLN&...-08WN□AWN□GWN□M
0804...
型 番
在庫 寸 法 (mm) 基準コーナR
(RE)
部 品 クランプ スクリュー スプリング シート シートスクリュー レンチ レンチ(別売り)
R L H HF B LF LH WF
DWLN& 2020K -08 ● ● 20 20 20 12534
250.8 CP-3D CS-3D SP-3D DW-44 SB-4085TR LW-3 FT-15
2525M -08 ● ● 25 25 25 150 32
横すくい角 : - 6˚
切れ刃傾き角 : - 6˚
●適合チップ
ホルダ寸法 チップ型番
DWLN&...-08JCTWN□AWN□GWN□M
0804...
型 番
在庫 寸 法 (mm) 基準コーナR
(RE)
部 品 クランプ 接続パイプ
(*1Oリング付き)スクリュー スプリング シート シートスクリュー レンチ
R L H HF B LF LH WF MHD
DWLN& 2020K -08JCT ● ● 20 20 20 12527
25 1090.8 CP-3D-
&-JCT FP-12 CS-3D-TR SP-3D DW-44 SB-4085TR FT-152525M -08JCT ● ● 25 25 25 150 32 134
配管部品は、D10,D11をご参照ください。*1 Oリング (SS-035)のみの注文も可能です。
■ DWLN(外径・端面加工)
■ DWLN-JCT(外径・端面加工、クーラントホルダ)
外径ホルダ[WN□□チップ用]
HF H
95°
WF
LFLH
B
95°
● 本図は右勝手(R)を示す
● 本図は右勝手(R)を示す
HF H
95°
WF
LFLH
B
シート用クランプ用
95°
G1/8
HHF
MHD
LFLH
B
WF
95°
G1/85
7
LH
HF
WF
27
2020K-08JCT
95°
95°
外径
D
D.indd 22 2019/06/05 22:18:19

D23
用途 仕上げ 仕上げ ~ 中 仕上げ 仕上げ ~ 中 仕上げ ~ 中 仕上げ ~ 中 中 ~ 荒 中 ~ 荒 中 ~ 荒
形状
サイズ 08 08 08 08 08 08 06,08 08 08ページ B46 B46 B46 B46 B47 B47 B47 B47 B47用途 中 ~ 荒・高送り 荒加工 仕上げ 中切削 軟鋼 仕上げ 軟鋼 中切削 軟鋼 荒加工 ステンレス鋼 仕上げ ステンレス鋼 中 ~ 荒
形状
サイズ 08 08 06 06 08 08 08 08 08ページ B47 B47 B49 B49 B48 B48 B48 B48 B48用途 ステンレス鋼 中 ~ 荒 鋳鉄 鋳鉄 鋳鉄 鋳鉄 鋳鉄 アルミ・非鉄 アルミ・非鉄 高硬度材
形状
サイズ 08 08 08 08 08 08 08 08 08ページ B48 B49 B49 B49 B49 B49 B49 C23 C13
・ウェッジロック方式はチップ拘束力が強いため、セラミックチップ(窒化珪素系を除く)のご使用は推奨致しません。
推奨切削条件 D37~D38
WF(ワイパー) WE(ワイパー) PP PQ CQ GS PS
PT 全周 XP XQ XS&-S &
GCZS
MQ
MU ダイヤモンド CBN
CJ
MS
●適合チップ
AH
横すくい角 : - 6˚
切れ刃傾き角 : - 6˚
●適合チップ
ホルダ型番 チップ型番
WWLN&...-08WN□AWN□GWN□M
0804..
型 番
在庫 寸 法 (mm) 基準コーナR
(RE)
部 品 クランプセット シート シムピン シムナット レンチ
R L H HF B LF LH WF
WWLN& 2020K -08 ● ● 20 20 20 125 30 25 1.2 WCS-8 WWN-42 WP5X15 WN-1 LW-32525M -08 ● ● 25 25 25 150 32
横すくい角 : - 6˚
切れ刃傾き角 : - 6˚
●適合チップ
ホルダ型番 チップ型番PWLN&...-06 WN□A
WN□GWN□M
0604..
PWLN&...-08 0804..
型 番
在庫 寸 法 (mm) 基準コーナR
(RE)
部 品 レバー ロックスクリュー シート シムピン ポンチ レンチ
R L H HF B LF LH WF
PWLN& 1616H -06 ● ● 16 16 16 10022
20LL-1N LS-1N LW-32N LSP-1 PC-1 FH-2.52020K -06 ● ● 20 20 20 125 25 0.8
2525M -06 ● ● 25 25 25 150 322020K -08 ● ● 20 20 20 125 26 25 0.8 LL-2N LS-2N LW-42N LSP-2 PC-2 LW-32525M -08 ● ● 25 25 25 150 32
95°
95°
HF
WF
LHLF
BH
● 本図は右勝手(R)を示す
■ PWLN(外径・端面加工)
FH
LW
95°
95°
HF
WF
LHLF
HB
204.
5
● 本図は右勝手(R)を示す
■ WWLN(外径・端面加工)
ダブルクランプ方式 / レバーロック方式 / ウェッジロック方式
WWLN&2020K タイプは、シムナットがホルダ下面 より出るため、下記形状と なります。
PG
KQ KG KH
● : 標準在庫
チップ材種
旋削チップCBNダイヤモンド
外径
スモールツール
内径
溝入れ
突切り
ねじ切り
ドリル
ソリッドツール
ミーリングツーリング機器イージーオーダーシステム
部品
技術資料
SPKセラミック
索引
A
B
C
D
E
F
G
H
J
K
L
M
N
O
P
R
S
T
D.indd 23 2019/06/05 22:18:25

D24● : 標準在庫
チップ形状
RN
SN
EN
CN
TN
DN
チャンファ仕様チップ厚み
送 り f (mm/rev) 切込みap (mm)0.10 0.15 0.20 0.25 0.30 0.35 0.40 0.45 0.50 0.60
0.3~4
0.3~4
0.3~2
0.05mm x 20°7.94mm
(0.1~0.2)mm x (20°~ 25°) 0.3mm x 30°-
2.0
-
1.6
1.2
0.8
0.4
1.6
1.2
0.8
コーナR(RE)
◆ セラミックチップの選択方法 セラミックチップを使用する場合には,下表を基準として,チップ形状・コーナ R(RE)・送り・チャンファ仕様を選択してください。
(FC250,横切れ刃角 0°~15° の場合 )
● 適合チップ用 途 鋳鉄・高硬度材 高硬度材・鋳鉄
参照ページ B106 C19
形 状 ホルダ型番
CCLN&…-12 CNGN1207..(CNGN1204..)CNMN1207 (CNMN1204)
CCLN&…-16 CNGN1607.. -
推奨切削条件 D37~D38
セラミック CBN (KBN900)
95゜
HF
WF
LH
LF
HBKW
HB
95゜
■ CCLN(外径・端面加工)
● 本図は右勝手(R)を示す
● ホルダ寸法
型 番
在庫 寸 法 (mm)基準コーナR
(RE)
部 品チップブレーカ クランプセット レンチ シート シート止めねじ
R L H HF B LF LH WF HBKW
CCLN& 2020K -12 ● ● 20 20 20 12532
27 50.8 CB-16 CE-010 LW-4 SP-441
(SP-443)M3X8
(M3X12)2525M-12 ● ● 25 25 25 150 32 -3225P -16 ● ● 32 32 25 170 35 32 - 0.8 CB-17 CE-220 LW-4 SP-454 M4X10
・シート及びシート止めねじ:CN□□1204 タイプのチップをご使用の際は、( )内の部品を別途ご購入ください。
セラミック工具用外径ホルダ[CN□□チップ用] クランプオン方式
横すくい角 : - 6˚
切れ刃傾き角 : - 6˚
外径
D
D.indd 24 2019/06/05 22:18:27

D25● : 標準在庫
● ホルダ寸法
型 番
在庫 寸 法 (mm)基準コーナR
(RE)
部 品チップブレーカ クランプセット レンチ シート シート止めねじ
R L H HF B LF LH WF
CDJN& 2525M-15 ● ● 25 2525
15032 32 0.8 CB-14/15 CE-010 LW-4 556C& HH5X16
3225P -15 ● ● 32 32 170・チップブレーカ:右勝手(R)ホルダには CB-14、左勝手(L)ホルダには CB-15 が適合します。・シート:右勝手(R)ホルダには 556CR、左勝手(L)ホルダには 556CL が適合します。
● 適合チップ用 途 鋳鉄・高硬度材
参照ページ B107
形 状ホルダ型番
CDJN&…-15 DNGN1507..
推奨切削条件 D37~D38
セラミック
■ CELN(外径・端面加工)
97.5゜
HF
WF
HB
LH
LF97.5゜
● 本図は右勝手(R)を示す
● 適合チップ用 途 鋳鉄・高硬度材
参照ページ B107
形 状ホルダ型番
CELN&…-13 ENGN1307..
推奨切削条件 D37~D38
セラミック
● ホルダ寸法
型 番
在庫 寸 法 (mm)基準コーナR
(RE)
部 品チップブレーカ クランプセット レンチ シート シート止めねじ
R L H HF B LF LH WF
CELN& 2525M-13 ● ● 25 25 25 150 32 32 0.8 CB-16 CE-010 LW-4 SP-342 M3X8
■ CDJN(外径・倣い・引き加工)
93゜
HF
WF
HB
LH
LF93゜
29゜
● 本図は右勝手(R)を示す
セラミック工具用外径ホルダ[DN□□/EN□□チップ用] クランプオン方式
横すくい角 : - 5˚
切れ刃傾き角 : - 8˚
横すくい角 : - 6˚
切れ刃傾き角 : - 6˚
チップ材種
旋削チップCBNダイヤモンド
外径
スモールツール
内径
溝入れ
突切り
ねじ切り
ドリル
ソリッドツール
ミーリングツーリング機器イージーオーダーシステム
部品
技術資料
SPKセラミック
索引
A
B
C
D
E
F
G
H
J
K
L
M
N
O
P
R
S
T
D.indd 25 2019/06/05 22:18:29

D26
85゜
LH
HF
WF 85゜
LF
HB
■ CSYN(端面加工)
75゜
■ CSRN(外径加工)
75゜
HF
WF
HBKW LH
LF
HB
● 本図は右勝手(R)を示す
85゜H
FW
FHB
KW LH
LF
HB
85゜
■ CS-N(外径加工)
● 本図は右勝手(R)を示す
75゜
HF
75゜WF
LHLF
HB
■ CSKN(端面加工)
● 本図は右勝手(R)を示す
● 本図は右勝手(R)を示す
BH
LH
WF
HF
WF
S
LF45゜45゜
■ CSSN(外径・端面・面取り加工)
● 本図は右勝手(R)を示す
セラミック工具用外径ホルダ[SN□□チップ用] クランプオン方式
横すくい角 : - 6˚
切れ刃傾き角 : - 4˚
横すくい角 : - 6˚
切れ刃傾き角 : - 4˚
横すくい角 : - 6˚
切れ刃傾き角 : - 4˚
横すくい角 : - 6˚
切れ刃傾き角 : - 4˚
横すくい角 : - 6˚
切れ刃傾き角 : 0˚
外径
D
D.indd 26 2019/06/05 22:18:31

D27● : 標準在庫
HF
45゜
LH
LF
HBW
F
45゜
■ CSDN(外径・面取り加工)
● ホルダ寸法
型 番
在庫 寸 法 (mm)基準コーナR
(RE)
部 品チップブレーカ クランプセット レンチ シート シート止めねじ
R N L H HF B LF LH WF HBKW WFS
CSRN& 2020K -12 ● ● 20 20 20 12522
22 2 -0.8 CB-11 CE-020 LW-4 SP-141
(SP-143)M3X8
(M3X12)2525M-12 ● ● 25 2525
15027 - -
3225P -12 ● ● 32 32 1703225P -15 ● 32 32 25 170
3032.4
- - 0.8 CB-51 CE-220 LW-4 SP-162 M4X104040R -15 ● ● 40 40 40 200 43
CS-N& 2525M-12 ● ● 25 25 25 150 20 32 - - 0.8 CB-11 CE-020 LW-4 SP-141(SP-143)
M3X8(M3X12)
CSKN& 2020K -12 ● 20 20 20 12527
25- -
0.8 CB-11 CE-020 LW-4 SP-141(SP-143)
M3X8(M3X12)2525M-12 ● ● 25 25 25 150 32
3225P -15 ● 32 32 25 170 37 32 0.8 CB-51 CE-220 LW-4 SP-162 M4X10
CSYN& 2525M-12 ● ● 25 25 25 150 27 32 - - 0.8 CB-11 CE-020 LW-4 SP-141(SP-143)
M3X8(M3X12)
CSSN& 2020K -12 ● 20 20 20 12526
25-
160.8 CB-11 CE-020 LW-4 SP-141
(SP-143)M3X8
(M3X12)2525M-12 ● ● 25 25 25 150 32 23CSDNN 2020K -12 ● 20 20 20 125
3210
- - 0.8 - CE-040 LW-4 SP-141(SP-143)
M3X8(M3X12)2525M-12 ● 25 25
25150
12.53225P -12 ● 32 32 170
・シート及びシート止めねじ:SN□□1204 タイプのチップをご使用の際は、( )内の部品を別途ご購入ください。
040020 220
用 途 鋳鉄・高硬度材 鋳鉄 高硬度材・鋳鉄 CBN工具(KBN900)用ホルダとして使用 する場合、下記部品を別途ご購入ください。参照ページ B109,B110 B35 C19
形 状ホルダ型番
CBN (KBN900) クランプセット シート シート止めねじ
CSRN& ...-12 SNGN1207..(SNGN1204..) SNMN1207.. (SNMN1204..) (SNMN1204..) CE-030A SP-143 M3X12
CSRN& ...-15 SNGN1507.. - - -
CS-N& ...-12 SNGN1207..(SNGN1204..) SNMN1207.. (SNMN1204..) (SNMN1204..) CE-030A SP-143 M3X12
CSKN& ...-12 SNGN1207..(SNGN1204..) SNMN1207.. (SNMN1204..) (SNMN1204..) CE-030A SP-143 M3X12
CSKN& ...-15 SNGN1507.. - - -
CSYN& ...-12 SNGN1207..(SNGN1204..) SNMN1207.. (SNMN1204..) (SNMN1204..) CE-030A SP-143 M3X12
CSSN& ...-12 SNGN1207..(SNGN1204..) SNMN1207.. (SNMN1204..) (SNMN1204..) CE-030A SP-143 M3X12
CSDNN ...-12 SNGN1207..(SNGN1204..) SNMN1207.. (SNMN1204..) (SNMN1204..) * - SP-143 M3X12
* CSDNN...-12 は、クランプセット:CE-040 をそのままご使用ください。
推奨切削条件 D37~D38
● 適合チップ
セラミック コーティング
クランプオン方式
バックレーキ角 : - 8.5˚
チップ材種
旋削チップCBNダイヤモンド
外径
スモールツール
内径
溝入れ
突切り
ねじ切り
ドリル
ソリッドツール
ミーリングツーリング機器イージーオーダーシステム
部品
技術資料
SPKセラミック
索引
A
B
C
D
E
F
G
H
J
K
L
M
N
O
P
R
S
T
D.indd 27 2019/06/05 22:18:33

D28● : 標準在庫
93゜
WF
LH
LF
HBKW
B
HF H
93゜
■ CTJN(外径加工)
● 本図は右勝手(R)を示す
93゜
LHHF
WF 93゜
LF
HB
■ CTUN(端面加工)
● 本図は右勝手(R)を示す
型 番
在庫 寸 法 (mm)基準コーナR
(RE)
部 品チップブレーカ クランプセット レンチ シート シート止めねじ
R L H HF B LF LH WF HBKW
CTJN& 2020K -16 ● ● 20 20 20 12521
25 20.8 CB-12/13 CE-020 LW-4 SP-221
(SP-223)M3X8
(M3X12)2525M-16 ● ● 25 25 25 150 32 -CTUN& 2020K -16 ● ● 20 20 20 125
2725
- 0.8 CB-13/12 CE-020 LW-4 SP-221(SP-223)
M3X8(M3X12)2525M-16 ● ● 25 25 25 150 32
・チップブレーカ:CTJN…右勝手 (R) ホルダには CB-12、左勝手 (L) ホルダには CB-13 が適合します。CTUN…右勝手 (R) ホルダには CB-13、左勝手 (L) ホルダには CB-12 が適合します。
・シート及びシート止めねじ:TN□□1604 タイプのチップをご使用の際は、( )内の部品を別途ご購入ください。
● ホルダ寸法
● 適合チップ
セラミック
用 途 鋳鉄・高硬度材 高硬度材・鋳鉄参照ページ B111 C19
形 状ホルダ型番
CBN (KBN900)
CTJN&…-16 TNGN1607.. (TNGN1604..) (TNMN1604..) (TNMN1604..)
CTUN&…-16
推奨切削条件 D37~D38
セラミック工具用外径ホルダ[TN□□チップ用] クランプオン方式
横すくい角 : - 6˚
切れ刃傾き角 : - 4˚
横すくい角 : - 6˚
切れ刃傾き角 : - 4˚
外径
D
D.indd 28 2019/06/05 22:18:36

D29● : 標準在庫
■ CRSN(外径・端面加工)
HF
WF
LHLF
HB
● 本図は右勝手(R)を示す
HF
LHW
FLF
BH
■ CRDN(外径・倣い加工)
● ホルダ寸法
● 適合チップ用 途 鋳鉄・高硬度材 高硬度材・鋳鉄 CBN工具(KBN900)用ホルダとして使用
する場合、下記部品を別途ご購入ください。参照ページ B108 C19
形 状ホルダ型番
クランプセット シート シート止めねじ
CRSN& ...-12 RNGN120700(RNGN120400) (RNMN120400) CE-030A SP-843 M3X12
CRDNN ...-12 RNGN120700(RNGN120400) (RNMN120400) CE-030A SP-843 M3X12
CRDNN ...-15 RNGN150700 - -
推奨切削条件 D37~D38
セラミック CBN (KBN900)
型 番
在庫 寸 法 (mm)基準コーナR
(RE)
部 品クランプセット レンチ シート シート止めねじ
R N L H HF B LF LH WF
CRSN& 2020K -12 ● ● 20 20 20 12526
25- CE-030 LW-4 SP-841
(SP-843)M3X8
(M3X12)2525M-12 ● ● 25 2525
15032
3225P -12 ● ● 32 32 170CRDNN 2020K -12 ● 20 20 20 125
2810
- CE-030 LW-4 SP-841(SP-843)
M3X8 (M3X12)2525M-12 ● 25 25
25150
12.53225P -12 ● 32 32 1703232P -15 ● 32 32 32 170
3516
- CE-040 LW-4 SP-861 M4X104040R -15 ● 40 40 40 200 20
・シート及びシート止めねじ:RN□□1204 タイプのチップをご使用の際は、( )内の部品を別途ご購入ください。
セラミック工具用外径ホルダ[RN□□チップ用] クランプオン方式
バックレーキ角 : - 8.5˚
横すくい角 : - 6˚
切れ刃傾き角 : - 6˚
チップ材種
旋削チップCBNダイヤモンド
外径
スモールツール
内径
溝入れ
突切り
ねじ切り
ドリル
ソリッドツール
ミーリングツーリング機器イージーオーダーシステム
部品
技術資料
SPKセラミック
索引
A
B
C
D
E
F
G
H
J
K
L
M
N
O
P
R
S
T
D.indd 29 2019/06/05 22:18:38

D30
● ホルダ寸法
型 番
在庫 寸 法 (mm)基準コーナR
(RE)
部 品クランプセット レンチ シート シート止めねじ
R L H HF B LF LH WF
CCRN& 2525M-09A ● ● 25 25 25 150 27 27 0.8 CE-030A LW-4 SP-429 HH3X12
CCLN& 2525M-09A ● ● 25 25 25 150 28 32 0.8 CE-030A LW-4 SP-429 HH3X12
● : 標準在庫
■ CCLN-A(外径・端面加工)
■ CCRN-A(外径加工)
75゜
HF
75゜
WF
LH
LF
HB
● 本図は右勝手(R)を示す
● 適合チップ用 途 高硬度材・鋳鉄
参照ページ C19
形 状
ホルダ型番
CBN (KBN900)
CCRN&...-09ACNMN0903..
CCLN&...-09A※ CNMN1204 タイプチップ用ホルダは、D24 に掲載しています。
95゜95゜
HF
WF
LH
LF
HB
● 本図は右勝手(R)を示す
推奨切削条件 D37~D38
ソリッドCBN工具用ホルダ[CNMNチップ用] クランプオン方式
横すくい角 : - 6˚
切れ刃傾き角 : - 6˚
横すくい角 : - 5˚
切れ刃傾き角 : - 5˚
外径
D
D.indd 30 2019/06/05 22:18:40

D31● : 標準在庫
BWF
LHLF
HF H
■ CRDN-A(外径・倣い加工)
● ホルダ寸法
型 番
在庫 寸 法 (mm)基準コーナR
(RE)
部 品クランプセット レンチ シート シート止めねじ
R N L H HF B LF LH WFHH BH
CRSN& 2525M-09A ● ● 25 2525
15026 32 -
CE-030A LW-4SP-829 - HH3X12
3225P -09A ● ● 32 32 1702525M-12A ● ● 25 25
25150
26 32 - - SP-849(SP-843) BH3X12
3225P -12A ● ● 32 32 170CRDNN 2525M-09A ● 25 25
25150
29 12.5 -CE-030A LW-4
SP-829 - HH3X123225P -09A ● 32 32 1702525M-12A ● 25 25
25150
28 12.5 - - SP-849(SP-843) BH3X12
3225P -12A ● 32 32 170・-12A タイプホルダ用シート:RN□□1204 タイプのチップをご使用の際は、( )内の部品:SP-843 を別途ご購入ください。
● 適合チップ用 途 高硬度材・鋳鉄 鋳鉄・高硬度材 セラミック工具用ホルダとして使用する場合、
下記部品を別途ご購入ください。参照ページ C19 B108
形 状
ホルダ型番
CBN (KBN900) セラミック シート シート止めねじ
CRSN&...-09A RNMN090300 (RNGN090400) SP-826 -
CRSN&...-12A RNMN120300(RNMN120400)
(RNGN120400) SP-843 M3X12(RNGN120700) SP-841 M3X8
CRDNN...-09A RNMN090300 (RNGN090400) SP-826 -
CRDNN...-12A RNMN120300(RNMN120400)
(RNGN120400) SP-843 M3X12(RNGN120700) SP-841 M3X8
推奨切削条件 D37~D38
■ CRSN-A(外径・端面加工)
HF
WF
LHLF
HB
● 本図は右勝手(R)を示す
ソリッドCBN工具用ホルダ[RNMNチップ用] クランプオン方式
バックレーキ角 : - 8.5˚
横すくい角 : - 6˚
切れ刃傾き角 : - 6˚
チップ材種
旋削チップCBNダイヤモンド
外径
スモールツール
内径
溝入れ
突切り
ねじ切り
ドリル
ソリッドツール
ミーリングツーリング機器イージーオーダーシステム
部品
技術資料
SPKセラミック
索引
A
B
C
D
E
F
G
H
J
K
L
M
N
O
P
R
S
T
D.indd 31 2019/06/05 22:18:42

D32
●適合チップ用 途 高硬度材・鋳鉄 鋳鉄 鋳鉄・高硬度材 セラミック工具用ホルダとして使用する場合、
下記部品を別途ご購入ください。参照ページ C19 B35 B109,B110
形 状
ホルダ型番
CBN (KBN900) コーティング セラミック チップブレーカ クランプセット シート シート止めねじ
CSRN&...-09A SNMN0903.. - - -
CSRN&...-12A SNMN1203.. (SNMN1204..)
(SNMN1204..)(SNGN1204..) (SNMN1204..)
CB-11 CE-020 SP-143 M3X12(SNGN1207..) (SNMN1207..) SP-141 M3X8
CSKN&...-09A SNMN0903.. - - -
CSKN&...-12A SNMN1203.. (SNMN1204..)
(SNMN1204..)(SNGN1204..) (SNMN1204..)
CB-11 CE-020 SP-143 M3X12(SNGN1207..) (SNMN1207..) SP-141 M3X8
CSYN&...-09A SNMN0903.. - - -
CSYN&...-12A SNMN1203.. (SNMN1204..)
(SNMN1204..)(SNGN1204..) (SNMN1204..)
CB-11 CE-020 SP-143 M3X12(SNGN1207..) (SNMN1207..) SP-141 M3X8
推奨切削条件 D37~D38● : 標準在庫□ : 次期カタログより抹消予定
85゜
HF
LHLF
WF
85゜
HB
75゜75゜
HF
WF
LH
LF
HB
● 本図は右勝手(R)を示す
75゜
HF
WF
75゜
LHLF
HB
● 本図は右勝手(R)を示す
●ホルダ寸法
型 番
在庫 寸 法 (mm)基準コーナR
(RE)
部 品クランプセット レンチ シート シート止めねじ
R L H HF B LF LH WFHH BH
CSRN& 2525M -09A □ □25 25 25 150 22 27 0.8 CE-030A LW-4
SP-129 - HH3X12
2525M -12A ● ● - SP-148(SP-143) BH3X12
CSKNR 2525M -09A ●25 25 25 150
2732 0.8 CE-030A LW-4
SP-129 - HH3X12
2525M -12A □ 29 - SP-148(SP-143) BH3X12
CSYN& 2525M -09A □ □25 25 25 150 27 32 0.8 CE-030A LW-4
SP-129 - HH3X12
2525M -12A □ □ - SP-148(SP-143) BH3X12
・-12A タイプホルダ用シート:SN□□1204 タイプのチップをご使用の際は、( )内の部品:SP-143 を別途ご購入ください。
■ CSRN-A(外径加工)
■ CSKN-A(端面加工)
■ CSYN-A(端面加工)
ソリッドCBN工具用ホルダ[SNMNチップ用] クランプオン方式
● 本図は右勝手(R)を示す
横すくい角 : - 6˚
切れ刃傾き角 : - 4˚
横すくい角 : - 6˚
切れ刃傾き角 : - 4˚
横すくい角 : - 6˚
切れ刃傾き角 : - 4˚
外径
D
D.indd 32 2019/06/05 22:18:46

D33
●適合チップ用 途 高硬度材・鋳鉄 鋳鉄 鋳鉄・高硬度材 セラミック工具用ホルダとして使用する場合、
下記部品を別途ご購入ください。参照ページ C19 B35 B109,B110
形 状
ホルダ型番
CBN (KBN900) コーティング セラミック チップブレーカ クランプセット シート シート止めねじ
CSSN&...-09A SNMN0903.. - - -
CSSN&...-12A SNMN1203.. (SNMN1204..)
(SNMN1204..)(SNGN1204..) (SNMN1204..)
CB-11 CE-020SP-143 M3X12
(SNGN1207..) (SNMN1207..) SP-141 M3X8CSDNN...-09A SNMN0903.. - - -
CSDNN...-12A SNMN1203.. (SNMN1204..) (SNMN1204..)
(SNGN1204..) (SNMN1204..)- -
SP-143 M3X12(SNGN1207..) (SNMN1207..) SP-141 M3X8
推奨切削条件 D37~D38
45゜HF
WF
LH
LF
HB
● : 標準在庫 □ : 次期カタログより抹消予定
●ホルダ寸法
型 番
在庫 寸 法 (mm)基準コーナR
(RE)
部 品クランプセット レンチ シート シート止めねじ
R N L H HF B LF LH WF WFS030A
040 HH BH
CSSN& 2525M-09A ● ●25 25 25 150 26 32
250.8 CE-030A LW-4
SP-129 - HH3X12
2525M-12A ● ● 23 - SP-148(SP-143) BH3X12
CSDNN 2525M-09A ● 25 25
25
150
32 12.5 - 0.8 CE-040 LW-4SP-129 - HH3X12
3225P -09A □ 32 32 170
2525M-12A ● 25 25 150 - SP-148(SP-143) BH3X12
・-12A タイプホルダ用シート:SN□□1204 タイプのチップをご使用の際は、( )内の部品:SP-143 を別途ご購入ください。
45゜
45゜
HHF
WF
45゜
LH
LF
B
WFS
● 本図は右勝手(R)を示す
■ CSSN-A(外径・端面・面取り加工)
■ CSDN-A(外径・面取り加工)
クランプオン方式
横すくい角 : - 6˚
切れ刃傾き角 : 0˚
バックレーキ角 : - 8.5˚
チップ材種
旋削チップCBNダイヤモンド
外径
スモールツール
内径
溝入れ
突切り
ねじ切り
ドリル
ソリッドツール
ミーリングツーリング機器イージーオーダーシステム
部品
技術資料
SPKセラミック
索引
A
B
C
D
E
F
G
H
J
K
L
M
N
O
P
R
S
T
D.indd 33 2019/06/05 22:18:47

D34
● ホルダ寸法
型 番
在庫 寸 法 (mm)基準コーナR
(RE)
部 品クランプセット レンチ シート シート止めねじ
R L H HF B LF LH WF
CTJN& 2525M-11A ● ● 25 25 25 150 22 32 0.8 CE-030A LW-4 SP-219 HH3X12
CTUN& 2525M-11A □ □ 25 25 25 150 27 32 0.8 CE-030A LW-4 SP-219 HH3X12
● : 標準在庫□ : 次期カタログより抹消予定
■ CTJN-A(外径加工)
■ CTUN-A(端面加工)
● 適合チップ用 途 高硬度材・鋳鉄 鋳鉄・高硬度材
参照ページ C13 B111
形 状
ホルダ型番
CBN (KBN900) セラミック
CTJN&...-11ATNMN1103.. TNGN1103..
CTUN&...-11A※ TNMN1604 タイプチップ用ホルダは、D28 に掲載しています。
推奨切削条件 D37~D38
93゜
93゜
HF
WF
LH
LF
HB
● 本図は右勝手(R)を示す
93゜
HF
LH
93゜
WF
LF
HB
● 本図は右勝手(R)を示す
ソリッドCBN工具用ホルダ[TNMNチップ用] クランプオン方式
横すくい角 : - 6˚
切れ刃傾き角 : - 4˚
横すくい角 : - 6˚
切れ刃傾き角 : - 4˚
C19
外径
D
D.indd 34 2019/06/05 22:18:50

D35
● ホルダ寸法
型 番 在庫
寸 法 (mm)部 品
適合チップB103
レバー ロックスクリュー シート シムピン ポンチ レンチ
H HF HBH B LF LH WF
PRGCR 2020K -12BE □ 20 20-
20 125 22 25LL-1CN LS-1N LR-12C LSP-1 PC-1
FH-2.5
RCMT1204M0-BB2525M-12BE ● 25 25 25 150 25 32
2020K -16BE □ 20 20 5 20 12527
29LL-2C LS-1T LR-16C LSP-2 PC-2 RCMT
1606M0-BB2525M-16BE □ 25 25 - 25 150 32PRGCR 2020K -12BF □ 20 20
-20 125 22 25
LL-1CN LS-1N LR-12C LSP-1 PC-1FH-2.5
RCMT1204M0-BB2525M-12BF □ 25 25 25 150 25 32
2020K -16BF □ 20 20 5 20 12527
25LL-2C LS-1T LR-16C LSP-2 PC-2 RCMT
1606M0-BB2525M-16BF □ 25 25 - 25 150 32
推奨切削条件 D37~D38
● : 標準在庫 □ : 次期カタログより抹消予定
■ PRGC-BE(外径加工)
■ PRGC-BF(端面加工)
HF
WF
LH
HB
H
LF
HB
● 本図は右勝手(R)を示す
HF
WF
HB
H
LHLF
HB
● 本図は右勝手(R)を示す
ベアリング用外径ホルダ[RCMTチップ用] レバーロック方式
チップ材種
旋削チップCBNダイヤモンド
外径
スモールツール
内径
溝入れ
突切り
ねじ切り
ドリル
ソリッドツール
ミーリングツーリング機器イージーオーダーシステム
部品
技術資料
SPKセラミック
索引
A
B
C
D
E
F
G
H
J
K
L
M
N
O
P
R
S
T
D.indd 35 2019/06/05 22:18:51

D36
● ホルダ寸法
型 番
在庫 寸 法 (mm)部 品
適合チップB103
クランプセット レンチ シート シート止めねじ
R L H HF B LF LH WF
CBSN& 2020K -12 ● ● 20 20 20 12532
20CP-RC& LW-5 SP-RC SP3X8 SNMF1204○○-21
2525M-12 ● ● 25 25 25 150 25・クランプセット:右勝手(R)ホルダには CP-RCR、左勝手(L)ホルダには CP-RCL が適合します。
● : 標準在庫
■ CBSN(外径R面取り加工)
◆ ベアリング加工のツーリング
30゜
12゜
HF
9゜ LH
WF
H
LF
B
● 本図は右勝手(R)を示す
ベアリング用外径ホルダ[SNMFチップ用] クランプオン方式
内径 R 面取り加工CBSN-B(F62)
外径 R 面取り加工CBSN(D36)
端面加工PRGC-BF(D35)
内径加工SRCP-B(F62)
外径加工PRGC-BE(D35)
推奨切削条件 D37~D38
外径
D
D.indd 36 2019/06/05 22:18:53

D37
推奨切削条件 ■ 旋削加工の推奨切削条件(ネガタイプ:外径旋削加工) [切込みは半径値(片肉)を示す]
ISO 分類 被削材 硬さ 切削領域 加工
形態推奨
ブレーカ推奨 材種
コーナR (RE)
下限 - 推奨 - 上限
速度 Vc (m/min) 切込み ap (mm) 送り f (mm/rev)
P
低炭素鋼低炭素合金鋼
S10C,SCM415SS400,SCr415STKM,SP 材
等
HB ≦
300
仕上げ (高速仕上げ) 連続 XP CCX 0.8 300 - 600 - 800 0.2 - 0.5 - 10.7 0.07 - 0.12 - 0.2
仕上げ (小切込み)
連続 XFPV710 0.4 250 - 350 - 520 0.05 - 0.12 - 0.6 0.03 - 0.1 - 0.22
断続 PV720 0.8 240 - 320 - 480 0.05 - 0.15 - 0.6 0.04 - 0.12 - 0.25仕上げ
(光沢重視)連続 XP
TN610 0.4 250 - 320 - 400 0.2 - 0.5 - 0.7 0.07 - 0.12 - 0.2 断続 TN620 0.8 240 - 310 - 370 0.2 - 0.5 - 0.7 0.07 - 0.12 - 0.2
仕上げ (寿命重視)
連続 XPPV710 0.4 250 - 300 - 370 0.2 - 0.5 - 0.7 0.07 - 0.12 - 0.2
断続 PV720 0.8 240 - 290 - 340 0.2 - 0.5 - 0.7 0.07 - 0.12 - 0.2 仕上げ ~ 中
(光沢重視)連続 XQ
TN610 0.4 250 - 320 - 400 0.5 - 1.0 - 1.5 0.17 - 0.25 - 0.3 断続 TN620 0.8 240 - 280 - 340 0.5 - 1.0 - 1.5 0.17 - 0.25 - 0.3
仕上げ ~ 中 (寿命重視)
連続 XQPV710 0.8 250 - 300 - 370 0.5 - 1.0 - 1.5 0.17 - 0.25 - 0.3
断続 PV720 0.8 240 - 280 - 340 0.5 - 1.0 - 1.5 0.17 - 0.25 - 0.3
中 ~ 荒 連続 XSPV720 0.8 220 - 260 - 320 0.8 - 1.5 - 2.0 0.25 - 0.3 - 0.4
断続 CA515 0.8 160 - 210 - 260 0.8 - 1.5 - 2.0 0.25 - 0.3 - 0.4
荒加工 連続 PGCA515 0.8 180 - 220 - 260 1.0 - 2.5 - 3.5 0.2 - 0.3 - 0.4
断続 CA025P 1.2 150 - 200 - 240 1.0 - 2.5 - 3.5 0.2 - 0.3 - 0.4 中 ~ 荒 高送り
連続 PTCA515 0.8 150 - 200 - 240 1.5 - 3.0 - 4.5 0.25 - 0.35 - 0.45
断続 CA025P 1.2 120 - 180 - 220 1.5 - 3.0 - 4.5 0.25 - 0.35 - 0.45荒加工 連続 PH
CA515 1.2 150 - 200 - 240 2.0 - 5.0 - 8.0 0.4 - 0.6 - 0.8高送り 断続 CA025P 1.6 120 - 180 - 220 2.0 - 5.0 - 8.0 0.3 - 0.5 - 0.7荒加工 連続 PX
(片面)CA515 1.2 150 - 200 - 240 2.0 - 5.0 - 8.0 0.4 - 0.6 - 0.8
(低抵抗) 断続 CA025P 1.6 120 - 180 - 220 2.0 - 5.0 - 8.0 0.3 - 0.5 - 0.7
中炭素鋼中炭素合金鋼
S45CSCM435
等
HB ≦
300
仕上げ (加工時間短縮)
連続 WF (ワイパー)
PV710 0.8 200 - 250 - 320 0.3 - 0.5 - 1.0 0.2 - 0.3 - 0.4 断続 CA515 0.8 160 - 220 - 280 0.3 - 0.5 - 1.0 0.2 - 0.3 - 0.4
仕上げ ~ 中 (加工時間短縮)
連続 WE (ワイパー)
PV710 0.8 180 - 220 - 280 1.0 - 2.0 - 3.0 0.2 - 0.3 - 0.4 断続 CA025P 0.8 130 - 180 - 240 1.0 - 2.0 - 3.0 0.2 - 0.3 - 0.4
仕上げ (高速仕上げ) 連続 PP CCX 0.8 200 - 300 - 450 0.2 - 0.5 - 1.5 0.04 - 0.16 - 0.28
仕上げ (光沢重視)
連続 PP TN610 0.4 200 - 250 - 320 0.2 - 0.5 - 1.5 0.04 - 0.16 - 0.28 断続 0.8 180 - 230 - 300 0.2 - 0.5 - 1.5 0.05 - 0.2 - 0.35
仕上げ (寿命重視)
連続 PPPV710 0.4 200 - 250 - 320 0.2 - 0.5 - 1.5 0.04 - 0.16 - 0.28
断続 PV720 0.8 200 - 240 - 290 0.2 - 0.5 - 1.5 0.05 - 0.2 - 0.35 仕上げ ~ 中
(光沢重視)連続 PQ
TN610 0.8 180 - 230 - 300 0.5 - 1.5 - 2.5 0.1 - 0.2 - 0.3断続 TN620 1.2 160 - 220 - 260 0.5 - 1.5 - 2.5 0.1 - 0.17 - 0.25
仕上げ ~ 中 (寿命重視)
連続 PQPV710 0.8 160 - 210 - 280 0.5 - 1.5 - 2.5 0.1 - 0.2 - 0.3
断続 CA025P 0.8 140 - 200 - 240 0.5 - 1.5 - 2.5 0.1 - 0.17 - 0.25
中 ~ 荒 連続 PGCA515 0.8 150 - 200 - 240 1.0 - 2.5 - 3.5 0.2 - 0.3 - 0.4
断続 CA025P 1.2 120 - 160 - 200 1.0 - 2.5 - 3.5 0.2 - 0.3 - 0.4 中 ~ 荒 高送り
連続 PTCA515 0.8 120 - 180 - 230 1.5 - 3.0 - 4.5 0.25 - 0.35 - 0.45
断続 CA025P 1.2 100 - 150 - 200 1.5 - 3.0 - 4.5 0.25 - 0.35 - 0.45荒加工 連続 PH
CA515 1.2 120 - 180 - 230 2.0 - 5.0 - 8.0 0.4 - 0.6 - 0.8高送り 断続 CA025P 1.6 100 - 150 - 200 2.0 - 5.0 - 8.0 0.3 - 0.5 - 0.7荒加工 連続 PX
(片面)CA515 1.2 120 - 180 - 230 2.0 - 5.0 - 8.0 0.4 - 0.6 - 0.8
(低抵抗) 断続 CA025P 1.6 100 - 150 - 200 2.0 - 5.0 - 8.0 0.3 - 0.5 - 0.7
高炭素合金鋼
SKD11SKD61
等
HB ≦
280
仕上げ (高速仕上げ) 連続 PP CCX 0.8 200 - 300 - 400 0.2 - 0.5 - 1.5 0.04 - 0.16 - 0.28
仕上げ (光沢重視)
連続 PPTN610 0.4 150 - 200 - 280 0.2 - 0.5 - 1.5 0.04 - 0.16 - 0.28
断続 TN620 0.8 140 - 180 - 240 0.2 - 0.5 - 1.5 0.05 - 0.2 - 0.35 仕上げ
(寿命重視)連続 PP
PV710 0.4 120 - 180 - 260 0.2 - 0.5 - 1.5 0.04 - 0.16 - 0.28 断続 CA515 0.8 100 - 150 - 200 0.2 - 0.5 - 1.5 0.05 - 0.2 - 0.35
仕上げ ~ 中 連続 PQCA515 0.8 120 - 160 - 220 0.5 - 1.5 - 2.5 0.15 - 0.25 - 0.3
断続 CA025P 0.8 100 - 140 - 180 0.5 - 1.5 - 2.5 0.15 - 0.2 - 0.25
中 ~ 荒 連続 PGCA515 0.8 120 - 150 - 200 1.0 - 2.0 - 3.0 0.2 - 0.3 - 0.5
断続 CA025P 0.8 100 - 130 - 180 1.0 - 2.0 - 3.0 0.15 - 0.2 - 0.3中 ~ 荒 高送り
連続 PTCA515 0.8 100 - 140 - 180 1.5 - 3.0 - 4.5 0.25 - 0.35 - 0.45
断続 CA025P 1.2 80 - 120 - 160 1.5 - 3.0 - 4.5 0.25 - 0.35 - 0.45荒加工 連続 PH
CA515 1.2 100 - 140 - 180 2.0 - 5.0 - 8.0 0.4 - 0.6 - 0.8高送り 断続 CA025P 1.6 80 - 120 - 160 2.0 - 5.0 - 8.0 0.3 - 0.5 - 0.7荒加工 連続 PX
(片面)CA515 1.2 100 - 140 - 180 2.0 - 5.0 - 8.0 0.4 - 0.6 - 0.8
(低抵抗) 断続 CA025P 1.6 80 - 120 - 160 2.0 - 5.0 - 8.0 0.3 - 0.5 - 0.7
チップ材種
旋削チップCBNダイヤモンド
外径
スモールツール
内径
溝入れ
突切り
ねじ切り
ドリル
ソリッドツール
ミーリングツーリング機器イージーオーダーシステム
部品
技術資料
SPKセラミック
索引
A
B
C
D
E
F
G
H
J
K
L
M
N
O
P
R
S
T
D.indd 37 2019/06/05 22:18:54

D38
ISO 分類 被削材 硬さ 切削領域 加工
形態推奨
ブレーカ推奨 材種
コーナR(RE)
下限 - 推奨 - 上限
速度 Vc (m/min) 切込み ap (mm) 送り f (mm/rev)
M
ステンレス鋼
SUS303,SUS304SUS316,SUS420J2
等
HB ≦
220
仕上げ (光沢重視)
連続 PQ TN620 0.8 120 - 160 - 200 0.5 - 1.0 - 1.5 0.08 - 0.15 - 0.2 断続 0.8 100 - 120 - 150 0.5 - 1.0 - 1.5 0.05 - 0.1 - 0.15
仕上げ 連続 MQCA6515 0.4 120 - 180 - 240 0.5 - 1.0 - 1.5 0.08 - 0.15 - 0.2
断続 CA6525 0.8 100 - 160 - 220 0.5 - 1.0 - 1.5 0.05 - 0.1 - 0.15中 ~ 荒
( 切りくず重視)連続 MS
CA6515 0.4 120 - 160 - 200 1.0 - 2.0 - 3.0 0.1 - 0.2 - 0.3 断続 CA6525 0.8 80 - 140 - 180 1.0 - 2.0 - 3.0 0.2 - 0.3 - 0.4
中 ~ 荒 (切れ味重視)
連続 MUCA6515 0.4 120 - 160 - 200 1.0 - 2.0 - 3.0 0.15 - 0.25 - 0.35
断続 CA6525 0.8 80 - 140 - 180 1.0 - 2.0 - 3.0 0.15 - 0.25 - 0.3
荒加工 連続 全周CA6515 0.8 100 - 140 - 180 1.0 - 2.0 - 4.0 0.2 - 0.3 - 0.4
断続 CA6525 1.2 80 - 120 - 150 1.0 - 2.0 - 4.0 0.2 - 0.3 - 0.4
ステンレス鋼
SUS630
等
HB ≦
300
仕上げ (光沢重視)
連続 PQ TN620 0.8 100 - 120 - 150 0.5 - 1.0 - 1.5 0.05 - 0.1 - 0.15断続 0.8 80 - 100 - 120 0.5 - 1.0 - 1.5 0.05 - 0.08 - 0.1
仕上げ 連続 MQCA6515 0.4 100 - 120 - 150 0.5 - 1.0 - 1.5 0.08 - 0.15 - 0.2
断続 CA6525 0.8 80 - 100 - 120 0.5 - 1.0 - 1.5 0.05 - 0.1 - 0.15中 ~ 荒
( 切りくず重視)連続 MS
CA6515 0.4 100 - 120 - 150 1.0 - 1.5 - 2.0 0.1 - 0.15 - 0.25断続 CA6525 0.8 80 - 100 - 120 1.0 - 2.0 - 3.0 0.1 - 0.15 - 0.2
中 ~ 荒 (切れ味重視)
連続 MUCA6515 0.4 100 - 120 - 150 1.0 - 1.5 - 2.0 0.1 - 0.15 - 0.25
断続 CA6525 0.8 80 - 100 - 120 1.0 - 2.0 - 3.0 0.1 - 0.15 - 0.2
荒加工 連続 全周CA6515 0.8 80 - 100 - 120 1.0 - 2.0 - 3.0 0.2 - 0.3 - 0.4
断続 CA6525 1.2 60 - 80 - 100 1.0 - 2.0 - 4.0 0.2 - 0.3 - 0.4
K
ねずみ鋳鉄
FC200FC250FC300
等
HB ≦
250
高速仕上げ連続
ブレーカなしKBN475 0.8 400 - 800 -1200 0.05 - 0.2 - 0.5 0.1 - 0.2 - 0.3
連続 KBN900 1.2 500 - 900 -1200 0.1 - 0.5 - 1.0 0.05 - 0.1 - 0.2 断続 KBN900 1.2 500 - 700 - 900 0.5 - 1.0 - 1.5 0.05 - 0.1 - 0.2
仕上げ (光沢重視)
連続 全周PV7005 0.8 300 - 350 - 400 0.5 - 1.0 - 1.5 0.1 - 0.2 - 0.3
断続 PV720 0.8 150 - 200 - 300 0.5 - 1.0 - 1.5 0.08 - 0.15 - 0.2 仕上げ 連続
ブレーカなし
KA30 1.2 300 - 500 - 700 0.3 - 0.5 - 1.0 0.1 - 0.2 - 0.3 (セラミック) 連続 PT600M 0.8 300 - 450 - 600 0.3 - 0.5 - 1.0 0.1 - 0.2 - 0.3
中切削 連続 CS7050 1.2 300 - 450 - 550 1.0 - 2.0 - 3.0 0.15 - 0.25 - 0.35(セラミック) 断続 KS6050 1.2 250 - 400 - 500 1.0 - 2.0 - 3.0 0.15 - 0.2 - 0.3
中切削 連続 KHCA310 0.8 200 - 250 - 300 0.5 - 2.0 - 2.5 0.1 - 0.2 - 0.3
断続 CA315 1.2 150 - 200 - 250 0.5 - 2.0 - 2.5 0.08 - 0.15 - 0.2
荒加工 連続 KHCA310 0.8 200 - 250 - 300 1.0 - 2.0 - 4.0 0.2 - 0.3 - 0.4
断続 CA315 1.2 150 - 200 - 250 1.0 - 2.0 - 4.0 0.2 - 0.3 - 0.4
ダクタイル鋳鉄
FCD500FCD600
等
HB ≦
270
高速仕上げ 連続 ブレーカなしKBN60M 0.4 200 - 300 - 400 0.1 - 0.3 - 0.5 0.1 - 0.15 - 0.2
連続 PT600M 0.8 200 - 250 - 350 0.1 - 0.5 - 1.0 0.1 - 0.2 - 0.4 仕上げ
(光沢重視)連続 全周
PV7005 0.8 150 - 250 - 300 0.5 - 1.0 - 1.5 0.1 - 0.2 - 0.3 断続 PV720 0.8 120 - 200 - 250 0.5 - 1.0 - 1.5 0.08 - 0.15 - 0.2
中切削 連続 KGCA310 0.8 150 - 200 - 250 0.5 - 2.0 - 2.5 0.1 - 0.2 - 0.3
断続 CA315 1.2 120 - 180 - 220 0.5 - 2.0 - 2.5 0.08 - 0.15 - 0.2
荒加工 連続 KGKH
CA315 0.8 150 - 200 - 250 1.0 - 2.0 - 4.0 0.2 - 0.3 - 0.4 断続 CA320 1.2 120 - 180 - 220 1.0 - 2.0 - 4.0 0.2 - 0.3 - 0.4
N非鉄金属
銅・銅合金アルミニウム
アルミニウム合金(Si10%以下)
等
HB ≦
100
高速仕上げ (虹色面光沢) 連続 ブレーカなし KPD001 0.4 300 - 800 -2000 0.05 - 0.5 - 1.0 0.05 - 0.1 - 0.15
仕上げ (長寿命)
連続 A3 PDL025 0.4 400 - 500 - 700 0.5 - 1.0 - 2.0 0.1 - 0.2 - 0.25断続 0.8 400 - 500 - 700 0.5 - 1.0 - 2.0 0.1 - 0.2 - 0.25
仕上げ 連続 A3 KW10 0.8 400 - 500 - 700 0.5 - 1.0 - 2.0 0.1 - 0.2 - 0.25断続 0.8 400 - 500 - 700 0.5 - 1.0 - 2.0 0.1 - 0.2 - 0.25
中切削 連続 AH KW10 0.8 200 - 300 - 500 1.0 - 2.0 - 3.5 0.1 - 0.3 - 0.4 断続 0.8 200 - 300 - 500 1.0 - 2.0 - 3.5 0.1 - 0.3 - 0.4
S
チタン合金Ti-6Al-4V
等
HB ≦
400
精密仕上げ (虹色面光沢)
連続 ブレーカなし KPD001 0.4 100 - 150 - 180 0.05 - 0.3 - 0.5 0.03 - 0.1 - 0.15断続 0.4 70 - 120 - 150 0.05 - 0.3 - 0.5 0.03 - 0.07 - 0.1
仕上げ 連続 MQ SW05 0.4 40 - 70 - 100 0.2 - 0.5 - 1.0 0.05 - 0.2 - 0.3断続 0.4 40 - 70 - 100 0.2 - 0.5 - 1.0 0.05 - 0.15 - 0.2
中切削 連続 MU SW05 0.8 40 - 60 - 80 0.5 - 1.0 - 3.0 0.1 - 0.25 - 0.35断続 0.8 40 - 60 - 80 0.5 - 1.0 - 3.0 0.1 - 0.2 - 0.3
耐熱合金HB ≦
350
仕上げ 連続 MQPR005SPR015S
0.4 30 - 55 - 90 0.2 - 0.3 - 1.0 0.05 - 0.08 - 0.15断続 0.8 25 - 45 - 70 0.2 - 0.5 - 1.0 0.05 - 0.1 - 0.2
中切削 連続 SQPR005SPR015S
0.8 30 - 55 - 90 0.3 - 0.5 - 1.5 0.1 - 0.17 - 0.35断続 0.8 25 - 45 - 70 0.3 - 0.5 - 1.5 0.1 - 0.17 - 0.35
荒加工 連続断続 SX
PR005SPR015S - 30 - 55 - 90 0.5 - 2.0 - 4.0 0.15 - 0.3 - 0.45
25 - 45 - 70 0.5 - 2.0 - 4.0 0.15 - 0.3 - 0.45
H
焼入れ鋼高硬度材
SKD11SKD61
等
40~50 HRC 仕上げ 連続 PQ
CA515 0.8 60 - 100 - 120 0.1 - 0.3 - 0.5 0.05 - 0.08 - 0.1 断続 全周 0.8 30 - 50 - 70 0.1 - 0.3 - 0.5 0.05 - 0.08 - 0.1
40 ~ 50 HRC 仕上げ 連続 ブレーカなし PT600M 0.8 60 - 80 - 100 0.2 - 0.5 - 0.7 0.05 - 0.1 - 0.1550 ~ 65 HRC 連続 1.2 30 - 40 - 60 0.2 - 0.5 - 0.7 0.05 - 0.1 - 0.15
50~68 HRC
仕上げ 連続 MEKBN05M 0.8 100 - 150 - 200 0.05 - 0.3 - 0.5 0.05 - 0.08 - 0.1
断続 MET 1.2 90 - 140 - 180 0.05 - 0.3 - 0.5 0.05 - 0.08 - 0.1
中切削 連続 ブレーカなし KBN900 1.2 80 - 100 - 120 0.5 - 1.0 - 2.0 0.05 - 0.1 - 0.2 断続 丸駒 70 - 90 - 110 0.3 - 0.7 - 1.0 0.05 - 0.1 - 0.15
■ 旋削加工の推奨切削条件(ネガタイプ:外径旋削加工) [切込みは半径値(片肉)を示す]
推奨切削条件
外径
D
D.indd 38 2019/06/05 22:18:55

















![perpustakaan.bappenas.go.idperpustakaan.bappenas.go.id/lontar/file?file=digital/142484-[_Konten_]-Konten D32.pdfperpustakaan.bappenas.go.id](https://img.pdfslide.tips/doc/110x75/5d2cea6488c99341728b7908/-d32pdf-.jpg)








![取扱説明編 もくじ - シャープ株式会社[27 オーブン] [29 ウォーターオーブン] 42 46[29 発 酵] ページ ページ ページ ページ ページ ページ](https://img.pdfslide.tips/doc/110x75/60ce0980e989401d32655cfa/ec-fffc-27-fff-29-fffff.jpg)

