Embed Size (px)
Citation preview
การขนรปโลหะ (Metal Forming)
รหสวชา 255417
การขนรปชนงานแผน (Sheet Deformation
Processes) โดย....ดร.วสวชร นาคเขยว
ภาควชาวศวกรรมอตสาหการ
คณะวศวกรรมศาสตร มหาวทยาลยเชยงใหม
การขนรปชนงานแผน
ในบทน จะเกยวของกบการขนรปชนงานแผน (Sheet Deformation Processes)
• การตดแผนชนงานในลกษณะตางๆ
• การพบ (bending)
• การดงขนรป (deep drawing)
• ปญหาและประเดนทสาคญของกระบวนการตางๆ
หลงจากเรยนไปแลว นกศกษาสามารถเขาใจและคานวณตวแปรตางๆในกระบวนการได และ
มแนวคดทจะออกแบบกระบวนการ แกปญหาทจะเกดขนได
การขนรปชนงานแผน
• การขนรปชนงานแผนนนมมายาวนาน นกประวตศาสตรคาดวาจะมมาตงแต 5000 B.C. พบ
ในเครองมอเครองใชสมยโบราณ เชนพวกเครองใชในครวเรอน เครองประดบ
• ปจจบนพบไดในชนสวนของ ยานยนต เครองบน และอปกรณเครองมอเครองใชใน
ชวตประจาวนมากมาย
• ชนงานแผนนน จะมอตราสวนของพนทผวตอปรมาตรสง ความหนาของแผนมกจะไมเกน 1
cm แรงทใชในการขนรปชนงานแผนโดยทวไปจะนอยกวาการขนรปชนงานกอน
• การวเคราะหนนจะมองงานแผนในลกษณะของ ความเนนในระนาบ เชนในลกษณะ biaxial
stretching โดยทถาแรงดงในการยดมากเกนไปอาจจะเกดปญหาในผวของชนงานไดท
เรยกวา localized necking ซงจะกลาวถงในสวนของปญหาของการขนรปชนงานแผน
การขนรปชนงานแผน
• กระบวนการทวไปจะเกยวของกบการกด โดยสวนกดอดเรยกวา punch และตวรบแรง
เรยกวาได (die)
• ถาแผนงานถกกดใหเกดรปโดยไดในรปทรงตางๆ เรยกวา stamping (แปลวา ใหแรงลงมา:
to force downward)
• ชนงานมกจะมความเบา และมรปทรงไดหลากหลาย โดยจะมาจากวสดเชน low-carbon
steel (<0.20% C) และเหลกกลาในหลายๆประเภท อะลมนม รวมทงไทเทเนยม (พบใน
ชนสวนงานอากาศยาน)

ตวอยางชนงานการขนรปชนงานแผน
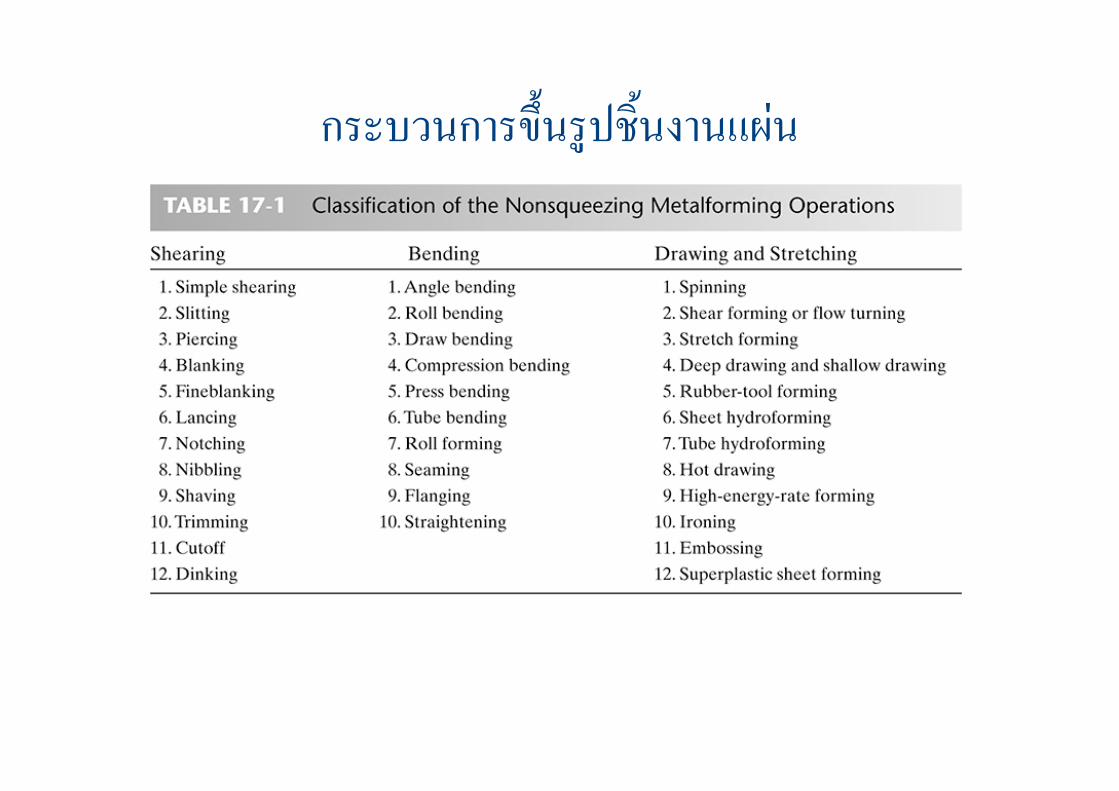
กระบวนการขนรปชนงานแผน
การตดลกษณะตางๆ
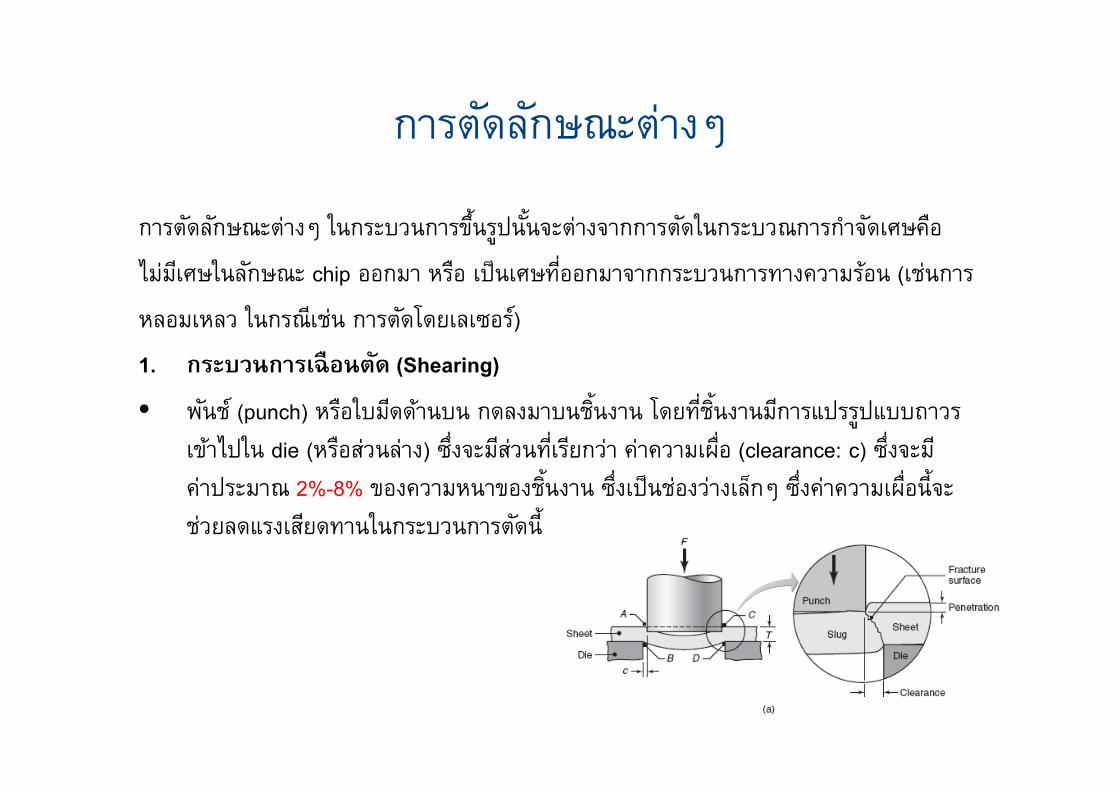
การตดลกษณะตางๆ ในกระบวนการขนรปนนจะตางจากการตดในกระบวณการกาจดเศษคอ
ไมมเศษในลกษณะ chip ออกมา หรอ เปนเศษทออกมาจากกระบวนการทางความรอน (เชนการ
หลอมเหลว ในกรณเชน การตดโดยเลเซอร)
1. กระบวนการเฉอนตด (Shearing)
• พนช (punch) หรอใบมดดานบน กดลงมาบนชนงาน โดยทชนงานมการแปรรปแบบถาวร
เขาไปใน die (หรอสวนลาง) ซงจะมสวนทเรยกวา คาความเผอ (clearance: c) ซงจะม
คาประมาณ 2%-8% ของความหนาของชนงาน ซงเปนชองวางเลกๆ ซงคาความเผอนจะ
ชวยลดแรงเสยดทานในกระบวนการตดน
การเฉอนตด (Shearing)
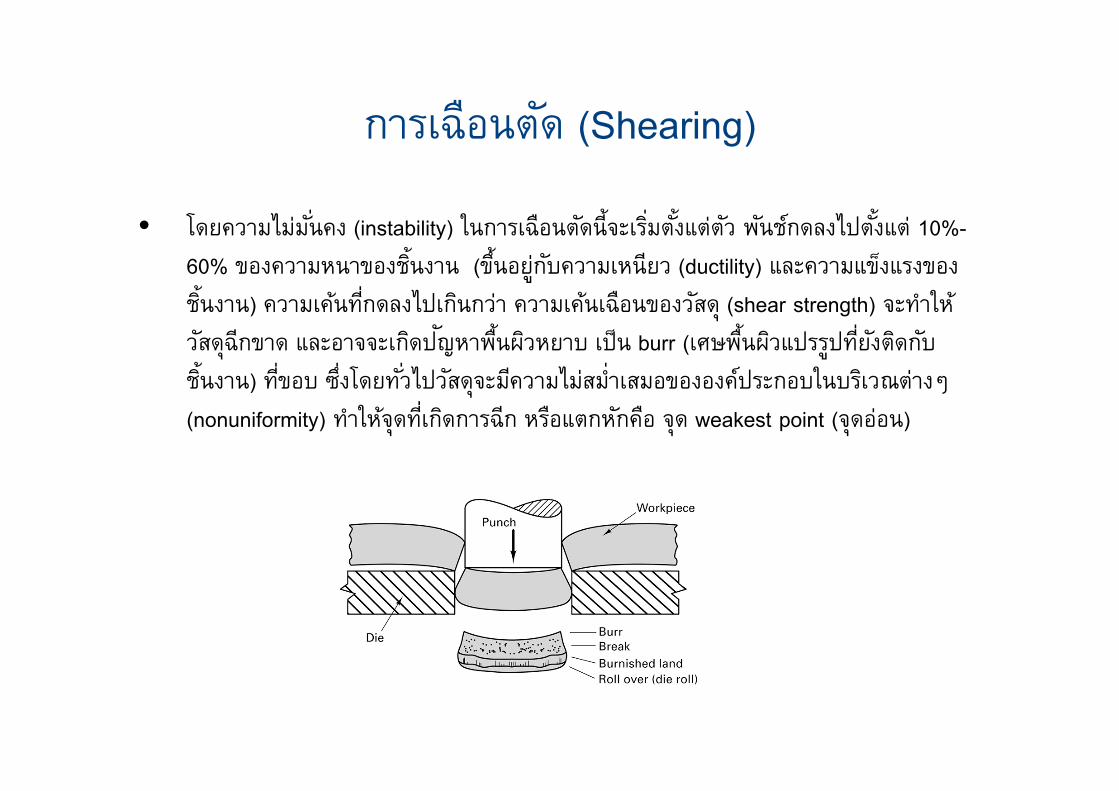
• โดยความไมมนคง (instability) ในการเฉอนตดนจะเรมตงแตตว พนชกดลงไปตงแต 10%-
60% ของความหนาของชนงาน (ขนอยกบความเหนยว (ductility) และความแขงแรงของ
ชนงาน) ความเคนทกดลงไปเกนกวา ความเคนเฉอนของวสด (shear strength) จะทาให
วสดฉกขาด และอาจจะเกดปญหาพนผวหยาบ เปน burr (เศษพนผวแปรรปทยงตดกบ
ชนงาน) ทขอบ ซงโดยทวไปวสดจะมความไมสมาเสมอขององคประกอบในบรเวณตางๆ
(nonuniformity) ทาใหจดทเกดการฉก หรอแตกหกคอ จด weakest point (จดออน)
การเฉอนตด (Shearing)
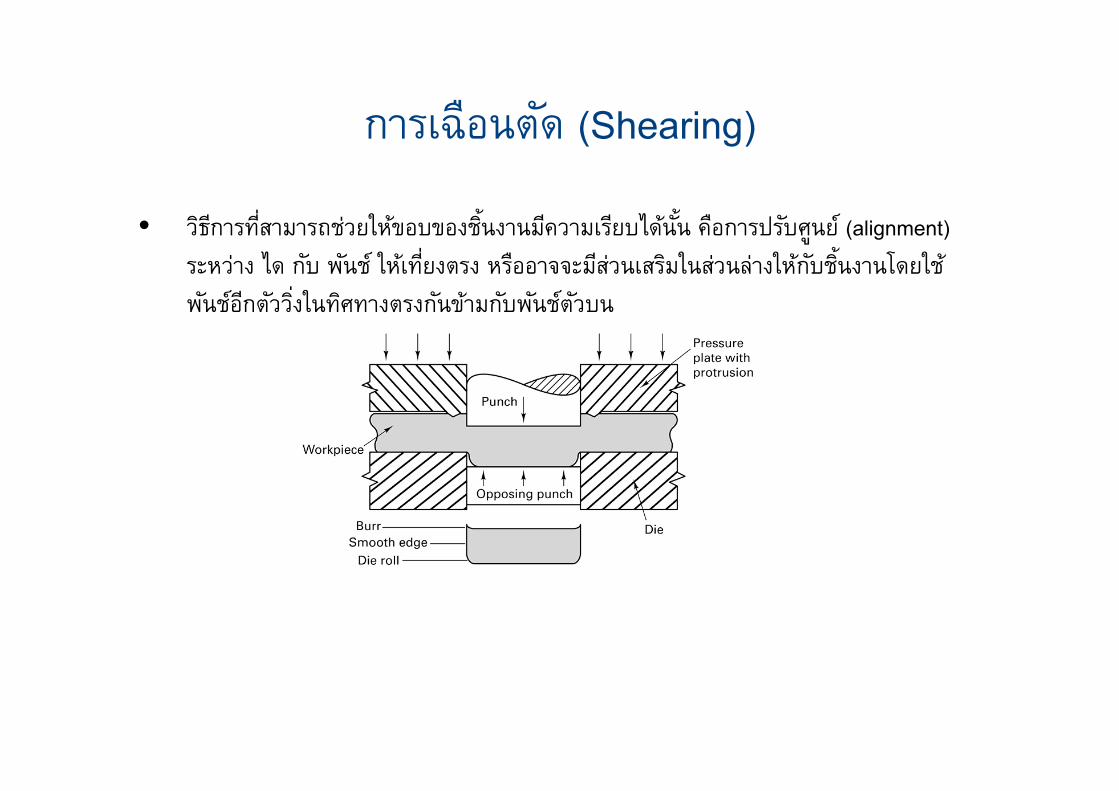
• วธการทสามารถชวยใหขอบของชนงานมความเรยบไดนน คอการปรบศนย (alignment)
ระหวาง ได กบ พนช ใหเทยงตรง หรออาจจะมสวนเสรมในสวนลางใหกบชนงานโดยใช
พนชอกตววงในทศทางตรงกนขามกบพนชตวบน
การเฉอนตด (Shearing)
ตวแปรสาคญในกระบวนการเฉอนตดนน คอ
• รปทรงของ พนช และ ได
• ความเรวในการเฉอน
• สารหลอลน
• คาความเผอ (clearance:c) ระหวางพนชและได
คาความเผอถามคามากขน จะทาใหบรเวณทมการแปรรปมขนาดใหญขน ซงจะทาใหผวขอบของ
ชนงานหยาบขน
คาความเผอ สามารถประมาณไดโดย c = a*t
โดยท t = ความหนาของแผนชนงาน และ a = คาคงทข นกบชนดของวสด
การเฉอนตด (Shearing)
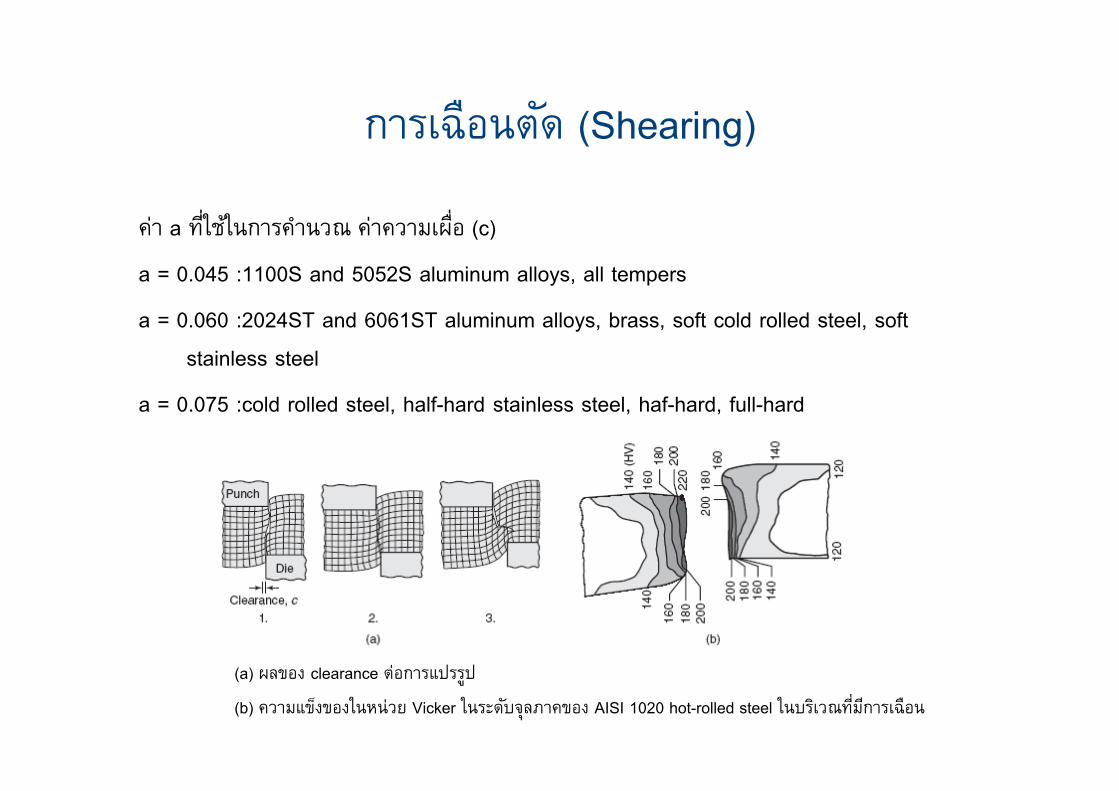
คา a ทใชในการคานวณ คาความเผอ (c)
a = 0.045 :1100S and 5052S aluminum alloys, all tempers
a = 0.060 :2024ST and 6061ST aluminum alloys, brass, soft cold rolled steel, soft
stainless steel
a = 0.075 :cold rolled steel, half-hard stainless steel, haf-hard, full-hard
(a) ผลของ clearance ตอการแปรรป
(b) ความแขงของในหนวย Vicker ในระดบจลภาคของ AISI 1020 hot-rolled steel ในบรเวณทมการเฉอน
การเฉอนตด (shearing)แรงของตวพนชในการเฉอนตด (Punch force)
• แรงสามารถคานวณไดจาก ความเคนเฉอนของวสด (shear strength) และความยาวเสนรอบๆ
ชนงาน
• แรงมากทสด สามารถคานวณไดดงน
โดยท T = ความหนาของชนงาน, L = ความยาวโดยรอบชนงาน, และ
UTS = Ultimate Tensile Strength ของชนงาน
( )UTSTL7.0F =
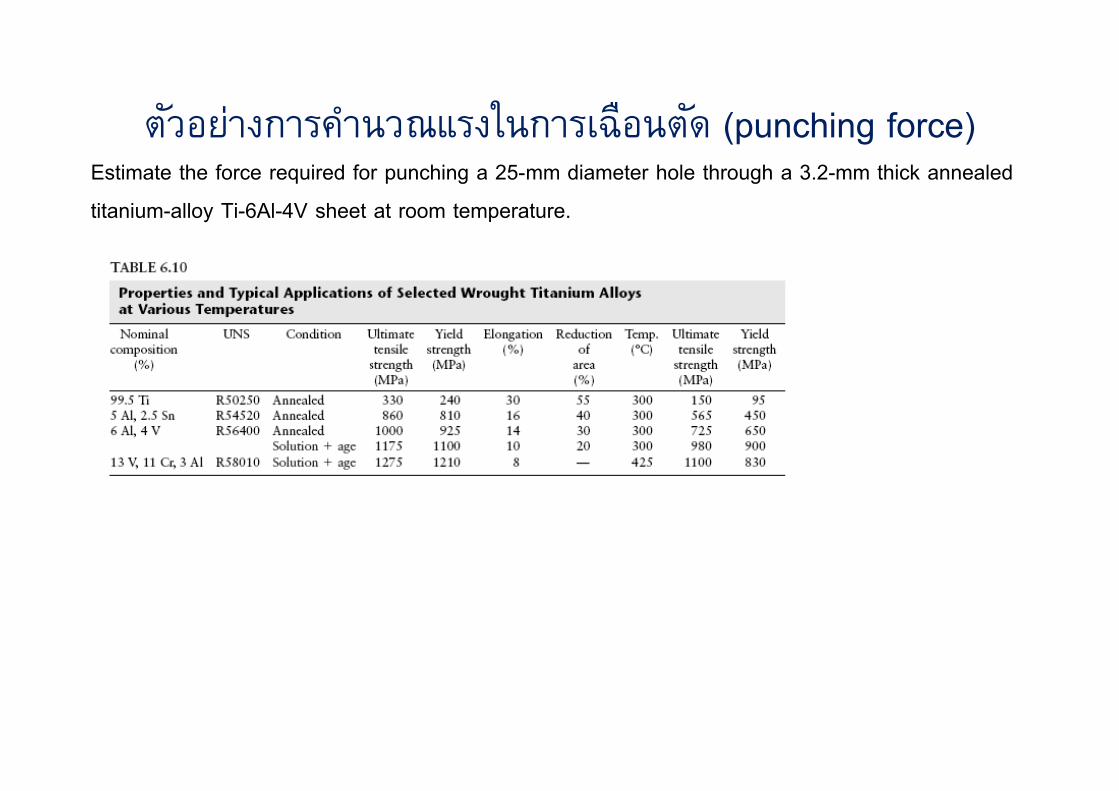
ตวอยางการคานวณแรงในการเฉอนตด (punching force)Estimate the force required for punching a 25-mm diameter hole through a 3.2-mm thick annealed
titanium-alloy Ti-6Al-4V sheet at room temperature.
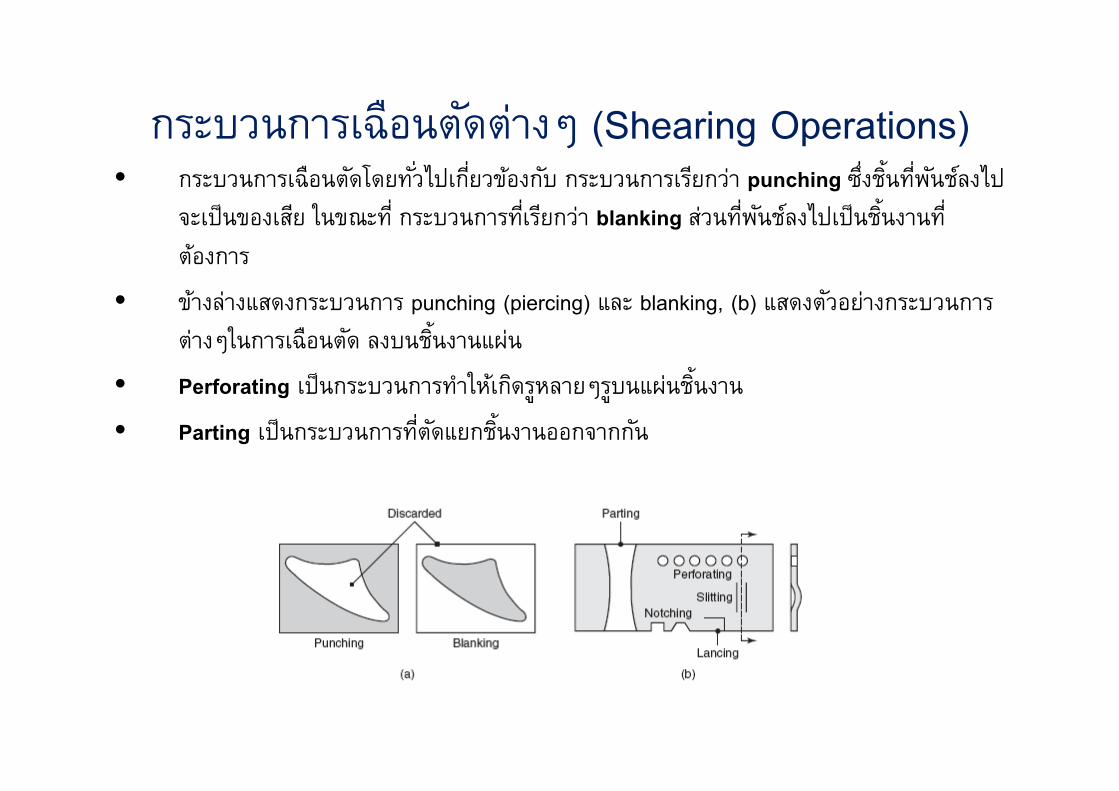
กระบวนการเฉอนตดตางๆ (Shearing Operations)• กระบวนการเฉอนตดโดยทวไปเกยวของกบ กระบวนการเรยกวา punching ซงชนทพนชลงไป
จะเปนของเสย ในขณะท กระบวนการทเรยกวา blanking สวนทพนชลงไปเปนชนงานท
ตองการ
• ขางลางแสดงกระบวนการ punching (piercing) และ blanking, (b) แสดงตวอยางกระบวนการ
ตางๆในการเฉอนตด ลงบนชนงานแผน
• Perforating เปนกระบวนการทาใหเกดรหลายๆรบนแผนชนงาน
• Parting เปนกระบวนการทตดแยกชนงานออกจากกน
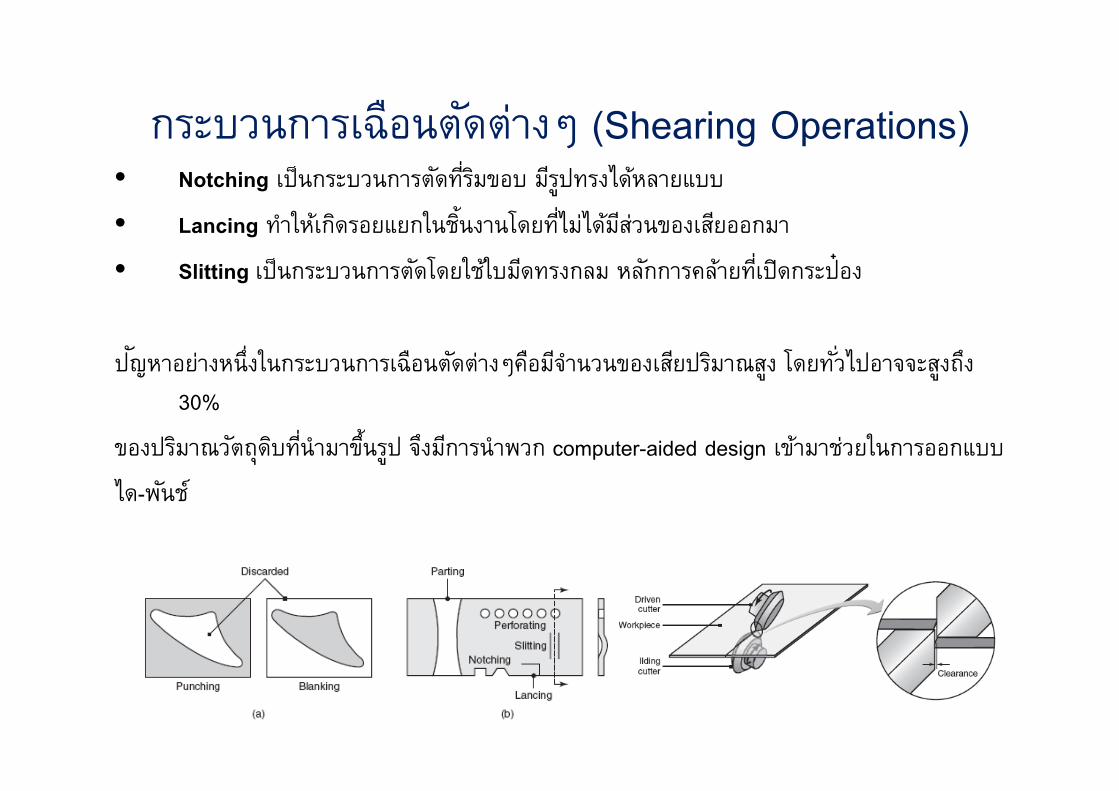
กระบวนการเฉอนตดตางๆ (Shearing Operations)• Notching เปนกระบวนการตดทรมขอบ มรปทรงไดหลายแบบ
• Lancing ทาใหเกดรอยแยกในชนงานโดยทไมไดมสวนของเสยออกมา
• Slitting เปนกระบวนการตดโดยใชใบมดทรงกลม หลกการคลายทเปดกระปอง
ปญหาอยางหนงในกระบวนการเฉอนตดตางๆคอมจานวนของเสยปรมาณสง โดยทวไปอาจจะสงถง
30%
ของปรมาณวตถดบทนามาขนรป จงมการนาพวก computer-aided design เขามาชวยในการออกแบบ
ได-พนช
กระบวนการเฉอนตดตางๆ (Shearing Operations)Fine blanking
• ขอบเรยบ และมมตด (square edges) สามารถทาไดโดยกระบวนการ fine blanking
• จะมวธทจะลอคแผนงานใหแนน ตลอดกระบวนการเฉอนตด เพอปองกนการบดเบยวของ
ชนงานในระหวางวสดเกดการแปรรป โดยปกตจะมคาความเผอ (clearance) อยทประมาณ 1%
ของความหนาของแผนชนงาน (มกจะไมเกน 1 cm หรอ อยางมากกประมาณ 1.3 cm)
• มคาพกดความเผอ (dimensional tolerance) ทประมาณ 0.05 mm และมคาพกดความเผอตง
ฉาก (perpendicularity) นอยกวา 0.025 mm
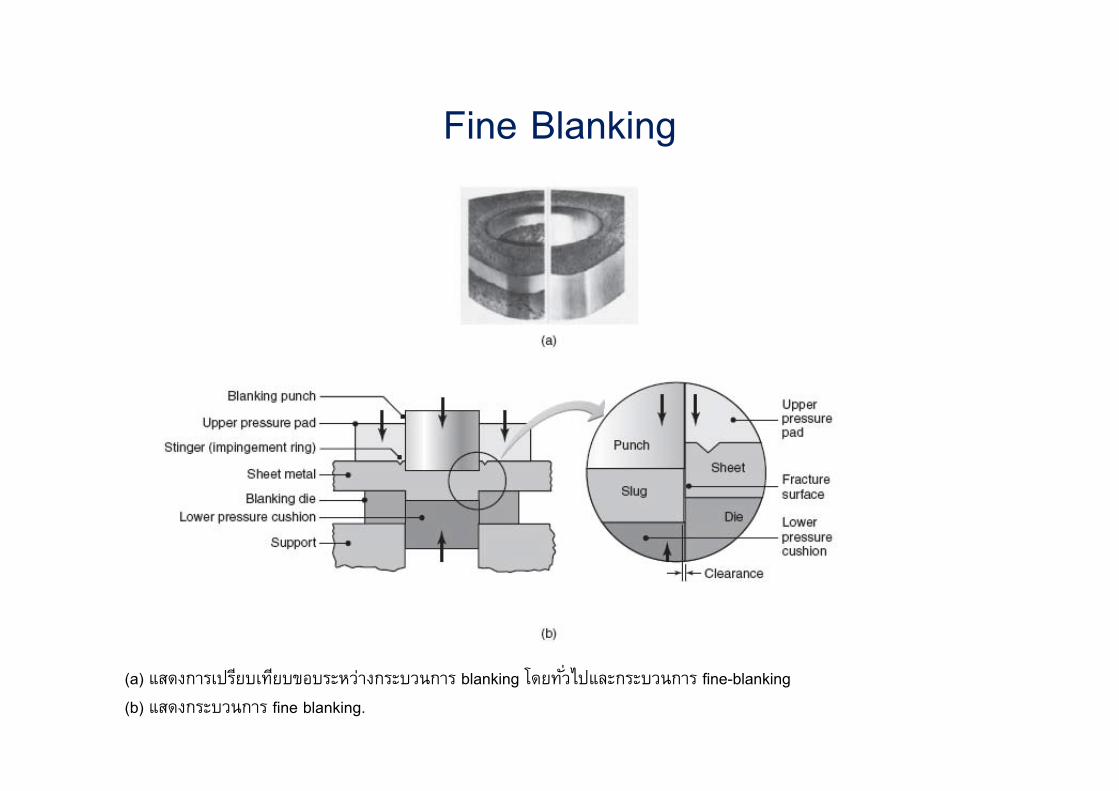
Fine Blanking
(a) แสดงการเปรยบเทยบขอบระหวางกระบวนการ blanking โดยทวไปและกระบวนการ fine-blanking
(b) แสดงกระบวนการ fine blanking.
กระบวนการเฉอนตดตางๆ (Shearing Operations)Nibbling
• โดยทวไปเหมาะกบปรมาณการผลตไมมากนก ซงอาจจะไมคมตอการสรางได ออกมา ใช
เครองมอเรยบงายในการตด หรอ เฉอนใหเกดร หรอ รอยแหวงทตองการ
• เครองทใชเรยกวา nibbler สามารถผลตรปทรงตางๆทซบซอนได แตอตราการผลตจะชา
สามารถทาไดทงระบบ manual และ automatic
ชนดและลกษณะของ shearing diesคาความเผอ (Clearance)
• ความสามารถในการขนรปนนยอมไดรบผลกระทบจาก คณลกษณะของ ขอบของการเฉอนตด
(sheared edges) ดงนนการควบคมเรองของคาความเผอจงมความสาคญยง ตอคณภาพ
ชนงานทออกมา (มกจะมคา 2%-8% ของความหนาแผนชนงาน ในกรณ fine blanking มคา
1% ของความหนาของชนงาน)
• ดงไดกลาวไปขางตนแลววา คาความเผอนน ขนกบ ชนดของวสด, ความหนาของชนงานแผน
• โดยทวไป คาความเผอ (clearance) สาหรบวสดทมคาความแขงแรงนอย และ/หรอ มความ
เหนยวมากนน จะมคานอยกวา วสดทมความแขงแรงมาก
• ถาแผนมความหนามาก จะมคาความเผอ (clearance) มาก
• ถาอตราสวนระหวาง เสนผานศนยกลางของร / ความหนาของแผนชนงาน ลดลง คาความเผอ
(clearance) ควรมคามากขน
• ขอควรระวงในการใชคาความเผอมากๆนน จะทาใหผวขอบไมเรยบ ความแขงแรงและการตง
ศนยของเครองกด (presses) กบได และอนๆ
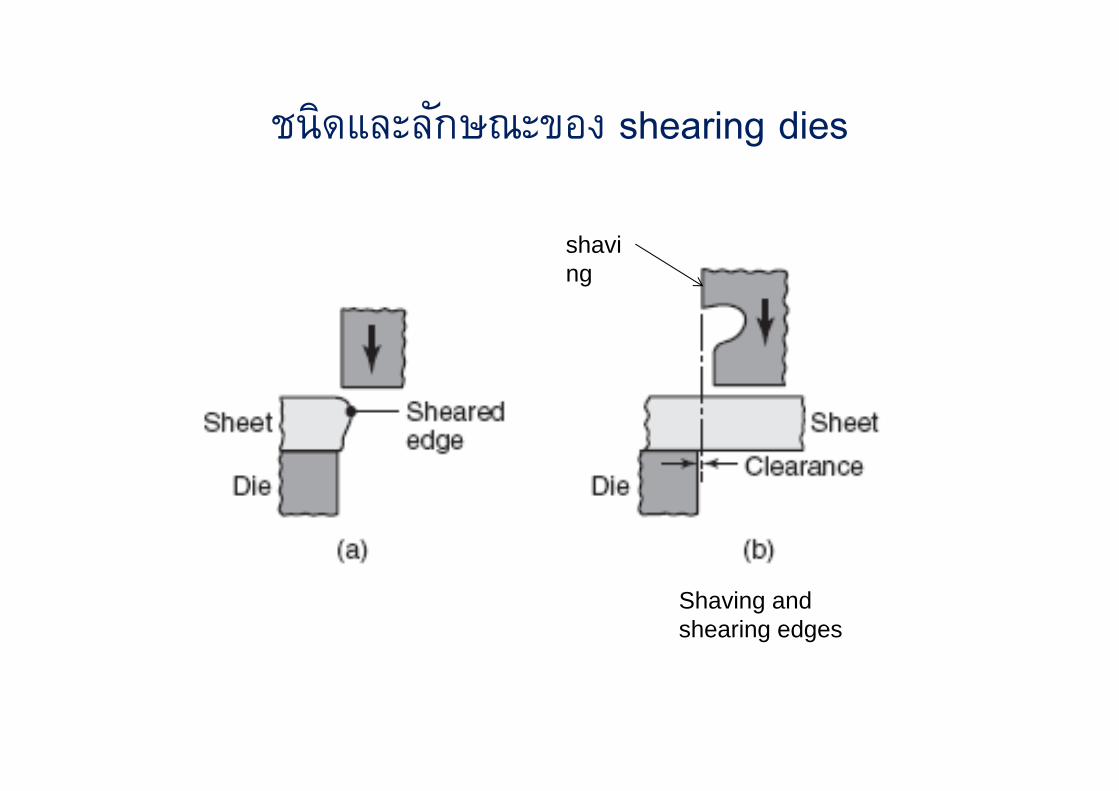
ชนดและลกษณะของ shearing dies
Shaving and shearing edges
shaving
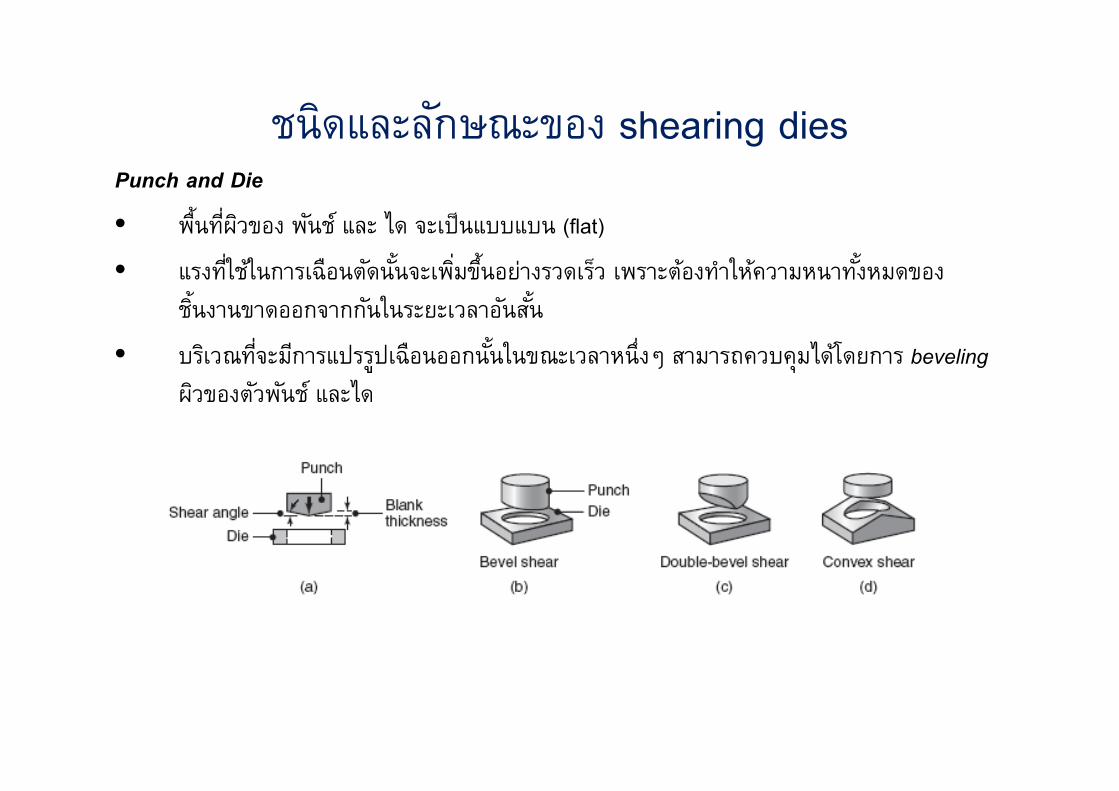
ชนดและลกษณะของ shearing diesPunch and Die
• พนทผวของ พนช และ ได จะเปนแบบแบน (flat)
• แรงทใชในการเฉอนตดนนจะเพมขนอยางรวดเรว เพราะตองทาใหความหนาทงหมดของ
ชนงานขาดออกจากกนในระยะเวลาอนสน
• บรเวณทจะมการแปรรปเฉอนออกนนในขณะเวลาหนงๆ สามารถควบคมไดโดยการ beveling
ผวของตวพนช และได
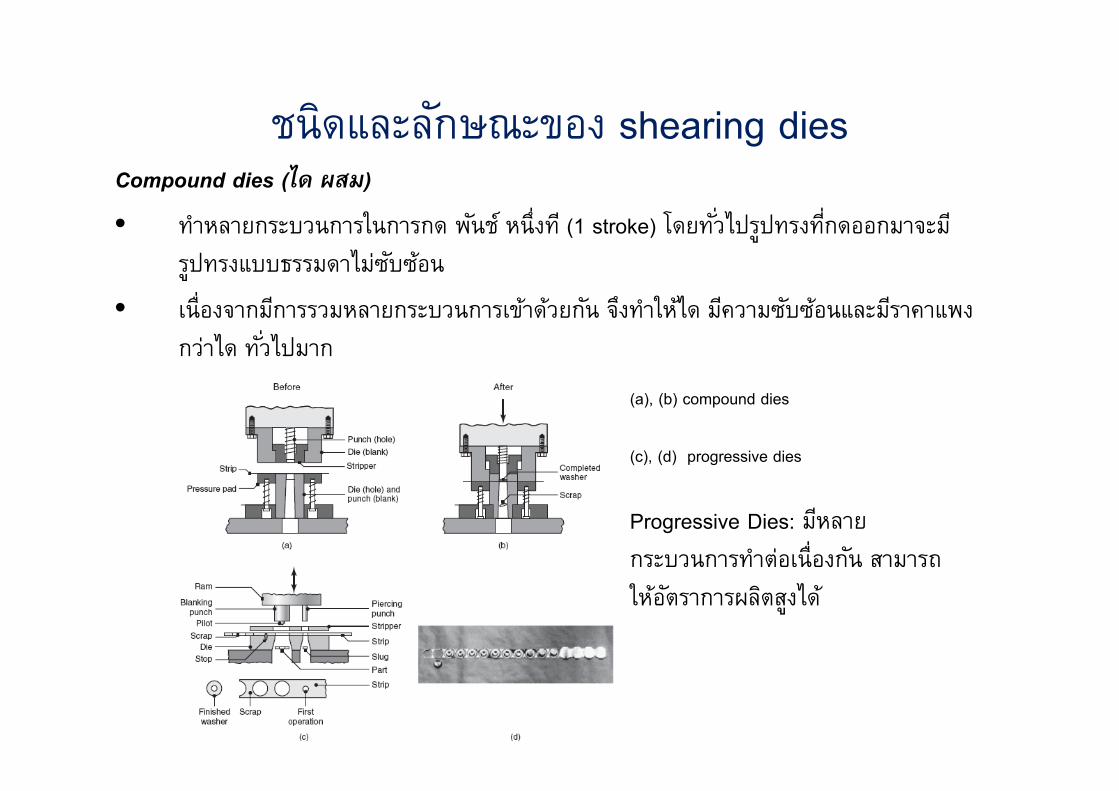
ชนดและลกษณะของ shearing diesCompound dies (ได ผสม)
• ทาหลายกระบวนการในการกด พนช หนงท (1 stroke) โดยทวไปรปทรงทกดออกมาจะม
รปทรงแบบธรรมดาไมซบซอน
• เนองจากมการรวมหลายกระบวนการเขาดวยกน จงทาใหได มความซบซอนและมราคาแพง
กวาได ทวไปมาก
(a), (b) compound dies
(c), (d) progressive dies
Progressive Dies: มหลาย
กระบวนการทาตอเนองกน สามารถ
ใหอตราการผลตสงได
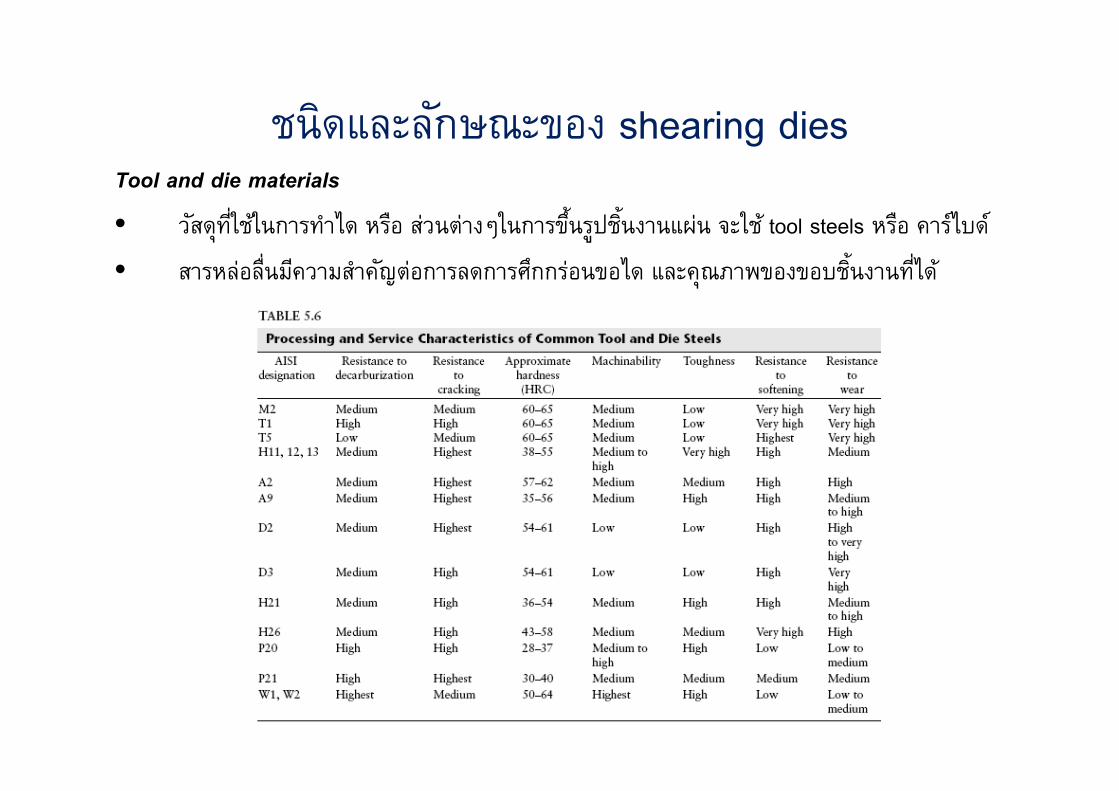
ชนดและลกษณะของ shearing diesTool and die materials
• วสดทใชในการทาได หรอ สวนตางๆในการขนรปชนงานแผน จะใช tool steels หรอ คารไบด
• สารหลอลนมความสาคญตอการลดการศกกรอนขอได และคณภาพของขอบชนงานทได
กรรมวธการอนๆในการตดแผนชนงาน
• Laser-beam cutting ใชพลงงานจากเลเซอร (laser: light amplification by the stimulated
emission of radiation) โดยใชเครองมอในการควบคมทศทาง (linear slider in XYZ, controller
board, amplifer, software)
• Water-jet cutting ตดไดทงโลหะ และอโลหะ
• Cutting with a band saw ตดโดยใชเลอย
• Flame cutting ใชเปลวไฟในการตด
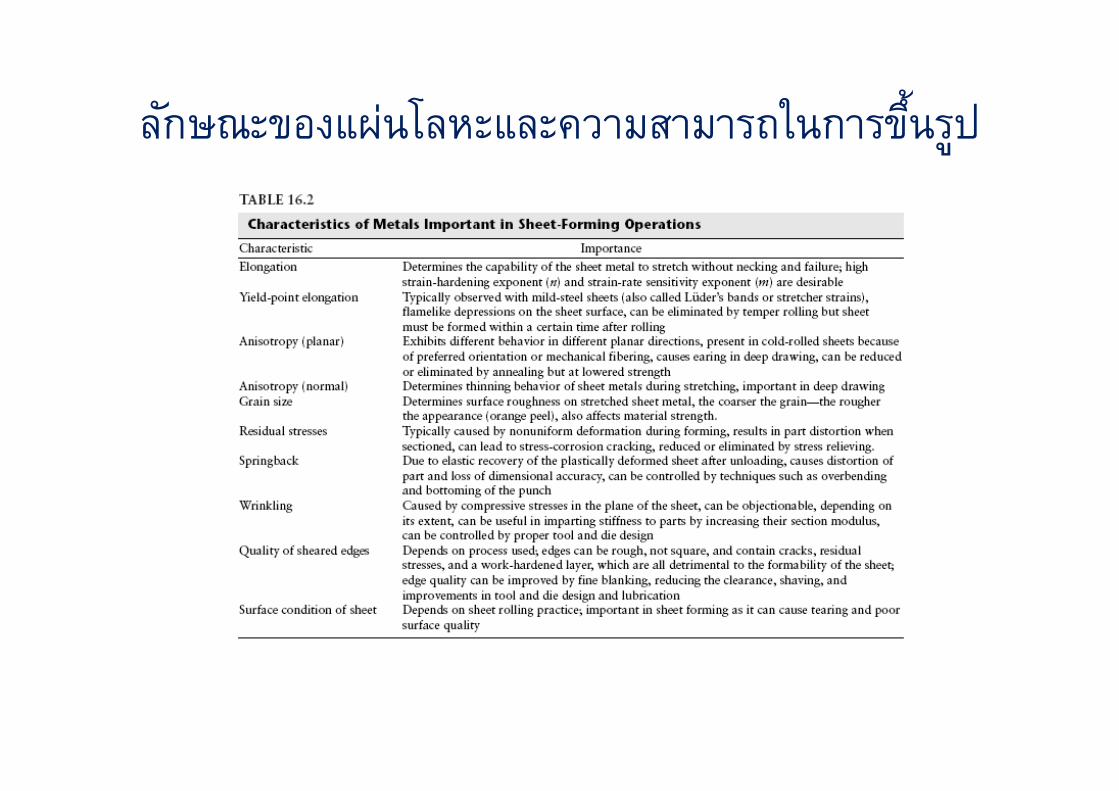
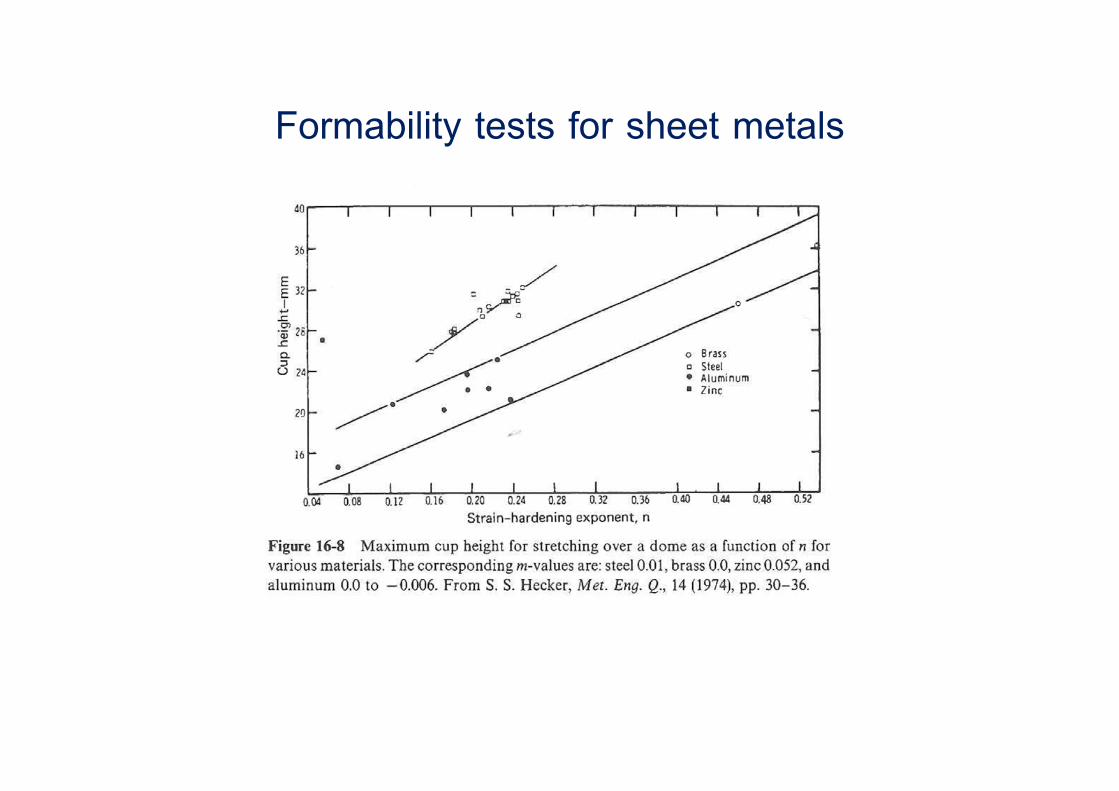
ลกษณะของแผนโลหะและความสามารถในการขนรป
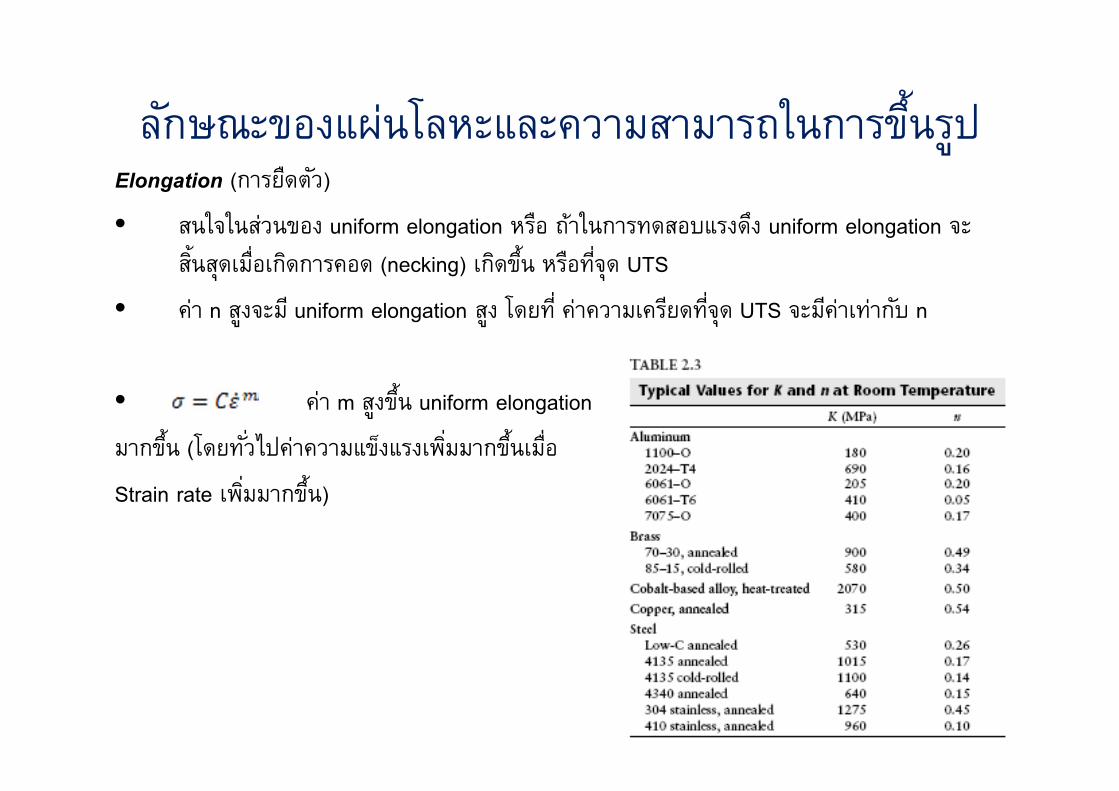
ลกษณะของแผนโลหะและความสามารถในการขนรปElongation (การยดตว)
• สนใจในสวนของ uniform elongation หรอ ถาในการทดสอบแรงดง uniform elongation จะ
สนสดเมอเกดการคอด (necking) เกดขน หรอทจด UTS
• คา n สงจะม uniform elongation สง โดยท คาความเครยดทจด UTS จะมคาเทากบ n
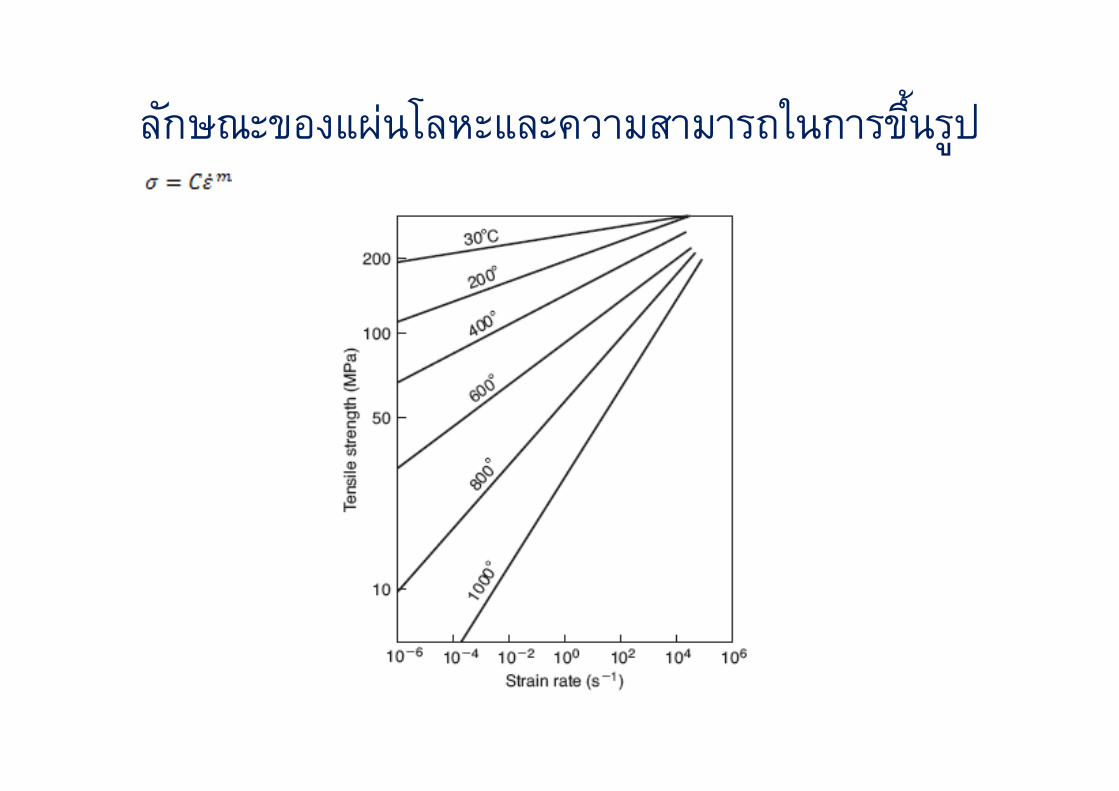
• คา m สงขน uniform elongation
มากขน (โดยทวไปคาความแขงแรงเพมมากขนเมอ
Strain rate เพมมากขน)
ลกษณะของแผนโลหะและความสามารถในการขนรป
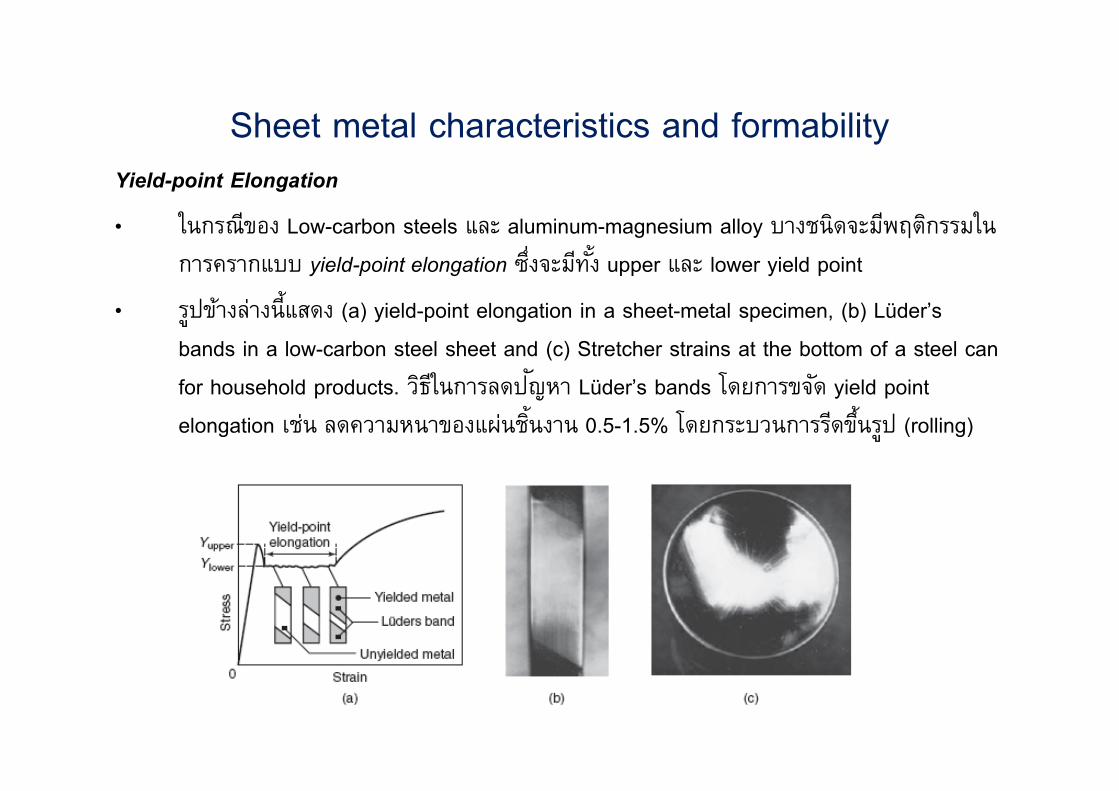
Sheet metal characteristics and formabilityYield-point Elongation
• ในกรณของ Low-carbon steels และ aluminum-magnesium alloy บางชนดจะมพฤตกรรมใน
การครากแบบ yield-point elongation ซงจะมทง upper และ lower yield point
• รปขางลางนแสดง (a) yield-point elongation in a sheet-metal specimen, (b) Lüder’s
bands in a low-carbon steel sheet and (c) Stretcher strains at the bottom of a steel can
for household products. วธในการลดปญหา Lüder’s bands โดยการขจด yield point
elongation เชน ลดความหนาของแผนชนงาน 0.5-1.5% โดยกระบวนการรดขนรป (rolling)
Sheet metal characteristics and formabilityAnisotropy
• สมบตขนกบทศทาง ตรงกนขามกบ Isotropic (สมบตเหมอนกนในทกทศทาง) ซงมกจะ
เนองมาจาก ทศทางของเกรน การจดเรยงเกรนในโครงสราง หรอมพวกสงแปลกปลอมเจอปน
(impurities) ชองวางในผลก (voids) เขามา
Grain Size
• โดยทวไป ขนาดของเกรนเลกลง วสดจะมความแขงแรงเพมมากขน ถาเกรนมความหยาบสงมผล
ตอความเรยบผว และสภาพของเรยบของพนผวโดยรวม
Dent resistance of sheet metals
• รอยตาหนบนพนผวชนงาน ขนอยกบ ความหนา คาความเคนทจดคราก และ คาความแขงตง
(stiffness)
• ความตานทานจะมากขนเมอ ความหนาของแผนชนงานมากขน, คาความเคนทจดคราก (yield strength) มคาสงขน และ คาความแขงตงมคาลดนอยลง (นกศกษาทราบทนทวาคาความแขง
ตงดไดจากคา โมดลลสความยดหยน (Modulus of Elasticity))
Formability tests for sheet metals
การทดสอบความสามารถในการขนรปของแผนชนงาน
• ความสามารถในการขนรปแผนชนงาน มความสาคญยงตอวศวกรในการทราบพฤตกรรม
รวมทงขอบเขตของการแปรรปกอนทจะม การคอด รอยแตก รอยฉกขาด ขนในแผนชนงาน
หรอ อาจจะนยามความสามารถของการขนรปชนงานแผนวา “ความสามารถในการแปรรป
เปลยนรปทรงโดยไมมการคอด การแตก หรอ ฉกขาดในแผนชนงาน” นนเอง
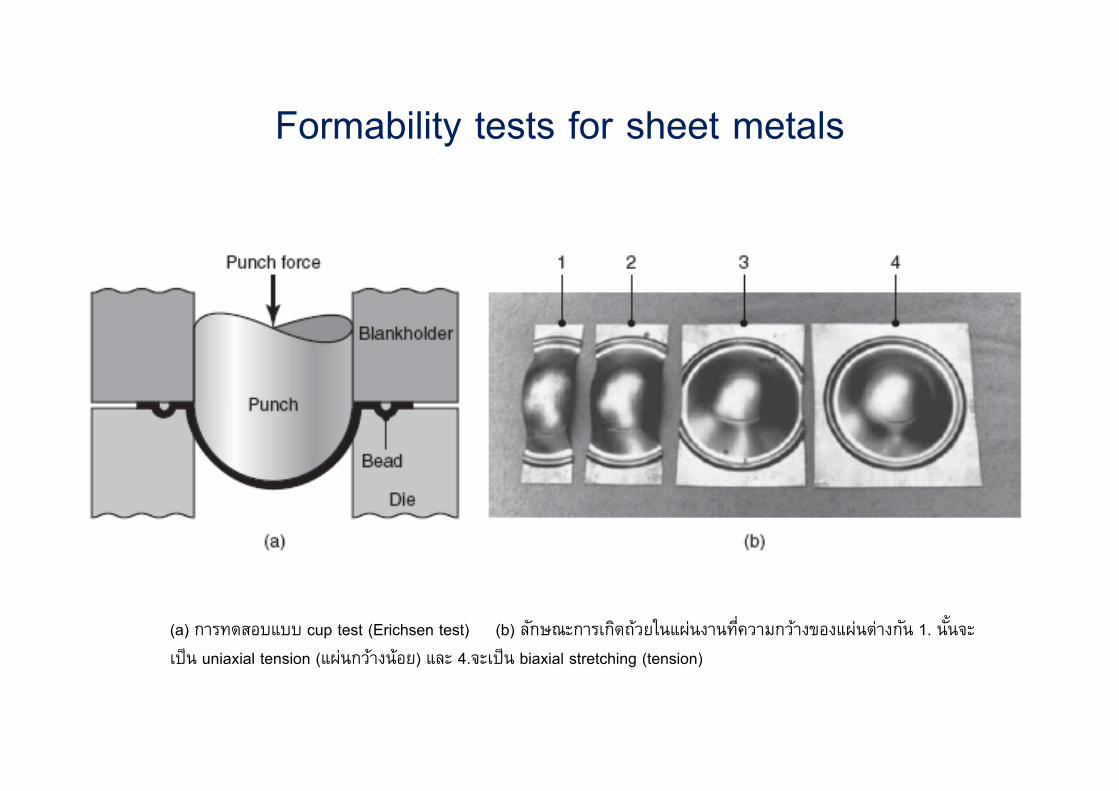
• โดยทวไปมวธการทดสอบเชน Cupping Tests หรอ Erichsen Test โดยทชนงานแผนถกจบยด
ทปลายทงสองขางไว แลวใชพนชลกทรงกลม กดลงมาทแผนชนงาน จะกระทงเรมมรอยแตก
เกดขน โดยทความสามารถในการขนรปนนขนอยกบ punch depth ซงเปนความลก หรอ ระยะ
ทพนชกดลงไปในแผนชนงานกอนทจะเรมมรอยแยก รอยแตกเกดขน
Formability tests for sheet metals
(a) การทดสอบแบบ cup test (Erichsen test) (b) ลกษณะการเกดถวยในแผนงานทความกวางของแผนตางกน 1. นนจะ
เปน uniaxial tension (แผนกวางนอย) และ 4.จะเปน biaxial stretching (tension)
Formability tests for sheet metals
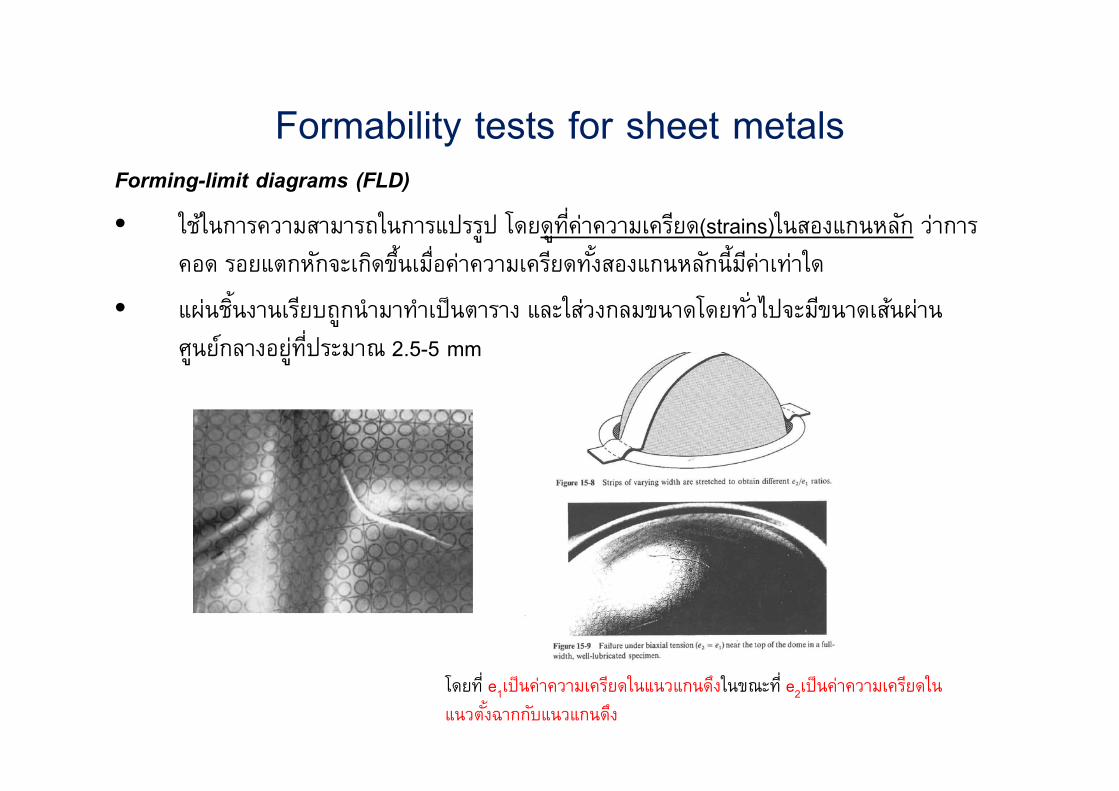
Formability tests for sheet metalsForming-limit diagrams (FLD)
• ใชในการความสามารถในการแปรรป โดยดทคาความเครยด(strains)ในสองแกนหลก วาการ
คอด รอยแตกหกจะเกดขนเมอคาความเครยดทงสองแกนหลกนมคาเทาใด
• แผนชนงานเรยบถกนามาทาเปนตาราง และใสวงกลมขนาดโดยทวไปจะมขนาดเสนผาน
ศนยกลางอยทประมาณ 2.5-5 mm
โดยท e1เปนคาความเครยดในแนวแกนดงในขณะท e2เปนคาความเครยดใน
แนวตงฉากกบแนวแกนดง
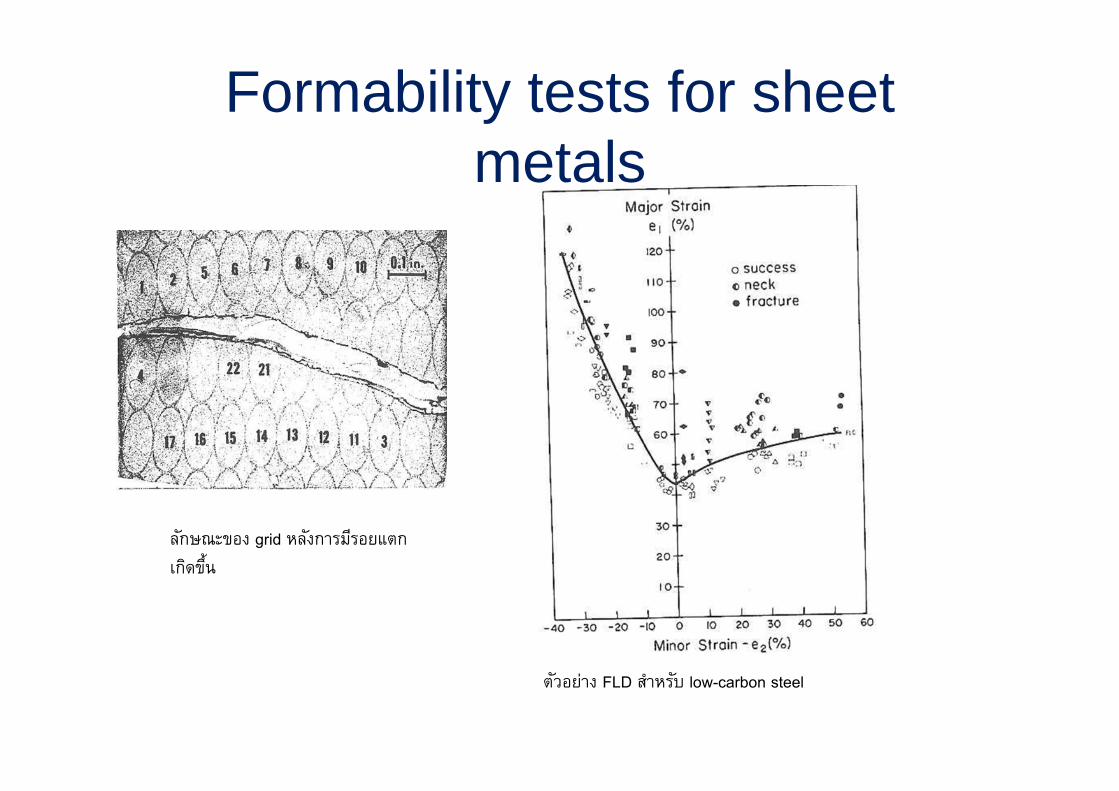
Formability tests for sheet metals
ลกษณะของ grid หลงการมรอยแตก
เกดขน
ตวอยาง FLD สาหรบ low-carbon steel
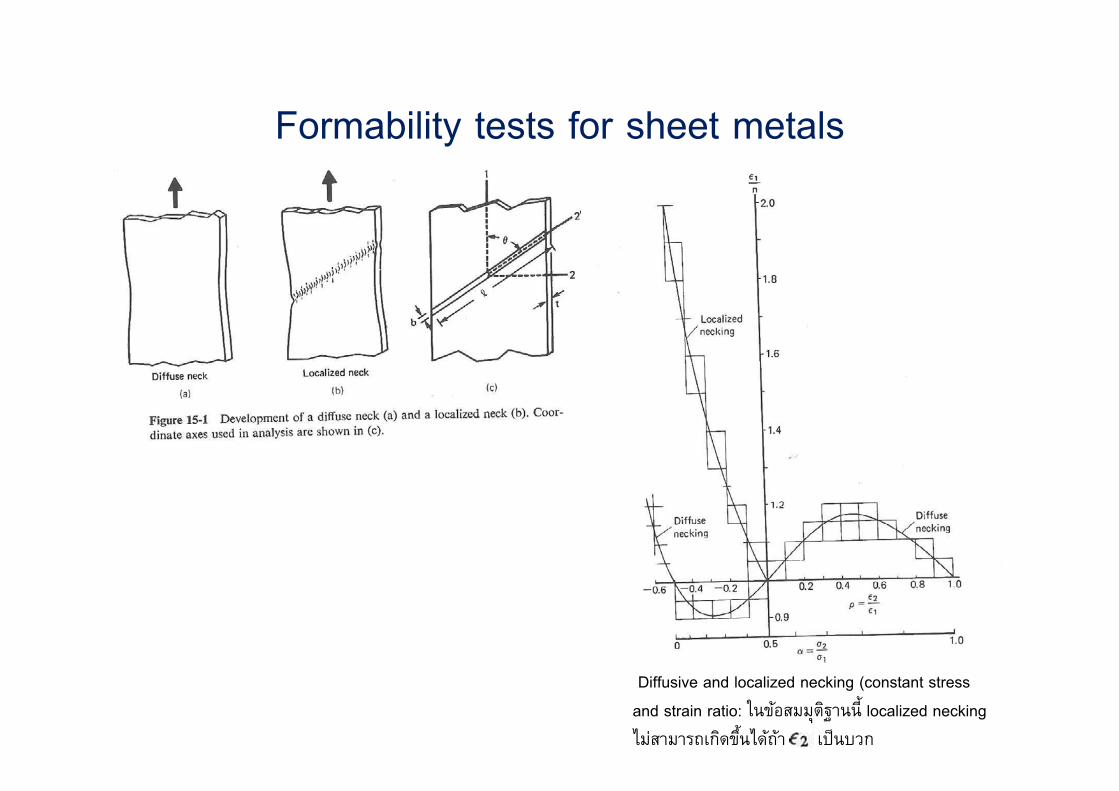
Formability tests for sheet metals
Diffusive and localized necking (constant stress
and strain ratio: ในขอสมมตฐานน localized necking
ไมสามารถเกดขนไดถา เปนบวก
Formability tests for sheet metalsForming-limit diagrams
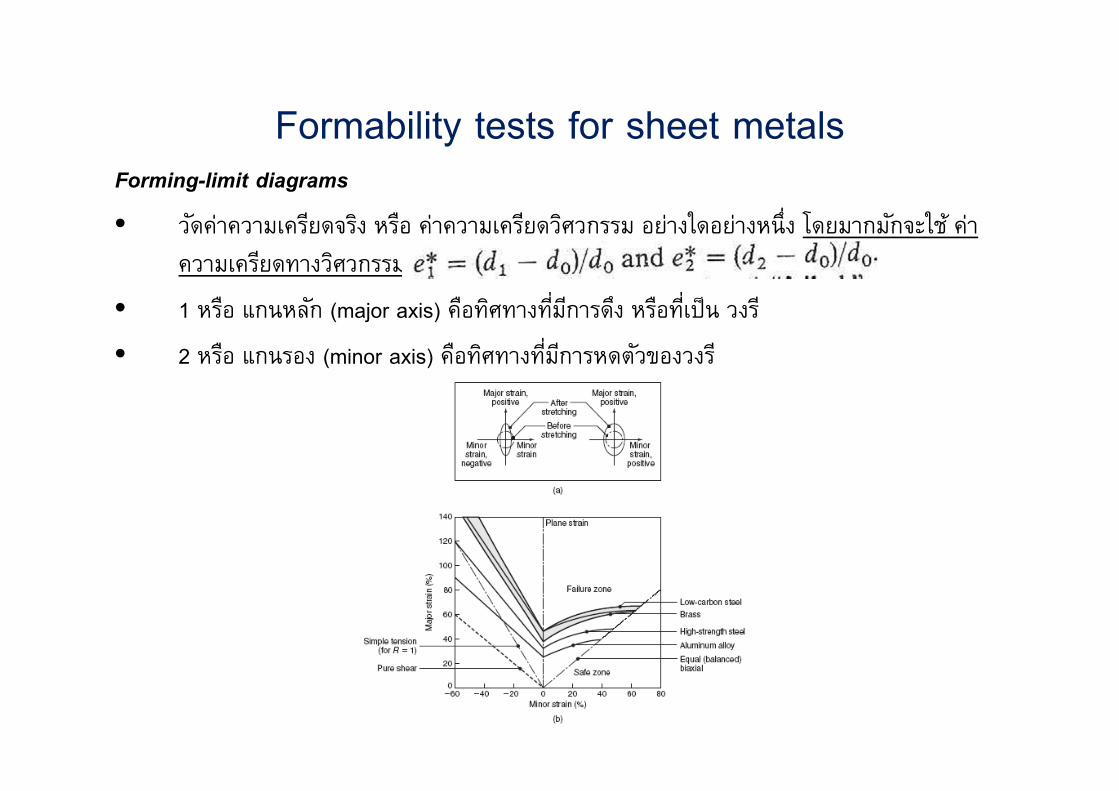
• วดคาความเครยดจรง หรอ คาความเครยดวศวกรรม อยางใดอยางหนง โดยมากมกจะใช คา
ความเครยดทางวศวกรรม
• 1 หรอ แกนหลก (major axis) คอทศทางทมการดง หรอทเปน วงร
• 2 หรอ แกนรอง (minor axis) คอทศทางทมการหดตวของวงร
Formability tests for sheet metals
Forming-limit diagrams
• การเพมความเครยดรอง (minor strain) ทเปนลบ ทาใหเกดการเพมของความเครยดหลก
(major strain) มากกวาการเพมความเครยดรอง (minor strain) ทเปนบวก
• ความเครยดในแกนหลก (major axis) จะเปนบวกเสมอ เพราะเปนทศทางทมการยดตว
(stretching) ในขณะทในแกนรอง (minor axis) จะเปนไดทงบวกและลบ
• ถากราฟมการตงขนมามาก กจะมความสามารถในการขนรปชนงานแผนทด