Embed Size (px)
Citation preview
MEMORIA DESCRIPTIVA DEL PROCESO INDUSTRIAL DE
PESQUERA DIAMANTE S.A. - PLANTA SAMANCO
JULIO 2012
I. INTRODUCCION
PESQUERA DIAMANTE S.A. – Planta Samanco, es una de las empresas líderes en el
procesamiento de Harina y Aceite de pescado. La ubicación del terreno de Pesquera
Diamante en Puerto Samanco corresponde a zona industrial del Distrito de Samanco, y
se ubica adyacente al mar, colindante hacia el sur con la empresa pesquera CASAMAR
SA dedicada a la producción de productos congelados marinos y hacia el este con la
Empresa Pesquera TASA dedicada a la producción de harina y aceite de pescado. Con
el norte y oeste limita con el océano pacífico.
Pesquera Diamante Samanco cuenta con 01 línea de elaboración de harina de pescado
Steam Dried de una capacidad de 75 tmp/h obteniéndose una Harina de alto contenido
proteico en virtud a la autorización obtenida vía licencia de operación otorgada por el
Ministerio de Pesquería N° 203-98-PE/DNPP.
La ubicación del Establecimiento industrial es Complejo Pesquero Samanco s/n,
Distrito de Samanco, Provincia Del Santa, Departamento de Ancash.
El equipamiento industrial de la planta le permite obtener harinas de alta calidad y
cumplir así con los requerimientos de organismos Nacionales e Internacionales
encargados de fiscalizar la calidad e inocuidad de los productos pesqueros, para lo cual
esta Certificada con la norma GMP-B2 (GMP + Alimentos para animales). Lo cual nos
acredita como una empresa productora de una Harina inocua de alta calidad nutritiva.
La harina de pescado es un producto industrial obtenido de la reducción del pescado,
principalmente de anchoveta, la cual es sometida a un proceso de cocción indirecto,
drenado, prensado, secado, enfriado, molienda, dosificación de A/O y envasado en
sacos de polipropileno. El producto final debe estar libre de Salmonella, Shiguella,
vibrio cholerae, poseer un alto nivel proteico y adecuados parámetros de calidad
nutricionales, que la hacen apta como alimento para animales.
El aceite es un sub- producto de la fabricación de la harina de pescado a partir del licor
de prensa, después de haber sido sometido a una serie de operaciones físico-mecánicas;
el producto obtenido es almacenado en tanques adecuados para su distribución.
La actividad de la planta impacta positivamente en los aspectos socio-económicos del
país, generando por un lado, ingresos a los gobiernos locales, regionales y al fisco; y
por otro lado, la generación de puestos de trabajo en la zona de ubicación de la planta,
como en las oficinas centrales en la ciudad de Lima. A la vez, la actividad de las
plantas pesqueras impacta negativamente en el medio ambiente marino, para lo cual las
instituciones gubernamentales referidas al medio ambiente establecen normas para la
protección de este.
Es por este motivo que PESQUERA DIAMANTE S.A. – Planta Samanco con el
propósito de efectuar la disposición final de sus vertimientos líquidos en el mar, tiene
instalada en su planta sistemas de tratamiento de las aguas residuales, de tal manera
que lo que se vierta por la tubería este sanitizada y tenga la mínima cantidad de sólidos
y grasas cumpliendo así los LMP’s, exigidos por las autoridades del sector, a través del
emisor submarino el cual esta geográficamente bien ubicado (a aprox. 8.0 Km. de la
orilla) con la profundidad adecuada (36 m), de tal forma garantiza la dilución y el
transporte por las corrientes mar afuera, mitigándose de esta manera los impactos sobre
el medio marino.
Las aguas residuales de uso doméstico provenientes de los SS.HH., duchas, lavaderos,
comedor y en general son evacuadas por medio de una bomba hacia la red pública de
desagües de propiedad del municipio de Samanco.
De esta manera PESQUERA DIAMANTE S.A. – Planta Samanco no verterá al
ambiente ningún residual contaminante, a fin de proteger el medio marino receptor.
II. DESCRIPCION DEL PROCESO PRODUCTIVO
2.1 PROCESO PRODUCTIVO DE HARINA DE PESCADO
DESCARGA Y RECEPCIÓN DE PESCADO
Esta etapa se inicia en la succión de la materia prima desde la bodega de la
lancha, donde se realiza la inspección de la materia prima para constatar la
presencia de cualquier contaminante físico y químico, para tomar las medidas
correctivas inmediatas en chata en la descarga o comunicar en planta antes de la
recepción. La descarga se realiza a través de dos bombas absorbentes; una marca
Transvac y otro marca Moyno.
La proporción agua / pescado para la descarga es 1/1 para la bomba Transvac
(capacidad de bombeo 200 tn/hr) y de 0.7/1 para la bomba Moyno (capacidad de
bombeo 200 tn/hr), ubicada en la chata San Antonio III con una distancia de 500
m. de la planta.
Adicionalmente se tiene un agua de mar limpia al inicio y fin de cada descarga, la
cual se estima en 0.64 m3/Tm de m.p. descargada, esta agua de mar limpia es
tratada (sanitización) antes de su vertimiento por el emisor submarino.
La materia prima es transportada a través de una tubería, la cual descarga en un
desaguador rotativo y se recibe en planta con un sistema de mallas
transportadoras, pre tolvas, balanza y distribuidor de pescado a pozas.
ALMACENAMIENTO EN POZAS
El almacenamiento de la materia prima se realiza en pozas de concreto con
capacidades de: Poza 1 de 180 tns, poza 2 de 900 tns, poza 3 y 4 de 220 tns, poza
5 y 6 de 270 tns; el tiempo de permanencia del pescado en pozas será máximo de
24 horas.
COCINADO
La materia prima almacenada en las pozas es retirada de ellas, por medio de los
transportadores helicoidales hacia el transportador de rastras para ser alimentado
a las cocinas, que es un equipo cilíndrico, con eje calefactorio, con forma de
tornillo que permite que la carga avance y alrededor del cilindro una chaqueta
que sirve de calefacción y a la vez de aislador.
El proceso de cocción se realiza para conseguir tres objetivos:
La coagulación de proteínas que es la desnaturalización causada por cambios de
las propiedades físicas y químicas.
La liberación de lípidos consiste en que por acción del calor los lisosomas de las
células liberen la grasa, mientras más eficiente sea la cocción de acuerdo a la
calidad del pescado la liberación de lípidos será más eficiente.
Esterilización la cocción tiene por objeto detener la actividad microbiológica y
enzimática que es la responsable de la degradación del pescado. En esta etapa no
se asegura la esterilidad del pescado, pero hay una reducción de carga bacteriana.
Contamos para ello con dos cocinas una de 50 Tn/hr. de capacidad máxima y otra
de 35 Ton/hr.
PARÁMETROS DE TRABAJO
- T° 90 - 100°C temperatura de salida del pescado
- Tiempo de cocinado 9 a 14 minutos.
- Presión de vapor en el eje de 1 – 4 Bar
DRENADO
La materia prima cocinada se somete a un drenaje en los Prestrainer, separando el
licor del Prestrainer del pescado pre-drenado, pasando luego la carga a la prensa
de doble tornillo
PRENSADO.
Para tal fin contamos con dos prensas hidráulicas con capacidad equivalente de
50 y 25 TM/h.
Esta es una operación donde se ejerce presión sobre la materia prima. Si esta ha
sido bien cocinada soportará presiones relativamente altas, donde se separará
eficazmente el aceite (fase liviana) y agua más algo de sólidos, que constituye el
licor de prensa. Los factores que inciden en la eficiencia del prensado son la
temperatura y la velocidad de la prensa. La masa de pescado prensado se le
denomina torta de prensa a la cual se le adiciona el concentrado producido por la
Planta de Agua de Cola.
El licor de prensa, este licor de prensa se une con el licor de Prestrainer y es
enviado a las separadoras de sólidos y la torta de prensa a los secadores.
La fase líquida corresponde al licor de prensa que en su composición tiene agua,
aceite y sólidos.
PARÁMETROS DE TRABAJO
- La humedad de la torta de prensa oscila entre 43 a 50% de humedad.
- Presión de trabajo Max. 150 Bar
- Amperaje Max. 150 Amp.
SECADO
El secado consiste en deshidratar la mezcla de tortas para reducir la humedad a
niveles que evite el desarrollo ó crecimiento de microorganismos, y detengan
reacciones químicas que puedan degradar el producto, teniendo mucho cuidado
de no excederse ya que la presencia de agua acompaña a la parte nutricional. La
exposición del producto a tratamientos térmicos y corrientes de aire influyen
directamente en la calidad nutricional y biotoxicológica de la harina.
Por tal razón los parámetros de tiempo y temperatura deben manejarse con
mucha responsabilidad.
LÍNEA STEAM DRIED
PRIMER SECADO
Contamos con tres secadores Rotadisk, 02 de marca AMISA, modelo HTD con
capacidad de 4500 Kg/hr de evaporación c/u y 01 TST 90R (para secado de
lodos)
PARÁMETROS DE TRABAJO
La torta mixta ingresa con humedades promedio de 54 a 58%
En esta etapa la reducción de humedad es de 44 – 48 % de humedad de la torta.
Temperatura de trabajo de secado es de 70 - 110 °C
Vahos T °C = 96 - 100°C
La presión de vapor de 3.0 – 6.0 Bar
SEGUNDO SECADO
El secado consiste en deshidratar la torta de los Rotadisk para reducir la humedad
a niveles que evite el desarrollo ó crecimiento de microorganismos, y detengan
reacciones químicas que puedan degradar el producto, teniendo mucho cuidado
de no excederse ya que la presencia de agua acompaña a la parte nutricional. La
exposición del producto a tratamientos térmicos y corrientes de aire influyen
directamente en la calidad nutricional y biotoxicológica de la harina.
Por tal razón los parámetros de tiempo y temperatura deben manejarse con
mucha responsabilidad.
El secado se realiza con dos secadores de contacto (Secadores Rotatubos),
constituidos de una chaqueta rotativa con paletas elevadoras internas y una
cantidad de tubos de superficie calefactora dentro del secador (Presión máxima
5.5 bar). El secador de tubos se calienta indirectamente utilizando vapor como
medio calefactor. El ingreso de carga al tambor de secado tiene una humedad de
entrada entre 44 - 48 %. El transporte del producto dentro del secador es por
medio de gravedad ya que el secador tiene una inclinación de 2.0 % y su
movimiento rotativo mezcla y desliza el producto hacia la salida, con una
humedad de 8 - 11 % y temperatura no menor a 70 ºC.
ENFRIADO
El scrap de los dos Secadores Rotatubos, se unen en un gusano colector, el cual
es transportado al enfriador para completar el secado
Contamos con un enfriador de aire forzado con filtros mangas con una longitud
de 13mts, obteniéndose una temperatura de la carga que oscila entre los 30 a 35
ºC.
PARÁMETROS DE TRABAJO
La temperatura a la salida del secador - enfriador es de 30 - 35 °C.
El scrap ingresa al segundo secado con una humedad de máxima de 8.0 - 11%,
tiene un tiempo de residencia de 10 minutos.
El scrap del segundo secado debe tener una humedad de 8.0 – 10.0%.
PURIFICACIÓN
Antes de la molienda se conduce la carga a un equipo purificador, que es un
equipo que consiste en un cilindro de plancha perforada, el cual va a separar las
partículas extrañas que pudieran haber ingresado al proceso
MOLIENDA.
El scrap seco saliente del purificador ingresa a los molinos de martillos locos que
tienen unas mallas con huecos de 3/8 de diámetro, para obtener una
granulometría uniforme. La granulometría, es un índice del tamaño de las
partículas de la harina, y es importante para los usuarios que elaboran alimentos
balanceados peletizados.
La eficiencia en la molienda se mide tamizando la harina en malla Tyler N° 12
PARAMETROS DE TRABAJO
Para harina STEAM DRIED se usa el tamiz N° 12 (1.70 mm) y deberá obtenerse
de 0 - 1 % máx. de retención (SD)
DOSIFICACION DE ANTIOXIDANTE
La harina es llevada por transportadores helicoidales a la sala de ensaque donde
pasa por un equipo mezclador dosificador de antioxidante, para agregarle
Etoxiquina, que sirve para estabilizar las grasas presentes en la harina,
controlando la auto oxidación que da lugar a la formación de peróxidos, el
peróxido formado tiene la facultad de activar nuevas moléculas formando nuevos
peróxidos, si no se detiene la reacción que es exotérmica la temperatura de la
harina se incrementa hasta producir la combustión.
Par las dos líneas secado la cantidad de antioxidante que se adiciona es entre 600
- 800 ppm con aire.
La variación en cantidades dependerá de los porcentajes de grasa que tenga la
materia prima, lo que hará que estos parámetros en algún momento puedan variar
y la variación es estacional. Debiendo asegurar un residual de 150 ppm hasta
antes del embarque.
ENVASADO.
Contamos con dos salas de envasado para harina las cuales cuentan con balanzas
automáticas para el envasado la harina en sacos. El peso es de 50 Kg +/- 0.5 Kg
por saco, los sacos utilizados para tal fin son de de polipropileno con lámina de
polietileno con punto rojo, diferenciándose con sacos de color blanco para la
harina STEAM.
Los puntos rojos en la parte lateral de los sacos significan que la harina contiene
antioxidante.
TRANSPORTE, ALMACENAMIENTO DE HARINA
Los sacos salen de la sala de ensaque a través de una faja transportadora hacia un
camión con plataforma sanitizada, el cual transporta los sacos al almacén de
productos terminados.
Contamos con un área cercada de 12,400 m2 no techada para el almacenamiento
de la harina de pescado, se forman rumas de 1000 sacos estibados sobre
parihuelas y/o esteras, las medidas aprox. de la ruma son de longitud 22 m.,
ancho 1.70 m., altura 2.10 m., estas se protegen con mantas de polipropileno y
polietileno. El arrumaje es realizado de acuerdo a la calidad y la clasificación está
basada en los niveles de TBVN de acuerdo a la tabla de calidades. Cada ruma es
identificada con su código de identificación. La harina Steam Dried es Ej. 5-
001 .Para el despacho de la harina sale de planta en sacos en camiones con
plataforma abierta de capacidad de aprox. 30-35 TM. Antes del despacho se
desinfecta el camión y la ruma de harina, al término del carguío se protege con
mantas impermeables como protección al polvo y lluvias.
TRATAMIENTO DE LÍQUIDOS DEL PROCESO
SEPARACIÓN DE SÓLIDOS DEL LICOR PRESTRAINER Y PRENSA
Se utilizan 04 separadoras horizontales de dos fases a las cuales se les alimenta el
caldo de prensa a una temperatura de 85 - 98°C donde se separan los sólidos y el
caldo de separadoras.
El objetivo de esta operación es la separación de los sólidos insolubles y se le
denomina torta de separadora, esta torta deberá ser rica en sólidos y con un
mínimo de grasa, la fase líquida obtenida se le denomina licor de separadora y
debe tener el mínimo de sólidos solubles que será determinante para la operación
de centrifugación.
PARAMETROS DE TRABAJO
- Temperatura de caldo de prensa: 85°C - 98°C
- Humedad de torta de separadora:60 - 65%
SEPARACIÓN DE ACEITE
Contamos con cuatro centrífugas automáticas que separan el aceite y agua de
cola.
Los sólidos son expulsados por procesos programados en forma de disparos en
las Centrífugas automáticas.
El aceite obtenido tiene un mínimo de impurezas, 0.5% humedad máx. y 0.5% de
sólidos máx. y es almacenado en tanques y el agua de cola es derivada a la planta
evaporadora. La calidad del aceite tiene las características propias de la materia
prima procesada. El FFA o índice de acidez del aceite refleja el grado de frescura
del pescado.
PARAMETROS DE TRABAJO
Temperatura de caldo de Separadoras 85 - 98°C.
PULIDO DE ACEITE
Contamos con una pulidora de aceite que separan el aceite obtenido en las
centrifugas de las impurezas que este contiene, llegando a obtener un aceite con
un max de 0.1% de sólidos, para luego pasar a su almacenamiento
BOMBEO Y ALMACENAMIENTO DE ACEITE CRUDO EN PLANTA
(Tanque)
El aceite obtenido de las centrífugas se va almacenando en 04 tanques cónicos de
3, 5, 7 y 13 TM aprox. para ser purgados previamente al bombeo hacia los
tanques de almacenamiento de planta. Contamos con 05 tanques de
almacenamiento de aceite crudo de capacidad de 1012 TM, 138 TM, 264 TM,
375 TM.
EVAPORACIÓN (DE AGUA DE COLA)
Se cuenta con dos plantas evaporadoras, una de película descendente con
capacidad de evaporación de 50000 litros/hora y la otra de Tubos Inundados con
capacidad de 30000 litros /hora. El agua de cola obtenida en el proceso de
separación de aceite contiene aprox.0.3% de grasa y de 6 a 8% de sólidos que
son casi en su totalidad proteínas solubles y que debe someterse a un tratamiento
de evaporación del agua contenida.
Es importante la producción del concentrado de agua de cola y su utilización
inmediata ya que el deterioro es más acelerado que la misma materia prima. El
concentrado sale a 35 – 40° brix
RECUPERACION SECUNDARIA DE ESPUMAS
El efluente proveniente de los recuperadores de sólidos ingresa a una Trampa de
Grasa capacidad de 134.4 m3, en donde se realiza una primera recuperación de
espumas por decantación, el efluente resultante ingresa a las celdas de Flotación
con aire disuelto (sistema DAF), recuperando las partículas de grasa de menor
tamaño. Luego este efluente ingresa al tanque de Clarificación donde son
recuperados por medio de un tratamiento fisicoquímico los sólidos suspendidos y
grasa emulsionada a los cuales se les denomina lodos. El agua que abandona este
tanque libre de sólidos y aceite es el efluente principal de la planta la cual es
sanitizada y se vierte a través de un emisor de 7.52 Km y cumple con los LMP.
DESHIDRATACIÓN DE LODOS
Los lodos generados en la etapa anterior son deshidratados en una separadora Z6
marca FLOTTWEG con una capacidad de tratamiento de 30 m3/h, formado un
keke con humedad promedio de 70% y agregado al proceso de harina de pescado.
El licor a salida de la separadora se recircula al tanque Clarificador hasta el total
cumplimento de LMP’s
COCCIÓN DE ESPUMAS
La espuma es colectada en un tanque cocinador de espumas cuya temperatura de
cocción alcanza los 95 a 100°C, para luego pasarla por el Tricanter.
COAGULACIÓN DE SANGUAZA
La sanguaza proveniente de las pozas de almacenamiento es colectada en una
poza, se bombea al tanque de coagulación donde se cocina a una temperatura
max. de 95 °C para luego pasar al Tricanter.
TRATAMIENTO DE ESPUMAS Y SANGUAZA (TRICANTER)
La mezcla de grasas recuperadas en la celda de flotación y sanguaza calentadas
pasan por un Tricanter para la separación de sólidos, aceite y agua.
Los sólidos recuperados se incorporan a la mezcla de tortas lo que se incorpora al
proceso.
El aceite se almacena en el tanque de aceite recuperación secundaria de 90.5 TM
de capacidad y el agua de cola se incorpora a la planta de agua de cola.
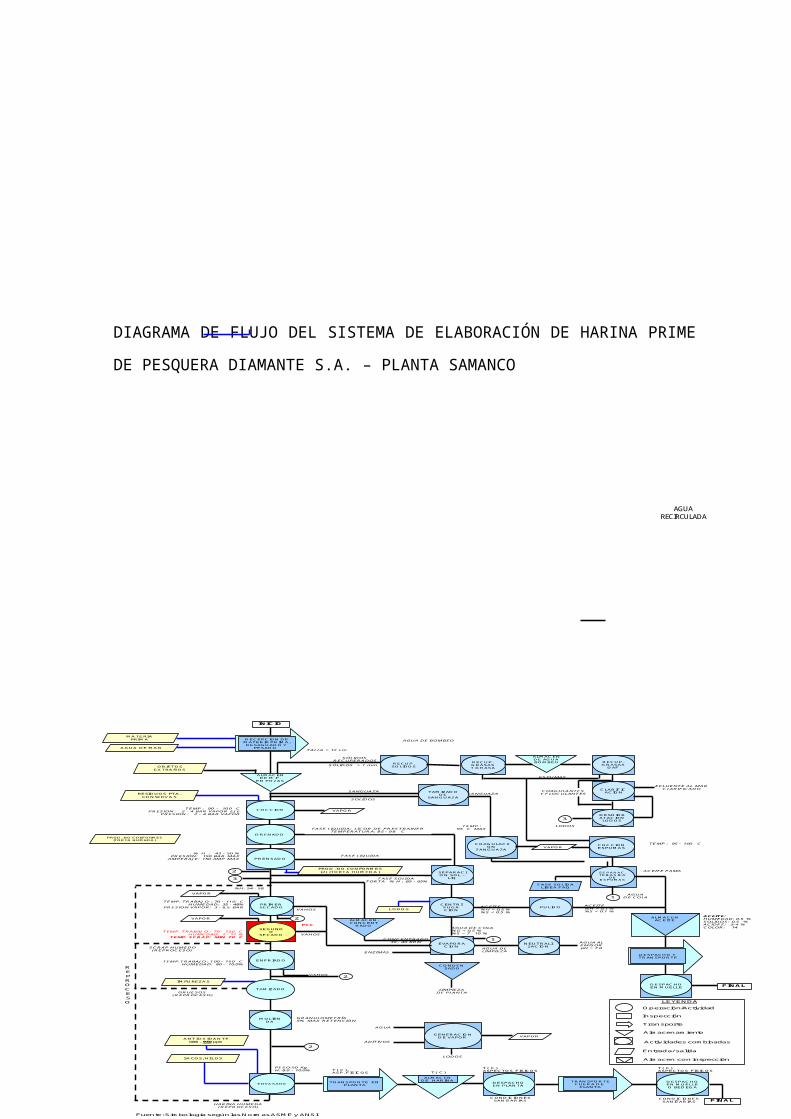
DIAGRAMA DE FLUJO DEL SISTEMA DE ELABORACIÓN DE HARINA PRIME
DE PESQUERA DIAMANTE S.A. – PLANTA SAMANCO
LODOS
HARINA HUMEDA (REPROCESO)
PESO:50 KgH: 8.0 - 10.0%
MOLIEN DA
ANTIOXIDANTE600 - 950 ppm
SACOS, HILOS
GRANULOMETRÍA5% MAX RETENCIÓN
ENVASADO
VAHOS
TEMP.TRABAJO: 100 - 150 CHUMEDAD: 80 - 10.0%
IMPUREZAS
FINAL
DESPACHO Y TRANSPORTE
GRUESOS (REPROCESO)
REPROCESO
ENFRIADO
CONDENSADO
LIMPIEZA DE PLANTA
FASE LIQUIDA
EVAPORACION
CONCENTRADO30 - 40 BRIX
AGUA DE COLA %G < 0,5 %%S = 7 - 10 %
ACEITE %H < 0,1 %%S < 0.1 %
1
ACEITE:HUMEDAD: 0.5 %SOLIDOS: 0.5 %ACIDEZ: 3-4 %COLOR: 14
ALMACENACEITE
LODOSACEITE %H < 0,5 %%S < 0.5 %
TEMP. TRABAJO : 70 - 120 CHUMEDAD: 7 - 11 %
TEMP. SCRAP: MIN 70 C
SEGUNDO
SECADO
PCC
VAHOS
SCRAP HUMEDO (REPROCESO)
PRIMER SECADO
CENTRI FUGA CION
PULIDO
TEMP. TRABAJO : 70 - 110 CHUMEDAD: 35 - 48%
PRESION VAPOR: 3 - 6.5 BARVAHOS
%H: 54 - 58
ACEITE PAMASEPARAC. TRIFASICA
DE ESPUMAS
FASE SOLIDA LINEA FAQ
1AGUA
DE COLA
FASE SOLIDA
% H : 43 - 50 %PRESIÓN: 150 BAR MAX
AMPERAJE: 150 AMP MAX
SEPARACION SOL -
LIQTORTA % H : 60 - 65%
PROD. NO CONFORMES (2) (TORTA HUMEDA)
TEMP : 95 - 100 CCOCCIONESPUMAS
COAGULACION
ZANGUAZA
EFLUENTE AL MARCLARIFICADOCLARIFIC
ACION
DESHIDRATACION LODOS
COAGULANTES Y FLOCULANTES
ESPUMAS
MATERIA PRIMA
AGUA DE MAR
AGUA DE BOMBEORECEPCION DE MATERIA PRIMA, DESAGUADO Y
PESADO
SÓLIDOS RECUPERADOS RECUP.
GRASAS DAF
SÓLIDOS > 1 mmOBJETOS
EXTRAÑOS
FASE LIQUIDA: LICOR DE PRESTRAINERTEMPERATURA: 85 - 98 C
TEMP : 95 C MAX
TEMP : 90 - 100 C PRESION : 2 - 4 BAR VAPOR EJE
PRESION : 2 - 4 BAR VAPOR
SANGUAZA
COCCION
TALLA > 12 cm
ALMACEN DE M.P.
EN POZAS
DRENADO
PRENSADO
TAMIZADO
INICIO
T( C) ASPECTOS FISICOS
T( C)
TRANSPORTE FUERA DE
PLANTA
FINAL
ALMACEN DE HARINA
Fuente: Simbología según las Normas ASME y ANSI
Operación/Actividad
Transporte
Inspección
Almacenamiento
Actividades combinadas
Entrada/ salida
LEYENDA
Almacen con inspección
ENZIMAS
TAMIZADO DE
SANGUAZA
T( C), ASP. FISICOS
TRANSPORTE EN PLANTA
GENERACION DE VAPOR
AGUA
ADITIVOS
LODOS
RESIDUOS PTA. CONSERVAS
VAPOR
VAPOR
VAPOR
VAPOR
VAPOR
AGUA AL EMISOR pH = 7.0 AGUA DE
LIMPIEZA
NEUTRALIZACION
SOLIDOS
SANGUAZA
DESPACHO EN PLANTA
DESPACHO EN MUELLE O BEDEGA
DESPACHO EN MUELLE
CONDICIONES SANITARIAS
CONDICIONES SANITARIAS
T( C) ASPECTOS FISICOS
ALMACEN. CONCENT
RADO
PROD. NO CONFORMES (TORTA HUMEDA)
2
2
2
2
RECUP.SOLIDOS
RECUP.GRASAS T.GRASA
ALMACEN DE AGUA BOMBEO
3
3
AGUA RECIRCULADA
2.1. PROCESO PRODUCTIVO DE CONSERVAS
RECEPCION Y DESCARGA DE MATERIA PRIMA
La materia prima Sardina, Caballa, Jurel, Bonito, son capturadas por
embarcaciones propias con sistema de frío, las cuales son recepcionadas y
almacenadas en bodegas con agua de mar previamente enfriadas a 0ºC.
Descarga: Para la descarga la empresa cuenta con una bomba absorbente
Transvac, de 10” de Diámetro, la cual transporta la materia prima directamente a
planta de conservas, con una velocidad de descarga de 50 Tm/hr y una relación
agua : pescado de 2:1
De toda la materia prima descargada, el 25% aprox. ingresa a la producción en
nuestra planta de Conservas, la diferencia se distribuye para la producción de
congelado, venta fresca y maquilas.
RECEPCION EN CHATA
Se debe constatar que la materia prima recepcionada se encuentra refrigerada a
una temperatura no mayor de 4.4 °C
RECEPCION EN PLANTA
El sistema de descarga es directo a la tolva de recepción; la velocidad de
descarga deberá ser máximo 50 Tm/hr para evitar el maltrato y la ruptura del
pescado.
La materia prima Anchoveta es recepcionada en cubetas con hielo en el muelle y
transportadas a la planta en cámaras isotérmicas.
El peso de anchoveta por cubeta no debe ser mayor de 20 kg. Cada caja deberá
tener 5 kg de hielo distribuido en la parte inferior y superior para mantener la
materia prima a una temperatura entre 2 - 4 °C.
ALMACENAMIENTO
- La materia prima, Caballa, Jurel, Sardina son almacenadas con agua helada en
pozas de concreto de 20 m3 de capacidad c/u (10 pozas). La temperatura a la
que se mantiene el pescado en las pozas es menor a 4.4°C, mediante un sistema
de refrigeración RSW.
- La materia prima Anchoveta es almacenada en recipientes isotérmicos, de
capacidad de 0.5Tn de materia prima, el cual contiene una cremolada
preparada (agua, sal y hielo). Luego de agregado el pescado se le adiciona
hielo hasta cubrir toda la materia prima con la finalidad de mantener la calidad
de la misma durante el almacenamiento. Durante el cual la temperatura es
controlada cada 4 horas tratando de mantenerla hasta max. 4.4 °C.
LINEA CRUDO
SELECCIÓN, CORTE Y EVISCERADO
Materia prima: Sardina, Caballa, Jurel y otros.
El pescado proveniente de las pozas de almacenamiento es seleccionado y
colocado en forma manual en una cinta transportadora de 38 m. de largo
(Capachos) el cual traslada el pescado hacia las cuchillas donde se realiza el
corte en forma automática de cabeza y cola.
Seguidamente pasa al disco de succión al vacío donde se eliminarán las vísceras
presentes en la cavidad abdominal; para dicha operación se cuenta con Cuatro
Discos/mesa de 18 huecos de 5/8” c/u. y cuatro succionadores de 1” de diámetro
interior.
La capacidad de Succión mediante vacío es de 400 a 440 piezas por minuto/
mesa.
Luego la cavidad abdominal y el dorso del pescado es lavado con duchas de
agua.
Materia prima: Anchoveta
La anchoveta es descabezada y eviscerada rápidamente para evitar la acción
enzimática que produce roturas ventrales. Es importante dejar la pared ventral
intacta.
La cabeza se elimina mediante un corte transversal recto a la altura posterior de
las aletas pectorales; se recomienda hacerlo con cuchillos o tijeras de tal manera
que en ambos casos se separe la cabeza de la columna y antes de terminar el
corte desgarrar o jalar, asegurando de esta manera la extracción de las vísceras,
tolerándose la presencia de gónadas.
La anchoveta cortada es mantenida en una salmuera leve de 3% de sal, durante 1
hora, a una temperatura máxima de 4.4 ° C, hasta la siguiente operación.
Esto se hace con la finalidad de eliminar los coágulos de sangre del músculo
evitando de esta manera las coloraciones oscuras en la zona peri-ventral de la
carne en el producto final.
SALMUERADO Y LAVADO PARA ANCHOVETA
SALMUERADO
Se realiza la inmersión de la anchoveta en salmuera saturada al 26%, durante 25
a 30 minutos, para completar la eliminación de coágulos de sangre y sobre todo
para mantener una adecuada textura para las operaciones siguientes. Se incorpora
hielo en la salmuera para mantener la temperatura de fusión del hielo en todo
momento.
El pescado es depositado en dynos, los cuales contienen agua helada con una
salmuera al 9%, dejando reposar la materia prima por 45 min. Con la finalidad de
que se obtenga mayor textura y desprenda las escamas.
LAVADO
Terminada la inmersión en salmuera fuerte se hace un lavado de enjuague con
salmuera leve limpia.
ENVASADO
Materia prima: Sardina, Caballa, Jurel y otros
El envasado se realiza para formatos de Tall 1 libra en una envasadora
automática (Autopacker) la cual cuenta con tornamesa de 18 embutidoras, con
rendimiento de 45 a 140 Latas/minuto marca ROCK ENGENIERING.
El envasado en formato 1 lb Oval, 1/2 lb. Oval, 1/2 lb. Tall, 8 oz., 1/4 club,
Tinapa, RR90, RO550, RO1000 es realizado manualmente.
El envasado se realiza intercalando las piezas (Tronco y Cola), para facilitar el
drenaje posterior.
Los envases vacíos son alimentados por un transportador para recepción y
distribución de envase, los cuales son lavados con vapor.
Materia prima Anchoveta
Los trozos limpios son transportados a las mesas de envasado, mediante bandejas
plásticas tipo colador, para que drene el agua, luego es seleccionada y envasada
de 12 a 14 piezas (8 onzas), de 23 a 25 piezas (oval), 6 a 8 piezas (Tinapa y 1/4
club) y 10 piezas (1/2 lb. oval), el número de piezas esta regida por el rango de
peso que recibe cada envase.
Cuando se usa envases ¼ club, oval, las piezas de anchoveta se colocan en forma
longitudinal y/o horizontal con la zona ventral hacia arriba, procurando alternar
la posición de las piezas de forma que la cola de una anchoveta coincida con el
lomo de la siguiente y así sucesivamente, teniendo siempre presente la buena
presentación del contenido.
Cuando se usa envases cilíndricos, las piezas de anchoveta se colocan
verticalmente, alternando también la posición de las piezas de forma que la cola
de una anchoveta coincida con el lomo de la siguiente y así sucesivamente.
PRE-COCCION
Este tratamiento térmico se realiza para darle textura adecuada al producto,
reducir la humedad de las piezas de pescado y reducir la carga bacteriana de las
mismas.
Para la operación de pre-cocción se cuenta con dos tipos de cocinadores:
- Dos cocinadores continuos a vapor línea rock. El tiempo de residencia es de
20 a 30 minutos con una temperatura de 90 a 100ºC. Antes de ingresar las latas
al cocinador pasan a través de una lluvia de agua que proviene de 2 tuberías
dispuestas a la entrada del cocinador para ayudar a la cocción de la materia
prima.
- Un cocinador de balancines Hermasa. En los balancines se colocan las
canastillas con los envases volteados. El tiempo de residencia es de 20 a 30
minutos con una temperatura de 90 a 100ºC.
DRENADO
Esta operación consiste en eliminar todo él líquido exudado y partículas
existentes en las latas producidas en la cocción, al mismo tiempo se consigue una
mejor limpieza del producto a cocer, mejorando su presencia y sabor.
El drenado del caldo de cocción para envases cilíndricos se realiza en drenadores
automáticos, con una capacidad de 20 latas por vuelta con un rendimiento de 180
por Latas/ minuto.
Y el drenado para el formato oval es a través de malla de acero inoxidable que
tiene dos compartimientos en los cuales son colocadas las canastillas para ser
giradas y evacuar la totalidad del liquido de cocción.
ADICION DE LÍQUIDO DE GOBIERNO
Consiste en la preparación del líquido de gobierno (aceite, salmuera, salsa de
tomate), desde la recepción e inspección de sus ingredientes, su preparación y su
adición en la línea a los envases previamente llenados con trozos de pescado. Los
insumos requeridos para la preparación del liquido de gobierno (agua, sal, aceite
vegetal, pasta de tomate, maicena) deben reunir las características fisicoquímicas
y microbiológicas adecuadas, así mismo la preparación del liquido de gobierno
debe efectuarse siguiendo la formula y procedimiento establecido. El líquido de
gobierno es aplicado en caliente entre 85 - 100°C, por gravedad y en forma
automática.
La temperatura de adición de líquido de gobierno es muy importante para la
formación de vacío en la lata y así impedir que sufran deformaciones cuando se
le someta a temperaturas altas o a una baja de presión atmosférica, las cuales
pueden sufrir deformaciones durante el transporte para su comercialización.
LÍNEA COCIDO
SELECCIÓN, ENCANASTILLADO Y LAVADO
Se deberá empezar a trabajar con las pozas que tiene más horas de
almacenamiento
La materia prima es alimentada desde las pozas de almacenamiento a la mesa de
encanastillado, donde se selecciona el pescado por especie, por tamaño, y se
retira el descarte (pescado no acto como vientre roto, destrozado, olor a rancio,
etc).
Para el caso de Dynos, la descarga del pescado es realizada con ayuda de de
cubetas plásticas, las cuales alimentan a las mesas de encanastillado.
El encanastillado es una operación manual en la que el personal estiba las piezas
de pescado en forma ordenada en canastillas de acero inoxidable.
Posteriormente se colocan las canastillas en los carros porta canastillas. Estos
Carros son llevados a la zona de lavado y con un chorro de agua a presión se
eliminan partículas extrañas adheridas al cuerpo del pescado (sólidos, mucus,
etc.)
Selección, corte, eviscerado y lavado de Anchoveta
La cabeza se elimina mediante un corte transversal recto a la altura posterior de
las aletas pectorales; se recomienda hacerlo con cuchillos o tijeras de tal manera
que en ambos casos se separe la cabeza de la columna y antes de terminar el corte
desgarrar o jalar, asegurando de esta manera la extracción de las vísceras,
tolerándose la presencia de gónadas.
Es conveniente una rápida eliminación de las vísceras debido a que por la acción
enzimática y los jugos digestivos tienden a romper la cavidad abdominal
prontamente.
La anchoveta cortad y eviscerada será lavado con abundante agua fría a fin de
eliminar restos de contenido estomacal sangre y mucus, dicho lavado se realiza
en dynos con cremolada, esta operación se repite tres veces consecutivas.
Posteriormente el pescado lavado es mantenido en un dyno conteniendo una
salmuera leve de 3% de sal, durante 1 hora, a una temperatura máxima de 4.4 ° C,
hasta la siguiente operación. Esto se hace con la finalidad de eliminar los
coágulos de sangre del músculo evitando de esta manera las coloraciones oscuras
en la zona peri-ventral de la carne en el producto final.
PELADO MANUAL
El pelado consiste en la remoción de la piel del pescado empleando agua, y como
factores variables: tiempo y temperatura. Este proceso nos permite la obtención
de un producto de buena calidad y un aprovechamiento integral del pescado y sus
componentes principales
Este proceso se realiza sumergiendo el pescado en agua a temperaturas entre 80 a
90 ºC en un tiempo determinado entre 5 a 10 segundos, posteriormente se realiza
un frotado manual, esto para eliminar completamente la piel.
Los como factores variables: tiempo y temperatura. Este proceso nos permite la
obtención de un producto de buena calidad y un aprovechamiento integral del
pescado y sus componentes principales.
PRE-COCCION
Luego de lavar el pescado encanastillado, colocar los carros en forma secuencial
dentro de los cocinadores estáticos, donde serán sometidos a cocción con vapor
saturado directo.
Hay dos cocinadores que trabajan con vapor, los cuales trabajan con una presión
de 1 a 3 lb/pulg2, y con una temperatura de 100 ºC, con una capacidad de 8,0
toneladas por cada Cocinador y el tiempo de cocción va de 30 a 80 ºC
dependiendo del tamaño del pescado.
- El objetivo de la cocción es:
- Reducción de humedad.
- Coagulación de las proteínas.
- Lograr ablandar las grasas del pescado para ser eliminados.
- Reducir la carga bacteriana.
Pre-cocción de anchoveta
Cuando se procese materia prima anchoveta, una vez lavado, el pescado pelado,
es colocado cuidadosamente en canastillas plásticas, para luego ingresar al
cocinador continuo a una temperatura de trabajo de 90 a 100 ºC por un tiempo de
20 a 30 minutos.
Posteriormente las canastillas son llevadas a un ambiente adecuado para ser
enfriadas hasta una temperatura de 25 ºC, con la finalidad de poder manipular el
producto.
ENFRIAMIENTO
El enfriamiento se efectúa a temperatura ambiente y con aire forzado.
1. Temperatura ambiente: En esta etapa el pescado se enfría en un ambiente
techado, hasta alcanzar una temperatura aproximada de 25°C este enfriamiento le
permite mejorar la textura, sabor y facilita la operación del fileteo.
2. Enfriamiento con aire forzado: el pescado es enfriado empleando un
ventilador extractor de aire hasta alcanzar una Temperatura aproximada de 25°C
en 3 - 6 horas.
FILETEADO Y PESADO Y LIMPIEZA DE ANCHOVETA
El pescado se distribuye en las mesas de fileteado donde el personal de fileteo
realiza la operación de quitar y/o eliminar cabeza, cola, piel, espinas, músculo
negro, vísceras.
El músculo fileteado es colocado en bandejas y luego transportado a la balanza
digital para su respectivo control de peso de filete y rendimiento de la operaria.
Limpieza de anchoveta
La operación de limpieza consiste en la separación del esqueleto y restos de aleta
y toda partícula que no sea el músculo cocinado del pescado. La supervisión del
grado de limpieza en esta operación es fundamental por las características del
producto, tiene que ser permanente desde un inicio.
ESCOGIDO Y MOLIENDA
El filete limpio obtenido es colocado en una mesa de escogido, para eliminar
algunos coágulos de sangre o puntos de piel, que puedan haber quedado.
El filete escogido es llevado por una faja sanitaria y luego es molida o
desmenuzada en un molino de peines concéntricos de material inoxidable.
ENVASADO, PISONADO Y PESADO
La operación de envasado consiste en llenar los envases vacíos, previamente
lavados, con el producto (grated, filete, etc.).
La alimentación de envases a las líneas es a través de un carril de varillas de
acero inoxidable, por donde discurre los envases hasta la maquina empacadora.
El envasado se realiza de dos maneras:
Envasado manual:
El envasado se realiza en mesas de acero inoxidable y es realizado manualmente
por las operarias quienes cuentan con una balanza para controlar el peso.
Envasado automático:
El pescado molido es colocado en la tolva de recepción de la maquina envasadora
y esta llena automáticamente el envase.
La alimentación de envases a la línea es a través de un carril de varillas de acero
inoxidable, por donde discurre los envases hasta la máquina empacadora.
Luego del llenado se realiza prensado o pisonado para conseguir el espacio libre
necesario para agregar el líquido de gobierno, además de conseguir un buen
vacío.
El peso llenado será de acuerdo a las especificaciones del producto a elaborar.
Después del envasado las latas son colocadas en una faja transportadora para la
adición de líquido de gobierno
ADICION DE LÍQUIDO DE GOBIERNO.
El líquido de gobierno es preparado con agua potable y en equipos especiales
denominados marmitas.
El líquido de gobierno es adicionado en forma automática con un dosificador por
gravedad, este líquido debe ser agregado con temperaturas controladas (85 -
100°C).
La temperatura de adición de líquido de gobierno es muy importante para la
formación de vacío en la lata y así impedir que sufran deformaciones cuando se
le someta a temperaturas altas o a una baja de presión atmosférica, las cuales
pueden sufrir deformaciones durante el transporte para su comercialización.
La adición puede ser efectuada de dos maneras dependiendo del tipo de producto
y envasado que se haya realizado. En el caso que la presentación sea Tall en
aceite el líquido de gobierno se adiciona durante el envasado manual y la
salmuera es agregada automáticamente antes y después del exhausting. Para
sólidos y grated media libra el líquido de gobierno es adicionado antes y después
del exhausting automáticamente.
EXHAUSTING
Una vez que la lata está llena con el producto es lanzado hacia el transportador de
latas, dirigiéndose hacia el túnel que se calienta con vapor llegando a una
temperatura entre 100 - 110 °C. Durante este recorrido los envases reciben
chorros de vapor que se encargarán de eliminar el oxigeno de las latas. El objeto
es producir un vacío parcial dentro del envase que persista después que la lata se
haya procesado térmicamente y enfriado.
Cuando el vacío es insuficiente ocasiona los siguientes problemas:
- Cambio del color del producto por oxidación del mismo.
- Hinchamiento por diferencia de presiones cuando se traslada
a zonas de altura.
Cocinador Continuo
Este tratamiento térmico se realiza para darle textura adecuada al producto, la
formación de vacío y reducir la carga bacteriana de las mismas.
Para esta operación se cuenta con dos cocinadores continuos marca ROCK. El
tiempo de residencia es de 15 a 20 minutos con una temperatura de 75 a 100ºC.
LÍNEA CRUDO-COCIDO
SELLADO
Esta operación consiste en proveer hermeticidad al contenido de las latas.
El sellado se realiza después de dosificar el líquido de gobierno y al ingresar la
lata al disco alimentador de la maquina selladora, la tapa codificada ingresa en
forma automática.
La formación del doble cierre es el resultado de dos operaciones, la formación
del cierre y entrelazado entre las pestañas del cuerpo del envase y la tapa,
logrando la hermeticidad del envase.
La operación del doble cierre, se realiza con maquinas automáticas, con
formatos de acuerdo al envase a sellar.
Las medidas de cierre a controlar son específicas para cada tipo de envase y
deben ser proporcionadas por el fabricante, de acuerdo con los estándares
internacionales de fabricación.
Contamos con las siguientes cerradoras:
- 01 Angelus 40PR de 4 cabezales para envases de Lb. Tall.
- 01 Angelus 69P de 6 cabezales para envases de Lb. Tall.
- 01 SOMME 333 A una para Tinapa y otra para Buffet
- 01 Continental de 1 cabezales para RO 1000.
- 01 SOMME TRADE MILLENIUN 444 para envases ¼
Club y Oval
- 02 Angelus 40P para envases ½ Lb.
CODIFICADO.
El codificado se realiza con una máquina codificadora de tinta indeleble
Las tapas son previamente codificadas en la primera fila las iniciales de la
Empresa, Tipo de producto, Especie, Líquido de Gobierno y Lote.
En la segunda fila día, mes y año de producción, y en la tercera fila la fecha de
vencimiento.
Deberá codificarse de acuerdo a la especie y liquido de gobierno trabajado y a la
licencia de códigos otorgada por el Ministerio de la Producción
El código deberá ser claro y legible.
LAVADO Y ESTIBADO
El lavado de latas es una operación mecánica cuya función se realiza para
extraer todo el material extraño de las superficies externas del envase, tales como
grasas, residuos orgánicos, salsa de tomate, etc.
Las latas selladas ingresan a la cadena transportadora que pasa hacia la lavadora,
que cuenta con tres secciones: la primera sección para pre-lavado donde las latas
reciben un chorro o lluvia de agua caliente (mín 80°C) a presión, la segunda
sección donde se le adiciona un producto químico que cumple la función de
desengrasante y la tercera sección para enjuague, el mecanismo de lavado es por
aspersión a presión.
Las latas son entregadas a un cargador magnético el cual carga las latas en los
carros de autoclave para su posterior esterilización.
Cada carro esta identificado con una tarjeta en la que se llena los datos de hora
de llenado de la primera lata, número de carro, hora final de llenado y código. El
llenado no deberá ocasionar abolladuras. Los carros llenos deberán introducirse
inmediatamente a la autoclave.
ESTERILIZADO Y ENFRIAMIENTO.
El esterilizado es una operación en la cual se eliminan los microorganismos
patógenos presentes en el producto mediante un proceso térmico.
En la Planta de Conservas de Pesquera Diamante S.A. se cuenta con 8 autoclaves
horizontales, 6 con capacidad para 10 carros y dos autoclaves con capacidad de 5
carros c/u, las cuales se caracterizan por contar con una puerta de entrada y otra
de salida; lo que nos permite la separación apropiada de las latas esterilizadas
quienes van hacia la zona de enfriamiento con aquellas que se encuentran en la
zona de espera y van a ingresar a la etapa de esterilizado. Las autoclaves están
dotadas para enfriamiento con agua y aire a presión, control automático para
ingreso de vapor y termo registradores marca Taylor, termómetros y
manómetros.
Después de cumplir el tiempo permisible de espera desde el inicio del sellado
(máximo 1 hora) se procede a cerrar la autoclave.
Una vez lleno la autoclave, se cierra la puerta y se pone en marcha,
seleccionando el programa correspondiente al formato que se va a esterilizar.
En esta operación es importante la operatividad en la autoclave, existiendo un
procesamiento definido por la temperatura y tiempo de proceso, establecido para
cada tipo de producto y para cada tipo de envase.
Un factor que nos permite controlar este tratamiento térmico es el valor Fo o
valor letal, que se da en minutos y esta establecido para destruir al Clostridium
botulinum. En los productos de especies hidrobiológicas en conservas se dan
valores de 6 a 9 como mínimo.
Durante el proceso se presentan tres etapas:
Venteo: Se inicia cuando se pone en funcionamiento el autoclave y tiene por
objeto la remoción del aire presente en la autoclave, para esto se abren la válvula
de drenaje, rebose, espitas y venteo durante un tiempo comprendido entre 5 y 6
min. hasta que la temperatura alcance 220 °F, la cual se mantiene durante otros 6
- 7 min., luego se cierra la llave parcialmente y la temperatura subirá
gradualmente hasta 242 °F. Alcanzada esta temperatura se debe mantener la
válvula del colector de las espitas abierta durante todo el proceso de
esterilización.
Proceso térmico propiamente dicho: donde se alcanza una temperatura de 242 °F
y 11.2 lb./plug2 y los tiempos y temperaturas están establecidos por la National
Canner, para cada tipo de producto y tamaño de envase.
En el área de autoclaves se encuentra un reloj para el control de tiempos y una
pizarra con los parámetros para cada tipo de producto.
Enfriamiento: Una vez terminado el proceso de esterilización las latas son
enfriadas en el interior de autoclave con un sistema de aspersión de agua
aplicado a los carros, por un tiempo aprox. de 30 minutos, reduciendo la presión
interna de las latas y evitando la deformación de la misma al sacar los carros del
autoclave hasta llegar a los 35° - 40°C.
Finalizado el enfriamiento se abre la puerta del autoclave y se procede a su
descarga.
Descarga del Autoclave.
Los carros son retirados de la autoclave colocándolos en la sala de enfriamiento
para que las latas terminen de enfriar a temperatura ambiente.
Los carros son inclinados para drenar el agua producto del enfriamiento.
LIMPIEZA, SELECCIÓN, EMPAQUE Y ROTULADO.
La limpieza de las latas de conservas se realizará transcurridas 4-5 horas y/o
hasta que pueda ser manipulado después de haber finalizado el proceso de
esterilizado, haciendo uso de waipe y solventes químicos (aprobados para uso en
industria alimentaria) se logra eliminar todas las partículas extrañas que cubren
la lata.
Los materiales que se utilizan no deberán contribuir a la corrosión de las latas, ni
al ensuciamiento de las cajas de cartón.
La Selección consiste en separar las latas que presenten defectos como:
abolladura, problemas de cierre, oxidación, etc.
Las latas limpias son colocadas en cajas de cartón, una vez empacado se procede
a rotular las cajas con el código del lote producido.
Se realiza en ambiente techado, ventilado, cerrado, en parihuelas de superficie
limpia a fin de brindar seguridad y limpieza al empaque.
El producto estará ordenado en función al tipo de envase.
El almacén mantendrá una limpieza y orden prolijo a fin de facilitar la
identificación de los productos, la protección de los mismos y su embarque.
ETIQUETADO
Esta operación se realiza pegando las etiquetas respectivas en cada lata de
conserva, evitando poner excesos de pegamento, cuidando que las latas estén
libres de manchas, polvo, grasa, que no exista ningún borde suelto y
correctamente alineado, no deben estar rotas ni agujereadas.
El pegamento a usar debe tener un carácter higroscópico bajo, para evitar
su deterioro.
DESPACHO Y EMBARQUE DE PRODUCTO TERMINADO.
El Despacho se realizará de acuerdo a los pedidos enviados por el área
comercial pudiendo ser para mercado nacional o internacional. El producto
se despacha de planta en camiones plataforma o en contenedores.
En este proceso se cuida que durante la estiba del producto se evite abollar
cajas y latas, cuidando en todo momento su integridad y la limpieza
general.
DIAGRAMA DE FLUJO DE CONSERVAS - LINEA CRUDO
T°: 90 - 100°Ct: 25 - 30 min
(25ºBrix)t: 45 min
FINAL
PCC 1
INICIO
MATERIA PRIMA DESCARGA
TAPAS CODIFICADAS
CAJ AS
RECEPCION DE ENVAES E INSUMOS
ALMACENAM
LAVADO A VAPOR
PREPARACION DEL LIQUIDO GOBIERNO
ENVASES
AGUA, ACEITE, SAL
ALMACENAM
DYNOS
SELECCIÓN CORTE
EVISCERAD LAVADO
SELECCIÓN CORTE
EVISCERAD LAVADO
ENVASADO PESADO
Jurel, Sardina, Caballa, otros Anchoveta
ENSALMUERADO
PRE COCCION
LAVADO
DRENADO
ADICION DE LIQUIDO
GOBIERNO
SELLADO
ESTERILIZADO Y
ENFRIADO
LIMPIEZA SELECCIÓN EMPAQUE ROTULADO
ALMACENAM
ETIQUETADO
DESPACHO Y EMBARQUE
DEL PRODUCTO TERMINADO
PCC
2
1
PCC
3
1
LAVADO Y ESTIBADO
ETIQUETAS
DESCARTE
T : 242 F,P: 10.8 Lb/pulg2
PCC1
INICIO
MATERIA PRIMA RECEPCION DE M.P.
ALMACENAM
SELECCIÓN ENCANAST
LAVADODESCARTE
PRE COCCION
FILETEADO PESADO
DESCARTE
GRATED (Jurel, Sardina, Anchoveta, Caballa)
FILETE (Caballa, Bonito), SOLIDO Y LOMITO (Caballa, Bonito)
CHUNK (Jurel, Bonito, Caballa)
ESCOGIDO
ESCOGIDO MOLIENDA
ENVASADO PESADO
PISONADO
2 da ADICION
DE LIQUIDO
1 ra ADICION
DE LIQUIDO
EXHAUSTING
SELLADO
LAVADO Y ESTIBADO
ESTERILIZADO Y
ENFRIADO
LIMPIEZA SELECCIÓN EMPAQUE
ROTULADO
ALMACENAM
ETIQUETADO
DESPACHO Y EMBARQUE
DEL PRODUCTO TERMINADO
PCC2
PCC3
TAPAS CODIFICADAS
CAJAS
ETIQUETAS
RECEPCION DE
ENVAES E INSUMOS
ALMACENAM
LAVADO A VAPOR
PREPARACION DEL LIQUIDO GOBIERNO
ENVASES
AGUA, ACEITE, SAL
ENFRIADO
Agua helada (sistema RSW)
Operación/Actividad
Transporte
Inspección
Almacenamiento
Actividades combinadas
Entrada/ salida
LEYENDA
Almacen con inspección
Fuente: Simbología según las Normas ASME y ANSI
INICIO
RECEPCIÒN ANCHOVETA
ALMAC.
SELECCIÓN CORTE
EVISCERAD
DESCART
LAVADO
DESCARTE
PELADO MANUAL
PRE-COCCIÓN
LIMPIEZA
Almacenamiento en dynos con cremolada ºT 0 a 4 ºC
HIELO
DIAGRAMA DE FLUJO DE CONSERVAS - LINEA COCIDO
TRATAMIENTO DE EFLUENETS
AGUA DE BOMBEO
- Recuperación de sólidos de agua de bombeo (Primera etapa)
Consiste en la recuperación de sólidos mayores, como escamas, vísceras,
trozos de pescado y de los sólidos insolubles mayores a 0.5mm. Para ello,
contamos con un Regainer Trommel marca FabTech Modelo FR-SD 1555-4-
1S, el cual consiste en un tambor rotatorio construido con malla Jhonson con
ranuras de 0.5mm de ancho y paralelas al eje de rotación del equipo. Cuando
se trabaja con la línea de descarga TRANSVAC.
Del mismo modo cuando se trabaja la segunda línea de descarga se cuenta con
otro Regainer Tromel marca FabTech Modelo F1-15/40 de 1.50 m de diámetro
por 4.85 m de longitud, el cual consiste en un tambor rotatorio construido con
malla Jhonson con ranuras de 0.5mm de ancho y paralelas al eje de rotación
del equipo.
El porcentaje de recuperación de sólidos con los Regainer Tromel es de 2 -
2.2%.
Los sólidos recuperados son bombeados a la poza N° 4 para luego ser
transportados al tolvín de alimentación de los cocinadores.
- 1ra Recuperación de grasa y sólidos de flotación del agua de bombeo (2da
etapa- TRAMPA DE GRASA)
Se cuenta con un sistema de recuperación de grasas, es una trampa de grasa
marca GOALCO, consta de un Tanque de 134 m3 de capacidad, El agua de
bombeo saliente de los Regainer Tromel, a los que se les ha separado los
sólidos mayores a 0.5 mm, ingresan al sistema de recuperación de grasa
Trampa de Grasa, en donde se recupera el aceite y sólidos por flotación, la
espuma generada por diferencia de densidades flota hacia la superficie del
tanque y es recuperada por un sistema de 02 paletas móviles colectoras de
espuma ubicadas a cada lado de las mismas y accionados por un motor de 0.5
HP.
Estas paletas colectan la espuma generada y la envían por una canaleta a un
tanque colector en donde se calienta la espuma a una temperatura de 90° C para
su posterior proceso.
El efluente resultante es transportado por una tubería hacia un tanque
ecualizador de 1100 m3 en el que se estabiliza el flujo del efluente proveniente
de la trampa de grasa y desde donde se reparte con un flujo continuo de 150
m3/hr para ser trasladado a las celdas de flotación DAF para la recuperación
secundaria de grasas y sólidos de flotación.
- 2da Recuperación de grasa y sólidos de flotación del agua de bombeo
(Celdas DAF Fabtech y Denver)
Se cuenta con dos sistemas de recuperación de grasa y sólidos de flotación, una
por cada línea de descarga, la primera consta de un banco de 04 v celdas de
flotación Denver con un volumen útil total de 85 m3.
El efluente proveniente del tanque ecualizador, ingresan al sistema de celdas de
flotación, en donde se recupera el aceite y sólidos de flotación. Cada celda
cuenta con un sistema de flotación con aire disuelto (sistema DAF), así mismo
cada celda cuenta con 02 paletas colectoras de espuma ubicadas a cada lado de
las mismas y accionados por un motor de 0.5 HP.
Estas paletas colectan la espuma generada en las cuatro celdas y la envían por
una canaleta hacia un tanque colector en donde se calienta la espuma a una
temperatura de 90°C para su posterior proceso.
El segundo sistema de recuperación de grasa, en el cual se trata el efluente
proveniente del tanque ecualizador, consiste en un tan que de flotación
construido de acero A-36 de ¼” de 16.2 m de largo, 3.8 m de ancho y 2.3 m de
altura, con un volumen útil total de 115 m3.
Este tanque posee 04 baffles: En la alimentación, intermedias y en la descarga
del efluente, fabricados de acero A-36 de ¼”, con los cuales el tanque se divide
en 04 unidades (celdas) para el tratamiento del agua de bombeo.
Esta celda posee un sistema de flotación con aire disuelto (sistema DAF) por
medio de un Reactor de Aire Saturado (ASR). Además cuenta con colectores de
espumas flotantes (Skimmers) de 1.8 m de ancho y 12 m de longitud,
compuesto por los siguientes elementos: Moto reductor de 2 HP, cadenas de
acero de 3” de paso, paletas de fibra de vidrio con labios de neoprene y
sponockits de acero de 3” de paso; todas estas espumas son derivadas al tanque
colector de espumas de la primera línea donde igualmente es cocinado a 90°C
El agua de bombeo semitratado al ingresar a este sistema de celdas es sometida
a una constante agitación y aireación la cual permite formar una verdadera
mezcla de aire-grasa .La atracción entre las micro burbujas y las partículas
grasas a removerse es el resultado de las fuerzas de adsorción que están en
función de las características superficiales de las partículas. Este acercamiento
de las burbujas de aire a las partículas grasas reducen su densidad y aceleran su
flotación y separación.
El efluente de las dos celdas de flotación, DENVER Y FABTECH, se
combinan y pasan hacia un tanque de clarificación para recuperar los sólidos y
grasas remanentes del agua de bombeo.
- Recuperación de grasa y sólidos de flotación remanentes del agua de
bombeo (3ra etapa- Clarificación)
Esta etapa consiste en desestabilizar la emulsión mediante la dosificación de un
coagulante orgánico e inorgánico, formación de microflocs; estos flocs
insipientes son agrupados por medio de un floculante anionico. Para la
recuperación de estos sólidos se hace recircular agua saturada con aire a 5.5
bar, la formación de micro burbujas de aproximadamente 20 micras de tamaño
inducen hacia la superficie los sólidos formado una capa que toma el nombre de
lodo.
Estos lodos con un alto contenido de humedad aproximadamente 88% son
retirados por medio de un cucharon y alimentados directamente aun
deshidratador.
En esta etapa el agua de bombeo que sale del clarificador es SANITIZADA y
luego es vertida al cuerpo marino receptor cumpliendo con los LMP’s.
Las cantidades de producto químico a dosificar dependerán de la calidad de
agua (pH, grasa, sólidos, frescura, etc.).
Los lodos generados en la etapa anterior son deshidratados en una separadora
Z6 marca FLOTTWEG con una capacidad de tratamiento de 30 m3/h, formado
un keke con humedad promedio de 70% y agregado al proceso de harina de
pescado.
El licor a salida de la separadora se recircula al tanque de clarificación hasta el
total cumplimento de LMP’s
En esta etapa se adiciona un coagulante inorgánico y un floculante (polímero),
se emplea agua de condensado sucio para diluir los lodos si es que el caso lo
amerita.
Las cantidades de producto químico a utilizar dependerán de la calidad de lodo
(pH, sólidos totales, frescura).
Con la finalidad de optimizar el proceso se monitorea constantemente el
comportamiento del agua a tratar en las diferentes etapas, de esta forma
obtenemos un proceso continuo recuperando las grasas y sólidos suspendidos en
el agua y obtenemos un efluente con parámetros que se encuentran dentro de los
LMP’s.
- Emisor submarino (4ta etapa- Dilución en el CMR)
Finalmente, el líquido libre de sólidos y aceites y sanitizado, será vertido al
medio marino a través de un emisario submarino que llega a la playa de 8.0 Km
aprox. de la línea de alta marea con una profundidad de 36 m
La planta cuenta con emisor submarino para todos los vertimientos del cuerpo
receptor previamente tratados en planta.
El emisor submarino está constituido con tuberías de polietileno de alta densidad
de 16.6 mm de espesor y 280 mm de diámetro exterior en HDPE PN-8. Tiene
una longitud de 8 Km. y cuenta con muertos de concreto de 300 Kg de peso por
cada cuatro metros de longitud, además tiene una caja de flotación de 1.5 x 1.8
x 1.2 constituida con planchas de acero al carbono de 3/16” de espesor que
tendrá atravesado un tubo de 10” ASI-304 con bridas en ambos extremos, a uno
de los cuales se irá empernado el emisor HDPE de 280 mm de diámetro y en el
otro irá el difusor con 12 toberas para lograr una disposición y dilución del
efluente en el medio receptor. La longitud total del difusor es de 36 m en 3
tramos de 10, 8 y 6 m para compensar la pérdida de presión y mantener la
velocidad dentro del tubo.
El material del difusor es de acero A-53 y las toberas están enroscadas y son de
material de PVC lo que permite el rápido cambio al obstruirse. Cada 6 m consta
de anclajes niveladores para controlar la sinuosidad ya la pendiente del fondo.
Para la impulsión de los efluentes a través de la tubería del emisor, se cuenta con
una bomba HIDROSTAL F 10 K 10” x 10 “ de 600 m3 / hora . De esta manera el
agua de bombeo sanitizada casi exento de sólidos y grasas es enviada al mar
(cuerpo receptor) a través de un emisor submarino el cual desemboca a 7.52
Km. mar adentro donde se producirán procesos de dilución y dispersión
mediante un difusor de 36 m de Longitud al tener contacto con las corrientes
marinas.
AGUAS DE LIMPIEZA
Contamos con una red de canaletas en donde convergen todas las aguas de
limpieza de equipos y planta de harina y conservas, estas canaletas cuentan con
unas trampas de sólidos distribuidos a lo largo de su recorrido, estas trampas de
sólidos son de 6, 4 y 3 mm respectivamente
Luego que a las aguas se les ha retenido los sólidos mayores a 3mm ingresa a una
trampa de grasa, donde va pasando por 3 etapas de captación de la poca grasa que
pueda contener, finalmente por rebose, para asegurar que no existan sólidos
superiores al 2.5%, pasa a una etapa de donde se bombea hacia el sistema de
neutralización.
Pasan a la neutralización todas las aguas de limpieza de equipos y planta en
general, las cuales tienen un pH que no se encuentra dentro de la gama de valores
admisibles de 5.0 a 9.0 De ahí que se haga necesaria la neutralización de estas
aguas residuales industriales a través del aporte de sustancias químicas. Los
valores de pH ácidos (entre 0 y 5) se neutralizan mediante soluciones alcalinas,
mientras que los valores básicos (9 a 14) se neutralizan a través del aporte de
soluciones ácidas. Esta agua se trata en planta neutralizándolas antes de su
descarga a través del emisor submarino. Para tal efecto contamos con dos tanque
de metal a los cuales se bombea, según sea el caso acido o básico, todas las aguas
colectadas en la trampa de grasa de concreto; una vez lleno el tanque se procede a
recircular el agua adicionando NaOH o HCl según sea el caso, hasta alcanzar un
pH comprendido entre 5 a 9, para finalmente bombear este líquido al emisor
submarino.
II. DIAGRAMA DE FLUJO DEL SISTEMA DE TRATAMIENTO DE
EFLUENTES DE PESQUERA DIAMANTE S.A. – PLANTA SAMANCO
AGUA BOMBEO
GRASA RECUPERADA
Aceite
NOTA: Los lodos secos y sólidos PAMA son enviados al proceso de Harina
POZAS DE ALMACENAMIENTO
PESCADO
TOLVAS DEPESAJE
TQ. ACEITE
CHATA DE DESCARGA
DESAGUADOR ROTATIVO
Sólidos Recuperadosmayores a 1 mm
FILTRO ROTATIVO
TRAMPA DE GRASA
DOSIFICACIONFLOCULANTES / COAGULANTES
CELDAS DE FLOTACIOND.A.F.
TANQUE CLARIFICADOR
DESLODADORA
TANQUE DECALENTAMIENTO
TRICANTER
EMISOR SUBMARINO
LS
Lodos Secos
TQ.ECUALIZADOR
SF
Sólidos Finos PAMA
AceiteProducción
CENTRIFUGA
TQ.AGUAS CLARAS
AGUAS CLARAS
SANITIZACIÓN
NEU
TRA
LIZA
CIO
NA
CID
A
NEU
TRA
LIZA
CIO
N
BASI
CA
AGUA DE LIMPIEZA DE EQUIPOS Y PLANTA
TRAMPA DE SOLIDOS
TRAMPA DE GRASA
AGUA CLARIFICADA
SANITIZACIÓN












