Embed Size (px)
Citation preview
ESPECIFICACIONES DEL PROCEDIMIENTO DE SOLDADURA
CALIFICACION DE LOS WPS
QW-200 GENERAL
Un WPS es un documento (procedimiento) escrito que ha sido preparado y probado por medio de la calificación y es usado para suministrar la dirección necesaria y el control cuando se efectúa una soldadura.
QW-200.1 CONTENIDO
Las variables esenciales y no esenciales relativas a cada proceso usado en el procedimiento.
Las variables esenciales suplementarias cuando la prueba de impacto sea requerida.
Los rangos aceptables (p.ej. los calificados).
Otra información que se desee para un control adicional.
QW-200.1 CAMBIOS
Cambios en las variables no esenciales requieren revisar o enmendar el WPS
QW-200.1 CAMBIOS
Cambios en las variables esenciales o las variables esenciales suplementarias si aplican requieren la re-calificacion, un o mas PQR nuevos son necesarios para soportar los cambios.
QW-200.1 FORMATO
Ver el Formato recomendado para los WPS, este fue hecho para los procesos SMAW, GTAW, SAW, y GMAW.
QW-200.1 DISPONIBILIDAD
El WPS debe estar disponible al IA en el sitio de fabricación.
QW-200.2 REGISTRO DE CALIFICACION DEL PROCEDIMIENTO “PQR”
El PQR es un documento que soporta el WPS por medio de la documentación de los resultados de la soldadura y las pruebas de un cupón de prueba.
QW-200.2 CONTENIDO
Las variables esenciales de los procesos usados en el procedimiento
Cuando sea aplicable, las variables esenciales suplementarias
Cualquier otra información puede ser incluida si se desea y es medida.
QW-200.2 CERTIFICACION
Los PQR tienen que ser certificados como validos y verdaderos (incluyendo el cumplimiento con la Sección IX) por el fabricante, ensamblador o instalador responsable por la calidad de la soldadura.
QW-200.2 CAMBIOS AL PQR
No están permitidos. Solamente se permiten correcciones
editoriales por errores evidentes o por cambios en el Código.
QW-200.2 FORMATO
Es una forma recomendada, y debe ser a veces modificada para la combinación de procesos, no olvidar qu debe incluir todas las variables esenciales y esenciales suplementarias (si aplican).
QW-200.2 DISPONIBILIDAD
El PQR tiene que estar disponible para la revisión por parte del IA, los PQR no los necesitan los soldadores.
QW-200.2 WPS’S MULTIPLES CON UN PQR
Un PQR puede soportar varios WPS siempre y cuando todas las variables esenciales estén soportadas por el PQR
QW-200.2 UN WPS SOPORTADO POR VAROS PQR’s
Un WPS puede incluir varios cambios en las variables esenciales siempre y cuando este soportado por varios PQR’s
EJEMPLO
Esta permitido cambiar una de las variables esenciales en un PQR si la persona no estuvo presente pero el piensa que el valor esta incorrecto?
EJEMPLO
Si el Numero A asignado en el PQR esta incorrecto pues no corresponde al electrodo mencionado en el PQR, esta permitido para una persona diferente a la que certifico el PQR corregirlo?
Como debe corregirlo?
EJEMPLO
Si en el formato sugerido por el ASME no aparece una variable no esencial y el espacio es insuficiente se puede omitir esta variable?
Si lo anterior se trata de una variable esencial en el PQR?
EJEMPLO
Usted encuentra un WPS preparado por un asesor del Contratista, este WPS puede ser usado en la producción?
El PQR que soporta el WPS está certificado
por un Laboratorio reconocido mas no por el Contratista, es posible usar el WPS anterior en una construcción de acuerdo al ASME Sección VIII División 1?
QW-200.3 Números P y S
Su propósito disminuir el numero de calificaciones requeridas
QW-200.3 Números P y S
Fueron asignados basados en la soldabilidad, composición química, propiedades mecánicas
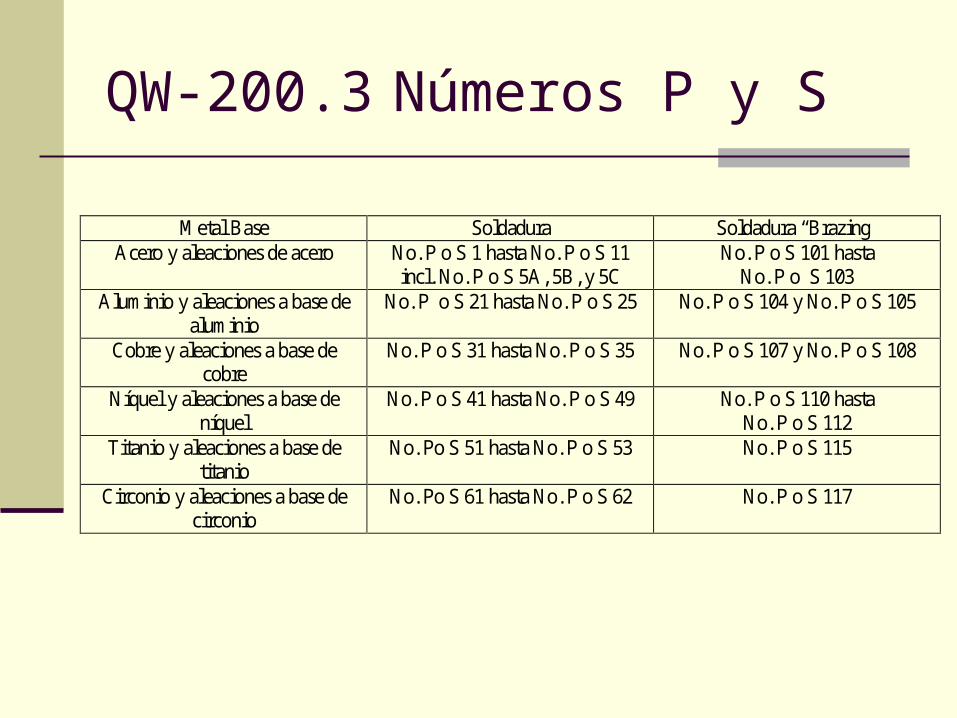
QW-200.3 Números P y S
Metal Base Soldadura Soldadura “Brazing” Acero y aleaciones de acero No. P o S 1 hasta No. P o S 11
incl. No. P o S 5A, 5B, y 5C No. P o S 101 hasta
No. P o S 103 Aluminio y aleaciones a base de
aluminio No. P o S 21 hasta No. P o S 25 No. P o S 104 y No. P o S 105
Cobre y aleaciones a base de cobre
No. P o S 31 hasta No. P o S 35 No. P o S 107 y No. P o S 108
Níquel y aleaciones a base de níquel
No. P o S 41 hasta No. P o S 49 No. P o S 110 hasta No. P o S 112
Titanio y aleaciones a base de titanio
No. Po S 51 hasta No. P o S 53 No. P o S 115
Circonio y aleaciones a base de circonio
No. Po S 61 hasta No. P o S 62 No. P o S 117
QW-200.3 Números P y S
Las asignaciones no significan que los metales base puedan ser cambiados indiscriminadamente.
QW-200.3 Números P y S
Los Números P son para uso en el ASME B & PV
Los Números S son para uso en el ASME B31
QW-200.4 Combinación de Procedimientos de Soldadura
Se considera una “combinación de procedimientos de soldadura” cuando mas de un WPS se usa para completar una soldadura o cuando se use un solo proceso de un WPS que fue calificado con multi-procesos.
QW-200.4 Combinación de Procedimientos de Soldadura
Mas de un proceso de soldadura usado. Mas de un numero F de metal de aporte. Mas de un numero A de electrodo, excepto
los números A-1 y 2. Mas de un modo de transferencia en el
GMAW
QW-200.4(b) PASE DE RAIZ
Si un procedimiento es designado para la soldadura de la raíz o los puntos de armado, usted únicamente necesita depositar el aporte en un material base de ½” mínimo de espesor para permitir el uso de ese procedimiento en cualquier espesor de material base.
QW-201 RESPONSABILIDADES
Cada fabricante o contratista es responsable por listar los parámetros usados durante la soldadura de producción en un WPS
QW-201 RESPONSABILIDADES
Cada fabricante o contratista es responsable por calificar cada uno de los WPS por medio de la soldadura de un cupón de prueba y efectuar las pruebas requeridas por esta Sección.
QW-201 RESPONSABILIDADES
Se permite subcontratar la preparación de los especímenes y la realización de las pruebas requeridas, siempre y cuando el fabricante acepte la responsabilidad por estas y certifique los resultados.
QW-201 WPS ENTRE COMPAÑIAS
Se permite el uso de procedimientos entre compañías diferentes sin recalificación siempre y cuando ellas sean de una misma estructura corporativa.
QW-201.1 CAMBIOS DE PROPIETARIOS
Cuando una Compañía es adquirida por otra, el nuevo propietario podra usar los WPS y los PQR del antiguo dueño, siempre y cuando las siguientes condiciones se cumplan: El nuevo propietario tome la responsabilidad por
los WPS y PQR. El WPS refleje el nombre del nuevo propietario El Manual de Control de Calidad especifique que la
fuente de los PQR ha sido la Compañía anterior.
ASPECTOS A CONSIDERAR EN LOS WPS
La compatibilidad del metal soldado y el metal base
Las propiedades metalúrgicas
Los requisitos de tratamiento térmico
El diseño de las juntas y las cargas
ASPECTOS A CONSIDERAR EN LOS WPS
Las propiedades mecánicas deseadas
Los requisitos de servicio
La habilidad de los soldadores
ASPECTOS A CONSIDERAR EN LOS WPS
El equipo disponible
La localización de las soldaduras
La economía
ESCRIBIENDO UN WPS
Cuando se está escribiendo un WPS, usted deberá primero determinar cuál es la utilización intentada para este, la disponibilidad del equipo para soldar, y la habilidad de los soldadores usando este procedimiento. Existen cuatro consideraciones generales:
ESCRIBIENDO UN WPS
(1) Cuales materiales base van a ser soldados?
(2) Cuales metales de aporte serán usados?
(3) Cuales procesos de soldadura serán usados?
(4) Cuales restricciones de servicio o producción son requeridas?
ESCRIBIENDO UN WPS
Una vez usted haya identificado los metales base que usted intenta soldar e identifique sus números P de acuerdo con QW-422, usted deberá seleccionar los metales base más económicos a partir de QW-424 para ser usados en el cupón de prueba.
ESCRIBIENDO UN WPS
Luego, los materiales de aporte apropiados son seleccionados y sus números A determinados a partir de QW-432 y QW-442. Usted también puede necesitar considerar el gas de protección o el fundente y cualquier restricción de posición que pueda ser aplicable.
ESCRIBIENDO UN WPS
Los procesos de soldadura ha ser usados deberán ser determinados y las variables de QW-250 requeridas relacionadas. Es también necesario considerar los tipos de juntas de producción, las técnicas de soldadura, y el equipo disponible.
ESCRIBIENDO UN WPS
Finalmente, usted necesita considerar las restricciones de servicio o producción. Estas incluyen tales cosas como los requisitos del Código/cliente, precalentamiento/PWHT, corrosión, y tenacidad a las entallas.
CINCO PASOS
5
CALIFICANDO UN WPS
PASO - PASO
PRUEBAS REQUERIDAS
QW-202 cubre las pruebas requeridas para las calificaciones de los procedimientos de soldadura. Como mínimo, las pruebas mecánicas son dos pruebas de tensión y cuatro pruebas de doblez. Los tipos de pruebas de doblez son:
PRUEBAS REQUERIDAS
Para cupones de prueba con espesores hasta de 3/8” inclusive: Dos dobleces de cara y dos de raíz.
Sobre 3/8” pero menos de ¾”: se puede usar dos pruebas de doblez de cara y dos de raíz, o cuatro de lado.
3/4" y superiores: Cuatro pruebas de doblez de lado.
Nota: Todos los metales de aporte y los procesos usados tienen que estar incluidos en las pruebas de calificación de tensión y doblez.
CUPONES DE PRUEBA
Los cupones de prueba pueden ser preparados en lámina o tubería como corresponda, el tamaño del cupón de prueba deberá ser lo suficiente para poder efectuar todas las pruebas requeridas.
REMOCION ESPECIMENES
CUPONES DE PRUEBA EN LAMINAS
CUPONES DE PRUEBA EN TUBERIA
QW-202.1 Pruebas Mecánicas
TABLA
QW-451.1
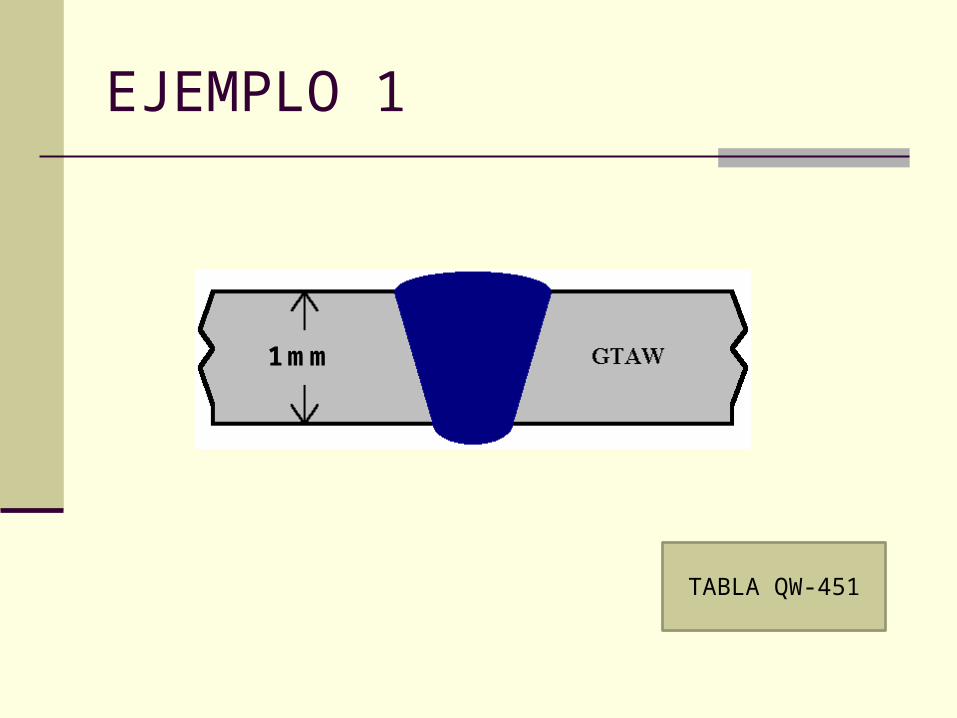
EJEMPLO 1
TABLA QW-451
1 mm
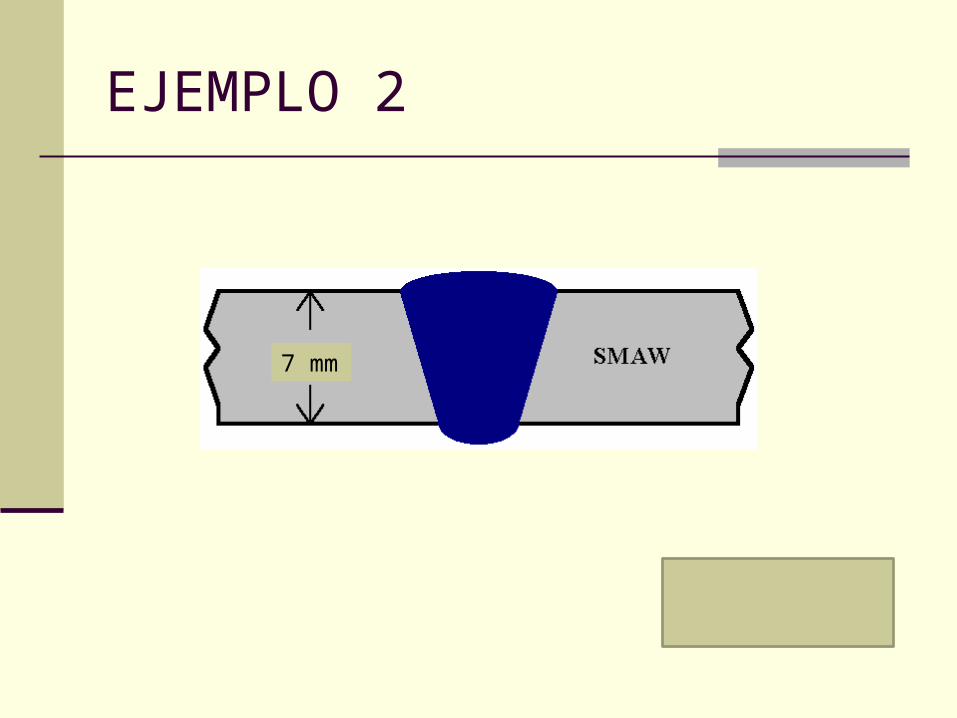
EJEMPLO 2
7 mm
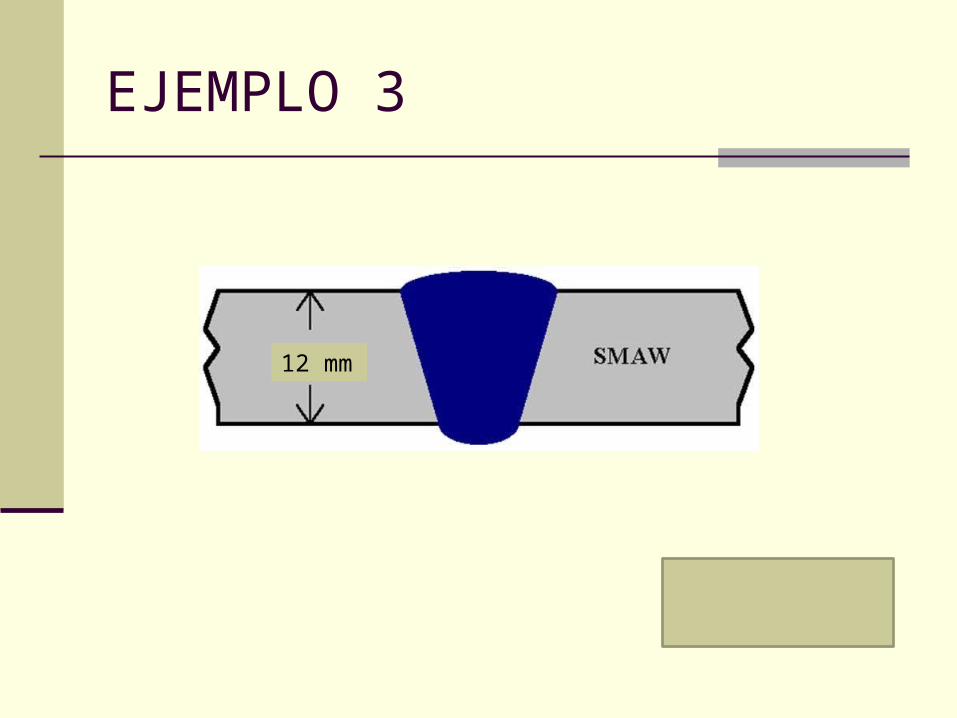
EJEMPLO 3
12 mm
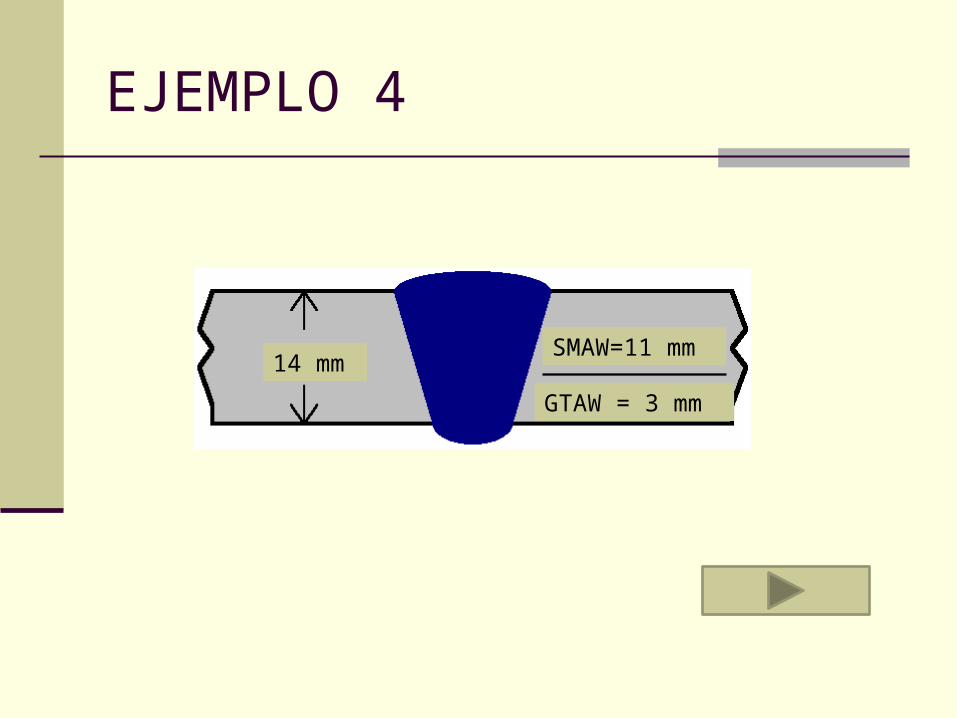
EJEMPLO 4
14 mmSMAW=11 mm
GTAW = 3 mm
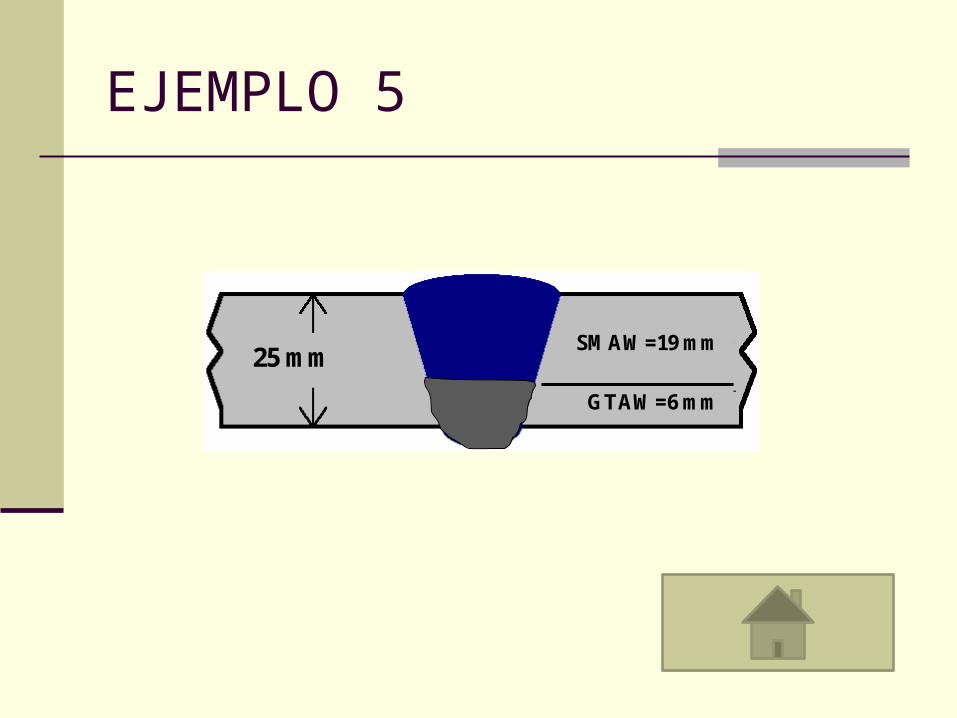
EJEMPLO 5
25 mm SMAW=19 mm
GTAW=6 mm
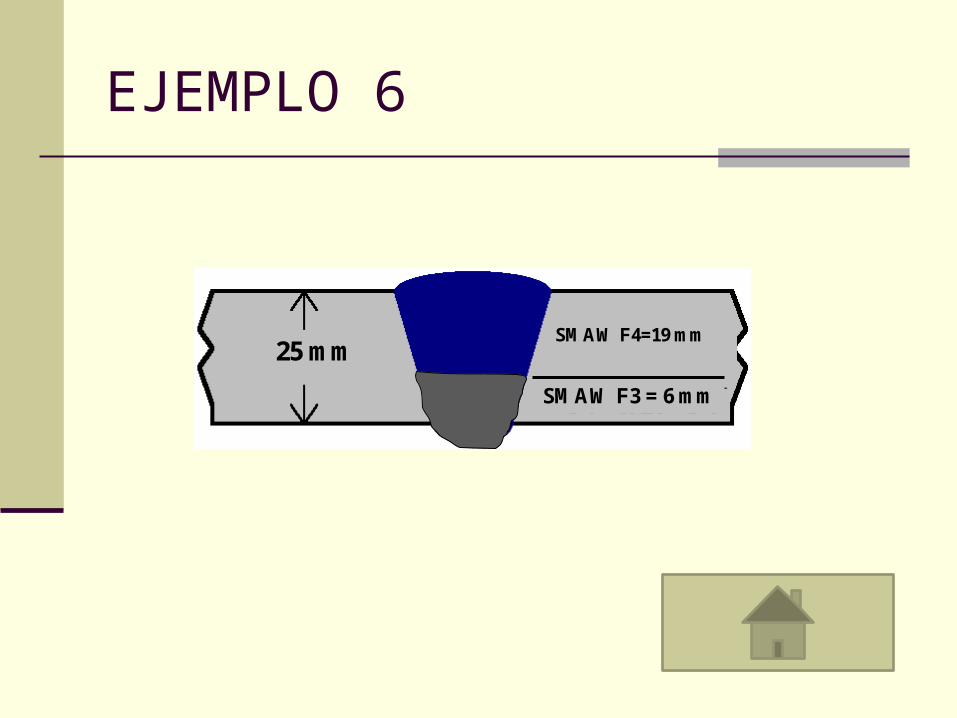
EJEMPLO 6
25 mm SMAW F4=19 mm
SMAW F3 = 6 mm
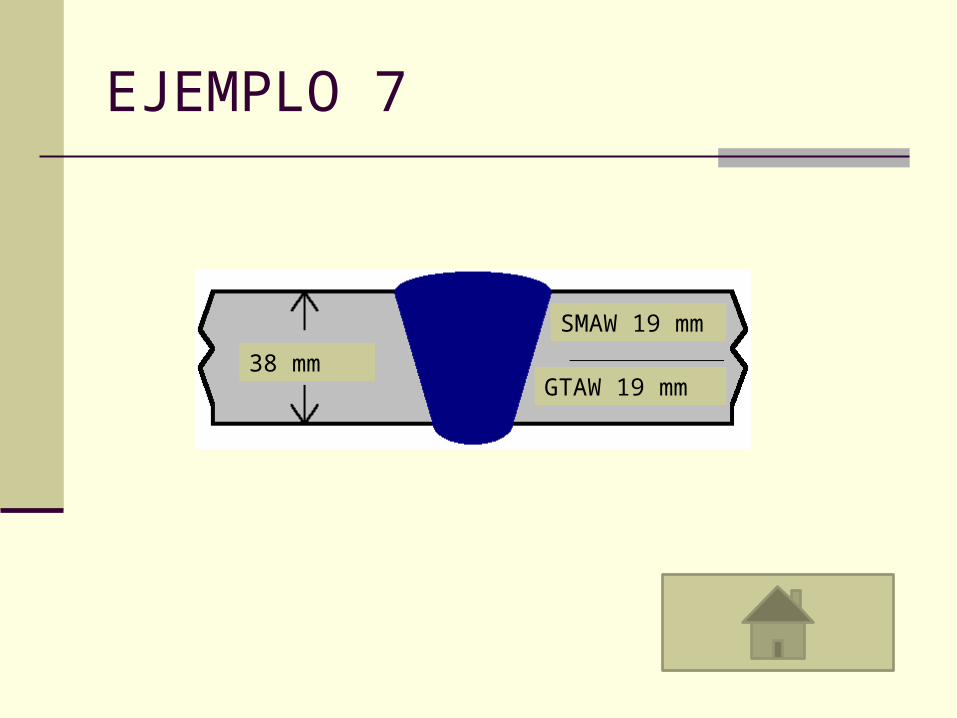
EJEMPLO 7
38 mm
SMAW 19 mm
GTAW 19 mm
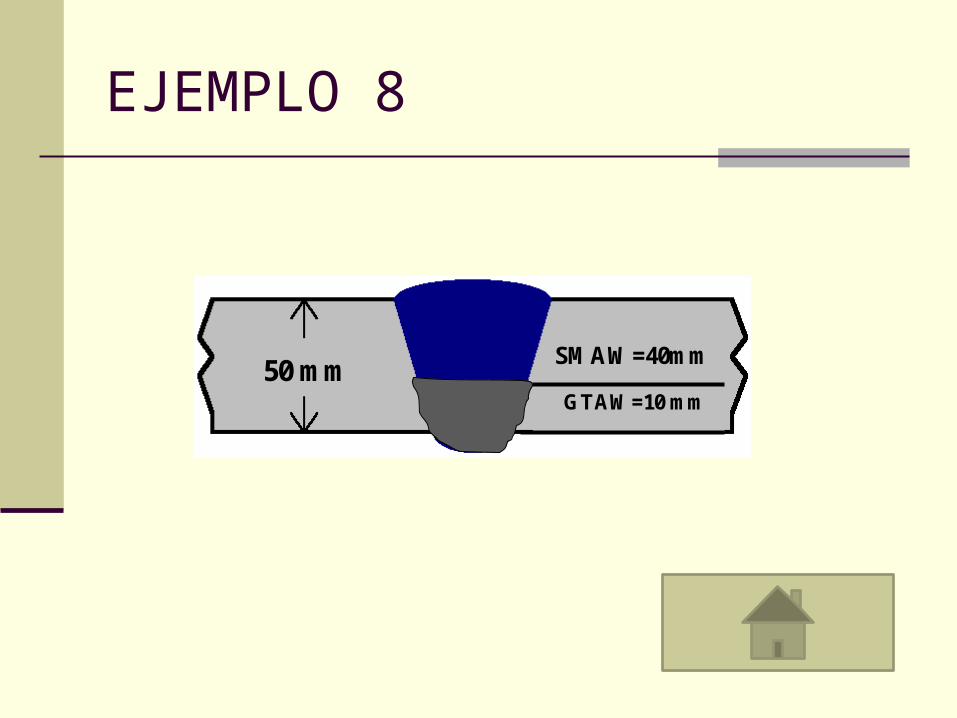
EJEMPLO 8
50 mm SMAW=40mm
GTAW=10 mm
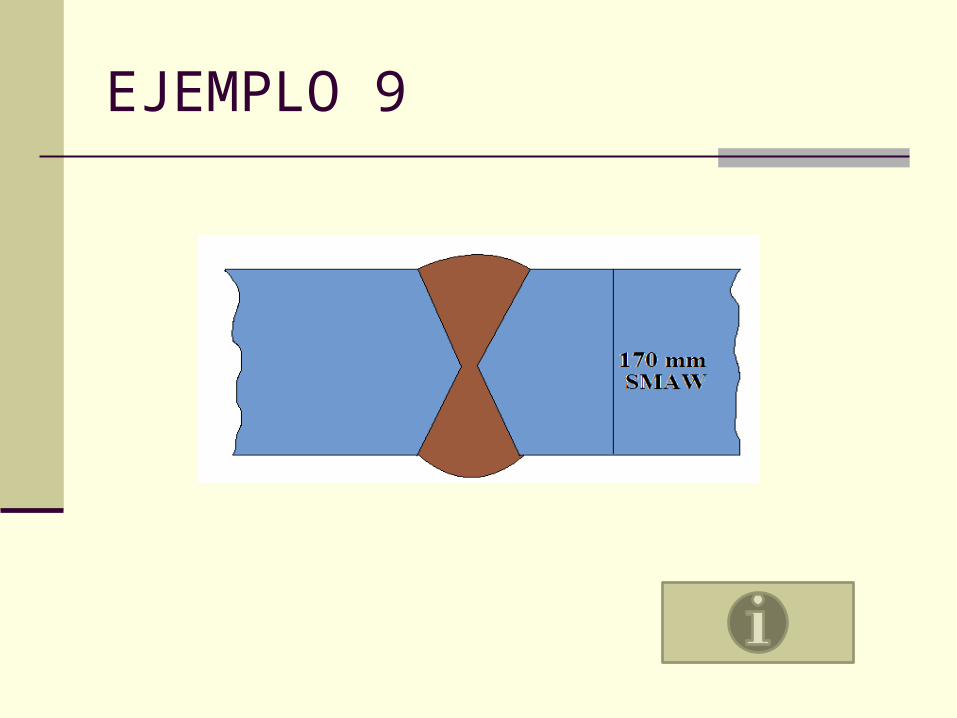
EJEMPLO 9
OBSERVACIONES
Basados en los ejemplos anteriores, y en lo que hemos aprendido acerca de QW-451.1, se puede ver que:
Si se sueldan materiales de menos de 8” (200 mm) de espesor, un cupón de
prueba mayor de 1-1/2” (38 mm) nunca se requiere.
Usted nunca tiene que depositar más de ¾” (19 mm) con cada proceso o
metal de aporte para obtener el máximo espesor de metal base.
El metal de aporte esta aun limitado a 8” (200 mm) max.
NOTAS TABLA QW-451.1
La Nota 1 de la tabla refiere algunas variables las cuales pueden posteriormente limitar los rangos de espesor.
La Nota 2 refiere el párrafo QW-200.4 para la combinación de procedimientos de soldadura
La Nota 3 Indica que solamente aplica para (SMAW, SAW, GTAW, y GMAW ) de otra manera se tendrán que usar 2T y 2t respectivamente.
La Nota 4 habla de los especímenes múltiples de tensión arriba de 1” (25 mm)
La Nota 5 permite el remplazo de cuatro dobleces de lado en vez de los dobleces de cara y de raíz.
NOTAS TABLA QW-451.1
Aunque las notas son muy importantes, es también importante observar que si la variable referida no es una variable esencial o es una variable no esencial para el proceso que usted esta calificando, la nota puede ser ignorada.
PASE DE RAIZ
QW-200.4(b) permite una calificación especial para el depósito de la raíz o para la soldadura de puntos de armado únicamente, Si un procedimiento es designado para la soldadura de la raíz o los puntos de armado, usted únicamente necesita depositar el aporte en un material base de ½” (13 mm) mínimo de espesor para permitir el uso de ese procedimiento en cualquier espesor de material base. El metal soldado depositado esta limitado a 2 veces el espesor del metal soldado depositado en el cupón de prueba (2t).
QW-202.2
Cuando usted califica una soldadura en ranura, esta califica para todas las soldaduras de filete incluyendo todos los espesores, tamaños, y diámetros de tubería.
QW-202.2(b) PENETRACION PARCIAL
Este establece que las soldaduras en ranura de penetración parcial pueden ser calificadas de acuerdo con los requisitos de QW-451 o, “Soldaduras en ranura de penetración parcial calificadas usando un metal base de 38 mm de espesor o mas grueso califica el deposito de metal soldado de acuerdo con QW-451, sin limite en el espesor del metal base.”
EJEMPLO
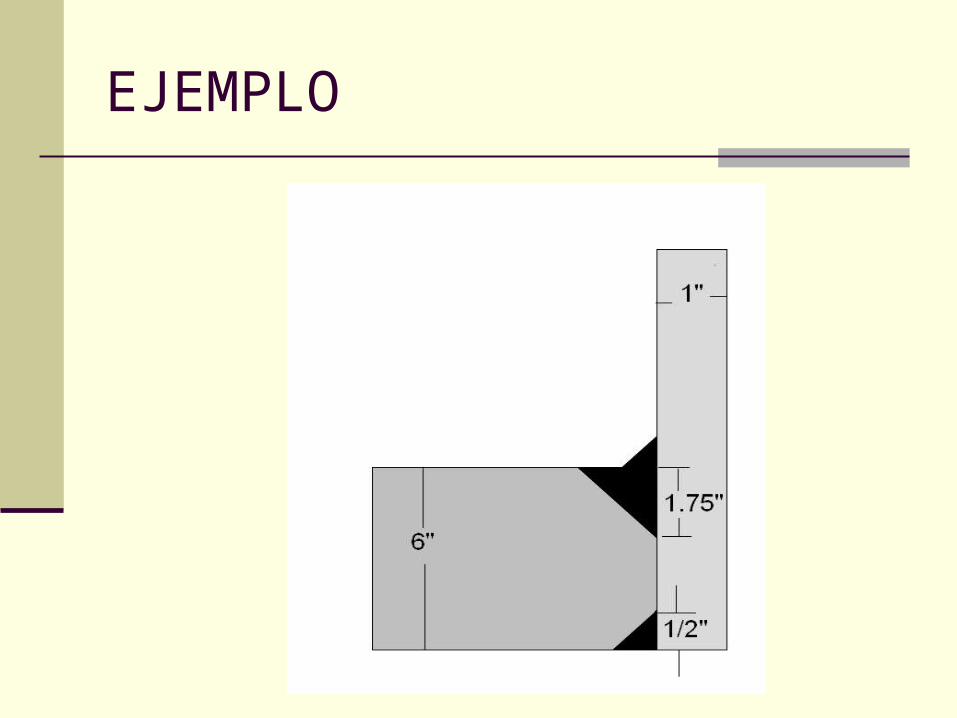
Calificación de las Soldaduras de Filete Cuando se califique un procedimiento para
soldaduras de filete, la Tabla QW-451.3 suministra la información sobre los tipos de pruebas que tienen que ser efectuadas. Usted tiene que hacer una T fileteada y cuatro o cinco Pruebas de Macro-Ataque. Esta tabla hace referencia a QW-462.4(a) y QW-462.4(d) dependiendo de sí el cupón es hecho en tubería o lamina. Las calificaciones de soldadura de filete no pueden ser usadas para soldaduras que retengan presión.
Pruebas a las Soldaduras de Filete
QW-462.4(a) y (d) requieren cinco pruebas de macro-ataque para laminas y cuatro pruebas de macro-ataque para tuberías.
Use QW-451 para cupones de prueba con espesores menores de 38 mm
Cuando use un cupon de prueba de 38 mm o mas grueso, el espesor de metal base calificado es ilimitado
El metal de aporte aun esta limitado a 200 mm max.
QW-202.3 REPARACIONES Y
RECONSTRUCCIONES
EJEMPLO
QW-202.4 ESPESORES DISIMILES
Las reglas para la soldadura de materiales de espesores diferentes están dadas en QW-202.4. Esencialmente, estas reglas requieren que ambos espesores estén dentro de los limites calificados en QW-451. Él limite superior en el miembro más grueso esta exceptuado para los materiales numero P 8, P 41, P 42, P 43, P 44, P45, P 46, P 49, P 51, P 52, P 53, P 61 y P 62 siempre y cuando la calificación haya sido hecha en una lamina de prueba mayor de 6 mm.
QW-202.4
O si el cupón de prueba se hace en un espesor de 38 mm o mayor para los otros materiales.
QW-202.4
El metal de aporte esta limitado a 8” por QW-451.
El espesor del metal base mas delgado debe ser de acuerdo a QW-451
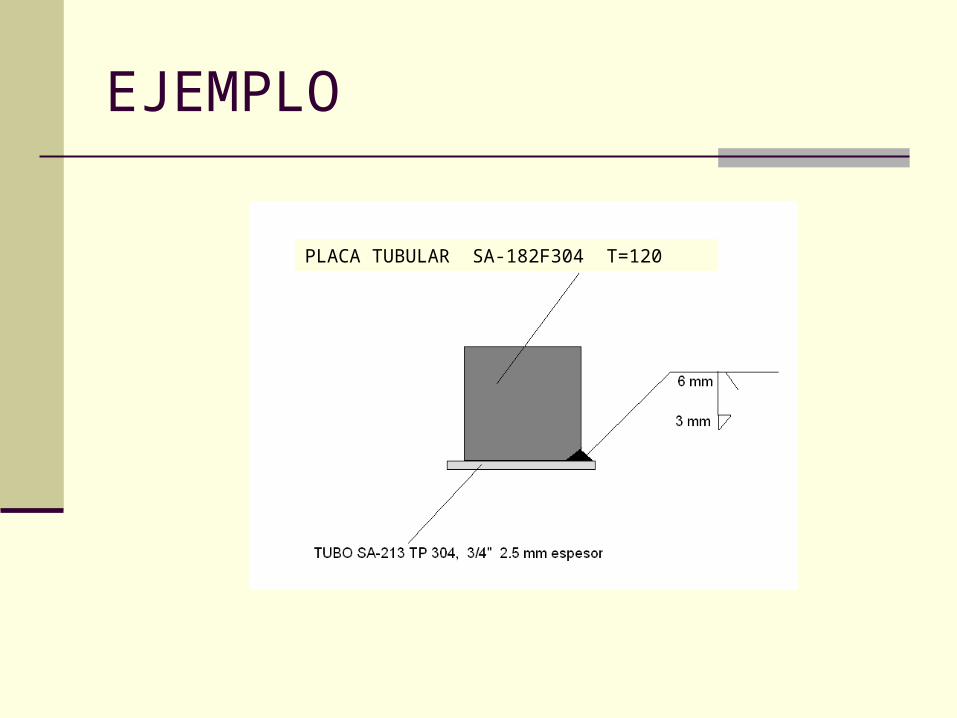
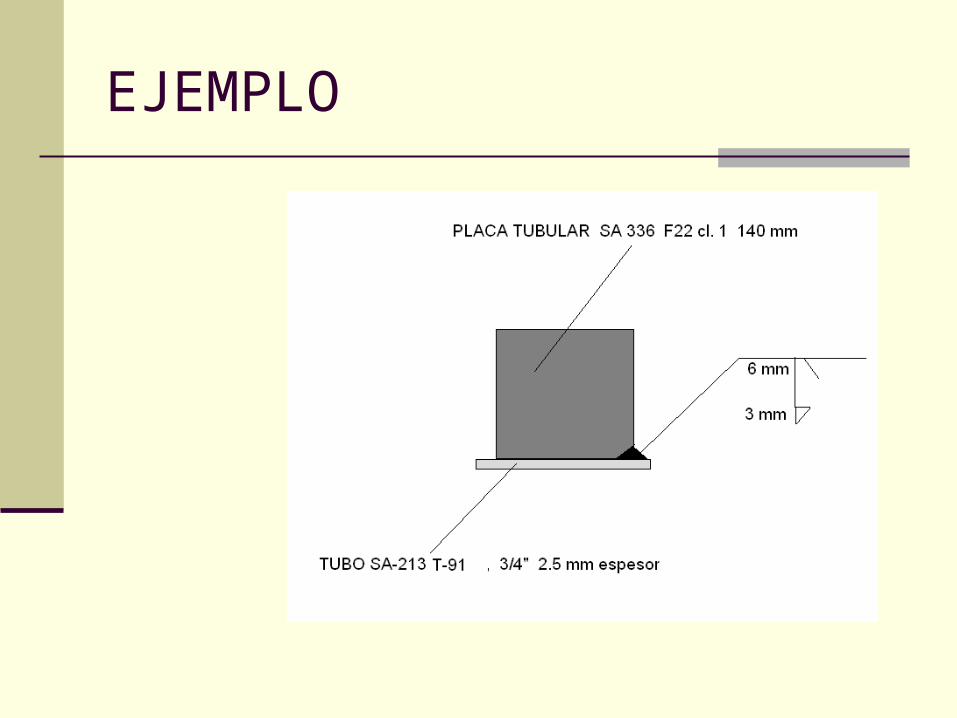
EJEMPLO
PLACA TUBULAR SA-182F304 T=120
EJEMPLO
QW-203 POSICIONES
Una calificación hecha en cualquier posición califica para todas las posiciones a no ser que la variable correspondiente de la posición en QW-250 diga lo contrario, pero el proceso de soldadura y los electrodos tienen que ser aptos para las posiciones permitidas por el WPS
POSICIONES
El soldador que realice la soldadura del cupón de prueba queda calificado en el rango de posiciones que califique la posición de prueba.
QW-211
La calificación en producto laminado, califica en producto tubular y viceversa, el tamaño de los cupones de prueba deberán ser lo suficiente para obtener los especimenes requeridos.
QW-250
VARIABLES
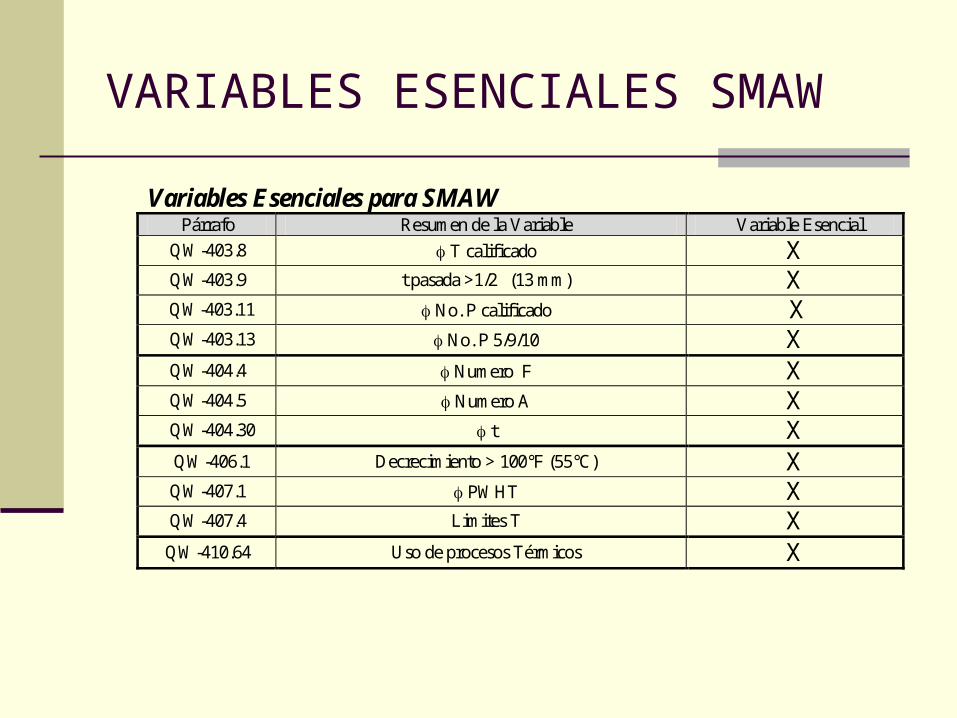
VARIABLES ESENCIALES SMAW
Variables Esenciales para SMAW Párrafo Resumen de la Variable Variable Esencial
QW-403.8 T calificado X QW-403.9 t pasada >1/2” (13 mm) X QW-403.11 No. P calificado X
QW-403.13 No. P 5/9/10 X QW-404.4 Numero F X QW-404.5 Numero A X
QW-404.30 t X QW-406.1 Decrecimiento > 100°F (55°C) X QW-407.1 PWHT X QW-407.4 Limites T X
QW-410.64 Uso de procesos Térmicos X
QW-403.8
“ Un cambio en el espesor de metal base más allá del rango calificado en QW-451.1, excepto que otra cosa sea permitida por QW-202.4(b).” El rango calificado esta basado en el espesor del cupón de prueba como se especifica en QW-451.1.
QW-403.8
Por ejemplo, un cupón de prueba de ½” de espesor califica el procedimiento para un rango de 3/16” a 1”. Para las soldaduras fuera de este rango se requiere un PQR adicional. QW-202.4(b) suministra una excepción a estos límites para algunos materiales de numero P cuando se sueldan metales base de espesores disimiles.
QW-403.9
“ Para soldaduras con un pase sencillo o con múltiples pases en donde cualquier pase es mayor de ½” de espesor, un incremento en el espesor de metal base de 1.1 veces más allá del espesor del cupón de calificación.”
QW-403.9
Usualmente esta variable es menospreciada porque no existe un lugar en la forma del ASME para relacionar esta. Esta variable reemplaza los limites dados en la Tabla QW-451.1. Para muchos procedimientos rutinarios, la mejor manera de relacionar esta variable e insertando una limitación en el WPS que especifique “ningún pase sencillo de metal soldado depositado puede exceder ½” de espesor. Si esta limitación no se incluye, el rango calificado para el WPS podría estar limitado a 1.1 veces el espesor del cupón de prueba.
QW-403.11
“Los metales base especificados en el WPS deberán ser calificados por una prueba de calificación de procedimiento la cual haya sido hecha usando metales base de acuerdo con QW-424.”
QW-403.11
Esta variable establece que los metales base especificados en el WPS tienen que ser calificados y hace referencia a QW-424 el cual suministra una selección de varias combinaciones de metales base y el rango de números P calificados por cada cual.
QW-424
QW-424.1 Los metales base están asignados con un Numero P en QW-422; los metales que no aparezcan en QW-422 son considerados materiales no asignados excepto que de otra manera se defina en QW-420.1 para los metales base que tengan los mismos números UNS.
QW-424
Los metales no asignados deberán ser identificados en el WPS y en el PQR por la especificación, tipo y grado, o por el análisis químico y las propiedades mecánicas. La mínima resistencia a la tensión deberá ser definida por la organización la cual especifico el metal no asignado si la resistencia a la tensión de ese metal no esta definida por la especificación del material.
QW-424
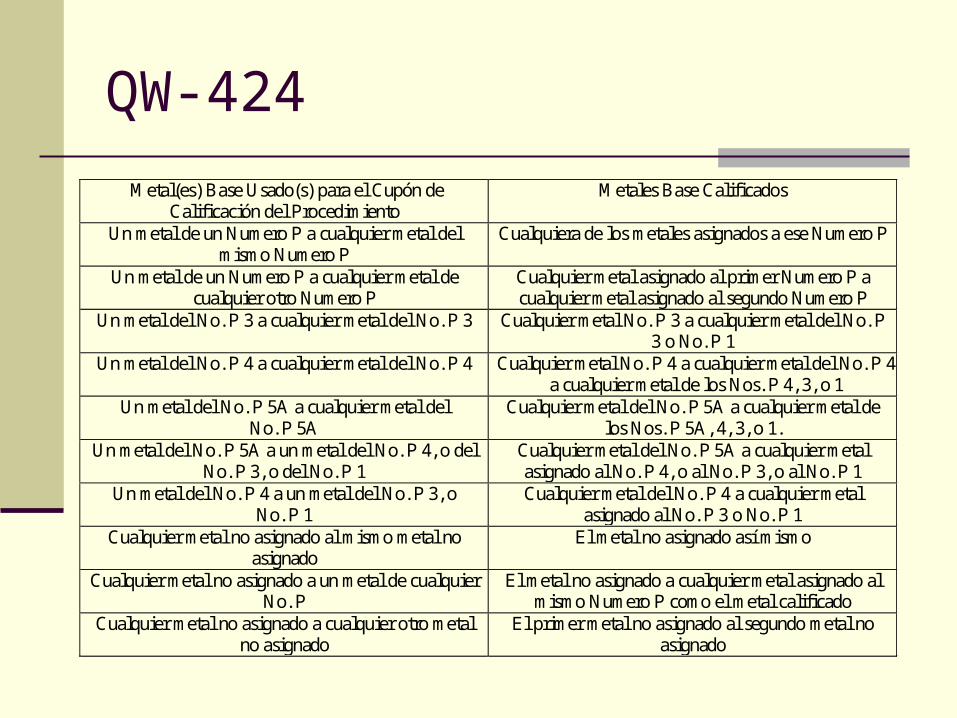
Metal(es) Base Usado(s) para el Cupón de Calificación del Procedimiento
Metales Base Calificados
Un metal de un Numero P a cualquier metal del mismo Numero P
Cualquiera de los metales asignados a ese Numero P
Un metal de un Numero P a cualquier metal de cualquier otro Numero P
Cualquier metal asignado al primer Numero P a cualquier metal asignado al segundo Numero P
Un metal del No. P 3 a cualquier metal del No. P 3 Cualquier metal No. P 3 a cualquier metal del No. P 3 o No. P 1
Un metal del No. P 4 a cualquier metal del No. P 4 Cualquier metal No. P 4 a cualquier metal del No. P 4 a cualquier metal de los Nos. P 4, 3, o 1
Un metal del No. P 5A a cualquier metal del No. P 5A
Cualquier metal del No. P 5A a cualquier metal de los Nos. P 5A, 4, 3, o 1.
Un metal del No. P 5A a un metal del No. P 4, o del No. P 3, o del No. P 1
Cualquier metal del No. P 5A a cualquier metal asignado al No. P 4, o al No. P 3, o al No. P 1
Un metal del No. P 4 a un metal del No. P 3, o No. P 1
Cualquier metal del No. P 4 a cualquier metal asignado al No. P 3 o No. P 1
Cualquier metal no asignado al mismo metal no asignado
El metal no asignado así mismo
Cualquier metal no asignado a un metal de cualquier No. P
El metal no asignado a cualquier metal asignado al mismo Numero P como el metal calificado
Cualquier metal no asignado a cualquier otro metal no asignado
El primer metal no asignado al segundo metal no asignado
QW-403.13
“Un cambio de un P-5 a otro P-5 ( p.ej. de P-5A a P-5B o P-5C o viceversa.)”
“Un cambio de P-No. 9A a P-No. 9B pero no
viceversa. Un cambio de un P-No.10 a cualquier otro P-No.10(P.ej. P-No. 10A a P-No. 10B o P-No. 10C, etc. o viceversa.)”
Esta variable se considera únicamente si se usan materiales P-5, P-9 o P-10. Si no, esta puede ser ignorada. Esta es relacionada indicando él numero P a ser usado en el WPS.
QW-404.4
“Un cambio de un numero F de los Números en QW-432 a otro numero F o a cualquier otro metal de aporte que no este listado en QW-432.”
Esta variable se explica muy bien por sí misma. Esta también permite el uso de materiales no listados en el Código. “... cualquier otro metal de aporte que no este listado en QW-432.”
QW-404.5
Esta variable, la cual es aplicable solamente a los materiales ferrosos, básicamente establece que, un cambio en él Numero “A” encontrado en QW-442, es una variable esencial. Esta también indica como él Número “A” es determinado.
QW-404.5
Esta también establece que, “en vez de una designación de Numero A, el análisis químico del metal soldado depositado puede ser indicado en el WPS y en el PQR. La designación de la composición del análisis químico (donde esta exista), la designación comercial del fabricante, u otros documentos de suministro establecidos.”
QW-404.30
“Un cambio en el espesor del metal soldado depositado mas allá del rango calificado en QW-451 para la calificación de procedimiento o QW-452 para la calificación de habilidad del soldador, excepto que otra cosa sea permitida en QW-303.2. Cuando un soldador es calificado usando radiografía, los rangos de espesor de QW-452.1 son aplicables.”
QW-406.1
“Un decrecimiento de mas de 100 grados F. En la temperatura de precalentamiento calificada. La mínima temperatura para la soldadura deberá ser especificada en el WPS.”
Esta variable suministra dos requisitos. El primero se explica por si mismo pero es muy importante recordar, que este dice “un decrecimiento”. La segunda parte simplemente establece que la mínima temperatura antes de iniciar el arco sobre el material base tiene que ser listada en el WPS.
QW-406.1
Él termino “temperatura de precalentamiento calificada” significa la temperatura de precalentamiento del cupón de prueba que fue medida y documentada en el PQR. La mínima temperatura para la soldadura tiene que estar especificada en el WPS. Esta no puede, sin embargo, ser menor que 100 grados por debajo de la documentada en el PQR.
QW-407.1
“Un PQR separado se requiere para cada una de las siguientes condiciones:
(a) Para materiales P-No.1, P-No.3, P-
No.4, P-No.5, P-No.6, P-No.9, P-No.10 y P-No.11, si las siguientes condiciones de tratamiento térmico pos-soldadura son aplicables:
QW-407.1
1. Sin PWHT;
2. Un PWHT por debajo de la temperatura de transformación más baja;
3. Un PWHT arriba de la temperatura de transformación más alta (P.ej. normalizado);
4. Un PWHT arriba de la temperatura de transformación mas alta seguido por un tratamiento térmico por debajo de la temperatura de transformación mas baja(p.ej. normalizado o templado seguido por un revenido);
5. Un PWHT entre las temperaturas de transformación más alta y más baja.
QW-407.1
(b) Para todos los otros materiales. Las siguientes condiciones de tratamiento térmico pos-soldadura son aplicables:
1. Sin PWHT;
2. Un PWHT dentro de un rango especificado."
QW-407.4
“Para el cupón de prueba (PQR) que reciba un tratamiento térmico pos-soldadura en el cual se exceda la temperatura de transformación más alta, el máximo espesor calificado para las soldaduras de producción es 1.1 veces el espesor del cupón de prueba.”
QW-407.4
Esta variable se explica por si misma, Esta limita el espesor permitido en producción a 1.1T si la condición de PWHT descrita existe. Esta limita el espesor que podría ser permitido por QW-451.1. Esta variable es relacionada cuando se especifica la temperatura del PWHT en el WPS y el PQR.
QW-410.64
Para los recipientes o las partes de los recipientes construidos con los materiales No. P-11A y P-11B, las ranuras para soldar en espesores menores de 5/8” (16 mm) se deben preparar con los procesos térmicos que se usen en la producción, esta preparación incluye el excavado o ranurado, o la remoción del metal no sano por medio de procesos térmicos, si estos procesos son usados en la producción.
VARIABLES ESENCIALES
Recuerde
QW-200.2(b) requiere que el PQR terminado tenga documentadas todas las variables esenciales para cada uno de los procesos de soldadura utilizados. Cuando la prueba de impacto es requerida las variables esenciales suplementarias también se convierten en esenciales. Las variables no esenciales tienen que ser relacionadas en el WPS, pero no necesitan ser calificadas o documentadas en el PQR.
VARIABLES ESENCIALES SUPLEMENTARIAS
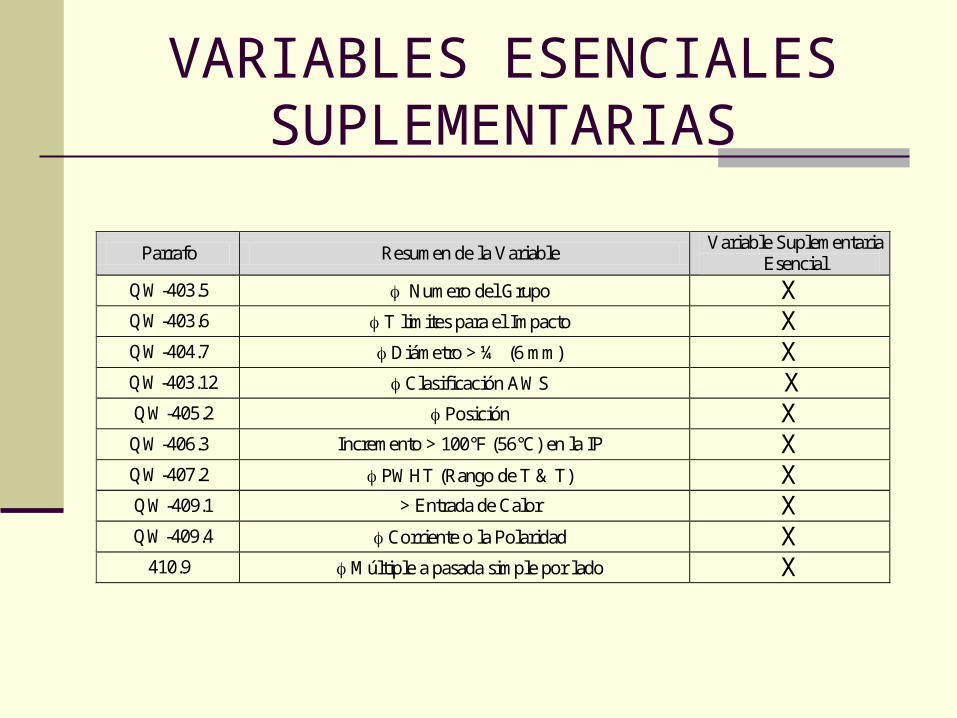
Parrafo Resumen de la Variable Variable Suplementaria
Esencial
QW-403.5 Numero del Grupo X QW-403.6 T limites para el Impacto X QW-404.7 Diámetro > ¼” (6 mm) X QW-403.12 Clasificación AWS X QW-405.2 Posición X QW-406.3 Incremento > 100°F (56°C) en la IP X QW-407.2 PWHT (Rango de T & T) X
QW-409.1 > Entrada de Calor X QW-409.4 Corriente o la Polaridad X
410.9 Múltiple a pasada simple por lado X
QW-403.5
Las calificaciones de los procedimientos de soldadura deberán ser hechas usando un metal base del mismo tipo o grado u otro metal base listado en el mismo número P y el mismo número de Grupo (vea QW/QB-422) del metal base usado en la soldadura de producción.
QW-403.5
Una calificación del procedimiento deberá ser hecha para cada numero P y numero de Grupo cuando haya combinación de metales base, aunque las pruebas de calificación hayan sido hechas para cada uno de los dos metales base soldado a sí mismo.
QW-403.5
Si, sin embargo la especificación del procedimiento para la soldadura de la combinación de los metales base especifica las mismas variables esenciales, incluyendo el electrodo o metal de aporte, que ambas especificaciones para la soldadura de cada metal base a sí mismo, tal que el único cambio sea los metales base, entonces la especificación para el procedimiento de soldadura de la combinación de los metales base está también calificada.
QW-403.5
Además, cuando dos metales base de diferente combinación de numero P y Numero de Grupo que hayan sido calificados usando un cupón sencillo, ese cupón califica la soldadura de aquellos dos metales numero P y numero de Grupo a sí mismo siempre y cuando se usen las otras variables calificadas. Esta variable no aplica cuando la prueba de impacto en la zona afectada no sea requerida por las otras Secciones del Código.
QW-403.6
El mínimo espesor de metal base calificado es el espesor del cupón T o 5/8” el que sea menor. Sin embargo, cuando T sea menor de ¼”, el mínimo espesor de metal base calificado es 1/2T. Esta limitación no es aplicable cuando un WPS sea calificado con un PWHT arriba de la temperatura de transformación más alta o cuando un material austenitico es recocido con disolución después de soldar.
QW-404.7
Un cambio en el diámetro nominal de los electrodos por encima de ¼”. Esta limitación no es aplicable cuando un WPS sea calificado con un PWHT arriba de la temperatura de transformación más alta o cuando un material austenitico es recocido con disolución después de soldar.
QW-404.12
Un cambio en la clasificación dentro de una especificación SFA del metal de aporte o a un metal de aporte que no está cubierto por una especificación SFA, o de un metal de aporte que no esté cubierto por una especificación SFA a otro el cual tampoco está cubierto por una especificación SFA.
QW-404.12
Cuando un metal de aporte esta conforme a una clasificación de una especificación SFA, la recalificación no se requiere si un cambio es hecho de cualquiera de las maneras siguientes:
QW-404.12
De un metal de aporte el cual ha sido designado como resistente a la humedad a otro el cual no ha sido designado como resistente a la humedad y viceversa ( p.ej. de E7018R a E-7018)
QW-404.12
De un nivel de hidrógeno difundible a otro (p.ej. E-7018-H8 a E-7018-H16)
QW-404.12
Para metales de aporte de acero al carbón, bajamente aleados y acero inoxidables que tengan la misma resistencia mínima a la tensión y la misma composición química nominal, un cambio de un recubrimiento de bajo hidrógeno a otro tipo de recubrimiento de bajo hidrógeno (P.ej. un cambio entre las clasificaciones EXX15, 16 0 18 o EXX15, 16 o 17)
QW-404.12
De una designación para la forma de uso y la posición a otra para los electrodos con corazón de fundente (P.ej. un cambio desde E70T-1 a E71T-1 o viceversa)
QW-404.12
De una clasificación la cual requiera prueba de impacto a la misma clasificación la cual tenga un sufijo que indique la prueba de impacto se efectuó a una temperatura mas baja o que exhibe una mayor tenacidad a la temperatura requerida o ambos, comparándolo a la clasificación usada durante la calificación del procedimiento (P.ej. un cambio de E-7018 a E-7018-1)
QW-404.12
De la clasificación calificada a otro metal de aporte dentro de la misma especificación SFA cuando el metal soldado esta exceptuado de pruebas de impacto por las otras Secciones del Código.
QW-405.2
Un cambio de cualquier posición a la posición vertical progresión ascendente. La posición vertical progresión ascendente (p.ej. las posiciones 3G, 5G, o 6G) califican todas las posiciones.
QW-405.2
En la progresión ascendente, un cambio de cordón recto a cordón oscilado. Esta limitación no es aplicable cuando un WPS sea calificado con un PWHT arriba de la temperatura de transformación más alta o cuando un material austenitico es recocido con disolución después de soldar.
QW-406.3
Un incremento de más de 100° F en la máxima temperatura entre pases registrada en el PQR. Esta limitación no es aplicable cuando un WPS sea calificado con un PWHT arriba de la temperatura de transformación más alta o cuando un material austenitico es recocido con disolución después de soldar.
QW-407.3
Un cambio en los rangos de temperatura y tiempo del tratamiento térmico pos-soldadura.
La prueba de calificación del procedimiento deberá ser sujeta a un PWHT esencialmente equivalente al encontrado en la fabricación de las soldaduras de producción, incluyendo al menos el 80% del tiempo(s) agregado a la temperatura(s). El tiempo(s) total a temperatura(s) del PWHT puede ser aplicado en un ciclo de calentamiento.
QW-409.1
Un incremento en la entrada de calor, o un incremento en el volumen de metal soldado por unidad de longitud de soldadura. El incremento puede ser medido por cualquiera de los siguientes métodos:
QW-409.1
(a) Entrada de calor (J/pulg.)
.)min/.lg(
60..
puv
IVIH
QW-409.1
El Volumen de Metal Soldado = un incremento en el cordón soldado o un decrecimiento en la longitud del cordón soldado por unidad de longitud del electrodo.
QW-409.1
El requisito de medir la entrada de calor o el volumen del metal soldado depositado no es aplicable cuando el WPS sea calificado con un PWHT arriba de la temperatura de transformación más alta o cuando un material austenitico es recocido con disolución después de soldar.
QW-409.4
Un cambio de ac a dc, o viceversa; y en la soldadura dc, un cambio de electrodo negativo (polaridad directa) a electrodo positivo (polaridad reversa), o viceversa.
QW-410.9
Un cambio de múltiple pase por lado a pase sencillo por lado. Esta limitación no es aplicable cuando un WPS es calificado con un PWHT arriba de la temperatura de transformación mas alta o cuando un material austenitico es recocido con disolución después de la soldadura.
VARIABLES ESENCIALES SUPLEMENTARIAS
Recuerde:
Las variables esenciales suplementarias solo deben ser usadas cuando se requiera prueba de impacto en la calificación del procedimiento de soldadura por alguna otra Sección del Código.
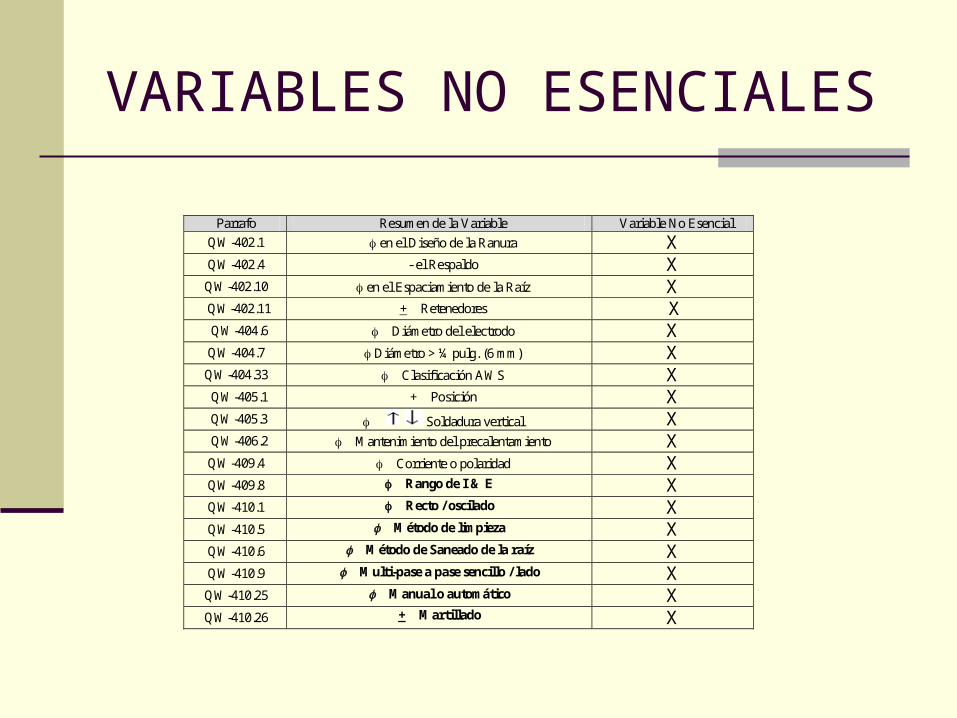
VARIABLES NO ESENCIALES
Parrafo Resumen de la Variable Variable No Esencial
QW-402.1 en el Diseño de la Ranura X QW-402.4 - el Respaldo X
QW-402.10 en el Espaciamiento de la Raíz X QW-402.11 + Retenedores X QW-404.6 Diámetro del electrodo X QW-404.7 Diámetro > ¼ pulg. (6 mm) X
QW-404.33 Clasificación AWS X QW-405.1 + Posición X QW-405.3 Soldadura vertical X
QW-406.2 Mantenimiento del precalentamiento X QW-409.4 Corriente o polaridad X QW-409.8 Rango de I & E X QW-410.1 Recto / oscilado X
QW-410.5 Método de limpieza X
QW-410.6 Método de Saneado de la raíz X
QW-410.9 Multi-pase a pase sencillo / lado X
QW-410.25 Manual o automático X
QW-410.26 + Martillado X
QW-402.1
“Un cambio en el tipo de ranura (ranura en V, ranura en U, bisel sencillo, doble bisel, etc.)
Esta variable puede ser relacionada tan amplia o estricta como usted quiera. Tenga presente, que los diseños de las juntas indicados en el WPS son los principales que van a ser usados a no ser que cuando sea necesario la forma se revise para mostrar los nuevos diseños de las juntas.
QW-402.4
“La eliminación del respaldo en soldaduras de ranura con bisel sencillo. Las soldaduras de doble bisel son consideradas soldaduras con respaldo.”
Las soldaduras de filete, soldaduras de penetración parcial, y el uso de anillos de respaldo o insertos se consideran también soldaduras con respaldo. El uso de un gas de respaldo no se considera soldadura con respaldo. (El respaldo se define en la Sección IX como un material colocado en la raíz de una junta soldada con el propósito de soportar el metal soldado fundido.)
QW-402.10
“Un cambio en la luz de penetración especificada.”
Usted puede establecer la luz de penetración tan ancha o tan angosta como usted desee, siempre y cuando la luz de penetración seleccionada sea justificable. Es muy importante comunicarse con el personal que efectúa la soldadura para determinar cual es la luz de penetración mejor para ellos, Es también muy importante suministrar una tolerancia ya que las dimensiones exactas no siempre se pueden lograr. Un ejemplo de una luz de penetración típica puede ser 1/8” ± 1/16pulg.
QW-402.11
“La adición o eliminación de retenedores o espaciadores no metálicos o retenedores metálicos no fundibles.”
Esta una variable usualmente despreciada debido a que estos retenedores son usados comúnmente en procedimientos de soldadura de tipo rutinario. Esta es, sin embargo, una variable no esencial y así pues tiene que ser relacionada. La manera más fácil para relacionar esta es una frase simple que establezca que los retenedores son prohibidos. Si se usan, estos tiene que ser especificados apropiadamente.
QW-404.6
“Un cambio en el tamaño nominal del electrodo o electrodos especificados en el WPS.”
Aquí un rango es casi siempre requerido. Por ejemplo, usted puede necesitar especificar un diámetro del electrodo menor para asegurar la penetración en la raíz y, por economía, un diámetro mayor cuando la ranura se amplíe.
QW-404.33
“Un cambio en la especificación SFA de la clasificación de metales de aporte, o, si no es conforme a una clasificación AWS, un cambio en el nombre comercial del fabricante para el electrodo o el metal de aporte.”
Por ejemplo, si usted va a usar E6010(SFA-5.1) para el pase de raíz y E7018-A1 (SFA-5.5) para la soldadura de relleno, ambas especificaciones SFA tienen que ser listadas.
QW-405.1
“La adición de otras posiciones de soldadura diferentes a las realmente calificadas. Vea QW-120, QW-130, y QW-303.”
Esta variable debe ser establecida de una manera real. Por ejemplo, usted no podría decir todas las posiciones para la soldadura de arco sumergido. También, ponga atención a las recomendaciones dadas en la Sección II, Parte C relativas a los electrodos y restricciones en posición.
QW-405.3
“Un cambio de ascendente a descendente, o de descendente a ascendente, en la progresión especificada para cualquier pase en la soldadura vertical, excepto para el pase de presentación o el pase de limpieza los cuales pueden ser hechos subiendo o bajando. El pase de raíz puede ser hecho subiendo o bajando cuando el pase de raíz es removido hasta encontrar metal sano en la preparación para la soldadura del segundo lado."
Esta variable se necesitaría relacionar solamente cuando la soldadura vertical sea permitida por el WPS.
QW-406.2
“Un cambio en el mantenimiento o reducción del precalentamiento hasta completar la soldadura antes de cualquier tratamiento térmico pos-soldadura requerido.”
Esta variable, aunque es no esencial, puede ser muy importante para algunos tipos de material. Si el PWHT es un requisito, de a esta variable alguna consideración, pues algunos materiales se pueden agrietar si se les permite enfriarse antes del PWHT.
QW-409.4
“Un cambio de ac a dc, o viceversa; y en la soldadura dc, un cambio de polaridad directa a polaridad reversa, o viceversa.”
QW-409.8
“Un cambio en el rango de amperaje, o excepto para la soldadura SMAW y GTAW, un cambio en el rango de voltaje. Un cambio en el rango de la velocidad de alimentación del alambre, esta puede ser usada como una alternativa para el amperaje.”
La aplicación de esta variable podría depender del proceso y el equipo disponible, y estos necesitarían ser considerados.
QW-410.1
“Un cambio de la técnica de cordón recto a la técnica de cordón oscilado, o viceversa.”
Esta es una variable bastante directa. Generalmente se relaciona por una frase simple, “Cordones rectos u oscilados son permitidos”. Puede ser deseable, sin embargo, establecer un pequeño control. Por ejemplo, usted puede querer restringir el cordón oscilado al pase final o de presentación.
QW-410.5
“Un cambio en el método de la limpieza inicial y entre pases (cepillado, esmerilado, etc.)”
Esta es otra variable directa, aunque esta usualmente es despreciada. Cuando relacione esta variable, usted necesita estar seguro de haber incluido todos los métodos que usted puede usar. Usted también necesita considerar tales cosas como prohibir el uso de cepillos de acero al carbón en aceros inoxidables, etc.
QW-410.6
“Un cambio en el método de saneado de la raíz” Es una buena idea permitir una opción aquí. Si
usted especifica por ejemplo “ el uso de arc-air”, luego se puede asumir que el saneado de raíz se requiere en todos los casos. Si, sin embargo, usted especifica “cuando se requiera” una opción es establecida.
QW-410.25
“Un cambio de soldadura manual o semiautomática a soldadura de maquina o automática y viceversa.”
Esta es otra variable claramente dirigida
que es dependiente del equipo.
QW-410.26
“La adición o eliminación del martillado.” Esta es también una variable usualmente
despreciada. La razón por la cual no es tenida en cuenta es porque es usada raramente en los tiempos actuales, sin embargo, esta tiene que relacionarse. Si usted escoge permitir el martillado, el WPS tiene que describir su uso.
VARIABLES NO ESENCIALES
Recuerde Las variables no esenciales, aunque no requieren
calificación, tienen que ser relacionadas en el WPS. Debido a que estas son “no esenciales”, existe alguna tendencia a no darles una consideración seria. Sin embargo, esto tiene que tenerse presente, un WPS es un procedimiento para hacer una soldadura y todas las variables tienen que ser seguidas.