Embed Size (px)
Citation preview

Quy trình Cán thép
PHẦN 4
QUY TRÌNH CÁN THÉP
42

Quy trình Cán thép
I. QUY TRÌNH VẬN HÀNH LÒ NUNG THÉP THỎI
1. Kiểm tra trước khi nung Thể xây lò Hệ thống nước và thiết bị làm nguội Thiết bị cấp dầu Thiết bị điện.
2. Quy trình đốt lò2.1. Đốt lò khi nhiệt độ nhỏ hơn 500oC
Mở điện, máy nén khí, chỉnh các van và các chế độ khác ở trạng thái hoạt động.
Tẩm dầu vào giẻ, mồi lửa và đưa vào trước miệng vòi phun dầu qua lỗ nghiêng bên hông mỏ đốt.
Sau khi nhiệt độ vùng đồng nhiệt lớn hơn 1200oC, tiến hành điều chỉnh lưu lượng gió và áp suất lò.
2.2. Đốt lò khi nhiệt độ lớn hơn 500oC Tương tự phần 1, bỏ bước 1.2
3. Quy trình dừng lò Tắt bơm dầu, đóng van, làm vệ sinh, tắt gió…
4. Quy trình sấy lò4.1. Kiểm tra giống phần I.4.2. Vệ sinh sạch sẽ, chuẩn bị đầy đủ dụng cụ.4.3. Sấy lò
a) Thời gian sấy lò mới và lò sau đại tu 4 ngày.
b) Thời gian sấy lò sau tiểu tu và trung tu từ 2 – 4 ngày.c) Quy trình sấy Mở hết các cửa lò, kênh khói. Đưa củi vào đốt, tốc độ cho củi vào tùy thuộc từng giai đoạn. Tổng thời gian sấy là 76 giờ, đến khi đạt 540oC. Tiếp theo là sấy dầu, làm sạch tro bụi, xây kín các cửa quan sát. Thời gian sấy dầu là 30 giờ, từ 540oC đến 1200oC. Tuần tự mở từng mỏ đốt để sấy.
43

Quy trình Cán thép
5. Quy trình nạp thỏi thép5.1. Yêu cầu thỏi thép: đạt yêu cầu kỹ thuật và có hồ sơ chất lượng rõ ràng.5.2. Thỏi phải được xếp ngay ngắn trên bàn cấp phôi, tránh để trượt, lệch.5.3. Thường xuyên quan sát sự di chuyển của thỏi trong lò để có biện pháp xử
lý thích hợp, tránh thỏi đi lệch nghiêng, cọ sát tường lò, đùn đống.
6. Quy trình nung6.1. Độ chênh lệch nhiệt độ thỏi nung sau khi nung theo quy định:
Chênh lệch nhiệt độ giữa mặt trên và dưới không quá 30oC. Chênh lệch nhiệt độ theo chiều dài không quá 50oC.
6.2. Thường xuyên kiểm tra hệ thống nước làm nguội, khống chế nhiệt độ nước ra từ 40 – 45oC.
7. Thao tác ra thép:7.1. Chỉ cho ra thép khi có tín hiệu của bên cán.7.2. Tốc độ ra thép phù hợp với tốc độ cán.
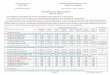
BẢNG CHẾ ĐỘ NHIỆT
TẦN SỐ RA THÉP (s)
NĂNG SUẤT NUNG (tấn/giờ)
CHẾ ĐỘ NHIỆT (oC)Vùng đồng
nhiệtVùng nung
trênVùng nung
dưới
22,5 110 x 1.700: 25,6 100 x 2.000: 25,1
1.260 1.280 1.250
24,0 110 x 1.700: 24,0 100 x 2.000: 23,5
1.250 1.280 1.250
25,7 110 x 1.700: 22,4 100 x 2.000: 21,9
1.250 1.250 1.220
27,6 110 x 1.700: 20,8 100 x 2.000: 20,4
1.240 1.250 1.200
30,0 110 x 1.700: 19,2 100 x 2.000: 18,8
1.220 1.240 1.180
32,7 110 x 1.700: 17,6 100 x 2.000: 17,2
1.200 1.150 1.150
36,0 110 x 1.700: 16,0 100 x 2.000: 15,7
1.200 1.110 1.110
Sai lệch thực tế so với nhiệt độ cài đặt không quá 0,5
44

Quy trình Cán thép
BẢNG CHẾ ĐỘ NHIỆT KHI CHỜ CÁN
Thời gian chờ cán (phút)
CHẾ ĐỘ NHIỆT (oC) Thời gian nâng nhiệt trở
lại cán bình thường (phút)
Vùng đồng nhiệtVùng nung
trênVùng nung
dưới
15 1.200 1.100 1.100 530 1.100 1.100 1.100 1045 1.100 1.000 1.000 20
60 – 120 1.000 900 900 30180 – 360 1.000 800 800 60Trên 360 Ngưng đốt lò
II. QUY TRÌNH CÁN THÉP
1. Chuẩn bị1.1. Kiểm tra thiết bị cơ điện1.2. Kiểm tra thiết bị công nghệ
Kiểm tra chi tiết truyền động như trục nối, bạc trục. Kiểm tra rãnh hình. Kiểm tra thiết bị dẫn, đỡ. Kiểm tra hệ thống cung cấp nước. Chuẩn bị đèn cắt oxy - gas.
2. Thao tác2.1. Chuẩn bị phôi
Phôi phải đảm bảo yêu cầu kỹ thuật, có hồ sơ chất lượng rõ ràng. Phôi được theo dõi, ghi chép đầy đủ trong quá trình cán.
2.2. Quá trình cán: Hàng cán thôo Nhiệt độ bắt đầu cán là 1.050 - 1.100oC.
o Nhiệt độ kết thúc cán 1.000oC
o Loại bỏ phôi không đủ nhiệt độ hoặc có khuyết tật nứt nẻ
45

Quy trình Cán thép
o Bề mặt vật cán: nếu đầu cán bị bể, tòe ít thì tiếp tục cán và báo cho
máy cắt K9 cắt đầu. Nếu đầu cán bị bể, tòe nhiều thì phải loại bỏ vật cán ngay.
o Kiểm tra kích thước, hình dạng vật cán với tần suất 1 mẫu/40 thỏi.
Hàng cán trung, cán tinh và cán dây:o Nhiệt độ bắt đầu cán > 1.000oC
o Nhiệt độ kết thúc cán trung 900oC.
o Nhiệt độ kết thúc cán tinh và cán dây không được nhỏ hơn 800oC.
o Không được có khuyết tật bể, vẩy tòe, oxy hóa. Nếu có thì phải cắt
bỏ khuyết tật này.o Nhịp độ cán đều đặn.
o Lấy mẫu, kiểm tra kích thước, hình dạng vật cán với tần suất 1
mẫu/30 thỏi.o Kiểm tra bề mặt thành phẩm phải láng bóng, không có khuyết tật
nứt, rỗ, nhăn, sứt mẻ, nổi u…
Các yêu cầu trong quá trình vận hành sản xuất:o Căn chỉnh máy cán, không xảy ra va đập giữa các trục cán và các
chi tiết truyền động.o Kiểm tra nước làm nguội trục cán, rãnh hình…
o Thường xuyên kiểm tra, khống chế, kích thước vật cán bằng cách
xác định mức độ mài mòn của rãnh hình.o Khi độ lớn khe hở trục cán nhỏ hơn độ nảy trục thì phải thay lỗ
hình mới.o Độ nảy khe hở cán thô là 4,0 mm; cán trung 1,0 mm; cán dây 0,5
mm.
2.3. Hoàn tất sản phẩm Với thép thanh:o Được làm nguội tự nhiên trên sàn xuống còn 200oC.
o Sau đó cắt phân đoạn, phân loại, đóng bó.
Với thép cuộn:o Thép cuộn được đưa tới máy cuốn dải, đường lăn tải cuộn, thiết bị
thu cuộn. Tốc độ cuốn phải phù hợp với tốc độ cán để đảm bảo vòng thép tròn và đều.
o Bó buộc, kiểm tra, cân, phân loại sản phẩm.
46

Quy trình Cán thép
III. QUY TRÌNH VẬN HÀNH HỆ THỐNG NƯỚC LÀM NGUỘI LÒ NUNG 25T/H
1. Yêu cầu chung Nhiệt độ nước vào tối đa là 32oC Nước khẩn cấp từ tháp vào lò phải đảm bảo đầy liên tục
2. Vận hành2.1. Trước khi cho nước vào thiết bị
Kiểm tra 2 bơm đủ xăng và nhớt, khởi động là nổ Mở van các bơm cấp, đóng điện quạt gió, mở các van xả.
2.2. Hệ thống nước cấp vào và ra lò nung Chỉnh áp suất đầu bơm lớn hơn hoặc bằng 2,6kg/cm2. Sau mỗi lần sửa chữa đường ống, thực hiện thao tác vệ sinh đường
ống cấp vào lò nung.
2.3. Xử lý nước ở tháp khẩn cấp Kiểm tra thường xuyên mực nước ở tháp. Nếu thấy tín hiệu báo thiếu nước thì ngưng lò và bơm nước đậy tháp.
3. Xử lý trường hợp thiết bị có vấn đề3.1. Bơm nước vào ra lò nung hỏng
Đóng điện cho bơm dự phòng hoạt động. Cô lập van đầu vào và ra của van tổng để xử lý.
3.2. Bơm máy nổ hỏng: nhanh chóng sửa chữa nếu không được thì bào cho phòng cơ điện có hướng xử lý.
4. Ngắt nước khi lò ngưng hoạt động lâu: khi ngưng lò vẫn duy trì hệ thống bơm đến khi nhiệt độ trong lò dưới 100oC.
Nguy hiểm tiềm ẩn Biện pháp bảo vệ người và thiết bị
Làm việcMang găng tay, giày chống trượt, bảo vệ tai và kính đeo
Các khu vực bảo dưỡng không được gần khu vực máy cán
Lắp đặt các bục, bệ làm việc.Sử dụng các cấp, nấc chuẩn để bắt chặt
47

Quy trình Cán thép
theo phương pháp thích nghi.
Độ ồnXác định các khu vực có độ ồn caoMang các thiết bị bảo vệ
Cầu thang lên các buồng kiểm soát, buồng phụ hoặc các khu vực làm việc
Có tay cầm, sạch sẽ không dính dầu nhớt.
48