Embed Size (px)
Citation preview
การอบชุบเหล็กกล้าแม่พิมพ์
อุษณีย์ กิตกาํธร
อีเมล์: [email protected]
� ความแข็งแรงและความแกร่งสูง
� ความแข็งสูงเพื�อต้านทานการสึกหรอ
� การคงขนาดและมิติที�แน่นอน
� อายุการใช้งาน
คุณสมบัติของแม่พิมพ์ที�ต้องการ
� แม่พิมพ์ส่วนใหญ่ผลิตโดยการกลึงไสกัดเจาะ
� เหล็กกล้าที�จะนํามาผลิตมาในสภาพแท่งหรือก้อน ส่วนใหญ่มีความแข็งปานกลางถึงตํ�า เหมาะกับการกลึงไสกัดเจาะ
� เพื�อเพิ�มคุณภาพของทั 0งตัวงานที�ผลิต และตัวแม่พิมพ์ ส่วนใหญ่ต้องนําแม่พิมพ์หลังจากกลึงไสและกัด ไปอบชุบทางความร้อนเพื�อเพิ�มความแข็ง
คุณสมบัติของแม่พิมพ์ที�ต้องการ
� วัตถุประสงค์การอบชุบ� เพื�อนําไปขึ 0นรูปและกลึงไส หรือปรับโครงสร้างก่อนนําไปชุบแข็ง�อบอ่อน และอบปกติ
� เพื�อเพิ�มความแข็งและนําไปใช้งาน�ชุบแข็ง
�ชุบผิวแข็ง
การอบชุบเหล็กกล้าแม่พิมพ์
� กลุ่มเหล็กกล้าคาร์บอนและเหล็กกล้าผสมตํ�า เช่น�JIS S50C / AISI1050 / DIN Ck50
� กลุ่มเหล็กกล้าเครื� องมือ เช่น
�JIS SKS41 / AISI S1 / DIN 60WCrV8
�JIS SKD11 /AISI D2 / DIN X165CrMoV12
�JIS SKD61 / AISI H13 / DIN 40CrMoV5
� กลุ่มเหล็กกล้าชั 0นคุณภาพพิเศษเฉพาะงาน เช่น เหล็กกล้าแม่พิมพ์พลาสติก AISI P2, AISIP6 / JIS SKC31
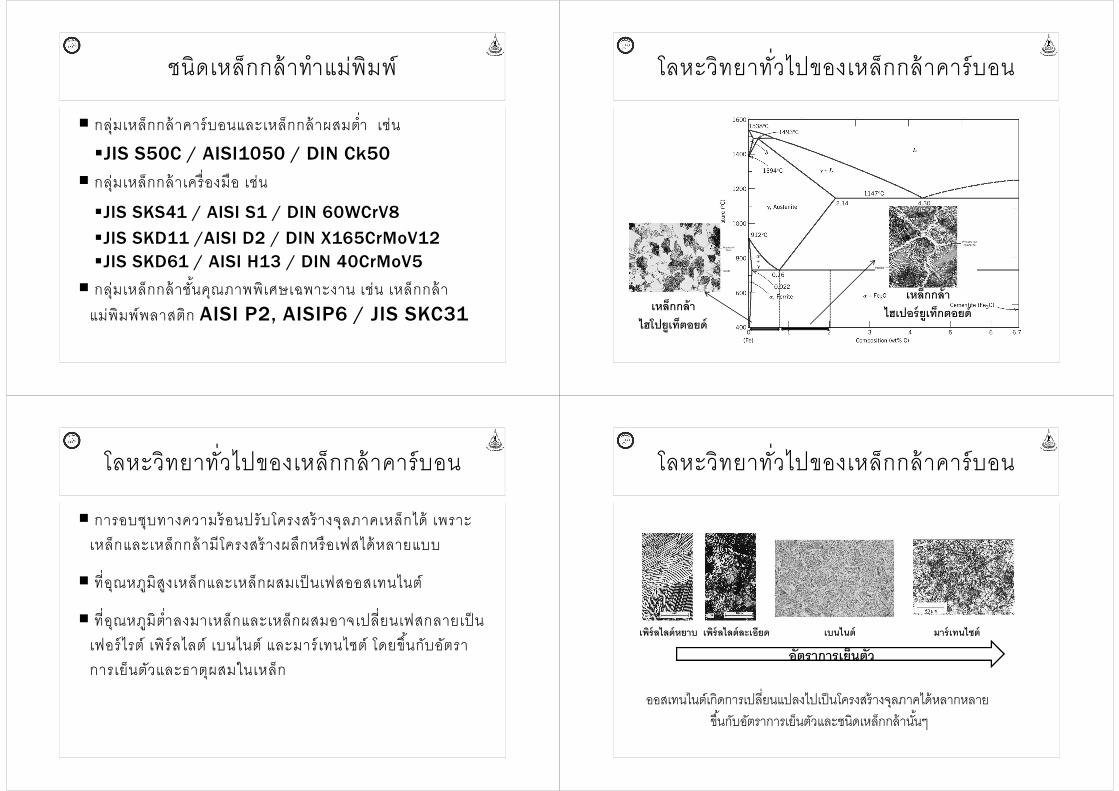
ชนิดเหล็กกล้าทําแม่พิมพ์ โลหะวิทยาทั�วไปของเหล็กกล้าคาร์บอน
เหล็กกล้าไฮโปยูเทต็อยด์
เหล็กกล้าไฮเปอร์ยูเทก็ตอยด์
� การอบชุบทางความร้อนปรับโครงสร้างจุลภาคเหล็กได้ เพราะเหล็กและเหล็กกล้ามีโครงสร้างผลึกหรือเฟสได้หลายแบบ
� ที�อุณหภูมิสูงเหล็กและเหล็กผสมเป็นเฟสออสเทนไนต์
� ที�อุณหภูมิตํ�าลงมาเหล็กและเหล็กผสมอาจเปลี�ยนเฟสกลายเป็นเฟอร์ไรต์ เพิ ร์ลไลต์ เบนไนต์ และมาร์เทนไซต์ โดยขึ 0นกับอัตราการเย็นตัวและธาตุผสมในเหล็ก
โลหะวิทยาทั�วไปของเหล็กกล้าคาร์บอน โลหะวิทยาทั�วไปของเหล็กกล้าคาร์บอน
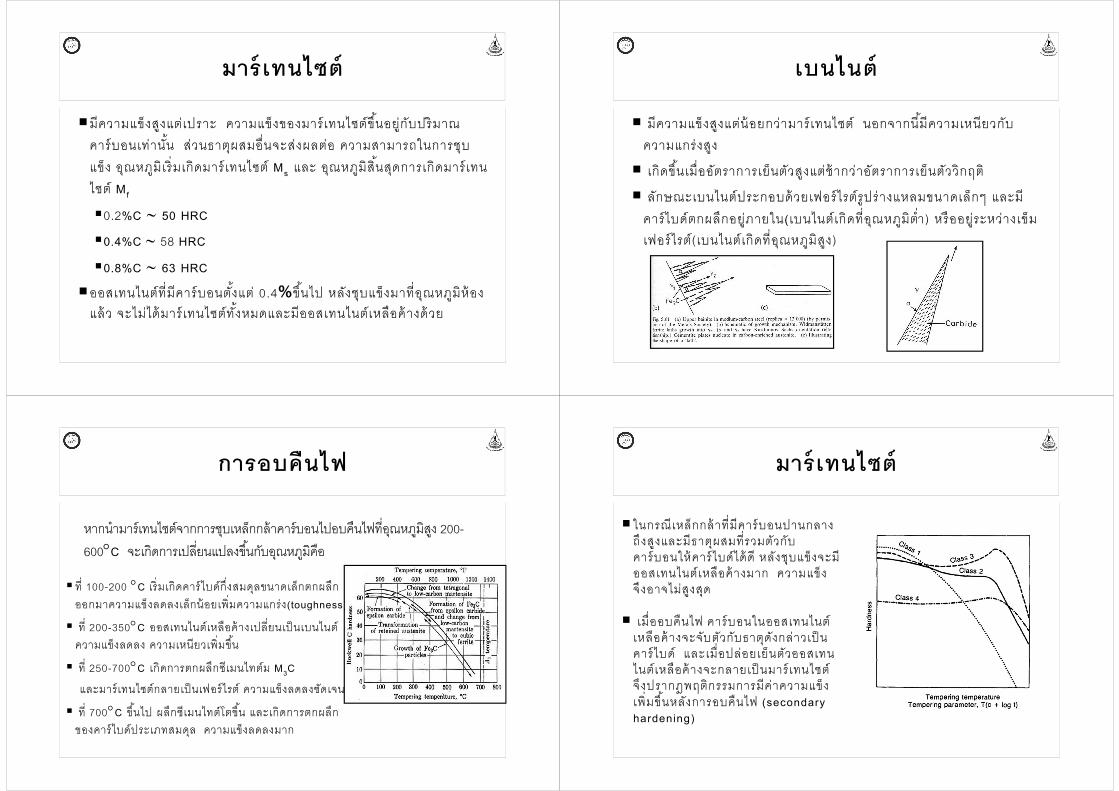
อัตราการเยน็ตัว
ออสเทนไนต์เกิดการเปลี�ยนแปลงไปเป็นโครงสร้างจลุภาคได้หลากหลาย ขึ 0นกบัอตัราการเยน็ตวัและชนิดเหลก็กล้านั 0นๆ
เพริ์ลไลต์หยาบ เพริ์ลไลต์ละเอียด เบนไนต์ มาร์เทนไซต์
� มีความแข็งสูงแต่เปราะ ความแข็งของมาร์เทนไซต์ขึ 0นอยู่กับปริมาณคาร์บอนเท่านั 0น ส่วนธาตุผสมอื�นจะส่งผลต่อ ความสามารถในการชุบแข็ง อุณหภูมิเริ� มเกิดมาร์เทนไซต์ Ms และ อุณหภูมิสิ 0นสุดการเกิดมาร์เทนไซต์ M f
�0.2%C ∼ 50 HRC
�0.4%C ∼ 58 HRC
�0.8%C ∼ 63 HRC
�ออสเทนไนต์ที� มีคาร์บอนตั 0งแต่ 0.4%ขึ 0นไป หลังชุบแข็งมาที�อุณหภูมิห้องแล้ว จะไม่ได้มาร์เทนไซต์ทั 0งหมดและมีออสเทนไนต์เหลือค้างด้วย
มาร์เทนไซต์
� มีความแข็งสูงแต่น้อยกว่ามาร์เทนไซต์ นอกจากนี 0มีความเหนียวกับความแกร่งสูง
� เกิดขึ 0นเมื�ออัตราการเย็นตัวสูงแต่ช้ากว่าอัตราการเย็นตัววิกฤติ
� ลักษณะเบนไนต์ประกอบด้วยเฟอร์ไรต์รูปร่างแหลมขนาดเล็กๆ และมีคาร์ไบด์ตกผลึกอยู่ภายใน(เบนไนต์เกิดที�อุณหภูมิตํ�า) หรืออยู่ระหว่างเข็มเฟอร์ไรต์(เบนไนต์เกิดที�อุณหภูมิสูง)
เบนไนต์
� ที� 100-200 °C เริ�มเกิดคาร์ไบด์กึ�งสมดุลขนาดเล็กตกผลึกออกมาความแข็งลดลงเล็กน้อยเพิ�มความแกร่ง(toughness)
� ที� 200-350°C ออสเทนไนต์เหลือค้างเปลี�ยนเป็นเบนไนต์ ความแข็งลดลง ความเหนียวเพิ�มขึ 0น
� ที� 250-700°C เกิดการตกผลึกซีเมนไทต์ม M3C
และมาร์เทนไซต์กลายเป็นเฟอร์ไรต์ ความแข็งลดลงชัดเจน
� ที� 700°C ขึ 0นไป ผลึกซีเมนไทต์โตขึ 0น และเกิดการตกผลึกของคาร์ไบด์ประเภทสมดุล ความแข็งลดลงมาก
การอบคืนไฟ
หากนํามาร์เทนไซต์จากการชบุเหลก็กล้าคาร์บอนไปอบคืนไฟที�อณุหภมูิสงู 200-600°C จะเกิดการเปลี�ยนแปลงขึ 0นกบัอณุหภมูิคือ
� ในกรณีเหล็กกล้าที� มีคาร์บอนปานกลางถึงสูงและมีธาตุผสมที�รวมตัวกับคาร์บอนให้คาร์ไบด์ได้ดี หลังชุบแข็งจะมีออสเทนไนต์เหลือค้างมาก ความแข็งจึงอาจไม่สูงสุด
� เมื�ออบคืนไฟ คาร์บอนในออสเทนไนต์เหลือค้างจะจับตัวกับธาตุดังกล่าวเป็นคาร์ไบด์ และเมื�อปล่อยเย็นตัวออสเทนไนต์เหลือค้างจะกลายเป็นมาร์เทนไซต์ จึงปรากฎพฤติกรรมการมีค่าความแข็งเพิ�มขึ 0นหลังการอบคืนไฟ (secondary
hardening)
มาร์เทนไซต์
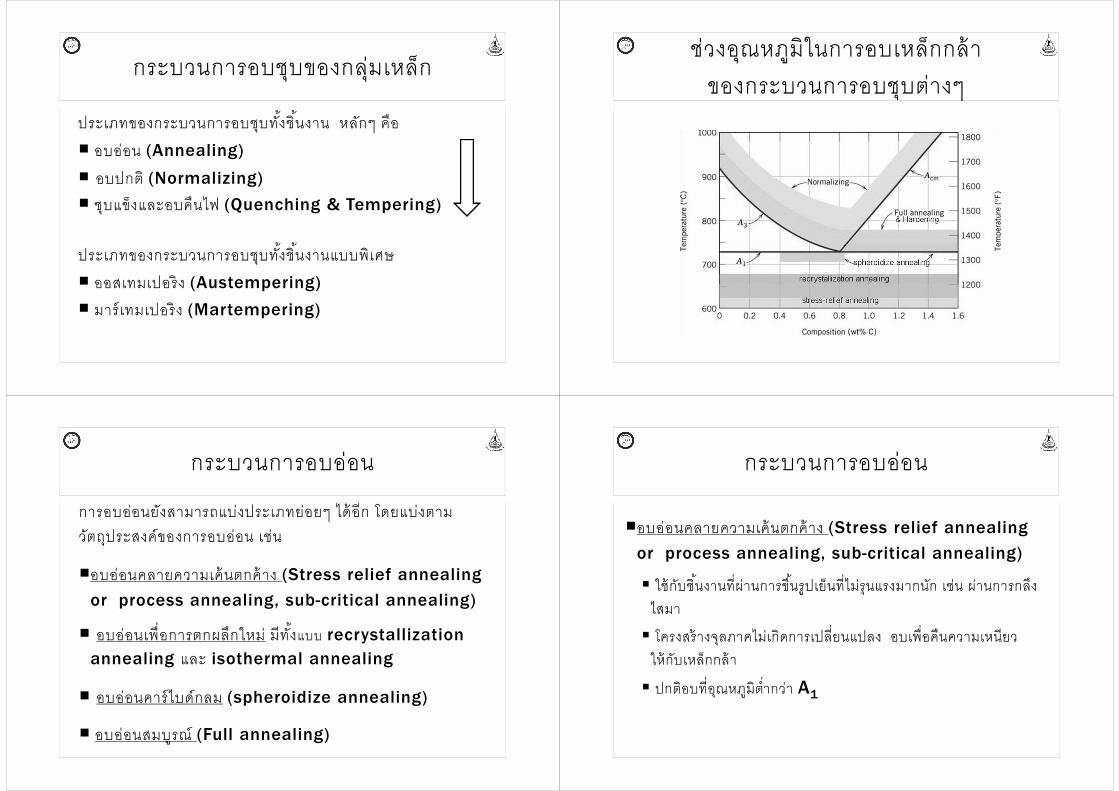
ประเภทของกระบวนการอบชุบทั 0งชิ 0นงาน หลักๆ คือ� อบอ่อน (Annealing)
� อบปกติ (Normalizing)
� ชุบแข็งและอบคืนไฟ (Quenching & Tempering)
ประเภทของกระบวนการอบชุบทั 0งชิ 0นงานแบบพิเศษ� ออสเทมเปอริง (Austempering)
� มาร์เทมเปอริง (Martempering)
กระบวนการอบชุบของกลุ่มเหล็กช่วงอุณหภูมิในการอบเหล็กกล้า
ของกระบวนการอบชุบต่างๆ
การอบอ่อนยังสามารถแบ่งประเภทย่อยๆ ได้อีก โดยแบ่งตามวัตถุประสงค์ของการอบอ่อน เช่น
�อบอ่อนคลายความเค้นตกค้าง (Stress relief annealing
or process annealing, sub-critical annealing)
� อบอ่อนเพื�อการตกผลึกใหม่ มีทั 0งแบบ recrystallization
annealing และ isothermal annealing
� อบอ่อนคาร์ไบด์กลม (spheroidize annealing)
� อบอ่อนสมบูรณ์ (Full annealing)
กระบวนการอบอ่อน
�อบอ่อนคลายความเค้นตกค้าง (Stress relief annealing
or process annealing, sub-critical annealing)
� ใช้กับชิ 0นงานที�ผ่านการขึ 0นรูปเย็นที�ไม่รุนแรงมากนัก เช่น ผ่านการกลึงไสมา
� โครงสร้างจุลภาคไม่เกิดการเปลี�ยนแปลง อบเพื�อคืนความเหนียวให้กับเหล็กกล้า
� ปกติอบที�อุณหภูมิตํ�ากว่า A1
กระบวนการอบอ่อน
� อบอ่อนเพื�อการตกผลึกใหม่ มีทั 0งแบบ recrystallization
annealing และ isothermal annealing
� ใช้กับชิ 0นงานที�ผ่านการขึ 0นรูปเย็นมาอย่างรุนแรง เช่น การดึงขึ 0นรูป อัดขึ 0นรูป รีดขึ 0นรูป เป็นต้น อบเพื�อปรับรูปร่างและขนาดเกรน
�recrystallization annealing อุณหภูมิที�อบอยู่เหนืออุณหภูมิการตกผลึกใหม่ และให้คงที�เป็นระยะเวลาหนึ�งๆ
�isothermal annealing อุณหภูมิที�อบเริ�มต้นอยู่ในช่วงที�เกิดเป็นออสเทนไนต์ได้บางส่วน (intercritical temperature) แล้วปล่อยเย็นตัวลงมาที�อุณหภูมิตํ�ากว่า A1 เพื�อให้เกิดเพิร์ลไลต์
กระบวนการอบอ่อน
� อบอ่อนคาร์ไบด์กลม (spheroidizing annealing หรือ soft
annealing)
�เพื�อปรับคาร์ไบด์ให้กลมมน และไม่มีความต่อเนื�องเพื�อที�จะนําไปกลึงไสได้ง่าย
�ใช้กับเหล็กกล้าที�มีคาร์บอนปานกลางถึงคาร์บอนสูง
�อบที�อุณหภูมิตํ�ากว่า A1 เล็กน้อยเป็นเวลานานๆ ประมาณ 24 ชม.
�หรืออบที�อุณหภูมิตํ�ากว่าและสูงกว่า A1 เล็กน้อยสลับกันไปมา�หรืออบที�อุณหภูมิสูงกว่า A1 จากนั 0นปล่อยเย็นตัวในเตาลงมาที�
อุณหภูมิตํ�ากว่า A1 เพียงเล็กน้อยแล้วคงไว้เป็นเวลานานๆ
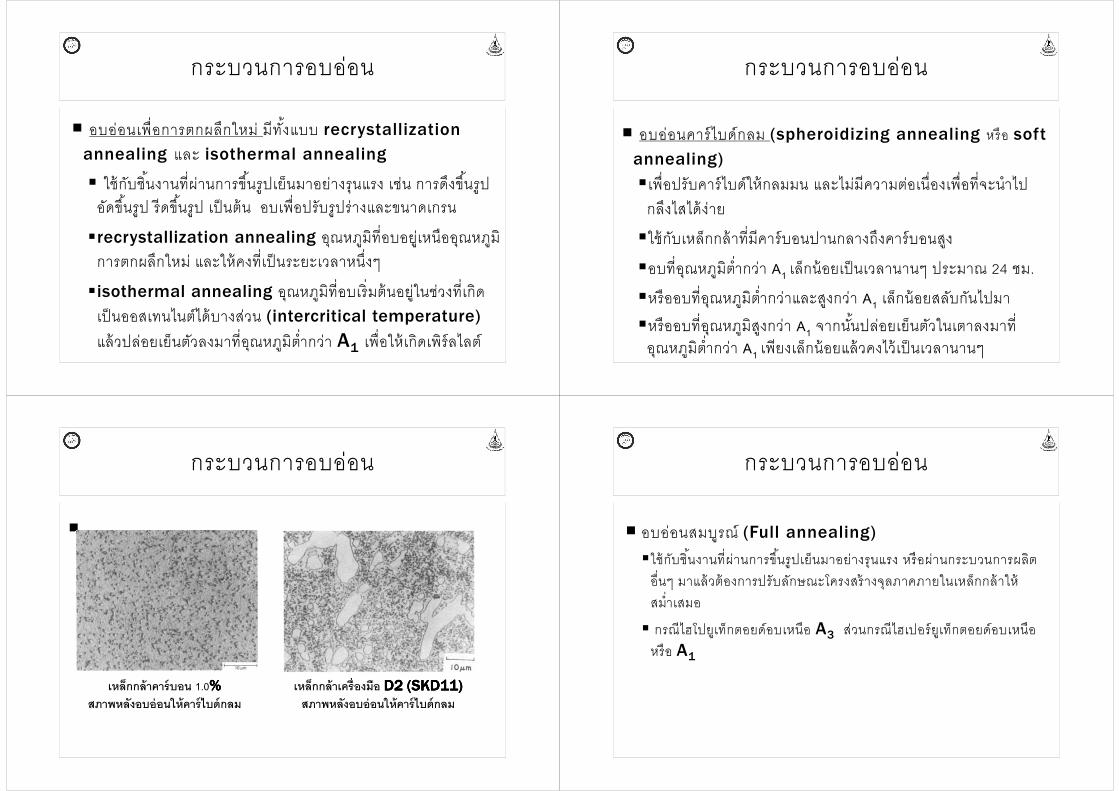
กระบวนการอบอ่อน
�
กระบวนการอบอ่อน
เหล็กกล้าคาร์บอน 1.0% % % % สภาพหลังอบอ่อนให้คาร์ไบด์กลม
เหล็กกล้าเครื/องมือ DDDD2 2 2 2 (SKD(SKD(SKD(SKD11111111)))) สภาพหลังอบอ่อนให้คาร์ไบด์กลม
� อบอ่อนสมบูรณ์ (Full annealing)
�ใช้กับชิ 0นงานที�ผ่านการขึ 0นรูปเย็นมาอย่างรุนแรง หรือผ่านกระบวนการผลิตอื�นๆ มาแล้วต้องการปรับลักษณะโครงสร้างจุลภาคภายในเหล็กกล้าให้สมํ�าเสมอ
� กรณีไฮโปยูเท็กตอยด์อบเหนือ A3 ส่วนกรณีไฮเปอร์ยูเท็กตอยด์อบเหนือ หรือ A1
กระบวนการอบอ่อน
� เป็นการปรับปรุงโครงสร้างให้มีความสมํ�าเสมอ ช่วงการอบคล้ายกับการอบอ่อนสมบูรณ์ แต่อัตราการเย็นตัวเร็วกว่า โดยการให้เย็นในอากาศ
� การอบปกติให้ขนาดเกรนเล็กละเอียดกว่า ให้ความแข็งแรงสูง กว่าการอบอ่อนสมบูรณ์
� ในเชิงพาณิชย์นิยมอบปกติมากกว่าอบอ่อนสมบูรณ์เนื�องจากไม่ต้องคุมการเย็นตัวในเตา ใช้เวลาในช่วงการเย็นตัวสั 0นกว่า กําลังการผลิตจึงสูงกว่า
� ในเหล็กกล้าเครื� องมือส่วนใหญ่ ไม่นิยมใช้การอบปกติ
การอบปกติ
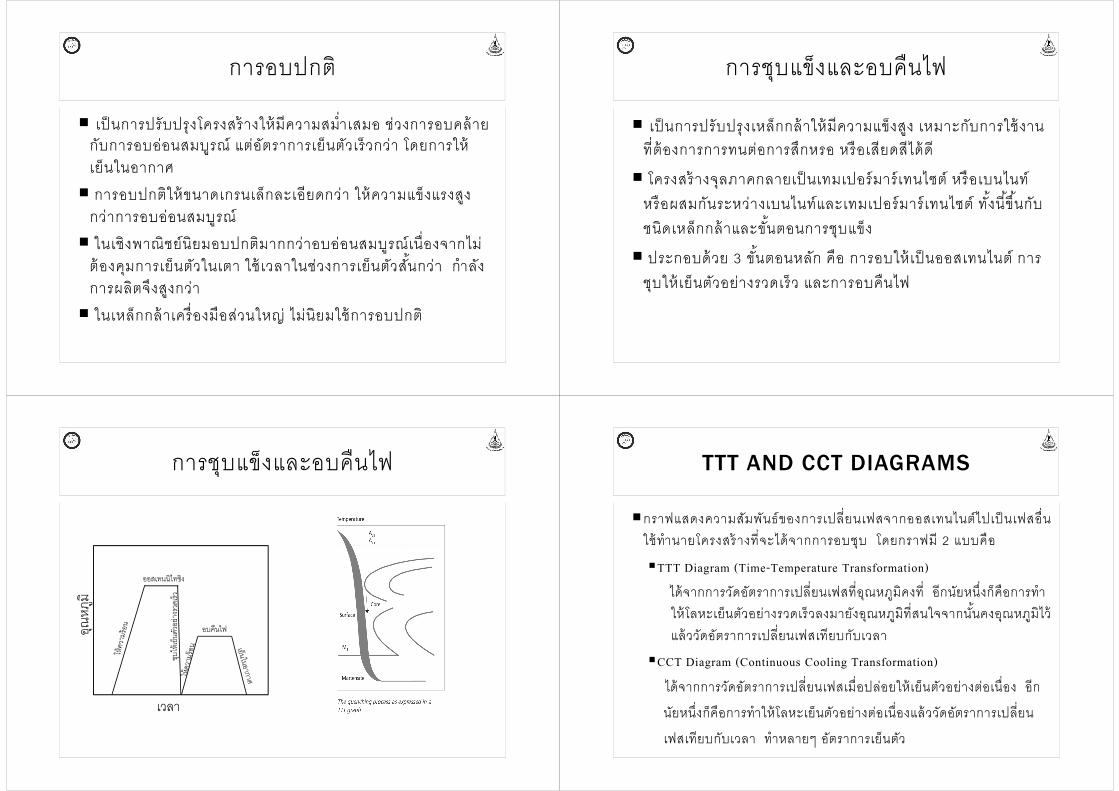
� เป็นการปรับปรุงเหล็กกล้าให้มีความแข็งสูง เหมาะกับการใช้งานที� ต้องการการทนต่อการสึกหรอ หรือเสียดสีได้ดี
� โครงสร้างจุลภาคกลายเป็นเทมเปอร์มาร์เทนไซต์ หรือเบนไนท์ หรือผสมกันระหว่างเบนไนท์และเทมเปอร์มาร์เทนไซต์ ทั 0งนี 0ขึ 0นกับชนิดเหล็กกล้าและขั 0นตอนการชุบแข็ง
� ประกอบด้วย 3 ขั 0นตอนหลัก คือ การอบให้เป็นออสเทนไนต์ การชุบให้เย็นตัวอย่างรวดเร็ว และการอบคืนไฟ
การชุบแข็งและอบคืนไฟ
การชุบแข็งและอบคืนไฟ
อณุหภ
มูิ
เวลา
ออสเทนนิไทซิง
ชบุให้
เย็นต
วัอยา่
งรวด
เร็ว
อบคืนไฟ
TTT AND CCT DIAGRAMS
�กราฟแสดงความสัมพันธ์ของการเปลี�ยนเฟสจากออสเทนไนต์ไปเป็นเฟสอื�น ใช้ทํานายโครงสร้างที�จะได้จากการอบชุบ โดยกราฟมี 2 แบบคือ
�TTT Diagram (Time-Temperature Transformation)
ได้จากการวัดอัตราการเปลี�ยนเฟสที�อุณหภูมิคงที� อีกนัยหนึ�งก็คือการทําให้โลหะเย็นตัวอย่างรวดเร็วลงมายังอุณหภูมิที�สนใจจากนั 0นคงอุณหภูมิไว้แล้ววัดอัตราการเปลี�ยนเฟสเทียบกับเวลา
�CCT Diagram (Continuous Cooling Transformation)
ได้จากการวัดอัตราการเปลี�ยนเฟสเมื�อปล่อยให้เย็นตัวอย่างต่อเนื�อง อีก
นัยหนึ�งก็คือการทําให้โลหะเย็นตัวอย่างต่อเนื�องแล้ววัดอัตราการเปลี�ยน
เฟสเทียบกับเวลา ทําหลายๆ อัตราการเย็นตัว
�
CCT AND TTT DIAGRAMS
�
CCT AND TTT DIAGRAMS
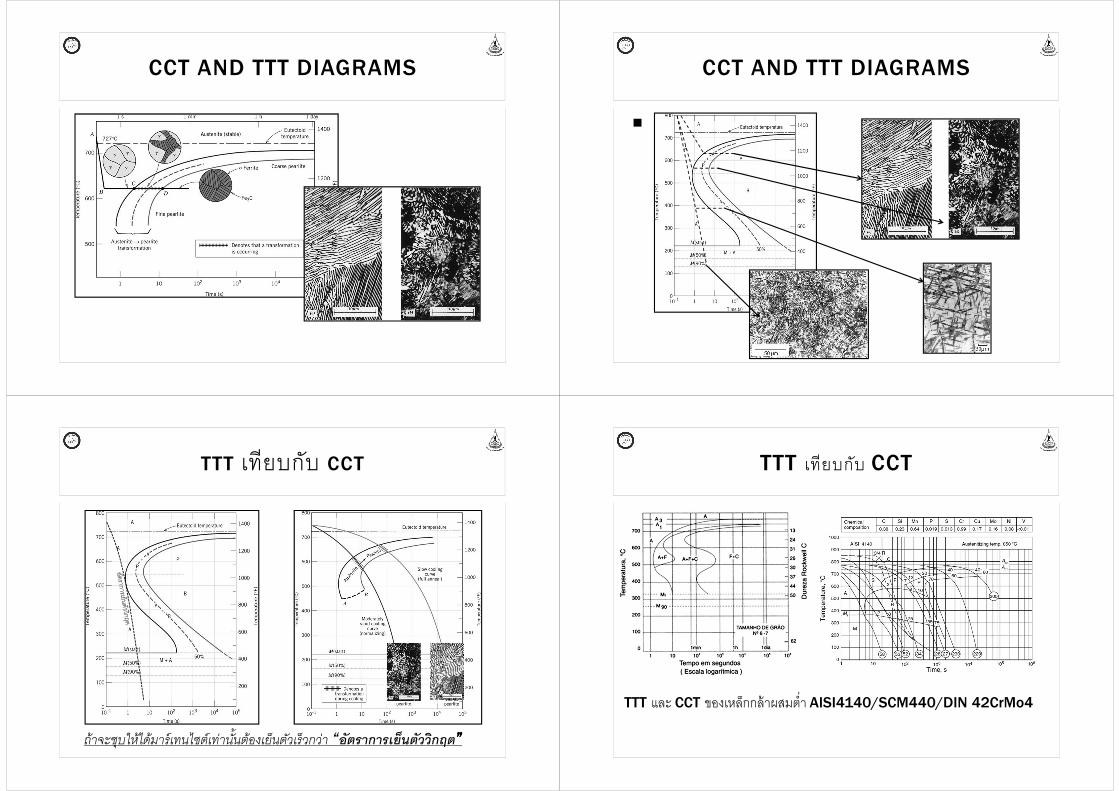
TTT เทียบกับ CCT
ถา้จะชบุใหไ้ดม้าร์เทนไซต์เท่านั�นตอ้งเย็นตวัเร็วกว่า “อัตราการเยน็ตัววกิฤต””””
TTT เทียบกับ CCT
TTT และ CCT ของเหลก็กล้าผสมตํ�า AISI4140/SCM440/DIN 42CrMo4
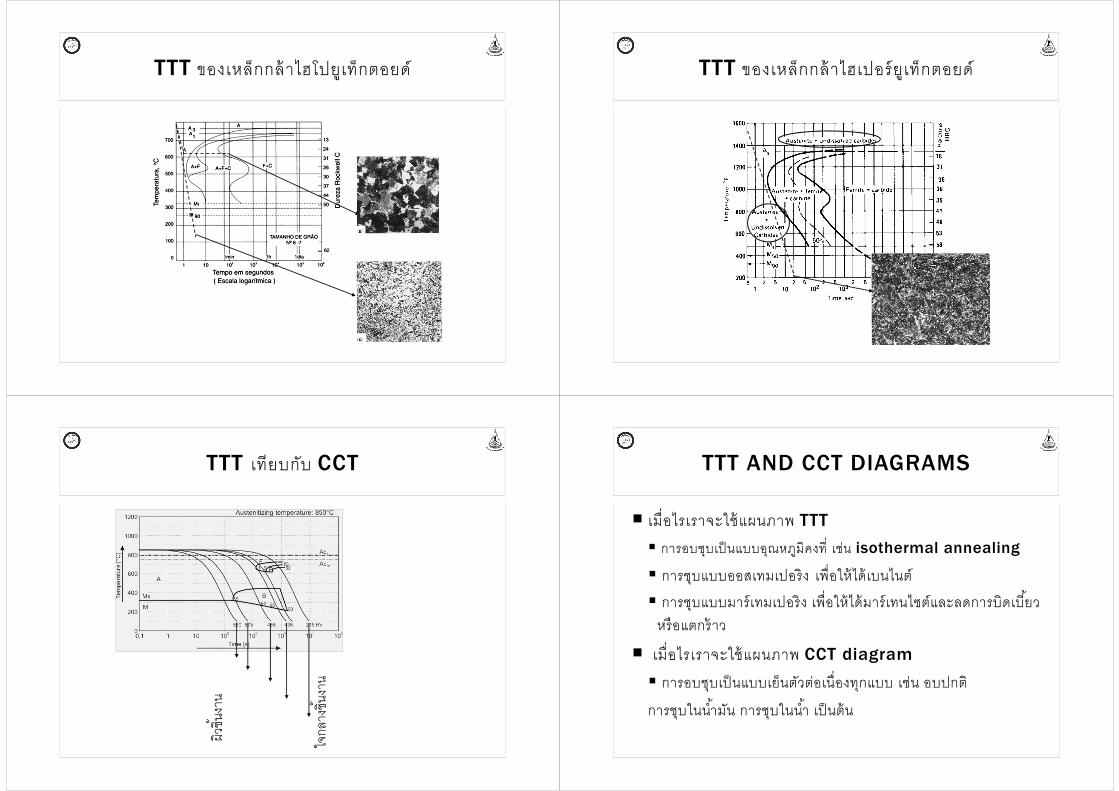
TTT ของเหล็กกล้าไฮโปยูเท็กตอยด์
TTT ของเหล็กกล้าไฮเปอร์ยูเท็กตอยด์
TTT เทียบกับ CCT
ผิวชิ0น
งาน
ใจกล
างชิ0น
งาน
� เมื�อไรเราจะใช้แผนภาพ TTT
� การอบชุบเป็นแบบอุณหภูมิคงที� เช่น isothermal annealing
� การชุบแบบออสเทมเปอริง เพื�อให้ได้เบนไนต์� การชุบแบบมาร์เทมเปอริง เพื�อให้ได้มาร์เทนไซต์และลดการบิดเบี 0ยว
หรือแตกร้าว
� เมื�อไรเราจะใช้แผนภาพ CCT diagram
� การอบชุบเป็นแบบเย็นตัวต่อเนื�องทุกแบบ เช่น อบปกติ
การชุบในนํ 0ามัน การชุบในนํ 0า เป็นต้น
TTT AND CCT DIAGRAMS





























