Embed Size (px)
Citation preview

TRATAMIENTOS TERMOQUÍMICOS
Los tratamientos vistos en los capítulos anteriores consistían en procesos decalentamiento y enfriamiento exclusivamente. Hay, sin embargo, otrostratamientos en los que además se modifica la composición del acero en una capasuperficial con la adición de carbono, nitrógeno, etc, denominándose por esta razóntermoquímicos.
Los principales tratamientos termoquímicos son los siguientes: cementación,nitruración, cianuración, carbonitruración y sulfinuzación.
1.- Cementación
La cementación consiste en carburar una capa superficial del acero, rodeándola deun producto carburante y calentándola a temperatura adecuada. Una vezterminada la operación, se templa y reviene la pieza, quedando con gran durezasuperficial y buena tenacidad en el núcleo.
Los aceros empleados son de bajo contenido de carbono, no superior a 0,30%,utilizándose también aceros aleados con níquel, cromo y molibdeno, especialmenteadecuados para la cementación.
La operación se realiza entre 850 a 950°C, es decir, con el acero en estadoaustenítico y el hierro en forma de hierro gamma, que es cuando tiene mayorcapacidad de disolución del carbono. Una vez absorbido por la capa periférica delacero, tiene lugar un proceso de difusión del carbono hacia el interior de la pieza.
Acero cementado Heva CNC de 0,10% de C, 0,65% de Cr y 3% de Ni. x 100.

La proporción de carbono de la capa cementada aumenta con la temperatura decementación, pudiendo llegar hasta 1,76% de Carbono a 1.130°C. En general, lasproporciones de carbono que se consideran más adecuadas oscilan entre 0,50 a0,90%, con las que se consiguen después del temple durezas de 60 a 65 Rockwell-C.No conviene pasar del 0,90% de carbono, pues a partir del 1% se forman carburosy redes de cementita que debilitan la capa cementada y tiende a descascarillarse.Para evitar este accidente en caso de exceso de carbono en la capa cementada, seles da a las piezas un recocido de difusión de 800 a 900°C, en una atmósferaapropiada, con lo cual, además de disminuir el porcentaje de carbono, se uniformizala composición.
El espesor de la capa cementada depende de la temperatura y del tiempo que durala operación. El espesor más corriente varía de 0,5 a 1,5mm. A veces, sin embargo,se utilizan espesores inferiores a 0,50mm para piezas pequeñas que no han desufrir rectificado posterior. Excepcionalmente se cementan capas de 3 a 4 mm enla construcción de chapas para blindajes.
Respecto a las materias cementantes, pueden ser sólidas, líquidas a la temperaturade cementación (baños de sales) y gaseosas.
Cementantes sólidos
Puede emplearse para la cementación carbón vegetal, cok, huesos calcinados, etc.Sin embargo, con carbón sólo no se consiguen porcentajes de carbono en la capacementada superiores al 0,60%. Por eso se acostumbra a mezclarlo con carbonatosalcalinos o alcalinotérreos.
Una mezcla muy utilizada es el cementante Caron, compuesto del 60% de carbónvegetal triturado en trozos de unos 4 mm., y el 40% de carbonato bárico. Estamezcla puede mejorarse sustituyendo parte del carbonato bárico por carbón decok, con lo que se consigue mejorar la velocidad de penetración del calor a travésdel cementante y uniformar su temperatura, sin que quede debilitada la accióncarburante del cementante Caron.
Puede sustituirse el carbonato bárico en la mezcla anterior por carbonato cálcico ocarbonato sódico.
Las piezas que se han de cementar se colocan en cajas especiales de fundición, dechapa o de acero inoxidable, rodeadas del material cementante. Estas cajas estánprovistas de patas o se colocan sobre tacos en el horno, para que el calentamientosea más uniforme. Una vez preparadas, se cierran con una tapa metálica del mismomaterial que el resto de la caja y se tapan herméticamente con barro refractario.Con cementante Caron se consigue aproximadamente una capa cementada de0,15mm por cada hora de permanencia en el horno a la temperatura de 900°C.

Espesores de capa cementada según la temperatura y duración de la cementación concementante sólido Caron.
Las mezclas cementantes deben renovarse periódicamente, utilizando,aproximadamente, cuatro partes de mezcla usada y una nueva.
Cementantes líquidos (baños de sales)
Los baños de sales fundidas se utilizan mucho para cementación de piezaspequeñas, pues resulta este procedimiento más rápido y sencillo que la cementacióncon materias sólidas.
Las sales para cementar están formadas generalmente por cianuro sódico y otrassales, en proporción variable según la profundidad de la penetración que se deseaobtener.
Para espesores de capa cementada de 0,2 a 1,5 mm se utilizan sales de la siguientecomposición:
Cianuro sódico 20%Cloruro bárico 30%Cloruro sódico 25%Carbonato sódico 25%
Para obtener espesores comprendidos entre 1 y 3 mm, se puede utilizar lasiguiente composición:
Cianuro sódico 10%Cloruro bárico 55%Cloruro sódico 10%Carbonato sódico 15%Cloruro potásico 10%

A medida que se realizan operaciones de cementación en un baño de sales, varía sucomposición. Para mantenerla en límites adecuados, se añaden sales nuevas quecontienen todos los elementos necesarios, o bien mezclas de dos o tres sales, enlas cantidades determinadas por los fabricantes.
El espesor de la capa cementada depende, además, de la composición del baño, dela temperatura y, sobre todo, de la duración del tratamiento.
Espesores de capa cementada según la concentración de cianuros, la temperatura y laduración de la operación con cementantes líquidos (sales).
Debe recubrirse la superficie de los baños con escamas de grafito u otro productoque impida su oxidación, para evitar pérdidas considerables de cianuro.
Los hornos de sales deben estar cubiertos por campanas para la evacuación de losgases, que son muy venenosos.
Cementantes gaseosos
La cementación con gases se efectúa colocando las piezas en una atmósferacarburante a las temperaturas de cementación, de 850 a 900°C.
La atmósfera carburante está formada por una mezcla de un gas activo y un gasportador. El gas activo es generalmente metano, aunque puede utilizarse tambiénpropano y butano. El gas portador es una mezcla de óxido de carbono, hidrógeno ynitrógeno, con pequeños porcentajes de vapor de agua, anhídrido carbónico, etc.
El espesor de la capa cementada depende, como siempre, en su mayor parte, de laduración de la operación, pudiendo obtenerse en 8 horas hasta 1,5 mm. de espesor.
El porcentaje de carbono de la capa cementada depende de la temperatura de lacementación.

En muchas ocasiones, después de haber carburado a elevada temperatura, semantienen las piezas a unos 800°C en atmósfera neutra, para mejorar la difusióndel carbono en la capa cementada.
Ventajas e inconvenientes de los distintos cementan tes
Los cementantes sólidos son fáciles de utilizar, pero resultan caros de aplicar, porel consumo de combustible y coste de la preparación de las piezas en las cajas.Además, las temperaturas son muy desiguales en las cajas grandes.
Los cementantes líquidos son de acción más rápida y de más sencilla aplicación quelos sólidos. Se aplican mucho para piezas pequeñas de fabricación en serie. Tienenel inconveniente de que las sales utilizadas son todas muy venenosas.
Los cementantes gaseosos son los mejores y más económicos para cementarmuchas piezas rápidamente, pudiendo cementarse grandes espesores. Suinconveniente principal, casi el único, es la carestía de las instalaciones especialesque necesitan, que impide su utilización en los talleres pequeños.
Tratamientos térmicos de las piezas cementadas
Los tratamientos térmicos de las piezas cementadas son un poco complicadosdebido a la diversidad del porcentaje de carbono entre el núcleo y la capacementada. Los aceros de cementación contienen alrededor del 0,20% de carbono.En cambio, la capa cementada suele quedar con un porcentaje de un 0,80 a un0,90%.
Las temperaturas de austenización, como se recordará, varían según el porcentajede carbono, siendo la de los aceros al carbono de 0,10 a 0,20% de carbono próximaa los 900°C; y, en cambio, la de los aceros de 0,80% de carbono no llega a 750°C.
Por tanto, si damos al acero un calentamiento a 900°C, la capa cementada quedarátemplada; pero como se ha sobrecalentado mucho por encima de los 750°C, que erasu temperatura de austenización, habrá aumentado el tamaño de su grano y suestructura final será muy frágil. En cambio, el núcleo de 0,20% de carbonoquedará templado correctamente.
Si calentamos el acero cementado a 750°C, la capa cementada quedará templadacorrectamente, pero el núcleo quedará sin templar.
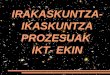
Con los aceros cementados se emplean los siguientes tratamientos:

Diagrama de los tratamientos térmicos utilizados después de la cementación: A), temple desdela temperatura de cementación; B), temple a temperaturas entre A1, y A3; C), temple a tempe-raturas superiores a A3; D), temple doble; E), austempering.
A) TEMPLE DIRECTO DESDE LA TEMPERATURA DE CEMENTACIÓN YREVENIDO: Se emplea sólo cuando se cementa en baño de sales o con gases, yúnicamente para piezas de pequeño espesor inferior a 0,5 mm.
Las piezas quedan con gran dureza en la capa cementada y en el núcleo; pero si losaceros no son de grano muy fino crecerá mucho a la temperatura de cementación yla martensita obtenida será frágil. Además se producen grandes deformaciones.
B) TEMPLE A TEMPERATURAS INFERIORES A A3 y REVENIDO: Se dejanenfriar las piezas lentamente, una vez cementadas. Después se calientan atemperaturas superiores a A1 pero inferiores a A3; se templan y se revienenfinalmente.
La capa cementada quedará templada, pero el núcleo quedará sin templar. Como elcalentamiento ha sido a temperatura relativamente baja, no se habrá afinado elgrano, que habrá crecido a la temperatura de cementación. Se producen pocasdeformaciones.
Se utiliza este tratamiento para aceros de alta aleación y grano fino.
C) TEMPLE A TEMPERATURAS SUPERIORES A A3 y REVENIDO: Después de lacementación se enfrían las piezas lentamente y a continuación se calientan a unatemperatura superior a A3, se templan y se revienen finalmente. Tanto la capacementada como el núcleo quedarán templados. Como el calentamiento ha sido atemperatura superior a A3, se habrá afinado el grano del acero del núcleo, por loque quedará éste en muy buenas condiciones después del revenido. En cambio, lacapa cementada quedará algo frágil por haber sido sobrecalentada muy por encimade su temperatura de austenización.
Se emplea este tratamiento para aceros de aleación media y grano fino, cuando sequiere obtener la máxima resistencia en el núcleo.

D) DOS TEMPLES A TEMPERATURAS SUPERIORES A A3 y A1 Y REVENIDOFINAL: Este es el tratamiento racional de los aceros cementados, que antes seempleaba mucho para piezas de gran responsabilidad.
En el primer temple, a temperatura superior a A3, quedará toda la pieza templada,pero con la capa cementada sobrecalentada y con grano grueso, como en el templeC. En el segundo temple, a temperatura superior a A1, quedará corregido elsobrecalentamiento de la capa cementada, mejorando su estructura, que quedaráen forma de una martensita fina de gran dureza. Por otra parte, el núcleo quedarácon menor dureza y mayor tenacidad.
Este tratamiento ha caído un poco en desuso al disponer modernamente de acerosde grano fino con elementos aleados que limitan su crecimiento.
E) REVENIDOS: Los revenidos después de todos los temples descritos se hacen atemperaturas entre 150 y 200°C, teniendo como misión casi únicamente reducirtensiones, pues la martensita del núcleo cuyo contenido de carbono es muy bajo,queda después del temple con una tenacidad bastante buena.
F) AUSTEMPERING y MARTEMPERING: Pueden también aplicarse estos dostratamientos a las piezas cementadas cuando se quiere reducir al mínimo lasdeformaciones en el temple.
2.- Nitruración
La nitruración es un tratamiento que tiene por objeto aportar nitrógeno a la capasuperficial de los aceros, con lo que se consigue endurecerla extraordinariamente.La operación se realiza calentando las piezas a unos 500°C en una corriente deamoníaco durante 1 a 4 días.
Instalación para nitruración de aceros.

La dureza se atribuye a la formación de nitruros de los elementos de aleación deacero, principalmente de Al, Cr, Mo, etc.
Los espesores de la capa nitrurada más empleados varían entre 0,20 a 0,70mm,según la duración de la operación, consiguiéndose aproximadamente un espesor de0,30mm por día.
Profundidad de nitruración a 500°C, según la duración de la operación.
La temperatura no suele pasar de 500°C, pues si se operase a mayor temperaturase obtendrían capas nitruradas muy frágiles. Precisamente el operar a bajatemperatura es una de las ventajas de la nitruración, pues así no hay aumento deltamaño del grano ni es preciso someter las piezas a ningún tratamiento posterior,ni a ninguna operación de acabado, puesto que no sufren prácticamentedeformaciones, bastando, en el peor de los casos, un ligero rectificado.
Las piezas nitruradas se templan siempre y revienen; pero, a diferencia de lacementación, el tratamiento se efectúa antes y no después de la nitruración. Yesto es porque el tratamiento térmico no sólo no aportaría a la capa nitruradaninguna mejora, sino que la perjudicaría y además produciría deformaciones en lapieza. En cambio, templados los aceros antes de la nitruración, resisten mejor lasfuertes presiones ejercidas por la capa nitrurada sobre el núcleo.
Con la nitruración se obtienen durezas muy elevadas, superiores a los 1.000 Vickers(78 HRc), que se mantienen a temperaturas cercanas a los 500ºC. Se confiere alas piezas resistencia a la corrosión del agua dulce, agua salada, atmósferashúmedas, etc. No produce deformaciones en las piezas. Tienen el inconveniente deque sólo pueden nitrurarse aceros especiales, y de que las instalaciones para lanitruración resultan costosas para talleres pequeños.

Durezas comprobadas en un acero cromoníquel cementado y templado y otro nitrurado,calentados durante 24 horas a diferentes temperaturas.
Ensayos de corrosión con agua de mar en una probeta de acero nitrurado y otra de acerodulce.
3.- Cianuración
La cianuración es un tratamiento que tiene por objeto endurecer una capasuperficial del acero, por la acción combinada del carbono y del nitrógeno. Puedeconsiderarse, por tanto, la nitruración como un procedimiento mixto decementación y nitruración.
El tratamiento se realiza calentando las piezas de 750° a 950° en un baño decianuro sódico (30-40%), carbonato sódico (30-40%) y cloruro sódico (20-30%).La temperatura de fusión del baño es de unos 600°C.
El nitrógeno obtenido de la descomposición de los baños se combina con el aceroformando nitruros igual que en la nitruración. Y el carbono se disuelve en el hierrogamma, ya que a la temperatura de la operación se encuentra el acero en estadoaustenítico.

El espesor de la capa cianurada depende de la duración del tratamiento,consiguiéndose capas duras de 0,30 mm de profundidad en unos 50 minutos.
La cianuración se emplea para endurecer piezas de acero de bajo contenido decarbono y también de contenido medio utilizando baños con concentraciones decianuro del 40%.
La cianuración tiene el inconveniente de que no se consiguen capas duras muyprofundas. Además, los cianuros son muy venenosos y hay que manejados conmucho cuidado, colocando los crisoles bajo campanas de aspiración de gases,dotadas de ventiladores adecuados.
4.- Carbonitruración
La carbonitruración es un tratamiento con el que se consigue endurecer una capasuperficial de los aceros por la absorción simultánea de carbono y nitrógeno.
Se ha llamado a la carbonitruración cianuración gaseosa, pues los fines de ambostratamientos son los mismos, aunque varía el medio empleado, ya que la cianuraciónse realiza por medio de cianuros en estado líquido a la temperatura de la operación,y la carbonitruración, por medio de gases.
La operación se desarrolla de una manera muy parecida a la cementación gaseosa.Se utiliza un gas portador formado generalmente por el 21% de CO, 40%de H2,35% de N2, 1% de CH4 y pequeñas cantidades de CO2, O2, vapor de agua y un gasactivo, que en este caso es el amoníaco. También se añade una pequeña proporciónde metano, dependiendo de ella la aportación de carbono a la capa superficial delacero.
El proceso se realiza a temperaturas cercanas a los 900°C, es decir, con el aceroen estado austenítico, obteniéndose capas duras de espesores hasta 0,6 mm en 4 a5 horas.
Profundidad de la capacarbonitrurada según las
temperaturas y duración de laoperación.

Una de las características más sobresalientes de la carbonitruración es ladisminución de la velocidad crítica de temple, que produce en los aceroscarbonitrurados la aportación del nitrógeno a la austenita. Con una aportación de0,56% de nitrógeno, baja el punto A1 a 590°C para un contenido de carbono de2,2%. Y al ser las temperaturas de transformación de la austenita más bajas,puede realizarse el tratamiento a temperaturas inferiores a las de cementación,con lo que resulta una disminución del crecimiento del grano, de las dilatacionesanormales y economía de combustible.
Además, las piezas carbonitruradas de aceros al carbono tienen una velocidad detemple suficientemente baja para enfriadas en aceite, obteniendo, porconsiguiente, una disminución de deformaciones y grietas. Esto trae comoconsecuencia también el menor empleo de aceros aleados para piezascarbonitruradas, puesto que con aceros al carbono se obtienen buenascaracterísticas.
Las piezas carbonitruradas se suelen templar y revenir obteniéndose durezashasta de 65 HRc.
La carbonitruración es uno de los tratamientos más empleados para el temple deengranajes, etc.
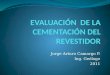
Esquema de los procesos de cementación, carbonitruración y nitruración.
5.- Sulfinuzación
Este tratamiento fue desarrollado en Francia por Foucry y Beze, en 1947,patentándolo con el nombre de Sulf-Inuz.
Su objeto es aumentar su resistencia al desgaste de las piezas tratadas,calentándolas en un baño de sales de composición especial, a 565°C, de 1 a 3 horas.

El horno para la fusión de las sales debe ser eléctrico con regulación automática detemperatura, de suficiente precisión para mantenerla entre 560 y 570°C, pues atemperaturas superiores a 575°C se inicia un hinchamiento del material, cuyascausas no se han podido determinar todavía.
En la composición del baño entran tres tipos de sales: unas activas, formadasprincipalmente por sulfito sódico; otras protectoras, de carácter reductor, paraimpedir la oxidación de las sales activas; y, por fin, otras sales de soporte, alcalinaso alcalinotérreas, para rebajar hasta 450°C la temperatura de fusión de la mezcla.
La duración de la sulfinuzación oscila entre 30 minutos y 3 horas, según sean lostamaños y espesores de las piezas, obteniéndose como máximo una capa tratada de0,3 mm de espesor, resultando inútil prolongar la duración del tratamiento, ya queprácticamente no se logran mayores espesores de material tratado.
Penetración de la sulfinuzación en un acero dulce, según la duración de la operación.Temperatura, 565°C. Concentración de azufre en el baño, 0,35%.
Como resultado de la operación, se advierten dos acciones principales:
� Una corrosión superficial, que origina microcavidades. Examinada almicroscopio, la superficie de una pieza sulfinuzada presenta el aspecto deuna «piel de gallina» extraordinariamente fina.
� Además se produce una polidifusión «carbono-azufre-nitrógeno», variablesegún los materiales tratados, en el espesor de la capa superficial del aceroa la que alcanza el tratamiento.
Los picos de la «piel de gallina», formados por material muy transformado, seaplastan en cuanto se inicia el rozamiento, rellenándose los poros, y al cabo dealgunos minutos se crea un pulido característico de la superficie. Esteaplastamiento origina un aumento de juego en el ajuste de las piezas, que favoreceel rodaje, alcanzando, por ejemplo, en las camisas de cilindros de motores, unareducción de 1 centésima en unas horas de marcha.

Sección esquemática de una capa de acero sulfinuzado: A), superficie con microcavidades;B), juntas de los granos entre los cuales ha habido polidifusión de azufre; C), ramificaciones de
las juntas entre granos.
Características más sobresalientes de la sulfinuzac ión.
Las características más salientes obtenidas como resultado de la sulfinuzación sonlas siguientes:
1. Las piezas, después de tratadas, no adquieren mayor dureza que la que teníael metal base.
2. La capa sulfinuzada parece indestructible, observándose en ejes tratados,girando en cojinetes de bronce, que disminuye su diámetro al cabo de milesde horas en varios milímetros (10 mm o más), mientras que la capacementada, que originariamente tenía 0,3 mm, se mantiene inalterable eneste espesor. Esta propiedad se ha denominado «autopropagación delefecto cementante del azufre». Parece, en efecto, que la capa tratadaemigra hacia el interior de la pieza a medida que se desgasta ésta.
3. La capa tratada tiene una cualidad a la que se atribuye en parte suscaracterísticas favorables al rozamiento. Y es su antisoldabilidad. Estacualidad es natural, dado su contenido en azufre, pues es de antiguoconocida la antisoldabilidad de los granos de acero con fuerte proporción deazufre. De esta antisoldabilidad de las capas tratadas se deriva suresistencia al gripado. Como se sabe, el gripado consiste en la soldadura dedos piezas en rozamiento en seco cuando llegan a alcanzar temperaturas delorden de los 1.000°C.
4. Cuando no es aconsejable el temple, por las deformaciones que puedeoriginar, se recomienda la nitruración como operación previa a lasulfinuzación, lo que da buen resultado, puesto que ambos tratamientos serealizan casi a la misma temperatura. Con este doble tratamiento se hanobtenido resultados verdaderamente espectaculares.

5. Puede aplicarse este tratamiento a los aceros al carbono cualquier que seasu composición, aunque se advierte una penetración más fácil en los acerosdulces. Los aceros aleados, sobre todo los aceros al molibdeno, sonparticularmente aptos para la sulfinuzación. También puede emplearse parael tratamiento de muchos tipos de fundiciones.
6. Las piezas tratadas resisten temperaturas elevadas en el rozamiento,manteniendo plenamente su eficacia hasta unos 600°C. Pasada estatemperatura, se producen ya pérdidas de peso de importancia en elrozamiento, aunque siempre inferiores a las producidas en metales notratados.
La sulfinuzación tiene una gran aplicación, no sólo en piezas de maquinaria enrozamiento, ejes, camisas de cilindros, etc., sino también para el tratamiento deherramientas, como brocas, escariadores, etc., cuyo rendimiento y duración semultiplica, obteniéndose una gran economía de tiempo y aprovechamiento de lasherramientas.