Embed Size (px)
Citation preview

- 1 -
INVERTER PARA SOLDADURA
MICROTIG 200 AC/DC HF PULSE
ES - MANUAL DE INSTRUCCIONES
Ed. 01 – 02/2017

PRAXAIR MICROTIG 200 AC/DC HF PULSE
2
Avisos _____________________________________________________________________________________________
Confidencial de la empresa
Este manual contiene información confidencial y privilegiada de Praxair y se proporciona en confianza y exclusivamente para uso en conjunto con los soldadores Praxair. El manual no puede ser reproducido ni su contenido divulgado a terceros sin el consentimiento previo por escrito de Praxair.
Descargo de responsabilidades
Toda la información a la cual se refiere y está contenida en este manual es actual a partir de la fecha de emisión/ revisión de este manual. Praxair no ofrece garantía ni representación con respecto a la precisión de la información o con respecto a la idoneidad del uso de tal información fuera de Praxair, ni tampoco Praxair asume responsabilidad por cualquier lesión o daño que pudiera resultar, directa o indirectamente, del uso de tal información. Este manual podría incluir imprecisiones técnicas o errores tipográficos. Periódicamente se hacen cambios a la información contenida en el presente; estos cambios serán incorporados en revisiones posteriores del manual. Praxair se reserva el derecho a hacer mejoras y/o cambios al(los) producto(s) y/o programas descritos en este manual en cualquier momento y sin aviso previo.
Marcas registradas
Praxair, ProStar® y el diseño Flowing Airstream son marcas o marcas registradas de Praxair Technology, Inc. en los Estados Unidos y/u otros países. Otras marcas usadas aquí son marcas o marcas registradas de sus respectivos propietarios.

PRAXAIR MICROTIG 200 AC/DC HF PULSE
3
Español: Nr. Descripción Pag. 1 Instrucciones de seguridad -------------------------------------------------------------------- 04
2 Descripción -------------------------------------------------------------------- 06 3 Instalación -------------------------------------------------------------------- 10 4 Soldadura -------------------------------------------------------------------- 10
5 Mantenimiento -------------------------------------------------------------------- 12 6 Eliminación -------------------------------------------------------------------- 15 7 Esquema eléctrico -------------------------------------------------------------------- 15

PRAXAIR MICROTIG 200 AC/DC HF PULSE
4
1. INSTRUCCIONES DE SEGURIDAD Esta maquina, en su concepción, especificación de componentes e producción, está de acuerdo con la reglamentación en vigor [normas europeas (EN) e internacionales (IEC). Son aplicables las Directivas europeas “Compatibilidad electromagnética” y “Baja tensión”, bien como las normas IEC 60974-1 / EN 60974-1 e IEC 60974-10 / EN 60974-10. 1.1 COMPATIBILIDAD ELECTROMAGNÉTICA Si aparecen perturbaciones electromagnéticas, es de responsabilidad del usuario solucionar el problema con la asistencia técnica del fabricante. En algunos casos, la acción correctora puede reducirse a la simple conexión a la tierra del circuito de soldadura (ver nota a continuación). En el caso contrario, puede ser necesario construir una pantalla electromagnética en torno de la fuente y agregar a esta medida filtros de entrada. En todo caso, las perturbaciones electromagnéticas deberán reducirse hasta que no molesten los equipos o personas próximas de la soldadura. Las situaciones siguientes deben tenerse en cuenta: a) Cables de alimentación, cables de control, cables de indicación y teléfono próximos del equipamiento de soldadura. b) Emisoras y receptores de radio y televisión. c) Ordenadores y otros equipamientos de control. d) Seguridad de los equipamientos críticos, en particular, la vigilancia de equipamientos industriales. e) Salud de las personas alrededor, en particular, los portadores de estimulantes cardíacos y de prótesis auditivas. f) Equipamientos utilizados para la calibración. g) Inmunidad de otros equipamientos circundantes. El usuario debe garantizar que estos materiales son compatibles. Eso puede exigir medidas de protección suplementarias. h) Hora a la cual los materiales de soldadura y otros equipamientos funcionan. 1.1.1 MÉTODOS DE REDUCIÓN DE LAS EMISIONES Alimentación El equipamiento de soldadura debe conectarse a la red según las indicaciones del fabricante. Si aparecieran interferencias, puede ser necesario tomar las precauciones suplementarias como el filtrado de la alimentación. Es necesario tener en cuenta el blindaje de los cables de alimentación de los equipamientos de soldadura instalados de manera permanente en conductos metálicos o equivalentes. El blindaje debe realizarse respetando una continuidad eléctrica. Deben conectar la fuente de soldadura de modo que siempre haya un buen contacto eléctrico. Cables de Soldadura Los cables de soldadura deben ser lo más cortos posible y en buenas condiciones de uso (sin empalmes), en el mismo suelo o cerca del suelo. Conexión Equipotencial Se deben tener en cuenta los vínculos entre todos los componentes metálicos de la instalación de soldadura y adyacentes a esta instalación. Sin embargo, los componentes metálicos conectados a la parte sobre la cual se trabaja aumentan el riesgo de choque eléctrico si el usuario toca los componentes metálicos y el electrodo al mismo tiempo. El usuario debe estar aislado de todos los componentes metálicos conectados. Conexión a tierra
Cuando la parte que debe soldarse no se conecta a tierra por razones de seguridad eléctrica o debido a su tamaño o su posición
(Ej.: casco de barco, acería), una conexión de la parte a tierra puede reducir las emisiones en algunos casos. Es necesario sin
embargo tener cuidado para que esta conexión no aumente los riesgos de heridas para el usuario o no dañe otros equipos
eléctricos. Cuando es necesario, la puesta a tierra de la parte debe efectuarse por una conexión directa pero en algunos países
donde esto no se autoriza, la conexión debe efectuarse por una resistencia de capacidad y en función de la reglamentación
nacional.
Blindaje y protección El blindaje y la protección selectivos de otros cables y materiales en la zona circundante pueden limitar los problemas de interferencias. El blindaje de toda la instalación de soldadura puede considerarse para aplicaciones especiales. 1.2 SEGURIDAD ELÉCTRICA 1.2.1 Conexión a la red de alimentación Antes de conectar su aparato, compruebe que: - El contador eléctrico, el dispositivo de protección contra las sobre-intensidades y la instalación eléctrica son compatibles con la potencia máxima y la tensión de alimentación de su equipo de soldadura (indicados sobre la placa descriptiva del aparato). - La conexión monofásica, o trifásica con tierra, debe realizarse sobre una base adecuada a la intensidad máxima del equipo de soldadura. - Si el cables conecta a un puesto fijo, la tierra, si está prevista, no será cortada nunca por el dispositivo de protección contra los choques eléctricos. - El interruptor de la fuente de corriente de soldadura, si existe, indicará "OFF". 1.2.2 Puesto trabajo La aplicación de la soldadura al arco implica el estricto cumplimiento de las condiciones de seguridad frente a la corriente eléctrica (decreto de 14.12.1988). Es necesario garantizar que ninguna parte metálica accesible a los soldadores, pueda entrar en contacto directo o indirecto con un conductor de la red de alimentación. Ante la duda sobre este grave riesgo, se conectará un conductor de esta parte metálica a tierra de sección eléctrica al menos equivalente a la del mayor conductor de fase. Es necesario también garantizar que un conductor conecte toda parte metálica que el soldador podría tocar por una parte no aislada del

PRAXAIR MICROTIG 200 AC/DC HF PULSE
5
cuerpo (cabeza, mano sin guante, brazo desnudo...) a tierra de una sección eléctrica al menos equivalente al mayor cable de alimentación de la pinza de masa o antorcha de soldadura. Si utilizan varias masas metálicas, se conectarán en un punto, puesto a tierra en las mismas condiciones.
Se prohibirán, excepto en casos muy especiales en los cuales se aplicarán medidas rigurosas, el soldar y cortar al arco, en recintos
conductores, que sean estrechos en los que se deban dejar los aparatos de soldadura fuera. A priori, se obligarán a adoptar
medidas de seguridad muy serias para soldar en los recintos poco ventilados o húmedos.
1.2.3 Riegos incendios o explosión Soldar puede implicar riesgos de incendios o explosión. Es necesario observar algunas precauciones: - Retirar todos los productos explosivos o inflamables de la zona de soldadura; - Comprobar que existe cerca de esta zona un número suficiente de extintores; - Comprobar que las chispas proyectadas no podrán desencadenar un incendio, recordar que estas chispas pueden reavivarse varias horas después del final de la soldadura. 1.3 PROTECIÓN INDIVIDUAL 1.3.1 Riegos de lesiones externas Los arcos eléctricos producen una luz infrarroja y rayos ultravioletas muy vivos. Estos rayos dañarán sus ojos y quemarán su piel si no se protegen correctamente. - El soldador debe estar equipado y protegido en función de las dificultades del trabajo. - Taparse de modo que ninguna parte del cuerpo de los soldadores, pueda entrar en contacto con partes metálicas del equipo de soldadura, y también aquéllas que podrían encontrarse con la tensión de la red de alimentación. - El soldador debe llevar siempre una protección aislante individual.
Los sistemas de protección del soldador, serán los siguientes: guantes, delantales, zapatos de seguridad, etc. Estos ofrecen la ventaja suplementaria de protegerlos contra las quemaduras provocadas por las proyecciones y escorias. Los utilizadores deben asegurarse del buen estado de estos sistemas de protección y renovarlos en caso de deterioro.
- Es indispensable proteger los ojos contra los golpes de arco (deslumbramiento del arco en luz visible y las radiaciones infrarroja y ultravioleta). - El cabello y la cara contra las proyecciones. La pantalla de soldadura, con o sin casco, siempre se provee de un filtro protector especificado con relación a la intensidad de la corriente del arco de soldadura (Normas NS S 77-104/A 88-221/A 88- 222). El filtro coloreado puede protegerse de los choques y proyecciones por un cristal transparente. La pantalla utilizada debe usarse con filtro protector. Debe renovárselo por las mismas referencias (número del nivel de opacidad). Ver en cuadro siguiente el nivel de protección recomendado al método de soldadura. Las personas situadas en la proximidad del soldador, deben estar protegidas por la interposición de pantallas protección anti UV y si es necesario, por una pantalla de soldadura provista del filtro protector adecuado (NF S 77-104- por. A 1.5).
Proceso de Soldadura Intensidad de corriente Amp. 0,5 2,5 10 20 40 80 125 175 225 275 350 450
1 5 15 30 60 100 150 200 250 300 400 500
Eléctrodos 9 10 11 12 13 14 MIG sobre metal 10 11 12 13 14
MIG sobre aleaciones 10 11 12 13 14 15 TIG sobre todos metales 9 10 11 12 13 14
MAG 10 11 12 13 14 15 Arco/Aire 10 11 12 13 14 15
Corte Plasma 9 10 11 12 13
Dependiendo de las condiciones de uso, debe reglarse por el número más próximo. La expresión "metal", se entiende para aceros, cobre y aleaciones de cobre. La área sombreada, representa las aplicaciones donde el proceso de soldadura no es normalmente utilizado. . 1.3.2 Riegos lesiones internas Seguridad contra humos y vapores, gases nocivos y tóxicos - Las operaciones de soldadura al arco con electrodos deben realizarse en lugares convenientemente ventilados. - Los humos de soldadura emitidos en los talleres deben recogerse según se produzcan, lo más cerca posible de su producción y evacuarse directamente al exterior. Para este fin deben instalarse extractores de humos. - Los disolventes clorados y sus vapores, incluso distantes, si son afectados por las radiaciones del arco, se transforman en gases tóxicos. Seguridad en el uso de gases (soldadura TIG o MIG gas inerte) Botellas gas comprimido Cumplir las normas de seguridad indicadas por el proveedor de gas y en particular:

PRAXAIR MICROTIG 200 AC/DC HF PULSE
6
- evitar golpes sujetando las botellas. - evitar calentamientos superiores a 50 °C. Manorreductor Asegurarse que el tornillo de distensión se afloja antes de la conexión sobre la botella. Compruebe bien la sujeción de la conexión antes de abrir el grifo de botella. Abrir este último lentamente. En caso de fuga, no debe aflojarse nunca una conexión bajo presión; cerrar en primer lugar el grifo de la botella. Utilizar siempre tuberías flexibles en buen estado. 2 - DESCRIPCIÓN
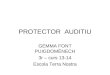
2.1 – CONTROLADOR
Pos. Descripción
1 Mostradores digitales
2 Parámetros de soldadura MMA
3 Selección de modos de soldadura MMA, TIG HF (cebado de arco con alta-frecuencia), LIFTIG (cebado de arco sin alta frecuencia)
4 Selección de modos 2T/4T
5
Botón (cursor) de ajuste de parámetros y selección de programas de soldadura (pulsar botón 3 segundos para seleccionar programas memorizados)
Nota: Este equipo dispone de 9 programas de soldadura (jobs) pré-memorizados que pueden ser seleccionados y alterados según las necesidades.
6 Parámetros de soldadura Tig
7 Selección de formas de onda en modo TIG AC (onda cuadrada, onda sinusoidal, onda triangular) y TIG DC.
Fig. 3 - Controlador

PRAXAIR MICROTIG 200 AC/DC HF PULSE
7
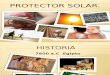
2.2 – MOSTRADOR DIGITAL
Pos. Descripción
1 Mostrador digital de porcentajes (%), corrientes (A), tiempos (s), frecuencias (Hz)
2 Señalizador de frecuencias. Una vez encendido, el mostrador digital indica valores de frecuencia en hertz
3 Señalizador de tiempos. Una vez encendido, el mostrador digital indica tiempos en segundos
4 Señalizador de porcentajes. Una vez encendido, el mostrador digital indica porcentajes %
5 Señalizador de corrientes. Una vez encendido, el mostrador digital indica valores de corrientes en Amperes
6 Mostrador digital Voltímetro (V)
7 Señalizador de máquina bajo tensión
8 Señalizador de alarma de sobrecarga o sobretensión
9 Señalizador de programas de soldadura. Una vez encendido, el mostrador indica el número del programa.
2.3 - SELECCIÓN de FORMA de ONDA Corriente alternada - onda cuadrada - TIG AC:
- Para soldar aleaciones ligeras con más penetración en soldadura de chapas gruesas Corriente alternada - onda sinusoidal - TIG AC - Para soldar aleaciones ligeras en la gran parte de las aplicaciones Corriente alternada - onda triangular - TIG AC - Para soldar aleaciones ligeras de chapas finas con menor potencia Corriente continua - (TIG DC) - Para soldar aceros y inoxidables 2.4 - SELECIÓN del PROCESO de SOLDADURA
Pos. Descripción
1 Soldadura MMA (eléctrodo revestido)
2
Soldadura TIG con cebado de arco por alta-frecuencia. Este modo de ignición de arco es recomendado para evitar las inclusiones de partículas contaminantes del eléctrodo en los cordones de soldadura.
3
Soldadura LIFTIG con cebado de arco por contacto. Este modo de cebado de arco TIG es recomendado para eliminar las interferencias de las radiaciones da alta-frecuencia en el funcionamiento de aparatos electrónicos sensibles tales como ordenadores, sistemas electrónicos de apoyo hospitalar, prótesis o marcadores cardíacos (pace-makers) o otros.
2.5 - SELECIÓN de MODO 2T/4T
Pos. Descripción
1 Soldadura TIG en modo 2 tiempos – ver fig.8 2 Soldadura TIG en modo 4 tiempos– ver fig.9
Fig. 4 – Mostrador digital
Fig. 6 – Modos de soldadura
Fig. 7 – Modos 2T/4T
Fig. 5 – Formas de onda

PRAXAIR MICROTIG 200 AC/DC HF PULSE
8
2.5.1 - MODO 2T
2.5.2 - MODO 4T
2.5.3 - NIVELES DE CORRIENTE DE SOLDADURA Cuando la maquina está en modo TIG 4T quedan activados dos niveles de corriente. Durante la soldadura, para alcanzar el segundo nivel de corriente de soldadura pulsar rápidamente el gatillo de la antorcha. El valor de la corriente es automáticamente reducido para 50% del valor de la corriente de soldadura principal. Para volver a la corriente de soldadura principal, pulsar otra vez rápidamente el gatillo de la antorcha. 2.6 – FUNCIONES TIG
Gas
Tiempo de Pre-gas
Tiempo de Post-gas
Down slope
Corriente de soldadura
Corriente
Gatillo 1º tiempo 2º tiempo
Gas
Down slope
Post gas
Up slope
Pregas
Corriente de soldadura
Corriente
Fig. 8 – Modo 2 tiempos
Fig. 9 – Modo 4 tiempos Gatillo
1º tiempo 2º tiempo 3º tiempo 4º tiempo
Fig. 10 – Ciclo Tig

PRAXAIR MICROTIG 200 AC/DC HF PULSE
9
POS. DESCRIPCIÓN
pre-gas Intervalo de flujo de gas entre pulsar el gatillo de la antorcha y cebado de arco. Permite iniciar la soldadura con atmosfera de gas de protección. Ajustable de 0,1-2 s
I start Señalizador de corriente inicial (apenas en modo 4T). Ajustable de 5-170A en modo DC y 5-200A en modo AC
up-slope Tiempo de subida de corriente hasta el valor seleccionado (Ip). Ajustable de 0-10 s
Ip Corriente de soldadura. Ajustable de 5-170 A en TIG DC y de 10-200A en TIG AC
Señalizador de soldadura en modo TIG DC no pulsado. En el mostrador surge la indicación NOP
Señalizador de soldadura en modo TIG pulsado. En el mostrador surge la indicación PLS
Ib Señalizador de corriente de base en modo Pulsado. Ajustable de 10-170A en DC, 10-200A en AC.
width Proporción entre corriente de pico Ip y de base Ib (en modo pulsado). Ajustable de 5 – 95 %.
frequency Señalizador de frecuencia de pulsado. Ajustable de 0,5 – 200 Hz. Cuanto más frecuencia menor penetración
down-slope Tiempo de bajada de corriente hasta el valor de I final para tratamiento de cráter. Ajustable de 0 – 10 s.
I final Corriente final para tratamiento de cráter (solo en modo 4T). Ajustable de 5 – 100 % de la corriente principal DC, 10 – 100 % de la corriente principal AC. (ajuste de fábrica 5%)
post-gas Tiempo de flujo de gas en el final de la soldadura para mantener la protección de gas durante el enfriamiento de la pieza y del eléctrodo evitando oxidaciones. Ajustable de 0,1 – 20 s.
AC frequency Regulación de la frecuencia de soldadura TIG. Cuanto más frecuencia menor penetración.
balance Señalizador de proporción positivo/negativo - para decapado y eliminación de óxidos de aluminio - o penetración (solamente en modo TIG AC). Ajustable de -5 hasta +5 (ver cap. 4.3 – fig. 14)
2.6.1 - MODO TIG PULSADO
A través de este proceso, la corriente de soldadura oscila entre dos niveles:
Corriente de pico (Ip- pic) y corriente de base (Ib).
Esto permite soldar dos chapas de diferentes espesores y reducir las distor-
siones provocadas por la temperatura.
2.7 – Funciones MMA
Pos. Descripción
Hot start Incremento de la corriente durante el tiempo de cebado de arco
I2 Valor de la corriente de soldadura en Amperes
Arc force Incremento automático de la corriente de soldadura cuando el eléctrodo toca en la pieza a soldar
2.8 - CARACTERISTICAS
Tensión de alimentación V/Hz 1x230±10% - 50/60 Hz
Corriente de entrada I1 max A 30 (TIG) 46 (MMA)
Factor de potencia 0,68
Potencia max. KW 8,1 (TIG) 10,6(MMA)
Tensión en vacío U20 V 68
Gama de la corriente de soldadura A 5-200 (TIG AC)
5-170 (TIG DC)
5-200 (MMA AC)
5-170 (MMA DC)
AC DC
35%@200A 35%@170A
60%@155A 60%@140A Factor de marcha %A
100%@120A 100%@110A
Clase de aislamiento H
Protección IP21S
Standards EN 60974-1
Dimensiones (C x L x H) cm 51 x 19 x 34
Peso kg 11,9
Fig. 11 – Funciones MMA

PRAXAIR MICROTIG 200 AC/DC HF PULSE
10
3 – INSTALACIÓN
3.1 CONEXIÓN A LA RED
El equipo debe de ser alimentado a través de una fuente de tensión 230V - 50 Hz / 60 Hz monofásica + tierra
con una tolerancia de ± 15%.
El circuito de alimentación debe estar protegido por un dispositivo de protección (fusible o disjuntor) correspondiente al
valor I1eff de la placa de características del aparato.
Un dispositivo de protección diferencial no es obligatorio pero se recomienda para garantir la seguridad de los usuarios.
3.2 CONEXIÓN A LA TIERRA
Para protección de los usuarios, la fuente de soldadura debe ser correctamente conectada a la instalación de
tierra (REGLAS INTERNACIONALES DE SEGURIDAD).
Es indispensable disponer de una buena conexión a la tierra por medio del conductor verde/amarillo del cable de
alimentación, para evitar descargas debidas a los contactos accidentales con los objetos conectados a la tierra. Se la
conexión de tierra no es realizada, subsiste un riesgo de choque eléctrico a través de la estructura del aparato.
4 - SOLDADURA
4.1 - SOLDADURA MMA – ELÉCTRODO REVESTIDO
- Conectar el cable de alimentación a una toma de corriente eléctrica adecuada 1x230V. Los fusibles de
alimentación o disjuntores deben corresponder a los datos técnicos presentados en este manual.
- Conectar los cables del porta-eléctrodos y de la pinza de masa a los conectores rápidos del panel de acuerdo con el
tipo de eléctrodo. Se no hubiera instrucciones del fabricante en contrario, la gran parte de los eléctrodos tienen polaridad
positiva por lo que el cable del porta-eléctrodos debe ser conectado al positivo. El cable de masa debe ser firmemente
conectado a la pieza a soldar lo más próximo posible de la zona de soldadura.
- Alimentar la máquina colocando el interruptor general situado en el panel trasero en la posición ON. Todos
señalizadores del controlador se encienden simultáneamente para verificación de funcionamiento y se apagan 1 segundo
después.
- Seleccionar el modo de soldadura MMA a través del botón hasta encender el señalizador de modo MMA.
- Mover de nuevo el botón para la derecha y seleccionar MMA-AC o MMA-DC.
- Apretar el botón hasta encender el señalizador Hot-start (incremento de la corriente para forzar cebado de arco).
Regular el valor de Hot-start entre 0 y 100% de la corriente de soldadura.
- Mover el botón para bajo hasta encender el señalizador A (corriente de soldadura). Regular el valor de la corriente de
soldadura entre 5 y máximo.
- apretar el botón hasta encender el señalizador Arc-Force (incremento automático de la corriente de soldadura cuando el
eléctrodo toca la pieza a soldar). Regular el valor de Arc Force entre 0 y 100% de la corriente de soldadura. Todos
valores quedarán indicados en el mostrador digital.
- Inserir el eléctrodo en el porta-electrodos, efectuar contacto con la pieza y empezar a soldar.
4.2 - SOLDADURA TIG
- Conectar el cable de alimentación en una toma de corriente eléctrica adecuada 1x230 V. Los fusibles de alimentación o
disjuntores deben corresponder a los datos técnicos presentados en este manual.
- Conectar el cable de la pinza de masa a la toma positiva rodándola firmemente hacia derecha hasta asegurar un
contacto perfecto.
- Conectar el cable de potencia de la antorcha TIG a la toma negativa girándola firmemente hacia derecha hasta asegurar
un contacto perfecto.
- Conectar el tubo de gas de la antorcha TIG a la conexión de gas.
- Conectar la ficha do cable de controlo de la antorcha a la conexión del panel frontal.
- Conectar el tubo de gas de la antorcha a la entrada de gas en el panel trasero y al caudalímetro del tubo de gas.
Verificar el contenido de gas en el tubo y, si necesario, cambiar.
- Regular el flujo de gas a través del regulador de presión del caudalímetro (± 8 l/min).
- Aplicar un eléctrodo de tungsteno adecuado (AC - verde o dorado) en la antorcha Tig. El eléctrodo debe ser afilado de
acuerdo con el modo de soldadura seleccionado – TIG AC (rombo) o TIG DC (afilado en punta).
- Conectar la maquina colocando el interruptor general, situado en el panel trasero, en la posición ON.

PRAXAIR MICROTIG 200 AC/DC HF PULSE
11
- Seleccionar el modo de cebado de arco TIG HF o Liftig apretando el botón hasta encender el señalizador
correspondiente. El cebado Liftig (por contacto) debe usarse cuando las radiaciones de alta-frecuencia puedan interferir
con el funcionamiento de sistemas electrónicos sensibles en las proximidades de la zona de soldadura.
- Seleccionar modo de soldadura:
- TIG DC (no pulsado, para soldadura de aceros y inoxidables) apretando el botón para encender el señalizador DC,
- TIG AC (para soldadura de aluminio y aleaciones), apretando el botón para encender el señalizador correspondiente al
tipo de onda - cuadrada , onda sinusoidal o onda triangular.
- Seleccionar modo 2T (2 tiempos) o 4T (4 tiempos), apretando el botón para encender el señalizador correspondiente.
- Ajustar la corriente de soldadura apretando el botón para encender el señalizador Ip y girando el botón para el valor
deseado. Los valores serán indicados en el mostrador en Ampere.
- Después de conectar la pinza de masa a la pieza a soldar o a la mesa de soldadura lo más próximo posible de la pieza
a soldar, puede iniciarse la soldadura. 4.3 - BALANCE
Efecto Decapado Valor 20-30% Valor 50%
Forma de la curva de corriente
Penetración Profunda Llana
Nivel de desgaste del eléctrodo de tungsteno
Bajo Alto
4.4 - PARAMETROS DE SOLDADURA TIG Tabla para la soldadura de acero y inoxidable, corriente DC
Espesor del metal (mm)
Diámetro del eléctrodo
tungsteno (mm)
Diámetro del material
de adición (mm)
Corriente de Soldadura (A)
Flujo de Argon (l/min)
Tobera de gas (mm)
1 1 1,5 40-60 3 10 1,5 1,5 1,5 50-90 4 10 2 2 2 80-100 4 12 3 2-3 2-3 90-140 5 12
4-5 3-4 3-4 110-180 5 12 Tabla para soldadura de aluminio y aleaciones de aluminio, corriente AC
Espesor del metal mm
Diámetro del eléctrodo tungsteno
mm
Diámetro del material
de adición mm
Corriente de Soldadura
A
Flujo de Argon l/min
Tobera de gas mm
Pré-calentamiento
0C
1 2 1,6 45-60 7-9 8 - 1,5 2 1,6-2 50-80 7-9 8 - 2 2,5 2-2,5 90-120 8-12 8-12 - 3 3 3 150-180 8-12 8-12 - 4 4 4 180-200 10-15 8-12 - 5 4 3-4 180-240 10-15 10-12 -
Fig. 14 – Balance

PRAXAIR MICROTIG 200 AC/DC HF PULSE
12
Tabla para soldadura de cobre, corriente DC
Espesor del metal mm
Diámetro del eléctrodo tungsteno
mm
Diámetro del material
de adición mm
Corriente de Soldadura
A
Flujo de Argon l/min
Tobera de gas mm
Pré- calentamiento
0C
1 1,5 2 70-80 4 10 150 2 2,5 3 120-140 5 10 150 3 3 3 130-160 5 10 200
Tabla para diámetros tobera/eléctrodos
Diámetro tobera Diámetro del eléctrodo 8 mm 1.0 mm
9.5 mm 1.6 o 2.4 mm 11 mm 3.2 mm
4.5 - MANDO A DISTANCIA Este equipo de soldadura permite 2 tipos de mando a distancia. 1. Antorcha TIG con botones UP/DOWN o potenciómetro 2. Pedal Ambos tipos de mando a distancia suelen conectarse a la toma 3-Fig.13 del panel frontal. Mando a distancia de pedal: P1 - Zona de presión P2 - Potenciómetro de ajuste de límite máximo de la corriente de soldadura P3 - Ficha de conexión Al conectar la ficha P3 a la toma correspondiente en el panel frontal, queda bloqueada la función de regulación de corriente en el panel frontal de la maquina. Al pisar el pedal se dará inicio al proceso de soldadura. El valor de la corriente de soldadura se regula por presión sobre el pedal de tal forma que a más presión corresponderá más corriente. El proceso de soldadura termina después de libertar completamente el pedal.
5 - MANTENIMIENTO
El mantenimiento de rotina implica limpieza e inspección, con periodicidad de acuerdo con el uso y de las
condiciones ambientales. Para limpiar la maquina, debe desconectarse de la red. La simple desconexión del
interruptor general no evita que continúen partes eléctricamente activas dentro de la maquina.
Evitar soplar el interior de la maquina para limpieza. El flujo de aire puede incrustar partículas de metal en los
componentes electrónicos sensibles y causar daños al equipo. Debe limpiarse con un cepillo y aspirarse el polvo
acumulado.
Se necesario, pueden ser utilizados solventes especialmente recomendados para la limpieza de apartos electrónicos.
Solucionar problemas y reparar equipos de soldar solo deben ser realizados por personas cualificadas o competentes.
Periodicidad de operaciones de mantenimiento de rotina:
Periodicidad Mantenimiento
Verificación
diaria
Conexiones rápidas - reapretar si necesario.
Cable de alimentación y cables de soldadura - se necesario, reforzar los aislamientos o
cambiar.
Funcionamiento del ventilador - se necesario, limpiar, reparar o cambiar.
Verificación
mensual
Limpiar el interior de la maquina con un cepillo y aspirar el polvo acumulado. Limpiar polvo
acumulado en los transformadores, inductancia, módulos IGBT, diodos.
Verificación Verificar la correspondencia entre la lectura de la corriente en el mostrador del panel y la
medición real y ajustar cuando diferentes. El valor real debe ser medido con una pinza

PRAXAIR MICROTIG 200 AC/DC HF PULSE
13
trimestral amperimétrica calibrada.
Verificación
anual
Medir la impedancia de aislamiento entre el circuito principal y la caja; se inferior a 1MΩ,
verificar la causa y reforzar aislamientos.
Atención: Por cuestiones de seguridad durante las operaciones de mantenimiento, desconectar el
equipo y esperar 5 minutos hasta descargar los condensadores para la tensión de seguridad de 36V!
Al verificarse averías que necesiten de intervención especializada, contacte el agente local o el fabricante!
- Solamente personal calificado estará autorizado a verificar y reparar estos equipos!
- Las operaciones de mantenimiento deben ser realizadas cuidadosamente. Al verificarse la existencia de
problemas técnicos, consultar la siguiente tabla de soluciones:
Problema Causa Solución
Señalizador averiado o conexión inadecuada
Verificar y reparar
El transformador principal está averiado
Verificar, reparar o cambiar
Con el interruptor conectado, el ventilador funciona pero el señalizador de máquina bajo tensión queda apagado
Placa de controlo averiada Verificar, reparar o cambiar
Con el interruptor conectado, el señalizador de máquina bajo tensión está encendido pero el ventilador no funciona
Ventilador bloqueado
Verificar y reparar
Falta de alimentación Verificar y reparar Con el interruptor conectado, el señalizador de máquina bajo tensión queda apagado y el ventilador no funciona
Fusible dentro de la maquina quemado
Testar y cambiar fusible (3A)
Dígitos del mostrador interrumpidos
Mostrador averiado Verificar, reparar o cambiar
Valor máximo Ajustar potenciómetro Imin en la placa principal
Los valores muestreados no corresponden a los valores seleccionados
Valor mínimo Ajustar el potenciómetro Imax en el amperímetro
No existe tensión en vacío (MMA)
Máquina averiada Verificar la placa principal
Cables de soldadura desconectados o incorrectamente conectados
Verificar la conexión de los cables
Cables de soldadura averiados Reparar o cambiar cables
Cable de masa mal conectado Verificar la conexión del cable
Cable de soldadura muy largo Usar cable más corto
Pieza a soldar con grasa o suciedades
Verificar y limpiar la pieza a soldar
Existe chispa en el chispador de la placa de HF
Distancia entre eléctrodo de tungsteno y pieza a soldar muy alta
Reducir la distancia para cerca de 3mm
La placa de HF queda averiada Verificar la placa HF
El arco no arranca(TIG)
No existe chispa en el chispador
La distancia entre eléctrodos del chispador es muy corta
Ajustar la distancia para cerca de 0.7mm

PRAXAIR MICROTIG 200 AC/DC HF PULSE
14
de la placa de HF Interruptor de la antorcha averiado Verificar el interruptor, el cable
de controlo y las tomas
La válvula del tubo de gas está cerrada o el tubo vacía o el flujo es muy bajo
Abrir o cambiar el tubo de gas, regular el flujo de gas adecuadamente
Sin flujo de gas (TIG)
Electroválvula de gas bloqueada Verificar y limpiar la válvula. Si necesario, cambiar
La electroválvula de gas queda abierta
Verificar y limpiar. Si necesario, cambiar.
El gas fluye constantemente Electroválvula de gas bloqueada Verificar y limpiar. Si necesario,
cambiar.
La corriente de soldadura no regula
La conexión del potenciómetro en el panel frontal no es correcta o el potenciómetro está averiado
Verificar y reparar. Si necesario, cambiar el potenciómetro
Placa principal averiada Verificar y reparar. Si necesario, cambiar a placa
Módulo AC IGBT averiado Verificar y reparar. Si necesario, cambiar el módulo
Falta de corriente en modo AC
Placa AC Drive averiada Verificar y reparar. Si necesario, cambiar la placa
Valor mínimo Ajustar el potenciómetro Imin en la placa
La corriente indicada en el mostrador no corresponde al valor real
Valor máximo Ajustar el potenciómetro Imiax en la placa
Valor de corriente muy bajo Aumentar la corriente La penetración en soldadura no es suficiente
Arco muy largo Usar modo 2T
Corriente de soldadura muy alta
Reducir la corriente de soldadura
Sobrecarga térmica
Tiempo de soldadura muy longo
Reducir el factor de marcha
Sobre tensión Fluctuaciones en la red de tensión
Usar fuente de alimentación estabilizada
Fluctuaciones de la red de tensión
Reducir la corriente
Tensión baja
Demasiadas máquinas conectadas en la misma fuente al mismo tiempo
Reducir el número de máquinas conectadas a la misma fuente
El señalizador de alarma queda encendido
Sobre corriente
Sobre corriente en la placa principal
Verificar y reparar el circuito principal y placa de drives

PRAXAIR MICROTIG 200 AC/DC HF PULSE
15
6 - ELIMINACIÓN
En final de vida, los equipos no deben tirarse a la basura común juntamente con residuos domésticos u orgánicos.
De acuerdo con la directiva europea 2002/96/EC los equipos eléctricos y electrónicos en final de vida deben colocarse en locales o entregues a entidades autorizadas a su reciclado o eliminación.
7 - ESQUEMA ELECTRICO

PRAXAIR MICROTIG 200 AC/DC HF PULSE
16