Embed Size (px)
Citation preview

Cem
ento
Revista Técnica CEMENTO HORMIGÓN • Nº 950 • MAYO-JUNIO 201222 ISSN: 0008-8919. PP.: 22-42
Considerando el marco de ajustes económicos en el que se encuentra el sector de la construcción en España desde hace varios años, y teniendo en cuenta las perspectivas para el futuro próximo, el trabajo aquí presentado se enmarca dentro de un amplio proyecto global de investigación y desarrollo llevado a cabo por el departamento de I+D+i de Proquicesa, enfocado al diseño y desarrollo de nuevos aditivos de molienda que reduzcan al máximo la repercusión de este tipo de productos en el coste de fabri-cación del cemento, empleando para ello corrientes químicas obtenidas como subpro-ductos y/o residuos de diversos procesos industriales en su formulación.En este caso, Proquicesa ha desarrollado una innovadora familia de aditivos de mo-lienda de bajo coste, formulados en base a polioles y sales inorgánicas obtenidas como subproductos o residuos en otros procesos industriales, con unas excelentes prestacio-nes como aumentadores de las resistencias a compresión del cemento, denominada Aditor® R, los cuales, además de minimizar los costes asociados al empleo de este tipo de productos en la molienda de cemento, permiten la fabricación de cementos con una consigna de fi nura menos exigente, o bien con menor contenido en clínker en su formu-lación, consiguiendo una drástica reducción de los costes de fabricación de cemento y, por tanto, una considerable optimización del proceso productivo de dicho material.En este artículo se presentan los resultados obtenidos en el estudio realizado para la determinación de la viabilidad técnico-económica de la nueva familia de aditivos au-mentadores de las resistencias a compresión del cemento, tanto a nivel de planta piloto como a escala industrial, estableciendo como referencia de comparación las presta-ciones de un aditivo de la gama actual de Proquicesa ampliamente contrastado en el mercado, el cual resulta representativo de las formulaciones tradicionalmente em-pleadas en este sector como aditivos aumentadores de resistencias, cuya composición está basada en la combinación de especies derivadas de aminas y sales inorgánicas de síntesis.A partir de los resultados obtenidos tanto a nivel de planta piloto como a escala indus-trial, se puede afi rmar que las formulaciones desarrolladas en la nueva familia Aditor® R de Proquicesa demostraron ser una excelente solución técnica para satisfacer la ne-cesidad actual del mercado cementero, dejando patente fi nalmente una capacidad de reducción del conjunto de costes de material, energía y aditivo del proceso industrial de molienda de cemento de hasta un 8,5% (equivalente a un ahorro absoluto de más de 2,5 €/Tm de cemento fabricado), como consecuencia de la máxima relación prestacio-nes/precio que presenta esta nueva línea de productos frente a los aditivos mejorado-res de resistencia convencionales.
1. Introducción
La producción de cemento en España dis-minuyó hasta las 22 millones de Tm/año en 2011, experimentando una caída de, aproximadamente, un 39% en relación a 2007 [1]. Esta situación abocó a los fabri-cantes de cemento a llevar a cabo medi-das de optimización de sus procesos de fabricación durante este periodo, enca-minadas principalmente a la reducción de los costes de producción de cemento en sus instalaciones. Como consecuencia de este escenario, y en lo relativo al aditivo de molienda, los fabricantes de cemento op-taron por la sustitución de productos de especialidad con altas prestaciones técni-cas (mejoradores de resistencias, modifi -cadores de los tiempos de fraguado, etc.) y/o elevada infl uencia en el incremento de los rendimientos de molienda que conseguían alcanzar las demandas de ce-mento del mercado, por aditivos de bajo coste y dosifi cación formulados en base a subproductos y/o residuos industriales que permitieran reducir al máximo y de manera directa los costes de producción de cemento sin afectar signifi cativamente al proceso de fabricación, composición y características del mismo.
Hoy en día, lejos de alcanzar un escenario de crecimiento para el sector, el consumo nacional aparente de cemento entre ene-ro y abril de 2012 se situó en 4,73 millones de Tm [1], regresando a niveles similares a los del año 1966. De esta forma, y teniendo en cuenta la situación económica actual, el elevado stock de nuevas viviendas sin vender y la paralización de los proyectos de construcción de nuevas infraestructuras de los gobiernos central y autonómicos, hacen que las previsiones más optimistas del sector estimen la fabricación de 14 – 15 MTm de cemento para el año 2012, lo cual signifi caría una caída de aproximadamente el 30 – 35% en relación al año 2011 [2].
Esta situación hace prever la puesta en marcha por parte de las plantas cemen-teras de nuevas medidas aún más exi-gentes de optimización de sus procesos y reducción de costes de fabricación de cemento para los próximos meses. En lo relativo a los aditivos de molienda de cemento, la evaluación económica de los mismos se puede realizar a través de una valoración conjunta de su coste directo
José Francisco Pérez Calvo. Ingeniero Químico. Responsable Técnico & I+D+i.
Proquicesa, Productos Químicos para el Cemento, S.L.
Francisco Javier Ayuela Díaz del Río. Ingeniero Químico. Ingeniero de I+D+i.
Proquicesa, Productos Químicos para el Cemento, S.L.
Desarrollo de aditivos de molienda de cemento de bajo coste aumentadores de las resistencias a compresión
Cemento
Revista Técnica CEMENTO HORMIGÓN • Nº 950 • MAYO-JUNIO 2012 23
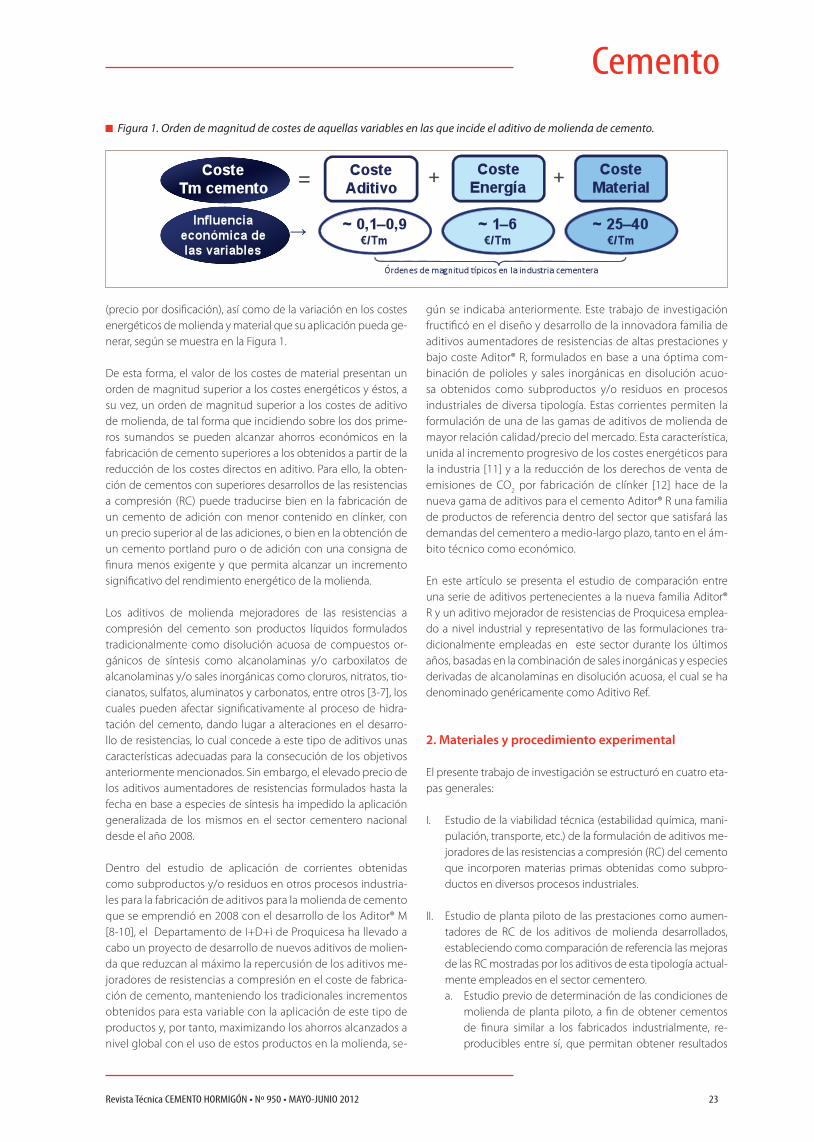
(precio por dosifi cación), así como de la variación en los costes energéticos de molienda y material que su aplicación pueda ge-nerar, según se muestra en la Figura 1.
De esta forma, el valor de los costes de material presentan un orden de magnitud superior a los costes energéticos y éstos, a su vez, un orden de magnitud superior a los costes de aditivo de molienda, de tal forma que incidiendo sobre los dos prime-ros sumandos se pueden alcanzar ahorros económicos en la fabricación de cemento superiores a los obtenidos a partir de la reducción de los costes directos en aditivo. Para ello, la obten-ción de cementos con superiores desarrollos de las resistencias a compresión (RC) puede traducirse bien en la fabricación de un cemento de adición con menor contenido en clínker, con un precio superior al de las adiciones, o bien en la obtención de un cemento portland puro o de adición con una consigna de fi nura menos exigente y que permita alcanzar un incremento signifi cativo del rendimiento energético de la molienda.
Los aditivos de molienda mejoradores de las resistencias a compresión del cemento son productos líquidos formulados tradicionalmente como disolución acuosa de compuestos or-gánicos de síntesis como alcanolaminas y/o carboxilatos de alcanolaminas y/o sales inorgánicas como cloruros, nitratos, tio-cianatos, sulfatos, aluminatos y carbonatos, entre otros [3-7], los cuales pueden afectar signifi cativamente al proceso de hidra-tación del cemento, dando lugar a alteraciones en el desarro-llo de resistencias, lo cual concede a este tipo de aditivos unas características adecuadas para la consecución de los objetivos anteriormente mencionados. Sin embargo, el elevado precio de los aditivos aumentadores de resistencias formulados hasta la fecha en base a especies de síntesis ha impedido la aplicación generalizada de los mismos en el sector cementero nacional desde el año 2008.
Dentro del estudio de aplicación de corrientes obtenidas como subproductos y/o residuos en otros procesos industria-les para la fabricación de aditivos para la molienda de cemento que se emprendió en 2008 con el desarrollo de los Aditor® M [8-10], el Departamento de I+D+i de Proquicesa ha llevado a cabo un proyecto de desarrollo de nuevos aditivos de molien-da que reduzcan al máximo la repercusión de los aditivos me-joradores de resistencias a compresión en el coste de fabrica-ción de cemento, manteniendo los tradicionales incrementos obtenidos para esta variable con la aplicación de este tipo de productos y, por tanto, maximizando los ahorros alcanzados a nivel global con el uso de estos productos en la molienda, se-
gún se indicaba anteriormente. Este trabajo de investigación fructifi có en el diseño y desarrollo de la innovadora familia de aditivos aumentadores de resistencias de altas prestaciones y bajo coste Aditor® R, formulados en base a una óptima com-binación de polioles y sales inorgánicas en disolución acuo-sa obtenidos como subproductos y/o residuos en procesos industriales de diversa tipología. Estas corrientes permiten la formulación de una de las gamas de aditivos de molienda de mayor relación calidad/precio del mercado. Esta característica, unida al incremento progresivo de los costes energéticos para la industria [11] y a la reducción de los derechos de venta de emisiones de CO2 por fabricación de clínker [12] hace de la nueva gama de aditivos para el cemento Aditor® R una familia de productos de referencia dentro del sector que satisfará las demandas del cementero a medio-largo plazo, tanto en el ám-bito técnico como económico.
En este artículo se presenta el estudio de comparación entre una serie de aditivos pertenecientes a la nueva familia Aditor® R y un aditivo mejorador de resistencias de Proquicesa emplea-do a nivel industrial y representativo de las formulaciones tra-dicionalmente empleadas en este sector durante los últimos años, basadas en la combinación de sales inorgánicas y especies derivadas de alcanolaminas en disolución acuosa, el cual se ha denominado genéricamente como Aditivo Ref.
2. Materiales y procedimiento experimental
El presente trabajo de investigación se estructuró en cuatro eta-pas generales:
I. Estudio de la viabilidad técnica (estabilidad química, mani-pulación, transporte, etc.) de la formulación de aditivos me-joradores de las resistencias a compresión (RC) del cemento que incorporen materias primas obtenidas como subpro-ductos en diversos procesos industriales.
II. Estudio de planta piloto de las prestaciones como aumen-tadores de RC de los aditivos de molienda desarrollados, estableciendo como comparación de referencia las mejoras de las RC mostradas por los aditivos de esta tipología actual-mente empleados en el sector cementero.a. Estudio previo de determinación de las condiciones de
molienda de planta piloto, a fi n de obtener cementos de fi nura similar a los fabricados industrialmente, re-producibles entre sí, que permitan obtener resultados
Figura 1. Orden de magnitud de costes de aquellas variables en las que incide el aditivo de molienda de cemento.
Revista Técnica CEMENTO HORMIGÓN • Nº 950 • MAYO-JUNIO 201224
Cem
ento
y conclusiones extrapolables a la práctica industrial so-bre las prestaciones y nivel de dosifi cación óptima de los aditivos verifi cados en planta piloto.
b. Estudio de las prestaciones como mejoradores de las resistencias a compresión del cemento de los aditivos pertenecientes a la familia Aditor® R sobre cementos portland puros y de adición con caliza (L), escoria de alto horno (S) y ceniza volante silícea silícea (V).(1) Adición del aditivo sobre el agua de amasado du-
rante el proceso de fabricación de moldes para de-terminación de las RC del cemento. Determinación de las prestaciones ofrecidas por cada producto en función de la naturaleza de la sal empleada en su formulación y determinación inicial del nivel ópti-mo de dosifi cación en cada caso.
(2) Adición del aditivo al proceso de fabricación de ce-mento a nivel de planta piloto. Verifi cación de las prestaciones como mejoradores de las RC y evalua-ción técnico-económica preliminar.
III. Establecimiento, estudio y seguimiento de los parámetros de calidad de aditivos mejoradores de las RC formulados en base a subproductos industriales.
IV. Realización de pruebas industriales, con el objetivo de vali-dar los resultados obtenidos a escala de planta piloto. Eva-luación técnico-económica de los aditivos desarrollados.
2.1 Materiales
Para la experimentación realizada en el presente estudio se fabricaron diversos cementos a escala de planta piloto, tanto cementos portland puros como cementos portland de adi-ción con caliza, escoria de alto horno o ceniza volante silícea. En todos los casos, la procedencia de los materiales emplea-dos fueron plantas de cemento nacionales. En la Tabla 1 se muestra la tipología y la composición de los cementos fabri-cados a nivel de planta piloto. En todos los casos, la compo-sición del núcleo de clínker y yeso fue, respectivamente, del 95 y el 5% en peso.
En la Tabla 2, Tabla 3, Tabla 4 y Tabla 5 se muestran, respec-tivamente, los datos de la caracterización química y cristalo-gráfi ca (determinación según método de Bogue) del clínker empleado, así como la composición química de la caliza, la escoria de alto horno y las cenizas volantes silíceas utilizadas en el estudio.
Tabla 1. Composición de los cementos fabricados en la planta piloto (% peso).
Tabla 2. Caracterización del CK empleado en el estudio (% peso).
Tabla 3. Caracterización de la caliza empleada en el estudio (% peso).
Tabla 4. Caracterización de la escoria de alto horno empleada en el estudio (% peso).
Tabla 5. Caracterización de las cenizas volantes silíceas empleadas en el estudio (% peso).
Tipo de cemento Clínker (CK) Yeso (Gyp) Caliza (L) Escoria de alto horno (S) Ceniza volante silícea (V)
CEM I 95,0 5,0 - - -
CEM II/A-L 80,8 4,2 15,0 - -
CEM II/A-S 80,8 4,2 - 15,0 -
CEM II/A-V 80,8 4,2 - - 15,0
Adición SiO2 Al2O3 Fe2O3 CaO MgO SO3
Fases cristalinas
C3S C2S C3A C4AF
Clínker 20,6 5,9 2,5 63,8 3,6 1,4 55,1 17,7 11,4 9,8
Adición CaO MgO PC 950 CaCO3 MgCO3
Residuo insoluble Humedad
Caliza 63,8 3,6 1,4 89,1 3,8 4,6 1,2
Adición CaO SiO2 Al2O3 MgO Fe2O3 MnO Cr2O3 P2O5 SO3 TiO2
Escoria de alto horno 40,4 14,8 10,6 5,5 17,3 2,9 1,1 0,3 0,2 1,0
Adición CO2 SO3 CaO libre CaO reactivo
SiO2 reactivo
Residuo insoluble PC 950ºC PC 550ºC
Ceniza Volante silícea 1,4 0,1 0,1 1,1 42,4 32,0 1,5 0,1
Cemento
Revista Técnica CEMENTO HORMIGÓN • Nº 950 • MAYO-JUNIO 2012 25
Para el estudio comparativo de los aditivos mejoradores de las resistencias a compresión se seleccionaron dos tipologías dis-tintas de productos: I) nuevos aditivos denominados genérica-mente como Aditor® R-Sal XY, formulados en base a polioles y sales inorgánicas obtenidas como subproductos y/o residuos en diversos procesos industriales; II) productos denominados genéricamente como Aditivo Ref.Y, de composición represen-tativa de los aditivos de molienda de cemento mejoradores de las resistencias a compresión empleados hasta la fecha en el sector cementero, y formulados a partir de especies de sín-tesis, principalmente sales de cloruro y alcanolaminas neutra-lizadas. En ambos casos, la extensión X corresponde al código numérico diferenciador del tipo de sal utilizada en la formula-ción de los aditivos desarrollados, mientras que la extensión Y representa la letra relacionada con la formulación de especies coadyuvantes presentes en cada producto.
En la Tabla 6 se muestran las principales propiedades físicas y químicas, así como la información reglamentaria y las reco-mendaciones referentes a la manipulación y almacenamiento de dos aditivos representativos de los productos Aditivo Ref.-Y y Aditor® R-SAL XY.
A partir de la información indicada en la Tabla 6, se determinó que el uso de las corrientes obtenidas como subproductos y/o resi-duos, procedentes de procesos industriales de diversa tipología y empleadas en la formulación de los Aditor® R, no afectó signifi ca-tivamente a las características físicas y/o químicas de los aditivos mejoradores de las resistencias desarrollados. De igual forma, el
empleo de este tipo de corrientes tampoco infl uyó signifi cativa-mente en la peligrosidad, manipulación o almacenamiento de los mismos. Por tanto, se puede considerar con plenas garantías que los aditivos desarrollados incluyendo este tipo de corrientes en sus formulaciones constituyen una gama de productos quí-micamente estables, de fácil manipulación y transporte, y que no suponen ningún perjuicio comparativo ni para el fabricante ni para el cliente al que va destinado, en relación al resto de aditivos mejoradores de resistencias comercializados en el sector.
2.2 Procedimiento experimental
El procedimiento experimental seguido ya ha sido descrito en detalle en otras publicaciones, así como los parámetros de ope-ración más signifi cativos de los molinos de laboratorio emplea-dos para la fabricación de cemento a escala de planta piloto [13, 14].
A partir de la experiencia acumulada en la realización de multitud de estudios de desarrollo de aditivos a escala de planta piloto, y teniendo en cuenta tanto el nivel de dosifi cación habitualmente empleado en el sector cementero para los aditivos aumentado-res de resistencias como los principios activos que componen los aditivos formulados, se eligieron unos niveles de dosifi cación de aditivo de molienda de 2.000 y 3.000 g/Tm para la investigación llevada a cabo en planta piloto en este proyecto. No obstante, se puede afi rmar que la optimización de la dosifi cación de adi-tivo (parámetro clave para la evaluación técnico-económica del producto, de cara a su posible implantación industrial), se plantea
Tabla 6. Especificaciones de los aditivos objeto de estudio.
Variable Aditivo Ref. Aditor® R
Materias primasEspecies
Derivados de alcanolaminas y sales inorgánicas en disolución acuosa
Polioles y sales inorgánicas en disolución acuosa
Tipo de fabricación o procedencia
SíntesisSubproductos y/o residuos
industriales
Propiedadesfísicas y químicas
Aspecto físico (a 20ºC) Homogéneo Homogéneo
pH (a 20 ± 1ºC) 3,6-5,6 3,1-5,1
Densidad (a 20 ± 1ºC) 1,28-1,34 1,18-1,24
Sólidos sedimentables <0,5 mL/L <0,5 mL/L
Viscosidad (a 20 ± 1ºC) 60 cP <35 cP
Punto de congelación <-20 ºC <-20 ºC
Punto de ebullición >110 ºC >106 ºC
Punto de infl amación No infl amable No infl amable
Contenido en cloruros 6,8 -15,5 7,6-12,4
Solubilidad en agua Totalmente miscible Totalmente miscible
Manipulación y almacenamiento
ManipulaciónEvitar contacto con ojos, piel y ropa.
Usar EPI’sEvitar contacto con ojos, piel y
ropa. Usar EPI’s
Materiales compatiblesMateriales plásticos
(PVC, PP, PRFC)Materiales plásticos
(PVC, PP, PRFC)
Información reglamentaria
Símbolo de riesgo Xi, Irritante -
Frases de riesgo R36 -
Frases de seguridad - -

Revista Técnica CEMENTO HORMIGÓN • Nº 950 • MAYO-JUNIO 201226
Cem
ento
siempre como tarea a llevar a cabo `in situ´ durante la realización de pruebas industriales.
En cuanto al proceso experimental seguido para la realización de los ensayos de determinación de las RC añadiendo el aditi-vo sobre el agua de amasado, el procedimiento empleado trata de salvar el efecto de la fi nura del cemento sobre el desarrollo de RC del mismo, con el objetivo de obtener resultados con-cluyentes sobre las propiedades mejoradoras de las resistencias de los aditivos formulados. De esta forma, en la fabricación de morteros para determinación de RC, se añade el aditivo sobre el agua de amasado, sustrayendo a la masa total de cemento empleada en cada ensayo (CEM I más, en su caso, adiciones) la materia activa no volátil contenida en el aditivo y teniendo en cuenta el agua añadida con cada producto al ensayo, con el objetivo de simular la absorción de las especies no volátiles del aditivo de cemento cuando éste es añadido al proceso de molienda industrial.
3. Resultados y discusión
A continuación se presentan algunos de los resultados obte-nidos, tanto a nivel de planta piloto como a escala industrial en la presente investigación, los cuales presentan los datos más significativos obtenidos en los desarrollos de RC alcan-zados por los cementos fabricados con los Aditor® R, esta-bleciendo como comparación de referencia tanto la molien-da realizada sin aditivo (blanco), como la molienda llevada a cabo con la incorporación de los aditivos Aditivo Ref.-1 y Aditivo Ref.-2.
Asimismo, tras determinar la viabilidad de la fabricación, al-macenamiento y manipulación, peligrosidad, suministro y co-mercialización de los Aditor® R para su consumo a gran escala, después de llevar a cabo la verifi cación en planta piloto de las propiedades como mejoradores de las RC del cemento de esta familia de aditivos, y previamente a su validación a escala in-dustrial, se establecieron los parámetros idóneos para realizar el control de calidad de este tipo de productos.
Los ensayos de caracterización de cementos y aditivos de molienda realizados se llevaron a cabo de acuerdo a las di-ferentes Normas Europeas (EN). De esta forma, todos los en-sayos de caracterización de cemento fueron referenciados a los realizados en idénticas condiciones sobre los cementos sin aditivar (blancos) y/o fabricados con los aditivos de refe-rencia, tanto a nivel de planta piloto como a escala industrial, de forma que fuera posible valorar de forma fiable las me-joras alcanzadas con la incorporación de las formulaciones probadas. Por su parte, las características presentadas por los Aditor® R se valoraron frente a los parámetros de calidad propios de los aditivos mejoradores de resistencias a com-presión tradicionales.
3.1 Estudio previo. Determinación de las condiciones de molienda de planta piloto para la fabricación de ce-mentos
El objetivo de esta experimentación previa fue establecer las condiciones experimentales más adecuadas en lo relativo a las molienda de planta piloto para la obtención de cementos con fi nuras similares entre sí en cada caso, que permitieran determi-
Figuras 2, 3 y 4. Instalaciones de Planta Piloto de Proquicesa. Premolienda de materiales, molienda de cemento y dosificación
de aditivo.
Figuras 5, 6 y 7. Instalaciones de Planta Piloto de Proquicesa. Amasadora planetaria, proceso de fabricación de moldes, y ensayo
de compresión.
Cemento
Revista Técnica CEMENTO HORMIGÓN • Nº 950 • MAYO-JUNIO 2012 27
nar fi elmente la infl uencia de los aditivos Aditor® R formulados sobre el desarrollo de RC de los cementos fabricados, así como la fabricación de cementos a nivel de planta piloto con consig-nas de fi nura y curvas granulométricas homogéneas, similares a las de cementos obtenidos industrialmente, de tal forma que se favorezca el cambio de escala de los resultados obtenidos a nivel de laboratorio.
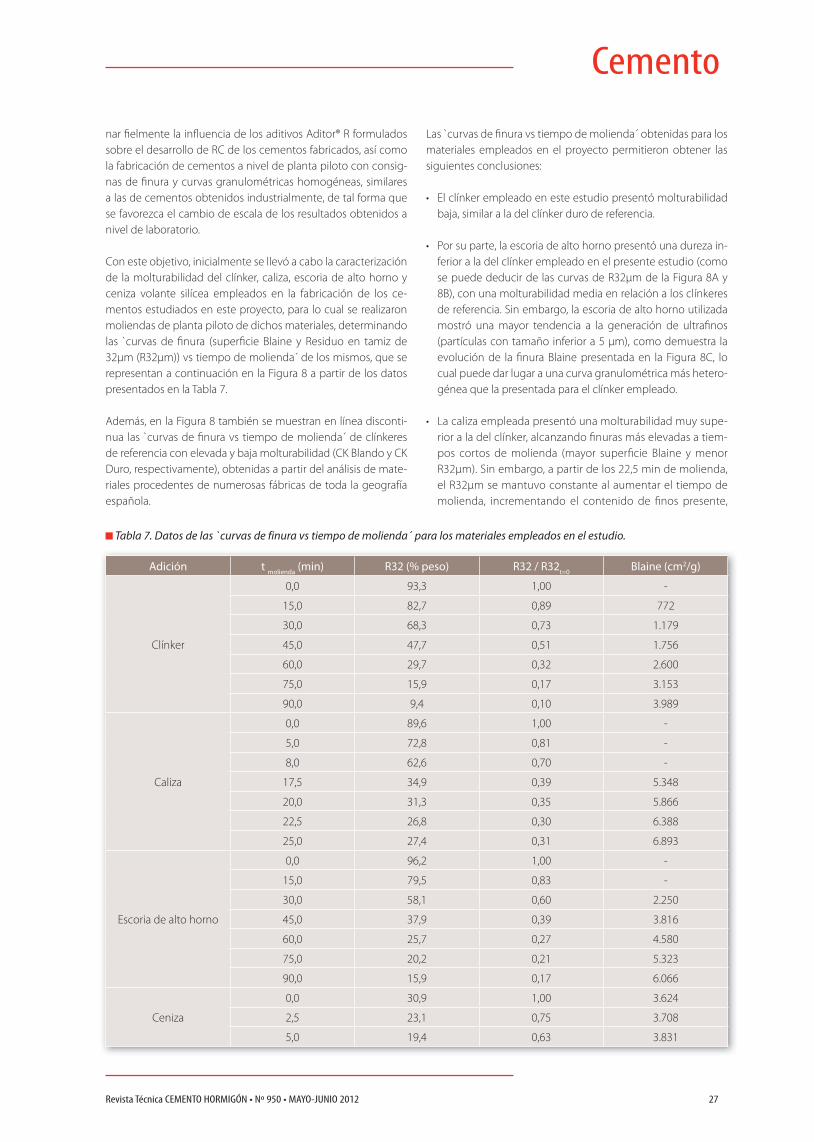
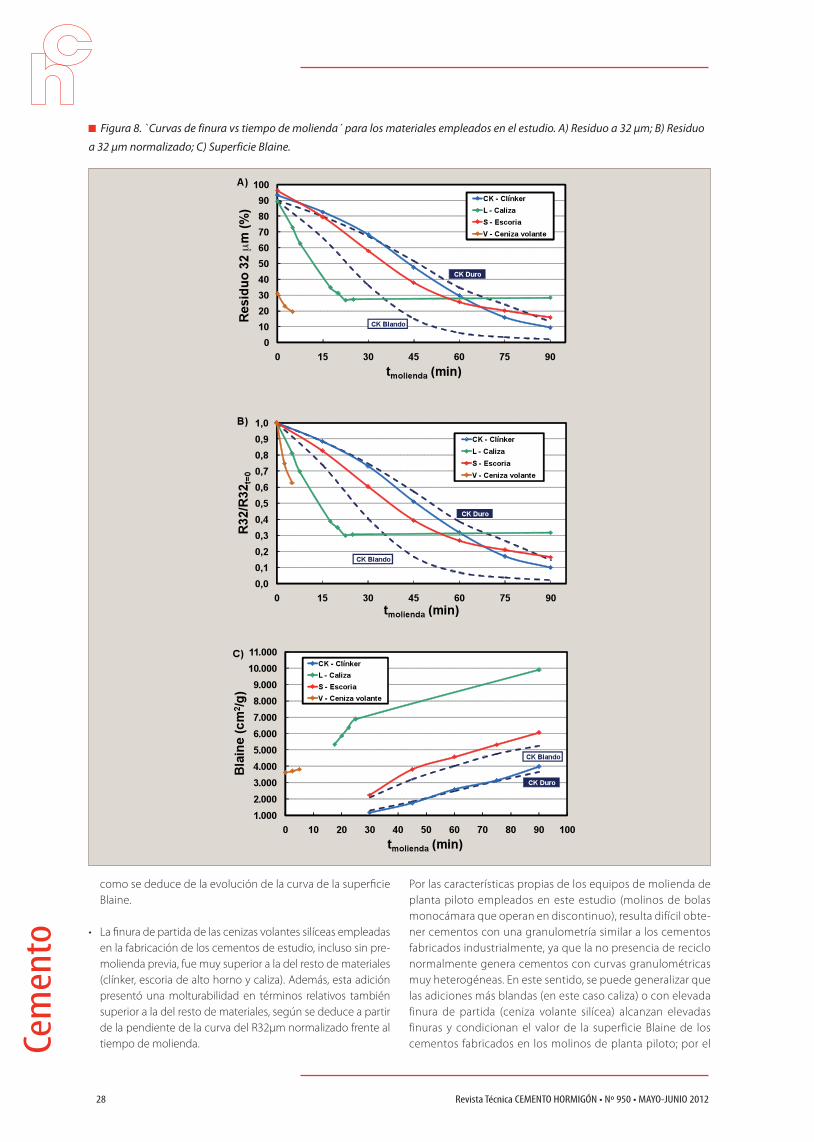
Con este objetivo, inicialmente se llevó a cabo la caracterización de la molturabilidad del clínker, caliza, escoria de alto horno y ceniza volante silícea empleados en la fabricación de los ce-mentos estudiados en este proyecto, para lo cual se realizaron moliendas de planta piloto de dichos materiales, determinando las `curvas de fi nura (superfi cie Blaine y Residuo en tamiz de 32μm (R32μm)) vs tiempo de molienda´ de los mismos, que se representan a continuación en la Figura 8 a partir de los datos presentados en la Tabla 7.
Además, en la Figura 8 también se muestran en línea disconti-nua las `curvas de fi nura vs tiempo de molienda´ de clínkeres de referencia con elevada y baja molturabilidad (CK Blando y CK Duro, respectivamente), obtenidas a partir del análisis de mate-riales procedentes de numerosas fábricas de toda la geografía española.
Las `curvas de fi nura vs tiempo de molienda´ obtenidas para los materiales empleados en el proyecto permitieron obtener las siguientes conclusiones:
• El clínker empleado en este estudio presentó molturabilidad baja, similar a la del clínker duro de referencia.
• Por su parte, la escoria de alto horno presentó una dureza in-ferior a la del clínker empleado en el presente estudio (como se puede deducir de las curvas de R32μm de la Figura 8A y 8B), con una molturabilidad media en relación a los clínkeres de referencia. Sin embargo, la escoria de alto horno utilizada mostró una mayor tendencia a la generación de ultrafi nos (partículas con tamaño inferior a 5 μm), como demuestra la evolución de la fi nura Blaine presentada en la Figura 8C, lo cual puede dar lugar a una curva granulométrica más hetero-génea que la presentada para el clínker empleado.
• La caliza empleada presentó una molturabilidad muy supe-rior a la del clínker, alcanzando fi nuras más elevadas a tiem-pos cortos de molienda (mayor superfi cie Blaine y menor R32μm). Sin embargo, a partir de los 22,5 min de molienda, el R32μm se mantuvo constante al aumentar el tiempo de molienda, incrementando el contenido de fi nos presente,
Tabla 7. Datos de las `curvas de finura vs tiempo de molienda´ para los materiales empleados en el estudio.
Adición t molienda (min) R32 (% peso) R32 / R32t=0 Blaine (cm2/g)
Clínker
0,0 93,3 1,00 -
15,0 82,7 0,89 772
30,0 68,3 0,73 1.179
45,0 47,7 0,51 1.756
60,0 29,7 0,32 2.600
75,0 15,9 0,17 3.153
90,0 9,4 0,10 3.989
Caliza
0,0 89,6 1,00 -
5,0 72,8 0,81 -
8,0 62,6 0,70 -
17,5 34,9 0,39 5.348
20,0 31,3 0,35 5.866
22,5 26,8 0,30 6.388
25,0 27,4 0,31 6.893
Escoria de alto horno
0,0 96,2 1,00 -
15,0 79,5 0,83 -
30,0 58,1 0,60 2.250
45,0 37,9 0,39 3.816
60,0 25,7 0,27 4.580
75,0 20,2 0,21 5.323
90,0 15,9 0,17 6.066
Ceniza
0,0 30,9 1,00 3.624
2,5 23,1 0,75 3.708
5,0 19,4 0,63 3.831
Revista Técnica CEMENTO HORMIGÓN • Nº 950 • MAYO-JUNIO 201228
Cem
ento
como se deduce de la evolución de la curva de la superfi cie Blaine.
• La fi nura de partida de las cenizas volantes silíceas empleadas en la fabricación de los cementos de estudio, incluso sin pre-molienda previa, fue muy superior a la del resto de materiales (clínker, escoria de alto horno y caliza). Además, esta adición presentó una molturabilidad en términos relativos también superior a la del resto de materiales, según se deduce a partir de la pendiente de la curva del R32μm normalizado frente al tiempo de molienda.
Por las características propias de los equipos de molienda de planta piloto empleados en este estudio (molinos de bolas monocámara que operan en discontinuo), resulta difícil obte-ner cementos con una granulometría similar a los cementos fabricados industrialmente, ya que la no presencia de reciclo normalmente genera cementos con curvas granulométricas muy heterogéneas. En este sentido, se puede generalizar que las adiciones más blandas (en este caso caliza) o con elevada finura de partida (ceniza volante silícea) alcanzan elevadas finuras y condicionan el valor de la superficie Blaine de los cementos fabricados en los molinos de planta piloto; por el
Figura 8. `Curvas de finura vs tiempo de molienda´ para los materiales empleados en el estudio. A) Residuo a 32 μm; B) Residuo
a 32 μm normalizado; C) Superficie Blaine.
Cemento
Revista Técnica CEMENTO HORMIGÓN • Nº 950 • MAYO-JUNIO 2012 29
contrario, la granulometría del clínker y la escoria de alto hor-no, de mayor dureza y menor granulometría de partida, afec-ta de forma determinante al valor del residuo de los mismos. De esta forma, se pone de manifiesto cómo en los sistemas de molienda de circuito abierto (normalmente empleados a escala de laboratorio o planta piloto), la evolución de la fi-nura presenta una tendencia particular, muy afectada por la presencia de adiciones [15-16].
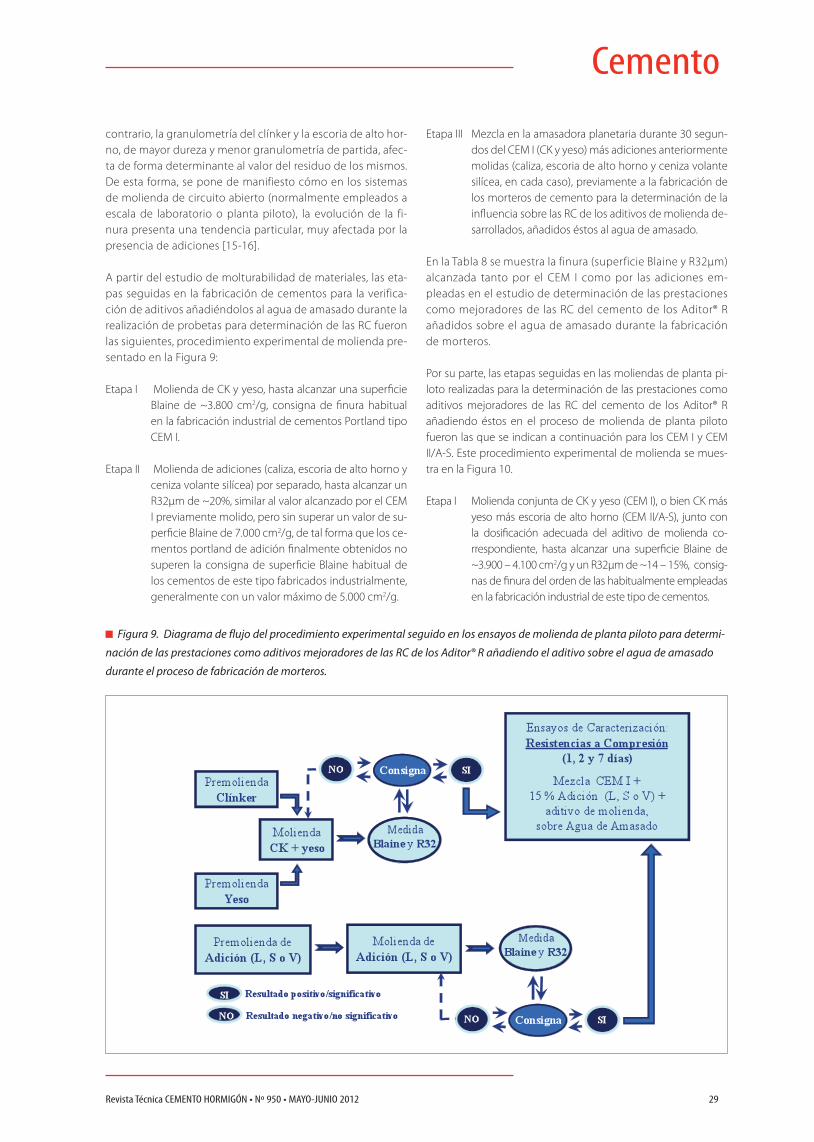
A partir del estudio de molturabilidad de materiales, las eta-pas seguidas en la fabricación de cementos para la verifica-ción de aditivos añadiéndolos al agua de amasado durante la realización de probetas para determinación de las RC fueron las siguientes, procedimiento experimental de molienda pre-sentado en la Figura 9:
Etapa I Molienda de CK y yeso, hasta alcanzar una superfi cie Blaine de ~3.800 cm2/g, consigna de fi nura habitual en la fabricación industrial de cementos Portland tipo CEM I.
Etapa II Molienda de adiciones (caliza, escoria de alto horno y ceniza volante silícea) por separado, hasta alcanzar un R32μm de ~20%, similar al valor alcanzado por el CEM I previamente molido, pero sin superar un valor de su-perfi cie Blaine de 7.000 cm2/g, de tal forma que los ce-mentos portland de adición fi nalmente obtenidos no superen la consigna de superfi cie Blaine habitual de los cementos de este tipo fabricados industrialmente, generalmente con un valor máximo de 5.000 cm2/g.
Etapa III Mezcla en la amasadora planetaria durante 30 segun-dos del CEM I (CK y yeso) más adiciones anteriormente molidas (caliza, escoria de alto horno y ceniza volante silícea, en cada caso), previamente a la fabricación de los morteros de cemento para la determinación de la infl uencia sobre las RC de los aditivos de molienda de-sarrollados, añadidos éstos al agua de amasado.
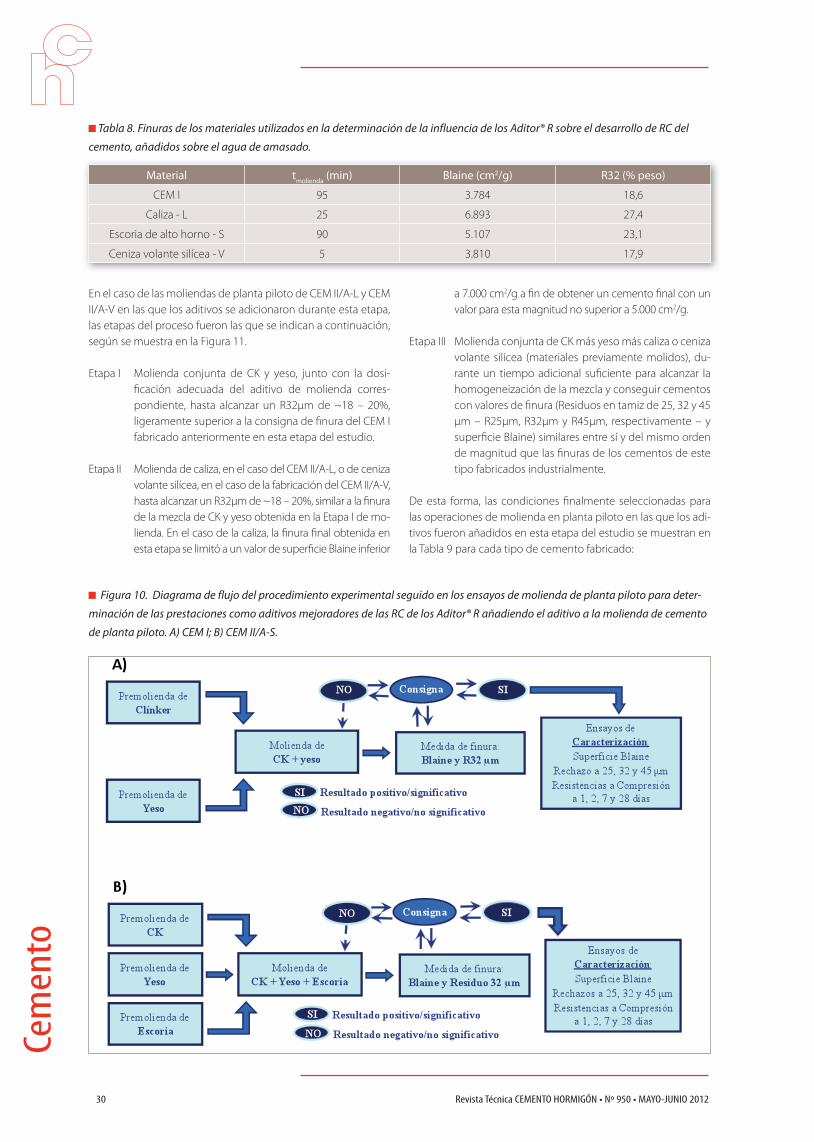
En la Tabla 8 se muestra la finura (superficie Blaine y R32μm) alcanzada tanto por el CEM I como por las adiciones em-pleadas en el estudio de determinación de las prestaciones como mejoradores de las RC del cemento de los Aditor® R añadidos sobre el agua de amasado durante la fabricación de morteros.
Por su parte, las etapas seguidas en las moliendas de planta pi-loto realizadas para la determinación de las prestaciones como aditivos mejoradores de las RC del cemento de los Aditor® R añadiendo éstos en el proceso de molienda de planta piloto fueron las que se indican a continuación para los CEM I y CEM II/A-S. Este procedimiento experimental de molienda se mues-tra en la Figura 10.
Etapa I Molienda conjunta de CK y yeso (CEM I), o bien CK más yeso más escoria de alto horno (CEM II/A-S), junto con la dosifi cación adecuada del aditivo de molienda co-rrespondiente, hasta alcanzar una superfi cie Blaine de ~3.900 – 4.100 cm2/g y un R32μm de ~14 – 15%, consig-nas de fi nura del orden de las habitualmente empleadas en la fabricación industrial de este tipo de cementos.
Figura 9. Diagrama de flujo del procedimiento experimental seguido en los ensayos de molienda de planta piloto para determi-
nación de las prestaciones como aditivos mejoradores de las RC de los Aditor® R añadiendo el aditivo sobre el agua de amasado
durante el proceso de fabricación de morteros.
Revista Técnica CEMENTO HORMIGÓN • Nº 950 • MAYO-JUNIO 201230
Cem
ento
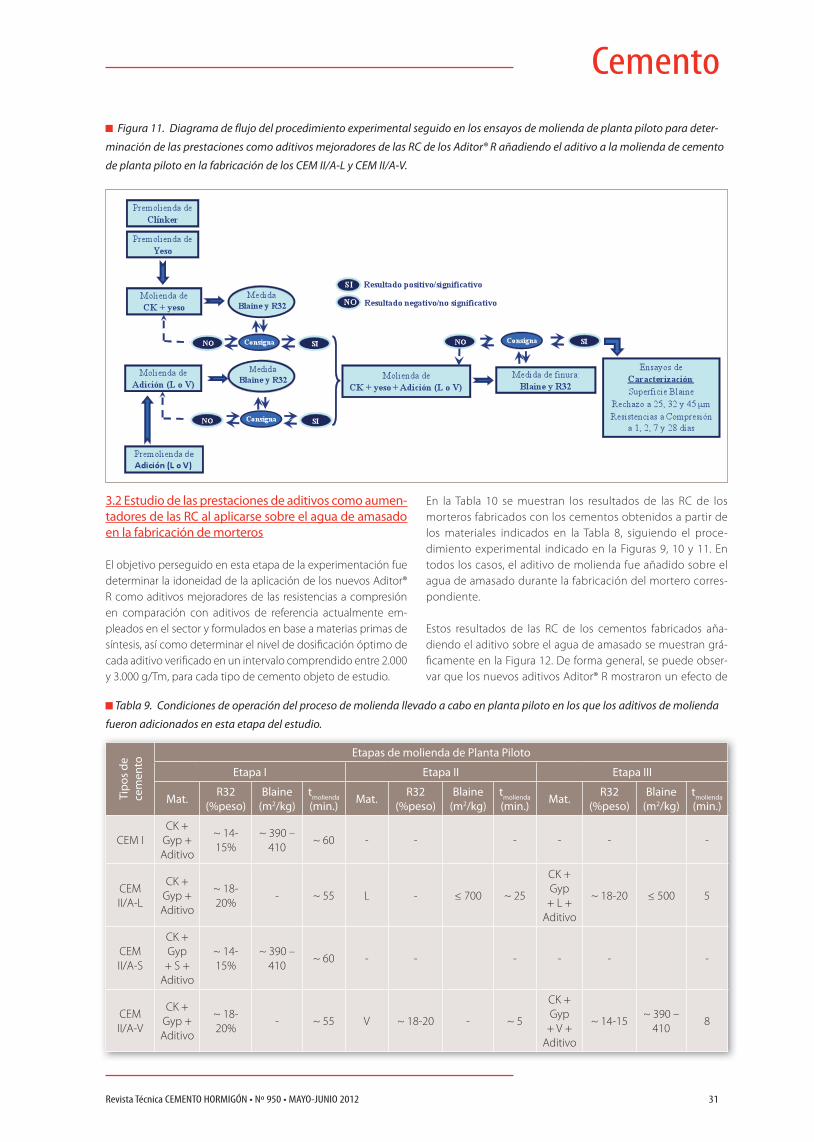
En el caso de las moliendas de planta piloto de CEM II/A-L y CEM II/A-V en las que los aditivos se adicionaron durante esta etapa, las etapas del proceso fueron las que se indican a continuación, según se muestra en la Figura 11.
Etapa I Molienda conjunta de CK y yeso, junto con la dosi-fi cación adecuada del aditivo de molienda corres-pondiente, hasta alcanzar un R32μm de ~18 – 20%, ligeramente superior a la consigna de fi nura del CEM I fabricado anteriormente en esta etapa del estudio.
Etapa II Molienda de caliza, en el caso del CEM II/A-L, o de ceniza volante silícea, en el caso de la fabricación del CEM II/A-V, hasta alcanzar un R32μm de ~18 – 20%, similar a la fi nura de la mezcla de CK y yeso obtenida en la Etapa I de mo-lienda. En el caso de la caliza, la fi nura fi nal obtenida en esta etapa se limitó a un valor de superfi cie Blaine inferior
a 7.000 cm2/g a fi n de obtener un cemento fi nal con un valor para esta magnitud no superior a 5.000 cm2/g.
Etapa III Molienda conjunta de CK más yeso más caliza o ceniza volante silícea (materiales previamente molidos), du-rante un tiempo adicional sufi ciente para alcanzar la homogeneización de la mezcla y conseguir cementos con valores de fi nura (Residuos en tamiz de 25, 32 y 45 μm – R25μm, R32μm y R45μm, respectivamente – y superfi cie Blaine) similares entre sí y del mismo orden de magnitud que las fi nuras de los cementos de este tipo fabricados industrialmente.
De esta forma, las condiciones fi nalmente seleccionadas para las operaciones de molienda en planta piloto en las que los adi-tivos fueron añadidos en esta etapa del estudio se muestran en la Tabla 9 para cada tipo de cemento fabricado:
Tabla 8. Finuras de los materiales utilizados en la determinación de la influencia de los Aditor® R sobre el desarrollo de RC del
cemento, añadidos sobre el agua de amasado.
Material tmolienda (min) Blaine (cm2/g) R32 (% peso)
CEM I 95 3.784 18,6
Caliza - L 25 6.893 27,4
Escoria de alto horno - S 90 5.107 23,1
Ceniza volante silícea - V 5 3.810 17,9
Figura 10. Diagrama de flujo del procedimiento experimental seguido en los ensayos de molienda de planta piloto para deter-
minación de las prestaciones como aditivos mejoradores de las RC de los Aditor® R añadiendo el aditivo a la molienda de cemento
de planta piloto. A) CEM I; B) CEM II/A-S.
Cemento
Revista Técnica CEMENTO HORMIGÓN • Nº 950 • MAYO-JUNIO 2012 31
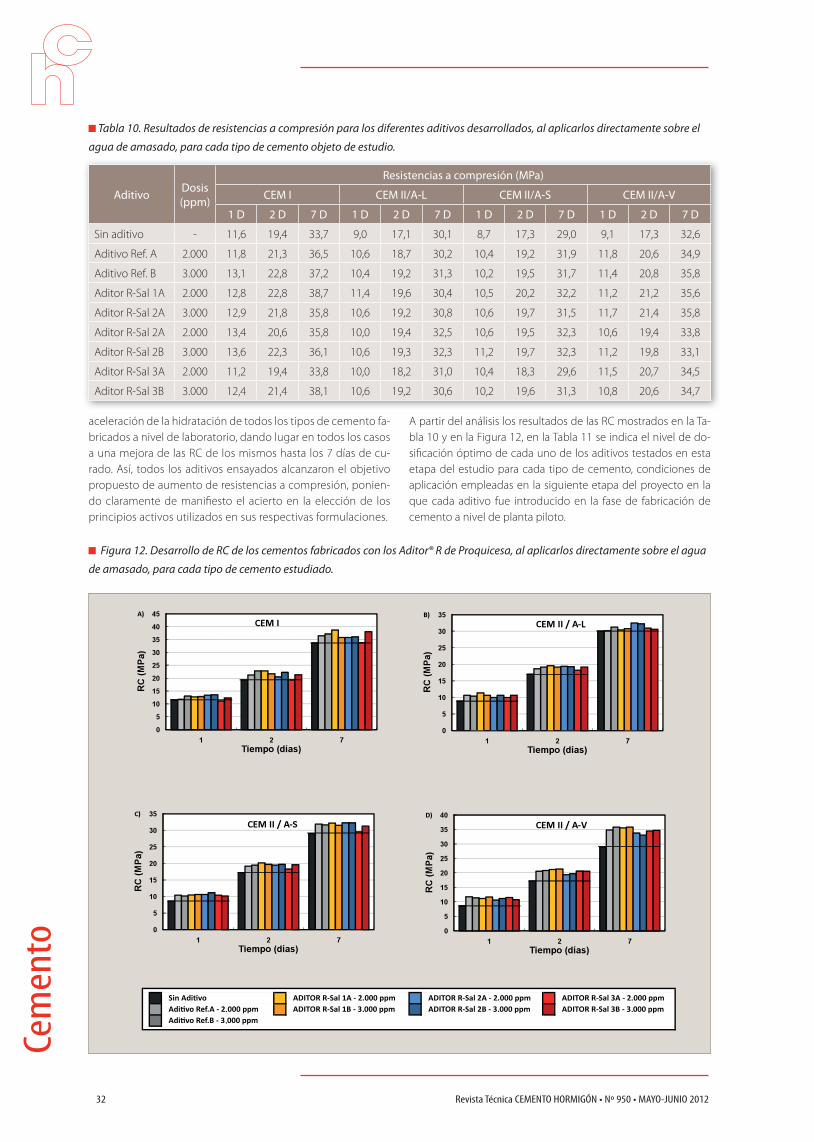
3.2 Estudio de las prestaciones de aditivos como aumen-tadores de las RC al aplicarse sobre el agua de amasado en la fabricación de morteros
El objetivo perseguido en esta etapa de la experimentación fue determinar la idoneidad de la aplicación de los nuevos Aditor® R como aditivos mejoradores de las resistencias a compresión en comparación con aditivos de referencia actualmente em-pleados en el sector y formulados en base a materias primas de síntesis, así como determinar el nivel de dosifi cación óptimo de cada aditivo verifi cado en un intervalo comprendido entre 2.000 y 3.000 g/Tm, para cada tipo de cemento objeto de estudio.
En la Tabla 10 se muestran los resultados de las RC de los morteros fabricados con los cementos obtenidos a partir de los materiales indicados en la Tabla 8, siguiendo el proce-dimiento experimental indicado en la Figuras 9, 10 y 11. En todos los casos, el aditivo de molienda fue añadido sobre el agua de amasado durante la fabricación del mortero corres-pondiente.
Estos resultados de las RC de los cementos fabricados aña-diendo el aditivo sobre el agua de amasado se muestran grá-fi camente en la Figura 12. De forma general, se puede obser-var que los nuevos aditivos Aditor® R mostraron un efecto de
Figura 11. Diagrama de flujo del procedimiento experimental seguido en los ensayos de molienda de planta piloto para deter-
minación de las prestaciones como aditivos mejoradores de las RC de los Aditor® R añadiendo el aditivo a la molienda de cemento
de planta piloto en la fabricación de los CEM II/A-L y CEM II/A-V.
Tabla 9. Condiciones de operación del proceso de molienda llevado a cabo en planta piloto en los que los aditivos de molienda
fueron adicionados en esta etapa del estudio.
Tipo
s de
ce
men
to
Etapas de molienda de Planta Piloto
Etapa I Etapa II Etapa III
Mat. R32 (%peso)
Blaine (m2/kg)
tmolienda (min.) Mat. R32
(%peso)Blaine
(m2/kg)tmolienda (min.) Mat. R32
(%peso)Blaine
(m2/kg)tmolienda (min.)
CEM ICK +
Gyp + Aditivo
~ 14-15%
~ 390 – 410
~ 60 - - - - - -
CEM II/A-L
CK + Gyp + Aditivo
~ 18-20%
- ~ 55 L - ≤ 700 ~ 25
CK + Gyp
+ L + Aditivo
~ 18-20 ≤ 500 5
CEM II/A-S
CK + Gyp
+ S + Aditivo
~ 14-15%
~ 390 – 410
~ 60 - - - - - -
CEM II/A-V
CK + Gyp + Aditivo
~ 18-20%
- ~ 55 V ~ 18-20 - ~ 5
CK + Gyp
+ V + Aditivo
~ 14-15~ 390 –
4108
Revista Técnica CEMENTO HORMIGÓN • Nº 950 • MAYO-JUNIO 201232
Cem
ento
aceleración de la hidratación de todos los tipos de cemento fa-bricados a nivel de laboratorio, dando lugar en todos los casos a una mejora de las RC de los mismos hasta los 7 días de cu-rado. Así, todos los aditivos ensayados alcanzaron el objetivo propuesto de aumento de resistencias a compresión, ponien-do claramente de manifi esto el acierto en la elección de los principios activos utilizados en sus respectivas formulaciones.
A partir del análisis los resultados de las RC mostrados en la Ta-bla 10 y en la Figura 12, en la Tabla 11 se indica el nivel de do-sifi cación óptimo de cada uno de los aditivos testados en esta etapa del estudio para cada tipo de cemento, condiciones de aplicación empleadas en la siguiente etapa del proyecto en la que cada aditivo fue introducido en la fase de fabricación de cemento a nivel de planta piloto.
Tabla 10. Resultados de resistencias a compresión para los diferentes aditivos desarrollados, al aplicarlos directamente sobre el
agua de amasado, para cada tipo de cemento objeto de estudio.
Aditivo Dosis (ppm)
Resistencias a compresión (MPa)
CEM I CEM II/A-L CEM II/A-S CEM II/A-V
1 D 2 D 7 D 1 D 2 D 7 D 1 D 2 D 7 D 1 D 2 D 7 D
Sin aditivo - 11,6 19,4 33,7 9,0 17,1 30,1 8,7 17,3 29,0 9,1 17,3 32,6
Aditivo Ref. A 2.000 11,8 21,3 36,5 10,6 18,7 30,2 10,4 19,2 31,9 11,8 20,6 34,9
Aditivo Ref. B 3.000 13,1 22,8 37,2 10,4 19,2 31,3 10,2 19,5 31,7 11,4 20,8 35,8
Aditor R-Sal 1A 2.000 12,8 22,8 38,7 11,4 19,6 30,4 10,5 20,2 32,2 11,2 21,2 35,6
Aditor R-Sal 2A 3.000 12,9 21,8 35,8 10,6 19,2 30,8 10,6 19,7 31,5 11,7 21,4 35,8
Aditor R-Sal 2A 2.000 13,4 20,6 35,8 10,0 19,4 32,5 10,6 19,5 32,3 10,6 19,4 33,8
Aditor R-Sal 2B 3.000 13,6 22,3 36,1 10,6 19,3 32,3 11,2 19,7 32,3 11,2 19,8 33,1
Aditor R-Sal 3A 2.000 11,2 19,4 33,8 10,0 18,2 31,0 10,4 18,3 29,6 11,5 20,7 34,5
Aditor R-Sal 3B 3.000 12,4 21,4 38,1 10,6 19,2 30,6 10,2 19,6 31,3 10,8 20,6 34,7
Figura 12. Desarrollo de RC de los cementos fabricados con los Aditor® R de Proquicesa, al aplicarlos directamente sobre el agua
de amasado, para cada tipo de cemento estudiado.
Cemento
Revista Técnica CEMENTO HORMIGÓN • Nº 950 • MAYO-JUNIO 2012 33
Teniendo en cuenta aspectos económicos relacionados con la minimización de los costes de aditivo de molienda imputados al coste de fabricación total de cemento, en todos los casos se eligió como nivel óptimo de dosifi cación el correspondiente al menor valor del rango estudiado para esta variable (2.000 g/Tm), siempre que el incremento de dosifi cación no generase una mejora signi-fi cativa de las RC hasta 7 días de curado en relación al cemento sin aditivo (superior al error experimental del ensayo, de 1 MPa para RC hasta 7 días de curado).
3.3 Estudio de las prestaciones de aditivos como mejo-radores de las RC al aplicarse en el proceso molienda de cemento de planta piloto
En esta etapa del proyecto, el objetivo perseguido fue determi-nar qué formulación de los aditivos pertenecientes a la familia Aditor® R resultó óptima como aumentador de las resistencias
a compresión en su aplicación a los distintos tipos de cemento estudiados en la presente investigación.
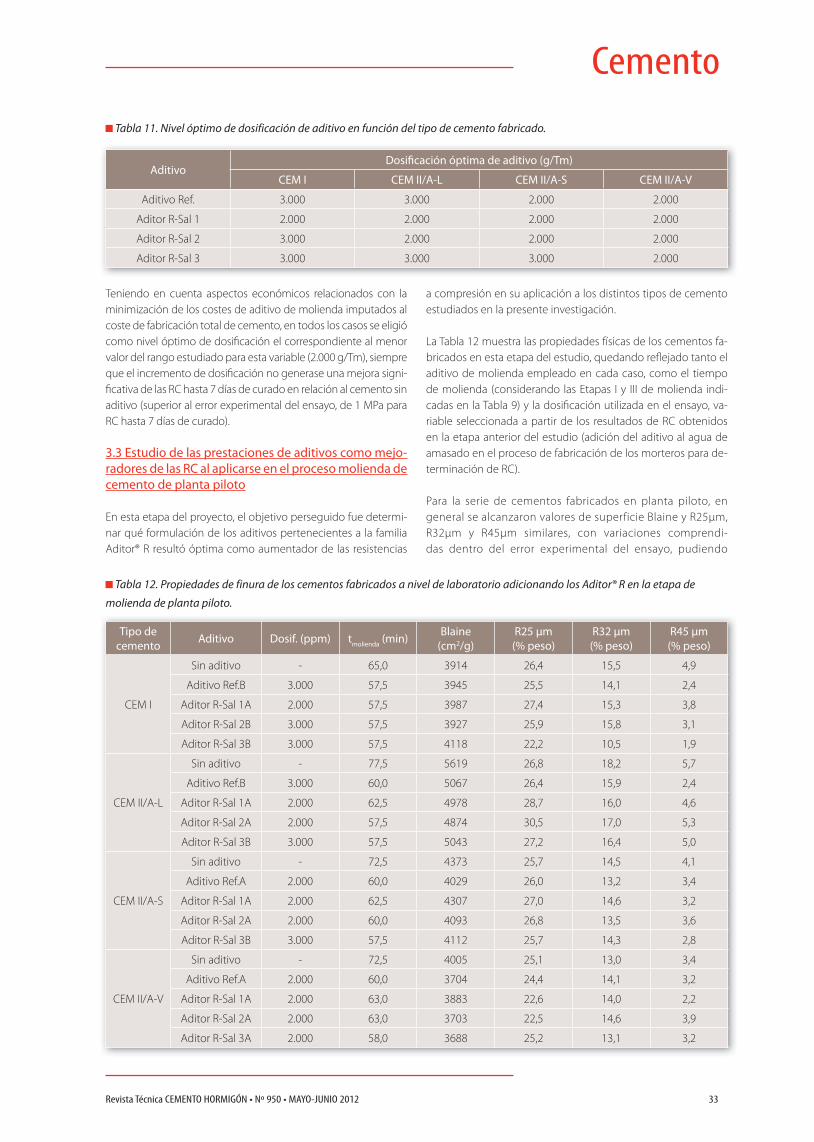
La Tabla 12 muestra las propiedades físicas de los cementos fa-bricados en esta etapa del estudio, quedando refl ejado tanto el aditivo de molienda empleado en cada caso, como el tiempo de molienda (considerando las Etapas I y III de molienda indi-cadas en la Tabla 9) y la dosifi cación utilizada en el ensayo, va-riable seleccionada a partir de los resultados de RC obtenidos en la etapa anterior del estudio (adición del aditivo al agua de amasado en el proceso de fabricación de los morteros para de-terminación de RC).
Para la serie de cementos fabricados en planta piloto, en general se alcanzaron valores de superficie Blaine y R25μm, R32μm y R45μm similares, con variaciones comprendi-das dentro del error experimental del ensayo, pudiendo
Tabla 11. Nivel óptimo de dosificación de aditivo en función del tipo de cemento fabricado.
Tabla 12. Propiedades de finura de los cementos fabricados a nivel de laboratorio adicionando los Aditor® R en la etapa de
molienda de planta piloto.
AditivoDosifi cación óptima de aditivo (g/Tm)
CEM I CEM II/A-L CEM II/A-S CEM II/A-V
Aditivo Ref. 3.000 3.000 2.000 2.000
Aditor R-Sal 1 2.000 2.000 2.000 2.000
Aditor R-Sal 2 3.000 2.000 2.000 2.000
Aditor R-Sal 3 3.000 3.000 3.000 2.000
Tipo de cemento Aditivo Dosif. (ppm) tmolienda (min) Blaine
(cm2/g)R25 μm(% peso)
R32 μm(% peso)
R45 μm(% peso)
CEM I
Sin aditivo - 65,0 3914 26,4 15,5 4,9
Aditivo Ref.B 3.000 57,5 3945 25,5 14,1 2,4
Aditor R-Sal 1A 2.000 57,5 3987 27,4 15,3 3,8
Aditor R-Sal 2B 3.000 57,5 3927 25,9 15,8 3,1
Aditor R-Sal 3B 3.000 57,5 4118 22,2 10,5 1,9
CEM II/A-L
Sin aditivo - 77,5 5619 26,8 18,2 5,7
Aditivo Ref.B 3.000 60,0 5067 26,4 15,9 2,4
Aditor R-Sal 1A 2.000 62,5 4978 28,7 16,0 4,6
Aditor R-Sal 2A 2.000 57,5 4874 30,5 17,0 5,3
Aditor R-Sal 3B 3.000 57,5 5043 27,2 16,4 5,0
CEM II/A-S
Sin aditivo - 72,5 4373 25,7 14,5 4,1
Aditivo Ref.A 2.000 60,0 4029 26,0 13,2 3,4
Aditor R-Sal 1A 2.000 62,5 4307 27,0 14,6 3,2
Aditor R-Sal 2A 2.000 60,0 4093 26,8 13,5 3,6
Aditor R-Sal 3B 3.000 57,5 4112 25,7 14,3 2,8
CEM II/A-V
Sin aditivo - 72,5 4005 25,1 13,0 3,4
Aditivo Ref.A 2.000 60,0 3704 24,4 14,1 3,2
Aditor R-Sal 1A 2.000 63,0 3883 22,6 14,0 2,2
Aditor R-Sal 2A 2.000 63,0 3703 22,5 14,6 3,9
Aditor R-Sal 3A 2.000 58,0 3688 25,2 13,1 3,2
Revista Técnica CEMENTO HORMIGÓN • Nº 950 • MAYO-JUNIO 201234
Cem
ento
determinar de forma fiable la influencia de la composición de los aditivos formulados en el desarrollo de RC, eliminan-do la distorsión que genera sobre la interpretación de los resultados de resistencias la comparación de cementos con diferente finura.
Sin embargo, los resultados de la fi nura Blaine obtenidos para el CEM II/A-L fabricado sin aditivo presentaron diferencias sig-nifi cativas por encima del intervalo del error experimental en comparación con los valores obtenidos para el resto de ce-mentos de este tipo fabricados con aditivo de molienda. Esto se debe a la diferencia de molturabilidad que presentan el clínker y la caliza, que da origen a un cemento cuya distribu-ción de tamaño de partícula está repartida en dos fracciones fácilmente diferenciables (las correspondientes al clínker, de mayor tamaño, y a la caliza, partículas más fi nas) [17], lo que provoca que el efecto del aditivo en la molienda se centre en favorecer la molturación de la fase más dura, el clínker, redu-ciendo el rechazo y homogeneizando la distribución del ta-maño de partícula. Por esto, los resultados de superfi cie Blaine han de ser tratados con precaución a la hora de evaluar la fi -nura de un cemento portland de adición, siendo una medida más fi able la del ensayo de residuo en tamiz de 25, 32, 45 y/o 63 μm.
Por otra parte, el empleo de los aditivos pertenecientes a la familia Aditor® R dio lugar en todos los casos a una disminu-ción del tiempo de molienda necesario para alcanzar la fi nura de consigna de cada tipo de cemento respecto a la molienda sin aditivo, alcanzando valores similares a los obtenidos con el uso del aditivo de referencia (Aditivo Ref.). De esta forma, la apli-cación de los Aditor® R generó reducciones de los tiempos de molienda de más del 10% en el caso de la fabricación del CEM I, de entre el 20 – 25% cuando se emplearon en la molienda del CEM II/A-L y de ~15 – 20% cuando estos aditivos se adicionaron en los molinos de planta piloto sobre los CEM II/A-S y CEM II/A-V. Estos resultados ponen claramente de manifi esto el efecto coadyuvante de los aditivos Aditor® R, lo cual puede redundar en un aumento del rendimiento energético del proceso de mo-lienda llevado a cabo industrialmente y, por tanto, contribuir a la reducción de los costes de producción de cemento fabricado.
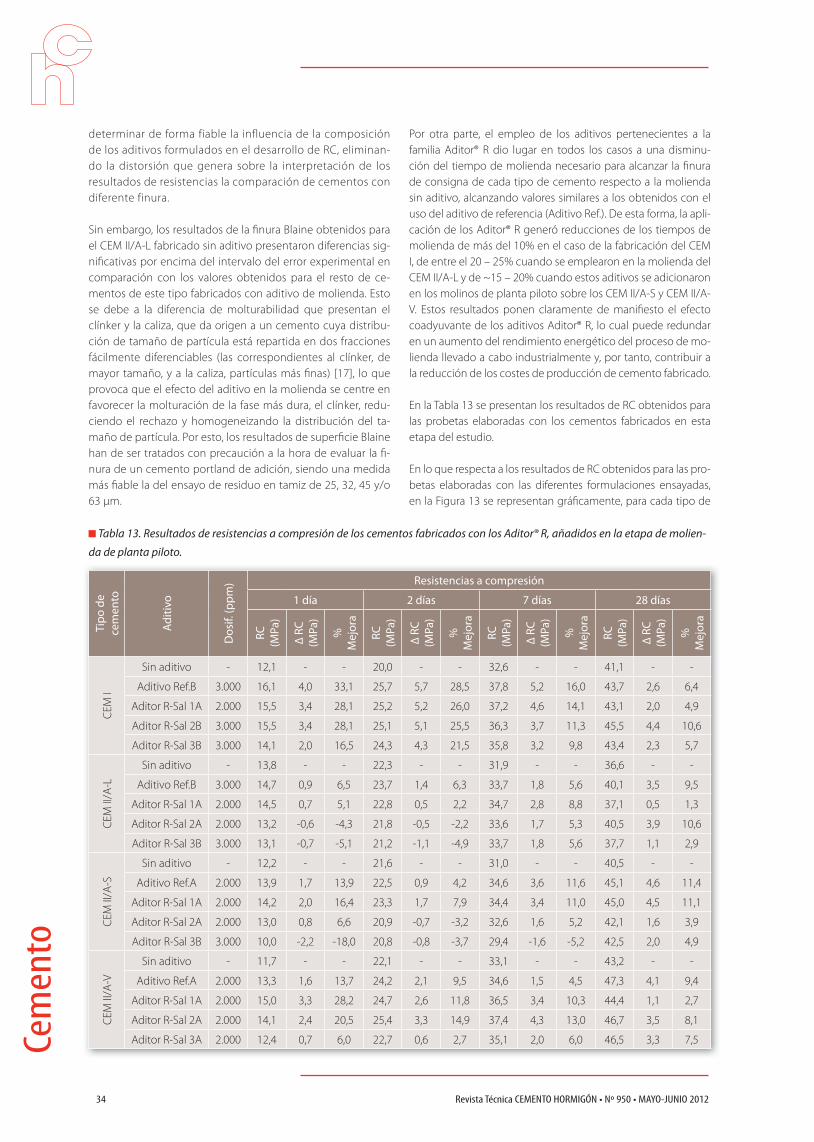
En la Tabla 13 se presentan los resultados de RC obtenidos para las probetas elaboradas con los cementos fabricados en esta etapa del estudio.
En lo que respecta a los resultados de RC obtenidos para las pro-betas elaboradas con las diferentes formulaciones ensayadas, en la Figura 13 se representan gráfi camente, para cada tipo de
Tabla 13. Resultados de resistencias a compresión de los cementos fabricados con los Aditor® R, añadidos en la etapa de molien-
da de planta piloto.
Tipo
de
cem
ento
Aditi
vo
Dos
if. (p
pm) Resistencias a compresión
1 día 2 días 7 días 28 días
RC
(MPa
)
Δ RC
(M
Pa)
%
Mej
ora
RC
(MPa
)
Δ RC
(M
Pa)
%
Mej
ora
RC
(MPa
)
Δ RC
(M
Pa)
%
Mej
ora
RC
(MPa
)
Δ RC
(M
Pa)
%
Mej
ora
CEM
I
Sin aditivo - 12,1 - - 20,0 - - 32,6 - - 41,1 - -
Aditivo Ref.B 3.000 16,1 4,0 33,1 25,7 5,7 28,5 37,8 5,2 16,0 43,7 2,6 6,4
Aditor R-Sal 1A 2.000 15,5 3,4 28,1 25,2 5,2 26,0 37,2 4,6 14,1 43,1 2,0 4,9
Aditor R-Sal 2B 3.000 15,5 3,4 28,1 25,1 5,1 25,5 36,3 3,7 11,3 45,5 4,4 10,6
Aditor R-Sal 3B 3.000 14,1 2,0 16,5 24,3 4,3 21,5 35,8 3,2 9,8 43,4 2,3 5,7
CEM
II/A
-L
Sin aditivo - 13,8 - - 22,3 - - 31,9 - - 36,6 - -
Aditivo Ref.B 3.000 14,7 0,9 6,5 23,7 1,4 6,3 33,7 1,8 5,6 40,1 3,5 9,5
Aditor R-Sal 1A 2.000 14,5 0,7 5,1 22,8 0,5 2,2 34,7 2,8 8,8 37,1 0,5 1,3
Aditor R-Sal 2A 2.000 13,2 -0,6 -4,3 21,8 -0,5 -2,2 33,6 1,7 5,3 40,5 3,9 10,6
Aditor R-Sal 3B 3.000 13,1 -0,7 -5,1 21,2 -1,1 -4,9 33,7 1,8 5,6 37,7 1,1 2,9
CEM
II/A
-S
Sin aditivo - 12,2 - - 21,6 - - 31,0 - - 40,5 - -
Aditivo Ref.A 2.000 13,9 1,7 13,9 22,5 0,9 4,2 34,6 3,6 11,6 45,1 4,6 11,4
Aditor R-Sal 1A 2.000 14,2 2,0 16,4 23,3 1,7 7,9 34,4 3,4 11,0 45,0 4,5 11,1
Aditor R-Sal 2A 2.000 13,0 0,8 6,6 20,9 -0,7 -3,2 32,6 1,6 5,2 42,1 1,6 3,9
Aditor R-Sal 3B 3.000 10,0 -2,2 -18,0 20,8 -0,8 -3,7 29,4 -1,6 -5,2 42,5 2,0 4,9
CEM
II/A
-V
Sin aditivo - 11,7 - - 22,1 - - 33,1 - - 43,2 - -
Aditivo Ref.A 2.000 13,3 1,6 13,7 24,2 2,1 9,5 34,6 1,5 4,5 47,3 4,1 9,4
Aditor R-Sal 1A 2.000 15,0 3,3 28,2 24,7 2,6 11,8 36,5 3,4 10,3 44,4 1,1 2,7
Aditor R-Sal 2A 2.000 14,1 2,4 20,5 25,4 3,3 14,9 37,4 4,3 13,0 46,7 3,5 8,1
Aditor R-Sal 3A 2.000 12,4 0,7 6,0 22,7 0,6 2,7 35,1 2,0 6,0 46,5 3,3 7,5

Cemento
Revista Técnica CEMENTO HORMIGÓN • Nº 950 • MAYO-JUNIO 2012 35
cemento fabricado, los valores de las resistencias mecánicas por duplicado, en forma de gráfi ca lineal (comúnmente empleada) y de diagrama de barras, ya que la representación conjunta de los resultados difi culta en gran medida la lectura de la gráfi ca, por el elevado volumen de datos.
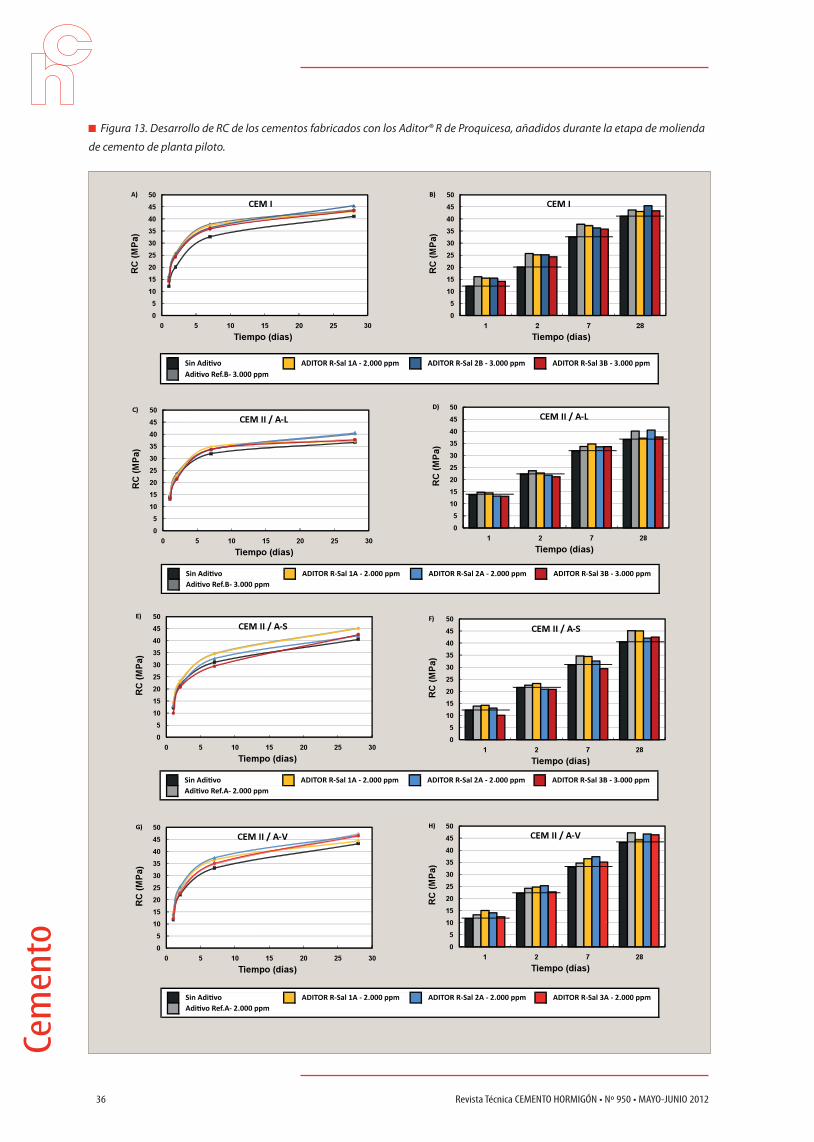
Los resultados de RC obtenidos en esta etapa de la investiga-ción confi rmaron las prestaciones como aumentadores de las resistencias a compresión del cemento proporcionadas por los aditivos pertenecientes a la familia Aditor® R, al añadirse al agua de amasado en la fabricación de morteros (ver Figura 12), mos-trando además una mejora del desarrollo de resistencias de los cementos fabricados a edades fi nales de curado (28 días) en re-lación a los cementos sin aditivar.
A partir de los resultados obtenidos y teniendo en cuenta todas las variables objeto de estudio, se puede decir que de los aditi-vos pertenecientes a la familia Aditor® R, los Aditor ® R-Sal 1A y Aditor ® R-Sal 2B fueron los que presentaron mejores resultados sobre el CEM I, mejorando el desarrollo de RC del cemento a todas las edades de curado, en relación con el cemento sin aditi-var. Así, la aplicación del Aditor ® R-Sal 1A dio lugar a un aumen-to de las RC del CEM I sin aditivo de entre ~3 y ~5 MPa hasta los 7 días de curado y de ~2 MPa a edades fi nales de curado. Por su parte, el empleo del Aditor ® R-Sal 2B proporcionó un aumento de las RC del cemento de referencia sin aditivo de entre ~3 y ~5 MPa a todas las edades de curado. Estos incrementos suponen una signifi cativa mejora a todas las edades de curado de las RC del CEM I objeto de estudio, manteniendo los desarrollos de las RC proporcionados con la aplicación del Aditivo Ref.B, formu-lado en base a especies químicas de síntesis (Figuras 13 A y B).
En el caso de los resultados obtenidos sobre el CEM II/A-L, los Aditor® R en general no proporcionaron un incremento signifi -cativo de los desarrollos de RC del cemento con caliza (superior al error experimental del ensayo), generando incluso una lige-ra reducción de las RC a edades iniciales de curado respecto al cemento sin aditivo. Estos resultados pueden justifi carse como una consecuencia del efecto físico de la caliza en los procesos físico-químicos que tienen lugar en el sistema cemento-agua, denominado efecto “fi ller”, por el cual la mayor proporción de partículas ultrafi nas de caliza (tamaño de partícula <5 μm) pre-sentes en el cemento sin aditivo (en relación a los cementos con caliza aditivados, según se puede deducir de los valores de superfi cie Blaine mostrados en la Tabla 12) dispersa los granos de clínker, lo cual acelera la hidratación del cemento y rellena los vacíos intergranulares haciendo la pasta más compacta y homogénea. Este efecto puede contribuir positivamente al de-sarrollo de RC iniciales del cemento (hasta 2 días de curado), minimizando el efecto aumentador de resistencias del aditivo de molienda, aunque también puede dar lugar a un aumento de la demanda de agua necesaria para mantener la trabajabili-dad del cemento [18].
Por su parte, aplicado sobre el CEM II/A-S, el Aditor® R-Sal 1A fue el que permitió obtener mejores resultados como aditivo aumentador de resistencias del cemento sobre el CEM II/A-S estudiado. De esta forma, el empleo del Aditor® R-Sal 1A sobre
la molienda de planta piloto del CEM II/A-S dio lugar a un in-cremento de las RC del cemento de este tipo de hasta ~2 MPa a edades iniciales de curado (1 y 2 días) y de entre ~3,5 y ~4,5 MPa a 7 y 28 días de curado. Estas mejoras también suponen una signifi cativa mejora a todas las edades de curado de las RC del CEM II/A-S objeto de estudio, alcanzando desarrollos de las RC similares a los obtenidos con el aditivo de referencia (Aditivo Ref.A) (Figuras 13 E y F).
Por último, teniendo en cuenta los resultados de las RC obteni-dos con la aplicación de los Aditor® R de bajo coste en la molien-da de planta piloto de los CEM II/A-V, se puede decir que el ADI-TOR® R-Sal 2A fue el producto que presentó mejores resultados como aditivo mejorador de resistencias respecto a la molienda de cemento sin aditivo, incrementado las mismas entre ~2,5 y ~4,5 MPa a todas las edades de curado (hasta 28 días). Estos in-crementos también suponen una signifi cativa mejora a todas las edades de curado de las RC del CEM II/A-V estudiado en este proyecto (Figuras 13 G y H), aumentando los desarrollos obte-nidos con la aplicación del aditivo de referencia (Aditivo Ref.A) en ~1 MPa hasta 2 días de curado y en casi 3 MPa a los 7 días de curado, manteniendo los desarrollos de RC a edades fi nales (28 días de curado) alcanzados con dicho producto (Tabla 13).
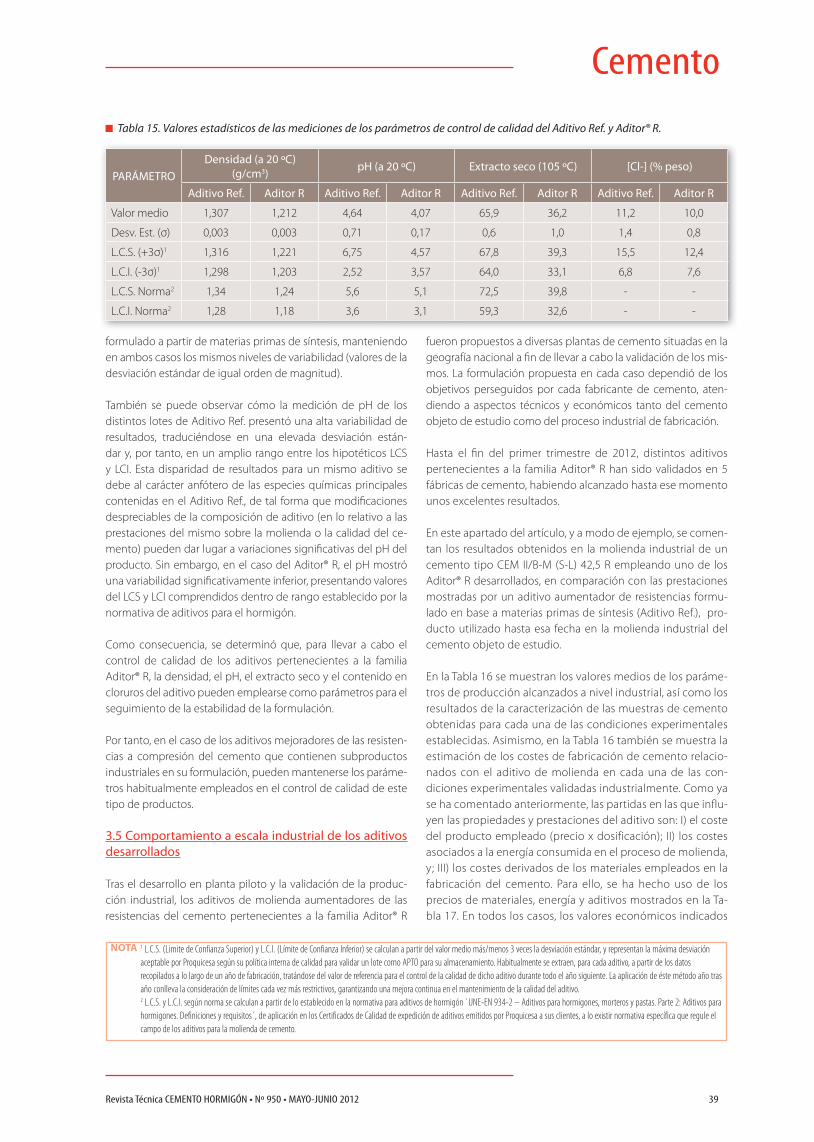
Una vez establecidos los aditivos pertenecientes a la familia Aditor® R que desde el punto de vista técnico proporcionaron mejores resultados como mejoradores de las RC para cada tipo de cemento estudiado en esta investigación, a continuación se llevó a cabo la estimación de las prestaciones de estos aditivos desde un punto de vista técnico-económico, en relación con la formulación tradicional de aditivo mejorador de resistencias seleccionada para este trabajo (Aditivo Ref.). Para ello, se defi nió la relación Coste/ΔRC como el cociente entre el coste de aditivo imputado a la molienda de cemento (precio x dosifi cación) en términos relativos respecto a los costes del Aditivo Ref. en cada tipo de cemento (Coste aditivo, expresado en Unidades Mone-tarias (UM)/Tm de cemento), y sus prestaciones como aditivos aumentadores de las resistencias a compresión del cemento, valoradas cuantitativamente mediante los incrementos de las RC proporcionados en cada caso respecto a la molienda sin adi-tivo. En todos los casos, los resultados obtenidos para la relación Coste/ΔRC fueron referenciados a cada edad de curado al valor obtenido con el aditivo de referencia (Aditivo Ref.).
En la Tabla 14 se muestran los resultados de la relación Coste/ΔRC (variable medida en Unidades Monetarias (UM) / MPa) ob-tenidos para los Aditor® R que proporcionaron en cada tipo de cemento mayores aumentos de las RC, en relación al aditivo de referencia.
Los cálculos realizados mostraron cómo la aplicación de los Adi-tor® R disminuyó la relación Coste/ΔRC del Aditivo Ref., tanto en los cementos portland puros como de adición con escoria de alto horno y ceniza volante silícea fabricados a nivel de planta piloto durante este proyecto. A la obtención de estos resultados contribuyeron dos factores fundamentales: I) el menor coste im-putado por los Aditor® R sobre la fabricación de cemento, hasta un 50% inferior al coste ocasionado con la aplicación del Aditivo
Revista Técnica CEMENTO HORMIGÓN • Nº 950 • MAYO-JUNIO 201236
Cem
ento
Figura 13. Desarrollo de RC de los cementos fabricados con los Aditor® R de Proquicesa, añadidos durante la etapa de molienda
de cemento de planta piloto.
Cemento
Revista Técnica CEMENTO HORMIGÓN • Nº 950 • MAYO-JUNIO 2012 37
Ref. (como consecuencia de un precio considerablemente me-nor); y II) las elevadas prestaciones mostradas a nivel de planta piloto por los Aditor® R como aditivos aumentadores de las RC del cemento a todas las edades de curado, las cuales permitie-ron alcanzar desarrollos de RC similares a los obtenidos con la aplicación del Aditivo Ref. sobre los CEM I y CEM II/A-S, y supe-riores en el caso de la fabricación del CEM II/A-V.
Estas ventajas mostradas por el Aditor® R pueden ser interpreta-das bajo diferentes puntos de vista en función de los objetivos del fabricante de cemento. De esta forma, la relación Coste/ΔRC mostrada por los Aditor® R puede permitir una considerable optimización del proceso de fabricación de cementos Portland puros y de adición con escoria de alto horno o ceniza volante silícea, a través de las siguientes actuaciones:
• Reducción de los costes imputados por el aditivo de molien-da en los costes de fabricación de cemento, manteniendo como mínimo el desarrollo de RC alcanzado con la aplicación de los aditivos mejoradores de resistencias formulados a par-tir de materias primas de síntesis tradicionalmente emplea-dos.
• Aumento de la dosifi cación de Aditor® R a fi n de incrementar de forma considerable el desarrollo de RC del cemento fabri-cado con los aditivos aumentadores de resistencias tradicio-nales, manteniendo invariables los costes de aditivo (precio x dosifi cación). Este aumento de las RC del cemento puede traducirse, a su vez, en las siguientes mejoras tanto del proce-so de fabricación de cemento como de la calidad del mismo:
- Diferenciación de la calidad del cemento fabricado dentro del mercado.
- Fabricación y certifi cación de un cemento de una calidad resistente superior.
- Modifi cación de las consignas de fi nura del proceso de molienda de cemento, permitiendo fabricar un material de fi nura menos exigente, lo cual puede traducirse en un im-portante aumento del rendimiento del molino y, por ende,
en una considerable reducción de los costes energéticos asociados a la molienda de cemento sin afectar al desarro-llo de RC de dicho material.
- Disminución del contenido en clínker del cemento fabrica-do a través de un incremento del porcentaje de adiciones, generalmente de menor coste, manteniendo el desarrollo de RC del cemento.
Finalmente, tras los resultados obtenidos a nivel de planta piloto en esta etapa del estudio, Proquicesa considera que los aditivos de la nueva familia Aditor® R, formulados en base a corrientes obtenidas como subproductos y/o residuos industriales, ofre-cen una importante ventaja técnico-económica respecto a los aditivos aumentadores de las resistencias a compresión del ce-mento tradicionalmente empleados.
No obstante, se puede afi rmar que la valoración cuantitativa del comportamiento de los aditivos desarrollados, la optimización de su dosifi cación y la determinación fi nal de su efecto sobre el rendimiento global del sistema de molienda y las prestaciones del cemento, se plantea siempre como tarea a realizar durante la realización de pruebas a nivel industrial, y dependerá tanto de las características propias del proceso de producción de ce-mento y las propiedades de los materiales empleados, como de los parámetros de consigna del cemento objeto de estudio en cada caso.
3.4 Control de calidad de aditivos. Parámetros y segui-miento
Tras determinar la viabilidad de la fabricación, almacenamien-to y manipulación de los Aditor® R para su comercialización y después de llevar a cabo la verifi cación en planta piloto de las propiedades como mejoradores de las RC del cemento de esta familia de aditivos, y previamente a su validación a escala in-dustrial, se establecieron los parámetros idóneos para realizar el control de calidad de este tipo de productos.
De manera rutinaria, en los laboratorios de Proquicesa se miden algunas propiedades físico-químicas de los aditivos fabricados a
Tabla 14. Resultados de Coste/ ΔRC para los aditivos mejoradores de las resistencias a compresión pertenecientes a la familia
Aditor® R.
Cemento Aditivo Dosif. (ppm) Coste aditivo (UM/Tm Cem)
Coste/ΔRC (UM/MPa)
1 día 2 días 7 días 28 días
CEM I
Aditivo Ref.B 3.000 1,00 1,00 1,00 1,00 1,00
Aditor R-Sal 1A 2.000 0,47 0,83 0,77 0,79 0,92
Aditor R-Sal 2B 3.000 0,73 0,86 0,81 1,02 0,44
CEM II / A-LAditivo Ref.B 3.000 1,00 1,00 1,00 1,00 1,00
Aditor R-Sal 1A 2.000 0,47 0,90 1,97 0,45 5,24
CEM II / A-SAditivo Ref.A 2.000 1,00 1,00 1,00 1,00 1,00
Aditor R-Sal 1A 2.000 0,55 0,47 0,29 0,58 0,56
CEM II / A-VAditivo Ref.A 2.000 1,00 1,00 1,00 1,00 1,00
Aditor R-Sal 2A 2.000 0,63 0,42 0,40 0,22 0,74
Revista Técnica CEMENTO HORMIGÓN • Nº 950 • MAYO-JUNIO 201238
Cem
ento
escala industrial, que permiten realizar el control de calidad de los mismos. En este artículo se muestra el seguimiento de algu-nos de los parámetros más representativos para el cementero en el control de calidad de aditivos mejoradores de las RC del cemento formulados en base a disoluciones acuosas de sales inorgánicas, aminas y polioles, como son la densidad, el pH, el extracto seco y el contenido en cloruros.
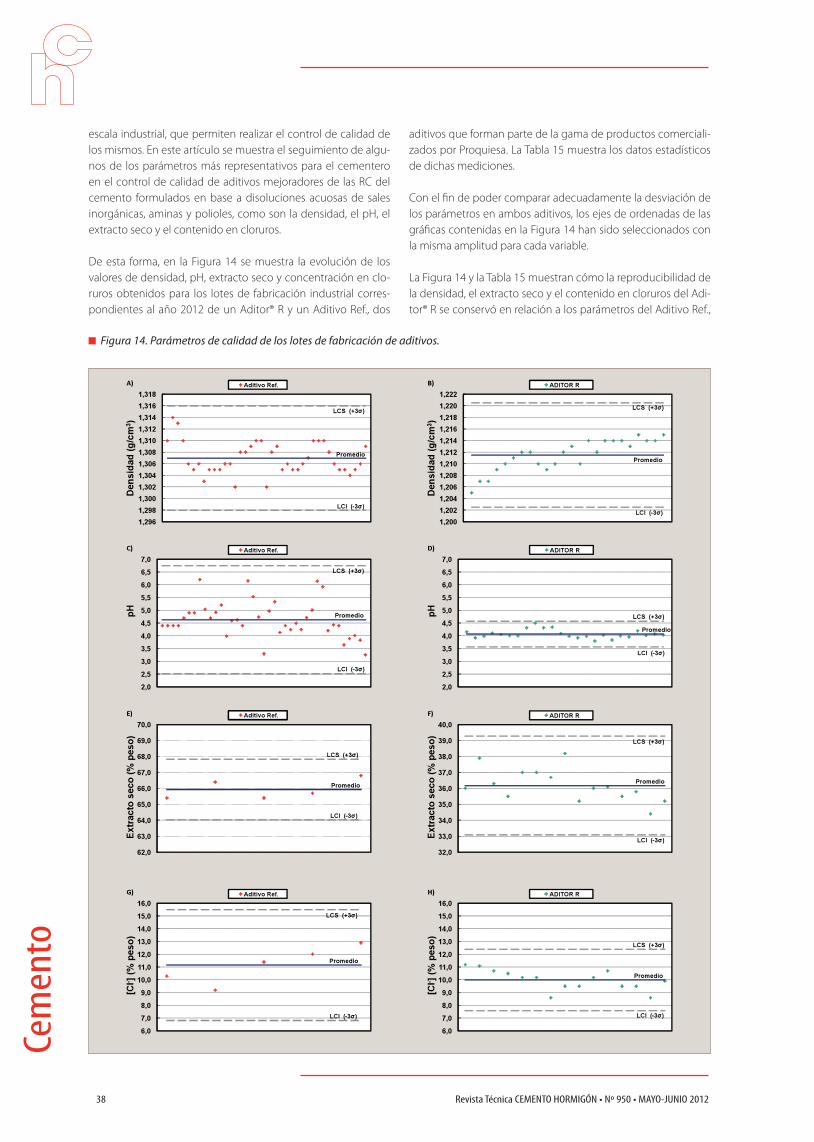
De esta forma, en la Figura 14 se muestra la evolución de los valores de densidad, pH, extracto seco y concentración en clo-ruros obtenidos para los lotes de fabricación industrial corres-pondientes al año 2012 de un Aditor® R y un Aditivo Ref., dos
aditivos que forman parte de la gama de productos comerciali-zados por Proquiesa. La Tabla 15 muestra los datos estadísticos de dichas mediciones.
Con el fi n de poder comparar adecuadamente la desviación de los parámetros en ambos aditivos, los ejes de ordenadas de las gráfi cas contenidas en la Figura 14 han sido seleccionados con la misma amplitud para cada variable.
La Figura 14 y la Tabla 15 muestran cómo la reproducibilidad de la densidad, el extracto seco y el contenido en cloruros del Adi-tor® R se conservó en relación a los parámetros del Aditivo Ref.,
Figura 14. Parámetros de calidad de los lotes de fabricación de aditivos.
Cemento
Revista Técnica CEMENTO HORMIGÓN • Nº 950 • MAYO-JUNIO 2012 39
formulado a partir de materias primas de síntesis, manteniendo en ambos casos los mismos niveles de variabilidad (valores de la desviación estándar de igual orden de magnitud).
También se puede observar cómo la medición de pH de los distintos lotes de Aditivo Ref. presentó una alta variabilidad de resultados, traduciéndose en una elevada desviación están-dar y, por tanto, en un amplio rango entre los hipotéticos LCS y LCI. Esta disparidad de resultados para un mismo aditivo se debe al carácter anfótero de las especies químicas principales contenidas en el Aditivo Ref., de tal forma que modifi caciones despreciables de la composición de aditivo (en lo relativo a las prestaciones del mismo sobre la molienda o la calidad del ce-mento) pueden dar lugar a variaciones signifi cativas del pH del producto. Sin embargo, en el caso del Aditor® R, el pH mostró una variabilidad signifi cativamente inferior, presentando valores del LCS y LCI comprendidos dentro de rango establecido por la normativa de aditivos para el hormigón.
Como consecuencia, se determinó que, para llevar a cabo el control de calidad de los aditivos pertenecientes a la familia Aditor® R, la densidad, el pH, el extracto seco y el contenido en cloruros del aditivo pueden emplearse como parámetros para el seguimiento de la estabilidad de la formulación.
Por tanto, en el caso de los aditivos mejoradores de las resisten-cias a compresión del cemento que contienen subproductos industriales en su formulación, pueden mantenerse los paráme-tros habitualmente empleados en el control de calidad de este tipo de productos.
3.5 Comportamiento a escala industrial de los aditivos desarrollados
Tras el desarrollo en planta piloto y la validación de la produc-ción industrial, los aditivos de molienda aumentadores de las resistencias del cemento pertenecientes a la familia Aditor® R
fueron propuestos a diversas plantas de cemento situadas en la geografía nacional a fi n de llevar a cabo la validación de los mis-mos. La formulación propuesta en cada caso dependió de los objetivos perseguidos por cada fabricante de cemento, aten-diendo a aspectos técnicos y económicos tanto del cemento objeto de estudio como del proceso industrial de fabricación.
Hasta el fi n del primer trimestre de 2012, distintos aditivos pertenecientes a la familia Aditor® R han sido validados en 5 fábricas de cemento, habiendo alcanzado hasta ese momento unos excelentes resultados.
En este apartado del artículo, y a modo de ejemplo, se comen-tan los resultados obtenidos en la molienda industrial de un cemento tipo CEM II/B-M (S-L) 42,5 R empleando uno de los Aditor® R desarrollados, en comparación con las prestaciones mostradas por un aditivo aumentador de resistencias formu-lado en base a materias primas de síntesis (Aditivo Ref.), pro-ducto utilizado hasta esa fecha en la molienda industrial del cemento objeto de estudio.
En la Tabla 16 se muestran los valores medios de los paráme-tros de producción alcanzados a nivel industrial, así como los resultados de la caracterización de las muestras de cemento obtenidas para cada una de las condiciones experimentales establecidas. Asimismo, en la Tabla 16 también se muestra la estimación de los costes de fabricación de cemento relacio-nados con el aditivo de molienda en cada una de las con-diciones experimentales validadas industrialmente. Como ya se ha comentado anteriormente, las partidas en las que influ-yen las propiedades y prestaciones del aditivo son: I) el coste del producto empleado (precio x dosificación); II) los costes asociados a la energía consumida en el proceso de molienda, y; III) los costes derivados de los materiales empleados en la fabricación del cemento. Para ello, se ha hecho uso de los precios de materiales, energía y aditivos mostrados en la Ta-bla 17. En todos los casos, los valores económicos indicados
Tabla 15. Valores estadísticos de las mediciones de los parámetros de control de calidad del Aditivo Ref. y Aditor® R.
PARÁMETRODensidad (a 20 ºC)
(g/cm3) pH (a 20 ºC) Extracto seco (105 ºC) [Cl-] (% peso)
Aditivo Ref. Aditor R Aditivo Ref. Aditor R Aditivo Ref. Aditor R Aditivo Ref. Aditor R
Valor medio 1,307 1,212 4,64 4,07 65,9 36,2 11,2 10,0
Desv. Est. (σ) 0,003 0,003 0,71 0,17 0,6 1,0 1,4 0,8
L.C.S. (+3σ)1 1,316 1,221 6,75 4,57 67,8 39,3 15,5 12,4
L.C.I. (-3σ)1 1,298 1,203 2,52 3,57 64,0 33,1 6,8 7,6
L.C.S. Norma2 1,34 1,24 5,6 5,1 72,5 39,8 - -
L.C.I. Norma2 1,28 1,18 3,6 3,1 59,3 32,6 - -
1 L.C.S. (Limite de Confianza Superior) y L.C.I. (Límite de Confianza Inferior) se calculan a partir del valor medio más/menos 3 veces la desviación estándar, y representan la máxima desviación aceptable por Proquicesa según su política interna de calidad para validar un lote como APTO para su almacenamiento. Habitualmente se extraen, para cada aditivo, a partir de los datos recopilados a lo largo de un año de fabricación, tratándose del valor de referencia para el control de la calidad de dicho aditivo durante todo el año siguiente. La aplicación de éste método año tras año conlleva la consideración de límites cada vez más restrictivos, garantizando una mejora continua en el mantenimiento de la calidad del aditivo.2 L.C.S. y L.C.I. según norma se calculan a partir de lo establecido en la normativa para aditivos de hormigón `UNE-EN 934-2 – Aditivos para hormigones, morteros y pastas. Parte 2: Aditivos para hormigones. Definiciones y requisitos´, de aplicación en los Certificados de Calidad de expedición de aditivos emitidos por Proquicesa a sus clientes, a lo existir normativa específica que regule el campo de los aditivos para la molienda de cemento.
NOTA
Revista Técnica CEMENTO HORMIGÓN • Nº 950 • MAYO-JUNIO 201240
Cem
ento
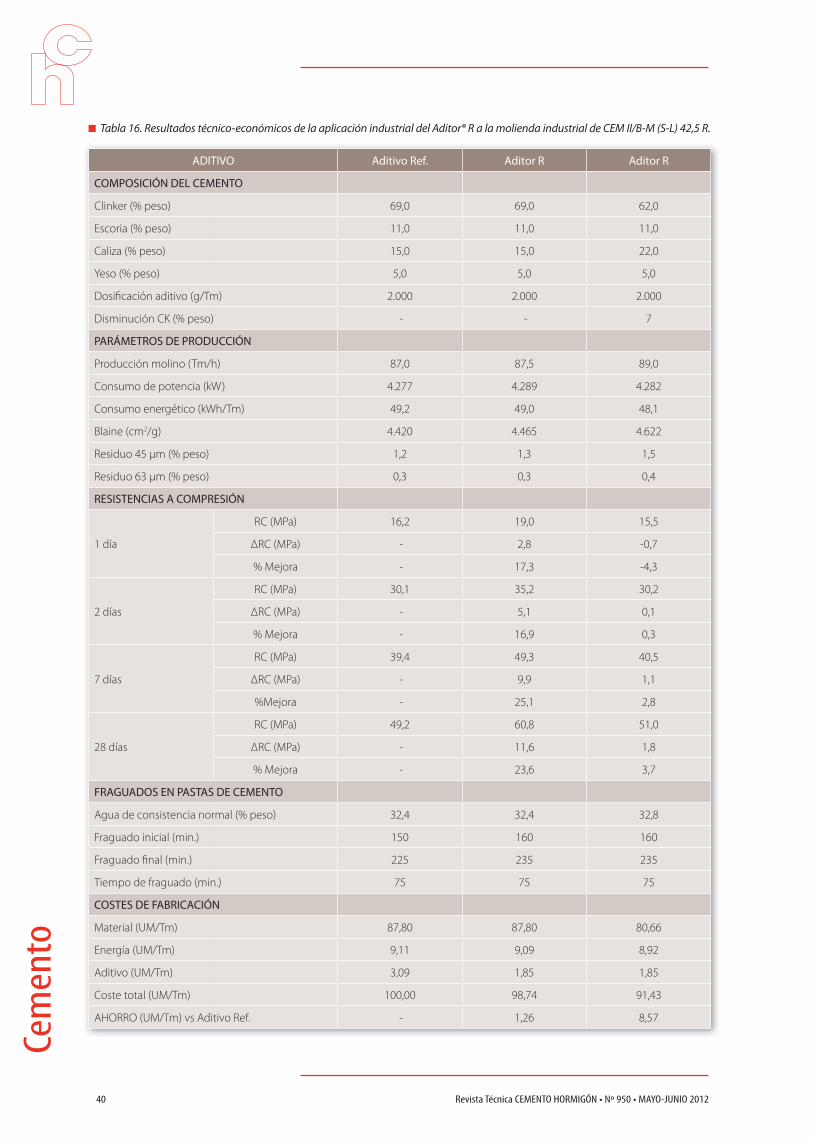
Tabla 16. Resultados técnico-económicos de la aplicación industrial del Aditor® R a la molienda industrial de CEM II/B-M (S-L) 42,5 R.
ADITIVO Aditivo Ref. Aditor R Aditor R
COMPOSICIÓN DEL CEMENTO
Clinker (% peso) 69,0 69,0 62,0
Escoria (% peso) 11,0 11,0 11,0
Caliza (% peso) 15,0 15,0 22,0
Yeso (% peso) 5,0 5,0 5,0
Dosifi cación aditivo (g/Tm) 2.000 2.000 2.000
Disminución CK (% peso) - - 7
PARÁMETROS DE PRODUCCIÓN
Producción molino (Tm/h) 87,0 87,5 89,0
Consumo de potencia (kW) 4.277 4.289 4.282
Consumo energético (kWh/Tm) 49,2 49,0 48,1
Blaine (cm2/g) 4.420 4.465 4.622
Residuo 45 μm (% peso) 1,2 1,3 1,5
Residuo 63 μm (% peso) 0,3 0,3 0,4
RESISTENCIAS A COMPRESIÓN
1 día
RC (MPa) 16,2 19,0 15,5
ΔRC (MPa) - 2,8 -0,7
% Mejora - 17,3 -4,3
2 días
RC (MPa) 30,1 35,2 30,2
ΔRC (MPa) - 5,1 0,1
% Mejora - 16,9 0,3
7 días
RC (MPa) 39,4 49,3 40,5
ΔRC (MPa) - 9,9 1,1
%Mejora - 25,1 2,8
28 días
RC (MPa) 49,2 60,8 51,0
ΔRC (MPa) - 11,6 1,8
% Mejora - 23,6 3,7
FRAGUADOS EN PASTAS DE CEMENTO
Agua de consistencia normal (% peso) 32,4 32,4 32,8
Fraguado inicial (min.) 150 160 160
Fraguado fi nal (min.) 225 235 235
Tiempo de fraguado (min.) 75 75 75
COSTES DE FABRICACIÓN
Material (UM/Tm) 87,80 87,80 80,66
Energía (UM/Tm) 9,11 9,09 8,92
Aditivo (UM/Tm) 3,09 1,85 1,85
Coste total (UM/Tm) 100,00 98,74 91,43
AHORRO (UM/Tm) vs Aditivo Ref. - 1,26 8,57
Cemento
Revista Técnica CEMENTO HORMIGÓN • Nº 950 • MAYO-JUNIO 2012 41
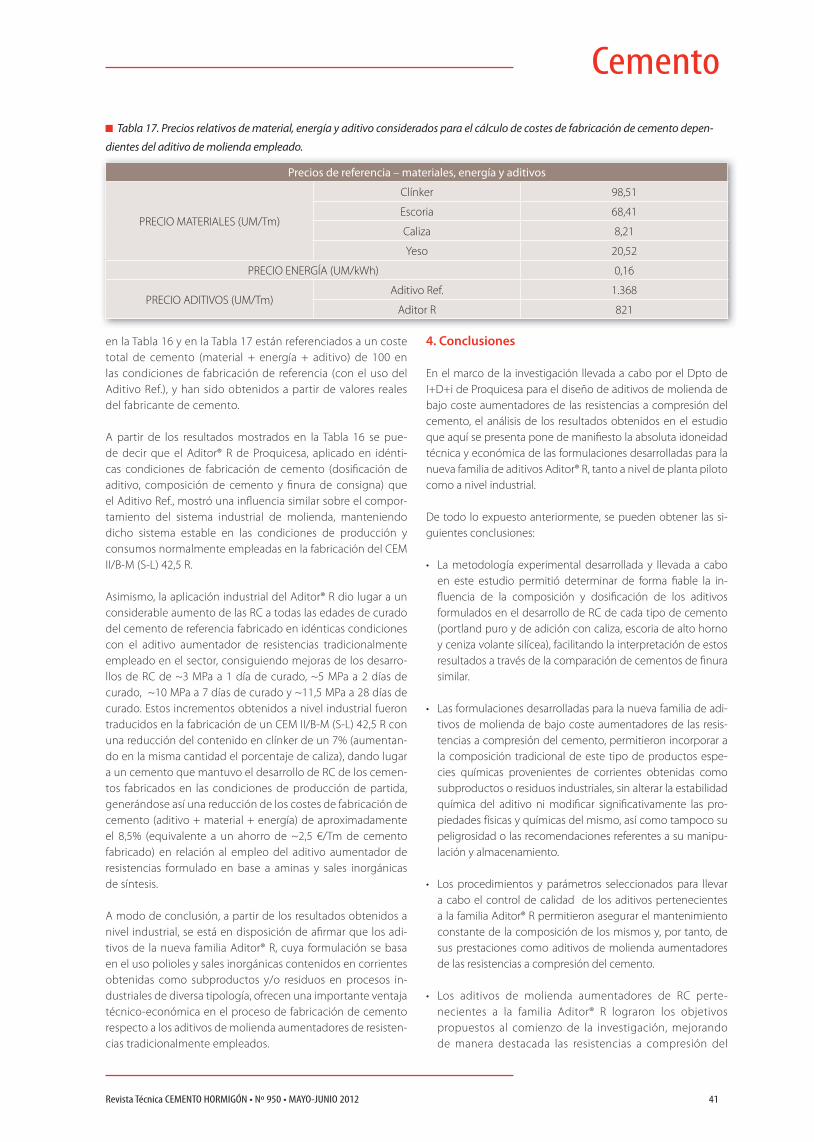
en la Tabla 16 y en la Tabla 17 están referenciados a un coste total de cemento (material + energía + aditivo) de 100 en las condiciones de fabricación de referencia (con el uso del Aditivo Ref.), y han sido obtenidos a partir de valores reales del fabricante de cemento.
A partir de los resultados mostrados en la Tabla 16 se pue-de decir que el Aditor® R de Proquicesa, aplicado en idénti-cas condiciones de fabricación de cemento (dosifi cación de aditivo, composición de cemento y fi nura de consigna) que el Aditivo Ref., mostró una infl uencia similar sobre el compor-tamiento del sistema industrial de molienda, manteniendo dicho sistema estable en las condiciones de producción y consumos normalmente empleadas en la fabricación del CEM II/B-M (S-L) 42,5 R.
Asimismo, la aplicación industrial del Aditor® R dio lugar a un considerable aumento de las RC a todas las edades de curado del cemento de referencia fabricado en idénticas condiciones con el aditivo aumentador de resistencias tradicionalmente empleado en el sector, consiguiendo mejoras de los desarro-llos de RC de ~3 MPa a 1 día de curado, ~5 MPa a 2 días de curado, ~10 MPa a 7 días de curado y ~11,5 MPa a 28 días de curado. Estos incrementos obtenidos a nivel industrial fueron traducidos en la fabricación de un CEM II/B-M (S-L) 42,5 R con una reducción del contenido en clínker de un 7% (aumentan-do en la misma cantidad el porcentaje de caliza), dando lugar a un cemento que mantuvo el desarrollo de RC de los cemen-tos fabricados en las condiciones de producción de partida, generándose así una reducción de los costes de fabricación de cemento (aditivo + material + energía) de aproximadamente el 8,5% (equivalente a un ahorro de ~2,5 €/Tm de cemento fabricado) en relación al empleo del aditivo aumentador de resistencias formulado en base a aminas y sales inorgánicas de síntesis.
A modo de conclusión, a partir de los resultados obtenidos a nivel industrial, se está en disposición de afi rmar que los adi-tivos de la nueva familia Aditor® R, cuya formulación se basa en el uso polioles y sales inorgánicas contenidos en corrientes obtenidas como subproductos y/o residuos en procesos in-dustriales de diversa tipología, ofrecen una importante ventaja técnico-económica en el proceso de fabricación de cemento respecto a los aditivos de molienda aumentadores de resisten-cias tradicionalmente empleados.
4. Conclusiones
En el marco de la investigación llevada a cabo por el Dpto de I+D+i de Proquicesa para el diseño de aditivos de molienda de bajo coste aumentadores de las resistencias a compresión del cemento, el análisis de los resultados obtenidos en el estudio que aquí se presenta pone de manifi esto la absoluta idoneidad técnica y económica de las formulaciones desarrolladas para la nueva familia de aditivos Aditor® R, tanto a nivel de planta piloto como a nivel industrial.
De todo lo expuesto anteriormente, se pueden obtener las si-guientes conclusiones:
• La metodología experimental desarrollada y llevada a cabo en este estudio permitió determinar de forma fi able la in-fl uencia de la composición y dosifi cación de los aditivos formulados en el desarrollo de RC de cada tipo de cemento (portland puro y de adición con caliza, escoria de alto horno y ceniza volante silícea), facilitando la interpretación de estos resultados a través de la comparación de cementos de fi nura similar.
• Las formulaciones desarrolladas para la nueva familia de adi-tivos de molienda de bajo coste aumentadores de las resis-tencias a compresión del cemento, permitieron incorporar a la composición tradicional de este tipo de productos espe-cies químicas provenientes de corrientes obtenidas como subproductos o residuos industriales, sin alterar la estabilidad química del aditivo ni modifi car signifi cativamente las pro-piedades físicas y químicas del mismo, así como tampoco su peligrosidad o las recomendaciones referentes a su manipu-lación y almacenamiento.
• Los procedimientos y parámetros seleccionados para llevar a cabo el control de calidad de los aditivos pertenecientes a la familia Aditor® R permitieron asegurar el mantenimiento constante de la composición de los mismos y, por tanto, de sus prestaciones como aditivos de molienda aumentadores de las resistencias a compresión del cemento.
• Los aditivos de molienda aumentadores de RC perte-necientes a la familia Aditor® R lograron los objetivos propuestos al comienzo de la investigación, mejorando de manera destacada las resistencias a compresión del
Tabla 17. Precios relativos de material, energía y aditivo considerados para el cálculo de costes de fabricación de cemento depen-
dientes del aditivo de molienda empleado.
Precios de referencia – materiales, energía y aditivos
PRECIO MATERIALES (UM/Tm)
Clínker 98,51
Escoria 68,41
Caliza 8,21
Yeso 20,52
PRECIO ENERGÍA (UM/kWh) 0,16
PRECIO ADITIVOS (UM/Tm)Aditivo Ref. 1.368
Aditor R 821
Revista Técnica CEMENTO HORMIGÓN • Nº 950 • MAYO-JUNIO 201242
Cem
ento
cemento sin aditivar, así como los rendimientos de pro-ducción de cemento.
• Los aditivos de la familia Aditor® R presentaron unas mejoras técnicas en su aplicación a la molienda de cemento de planta piloto capaces de igualar, o incluso superar, las prestaciones de un aditivo tradicional de similar aplicación (formulado en base a aminas y sales inorgánicas de síntesis), pero con un coste muy inferior.
• La aplicación industrial de un aditivo de la familia Aditor® R a la molienda de cemento dio lugar a unas mejoras de las RC de hasta ~5 MPa a edades iniciales de curado (hasta 2 días) y de más de 10 MPa a partir de los 7 días de curado, en relación al cemento industrial producido en las mismas condiciones de fabricación con un aditivo representativo de las formulacio-nes tradicionalmente empleadas como productos aumenta-dores de las RC del cemento. Estas mejoras fueron traducidas en la fabricación de un cemento con una reducción de un 7% del contenido en clínker, manteniendo el desarrollo de RC a todas las edades de curado del cemento de partida, y dando lugar a una reducción total de los costes aditivo, energía y material asociados a la fabricación de cemento de aproxima-damente un 8,5%, equivalente a un ahorro real de más de 2,5 €/Tm de cemento fabricado.
Finalmente, se puede concluir afi rmando que la nueva fami-lia de aditivos de molienda de bajo coste aumentadores de resistencias se postula como una excelente solución técnico-económica, ya que permite alcanzar una drástica reducción de los costes de fabricación de cemento no sólo gracias al menor coste de aditivo en relación al empleo de los productos tradi-cionales, sino principalmente como consecuencia del efecto aumentador de las RC del cemento que genera, el cual de for-ma indirecta puede traducirse en una reducción de los costes energéticos gracias a la fabricación de un cemento de fi nura menos exigente, o bien en una disminución del contenido en clínker del cemento, incrementando el porcentaje de otras adiciones de menor coste.
5. Bibliografía
[1] http://www.ofi cemen.com
[2] http://www.alimarket.es
[3] Gartner, E. And Myers, D., “Infl uence of Tertiary Alkanolami-nes on Portland Cement Hydration”. Journal of the Ameri-can Ceramic Society, 1993, 76 (6), 305-319.
[4] Katsioti M., Tsakiridis P.E., Giannatos P., Tsibouki Z., Marinos J., “Characterization of various cement grinding aids and their impact on grindability and cement performance”. Cons-truction and Building Materials, 2009, 23, 1954-1959.
[5] Cheikh-Zouaoui M., Chikh N., “Eff ects of Calcium Nitrate and Triisopropanolamine on the Setting and Strenght Evolution of Portland Cement Pastes”. 7th International Congress on Civil Engineering.
[6] Cheeseman C.R., Asavapisit S. “Eff ect of calcium chloride on the hydration and leaching of lead-retarded cement”. Ce-ment and Concrete Research, 1999, 20, 885-892.
[7] Rixom R., Mailvaganam N. Chemical Admixtures for Concre-te. E&FN SPON, 1999.
[8] Pérez-Velázquez, A. y Pérez-Calvo, J.-F., Aditor® M, Nueva familia de aditivos coadyuvantes de bajo coste para la mo-lienda de cemento. Cemento y Hormigón, 2009, 926, 6-21.
[9] Pérez-Velázquez, A., Pérez-Calvo, J.-F. y Martín Rubio, J., Get-ting Ahead With Grinding Aids, World Cement, 2009, 95-103.
[10] Pérez-Velázquez, A., Pérez-Calvo, J.-F. y Martín Rubio, J., Low Cost Grinding Aids for Cement, World Cement, 2009. http://www.worldcement.com.
[11] http://www.minetur.gob.es/energia
[12] http://www.magrama.gob.es
[13] http://www.Proquicesa.com
[14] Pérez-Velázquez, A., Guzmán A., Martín Rubio, J., Desarrollo de aditivos de molienda aumentadores de las resistencias a compresión iniciales para cementos portland con puzola-nas. Cemento y Hormigón, 2007, 902, 14-30.
[15] Rajendran-Nair, P.B. and Paramasivam, R., “Eff ect of grinding aids on the time-fl ow characteristics of the ground product from a batch ball mill”. Powder Technology, 1999, 101, 31-42.
[16] Deniz, V., “A study on the specifi c rate of breakage of ce-ment materials in a laboratory ball mill”. Cement and Con-crete Research, 2003, 33, 439-445.
[17] Reschke, T., Siebel, E., Thielen, G., “Infl uence of the granulo-metry and reactivity of cement and additions on the deve-lopment of the strength and microstruture of mortar and concrete”, Concrete Technology Reports 1998-2000 (VDZ), 2001, 25-38
[18] Hawkins P., Tennis P., Detwiler R., “The use of limestone in Portland cement: a state-of-the-art review”. Engineering Bulletin 227, Portland Cement Association, 2003.