Embed Size (px)
Citation preview
1
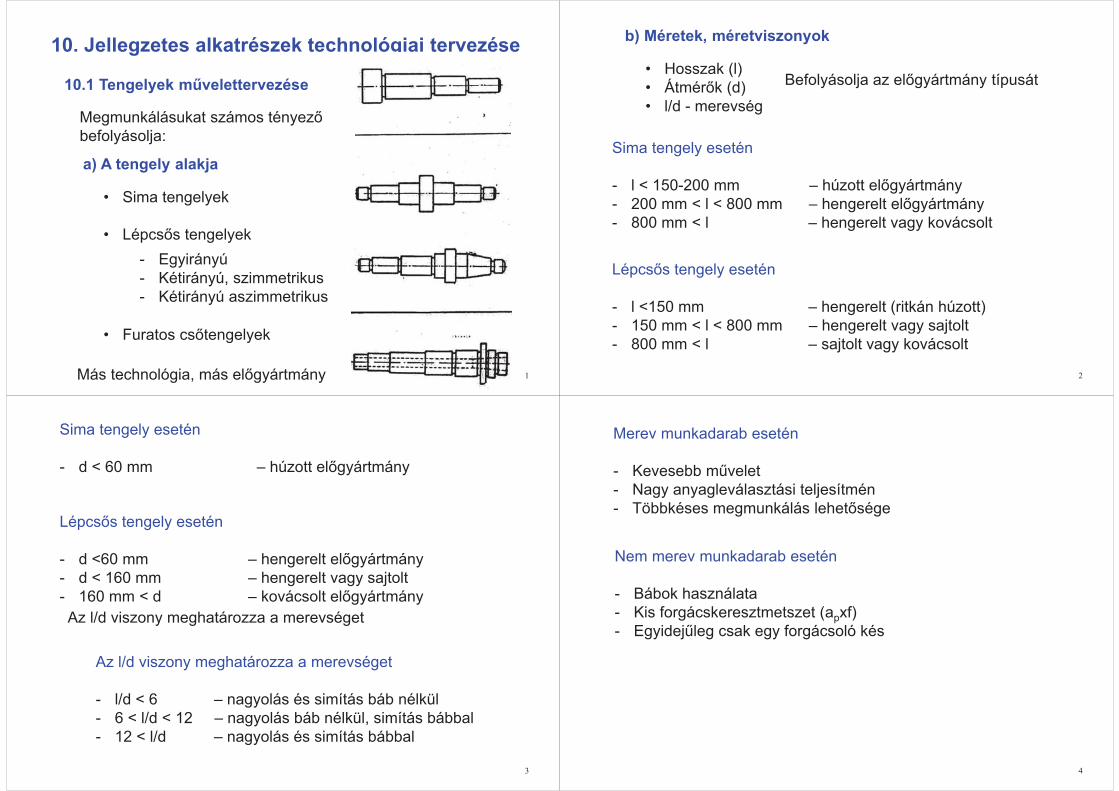
10. Jellegzetes alkatrészek technológiai tervezése
10.1 Tengelyek művelettervezése
Megmunkálásukat számos tényező befolyásolja:
a) A tengely alakja
• Sima tengelyek
• Lépcsős tengelyek- Egyirányú- Kétirányú, szimmetrikus- Kétirányú aszimmetrikus
• Furatos csőtengelyek
Más technológia, más előgyártmány 2
b) Méretek, méretviszonyok
• Hosszak (l)• Átmérők (d)• l/d - merevség
Sima tengely esetén
- l < 150-200 mm – húzott előgyártmány- 200 mm < l < 800 mm – hengerelt előgyártmány- 800 mm < l – hengerelt vagy kovácsolt
Befolyásolja az előgyártmány típusát
Lépcsős tengely esetén
- l <150 mm – hengerelt (ritkán húzott)- 150 mm < l < 800 mm – hengerelt vagy sajtolt- 800 mm < l – sajtolt vagy kovácsolt
3
Sima tengely esetén
- d < 60 mm – húzott előgyártmány
Lépcsős tengely esetén
- d <60 mm – hengerelt előgyártmány- d < 160 mm – hengerelt vagy sajtolt- 160 mm < d – kovácsolt előgyártmány Az l/d viszony meghatározza a merevséget
Az l/d viszony meghatározza a merevséget
- l/d < 6 – nagyolás és simítás báb nélkül- 6 < l/d < 12 – nagyolás báb nélkül, simítás bábbal- 12 < l/d – nagyolás és simítás bábbal
4
Merev munkadarab esetén
- Kevesebb művelet- Nagy anyagleválasztási teljesítmén- Többkéses megmunkálás lehetősége
Nem merev munkadarab esetén
- Bábok használata- Kis forgácskeresztmetszet (apxf)- Egyidejűleg csak egy forgácsoló kés
5
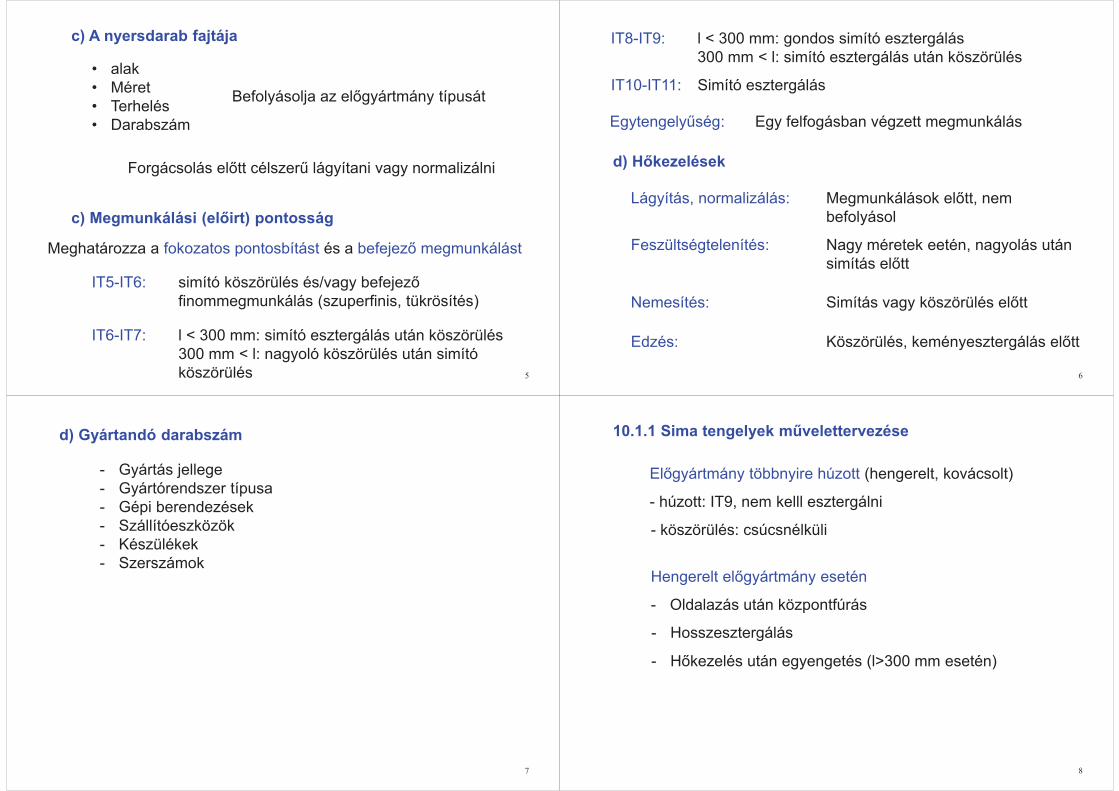
c) A nyersdarab fajtája
• alak• Méret• Terhelés• Darabszám
Befolyásolja az előgyártmány típusát
Forgácsolás előtt célszerű lágyítani vagy normalizálni
c) Megmunkálási (előirt) pontosság
IT5-IT6:
Meghatározza a fokozatos pontosbítást és a befejező megmunkálást
simító köszörülés és/vagy befejező finommegmunkálás (szuperfinis, tükrösítés)
IT6-IT7: l < 300 mm: simító esztergálás után köszörülés300 mm < l: nagyoló köszörülés után simító köszörülés 6
IT8-IT9: l < 300 mm: gondos simító esztergálás300 mm < l: simító esztergálás után köszörülés
IT10-IT11: Simító esztergálás
Egytengelyűség: Egy felfogásban végzett megmunkálás
d) Hőkezelések
Lágyítás, normalizálás: Megmunkálások előtt, nem befolyásol
Feszültségtelenítés: Nagy méretek eetén, nagyolás után simítás előtt
Nemesítés: Simítás vagy köszörülés előtt
Edzés: Köszörülés, keményesztergálás előtt
7
d) Gyártandó darabszám
- Gyártás jellege- Gyártórendszer típusa- Gépi berendezések- Szállítóeszközök- Készülékek- Szerszámok
8
10.1.1 Sima tengelyek művelettervezése
Előgyártmány többnyire húzott (hengerelt, kovácsolt)
- húzott: IT9, nem kelll esztergálni
- köszörülés: csúcsnélküli
Hengerelt előgyártmány esetén
- Oldalazás után központfúrás
- Hosszesztergálás
- Hőkezelés után egyengetés (l>300 mm esetén)
9 10
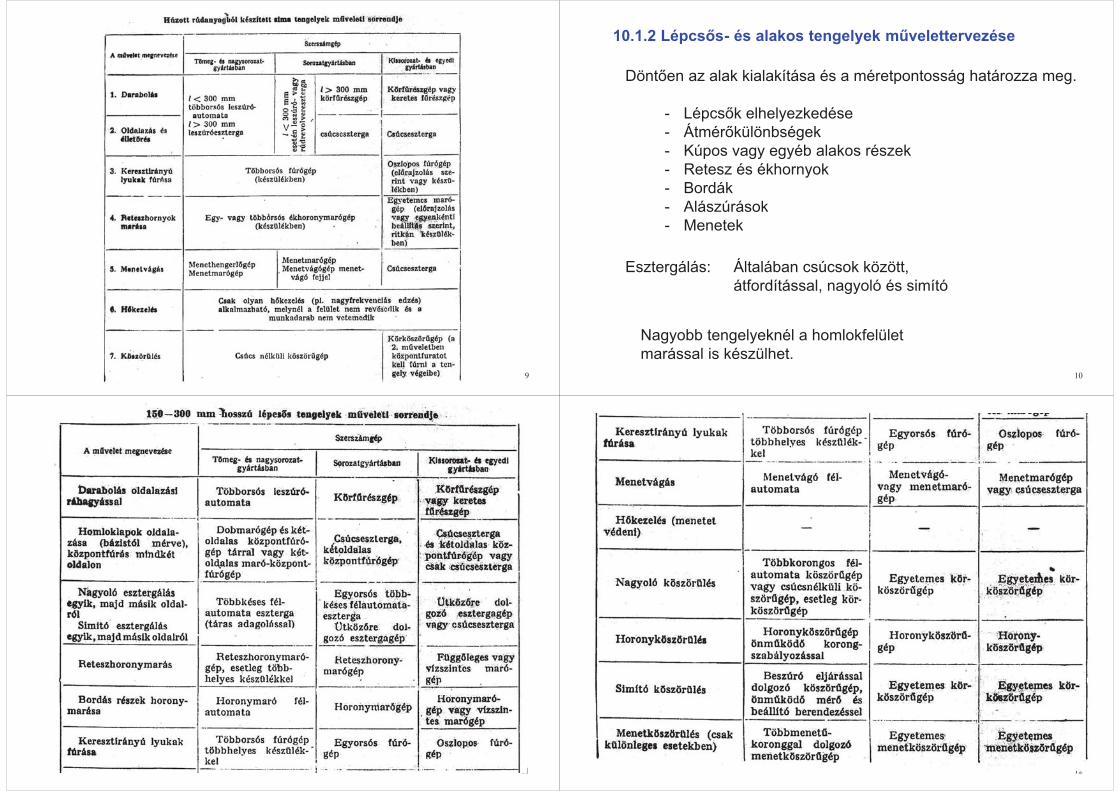
10.1.2 Lépcsős- és alakos tengelyek művelettervezése
Döntően az alak kialakítása és a méretpontosság határozza meg.
Esztergálás:
- Lépcsők elhelyezkedése- Átmérőkülönbségek- Kúpos vagy egyéb alakos részek- Retesz és ékhornyok- Bordák- Alászúrások- Menetek
Általában csúcsok között, átfordítással, nagyoló és simító
Nagyobb tengelyeknél a homlokfelület marással is készülhet.
11 12
13
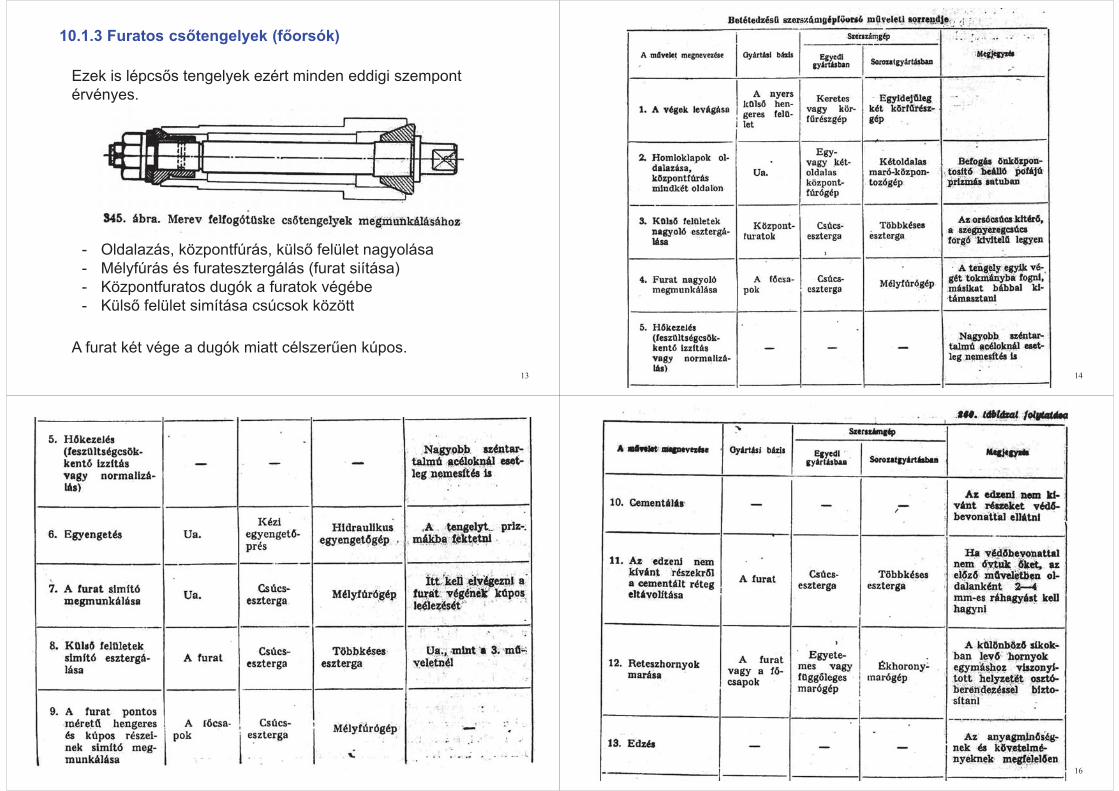
10.1.3 Furatos csőtengelyek (főorsók)
Ezek is lépcsős tengelyek ezért minden eddigi szempont érvényes.
- Oldalazás, központfúrás, külső felület nagyolása- Mélyfúrás és furatesztergálás (furat siítása)- Központfuratos dugók a furatok végébe- Külső felület simítása csúcsok között
A furat két vége a dugók miatt célszerűen kúpos.14
16
17 18
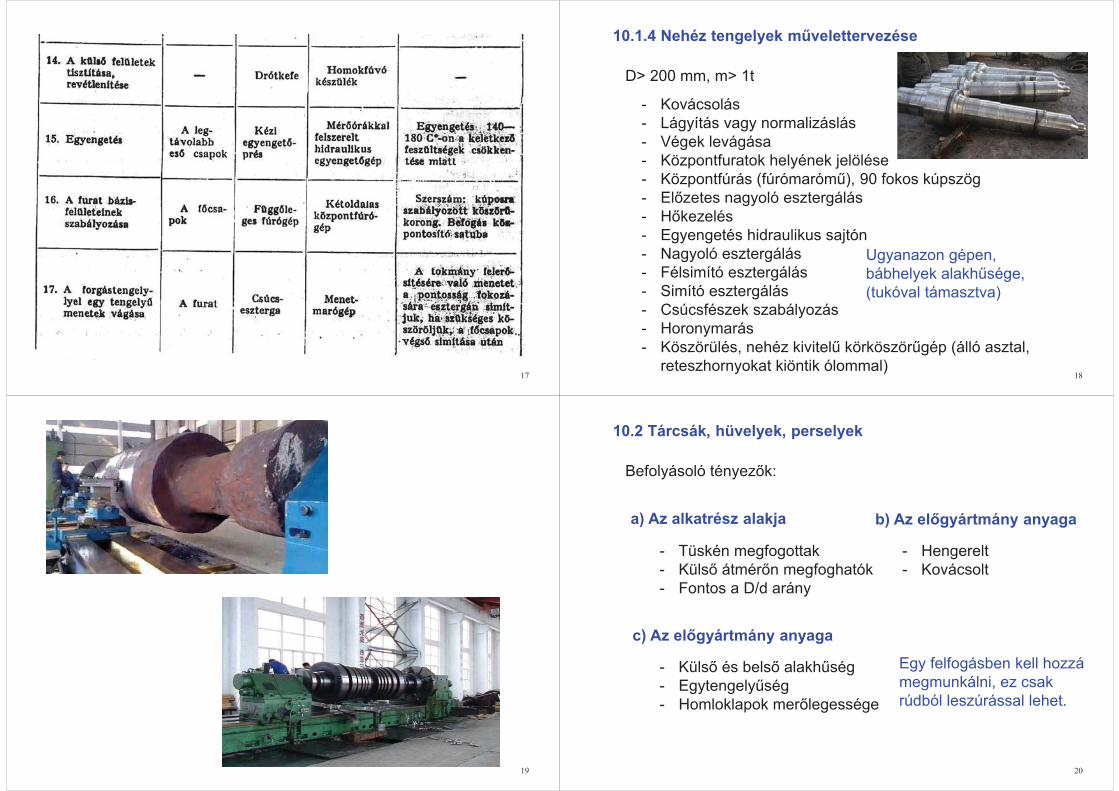
10.1.4 Nehéz tengelyek művelettervezése
D> 200 mm, m> 1t
- Kovácsolás- Lágyítás vagy normalizáslás- Végek levágása- Központfuratok helyének jelölése- Központfúrás (fúrómarómű), 90 fokos kúpszög- Előzetes nagyoló esztergálás- Hőkezelés- Egyengetés hidraulikus sajtón- Nagyoló esztergálás- Félsimító esztergálás- Simító esztergálás- Csúcsfészek szabályozás- Horonymarás- Köszörülés, nehéz kivitelű körköszörűgép (álló asztal,
reteszhornyokat kiöntik ólommal)
Ugyanazon gépen, bábhelyek alakhűsége, (tukóval támasztva)
19 20
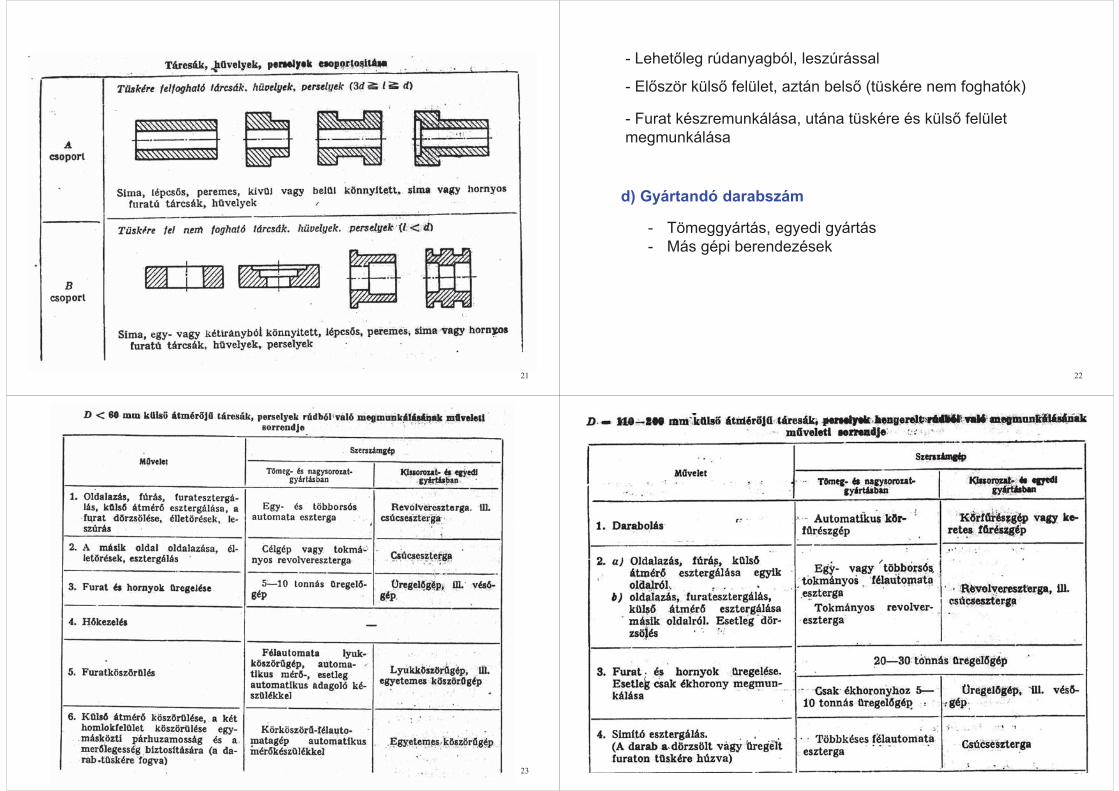
10.2 Tárcsák, hüvelyek, perselyek
Befolyásoló tényezők:
- Tüskén megfogottak- Külső átmérőn megfoghatók- Fontos a D/d arány
a) Az alkatrész alakja
- Hengerelt- Kovácsolt
b) Az előgyártmány anyaga
- Külső és belső alakhűség- Egytengelyűség- Homloklapok merőlegessége
c) Az előgyártmány anyagaEgy felfogásben kell hozzá megmunkálni, ez csak rúdból leszúrással lehet.
21 22
- Lehetőleg rúdanyagból, leszúrással
- Először külső felület, aztán belső (tüskére nem foghatók)
- Furat készremunkálása, utána tüskére és külső felület megmunkálása
- Tömeggyártás, egyedi gyártás- Más gépi berendezések
d) Gyártandó darabszám
23 24
26
10.3 Házszerű alkatrészek művelettervezése
Rendkívül sokféle geometria, csak kevéssé tipizálható.
- Marás (sík, horony, profil, kör, alakos)- Fúrás, felfúrás süllyesztés, menetfúrás, dörzsárazás- Horonyvésés- Furatesztergálás
Jellemző műveletek:
- Bázisfelületek (fő- és osztósíkok) nagyolása (marás, gyalulás)- Főfuratok nagyolása- Feszültségcsökkentő hőkezelés- Bázisfelöletek simítása (köszörülés)- Sík felületek simítása- Főfuratok simítása- Mellékfuratok, hornyok megmunkálása- Menetfúrások
Célszerű lépések:
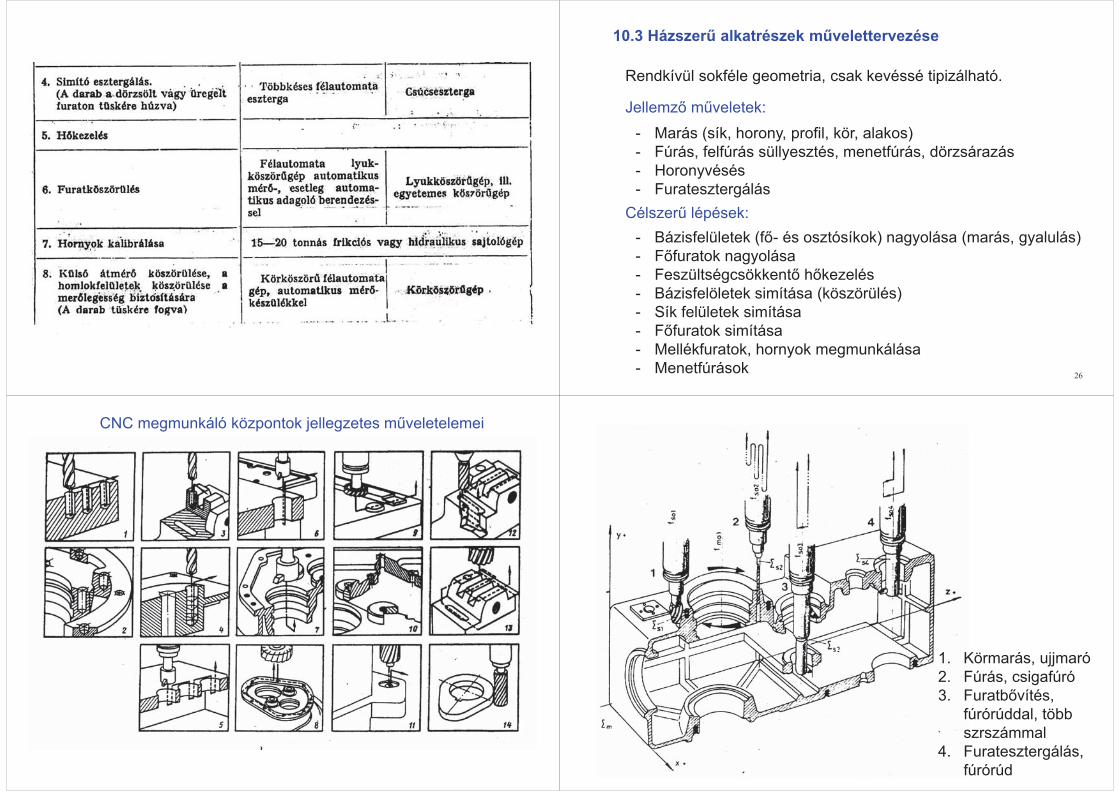
CNC megmunkáló központok jellegzetes műveletelemei
1. Körmarás, ujjmaró2. Fúrás, csigafúró3. Furatbővítés,
fúrórúddal, több szrszámmal
4. Furatesztergálás, fúrórúd
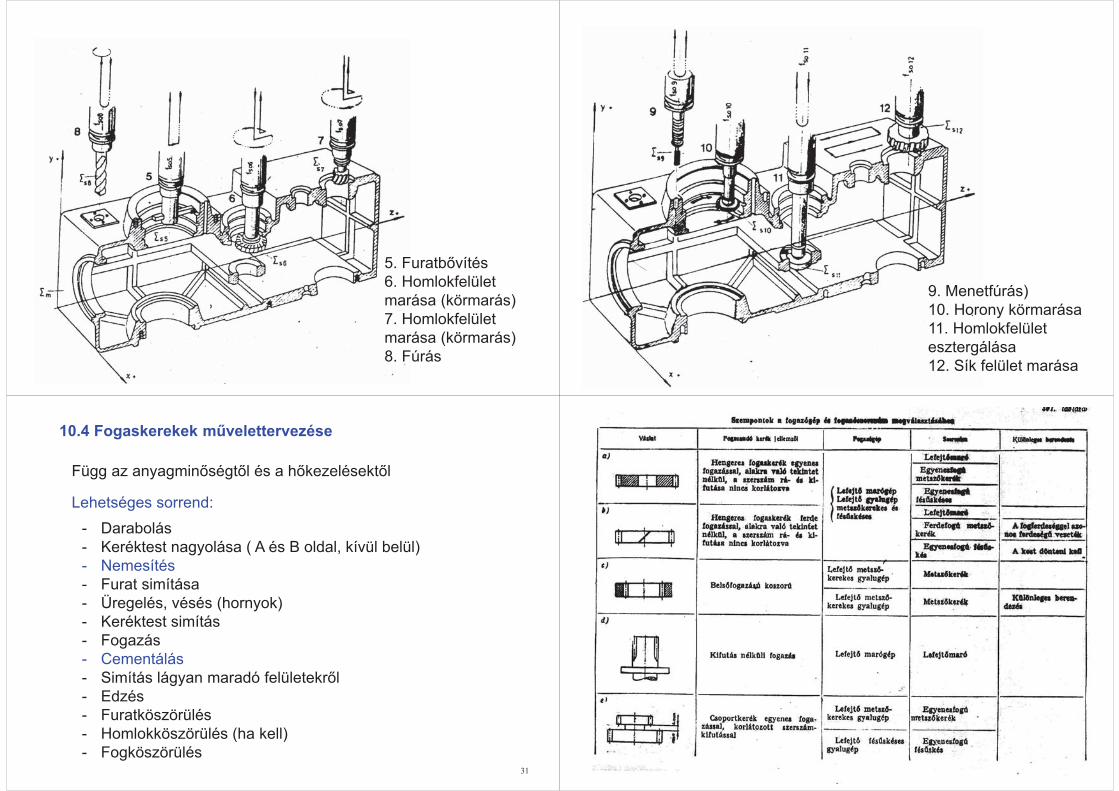
5. Furatbővítés6. Homlokfelület marása (körmarás)7. Homlokfelület marása (körmarás)8. Fúrás
9. Menetfúrás)10. Horony körmarása11. Homlokfelület esztergálása12. Sík felület marása
31
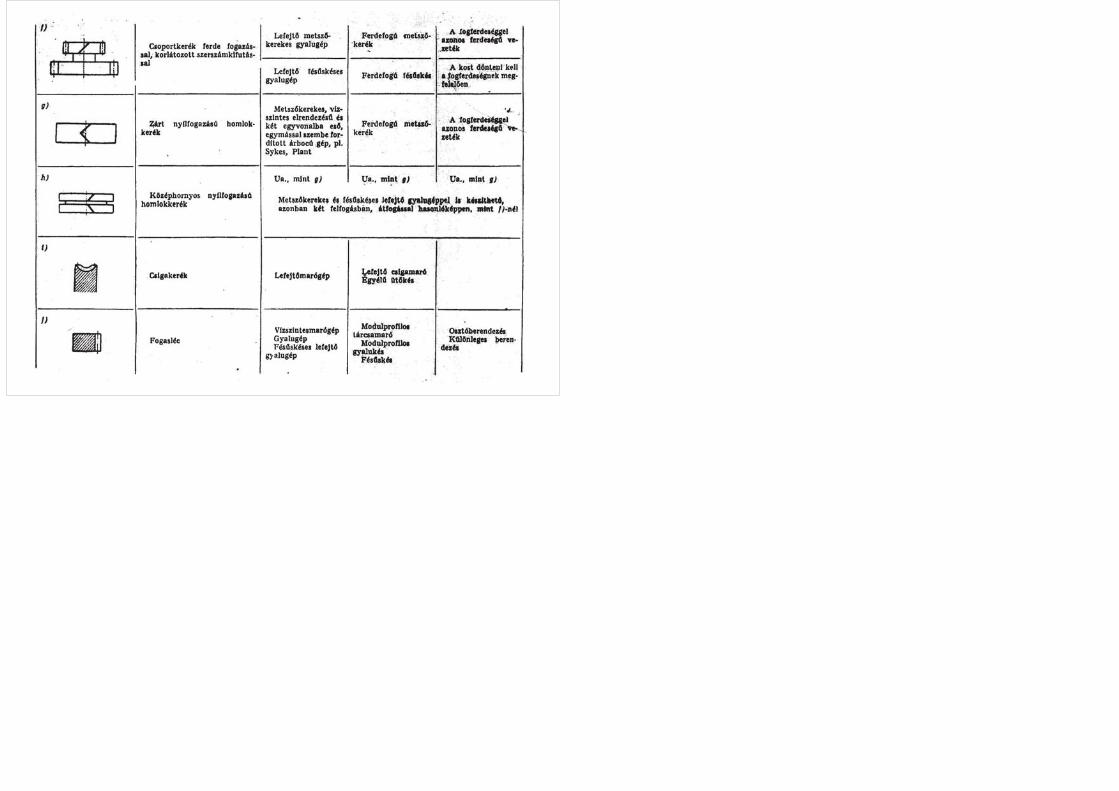
10.4 Fogaskerekek művelettervezése
Függ az anyagminőségtől és a hőkezelésektől
- Darabolás- Keréktest nagyolása ( A és B oldal, kívül belül)- Nemesítés- Furat simítása - Üregelés, vésés (hornyok)- Keréktest simítás- Fogazás- Cementálás- Simítás lágyan maradó felületekről- Edzés- Furatköszörülés- Homlokköszörülés (ha kell)- Fogköszörülés
Lehetséges sorrend: