Embed Size (px)
Citation preview
Tecnica Industriale e Commerciale 08/09
La produzione
Tecnica Industriale e Commerciale 08/09
Occorre distinguere tra:
- Decisioni di politica di produzione (I parte)
- Pianificazione e programmazione dellaproduzione (II parte)
La produzione
Tecnica Industriale e Commerciale 08/09
Il contributo della funzione diproduzione (più in generale
operations) al vantaggiocompetitivo
Tecnica Industriale e Commerciale 08/09
La politica di produzione dev’essere semprecoerente con il vantaggio competitivoperseguito dall’impresa
Sfruttare nella produzione e nelle altre attivitàoperative ad essa connesse(approvvigionamenti, scorte, logistica, supplychain) le fonti del vantaggio competitivoperseguito dall’impresa
Produzione e vantaggio competitivo
Tecnica Industriale e Commerciale 08/09
….definito il livello di qualità accettabile dalla domanda….siricercano:
- Economie di scala, di apprendimento, di scopo, disaturazione, di specializzazione
- Materie e componenti a più basso costo
- Innovazione nei processi per contenere i costi
- Integrazione delle attività logistiche con i fornitori edistributori per ridurre i costi
- Coinvolgimento e incentivazione del personale per ridurre icosti
Produzione e vantaggio di costo
Tecnica Industriale e Commerciale 08/09
….definito il livello massimo di costo sostenibiledall’impresa….si ricercano:
- Materie e componenti di qualità
- Innovazione nei processi per migliorare la qualità edifferenziare l’offerta dell’impresa
- Integrazione delle attività logistiche con i fornitori edistributori per migliorare i tempi di risposta al mercato
- Coinvolgimento e incentivazione del personale permigliorare la qualità, incrementare le prestazioni, innovare edifferenziare i prodotti
Produzione e vantaggio didifferenziazione
Tecnica Industriale e Commerciale 08/09
Le decisioni di politica diproduzione
Tecnica Industriale e Commerciale 08/09
- Definizione della capacità produttiva e del livellod’integrazione verticale (make or buy)
- Scelta del sistema e del tipo di processoproduttivo
- Scelta del layout degli impianti ed attrezzature
- Scelta della tecnologia di produzione
Le decisioni di politica di produzione
Tecnica Industriale e Commerciale 08/09
La politica di produzione è formulata sulla base:
- della modalità con cui si manifesta la domanda
- dei comportamenti della concorrenza
- degli obiettivi dell’impresa
- dei vincoli tecnologici concernenti i processi ed iprodotti
Le variabili critiche
Tecnica Industriale e Commerciale 08/09
La modalità con cui si manifesta la domanda riguarda:
- Volumi richiesti (1, 2, 3…….n)
- Distribuzione nel tempo (costante/picchi di domanda)
- Varietà ricercata (personalizzato/standardizzato)
- Tempo di risposta (immediata/differita)
- Qualità (performance del prodotto)
- Prezzo
La domanda
Tecnica Industriale e Commerciale 08/09
Il comportamento dei concorrenti è rilevante per valutare:
- la capacità produttiva complessivamente installata ed ilgrado di integrazione verticale
- il grado di personalizzazione/standardizzazione dei prodotti
- il tempo di risposta al mercato
- la qualità assicurata
- il prezzo praticato
La concorrenza
Tecnica Industriale e Commerciale 08/09
I principali obiettivi economici, di mercato e tecnologiciperseguiti dall’impresa attraverso la politica di produzioneriguardano:
- Margine operativo lordo
- Costi diretti ed indiretti di produzione
- Produttività dei fattori di produzione
- Tempi di produzione
- Qualità dei prodotti
- Grado di flessibilità dell’impianto
- Grado di elasticità dell’impianto
L’impresa
Tecnica Industriale e Commerciale 08/09
In alcune circostanze, esistono vincoli tecnologici riguardanti iprocessi da impiegare/prodotti da realizzare chedeterminano:
- Capacità minima di produzione
- Livello d’integrazione
- Tipologia di processo produttivo
- Layout di produzione
- Tecnologia di processo
Vincoli tecnologici
Tecnica Industriale e Commerciale 08/09
La politica di produzione:capacità produttiva e grado
d’integrazione
Tecnica Industriale e Commerciale 08/09
Capacità fisico-ingegneristica (o teorico-nominale) che simanifesta nell’ipotesi di condizioni standard difunzionamento dell’impianto (sulla carta) Capacità effettiva o disponibile (teorico-probabilistica) chesi ha in relazione alle modalità di esercizio, durata dei tempidi arresto, vincoli istituzionali, caratteristiche dellamanodopera, ecc. (nella pratica)
Il dimensionamento della capacitàproduttiva
Tecnica Industriale e Commerciale 08/09
La decisione sul dimensionamento della capacità produttivasi lega ai concetti di:
• economicità dell’investimento (economie di scala etecnologiche)
• rischiosità dell’investimento (struttura dei costidell’impianto - Costi Fissi e Costi Variabili - BEP)
Il dimensionamento della capacità produttiva
L’obiettivo è quello d’individuare la dimensione idonea aminimizzare il costo unitario di produzione
Tecnica Industriale e Commerciale 08/09
La struttura dei costi
Nella valutazione della capacità produttiva da installare unimportante fattore è rappresentato dalla struttura dei costi
dell’investimento (Rapporto tra costi fissi e variabili -Analisi di Break Even)
E’ rilevante per la decisione di dimensionamento dellacapacità produttiva in ragione del livello di domanda nonché
per la scelta del make or buy
Tecnica Industriale e Commerciale 08/09
Analisi delle scelte didimensionamento
Tre sono i fattori che influenzano l’impresa nelle scelte didimensionamento della capacità produttiva:
(a) le caratteristiche (livello, variabilità) della domanda;(b) le scelte compiute dalla concorrenza e la capacità
produttiva complessivamente disponibile nel settore;(c) le economie di scala potenzialmente conseguibili.
Tecnica Industriale e Commerciale 08/09
La domanda
Occorre osservare che la domanda presenta:- Variazioni di lungo periodo (trend) in relazione al succedersi dellediverse fasi del ciclo di vita dei prodotti (introduzione, sviluppo, maturità,declino)- Variazioni congiunturali che si risolvono in fluttuazioni intorno allatendenza di fondo (trend) della domanda e di cui non sono prevedibili né ladurata, né l’ampiezza- Variazioni stagionali che si manifestano per effetto della variabilità neiconsumi nel corso dell’anno, del mese, della settimana, del giorno
Tecnica Industriale e Commerciale 08/09
Dilemmi sul dimensionamento1. Dimensionare la capacità produttiva sui livelli attuali di
domanda (rinviando al futuro gli investimenti addizionali),oppure adottare una capacità produttiva già dimensionata (inprevisione) sui livelli di lungo periodo della domandasopportando, inizialmente, i costi di parziale inutilizzo
2. Dimensionare la capacità produttiva sui livelli congiunturalimassimi e realizzare così una produzione sincronizzata con ladomanda, oppure stabilirla ad un livello intermedio erealizzare una produzione costante, integrata dalla politicadelle scorte
3. Integrare la propria capacità produttiva con ‘riserve’ dicapacità esterne messe a disposizione da subfornitori, oppureprivilegiare gli investimenti interni per fare fronte allastagionalità della domanda
Tecnica Industriale e Commerciale 08/09
Una precisazione importante
Una volta dimensionata la capacità produttiva,l’impresa si trova nell’impossibilità di modificarlanel breve periodo
Il dimensionamento della capacità produttiva non èuna decisione che si prende una volta per tutte,
piuttosto è una decisione che richiede revisioni eaggiustamenti nel medio-lungo periodo
Tecnica Industriale e Commerciale 08/09
Soluzioni adottate nella praticaa) dimensionare le immobilizzazioni tecniche
meno soggette ad obsolescenza, come terreno efabbricati, in relazione alle maggiori capacitàche si prevede di dover raggiungere in futuro.
b) dare dimensioni più limitate, ma ampliabili,alle immobilizzazioni con vita tecnica piùbreve ed a maggiore obsolescenza (macchineed impianti)
Tecnica Industriale e Commerciale 08/09
Soluzioni adottate nella pratica
Nella definizione della capacità produttiva,l’impresa può anche costituire riserve di
capacità attraverso i subfornitori. L’ottica èquella di utilizzare questi ultimi come
“cuscinetti di assorbimento” delle variazionicicliche ed impreviste della domanda.
In questo modo, l’impresa “scarica” sui fornitoribuona parte dei rischi di mercato (c.d. risk-
shifting), evitando i maggiori costi d’inutilizzo
Tecnica Industriale e Commerciale 08/09
La politica di produzione: sceltadel sistema di produzione e del
processo di produzione
Tecnica Industriale e Commerciale 08/09
Scelta del sistema di produzioneLa scelta del sistema di produzione dipende dalle modalità con cui siintende dare risposta alla domanda ...
– Make to stock: l’impresa produce per il magazzino una quantitàdi prodotti standardizzati definita in base alle previsioni delladomanda. Al manifestarsi della domanda effettiva essa preleva iprodotti dal magazzino. Qui la dimensione delle scorte saràcorrelata al livello di servizio che si intende dare al cliente.– Make to order: la produzione viene lanciata all’atto dellaricezione dell’ordine ed il cliente viene coinvolto direttamentenella progettazione della commessa.– Assemble to order: forma intermedia tra le prime due. Prima sifabbricano le parti per il magazzino su previsione della domanda;poi si assembla il prodotto all’atto della richiesta del clienteavendo cura di personalizzarlo tramite una moltiplicazione divarianti es. automobile: 3 motorizzazioni, 12 colori, 3 versioni =3x3x12 = 108 varianti di prodotto finito).
Tecnica Industriale e Commerciale 08/09
Scelta della tipologia di processo produttivoLa tipologia di processo produttivo dipende dalle modalitàcon cui si intende predisporre l’offerta:– processi a flusso (ciclo) continuo: la produzione si svolge senzainterruzioni, per fornire solitamente una sola varietà di prodotto (benistandardizzati) in alti volumi (petrolio, carta, cemento, acciaio, plastica,etc.)– processi a ciclo discontinuo (a lotti o condizionata): sulla stessa lineaproduttiva si eseguono diverse produzioni. Macchine ed impiantiforniscono, dunque, una pluralità di prodotti in una successione di lottidiversi per garantire efficienza produttiva e flessibilità (auto, moto, abiti,mobili, etc.)– produzioni job shop (o unitarie): commessa singola (cantieristicanavale o abbigliamento sartoriale) caratterizzata da altissima varietà
Tecnica Industriale e Commerciale 08/09
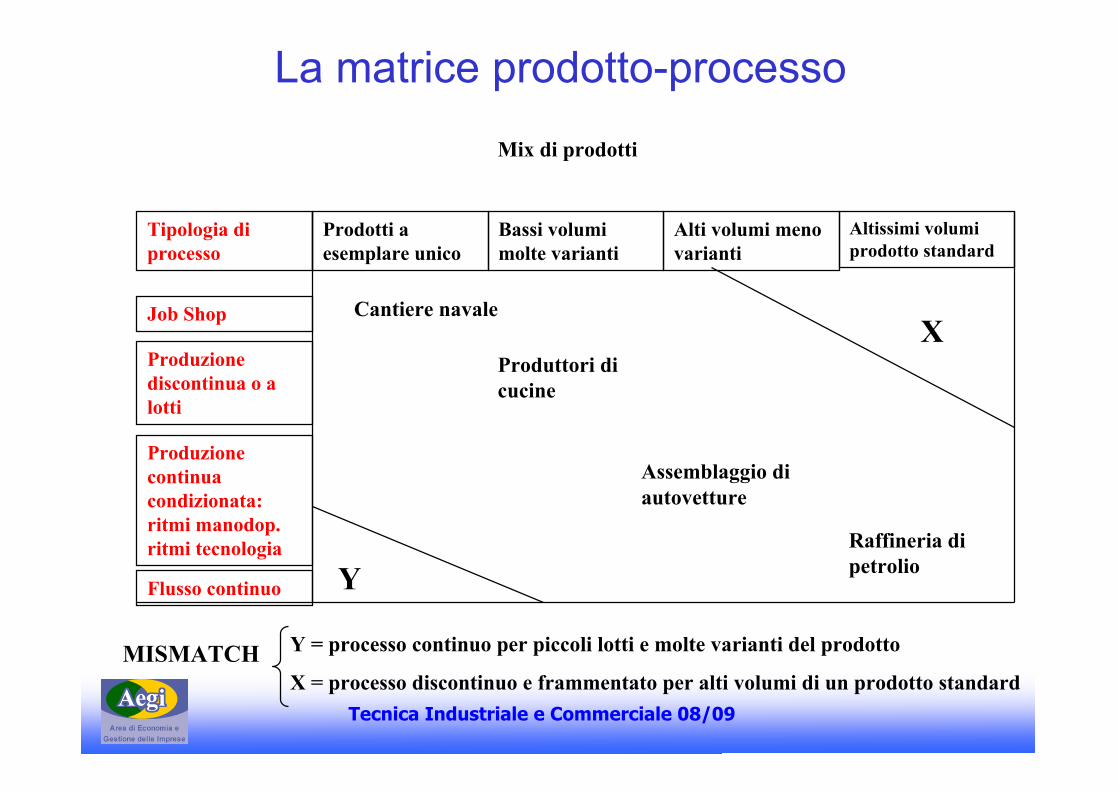
Tipologia diprocesso
Prodotti aesemplare unico
Bassi volumimolte varianti
Alti volumi menovarianti
Altissimi volumiprodotto standard
Job Shop
Produzionediscontinua o alotti
Flusso continuo
Produzionecontinuacondizionata:ritmi manodop.ritmi tecnologia
Cantiere navale
Produttori dicucine
Assemblaggio diautovetture
Raffineria dipetrolio
X
Y
Mix di prodotti
La matrice prodotto-processo
Y = processo continuo per piccoli lotti e molte varianti del prodotto
X = processo discontinuo e frammentato per alti volumi di un prodotto standardMISMATCH
Tecnica Industriale e Commerciale 08/09
Dal Job Shop al flusso continuo
Maggiore dimensione degli impiantiMinor numero di modelliMinor numero di nuovi prodottiMaggiore rigidità del processoMaggiore regolarità acquistiAumento delle scorteMaggiore attenzione alla pianificazione
Tecnica Industriale e Commerciale 08/09
Scelta tra sistemi e tipologie processiproduttivi
Dati i vincoli tecnologici di processo/prodotto:•Strategia competitiva•Politica di prodotto•Politica di prezzo•Livello di servizio alla clientela
Tecnica Industriale e Commerciale 08/09
La politica di produzione: sceltadel layout degli impianti e delle
attrezzature
Tecnica Industriale e Commerciale 08/09
Il layoutIl layout è la disposizione fisico-tecnica (planimetrica) degli impianti,
attrezzature, macchine…, all’interno dello stabilimento diproduzioneRelativamente ai processi di fabbricazione distinguiamo:
1. Layout per processo o per reparto (es: reparto di tornitura,reparto stampaggio)
2. Layout a gruppi tecnologici o celle di produzione (areeomogenee nella tecnologia)
3. Layout in linea (qui le macchine sono disposte nello stessoordine in cui avvengono le lavorazioni)
Relativamente alle operazioni di montaggio:1. Montaggi a posto fisso (es: cantieri edili)2. Montaggi a trasferimento3. Montaggi a isola
Tecnica Industriale e Commerciale 08/09
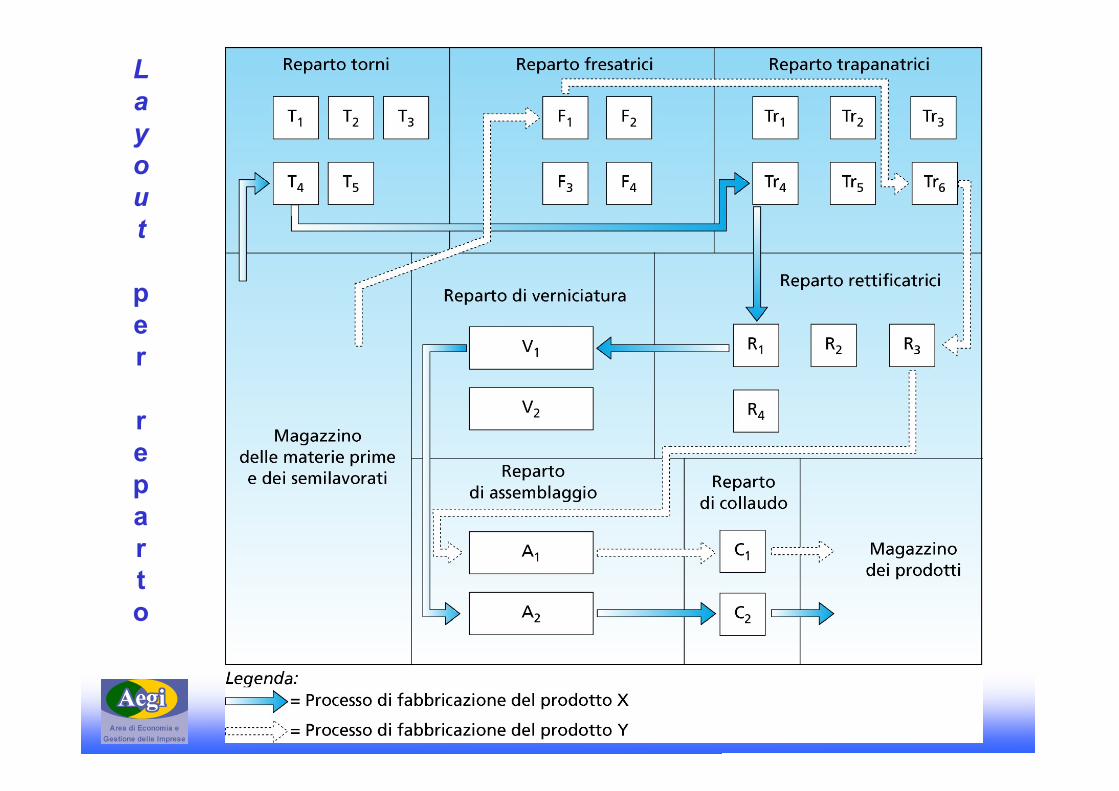
Layout
per
reparto
Tecnica Industriale e Commerciale 08/09
1. Layout per reparto o processo1. Adatto al job shop o per la produzione a lotti2. Reparti omogenei sotto il profilo delle operazioni e
struttura produttiva flessibileVantaggi:• Favorisce l’apprendimento della manodopera utilizzata
su più macchine (sviluppo di una conoscenzaspecializzata)
Svantaggi:• Complesso intreccio di flussi di prodotto (confluenza di
più prodotti nella stessa macchina e creazione di colli dibottiglia)
• Possibile aumento dei tempi di attraversamento e delWIP*
• Sovradimensionamento capacità produttiva (+ costi)
Tecnica Industriale e Commerciale 08/09
Layout
per
gruppi
tecnologici
Tecnica Industriale e Commerciale 08/09
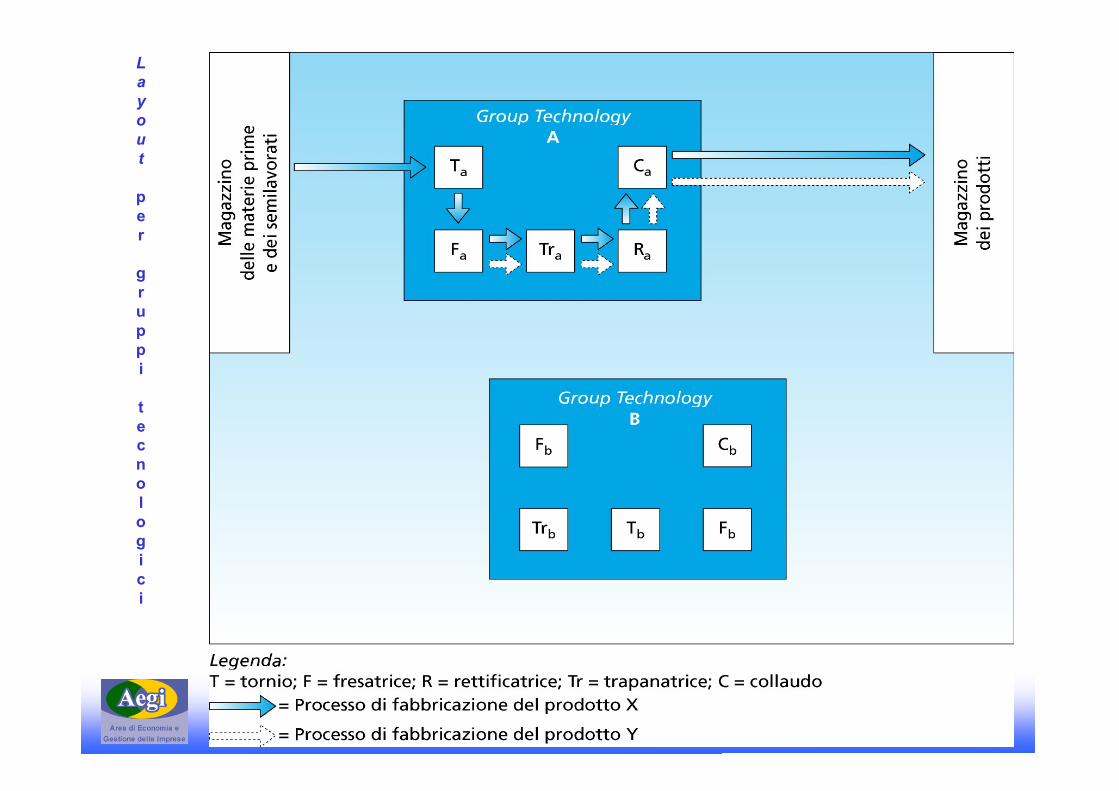
2. Layout per celle o gruppi tecnologici
Sequenza di celle dedicate alla produzione di un’interafamiglia di prodotti
Vantaggi:• Si evita, da una parte, la sovrapposizione di flussi
del job shop e, dall’altra, la rigidità della produzionein linea
Svantaggi:• Duplicazione costosa delle macchine che devono
essere presenti in più reparti (dove la produzionedelle famiglie di prodotti lo richiede) e possono nonessere sfruttate a pieno carico
Tecnica Industriale e Commerciale 08/09
Layout
in
linea
Tecnica Industriale e Commerciale 08/09
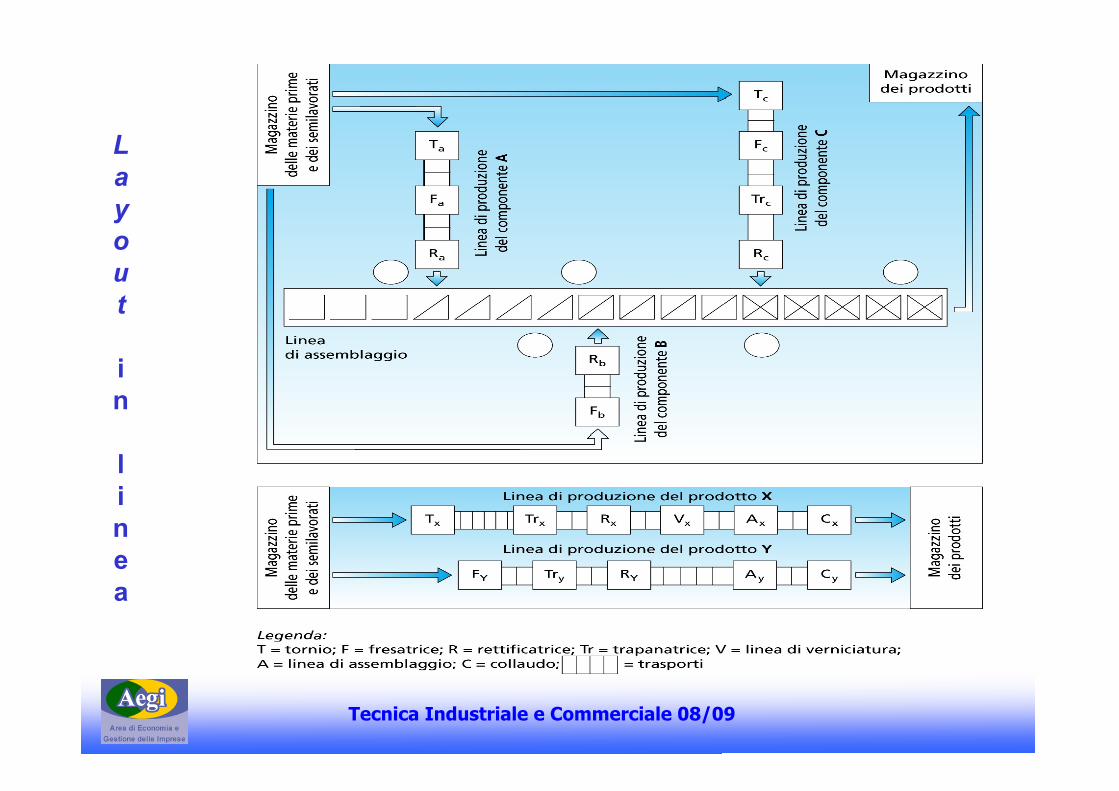
3. Layout in linea o a trasferimento (flowshop)
Tipico nella produzione a lotti o standardizzataVantaggi:• Accorciamento dei tempi di attraversamento e del WIP• Semplificazione dei flussi di produzione• Dimensionamento ottimale della capacità produttiva
secondo quanto necessarioSvantaggi:• Onerosità dell’investimento• Rigidità dell’impianto
Tecnica Industriale e Commerciale 08/09
Montaggi a posto fisso1. Qui l’oggetto da assemblare (spesso enorme) sta
fermo e le attrezzature e gli operai gli si muovonointorno
2. Attrezzature e materiali disposti secondo unasequenza di cerchi concentrici
3. Richiede una manodopera in grado di svolgere piùmansioni
Svantaggi:• Sovrapposizione dei flussi e tendenza all’accumulo
di scorte, aumento del WIP, e formazione di colli dibottiglia
Tecnica Industriale e Commerciale 08/09
Montaggi a trasferimento
1. Trasformazione del prodotto lungouna linea di montaggio rigida che puòessere a ritmo imposto (dallemacchine e tempi di lavorazione) onon imposto (stabilito dagli operatori)
2. Il sistema privilegia la riduzione deitempi di trasferimento rispetto aivantaggi di flessibilità ed elasticità
Tecnica Industriale e Commerciale 08/09
Montaggio a isola
1. A ogni isola viene assegnata una partecospicua del processo produttivo
2. Ogni isola è una struttura autonoma3. Gruppi di operai svolgono segmenti estesi del
processo produttivo secondo una rotazione deicompiti
4. Vantaggio della flessibilità
Tecnica Industriale e Commerciale 08/09
La politica di produzione: lascelta della tecnologia di
processo
Tecnica Industriale e Commerciale 08/09
Alternative di fondo
• Macchine universali tradizionali• Macchie a controllo numerico indipendenti• Linee transfer rigide• Linee transfer flessibili

Tecnica Industriale e Commerciale 08/09
Il dilemma della scelte di produzione
MINIMIZZAZIONECOSTI
MINIMIZZAZIONERISCHI DI
PRODUZIONE
SPECIALIZZAZIONEFLESSIBILITÀ





























