Embed Size (px)
Citation preview
11_Nur Aini_ Stainless steel
1. Raw Material
Austenitic stainless steel (304) dengan ketentuan:
Grade C Mn Si P S Cr Mo Ni N
304
min.
max.
-
0.08
-
2.0
-
0.75
-
0.045
-
0.030
18.0
20.0
-
8.0
10.5
-
0.10
Bahan baku utama :
a. Scrap baja (15-35%)
Bahan baku scrap diperoleh dari 3 sumber yaitu :
Home Scrap : besi bekas yang berasal dari sisa produksi .
Import Scrap : scrap yang berasal dari import luar negeri.
Local Scrap : scrap yang berasal dari luar pabrik tetapi masih dalam wilayah indonesia.
1. Direct Reduction Iron (DRI) atau besi sponge
Besi sponge adalah material hasil olahan dari pellet (bijih besi) yang direduksi dengan H2 dan CO.
Komposisi besi spons sebagai berikut :
Tabel Komposisi besi spons
No. Komposisi Jumlah (%)
1. Fe total 88 – 91
2. Fe metallic 76 – 82
3. Metalisasi 86 – 92
4. Karbon total 1,8 – 2,5
5. FeO 6 -15
6. SiO2 1,25 – 2,5
7. Al2O3 0,6 – 1,3
8. CaO 1,5 – 2,8
9. MgO 0,31 – 1,25
10. Fosfor 0,014 – 0,41
Sumber : manual book Machine Continous Casting Machine PT.Krakatau Steel
Kelebihan besi spons antara lain :
a. Komposisi homogen dan dapat diketahui secara pasti.
b. Mudah membentuk leburan dengan scrap.
c. Kandungan fosfor dan sulfur kecil.
d. Mudah diangkut dan murah.
Secara umum scrap mempunyai sifat yang cenderung keras, sementara besi spons
lebih lunak.
Gambar Sponge Iron
2. Lime Stone (batu kapur)
CaCO3 ↔ CaO + CO2
CaO berfungsi sebagai fluks pembentuk slag (pengotor) dan mengikat unsur-unsur pengotor seperti
SiO2, MnO, S, dan P. Lapisan fluks (slag) ini juga melindungi baja cair dari oksidasi langsung dengan
udara. Penambahan lime stone dapat di lakukan bersamaan dengan bahan baku logam. Batu kapur yang
ideal memiliki kandungan CaCO3 sebesar 95% dengan kandungan S< 0,10%, porositas 1 ~ 5 dan ukuran
12,5 cm.
3. Grafit
Grafit digunakan sebagai pengatur kadar karbon dan sebagai agen foamy slag agent proces untuk
meningkatkan perolehan baja cair. Pada pengaturan komposisi Karbon dalam baja, di gunakan Coke
Breze dan pada potongan elektroda yang larut. Cara lain adalah dengan injeksi grafit melalui mesin
Blomat injector.
Bahan tambahan
Bahan tambahan adalah material-material yang ditambahkan dengan maksud untuk mengikat unsur
pengotor dan pengganggu yang kemudian membentuk suatu sistem oksida yang akan keluar dalam
bentuk terak (slag).
1. Ferro Alloy
Ferro Alloy adalah unsur-unsur campuran yang mempengaruhi sifat dimana penggunaan harus dibatasi.
Unsur-unsur tambahan logam tersebut antara lain :
Carbon (C)
Unsur ini dapat membuat baja tetap kuat pada suhu tinggi.
Mangan (Mn)
Fungsi logam ini adalah sebagai deoksidizer, lebih lemah dibandingkan Si, mangan ditambahkan untuk
kekuatan dan kekerasan, biasanya baja yang digunakan untuk konstruksi.
Chromium (Cr)
Unsur ini dapat membuat baja menjadi lebih keras, tahan gesekan, tahan korosi, dan tahan temperature
tinggi.Dengan sifat-sifat itu membuat baja paduan ini baik untuk bahan poros, dan roda
gigi.Penambahan unsur chromium biasanya diikuti dengan penambahan nikel.
Silikon (Si)
Pada konsentrasi tinggi membuat baja tahan kondisi asam, pada konsentrasi rendah memperbaiki sifat
megnetik dan sifat listrik baja.
Nikel (Ni)
Unsur campuran yang digunakan sebagai bahan dasar untuk beberapa kelompok dari stainless steel.
Nikel memberikan derajat kelenturan yang tinggi (mampu berubah bentuk tanpa pecah) dan tahan
terhadap karat (korosi). Hampir 65% dari semua nikel digunakan pada pembuatan stainless steel.
2. Fluks
Digunakan untuk mendapatkan baja yang lebih bersih. Senyawa fluks antara lain:
a) Cacl CaCO :
Membentuk slag yang mengikat segala kotoran, abu sisa pembakaran serta menahan busur
listrik yang berada didapur agar tidak merusak batu tahan api (refractory).
b) CaF2 : digunakan sebagai mengencerkan slag.
c) CaSi : digunakan sebagai deoksidizer.
3. Non Ferro Alloy
Bahan campuran yang tidak mengandung besi dan karbon, sebagai unsur dasarnya adalah grafit.
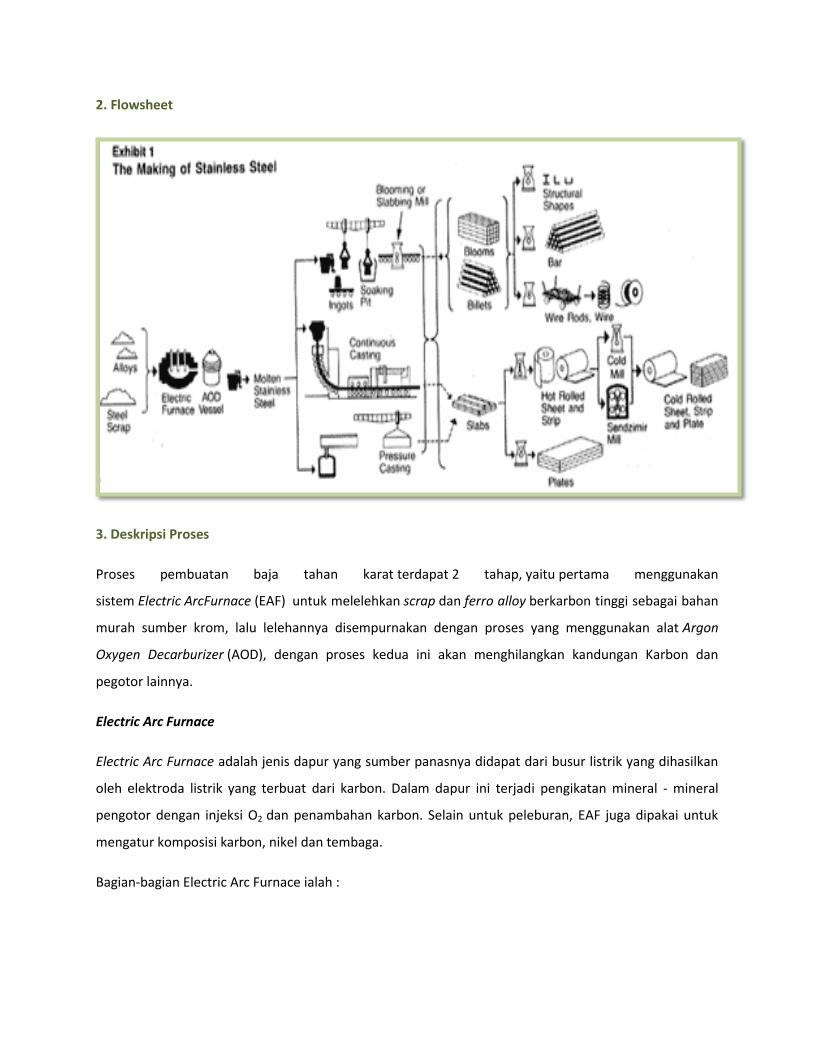
2. Flowsheet
3. Deskripsi Proses
Proses pembuatan baja tahan karat terdapat 2 tahap, yaitu pertama menggunakan
sistem Electric ArcFurnace (EAF) untuk melelehkan scrap dan ferro alloy berkarbon tinggi sebagai bahan
murah sumber krom, lalu lelehannya disempurnakan dengan proses yang menggunakan alat Argon
Oxygen Decarburizer (AOD), dengan proses kedua ini akan menghilangkan kandungan Karbon dan
pegotor lainnya.
Electric Arc Furnace
Electric Arc Furnace adalah jenis dapur yang sumber panasnya didapat dari busur listrik yang dihasilkan
oleh elektroda listrik yang terbuat dari karbon. Dalam dapur ini terjadi pengikatan mineral - mineral
pengotor dengan injeksi O2 dan penambahan karbon. Selain untuk peleburan, EAF juga dipakai untuk
mengatur komposisi karbon, nikel dan tembaga.
Bagian-bagian Electric Arc Furnace ialah :
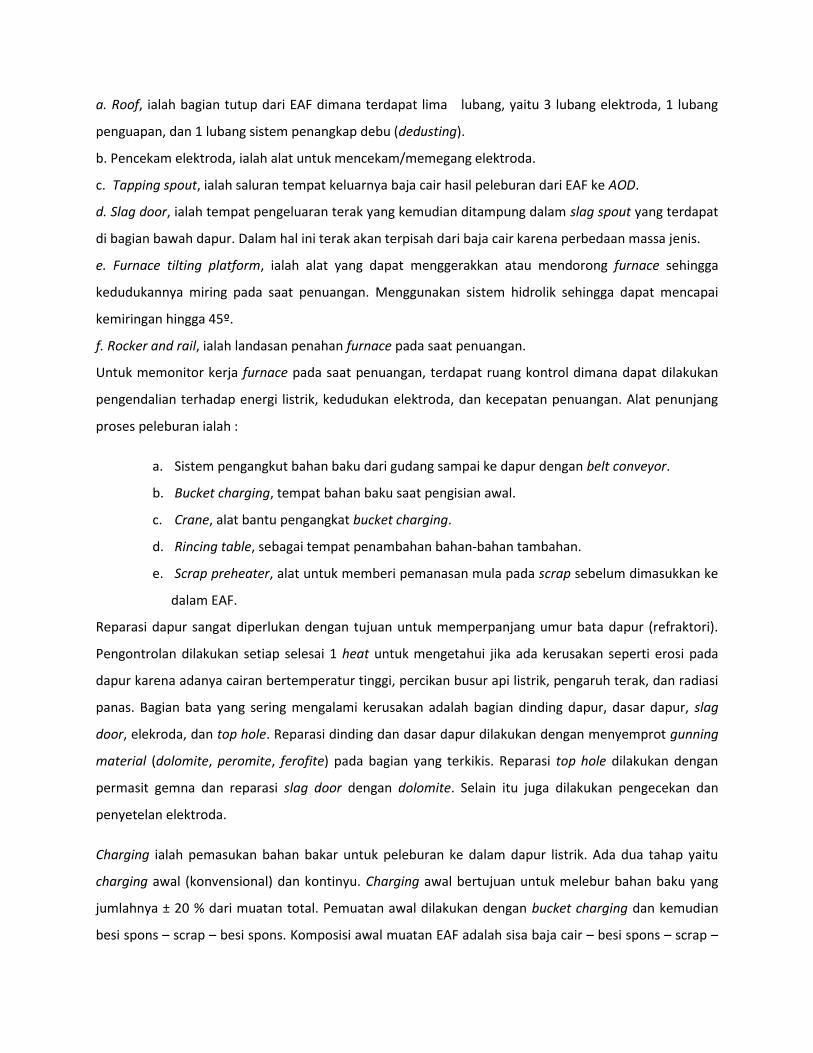
a. Roof, ialah bagian tutup dari EAF dimana terdapat lima lubang, yaitu 3 lubang elektroda, 1 lubang
penguapan, dan 1 lubang sistem penangkap debu (dedusting).
b. Pencekam elektroda, ialah alat untuk mencekam/memegang elektroda.
c. Tapping spout, ialah saluran tempat keluarnya baja cair hasil peleburan dari EAF ke AOD.
d. Slag door, ialah tempat pengeluaran terak yang kemudian ditampung dalam slag spout yang terdapat
di bagian bawah dapur. Dalam hal ini terak akan terpisah dari baja cair karena perbedaan massa jenis.
e. Furnace tilting platform, ialah alat yang dapat menggerakkan atau mendorong furnace sehingga
kedudukannya miring pada saat penuangan. Menggunakan sistem hidrolik sehingga dapat mencapai
kemiringan hingga 45º.
f. Rocker and rail, ialah landasan penahan furnace pada saat penuangan.
Untuk memonitor kerja furnace pada saat penuangan, terdapat ruang kontrol dimana dapat dilakukan
pengendalian terhadap energi listrik, kedudukan elektroda, dan kecepatan penuangan. Alat penunjang
proses peleburan ialah :
a. Sistem pengangkut bahan baku dari gudang sampai ke dapur dengan belt conveyor.
b. Bucket charging, tempat bahan baku saat pengisian awal.
c. Crane, alat bantu pengangkat bucket charging.
d. Rincing table, sebagai tempat penambahan bahan-bahan tambahan.
e. Scrap preheater, alat untuk memberi pemanasan mula pada scrap sebelum dimasukkan ke
dalam EAF.
Reparasi dapur sangat diperlukan dengan tujuan untuk memperpanjang umur bata dapur (refraktori).
Pengontrolan dilakukan setiap selesai 1 heat untuk mengetahui jika ada kerusakan seperti erosi pada
dapur karena adanya cairan bertemperatur tinggi, percikan busur api listrik, pengaruh terak, dan radiasi
panas. Bagian bata yang sering mengalami kerusakan adalah bagian dinding dapur, dasar dapur, slag
door, elekroda, dan top hole. Reparasi dinding dan dasar dapur dilakukan dengan menyemprot gunning
material (dolomite, peromite, ferofite) pada bagian yang terkikis. Reparasi top hole dilakukan dengan
permasit gemna dan reparasi slag door dengan dolomite. Selain itu juga dilakukan pengecekan dan
penyetelan elektroda.
Charging ialah pemasukan bahan bakar untuk peleburan ke dalam dapur listrik. Ada dua tahap yaitu
charging awal (konvensional) dan kontinyu. Charging awal bertujuan untuk melebur bahan baku yang
jumlahnya ± 20 % dari muatan total. Pemuatan awal dilakukan dengan bucket charging dan kemudian
besi spons – scrap – besi spons. Komposisi awal muatan EAF adalah sisa baja cair – besi spons – scrap –
besi spons. Hal ini untuk menghindari kerusakan dasar dapur karena scrap. Besi spons diletakkan di
bagian atas untuk menghindari loncatan material kearah dinding dapur.
Pemuatan bahan tambahan dilakukan bersamaan dengan besi spons oleh bucket charging. Charging
kontinyu dilakukan setelah tahap penetrasi. Pada keadaan ini muatan awal telah melebur ± 40 – 60 %.
Yang dimuat adalah besi spons dan kapur. Idealnya perbandingan antara jumlah besi spons dan srap
adalah 85 : 15. Namun dalam keadaan tertentu, misalnya stok besi spons yang kurang maka prosentase
scrap dapat ditambahkan secara ekonomis mengingat harga besi spons memang relatif mahal.
Namun penambahan jumlah scrap juga mempunyai kekurangan, yaitu :
a. Proses charging dapat berlangsung beberapa kali.
b. Sering timbul suara keras dalam dapur karena ada kontak antara elektroda dengan scrap.
Setelah tahap charging selesai, dilanjutkan dengan melting operation. Hal ini dilakukan dalam 3 tahap,
yaitu melting, refining, dan pouring.
a. Melting
Tahap ini dimulai dengan proses penetrasi. Hal ini bertujuan untuk menurunkan muatan awal dimana
elektroda diturunkan hingga menembus muatan sedalam 75 cm. Dengan tingkat energi yang rendah
pada tahap awal (tap 12), dilakukan perlahan-lahan hingga tenaganya diperbesar hingga maksimum
(tap 18). Hal ini bertujuan untuk menghindari elektroda patah dan untuk efisiensi penggunaan energi.
Selain itu juga untuk mendapatkan peleburan dari arah bawah ke atas dan mencegah radiasi panas
yang berlebihan pada dinding dapur. Peleburan dihentikan apabila semua bahan telah melebur dan
temperatur serta komposisi target telah tercapai. Bila temperatur lebur telah tercapai dan terbentuk
slag, dilakukan pengambilan contoh slag. Pengambilan contoh slag dilakukan pada saat pemuatan
kontinyu akan selesai (pada temperatur ± 1.500 ºC) yang hasilnya lalu dikirim ke laboratorium untuk
dianalisa komposisinya. Pengambilan contoh dilakukan dengan cara memasukkan cetakan yang
dipasang pada ujung suatu batang. Kemudian contoh dikirim dengan menggunakan kapsul yang
dimasukkan ke dalam pipa dan didorong dengan tekanan udara yang disebut dengan pneumatic tube
pot system.
b. Refining
Proses refining bertujuan untuk mengikat/menghilangkan unsur-unsur pengotor yang tidak diinginkan
dan mencapai kadar karbon sesuai target. Pada tahap refining, kandungan karbon dalam baja
diturunkan dengan melakukan injeksi oksigen. Oksigen inilah yang nantinya akan mengikat karbon.
Proses ini disebut carbon control. Bertujuan untuk mempersingkat effective melting time dan
meningkatkan hasil dapur sehingga kinerja peleburan lebih baik. Selain itu injeksi oksigen juga
berfungsi untuk mengikat fosfor sehingga dihasilkan baja dengan kandungan fosfor antara 0,015 % –
0,025 %. Proses pengikatan ini dilakukan dengan membuat suasana basa dengan penambahan kapur.
Reaksi yang terjadi ialah :
P + O2 → P2O5
FeS + CaO → CaS + FeO
c. Pouring
Pouring adalah tahap penuangan baja cair dari dapur ke AOD. Sebelum penuangan, AOD harus
dipanaskan dulu untuk mencegah terjadinya penurunan temperatur secara drastis. Nozzle pada AOD
disumbat dengan pasir silika dan campuran oksida lainnya agar pada saat slide guide AOD terbuka,
baja cair bisa langsung keluar. Cara penuangan baja cair adalah dengan memiringkan dapur ke arah
AODdan sumbat pada top hole dibuka. Agar proses penuangan berjalan lancer, maka bentuk aliran
baja cair tidak boleh pecah dan kecepatan aliran maksimal 25 ton baja cair/menit. Biasanya tidak
semua baja cair dituang ke DOF , tetapi disisakan sedikit di dalam dapur sebagai sisa untuk
mempermudah proses peleburan selanjutnya.
Untuk melindungi bagian-bagian EAF dari panas yang berlebihan maka terdapat suatu sistem
pendingin air yang terdapat pada bagian :
a. Furnace roof
b. Electrode supporting arm
c. Wall element
d. AOD He - tubes
e. Furnace elbow
f. Electrode spray cooling
g. Hydraulic cooler
h. Transformer cooling
Permasalahan yang sering terjadi pada EAF adalah :
a. Elektroda patah, karena elektroda menyentuh material yang keras, dan posisi muatan
yang kurang baik.
b. Kandungan karbon yang terlalu tinggi, sehingga memerlukan waktu menurunkannya
dengan injeksi oksigen.
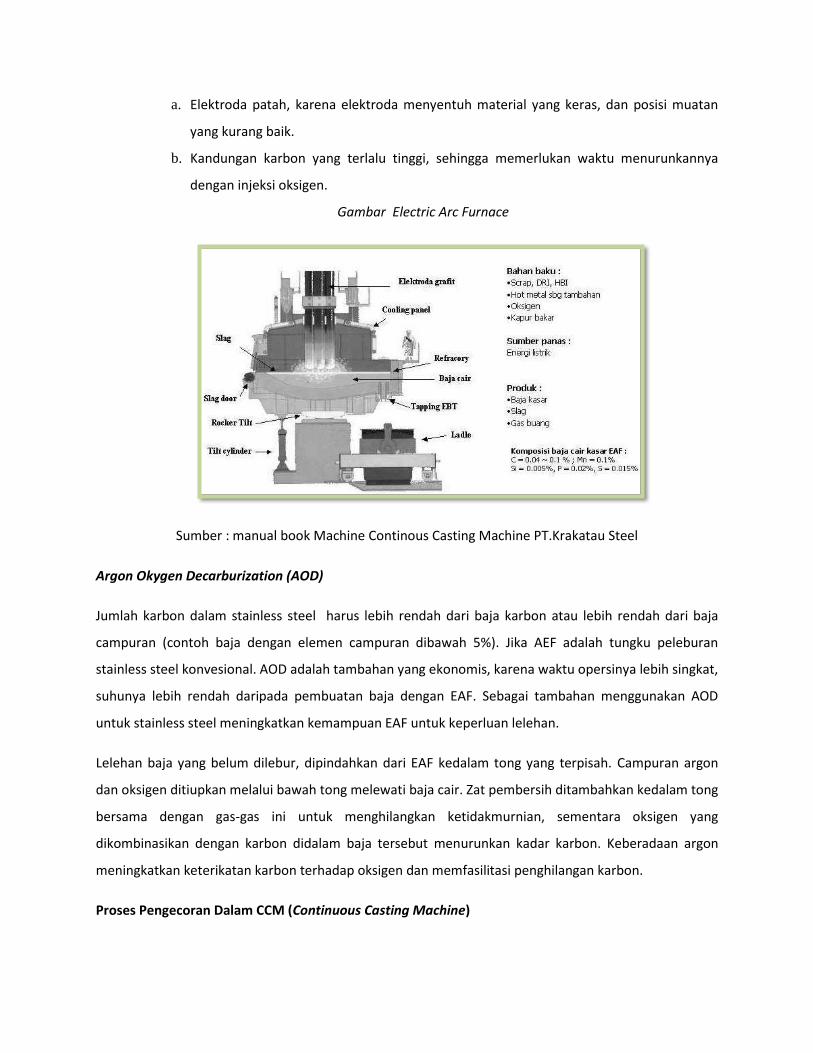
Gambar Electric Arc Furnace
Sumber : manual book Machine Continous Casting Machine PT.Krakatau Steel
Argon Okygen Decarburization (AOD)
Jumlah karbon dalam stainless steel harus lebih rendah dari baja karbon atau lebih rendah dari baja
campuran (contoh baja dengan elemen campuran dibawah 5%). Jika AEF adalah tungku peleburan
stainless steel konvesional. AOD adalah tambahan yang ekonomis, karena waktu opersinya lebih singkat,
suhunya lebih rendah daripada pembuatan baja dengan EAF. Sebagai tambahan menggunakan AOD
untuk stainless steel meningkatkan kemampuan EAF untuk keperluan lelehan.
Lelehan baja yang belum dilebur, dipindahkan dari EAF kedalam tong yang terpisah. Campuran argon
dan oksigen ditiupkan melalui bawah tong melewati baja cair. Zat pembersih ditambahkan kedalam tong
bersama dengan gas-gas ini untuk menghilangkan ketidakmurnian, sementara oksigen yang
dikombinasikan dengan karbon didalam baja tersebut menurunkan kadar karbon. Keberadaan argon
meningkatkan keterikatan karbon terhadap oksigen dan memfasilitasi penghilangan karbon.
Proses Pengecoran Dalam CCM (Continuous Casting Machine)
Continuous Casting adalah proses pengecoran baja cair ke dalam mould dari AOD sehingga terbentuk
slab baja secara kontinu. Dalam proses casting yang perlu diperhatikan adalah bagaimana caranya
mendapatkan kualitas bentuk slab sesuai keinginan dengan kualitas permukaan dan internal yang baik.
Dalam proses pembentukan baja proses continuous casting merupakan proses lanjutan setelah
peleburan di Electric Arc Furnace dan Alloying di AOD.
Peralatan Utama dalam proses continuous casting dibagi menjadi tiga bagian yaitu:
a. Casting Floor Equipment
1. AOD Turret
2. Tundish Car
3. Tundishes
4. Tundish dan Nozzle Preheater
5. Shroud dan Nozzle Manipulator
6. Flux Feeder
7. AOD and Tundish flow control
8. Control Box
9. Overhead Crane
b. Casting Machine
1. Mould dan Mould Level Control
2. Mould Oscillator
3. Cooling Grid
4. Casting Bow Segments
5. Straightener Segments
6. Horizontal Strand Guide Segments
7. Cooling System
8. Greasing Equipment
9. Steam Exhaust System
10. Hydraulic System
c. Run Out Equipment
1. Torch Approach Table
2. Dummy Bar Disconnecting Device
3. Torch Cutting Roller Table
4. Torch Cutting Machine
5. Run Out Roller Tables
6. Dummy Bar
7. Dummy Bar Storage
8. Slab Marking Machine
9. Slab Transfer System
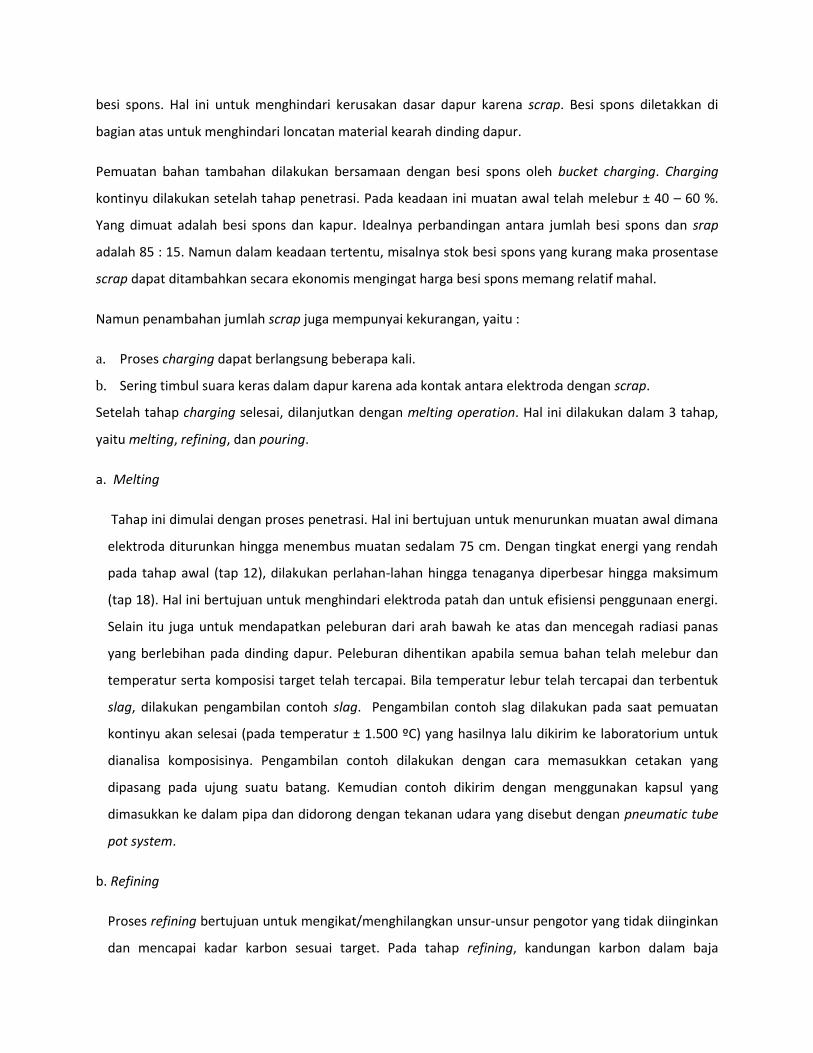
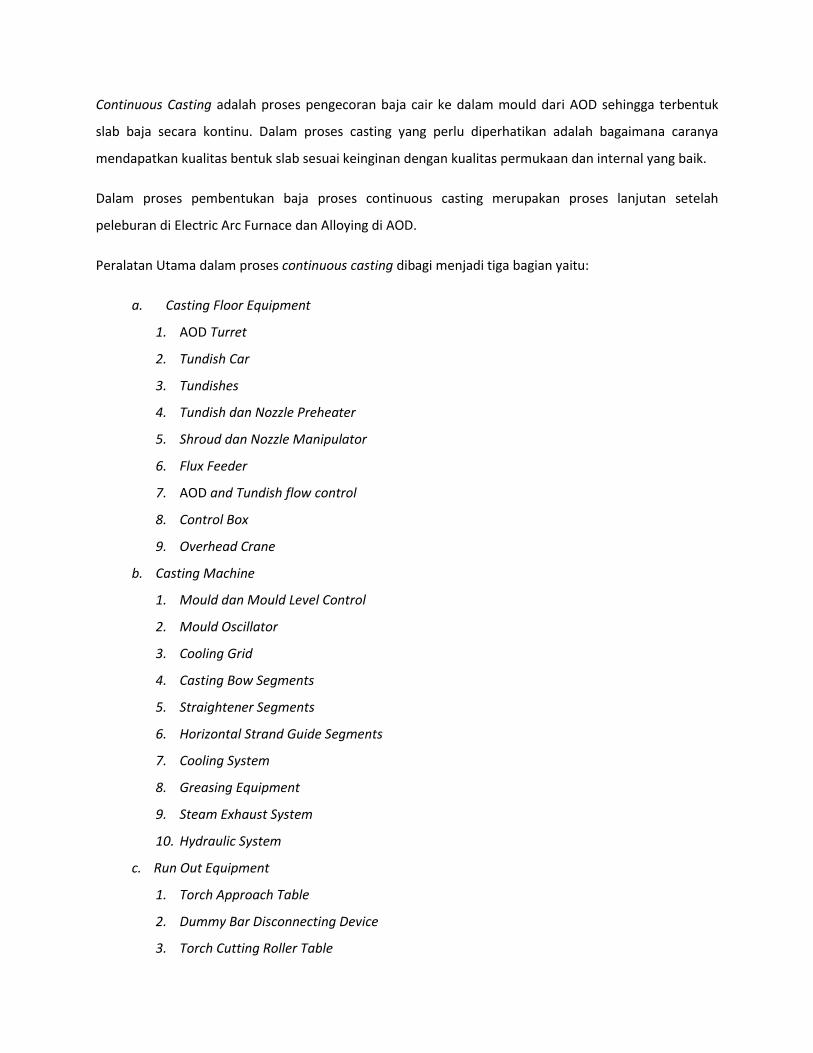
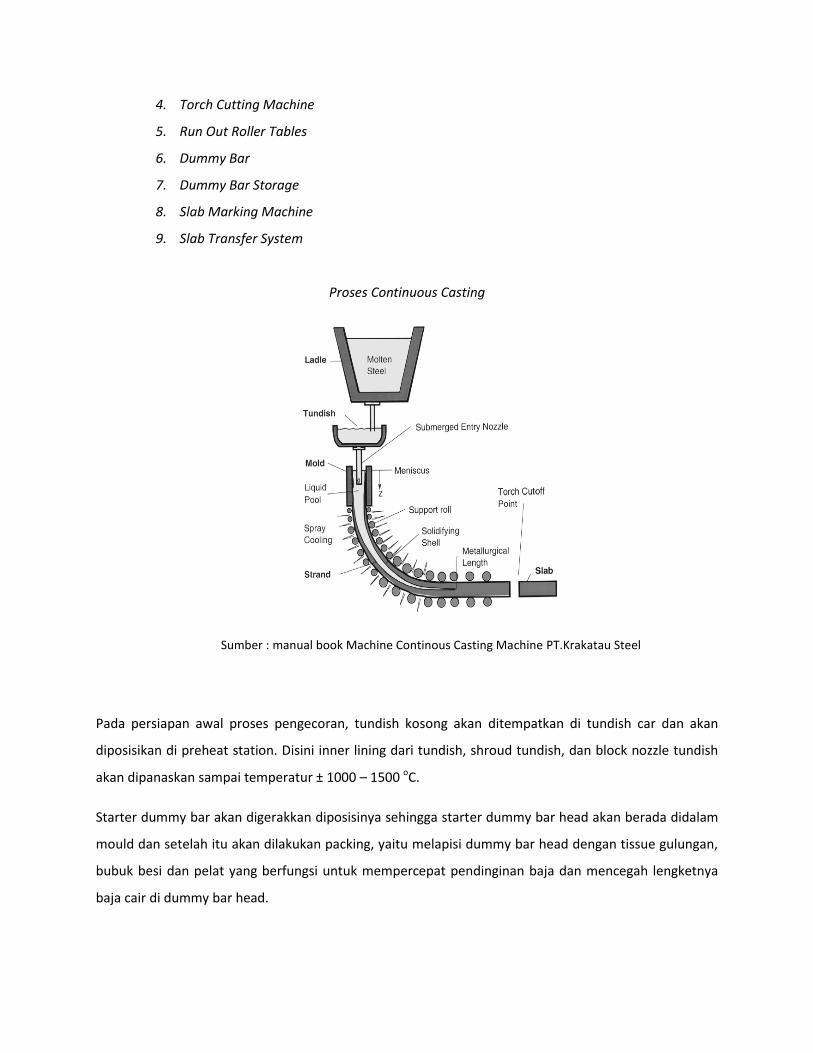
Proses Continuous Casting
Sumber : manual book Machine Continous Casting Machine PT.Krakatau Steel
Pada persiapan awal proses pengecoran, tundish kosong akan ditempatkan di tundish car dan akan
diposisikan di preheat station. Disini inner lining dari tundish, shroud tundish, dan block nozzle tundish
akan dipanaskan sampai temperatur ± 1000 – 1500 oC.
Starter dummy bar akan digerakkan diposisinya sehingga starter dummy bar head akan berada didalam
mould dan setelah itu akan dilakukan packing, yaitu melapisi dummy bar head dengan tissue gulungan,
bubuk besi dan pelat yang berfungsi untuk mempercepat pendinginan baja dan mencegah lengketnya
baja cair di dummy bar head.
Jika seluruh prekondisi casting sudah terpenuhi semua maka parameter-parameter continuous casting
machine seperti speed, waterflow, oscillation, cutting length dll telah siap maka mesin concast sudah
siap digunakan.
Setelah satu heat baja cair di-tapping dari Electric Arc Furnace, maka akan dipindahkan ke metallurgical
treatment station, disini akan dilakukan treatment seperti alloying dan refining serta pengaturan
temperatur yang sesuai untuk proses concast.
Setelah menjalani treatment, baja cair di AOD akan dikirim ke AOD turret arms dengan menggunakan
crane. Setelah AOD berada di AOD turret arms, AOD ditutup dengan AOD cover untuk mempertahankan
temperatur.
AOD berisi baja cair ini akan diputar 180 oC oleh AOD turret dari posisi load/unload ke posisi casting.
Bersamaan dengan itu preheated tundish akan dipindahkan dari preheat station ke posisi casting,
nantinya tepat dibawah AOD. Setelah itu Shroud AOD akan dipasang di AOD slide gate. Setelah
semuanya siap, slide gate bisa dibuka dan baja cair akan mengalir dari AOD ke tundish.
Setelah baja cair di tundish mencapai level ketinggian tertentu, slide gate atau stopper tundish dibuka,
hal ini akan menyebabkan baja cair mengalir ke mould. Setelah level baja di mould mencapai ketinggian
tertentu, proses casting dimulai dengan menekan strand start pushbutton yang berlokasi di panel
operator. Pushbutton ini akan menyalakan osilasi mould, driven roll di mesin concast dan juga akan
menyalakan system control cooling spray water. Pada saat awal casting ini aliran baja dari tundish ke
mould biasanya diatur secara manual dengan merubah-rubah posisi stopper sehingga didapatkan aliran
baja cair yang diinginkan.
Setelah itu sistem control akan berganti dari operasi manual ke operasi otomatis. Selama proses casting
baja cair akan ditaburi dengan casting powder yang berguna untuk pelumasan mould, pelindung baja
dan menangkap inklusi. AOD weighing system akan memonitor banyaknya baja di dalam AOD selama
proses concast. Mould level control system akan mengatur aliran baja cair dari tundish ke mould untuk
mempertahankan level ketinggian baja di mould.Pada mode operasi otomatis, sistem kontrol akan
memberi perintah operasi:
1. Start / open / close driven roll
2. Menutup lateral strand guide
3. Menaikkan dummy bar disconnecting roll
4. Menaikkan moveable stop pada roller table dummy bar
5. Menaikkan dummy bar storage
6. Start roller table
7. Inisiasi pengukuran panjang dan pemotongan
Pada saat baja cair di AOD sudah habis dan tinggal slag maka slide gate ditutup, arm turret akan
mengangkat AOD, shroud AOD akan dilepas dan setelah itu AOD diputar 180oC pada posisi Load/Unload.
Pada proses Sequence casting, sebelum baja cair di AOD habis harus ditempatkan AOD baru berisi baja
cair penuh di arm turret pada posisi Load/Unload. Oleh karena itu pergantian AOD bukan hanya
memindahkan AOD kosong dari posisi casting tapi juga memindahkan AOD baru ke posisi casting.
Tundish tidak selamanya dalam kondisi baik, jika diperlukan pergantian tundish pada saat casting maka
hal ini bisa dilakukan tanpa mengganggu proses casting, hal ini biasa disebut Flying Tundish.
Setelah proses casting dimulai maka strand panas akan ditarik oleh dummy bar melalui bender, casting
bow, straightener dan horizontal guide.
Dummy bar head akan terlepas dari strand di bagian horizontal guide, dummy bar akan ditarik keatas
menuju dummy bar storage dan berada pada posisi tunggu dan persiapan untuk proses first casting
selanjutnya.
Strand panas akan dipotong sesuai dengan ukuran tertentu dengan menggunakan Torch cutting
machine dan akan dikirim ke ujung akhir dari roller table. Sebelum mendorong slab ke peralatan cross
transfer, slab akan di marking dengan cara manual (ditulis dengan kapur) atau dengan menggunakan
slab marking machine. Pemotongan sampel dilakukan di area pengambilan sampel dengan
menggunakan torch cutting machine.
Setelah itu slab bisa dipindahkan ke area cooling bed dengan menggunakan crane. Proses pendinginan
dilakukan selama ±30 jam.
Slab yang sudah dingin selanjutnya akan dicek kulitasnys, ada tidaknya defect pada slab. Pengecekan
kualitas bisa dilakukan secara visual atau dengan bantuan alat. Alat bantu dalam pemerikasaan kualitas
slab antara lain Sulfur Print dan Macro etching (Internal defect), flame scarfing, Penetrant, dan Magnetic
Particle Test (External defect).
Selain slab juga dihasilkan Blooms dan billet yang dibentuk menjadi bar dan kawat , sedangkan lembaran
dibentuk menjadi pelat , strip, dan lembaran

Heat Treatment
• Setelah stainless steel terbentuk , sebagian besar jenis harus melalui langkah anil . Anil adalah
perlakuan panas dimana baja dipanaskan dan didinginkan dalam kondisi yang terkendali untuk
meringankan tekanan internal dan melembutkan logam . Beberapa baja yang telah mengalami anil
memiliki kekuatan yang lebih tinggi . Namun, perlakuan panas juga dikenal sebagai age hardening yang
membutuhkan kontrol hati-hati , bahkan perubahan kecil dari suhu yang direkomendasikan , waktu ,
atau laju pendinginan dapat mempengaruhi sifat . Suhu aging yang lebih rendah menghasilkan kekuatan
tinggi dengan ketangguhan patah yang rendah, sementara aging suhu tinggi menghasilkan kekuatan
yang lebih rendah dan lebih keras . Jenis perlakuan panas tergantung pada jenis baja ; dengan kata lain ,
apakah itu austenit , feritik , atau martensit . Baja austenitik yang dipanaskan di atas 1.900 derajat
Fahrenheit ( 1.037 derajat Celsius ) namun juga tergantung pada ketebalan .
Descaling
• Annealing menyebabkan scale atau build-up untuk membentuk baja . Scale dapat dihilangkan dengan
menggunakan beberapa proses . Salah satu metode yang paling umum yaitu pengawetan ,
menggunakan asam nitrat - fluorida untuk membersihkan descaling pada baja . Dalam metode lain ,
electrocleaning , arus listrik dialiri ke permukaan dengan menggunakan katoda dan asam fosfat , dan
scale akan dihhilangkan . Langkah terjadi pada tahapan Anil dan descaling berbeda tergantung pada
jenis baja yang sedang dikerjakan .
Cutting
•Cutting biasanya diperlukan untuk memperoleh bentuk dan ukuran yang diinginkan. Pemotongan
mekanik dilakukan dengan berbagai metode , contohnya straight shearing menggunakan pisau
guillotine.
Finishing
• Penyelesaian akhir adalah spesifikasi penting untuk produk stainless steel dan sangat penting dalam
aplikasi di mana penampilan juga penting .
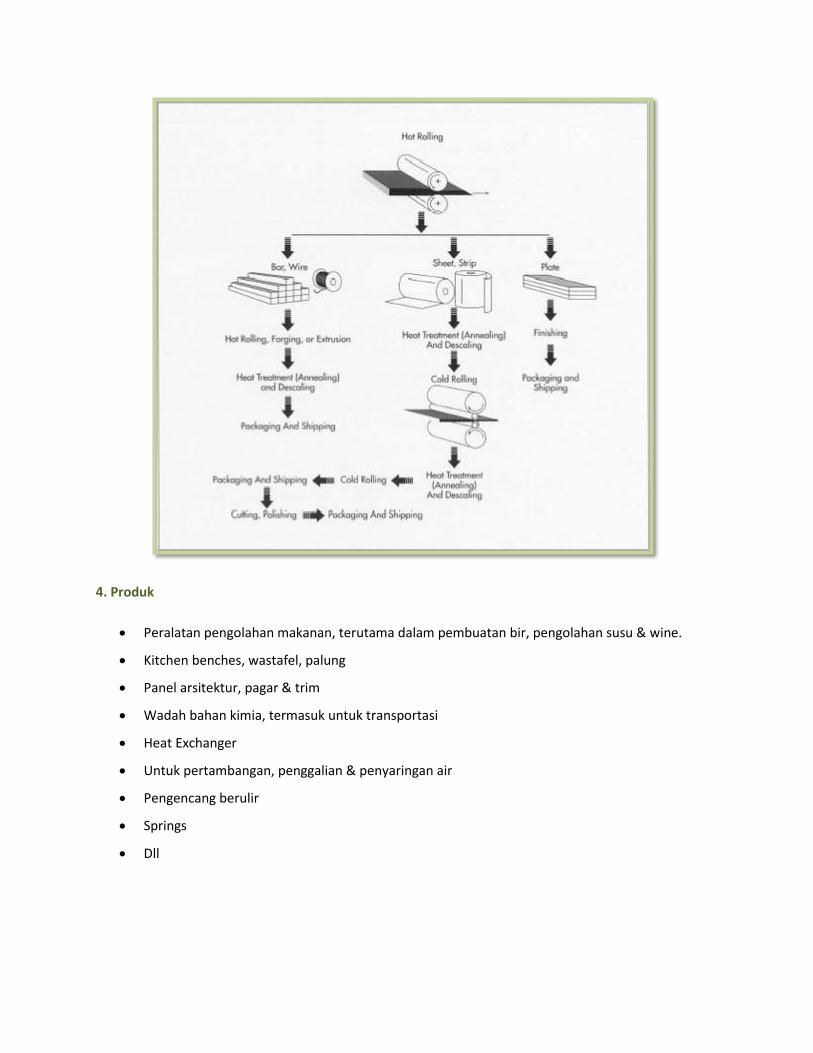
4. Produk
Peralatan pengolahan makanan, terutama dalam pembuatan bir, pengolahan susu & wine.
Kitchen benches, wastafel, palung
Panel arsitektur, pagar & trim
Wadah bahan kimia, termasuk untuk transportasi
Heat Exchanger
Untuk pertambangan, penggalian & penyaringan air
Pengencang berulir
Springs
Dll