Embed Size (px)
DESCRIPTION
makalah turning
Citation preview

LAPORAN SECTION TURNING
Penyusun : “Tim Pejuang Hidup”
1. Poniman
2. Muriono
3. Nur Rofiq Syuhada
4. Oni Radjan Siando
5. Rudi Rosidin
6. Samsul Arifin
Politeknik Manufaktur Astra
Jl. Gaya Motor Raya No 8, Sunter II, Jakarta Utara 14330, Telp. 021
6519555, Fax 021 6519821, email: [email protected]
1

KATA PENGANTAR
Puji dan syukur penulis panjatkan kehadirat Tuhan Yang Maha Kuasa,
atas karunia dan nikmat yang telah dilimpahkan kepada kita semua. Salawat dan
salam semoga tercurah kehadiran Rasulullah SAW, yang menjadi rahmat bagi
alam semesta. Atas berkat rahmat dan hidayah-Nya penulis dapat menyelesaiakan
laporan ini. Laporan ini merupakan tulisan yang dibuat guna memenuhi tugas
Proses Manufaktur Dasar Turning serta untuk lebih memahami materi yang
diberikan.
Di dalam laporan ini terdiri dari beberapa pengetahuan tentang turning
yang sangat berguna, bagi kita sebagai seorang mahasiswa teknik. Dan dalam
pembuatan laporan ini juga tidak lepas dari pengalaman praktek yang sudah saya
jalani selama tiga minggu. Pengalaman itu sangat membantu saya dalam
pembuatan laporan ini. Oleh sebab itu saya mengucapkan banyak terima kasih
kepada semua pihak yang terlibat ,Mas Satrio selaku instruktur serta teman-teman
yang membantu saya dalam praktek kerja bangku yang sangat membantu saya
dalam pembuatan laporan ini.
Saya menyadari bahwa laporan yang saya buat ini sangat jauh dari kata
sempurna. Oleh karena itu ,kritik dan saran sangat saya harapkan. Untuk evaluasi
saya pribadi ,agar menjadi lebih baik kelak nanti. Semoga laporan ini dapat
bermanfaat khususnya bagi saya sendiri dan juga para pembaca. Terima kasih.
Wassalamu’alaikum wr.wb.
2

DAFTAR ISI
Halaman Judul.................................................................................................. 1
Kata Pengantar.................................................................................................. 2
Daftar isi........................................................................................................... 3
Bab I : Pendahuluan.......................................................................................... 4
1. Latar belakang masalah.................................................................. 4
2. Rumusan masalah........................................................................... 4
3. Tujuan Penulisan Laporan.............................................................. 5
4. Manfaat Penulisan Laporan............................................................ 5
Bab II : Sejarah Mesin Turning........................................................................7
Bab III : Mesin Turning....................................................................................24
A. Pengertian.............................................................................................24
B. Gerakan Utama dalam Mesin Bubut.....................................................25
C. Tipe Pengerjaan dalam Mesin Bubut....................................................26
D. Jenis-jenis Mesin Bubut........................................................................28
E. Bagian-bagian Mesin Bubut.................................................................38
F. Macam-macam Aksesoris pada Mesin Bubut......................................43
G. Pahat Bubut...........................................................................................49
H. Bahan HSS ,Carbide brazed ,Insert......................................................49
I. Jenis-jenis Pahat....................................................................................51
J. Cara Setting Pahat.................................................................................53
K. Sistem Pencekaman pada Mesin Bubut................................................54
L. Perhitungan Putaran Mesin Bubut........................................................57
M. SOP (Standart Operating Procedure)....................................................60
N. Pembersihan (Cleaning)........................................................................62
O. Procedure Keselamatan Kerja...............................................................64
3

Bab 4 : Laporan Kegiatan Section Turning......................................................67
Tanggal 27 Mei 2013............................................................................67
Tanggal 28 Mei 2013............................................................................67
Tanggal 3 Juni 2013..............................................................................68
Tanggal 4 Juni 2013..............................................................................68
Tanggal 10 Juni 2013...........................................................................68
Kritik dan Saran....................................................................................71
Bab 5 : Penutup.................................................................................................72
Kesimpulan...........................................................................................72
4

BAB 1
PENDAHULUAN
Latar Belakang.
Proses pemesinan adalah salah satu metoda dalam proses produksi, yang
berada di dalam suatu sistem manufaktur, dengan tujuan untuk membuat produk
dengan cara mengambil dan membuang sebagian material benda kerja untuk
menghasilkan bentuk yang diinginkan, sementara sebagian material yang diambil
dibuang dalam bentuk geram (chips).
Proses pemesinan yang termasuk dalam proses produksi dengan metoda
pemotongan (cutting) ini memiliki kelebihan dalam hal ketelitian dimensi dan
kualitas permukaan yang lebih halus dibandingkan dengan metoda non-cutting.
Benda kerja yang belum terselesaikan akan memerlukan proses pemesinan
untuk memotong material dan menghasilkan bentuk akhir. Produk akhir harus
berupa benda kerja (komponen) yang memenuhi spesifikasi yang dirancang untuk
produk yang bersangkutan sesuai dengan gambar teknik atau cetak biru.
Pada proses permesinan terbagi menjadi 6 cabang ,hal ini berdasarkan
pengerjaan yang biasa dilakukan. Diantanya adalah proses milling ,proses
drilling ,proses grinding , proses broaching ,proses sawing ,proses shaping &
planning serta proses turning.
Pada kesempatan kali ini ,kami dari kelompok Pejuang Hidup akan
membahas tentang Proses Turning semampu kami.
Rumusan Masalah
Dalam makalah ini ,kami membuat rumusan masalah sebagai berikut :
→ Bagaimana sejarah ditemukannya proses dan mesin turning?
→ Apa saja komponen dan jenis dari mesin turning?
→ Apa yang saya lakukan selama section turning?
5

Tujuan Penulisan Laporan
Dengan penulisan laporan ini ,kami selaku penulis berharap bahwa laporan
ini dapat memenuhi tugas mata kuliah Proses Manufaktur Dasar Turning dan
menyelesaikan mata kuliah Semester 2 ini.
Manfaat Penulisan Laporan
Kami penulis berharap ,bahwa laporan ini dapat bermanfaat bagi setiap
pembaca ,terutama adik-adik kelas kami dan bisa memperluas pengetahuan
mereka tentang Mesin Bubut dan Proses Turning.
6

BAB 2
SEJARAH MESIN TURNING
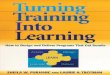
Henry Maudslay
Maudslay lahir di Woolwich pada 1771. Ia adalah anak seorang prajurit
tua yang bekerja di gudang senjata, dan memiliki tapi sekolah kecil. Pada dua
belas ia bekerja di gudang senjata, pertama sebagai "monyet bubuk" mengisi
kartrid, kemudian di toko tukang kayu dan bengkel. Muda seperti dirinya, ia
segera menjadi pemimpin di antara para pekerja. Dia adalah seorang pengrajin
lahir dan keahliannya segera kebanggaan seluruh toko. Untuk ketangkasan ia
7

menambahkan kekuatan intuitif analisis mekanik dan rasa proporsi yang dimiliki
oleh beberapa orang, dan dari awal ia menunjukkan jenius untuk memilih cara
yang paling langsung dan sederhana untuk mencapai tujuannya. Dia adalah favorit
besar di antara rekan-rekannya dari penampilan baik pribadinya, terbuka
heartedness dan kebebasan penuh dari kesombongan.
Dalam bab tentang Bramah kita telah melihat bagaimana Bramah, mencari
orang untuk membantunya menyusun alat-alat untuk memproduksi kunci,
berbalik pertama seorang montir Jerman tua di Moodie, AOS toko. Salah satu
orang palu di Moodie, AOS toko menyarankan Maudslay, meminta maaf untuk
pemuda, tapi menambahkan bahwa, Äúnothing bertaruh dia, Äù Ketika Bramah
melihat Maudslay, yang hanya delapan belas tahun, ia hampir malu untuk
meletakkan kasusnya di hadapannya.. Maudslay, saran AOS, Namun, begitu
tajam dan ke titik bahwa orang tua harus mengakui bahwa anak laki-laki, kepala
AOS setidaknya sudah cukup tua. Ia mengadopsi saran dan menawarkan
pekerjaan di toko di Pimlico, yang dengan senang hati Maudslay diterima. Saat ia
tidak pernah magang, mandor meragukan kemampuannya untuk bekerja di antara
tangan berpengalaman. Tanpa sejenak, ragu Maudslay AOS menunjuk wakil
bangku usang dan bertanya apakah ia bisa mengambil peringkat di antara para
pekerja lain jika ia bisa memperbaikinya seperti baru sebelum akhir hari. Dia
diberitahu untuk terus maju. Dia resteeled dan trued rahang, diajukan mereka,
recut dan mengeras mereka, dan sebelum waktu yang ditetapkan telah bersama-
sama, pemangkas dan dalam kondisi yang lebih baik daripada tetangga-
8

tetangganya. Itu diperiksa, dikagumi dan diterima sebagai diploma sebagai
seorang pekerja harian.
Kemajuan Nya cepat, dan dalam waktu sekitar satu tahun, sementara
masih hanya sembilan belas, ia dibuat mandor umum dan mempertahankan
kepemimpinan tanpa kesulitan sedikitpun. Dia tetap dengan Bramah selama
delapan tahun, selama waktu dua meletakkan dasar untuk banyak peralatan mesin
modern, lebih terutama slide-istirahat dan sekrup pemotong bubut. Kita sudah
dianggap Maudslay, AOS kerja yang dilakukan sehubungan dengan Bramah dan
sedikit perlu ditambahkan di sini dalam hal itu. Selama waktu ini Bramah
menemukan tekan hidrolik, tapi kemasan gelas-kulit yang begitu penting bagian
dari itu disarankan oleh Maudslay.
Dia meninggalkan toko Pimlico karena Bramah tidak akan memberinya
lebih dari 30 shilling ($ 7,50) per minggu, dan dengan pembantu tunggal mulai
Blacksmithing kecil dan toko makelar di akun sendiri dekat Wells dan Oxford
jalan-jalan di London.
9

Pelanggan pertamanya adalah seorang seniman yang memberinya perintah
untuk kuda-kuda besi. Bisnis makmur dan ia menemukan banyak pekerjaan.
Reputasinya didirikan, Namun, sehubungan dengan mesin blok Portsmouth, yang
digambarkan dalam bab terakhir. Pembangunan mesin ini ditempati sekitar
delapan tahun, 1800-1808. Desain secara substansial itu Brunel, tapi Mr Nasmyth
mengatakan bahwa "setiap anggota itu penuh dengan kehadiran Maudslay dan
kesempurnaan mekanik rinciannya, kepraktisan dan adaptabilitas menunjukkan
hasil kerjanya di setiap kesempatan". Segera setelah pekerjaan ini dilakukan,
Maudslay pindah tokonya untuk Margaret Street, dekat Cavendish Square. Selama
pembangunan blok mesin Maudslay bertemu Yosua Lapangan, yang telah terlibat
sebagai juru di dermaga.
Portsmouth bawah Sir Samuel Bentham dan telah bekerja dengannya
dalam pengembangan mesin. Lapangan dipindahkan ke kantor Jenderal Bentham
di Angkatan Laut pada 1804, dan setahun kemudian bergabung Maudslay. Lima
tahun kemudian mereka pindah ke Lambeth di sisi selatan Sungai Thames dan
membeli sebuah sekolah tua di Westminster naik Road pada apa yang sebelumnya
rawa rawa. Di sini perusahaan dari Maudslay & Lapangan melanjutkan karir
panjang dan terkenal. Beberapa perusahaan telah mempengaruhi perkembangan
mekanik lebih, dan selama bertahun-tahun itu adalah salah satu toko mesin
terkemuka dunia. Berikut Maudslay melakukan pekerjaan hidupnya sebagai salah
satu pemimpin dalam pembangunan tidak hanya alat mesin tetapi dari mesin uap,
baik stasioner dan laut. Setelah kematiannya pada tahun 1831 bisnis dilanjutkan
oleh Mr Lapangan, yang outlived dia bertahun-tahun, dan oleh putra dan cucu
Maudslay, keduanya adalah komponen yang halus dan pria dari pengaruh besar.
10

Itu sehubungan dengan sisa-geser dan sekrup pemotong bubut yang
Maudslay paling dikenal. Terlalu banyak nilai tidak dapat ditempatkan pada
seluruh slide-dan kombinasi dengan sekrup memimpin, dioperasikan oleh gigi
perubahan. Hal ini [hal.36] digunakan dalam beberapa bentuk di hampir setiap
alat mesin dan merupakan salah satu penemuan besar dalam sejarah.
Seperti kebanyakan penemuan besar, itu adalah pekerjaan banyak orang.
Dalam aplikasi mentah, bagian dari itu tanggal kembali ke Abad Pertengahan.
Leonardo da Vinci menangkap firasat itu. Penulis Perancis di abad keenam belas
dan ketujuh belas menjelaskan dan menggambarkan perangkat yang melibatkan
bagian-bagian itu. Gambar. 13, direproduksi dari sebuah ilustrasi dalam karya
lama Besson, pertama kali diterbitkan pada 1569,2 menunjukkan sekrup
memimpin. Salinan dari ilustrasi ini yang diambil dicetak dalam bahasa Latin dan
di perpustakaan Astor, New York. Poros atas memiliki tiga drum, yang tengah
membawa tali yang dimanipulasi oleh operator. Dari drum di ujung, satu di
sebelah kiri dioperasikan sekrup memimpin dan yang di sebelah kanan, potongan
dipotong. Kedua bobot luar diadakan pengikut melawan sekrup memimpin.
Memotong, tentu saja, intermiten, seperti dalam semua jenis mesin bubut
sebelumnya. Ide sekrup memimpin terjadi dalam karya-karya Perancis lainnya
dari abad ketujuh belas dan kedelapan belas. Dalam bubut yang ditunjukkan pada
Gambar. 14, dari sebuah buku yang diterbitkan di Perancis 1741,3 gigi bukan tali
yang digunakan untuk menghubungkan rotasi sekrup memimpin dengan yang dari
pekerjaan, tetapi jika ide gigi perubahan itu direnungkan, hal itu tidak
dikembangkan.
11

Slide-rest juga dikenal. Sebuah ilustrasi dari istirahat geser-Perancis, yang
diterbitkan jauh sebelum waktu Maudslay, adalah direproduksi dalam Gambar. 3.
Dalam asli Bramah itu "alat geser," adalah ekor-saham dan geser-istirahat [p.38]
combined.4 ini dibuat sekitar 1795 oleh Maudslay sementara masih mandornya.
Berapa banyak dari desain adalah yang Bramah dan berapa banyak yang
Maudslay kita tidak bisa katakan. Ini adalah urusan, cahaya tipis dan sangat
berbeda dari Maudslay slide-bersandar itu hanya membuat beberapa tahun
kemudian.
Tidak ada satupun dari ini adalah slide-sisanya dikombinasikan dengan
gigi perubahan dan sebuah sekrup kabel listrik-driven. Inilah kombinasi yang
terbentuk kontribusi besar Maudslay, bersama-sama dengan perbaikan dalam
proporsi dan dalam desain mekanis yang mengangkat perangkat dari gerakan
mekanis yang cerdik namun rumit untuk instrumen presisi dan kekuasaan. Jesse
Ramsden, pembuat instrumen yang terkenal, dikatakan telah membuat bubut kecil
di 1775, yang telah roda perubahan dan pemegang alat geser digerakkan oleh
sekrup memimpin. Penulis telah tidak mampu menemukan ilustrasi atau deskripsi,
dan jika seperti mesin bubut ada, tentu tidak memberikan pengaruh yang sangat
luas. Kombinasi telah diantisipasi dalam paten yang terkenal Bentham tahun
1793. Dalam paten Bentham mengatakan: "Ketika gerakan adalah dari jenis
pemutaran, kemajuan (dari alat) dapat diberikan dengan tangan, namun
keteraturan mungkin lebih secara efektif diasuransikan dengan bantuan
mekanisme. Untuk tujuan yang satu ini bijaksana adalah menghubungkan,
misalnya, dengan roda bergerigis, dari gerak maju dari potongan dengan gerakan
pemutaran alat "5. Paten ini tidak mengandung gambar, dan saran itu tidak, sejauh
yang diketahui , diwujudkan dalam konstruksi tertentu.
Banyak pria yang bekerja di masalah menghasilkan sebuah ulir sekrup
yang akurat. Penggunaan meninggal cukup terkenal, tapi desain dan pengerjaan
adalah dari urutan paling kejam dan produk mereka dari karakter [hal.39] sama,
dan mereka tidak memadai untuk pembuatan setiap benang besar. Holtzapffel
12

buku tentang "Menghidupkan dan Manipulasi Teknik," diterbitkan di London,
1847, menjelaskan beberapa upaya dari mekanik sebelumnya untuk menyusun
means.8 lainnya Pada bekerja Soho terkenal di Birmingham seorang pekerja
dengan nama Anthony Robinson memotong sekrup 7 kaki panjang dan 6 inci
dengan diameter benang, persegi tiga.
Setelah silinder telah berubah, kertas dipotong dan dipasang di sekitarnya,
dihapus, ditandai dengan garis miring tinta paralel, kemudian diganti pada silinder
dan garis-garis sangat terharu melalui dengan pukulan pusat. Makalah ini lagi
dihapus dan titik-titik dihubungkan dengan garis-garis halus dengan file. Ruang
bergantian antara garis-garis itu kemudian dipotong dengan pahat dan palu dan
dihaluskan oleh pengajuan. Sebuah blok dari timah dan timah, sebagai kacang
panduan sementara, kemudian dilemparkan sekitar sekrup sebagian terbentuk.
Pemotong disesuaikan tertuju pada kacang ini panduan dan itu digunakan sebagai
semacam alat-memegang slide-sisanya, yang diputar putar sekrup dengan tuas
tangan, sehingga memotong benang selesai. Dengan kata lain, sebuah sekrup
timbal dipotong pada bagian itu sendiri dan kacang sementara digunakan sebagai
pemegang alat untuk menyelesaikan pekerjaan.
Salah satu metode yang digunakan untuk beberapa tujuan adalah untuk
kumparan dua kawat di sekitar inti dalam kontak dekat satu sama lain. Salah
satunya adalah kemudian dihapus, meninggalkan ruang yang sesuai dengan
lekukan benang. Inti dan kawat yang tersisa kemudian dicelup ke dalam timah
meleleh dan disolder bersama. Dalam beberapa kasus mereka benar-benar
digunakan dalam bentuk ini sebagai ulir sekrup yang diinginkan. Di lain, kawat
heliks digunakan untuk memandu kacang lengan yang dikendalikan alat yang
digunakan untuk memotong benang yang terletak jauh di panjang inti.
Metode lain terpaksa adalah bahwa grooving silinder halus dengan berdiri
pemotong tajam di sudut [p.40] lapangan yang dibutuhkan dan mengandalkan
pada kontak dari tepi pisau untuk menghasilkan melintasi tepat di sepanjang
13

silinder seperti yang diputar , sehingga mengembangkan sekrup. Metode ini tidak
begitu kasar karena tampaknya dan merupakan salah satu yang digunakan oleh
Maudslay sendiri. Dia juga menggunakan pita luka baja datar sekitar bar silinder,
tetapi ia menemukan metode pisau cenderung lebih memuaskan. Perangkat yang
digunakan adalah mekanisme perbaikan yang cukup besar. Dia dipekerjakan
silinder kayu, timah, kuningan dan logam lunak lainnya secara akurat dipasang
berputar antara pusat. Pisau mengeras itu berbentuk bulan sabit, hampir pas
silinder, dan tetap pada sudut yang diperlukan dengan presisi besar melalui roda
lulus besar dan sekrup tangen. Sebuah alat mengejar dibawa oleh slide, kecil
disesuaikan memotong benang sebagai saham bergerak maju di bawah tindakan
tajam dari ujung pisau miring. Ratusan sekrup, baik kanan dan kiri, yang dibuat
oleh perangkat ini, dan perjanjian mereka satu sama lain adalah dikatakan telah
luar biasa. Ini adalah cara di mana Maudslay dihasilkan sekrup memimpin
pertama s.
Dengan yang terbaik dari sekrup yang diperoleh Maudslay dibuat pertama
sekrup pemotongan mesin bubut beberapa tahun sebelum 1800, ditunjukkan pada
Gambar. 15,7 yang memiliki dua bar segitiga untuk tempat tidur, dan sekitar tiga
meter. Headstock membawa spindle hidup, yang dihubungkan dengan sekrup
memimpin dengan sepasang roda gigi, dan slide-sisanya berlari pada bar segitiga
bawah kendali sebuah sekrup memimpin yang memiliki empat benang per inci
persegi. Dalam mesin ini dia pada awalnya menggunakan sekrup utama yang
berbeda untuk lapangan yang berbeda. Akhir dalam dari poros rendah di
headstock memiliki perangkat dua-berahang mengemudi, yang mungkin terputus
dan ke dalam mana berbagai sekrup memimpin mungkin dipasang. Kemudian ia
menambahkan roda perubahan gigi.
Ide besar menggunakan sekrup memimpin tunggal untuk berbagai
lapangan, dengan cara gigi berubah, itu sendiri Maudslay itu. Gambar. 16
menunjukkan seberapa cepat ide tersebut developed.8 Mesin, dibangun sekitar
1800, yang jelas modern di penampilan. Memiliki, yang dirancang dengan baik,
14

substansial besi tempat tidur, sebuah sekrup memimpin dengan 30 benang untuk
inci, istirahat kembali untuk memantapkan kerja tersebut, dan dilengkapi dengan
28 roda gigi berubah dengan bervariasi dalam jumlah 15-50. Roda menengah
memiliki wajah lebar dan dilakukan di lengan, berayun disesuaikan untuk mesh
dengan diameter roda berbagai pusat tetap. Contoh sekrup memiliki 16-100
benang per inch ditampilkan pada rak di depan. Kedua mesin bubut sekarang di
South Kensington Museum di London. Dengan mesin bubut dari desain ini,
Maudslay memotong sekrup terbaik yang telah dibuat sampai saat itu. Salah
satunya adalah 5 kaki panjang, 2 inci diameter, dengan 50 benang untuk inci, dan
mur dipasang itu 12 inci panjang, sehingga menarik 600 benang. "Sekrup ini
terutama digunakan untuk membagi skala untuk tujuan dangding astronomi dan
lain dari kelas tertinggi. Dengan divisi berarti yang diproduksi dengan kecilnya
sehingga mereka hanya bisa dibuat visual dengan mikroskop "9.
Beberapa ide seberapa jauh Maudslay di muka waktunya ditunjukkan oleh
fakta bahwa kayu tiang-mesin bubut pada Gambar. 2 mewakili cukup keadaan
seni pada waktu itu. Formulir ini telah digunakan di banyak negara selama
berabad-abad. Salah satu mesin bubut kayu, dibangun pada 1800, tahun yang
sama seperti yang Maudslay bubut, Gambar. 16, juga di Museum South
Kensington, dan digunakan sebagai akhir [hal.42] 1879. Mesin bubut serupa
dikatakan masih digunakan oleh pembuat kursi di bagian-bagian tertentu dari
England.
Tentang 1830, tak lama sebelum kematiannya, Maudslay dirancang dan
dibangun mesin bubut dengan wajah-piring 9 kaki dalam operasi berdiameter
lebih dari sebuah lubang 20 meter. Bubut ini memiliki tempat tidur besar dan
digunakan untuk memutar roda gila rims. Itu dilengkapi dengan bar
membosankan dan mampu membosankan silinder steam sampai 10 meter dengan
diameter. Kami menyesal bahwa tidak ada gambar bubut ini tersedia. Ini akan
menarik karena akan menunjukkan dengan cara mencolok pengembangan dari
sisa-geser dan bubut di tangan ini mekanik besar.
15

Maudslay bekerja pada thread sekrup tidak terbatas pada mesin bubut. Ia
meningkatkan sistem keran dan mati dimana mereka dibuat untuk memotong
benang, bukan memeras mereka, dan ia memperkenalkan penggunaan tiga atau
lebih memotong edges.11 Dia membuat langkah pertama ke arah sistematisasi
ukuran benang dan membuat serangkaian keran dari 6 inci diameter, untuk
tapping uap piston, turun ke ukuran terkecil yang digunakan dalam pekerjaan
menonton. Diameter dari keran bervariasi oleh perdelapan dan belas inci, dan
benang mereka ditentukan oleh kekuatan masing-masing sekrup masing-masing.
Dia ditetapkan untuk pitches sendiri menggunakan standar yang pasti. Banyak
salinan benang ini menemukan jalan mereka ke toko lain dan mempengaruhi
konstruksi alat serupa di tempat lain. Bahkan, Holtzapffel mengatakan: "Saya
percaya mungkin cukup maju, bahwa selama periode 1800-1810, Mr Maudslay
dilakukan hampir seluruh perubahan dari praktek lama, sempurna, tanpa disengaja
membuat sekrup ke modern, tepat, sistematis modus sekarang umumnya diikuti
oleh para insinyur, dan ia mengejar subjek sekrup [p.44] dengan semangat lebih
atau kurang, dan pada beban yang sangat besar, sampai kematiannya "12.
Meskipun kami tidak akan mengurangi dari kecerdikan orang lain yang
dikandung ide dari sisa-geser dan sekrup memimpin, cukup telah diberikan untuk
menunjukkan bahwa tidak ada mekanik lain dari hari dihargai kemungkinan
mereka seperti dia, dan tidak diwujudkan dalam bentuk sebagai mereka berguna.
Kenyataan bahwa selama bertahun-tahun slide-sisanya yang populer dikenal
sebagai "pergi gerobak-Maudslay itu" menunjukkan bahwa sezamannya diakui
sebagai pencetus.
Bisnis di Lambeth tumbuh terus sampai mempekerjakan beberapa ratus
orang, dan memeluk pembuatan melihat-dan tepung-pabrik, mesin dan uap mint
mesin dari segala jenis. Dengan intuisi yang tajam mekanik ia melihat bahwa
berjalan rumit karakteristik balok kayu dari mesin Newcomen dan Watt itu tidak
perlu. Karena itu ia dikeluarkan dengan itu dan melaju langsung dari crosshead
16

mesin untuk engkol, sehingga membuat mesin langsung bertindak pertama, yang
diselenggarakan pasar untuk waktu yang lama. Dia membangun mesin kelautan
pertama di Inggris, dan kepemimpinan dalam bidang yang tak tertandingi selama
bertahun-tahun. Lain dari penemuannya adalah mesin meninju untuk meninju
piring boiler dan bekerja besi. Pengaruhnya terasa di berbagai arah di bidang
desain mesin. Dia adalah yang pertama untuk menunjukkan kelemahan, sudut
tajam dalam coran bersih yang begitu berharga pada waktu itu, dan menganjurkan
penggunaan fillet, menunjukkan bahwa mereka sangat meningkat kekuatan.
Untuk akhir hidupnya ia tetap ketangkasan pribadinya baik di landasan
dan bangku. Salah satu nikmat yang terbesar adalah pergi ke toko dan "telah
pergi" pada bagian dari pekerjaan yang pekerja-rekannya menemukan mustahil
untuk dilakukan. Salah satu pekerja lamanya, tahun kemudian, [p.44] berbicara di
ranting kebanggaan dia, mengatakan: "Sangat menyenangkan melihat dia
menangani alat apapun, tapi dia cukup indah dengan file 18-inci. "Nasmyth
menegaskan hal ini, mengatakan:" Untuk menjadi diizinkan untuk berdiri dan
mengamati cara sistematis di mana Mr Maudslay pertama akan tanda atau garis
yang keluar karyanya, dan cara mengagumkan di mana ia akan menangani dengan
bahan, dan menyebabkan mereka mengasumsikan bentuk yang diinginkan, adalah
memperlakukan luar ekspresi semua. Setiap stroke pahat, palu, atau file,
mengatakan sebagai langkah efektif terhadap hasil yang diinginkan. Itu adalah
pernah-to-be-terlupakan pelajaran dalam pengerjaan, dalam arti yang paling mulia
dari istilah tersebut. ... Tidak ada satu yang pernah saya bertemu dengan bisa
melampaui Henry Maudslay dirinya dalam penggunaan terampil tentang file. Oleh
stroke beberapa mengagumkan ia bisa permukaan pesawat sehingga benar bahwa
ketika akurasi mereka diuji oleh permukaan pesawat standar kebenaran mutlak
mereka tidak pernah ditemukan cacat, baik cembung maupun cekung atau 'silang-
berliku, "-yaitu, dipelintir" 13.
Whitworth biasanya dikreditkan dengan telah pencetus metode membuat
permukaan pesawat tiga sekaligus, menggunakan mereka untuk mengoreksi satu
17

sama lain. Nasmyth, bagaimanapun, mengatakan Maudslay yang digunakan
metode ini dan itu sehingga membuat permukaan piring yang digunakan sehari-
hari di tokonya. Kesaksiannya begitu jelas bahwa hal itu diberikan secara penuh:
"Pentingnya memiliki Pesawat”.
Standar menyebabkan dia [yaitu, Maudslay] memiliki banyak dari mereka
ditempatkan di bangku samping pekerja-Nya, dengan cara yang mereka mungkin
sekaligus mudah menguji pekerjaan mereka. Tiga dari masing-masing dibuat pada
waktu sehingga oleh saling menggosok masing-masing pada setiap permukaan
proyeksi itu dihapuskan. Ketika mendekati permukaan sangat dekat dengan
pesawat benar, poin masih memproyeksikan menit hati-hati berkurang pencakar
baja keras, sampai akhirnya permukaan pesawat standar telah diamankan. Ketika
ditempatkan satu sama lain, mereka [hal.45] akan mengapung di atas lapisan tipis
udara antara mereka sampai lepas oleh waktu dan tekanan. Ketika mereka
berpegang erat satu sama lain, mereka hanya dapat dipisahkan dengan menggeser
masing-masing dari masing-masing.
Ini seni menghasilkan permukaan pesawat adalah mutlak, saya percaya,
seorang mekanik yang sangat lama 'menghindar. "Tapi, seperti yang digunakan
oleh orang-orang Maudslay, itu sangat berkontribusi pada perbaikan pekerjaan
ternyata. Itu digunakan untuk permukaan katup slide, atau di mana pun mutlak
permukaan pesawat yang benar sangat penting untuk pencapaian hasil terbaik,
tidak hanya dalam mesin ternyata, namun dalam mendidik rasa buahnya menuju
kelas pengerjaan. "14 Keberhasilan kemudian Whitworth dengan generasi
permukaan pesawat tampak jelas menjadi perbaikan dan hasil dari kerja Maudslay
itu.
Standar Maudslay dari akurasi membawanya di luar penggunaan kaliper
biasa, dan dia mikrometer bangku akurasi besar yang disimpan di bengkel sendiri
dan selalu disebut sebagai itu sekitar 16 inci panjang dan memiliki dua pesawat
"Kanselir Tuhan." rahang dan sekrup horisontal. Skala ini lulus ke inci dan
18

persepuluh inci; dan disk indeks pada sekrup sampai seratus bagian yang sama.
Berbicara dari sudut pandang lima puluh tahun yang lalu, Nasmyth mengatakan:
"Tidak hanya ukuran mutlak bisa diperoleh dengan cara ini, tetapi juga jumlah
perbedaan menit dapat dipastikan dengan tingkat ketepatan yang pergi cukup
melampaui semua persyaratan mekanisme rekayasa; seperti, misalnya, sebagai
bagian seperseribu inci "15.
Catatan Maudslay, seperti meninggalkan di belakangnya dalam baja dan
besi, akan memberinya tempat yang aman dalam sejarah rekayasa, namun
pengaruhnya sebagai pelatih laki-laki cukup sebagai besar. Dia mencintai
pekerjaannya baik untuk kepentingan diri sendiri dan terkesan standar yang semua
dalam mempekerjakan nya. Clement, Roberts, Whitworth, Nasmyth, Seaward,
Muir dan Lewis bekerja untuknya, dan semua menunjukkan sepanjang hidup
mereka, dengan cara yang ditandai, pengaruhnya atas mereka. Pekerja lainnya,
yang namanya tidak begitu menonjol, menyebar ke berbagai toko Inggris metode
dan standar Maudslay & Lapangan (kemudian Maudslay, Sons & Lapangan) dan
membuat alat pembangun Inggris pemimpin dunia selama lima puluh tahun.
JG Moon, yang kemudian menjadi manajer Watt James & Perusahaan
Soho, penerus Boulton & Watt, adalah magang untuk Maudslay, Sons &
Lapangan dan memberikan gambar berikut toko di puncak kemakmurannya.
Tidak ada lebih dari selusin mungkin bubut digunakan sana, dengan besi tempat
tidur kotak seperti sekarang kita tahu, tapi hampir semua mesin bubut telah
dibangun oleh perusahaan itu sendiri dan dibuat tanpa tempat tidur, dengan si
kecil atau kembali pusat dan slide-sisanya yang didukung pada bar besi tempa
segitiga, bervariasi dalam ukuran dari, katakanlah, 3-in. untuk 6-in. samping. Bar
ini didukung pada besi standar, dan mencapai dari kepala bubut tetap untuk
panjang yang dibutuhkan dari "tidur." Jika mesin bubut itu bertindak sendiri, ada
dua bar segitiga tersebut dengan panduan sekrup berjalan di antara mereka.
Keuntungan dari mesin bubut adalah besar, karena jika pekerjaan chuck besar itu
19

di tangan, bar bisa ditarik dari kepala tetap, didukung pada standar, dan apa pun
yang akan kehilangan atap atau ayunan di lubang bawah dapat ditangani.
Ada satu mesin meniduri atau bubut yang semua magang di loteng wakil
(sebagai toko pas di mana penulis adalah magang dipanggil) harus bekerja selama
kurikulum ini mereka double-bar kecil bubut dengan sekrup panduan antara.
Kepala tetap berada di sebelah kanan operator, dan bubut itu bekerja dengan
tangan dengan alat sebuah roda sangat banyak seperti roda kemudi kapal miniatur
itu. Roda ini sekitar 2-ft. diameter, dengan pegangan bulat pinggirannya, dan kami
magang adalah [h.47] diletakkan di mesin ini untuk mengembangkan otot-otot
lengan kanan. Keuntungan dari memiliki kepala tetap di sebelah kanan (bukan di
sebelah kiri, seperti pada mesin bubut biasa) adalah bahwa dalam memotong
benang kanan alat surut menjauh dari awal dan akhirnya lari, dan dengan
demikian mencegah " akar dalam, "yang mungkin terjadi jika, sementara menarik-
narik roda, Anda menjadi diserap dalam pembahasan kemampuan musik-aula"
bintang "atau topik yang sama menarik lainnya dengan sesama magang.
Penulis ingat menggunakan sepasang kaliper pada waktu itu, yang "poin"
sekitar ½ masuk lebar untuk mengukur atas puncak thread. Ini dicap "J.
Whitworth, 1830, "dan sebelumnya milik pembaharu sekrup-benang yang besar.
Hampir semua mesin bubut bar didorong oleh band-band usus, dan satu bisa
mengingat band usus 1-di. diameter yang digunakan.
Sebagian besar mesin perencanaan dibuat dan dipasok oleh Joseph
Whitworth & Co, dan kotak-kotak alat adalah dari jenis "Jim Crow", yang
digunakan untuk membuat putaran setengah gilirannya dengan sarana kabel ketika
sabuk itu bergeser pada akhir setiap stroke, sehingga memotong jalan. Pendahulu
ini digunakan untuk kepentingan penulis-mesin di loteng wakil yang disebut juga
mesin membentuk dan mesin planing. Hal itu didorong oleh sarana disk sekitar 3-
ft. diameter, dengan slot di disk untuk berbagai stroke. Sebuah batang
menghubungkan dari disk ke kotak alat menyelesaikan ini bagian dari mesin.
20

Kotak alat itu didukung dan dijaga benar oleh dua silinder atau panduan bar di
setiap sisi, sehingga seluruh pengaturan seperti kepala silang dari mesin bekerja
dengan disk dan menghubungkan batang. Di atas kotak alat itu tetap sektor roda
bergigi, dan pada akhir setiap stroke sektor ini terlibat dengan rak, dan dengan
cara ini kotak alat mengambil setengah berbalik dan siap untuk memotong pada
kembali stroke. Penulis memahami bahwa itu dari mesin yang dikembangkan nya
Whitworth "Jim Crow" kotak alat.
Ada juga mesin membentuk besar, yang stroke apapun hingga sekitar 6
kaki, yang hanyalah kotak alat tetap di ujung bar segitiga besar sekitar 12-in. sisi
dengan bawah "V". Untuk bagian belakang bar itu terpasang rak, [hal.48] dan ini,
gearing dengan sayap itu, memberi gerak. Itu adalah daya tarik besar untuk
menonton bar ini lamban dengan kotak alat yang perlahan-lahan maju ke depan
keluar dari casing dan melakukan pemotongan besar. Alat lain mesin yang juga
digunakan untuk kepentingan penulis adalah mesin untuk mengubah pin engkol
engkol padat sangat besar, pin engkol menjadi sekitar 18-in. untuk 20-in.
diameter, dan poros engkol sekitar 24-in. untuk 30-in. diameter. Ini poros engkol
besar digunakan untuk diatur di tengah mesin, dan alat akan perjalanan putaran
pin engkol sampai pekerjaan itu selesai, makan yang bekerja dengan
menggunakan ratchet ditekan oleh bobot kelam jatuh ke sana kemari sebagai
mesin perlahan revolved.
Maudslay seorang lelaki bertubuh besar, lebih dari 6 kaki 2 inci tinggi,
dengan kepala besar, bulat, dahi lebar, wajah periang, dan tajam, mata langsung.
Tawanya dering dan cara ramah teman-teman mana-mana dan kebaikan dan tidak
berubah integritas menahan mereka. Ini akan membayar siapa saja yang peduli
untuk melakukannya untuk mencari rekening dia sebagai diberikan dalam
"Autobiography James Nasmyth," yang pergi ke Maudslay sebagai orang muda
dan bekerja di sampingnya sebagai asisten pribadinya. Dalam membaca account
ini kasih sayang kita dengan mudah dapat melihat mengapa Maudslay dipengaruhi
orang-orang tentang dirinya begitu dalam dan mengapa ia mengangkat standar
21

keahliannya. Seperti Nasmyth dan banyak mekanik besar lainnya, Maudslay
menjadi tertarik pada astronomi, dan pada saat kematiannya ia berencana untuk
membangun sebuah teleskop 24-inci mencerminkan untuk digunakan sendiri. Dia
penemuan dipatenkan tetapi sedikit, dan bukan mengandalkan pada reputasi dan
pengerjaan untuk melindunginya. Dia penuh maksim kuno dan pernyataan, seperti
hari ini benar seperti itu, hasil pengamatan yang tajam dan pengalaman yang luas.
Dia sering berkata: "Jauhkan lookout tajam pada materi Anda"
"Singkirkan setiap" Pertama mendapatkan gagasan yang jelas tentang apa yang
ingin Anda capai dan kemudian kemungkinan besar Anda akan berhasil dalam
melakukan [hal.49] itu. ". pon bahan dapat Anda lakukan tanpa, diajukan kepada
diri sendiri pertanyaan, "" Hindari kompleksitas 'Apa bisnis telah ini untuk berada
di sana? ". Membuat semuanya sesederhana mungkin”. Tokonya adalah
kebanggaan negara, dan Nasmyth bercerita tentang kunjungan intim Faraday,
Bentham, Brunel, Chantrey pematung, Barton dari Royal Mint, dan Bryan Donkin
insinyur, yang digunakan untuk memanggil dan chatting dengan dia saat bekerja
di bangku.
Tidak ada penghargaan yang lebih baik untuk Maudslay dan pengaruhnya
dapat diberikan daripada Nasmyth, yang mengatakan bahwa "kehidupan berguna
nya antusias dikhususkan untuk objek besar menghasilkan karya sempurna dan
mesin, untuk dia kita tentu berhutang untuk sisa geser-dan secara tidak langsung
sehingga untuk manfaat besar yang dihasilkan dari pengenalan begitu kuat agen
dalam menyempurnakan mesin kami dan mekanisme umum. Perawatan kenal
lelah yang ia mengambil dalam menanamkan dan menyebarkan di antara pekerja
dan orang mekanik pada umumnya, ide suara pengetahuan praktis dan pandangan
halus konstruksi, telah dan akan pernah terus mengidentifikasi namanya dengan
semua yang mulia dalam ambisi seorang pecinta mekanik kesempurnaan. Hasil
besar yang telah muncul dari pikiran mengagumkan itu, adalah monumen yang
terbaik dan eulogium "17. dengan perkembangan tehnology semakin pesat
22

MesinBubut bahkan sekarang dipadukan dengan komputer.
23

BAB 3
MESIN TURNING
A. Pengertian
Mesin Bubut adalah suatu Mesin perkakas yang digunakan untuk
memotong benda yang diputar. Bubut sendiri merupakan suatu proses pemakanan
benda kerja yang sayatannya dilakukan dengan cara memutar benda kerja
kemudian dikenakan pada pahat yang digerakkan secara translasi sejajar dengan
sumbu putar dari benda kerja. Gerakan putar dari benda kerja disebut gerak
potong relatif dan gerakkan translasi dari pahat disebut gerak umpan. Dengan
mengatur perbandingan kecepatan rotasi benda kerja dan kecepatan translasi pahat
maka akan diperoleh berbagai macam ulir dengan ukuran kisar yang berbeda. Hal
ini dapat dilakukan dengan jalan menukar roda gigi translasi yang
menghubungkan poros spindel dengan poros ulir.
Roda gigi penukar disediakan secara khusus untuk memenuhi keperluan
pembuatan ulir. Jumlah gigi pada masing-masing roda gigi penukar bervariasi
besarnya mulai dari jumlah 15 sampai dengan jumlah gigi maksimum 127. Roda
gigi penukar dengan jumlah 127 mempunyai kekhususan karena digunakan untuk
konversi dari ulir metrik ke ulir inci.
Sedangkan proses bubut (turning) ialah suatu proses permesinan dengan
prinsip benda kerja berputar lalu dipotong oleh alat potong dengan arah gerakan
melintang maupun memanjang dengan kedalaman tertentu dan kecepatan
pemakanan tertentu baik secara otomatis ataupun manual, biasanya bentuk benda
kerja yang dihasilkan silindris.
Selanjutnya, perputaran benda kerja pada porosnya ditimbulkan oleh alat
pencengkam (chuck) yang diletakan di spindle utama, spindle utama sebagai
penerus gerakan poros utama mesin yang dihubungkan dengan elektromotor
melalui sabuk antara.
24

Pada umumnya ukuran mesin bubut dapat diperoleh melalui perhitungan
jarak terjauh center kepala lepas dengan center kepala tetap dan tinggi sumbu
mesin bubut dengan bed mesin.
B. Gerakan Utama dalam Mesin Bubut
Pada proses gerakannya mesin bubut memiliki tiga gerakan utama yang
saling berhubungan dan harus terpenuhi ketiga-tiganya, artinya jika salah satu dari
gerakan ini tidak terpenuhi maka tidak akan pernah terjadi proses pemakanan pada
benda kerja oleh mesin bubut itu sendiri.
Berikut 3 gerakan utama mesin bubut :
a) Main motion (gerakan berputar) adalah gerakan putaran utama atau
gerakan berputarnya benda kerja pada porosnya (rotasi benda kerja)
yang memiliki satuan rotation per minutes (RPM).
b) Feed motion (gerakan pemakanan) adalah gerakan dari alat potong
(cutting tools) yang pada mesin bubut disebut dengan pahat, dimana
gerakannya berupa gerakan arah pemakanan dari pahat itu sendiri
seperti arah melintang, memanjang dengan kecepatan potong tertentu.
c) Adjusting motion (gerakan kedalaman) adalah gerakan pahat yang
dapat menentukan kedalaman pemakanan(depth of cut) terhadap benda
kerja.
25

C. Tipe Pengerjaan dalam Mesin Turning
Pada proses pengerjaannya mesin bubut memiliki dua tipe yang berbeda
yakni :
a) Inside turning adalah proses pengerjaan mesin bubut pada bagian
dalam benda kerja.
b) Outside turning adalah proses pengerjaan mesin bubut pada bagian
luar benda kerja.
26

Namun kedua tipe pengerjaan ini memiliki hasil bentukan – bentukan yang
sama, berikiut ini tipe – tipe pekerjaan yang dapat dikerjakan pada mesin bubut
yakni sebagai berikut :
Memanjang ialah proses pembubutan dilakukan dengan gerakan pahat
horizontal terhadap titik sumbu benda kerja.
Melintang ialah proses pembubutan dilakukan dengan gerakan pahat
vertikal terhadap titik sumbu benda kerja.
Konus ialah proses pembubutan dilakukan dengan gerakan pahat
horizontal dengan kedalaman yang terus berubah selama pengerjaan
(makin mengecil / membesar).
Profil ialah proses pembubutan dilakukan dengan menggunakan pahat
yang khusus untuk membuat bentukanan – bentukan khusus seperti
tapper dan sebagainya.
Ulir ialah proses pembubutan dilakukan dengan menggunakan pahat
khusus untuk pembuatan ulir.
D. Jenis-Jenis Mesin Bubut
Jenis mesin bubut pada garis besarnya diklasifikasikan dalam empat kelompok, yaitu :
a) Mesin bubut ringan
Mesin bubut ini dimaksudkan untuk latihan dan pekerjaan ringan. Bentuk
peralatannya kecil dan sederhana. Dipergunakan untuk mengerjakan benda-benda
kerja yang berukuran kecil. Mesin ini terbagi atas mesin bubut bangku dan model
lantai, konstruksinya merupakan gambaran mesin bubut bangku dan model lantai,
konstruksinya merupakan gambaran mesin bubut yang besar dan berat.
27

b) Mesin bubut sedang (Medium Lathe)
Konstruksi mesin ini lebih cermat dan dilengkapi dengan penggabungan
peralatan khusus. Oleh karena itu mesin ini digunakan untuk pekerjaan yang lebih
banyak variasinya dan lebih teliti. Fungsi utama adalah untuk menghasilkan atau
memperbaiki perkakas secara produksi.
c) Mesin bubut standar (Standard Lathe)
Mesin ini dibuat lebih berat, daya kudanya lebih besar daripada yang
dikerjakan mesin bubut ringan dan mesin ini merupakan standar dalam pembuatan
mesin-mesin bubut pada umumnya.
28

d) Mesin bubut meja panjang (Long Bed Lathe)
Mesin ini termasuk mesin bubut industri yang digunakan untuk
mengerjakan pekerjaan-pekerjaan panjang dan besar, bahan roda gigi dan lainnya.
Secara prinsip lain mesin bubut dapat dibedakan menjadi beberapa jenis, yaitu:
1. Mesin bubut centre lathe
Mesin bubut ini dirancang utnuk berbagai macam bentuk dan yang paling
umum digunakan, cara kerjanya benda kerja dipegang (dicekam) pada poros
spindle dengan bantuan chuck yang memiliki rahang pada salah satu ujungnya,
29

yaitu pada pusat sumbu putarnya, sementara ujung lainnya dapat ditumpu dengan
center lain.
2. Mesin Bubut Sabuk.
Poros spindel akan memutar benda kerja melalui piringan pembawa
sehingga memutar roda gigi yang digerakkan sabuk atau puli pada poros spindel.
Melalui roda gigi penghubung, putaran akan disampaikan ke roda gigi poros ulir.
Oleh klem berulir, putaran poros ulir tersebut diubah menjadi gerak translasi pada
eretan yang membawa pahat. Akibatnya pada benda kerja akan terjadi sayatan
yang berbentuk ulir.
30

3. Mesin bubut vertical turning and boring milling
Mesin ini bekerja secara otomatis, pada pembuatan benda kerja yang
dibubut dari tangan, pekerjaan yang tidak dilakukan secara otomatis hanyalah
pemasangan batang-batang yang baru dan menyalurkan produk-produk yang telah
dikerjakan, oleh sebab itu satu pekerja dapat mengawasi beberapa buah mesin
otomatis dengan mudah.
4. Mesin bubut facing lathe.
Sebuah mesin bubut terutama digunakan untuk membubut benda kerja
berbentuk piringan yang besar. Benda-benda kerjanya dikencangkan dengan
31

cakar-cakar yang dapat disetting pada sebuah pelat penyeting yang besar, tidak
terdapat kepala lepas.
5. Mesin Bubut Turret.
Mesin bubut turret mempunyai ciri khusus terutama menyesuaikan
terhadap produksi. “Ketrampilan pekerja” dibuat pada mesin ini sehingga
memungkinkan bagi operator yang tidak berpengalaman untuk memproduksi
kembali suku cadang yang identik. Kebalikannya, pembubut mesin memerlukan
operator yang sangat terampil dan mengambil waktu yang lebih lama untuk
memproduksi kembali beberapa suku cadang yang dimensinya sama.
Karakteristik utama dari mesin bubut jenis ini adalah bahwa pahat untuk operasi
berurutan dapat disetting dalam kesiagaan untuk penggunaaan dalam urutan yang
sesuai. Meskipun diperlukan keterampilan yang sangat tinggi untuk mengunci dan
mengatur pahat dengan tepat tapi satu kali sudah benar maka hanya sedikit
keterampilan untuk mengoperasikannya dan banyak suku cadang dapat diproduksi
sebelum pensettingan dilakukan atau diperlukan kembali.
32

6. Mesin bubut Turret Jenis Sadel.
Mempunyai turret yang dipasangkan langsung pada sadel yang bergerak maju mundur dengan turret.
7. Mesin bubut turret vertikal.
Mesin bubut vertikal adalah sebuah mesin yang mirip Freis pengebor
vertikal, tetapi memiliki karakteristik pengaturan turret untuk memegang pahat.
Terdiri atas pencekam atau meja putar dalam kedudukan horizontal, dengan turret
yang dipasangkan diatas rel penyilang sebagai tambahan, terdapat paling tidak
satu kepala samping yang dilengkapi dengan turret bujur sangkar untuk
33

memegang pahat. Semua pahat yang dipasangkan pada turret atau kepala samping
mempunyai perangkat penghenti masing-masing, sehingga panjang pemotongan
dapat sama dalam daur mesin yang berurutan. Pengaruhnya adalah sama seperti
bubut turret yang berdiri pada ujung kepala tetap. Dan mempunyai segala ciri
yang diperlukan untuk memudahkan pemuat, pemegang dan pemesinan dari suku
cadang yang diameternya besar dan berat. Pada mesin ini hanya dilakukan
pekerjaan pencekaman.
Selain jenis-jenis mesin bubut berdasarkan prinsip dan garis besar yang
telah disebutkan diatas ,beberapa varian mesin bubut yang lain seperti:
A. Mesin Bubut Turet Horizontal
34

B. Mesin Bubut Turet Horizontal Otomatis
C. Mesin Bubut Turet Vertikal
35

D. Mesin Bubut Stasiun Jamak Vertikal Otomatis
E. Mesin Bubut Duplikat
36

F. Mesin Ulir Otomatis
E. Bagian-Bagian Mesin Bubut
1. Kepala Tetap (Head Stock)
37

Kepala tetap atau Head Stock adalah bagian utama dari mesin bubut yang
digunakan untuk menyangga poros utama, yaitu poros yang digunakan untuk
menggerakkan spindle. Poros utama yang terdapat padaHead Stock tersebut juga
digunakan sebagai dudukan roda gigi untuk mengatur kecepatan putaran yang
diinginkan. Fungsi rangkaian roda gigi dalam kepala tetap adalah untuk
meneruskan putaran motor menjadi putaran spindle.
2. Kepala Lepas (Tail Stock)
Kepala lepas atau Tail Stock adalah bagian dari mesin bubut yang letaknya
di sebelah kanan dan dipasang di atas alas atau meja mesin. Bagian ini berfungsi
untuk tempat pemasangan senter yang digunakan sebagai penumpu ujung benda
kerja dan sebagai dudukan penjepit mata bor pada saat melakukan
pengeboran. Tail Stock ini dapat digerakkan atau digeser sepanjang meja mesin,
dan dikencangkan dengan perantara mur dan baut atau dengan tuas pengencang.
Selain digeser sepanjang alas atau meja mesin, tail stock juga dapat digerakkan
maju atau mundur atau arah melintang saat digunakan untuk keperluan
pembubutan benda yang konis.
38

3. Alas Mesin (Bed)
Alas mesin adalah bagian dari mesin bubut yang berfungsi sebagai
pendukung serta lintasan eretan (support) dan kepala lepas (head stock).
Permukaan alas mesin ini yang rata dan halus dapat mendukung kesempurnaan
pekerjaan membubut (kelurusan).
4. Eretan (Support)
39

Eretan adalah bagian mesin bubut yang berfungsi sebagai penghantar
pahat bubut sepanjang alas mesin. Ada tiga jenis eretan, yaitu:
a) Eretan bawah, eretan ini berjalan sepanjang alas mesin.
b) Eretan lintang, eretan ini bergerak tegak lurus terhadap alas mesin.
c) Eretan atas, eretan ini digunakan untuk menjepit pahat bubut dan dapat
diputar ke kanan atau ke kiri sesuai dengan sudut yang diinginkan,
khususnya pada saat mengerjakan benda-benda yang berbentuk konis.
Eretan ini dapat digerakkan secara manual maupun otomatis.
5. Sabuk pemutar (belt drive)
Suatu tenaga dan putaran dipindahkan oleh gesekan diantara pulley dan
belt dari shaft satu ke shaft yang lain. Kekurangan dari penggunaan belt driver
(sabuk pemutar) yakni terkadang sabuk yang digunakan bisa slip dari paulinya
sehingga rasio kecepatan antara pemutar dan yang diputar berselisih 1 %. Belt
yang digunakan pada umumnya berbentuk V dan flat. Bentuk V memiliki tarikan
yang bagus dan sangat cocok untuk jarak dekat/pendek. Feed dan adjustment
motion dapat dilakukan dengan handel di saddle. Feed otomatis dapat
dihubungkan dengan menghubungkan feed shaft yang berputar dari kepala tetap
(feed gear box).
40

6. Apron
Pada mesin bubut, apron dipasang di saddle. Apron membawa pengontrol
seperti lever (pengungkit), handwheel (roda kemudi) dan lain – lain. Apron
membawa mekanisme yang mengubah putaran dari feed shaft menjadi gerakan
memanjang dan melintang.
7. Lead screw
Gambar 2.g Leadscrew dan feedshaf pada mesin bubut
Pada dasarnya lead screw hanya dipakai untuk membuat ulir. Bentuknya
dari kepala tetap memanjang hingga tailstock, lead screw digerakan melalui gear
box. Apabila half nut (mur setengah) yang mencengkam lead screw dihubungkan
oleh engegement lever, maka lead screw menggerakan eretan dengan arah
memanjang.
8. Feed shaf
Feed shaft terletak dibawah ulir pengarah (lead screw) yang berfungsi
untuk menyalurkan daya dari kotak pengubah cepat untuk menggerakan
mekanisme apron dalam arah melintang atau memanjang.
9. Chip pan
41

Bagian ini berfungsi sebagai tempat pembuangan chip yang dihasilkan dari
pemotongan benda kerja.
10. Ways
Gambar 2.h Ways pada mesin bubut
Ways merupakan jalur tempat dudukan tailstock dan carriage bergerak
memanjang menuju headstock.
11. Tool post
Pada mesin bubut digunakan tempat dudukan pahat bubut melalui alat
bantu tool holder. Bentukan tool post itu sendiri berupa gabungan dua gear.
F. Macam-macam aksesoris pada mesin bubut:
42

No Nama aksesoris Fungsi Gambar
1 Centering tool Alat bantu refrensi
pada setting tool
2 Centre extention Alat tambahan
penumpu pada live
center
3 Chip hook Membersihkan chip di
mesin
4 Collet Mencengkam benda
kerja dengan dimensi
(ukuran) tertentu
5 Coolant can Tempat cairan
pendingin
43

6 Cover Pelindung saat proses
between centre
7 Dead centre Menumpu benda kerja
pada spindle
8 Drawbar for collet Pengikat collet pada
spindle
9 Drill chuck Mencengkam TD,
reamer, CD dll
44

10 Driver plate Memutar lathe dog
11 Face plate Mencengkam benda
kerja yang tak
beraturan
12 Follow rest Menompang benda
kerja yang panjang
13 Lathe dog Mencengkam benda
kerja saat sistem
between centre
45

14 Live centre Menompang benda
kerja pada tailstock
15 Oil gun Melumasi niple-niple
mesin
16 Oil tube Melumasi bagian
mesin
17 Quick clamp for
tool holder
Mencengkam tool
holder pada tool post
46

18 Rubber Membersihkan chip
pada chip pan
19 Special tool
holder
Mencengkam tool
square shank yang
besar
20 Spanner for tool
holder
Mengencangkan baut
pada tool holder
21 Spanner for
universal chuck
Mengencangkan /
mengunci jaws pada
universal chuck
22 Spanner for quick
clamp
Mengencangkan /
mengunci baut pada
quick clamp
47

20 Steady rest Menompang benda
kerja yang panjang
saat facing
21 Stopper bintang Alat bantu pada saat
refrensi atau
pencengkaman
22 Support clamp for
ISO 7 HSS
Dikombinasikan
dengan tool holder for
ISO 7
23 Tool holder for
ISO 7 HSS
Mencengkam tools
bentuk pipih
48

24 Tool holder for
square shank
Mencengkam tool
square shank
25 V – Block Dikombinasikan
dengan tool holder for
cylindrical shank
G. Pahat Bubut
Pahat bubut pada proses pembubutan digunakan untuk memotong atau
mengurangi benda kerja. Pahat bubut yang digunakan dalam proses pemotongan
harus sesuai dan tepat, oleh sebab itulah harus dapat dipilih dan dibedakan setiap
jenis proses yang dilakukan seperti roughing, finishing, borring, thread cutting
dan sebagainya.
49

Selain itu pada umunya setiap kemampuan dan umur pahat bubut berbeda
– beda hal ini tegantung dari jenis dasar material, bentuk sisi potong dan
pengasahan dari pahat itu sendiri. Jenis material pahat bubut juga akan
mempengaruhi kecepatan RPM pada mesin yang akan dibahas pada pembahasan
mengenai perhitungan RPM mesin bubut.
Untuk menghasilkan pengerjaan yang optimal dan tahan lama maka harus
memperhatikan sifat – sifat bahan dasar (material) pahat bubut, berikut beberapa
kriteria yang harus dimiliki bahan pahat bubut:
Keras, dalam artian bahan material yang digunakan harus lebih keras
dari bahan benda kerja yang dipotong supaya sisi potong pahat bubut
mampu memotong benda kerja dengan baik.
Ulet, supaya sisi potong pahat tidak mudah patah atau gumpil.
Tahan panas, supaya ketajaman sisi potong tidak mudah aus ataupun
rusak.
H. Bahan HSS, Carbide brazed, insert
Bahan HSS
Pahat bubut jenis HSS (High Speed Steel) dibuat dari bahan baja alloy tool
steel, yaitu baja yang mengandung karbon, kromium, vanadium, dan
molybdonum. Macam-macam dari alloy tool steel ini ada pada baja paduan tinggi
dan juga ada baja paduan rendah.
HSS adalah baja paduan tinggi, yang mana akan menghasilkan
permukaaan yang halus pada benda kerja untuk pahat finishingnya. Pahat
finishing titik dengan sisi potong yang bulat dan pahat finishing datar dengan sisi
potong datar. Dalam perlakuannya, pahat finishing selain digerinda pada awal
juga harus digosok dengan oil stone secara hati – hati karena hal ini akan
mempengaruhi permukaan benda kerja yang di kerjakan. Disamping itu harus
diketahui bahwa pahat finishing dengan bahan HSS umumnya mudah dibentuk
namun juga tidak tahan panas.
Carbide brazed
50

Pada umumnya jenis pahat dengan carbide brazed digunakan untuk proses
pemakanan kasar dalam waktu sesingkat mungkin. Oleh sebab itu pahat ini harus
dibuat kuat selain itu bentukan pahat ini beragam bisa lurus ataupun bengkok
sedangkan menurut letak sisi potong utamanya, pahat dapat dibedakan menjadi
dua yaitu pahat kanan dan pahat kiri.
Insert
Pada dasarnya pahat ini memiliki kesamaan fungsi serta bentuk dengan
pahat berbahan carbide brazed hanya saja bahan yang digunakan pada pahat ini
merupakan baja paduan antara tungsten dan molybdenum serta cobalt dan carbon.
Sedangkan dari ujung penyayatnya hingga tangkainya terbuat dari cermented
carbide.
Ada dua tipe jenis pahat ini, yaitu :
a) Pahat roughing (pahat kasar) dengan bahan carbide brazed
Pada umumnya jenis pahat dengan carbide brazed digunakan
untuk proses pemakanan kasar dalam waktu sesingkat mungkin. Oleh
sebab itu pahat ini harus dibuat kuat selain itu bentukan pahat ini
beragam bisa lurus ataupun bengkok sedangkan menurut letak sisi potong
utamanya, pahat dapat dibedakan menjadi dua yaitu pahat kanan dan
pahat kiri.
b) Pahat finishing (pahat halus) dengan bahan HSS
HSS adalah baja paduan tinggi, yang mana akan menghasilkan
permukaaan yang halus pada benda kerja untuk pahat finishingnya. Pahat
finishing titik dengan sisi potong yang bulat dan pahat finishing datar
dengan sisi potong datar.
I. Jenis pahat
Pahat pada mesin bubut merupakan tool utama dalam proses pengerjaan
benda karena melalui pahat – pahat inilah akan diadakannya pemotongan pada
benda kerja, oleh sebab itulah selain memilki jenis material yang sesuai dengan
51

fungsinya dan beragam, pahat pada mesin bubut yang digunakan untukk
memotong atau mengurangi benda kerja juga memilki berbagai jenis yang
memilki fungsi dan cara pengguanaan yang berbeda.
Berikut ini beberapa jenis pahat bubut beserta fungsi dan gambarnya yang
dijelaskan pada tabel 2.b
Tabel 2.b
Jenis – jenis pahat beserta fungsi
No Jenis Pahat Fungsi Gambar
1 ISO 1 Carbide Untuk pembubutan
memanjang dengan
plan angle 75˚
2 ISO 2 Carbide Untuk pembubutan
memanjang dengan
plan angle 45˚
3 ISO 3 Carbide Untuk pembubutan
memanjang dan
melintang dengan plan
angle 93˚
52

4 ISO 4 Carbide Untuk pembubutan
memanjang dengan
kedalaman pemakanan
yang kecil dengan plan
angle 0˚
5 ISO 5 Carbide Untuk pembubutan
melintang dengan plan
angle 0˚
6 ISO 6 Carbide Untuk pembubutan
memanjang dengan
plan angle 90˚
7 ISO 7 Carbide Untuk pembubutan
melintang dengan plan
angle 0˚
8 ISO 8 Carbide Untuk memperbesar
lubang pada proses
pembubutan dengan
plan angle 75˚
Untuk lubang tembus
53

9 ISO 9 Carbide Untuk memperbesar
lubang pada proses
pembubutan dengan
plan angle 92˚, Untuk
lubang tidak tembus
J. Cara setting pahat
Sebelum berbicara jauh tentang mesin bubut, cara penyetelan pahat adalah
salah satu faktor yang sangat berpengaruh terhadap hasil dari proses pengerjaan
itu sendiri seperti kesentrisan pahat terhadap benda kerja, kecang atau tidaknya
tool holder mencengkam pahat dan lain sebagainya.
Selain itu hal ini juga berkaitan langsung dengan keselamatan operator
mesin karena misalkan pahat tidak dalam kondisi yang erat maka akan
menyebabkan gaya yang diberikan benda kerja tidak mampu ditahan oleh pahat
menyebabkan pahat terlepas dari tool holder dan melayang.
Berikut cara penyetelan (setting) pahat yang benar :
Buka pengunci yang ada di tool holder for square shank.
Masukan pahat pada tool holder for square shank dan kunci pengikat
pahat yang ada di tool holder for square shank.
Pasangkan pahat yang sudah siap di tool holder for square shank,
pada quick clamp for tool holder.
Pasangkan live centre pada tailstock.
Samakan titik center centering tool dengan live centre, disebut center
apabila kedua ujung tool tersebut bertemu.
Centerkan pahat yang telah dipasang dengan centering tool yang sudah
center dengan live centre, disebut center apabila kedua ujung tool
tersebut bertemu.
54

Yang harus diperhatikan bahwa jangan pernah memasang pahat pada saat
mesin sedang beroperasi.
K. Sistem pencengkaman pada bubut
Chuck
Pencengkaman dengan sistem chuck adalah sistem pencengkaman dengan
menggunakan tools disebut chuck yang ditempelkan langsung pada spindle mesin
bubut. Dalam sistem pencengkaman dengan chuck, terdapat dua pembagian
yakni:
Universal chuck
Yakni sistem pencengkaman benda kerja yang memiliki satu titik
pusat. Dimana saat mngencangkan maupun mengendurkan chuck, jaws
(komponen pada titik sudut pencengkam) bergerak bersama. Hal ini lah
yang menyebabkan center pada universal chuck tetap dan tidak bergeser.
Keunggulan sistem pencengkaman chuck dengan universal chuck ini
adalah benda yang dicengkam langsung pada titik pusatnya,
pencengkaman akan lebih mudah, cepat dan praktis serta memiliki
keakurasian yang baik. Sedangkan kelemahannya adalah sistem
pencengkamannya hanya dapat dilakukan pada benda kerja yang dengan
satu center saja.
Gambar 2.i Universal dan indefendent chuck pada sistem pencengkaman chuck
55

Indefendent chuck
Sistem pencengkaman chuck dengan indefendent chuck ini biasanya
digunakan pada proses pembubtan eksentrik (titk sumbu yang lebih dari
satu titik pada satu benda kerja), dan benda kerjanya berbentuk kotak,
ataupun tak beraturan dan sebagainya. Jaw pencengkam pada indefendent
chuck bergerak bebas satu sama lain (tidak bergerak secara bersama).
Keunggulannya dibandingkan dengan universal chuck adalah
pencengkamannya sangatlah kuat karena gerakan jaw bisa diatur satu
persatu namun indefendent chuck juga memiliki kekurangan yakni
pencengkaman benda kerjanya tidak langsung pada centernya dan
pennyetelan benda kerja menggunakan waktu yang lama.
Chuck center
Pencekaman dengan metode chuck centre, biasanya digunakan untuk
proses pembubutan benda kerja yang panjang & kesentrisan yang baik, ataupun
untuk proses lain yang menghasilkan gaya pemakanan yang besar dan bisa
berpengaruh terhadap hasil pembubutan. Dalam melakukan pencengkaman pada
chuck center untuk menompang benda kerja tidak hanya menggunakan chuck
pada headstock juga menggunakan live centre pada tailstock.
56

Gambar 2.j Sistem pencengkaman chuck center
Between center
Gambar 2.k sistem pencengkaman between center
Pada prinsipnya pencengkaman dengan between center memiliki
kesamaaan dengan chuck center yakni pencengkaman dengan menopang benda
kerja di headstock dan tailstock hanya saja tool yang digunakan pada between
center lebih banyak serta tidak menggunakan chuck dibandingkan dengan chuck
center. Berikut alat-alat yang digunakan pada pencengkaman ini yakni driving
plate, dead centre sleeve, dead centre, lathe dog dan live centre yang memilki
fungsi berbeda-beda dan dapat dilihat di tabel.
Adapun keunggulan dari sistem pencengkaman between center yakni
menjamin kesentrisan hasil pembubutan hingga 0.02 mm sedangkan
kelemahannya tidak mampu memakan depth of cut yang besar (hanya untuk
finishing).
Face plate
57

Sistem pencengkaman benda kerja dengan face plate memiliki kelebihan
yakni dapat mencengkam benda kerja yang tidak beraturan ataupun benda kerja
yang tidak simetris akan tetapi kelemahannya adalah dalam penyetelannya
membutuhkan waktu yang lama. Sama halnya pada sistem pencengkaman yang
lain, pencengkaman face plate biasanya menggunakan alat bantu, adapun alat –
alat tersebut berupa klem, baut pengikat, balancer (angle plate atau rod), pararel
block.
Gambar 2.l Contoh sistem pencengkaman dengan face plate
Collet
Sistem pencengkaman benda kerja menggunakan collet memiliki
kelebihan yakni kesentrisan benda kerja yang dihasilkan cukup baik dan proses
pencengkamannya cepat hanya saja memilki kelemahan diameter benda kerja
yang dicekam sangat terbatas serta bentuk benda kerja harus silindris. Sedangkan
alat bantu yang digunakan sistem pencengkaman collet sesuai dengan namanya
yakni collet.
L. Perhitungan putaran mesin bubut
Kecepatan putaran mesin
Pada saat kita akan menggunakan mesin bubut melakukan pemakanan
pada benda kerja banyak hal yang harus kita perhatikan mulai dari hal yang kecil
58

hingga hal yang sangat besar pengaruhnya pada hasil pengerjaan benda kerja.
Salah satu hal yang harus diperhatikan adalah kecepatan dari putaran mesin bubut
itu sendiri.
Kecepatan putaran mesin bubut dapat diketahui dengan melakukan
perhitungan pada sebelumnya, untuk dapat melakukan perhitungan maka kita
harus mengetahui mulai dari jenis material benda kerja dan alat potong yang akan
kita gunakan hingga diameter dari benda kerja tersebut baik yang awal sampai
hasilan diameter yang diinginkan. Dari data-data tersebut maka barulah dapat
menghitung kecepatan putaran mesin yang diperlukan dengan menggunakan
rumus berikut ini :
n : kecepatan putaran mesin (rpm)
Cs : kecepatan potong (cutting speed) (m/min)
d : selisih diameter awal dengan diameter yang akan dihasilkan
Kecepatan potong (cutting speed)
Kecepatan potong adalah kecepatan benda kerja yang ditunjukan pada
suatu titik yang berputar dalam satuan waktu. Artinya jika benda kerja berputar
satu kali maka panjang yang dilewati oleh pahat bubut adalah sama dengan
keliling dari dari benda kerja tersebut. Kecepatan potong dan kecepatan putaran
mesin bubut adalah dua hal yang tak mungkin terpisahkan keduanya akan saling
59

berpengaruh terhadap satu sama lain, hal ini menunjukan bahwa kecepatan potong
memiliki pengaruh yang besar terhadap proses pemakan pada mesin bubut.
Ketika akan melakukan pemotongan kasar maka harus digunakan
kecepatan pemakanan yang besar namun dengan putaran mesin yang lambat,
sebaliknya ketika akan melakukan pemakan halus (finishing) maka digunakan
kecepatan pemakanan yang lambat namun dengan putaran mesin yang cepat.
Selanjutnya, dalam menentukan kecepatan potong yang akan dilanjutkan untuk
menentukan putaran mesin, ada beberapa faktor yang harus diperhatikan karena
berpengaruh terhadap kecepatan potong yakni :
Kekerasan material benda kerja yang akan diproses pada mesin bubut
Jenis alat potong yang akan digunakan
Tingkat kehalusan yang dikendaki
Ukuran tatal yang terpotong
Dalam penetuannya kecepatan potong tidak dapat dipilih secara asal atau
sembarangan, oleh sebab itulah kecepatan potong harus ditentukan sesuai dengan
tabel yang dikeluarkan oleh ISO sebagai acauan standar dan umum.
Berikut ini adalah kecepatan potong dari beberapa material terhadap
logam:
MaterialδB
kp/mm2Description
Cutting speed
HSS
Carbide
Brazed Insert
St. 37, SS41, MS 37 – 50 Low carbon steel 36 – 40 120 145
St. 36, S45C, S50C, 760
60 – 70 Medium carbon steel High carbon steel
30 – 36 110 190
St. 70 70 – 90 High tensile strength
22 – 30 100 – 125 120 – 160
Assab 709, 708, SCM 440
90 – 100 Tool steel wrought (shock resistence)
21 – 27 90 – 100 110 – 140
60

Durex WZ / Assab M4 70Cold work tool steel Cold work tool steel
27 – 32 100 – 130 120 – 160
Sp. K5, XW10 75Cold work tool steel
27 – 32 110 – 130 120 – 160
Veresta V, DF2, SK365 Hot work tool steel 23 – 26 85 – 97 100 – 120
Sp. KNL, XW 4175 Grey cast iron 23 – 26 85 – 97 100 – 120
Assab 8407, SKD 6160 Grey cast iron 27 – 32 105 – 125 125 – 160
Cast iron 200 HB15 Pearlitic 27 – 42 110 – 130 120 – 160
Cast iron 200-205 HB25
Non – ferrous Non – ferrous
24 – 36 42 – 100 102 – 123
Brass 35 40 – 80 45 – 100 100 – 120
Al Alloy 40 80 – 150 100 – 200 120 – 220
M. SOP (standart operation procedure)
SOP (standart operation procedure) merupakan langkah – langkah atau
tata cara dasar dan standar yang harus dilaksanakan pada saat sebelum, sedang
dan setelah proses penggunaan suatu alat, mesin, benda ataupun barang yang
berkaitan dengan keadaan dari alat, mesin benda ataupun barang yang kita
gunakan, serta hal – hal yang harus diperhatikan, dilakukan, ataupun tidak
dilakukan yang juga berkaitan pada penggunannya.
Pada penggunaan mesin bubut banyak hal yang harus dikuti dalam SOP
(standart operation procedure) baik berkaitan dengan perawatan mesin bubut,
benda kerja, pahat bubut, aksesoris hingga keselamatan pengguna mesin bubut itu
sendiri atau sering disebut dengan safety procedure (prosedur keselamatan kerja)
yang akan dibahas pada pembahasan selanjutnya. Berikut ini, akan dijelaskan
beberapa hal yang berkaitan dengan SOP pada penggunaan mesin bubut :
Proses inventarisasi
Proses inventarisasi merupakan salah satu SOP pada saat penggunaan
mesin bubut, akan tetapi ineventarisasi ini tidak hanya berkaitan dengan mesin
bubut saja karena proses inventarisasi ini secara umunya adalah suatu proses yang
61

berupa mendata alat atau barang yang ada. Hanya saja secara khusus dalam
penggunaan mesin bubut proses inventarisasi adalah proses pendataan alat yang
ada pada mesin bubut secara terperinci dan jelas didalam bentukan tertulis.
Tujuannya agar alat yang digunakan diketahui secara jelas kondisi dan frekuensi
penggunaan alat serta ada tidaknya alat yang akan dibutuhkan pada proses (hilang
dan lain-lain).
Siklus SOP
Dalam melaksanakan SOP pada saat menggunakan mesin bubut, selain
memperhatikan hal – hal apa saja yang dibutuhkan pada kegiatan tersebut, waktu
atau estimasi dari kegiatan tersebut baik secara rutin, berkala ataupun
berkelanjutan yang dilakukan sesuai dengan kebutuhan alat dan barang yang
digunakan, hal ini juga berkaitan dengan sering atau tidaknya alat yang digunakan
karena semakin sering alat tersebut kita gunakan maka harus semakin sering pula
alat tersebut kita perlakukan dalam prosedur.
Dalam langkah – langkah SOP pada umumnya dapat dilakukan dalam 3
tahap yakni :
Harian
SOP harus dilakukan setiap hari setelah menggunakan mesin dan alat,
dapat dilakukan dengan cara melakukan inventarisasi, membersihkan
aksesoris mesin, membersihkan kotoran sisa chip, memberikan minyak
atau oli pada alat – alat kerja agar tidak berkarat atau korosi.
Mingguan
SOP dapat dilakuakan dalam kurun waktu satu kali dalam satu minggu,
tahapan ini dilkakukan dengan melakukan pembersihan pada bagian luar
mesin, pengecekan mesin seperti baut – baut dan sebagainya.
Bulanan
62

SOP dapat dilakuakan dalam waktu satu bulan sekali, tapan ini dapat
berupa membersihkan seluruh bagian dari mesin mulai dari dalam hingga
luar mesin, mengecek keadaan roda gigi, mengganti oli atau pelumas pada
roda gigi, mengecek keadaan fan belly, mengecek keadaan motor atau
dinamo, bagian dalam eretan (carriage) penggantian onderdil dan
sebagainya jika diperlukan.
N. Pembersihan (cleaning)
Pembersihan (cleaning) adalah kegiatan yang harus dilakukan untuk
menjaga dan atau merawat mesin maupun alat – alat yang digunakan supaya tidak
mengalami kerusakan ataupun korosi serta menjaga mesin dan alat hingga mampu
atau memiliki waktu pakai yang lama.
Proses pembersihan (cleaning) sebaiknya dilakukan sebelum dan setelah
dilakukannya penggunaan mesin dan alat. Pembersihan ini meliputi :
Pembersihan bagian dalam dan luar mesin
Pembersihan alat atau aksesoris yang digunakan
Memberikan pelumas minyak atau oli pada bagian – bagian atau alat
yang dianggap penting dan rentan terkontaminasi korosi (karat)
Berikut ini tabel SOP pada penggunaan mesin bubut beserta urutan,
standart, siklus dan keterangannya.
No Urutan Standart Siklus Ket
1 Lakukan invebtaris Penyimpangan terhadap
standart terdata secara
aktual
Harian, sebelum
mengoperasikan
mesin
Laporkan jika ada
penyimpangan, pada
instruktur
2 Bersihkan mesin dari oli,
debu dan chip
Meja, eretan, spindel
bersih dan kering
Harian, sebelum
mengoperasikan
mesin
Dengan kain majun
63

3 Periksa level oli pada
headstock
Diatas lower level Harian, sebelum
mengoperasikan
mesin
Jenis oli : tellus 46
(penggantian oli
dilakukan tiap 6
bulan)
4 Beri pelumas pada niple 3-4 kali hingga muncul
rembesan (terdapat 8
niple)
Harian, sebelum
mengoperasikan
mesin
Jenis oli : tonna 68
gunakan oli pump
5 Cek kondisi karet transmisi
pada spindel
Harus memilki
ketegangan yang baik
dan kering
Bulanan Dengan rabaan
tangan dan kain
majun
6 Beri pelumas pada gear
dengan grease dan cek
kondisi pemasang gear
Gear harus terlumasi
grease dan terpasang
dengan kekocakan yang
cukup
Bulanan Jenis oli : grease
titanium
7 Gunakan clamping sisten
yang diperlukan
Pilih sesuai dengan
kebutuhan benda kerja
Harian, sebelum
mengoperasikan
mesin
8 Cek ulang kondisi semua
baut pengikat maupun
pencengkam
Baut – baut pengikat dan
pencengkam terikat
dengan kuat
Harian, sebelum
mengoperasikan
mesin
Dengan rabaan jari
dan spanner
9 Bersihkan chuck, jaws,
tailstock, live
centresebelum dipasang
Harian, sebelum
mengoperasikan
mesin
Dengan rabaan
tangan
10 Gunakan rpm dan feedrate
yang sesuai pada saat
pengerjaan benda kerja
Menggunakan rumus
perhitungan mesin
dengan benar
Harian, sebelum
mengoperasikan
mesin
Lihat tabel Cs dan
diameter yang tepat,
puataran mesin maks.
1200 rpm
11 Perhatikan keselamatan dan
kerapihan kerja
Gunakan kacamata,
sepatu safety dan baju
kerja
Harian, selama
mengoperasikan
mesin
Perhatikan sikap
kerja, penempatan
alat dan keselamatan
kerja
64

12 Cleaning Mesin, MTC dan
lingkungan sekitar
bersih
Bagian mesin yang
tak dicat harus
diberi oli tipis
Emergency stop
harus dalam kondisi
aktif
Mesin dalam kondisi
mati
Harian, setelah
mengoperasikan
mesin
Dengan kuas, kain
majun dan karet
Dengan kuas dan oli
bekas
Dua tombol
emergency aktif
Main switch dalam
posisi off
13 Lakukan inventaris Penyimpangan terhadap
standart terdata secara
aktual
Harian, setelah
mengoperasikan
mesin
Laporkan hasil
inventaris pada
instruktur
O. Prosedur keselamatan kerja(Safety procedure)
Prosedur keselamatan kerja adalah prosedur (langkah-langkah / cara)yang
bertujuan untuk menjaga keamanan setiap kegiatan atau kondisi operator atau
pengguna mesin, serta menhindarkan dari segala macam bentuk kecelakaan dalam
proses produksi karena hal ini akan sangat berpengaruh terhadap proses produksi
itu sendiri jika hal – hal yang dapaat membahayakan.
Safety procedure tidak hanya berkaitan dengan hal – hal apa saja yang
harus digunakan dalam penggunaan mesin bubut juga berkaitan dengan sikap dan
cara dalam menggunakan mesin bubut dan alat – alat lainnya.
Berkaitan dengan tampilan operator
Hal – hal yang berkaitan dengan tampilan opertor adalah hal – hal yang
berupa pakaian dan aksesoris yang digunakan oleh operator serta kondisi tubuh
dari operator, yang meliputi :
65

Gambar 2.m Contoh pakaian dan aksesoris operator
Rambut dan kuku operator tidak boleh panjang
Rambut yang panjang dapat menyebabkan rambut masuk kedalam
putaran, bagi perempuan dengan rambut panjang harus diikat sedang yang
menggunakan jilbab, jilbab dimasukan kedalam baju atau di buat ketat.
Menggunakan safety shoes
Safety shoes digunakan untuk melindungi kaki dari benda – benda
yang berat dan atau tajam yang jatuh ataupun kemungkinan tersetrum oleh
hubungan arus pendek.
Menggunakan pakaian lapangan (kerja / praktek)
Pakaian lapangan digunakan untuk melindungi tubuh dari serpihan –
serpihan chips yang tajam.
Menggunakan kaca mata
Kaca mata digunakan untuk melindungi mata dari debu dan serpihan
chips yang melayang melalui udara.
Berkaitan dengan sikap operator
Sikap opertor berkaitan dengan tindakan - tindakan yang tidak boleh
dilakukan pada saat menoperasikan mesin bubut, diantaranya :
Meninggalkan mesin saat sedang proses
Hal ini dapat menyebabkan mesin tidak dapat dikontrol pergerakannya
dan dapat menyebabkan bahaya bagi orang berada di sekitar mesin dan
dapat menyebabkan kerusakan pada mesin, serta ketidak berhasilan dari
pekerjaan.
66

Berdiri diatas mesin saat mesin sedang beroperasi
Tindakan ini dapat membahayakan tubuh orang ataupun operator yang
berdiri tersebut karena terkena gerakan mesin atau pahat.
Menggunakan akesoris tambahan yang dapt membahayakan
Tindakan ini dapat menyebabkan aksesoris tersbut masuk dalam mesin
menyebabkan mesin rusak, ataupun aksesoris tersebut terkena putaran
mesin dan melayang atau masuk kedalam putaran mengakibatkan celaka
pada operator dan orang lain.
Mengoperasikan mesin bersama seraya mengobrol
Tindakan ini dapat membahayakan para operator atau orang tersebut
karena kebisingan mesin dapat menyebabkan kegagalan komunikasi
diantara operator.
67

Gambar 2.n Contoh tampilan dan sikap opertor yang salah
BAB 5
PENUTUP
Kesimpulan
Dari penjelasan – penjalasan pada bab 2 maka dapat disimpulakan bahwa
mesin bubut adalah mesin yang dapat menghasilkan benda kerja menjadi silindris
dengan satu titik center ataupun eksentris dengan memutar benda kerja pada
spindel dan dimakan oleh pahat yang bergerak memanjang ataupun melintang
dengan kecepatan dan kedalaman tertentu, pergerakan tersebut terdiri dari 3
bagian yakni gerakan main motion, feed motion dan adjusting motion.
Dalam prosesnya mesin bubut tidak dapat beroperasi secara maksimal jika
tidak di support oleh alat – alat atau aksesoris pada mesin bubut seperti driving
plate, live centre, face plate, chuck dan sebagainya yang memiliki fungsi dan
kelebihan masing – masing. Sama halnya dengan aksesoris – aksesoris tersebut
pahat mesrupakan alat (tools) yang juga tak kalah pentingnya karena melalui
68

gerakan pahat – pahat inilah kelaknya benda kerja akan dimakan, pahat pada
mesin bubut memilki berbagai tipe material dan penegrjaan sperti HSS yang pada
umumnya digunakan untuk memakan pada pengerjaan halus, carbie brazed yang
digunakan pada pengerjaan kasar. Selain itu pahat juga memilki jenis berdasarkan
bentuk dan fungsi pemotongannya seperti carbide ISO 1, carbide ISO 2, hingga
carbide ISO 9.
Benda kerja yang ada di spindel dibantu oleh alat cekam yang disebut
dengan chuck yang memiliki berbagai jenis dan cara yang berbeda – beda sesuai
dengan kebutuhan dan hasil yang diinginkan pada benda kerja.
Selanjutnya bentukan – bentukan yang dapat dihasilkan pada mesin bubut
bisa berupa bentukan yang meilintang, memanjang, ulir, radius ataupun profil
dengan proses pemakanan dari dalam ataupun dari luar (inside dan outside) serta
dengan kecepatan putaran mesin yang dapat diatur sesuai dengan material yang
digunakan benda kerja dan pahat serta dengan diameter awalan dan hasil dari
benda kerja yang akan dibentuk.
Mengoperasikan mesin bubut banyak hal yang harus diperhatikan mulai
dari mesin bubut itu sendiri hingga keselamatan dari operator. Oleh sebab itulah
dalam mengoperasikan mesin bubut harus memperhatikan prosedur – prosedur
standart yang harus dilakukan pada mesin, alat –alat serta keselamatan operator
mulai dari tampilan dan tindakan operator itu sendiri.
69