Embed Size (px)
Citation preview

1m a i o N º 1 5 2 0 1 1
#15 2011
Educação profissional:o caminho para pessoas cada vez mais qualificadas

3m a i o N º 1 5 2 0 1 1
4 m a i o N º 1 5 2 0 1 1

5m a i o N º 1 5 2 0 1 1
A tecnologia de soldagem da ESAB é parte fundamental da expertise centenária do cliente Produtividade no cliente ESAB na Feimafe 2011– FORTE COM VOCÊ Educação profissional também cria modelos de referência para a juventude Empresa Amiga do Hospital da Baleia Normas aplicáveis a luvas para proteção contra riscos mecânicos e térmicos Caddy Mig 160 i – Definitivamente portátil SUPRAREX TM SXE Um parceiro completo e confiável para a fabricação de tubos Utilização de processos mecanizados para soldagem de esferas de armazenamento Rhowert conta com equipamentos ESAB para soldagem robotizada Soluções ESAB para o segmento de reparo e manutenção Tratamento Térmico de Alívio de Tensões na soldagem Orange County Choppers usa produtos ESAB
A Geração Y veio para ficar. E agora, o que fazer?
índice
Educação profissional também cria modelos de referência para a juventude
página 18
SUPRAREX TM SXEpágina 32
Orange County Choppers usa produtos ESABpágina 64
página 16
página 10
página 14
página 18
página 26
página 27
página 31
página 32
página 34
página 42
página 53
página 56
página 60
página 64
página 66

6 m a i o N º 1 5 2 0 1 1
7m a i o N º 1 5 2 0 1 1
Nos tempos modernos, possuir uma grande marca é um desafio que se estende para além dos líderes de negócios. É uma tarefa compartilhada, melhor dizendo, é uma associa-ção muito forte entre clientes, sociedade e empresas.
O sucesso é indivisível, pois sua construção depende de todos. Ninguém é um vencedor sozinho. Hoje é praticamen-te impossível apenas uma parte da organização levá-la ao sucesso. Não há êxito na individualidade.
Em nossa vida empresarial, temos visto empresas cen-tenárias antes consideradas bem-sucedidas e que desapa-receram rapidamente. Vemos organizações que se benefi-ciam do trabalho escravo ou infantil; outras sem escrúpulos em seus negócios. Há aquelas que não respeitam a comuni-dade e nem o meio ambiente. Creio que essas organizações não prestigiam sua marca, não respeitam seus associados, em suma, não poderão ter uma vida próspera.
A marca ESAB é centenária e foi construída com a ines-timável ajuda dos nossos clientes e de nossa comunidade. Hoje, temos a obrigação de continuar prestigiando-a e man-tendo o respeito aos nossos parceiros, potencializando e consolidando nosso slogan "FORTE COM VOCÊ"! Entregar o prometido deve ser a constante de nosso negócio – te-mos parceiros exigentes que não permitirão que desviemos desse caminho.
Nesta edição, abordaremos essa longa jornada, como colocamos ênfase na educação dos nossos jovens para in-fluir no comportamento das futuras gerações, a nossa parti-cipação na comunidade e como aprendemos com os avan-ços tecnológicos e os compartilhamos com nossos clientes.
Agradeço aos nossos associados por sua inestimável ajuda. Espero que apreciem esta edição.
Ernesto Eduardo Aciar
Presidente ESAB América do Sul
Carta ao leitor
Publicação institucional da ESAB BrasilRua Zezé Camargos, 117Cidade IndustrialCEP. 32210-080 – Contagem – [email protected]
• Diretor-Presidente Ernesto Eduardo Aciar• Diretor de Vendas e Marketing Newton de Andrade e Silva• Diretor Financeiro Luís Fernando Velasco• Diretor de Operações Antônio Sérgio Monteiro Fonseca• Gerente Nacional de Vendas e Marketing Pedro Rossetti Neto• Coordenação da Revista Solução ESAB Cristiano Borges de Oliveira Gonçalves
• Produção Prefácio Comunicação (31) 3292-8660 – prefacio.com.br• Jornalista responsável Cristina Mota – MG 08071 JP• Redação Alexandre Asquini e Geisa Brito• Revisão Cibele Silva• Editoração Angelo Campos• Fotografias Arquivo da ESAB / outros• Revisão técnica Antônio Plais – ESAB Cristiano Borges – ESAB Flávio Santos – ESAB José Roberto Domingues – ESAB Pedro Muniz – ESAB
Expediente
1M A I O N º 1 5 2 0 1 1
#15 2011
Educação profissional:o caminho para pessoas cada vez mais qualificadas
#15 2011
O desafio de preservar uma reputação
8 m a i o N º 1 5 2 0 1 1
AQUI TEM
ESAB

9m a i o N º 1 5 2 0 1 1
A ESAB tem forte atuação no segmento
de açúcar e etanol, fornecendo equipamen-
tos e consumíveis diversos. Entre os parcei-
ros, a empresa tem a Dedini S/A Indústrias,
organização com mais de 90 anos que atua
em vários segmentos industriais, concen-
trando suas atividades no fornecimento de
plantas e unidades completas, peças, com-
ponentes, equipamentos e serviços.
Arq
uivo
Ded
ini
1 0 m a i o N º 1 5 2 0 1 1
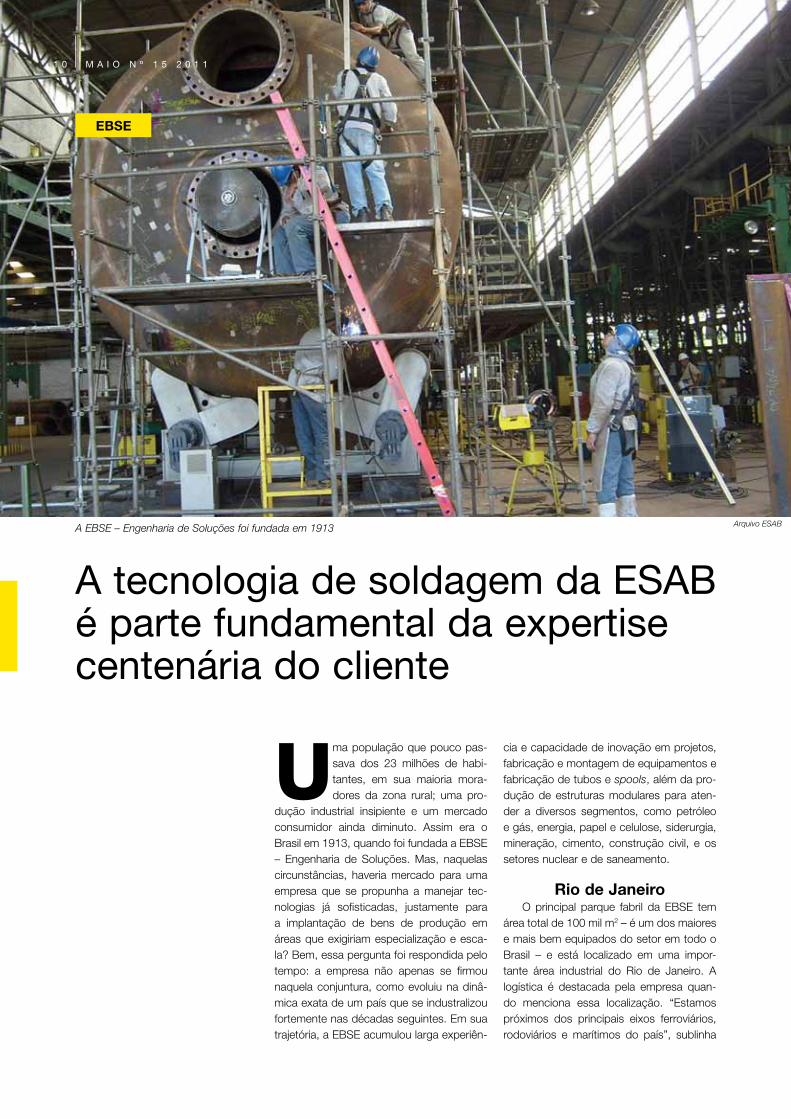
a tecnologia de soldagem da ESaB é parte fundamental da expertise centenária do cliente
EBSE
Uma população que pouco pas-sava dos 23 milhões de habi-tantes, em sua maioria mora-dores da zona rural; uma pro-
dução industrial insipiente e um mercado consumidor ainda diminuto. Assim era o Brasil em 1913, quando foi fundada a EBSE – Engenharia de Soluções. Mas, naquelas circunstâncias, haveria mercado para uma empresa que se propunha a manejar tec-nologias já sofisticadas, justamente para a implantação de bens de produção em áreas que exigiriam especialização e esca-la? Bem, essa pergunta foi respondida pelo tempo: a empresa não apenas se firmou naquela conjuntura, como evoluiu na dinâ-mica exata de um país que se industralizou fortemente nas décadas seguintes. Em sua trajetória, a EBSE acumulou larga experiên-
cia e capacidade de inovação em projetos, fabricação e montagem de equipamentos e fabricação de tubos e spools, além da pro-dução de estruturas modulares para aten-der a diversos segmentos, como petróleo e gás, energia, papel e celulose, siderurgia, mineração, cimento, construção civil, e os setores nuclear e de saneamento.
Rio de JaneiroO principal parque fabril da EBSE tem
área total de 100 mil m2 – é um dos maiores e mais bem equipados do setor em todo o Brasil – e está localizado em uma impor-tante área industrial do Rio de Janeiro. A logística é destacada pela empresa quan-do menciona essa localização. “Estamos próximos dos principais eixos ferroviários, rodoviários e marítimos do país”, sublinha
1 0 m a i o N º 1 5 2 0 1 1
A EBSE – Engenharia de Soluções foi fundada em 1913 Arquivo ESAB
1 1m a i o N º 1 5 2 0 1 1
Eduardo Chamusca de Azevedo, gerente comercial da EBSE.
As instalações no Rio de Janeiro falam muito da capacidade produtiva da EBSE. “Nessa que é a nossa maior unidade, fabri-camos tubos com costura, a partir de 12 polegadas de diâmetro e com espessura de até 100 mm, em aços carbono, liga e inoxi-dável”, continua Chamusca. Ele acrescenta que também são produzidos tubos com costura por soldagem a arco-submerso para condução de líquidos e gases, revesti-mento de poços de petróleo, estruturas de plataformas marítimas de petróleo, estrutu-ras industriais e para estacas utilizadas na construção civil e estacas de sucção.
A unidade fluminense conta com os mais amplos recursos de automação de corte, acoplamento e soldagem. “Dispomos de uma pipe-shop – nome em inglês que designa uma oficina para construção de tubos – para produtos em aços carbono, liga e inoxidável”, diz o gerente, acrescentando que se trata de área coberta de 2.400 m², que conta com gruas de até 15 toneladas, armazém de acessórios, equipamentos para solda automática, áreas para estocagem de tubos e para inspeção final, bem como para armazenamento dos produtos. “Contamos também com uma pipe-shop específica para aços duplex e super duplex. Neste caso, são 500 m² de construção com um sistema de pressão positiva, o que exclui o risco de contaminação, e equipamento de soldagem automática, do tipo orbital”.
PernambucoNão é preciso recuar muito no tempo
para perceber que o desenvolvimento da EBSE em quase cem anos de atividades se deveu, em grande medida, à percepção das muitas oportunidades que foram surgindo. Em anos recentes, o PIB de Pernambuco tem crescido a uma média superior ao do país, por conta dos investimentos que o Estado vem fazendo e recebendo. Diante desse quadro, em 2010, a EBSE inau-gurou a Filial Nordeste, no município de Itapissuma, em Pernambuco, a 36 quilô-metros do Recife e 80 do Porto do Suape.
O objetivo é atender às indústrias já presentes nessa região, bem como outras em fase de instalação. São estaleiros, refina-rias, petroquímicas e mais de 80 empresas
do complexo industrial do Suape, para as quais, inicialmente, a Filial Nordeste da EBSE fabrica spools e skids, com a mesma quali-dade oferecida pelo parque fabril no Rio de Janeiro. Com as facilidades de mão de obra, incentivos fiscais e transporte rodoviário e marítimo, a área, de aproximadamente 5 mil m² em galpões, já dispõe de toda a infraes-trutura necessária, como pontes rolantes,
EBSE
Filial Nordeste
Instalações no Rio de Janeiro
Fotos: Arquivo EBSE

1 2 m a i o N º 1 5 2 0 1 1
A empresa atua no segmento de tubulações, entre outros
EBSE
escritórios, vestiário, refeitório, enfermaria e pátio de estocagem. Além disso, o terreno possui área externa pavimentada com 20 mil m² e área total com 50 mil m².
Chamusca assinala que, com a soma dos recursos das duas unidades, a EBSE passou a contar com três pipe-shops para a fabricação de spools, que contam com recur-sos de automação de corte, acoplamento e soldagem, assegurando alta produtivida-de. Para atender à demanda de tubulações de aço carbono, aço inox, aço liga, cobre níquel duplex, superduplex e outros, utilizados principalmente em plataformas marítimas de petróleo, foi construída uma pipe-shop espe-cífica para a fabricação desses spools.
Equipamentos e projetos especiais
Há um setor da EBSE que cuida espe-cificamente da produção de equipamentos voltados ao atendimento das necessidades específicas de projeto dos clientes. Nesse segmento é produzida uma gama significati-va e diversificada de produtos, incluindo tan-ques de armazenamento, vasos de pressão, separadores, torres e colunas de processo, reatores, misturadores, chaminés, precipita-dores, ciclones, silos, decantadores, lavado-res, lançadores e recebedores de pig, filtros e coletores e estruturas metálicas. “São soluções customizadas, capazes de atender a um largo espectro de necessidades em termos de plantas industriais de largo porte, destinadas a diferentes processos”, comenta Priscila Campanharo, engenheira comercial.
A EBSE está preparada para o completo desenvolvimento de projetos especiais. “Por exemplo, estamos prontos para realizar a fabricação e montagem módulos e skids de processo, tanto para instalações onsho-re como para sistema a serem instalados offshore, em parceria com empresas deten-toras de diferentes tecnologias de proces-so”, informa Chamusca. Ele acrescenta que, no segmento de projetos especiais, estão incluídos também serviços de engenharia de detalhamento, suprimento dos compo-nentes, fabricação de estruturas metálicas, vasos, tanques e spools. “E ainda a monta-gem e interligação de todos os componen-tes mecânicos, elétricos e de instrumenta-ção, além dos testes e comissionamento”.
Cerca de 20% dos profissionais atuam em atividades de soldagemContando as unidades do Rio de
Janeiro e de Pernambuco, a EBSE dispõe de aproximadamente 600 funcionários, de acordo com Ana Cristina Carvalho, gerente de RH. Cerca de 20% dessa força de traba-lho bem treinada se referem a profissionais que atuam diretamente em atividades de soldagem. “Os procedimentos de solda-gem têm importância fundamental para a garantia da qualidade dos produtos for-necidos pela EBSE. Esses procedimentos são utilizados em todas as etapas de fabri-cação de equipamentos e tubos, incluindo eventuais reparos”, afirma Nelson Carvalho, gerente de QSMQ, explicando o porquê de uma equipe tão numerosa no segmento. Ele acrescenta que, em termos médios, a quantidade de solda utilizada na produção de equipamentos, tubos e spools gira em torno de 11 toneladas por mês.
Segundo Carvalho, a EBSE tem em seu quadro funcional dois profissionais NII de soldagem com qualificação nas especifica-ções ASME 31.1, 31.3, 31.8 e ASME VIII div I e II – definidas pela American Society of Mechanical Engineers (ASME); API 650 – definidas pelo American Petroleum Institute (API), e AWS D 1.1, definidas pela American Welding Society (AWS). Conta também com seis profissionais NI de solda, além dos 110 funcionários entre soldadores e operadores de máquinas de soldagem.
A formação dos inspetores de solda NI e NII é realizada conforme diretriz do Sistema Nacional de Qualificação e Certificação (SNQC), através da Fundação Brasileira de Tecnologia da Soldagem (FBTS), em confor-midade com a NBR 14.842, a norma brasi-leira específica da Associação Brasileira de Normas Técnicas (ABNT). “Os profissionais de produção – soldadores e operadores – são, em sua maioria, treinados pelo Senai e qualificados em nossas instalações com acompanhamento de nossos inspetores. Esta preparação tem impacto na produtividade e na qualidade da solda, por isso temos acom-panhamento semanal desses profissionais em relação ao seu desempenho, avalian-do a necessidade de reciclagem”, comenta Roberto Fernandes, especialista de solda N2.
Arquivo EBSE

1 3m a i o N º 1 5 2 0 1 1
Na visão do gerente comercial Eduardo Chamusca de Azevedo, a ESAB é participante efetiva nos processos EBSE, por intermédio do fornecimento de máquinas de solda e consumíveis. Os números levantados pelo coordenador de Suprimentos, Jorge Alexandre, pro-vam isso: “Atualmente, temos mais de cem máquinas de solda operando em nossa unidade Rio, e aproximadamente 85% destas são de fabricação ESAB."
A parceria entre a ESAB e a EBSE tem mais de 20 anos. “Este relaciona-mento é bastante positivo. A ESAB está
sempre buscando apresentar à EBSE novas tecnologias utilizadas em equipa-mentos de soldagem, sempre levando em consideração as nossas necessida-des. Trata-se de um trabalho em que há grande interação. As necessidades são levantadas pelo corpo técnico da EBSE em conjunto com engenheiros, técni-cos e representantes da ESAB. Além disso, a EBSE conta com a eficiência e eficácia das respostas da ESAB às nossas solicitações, tanto na parte téc-nica como na parte comercial”, conclui o gerente comercial.
EBSE
Presença da ESAB
Equipamentos e consumíveis ESAB são utilizados na EBSE
Arquivo ESAB
1 4 m a i o N º 1 5 2 0 1 1
Produtividade no cliente
Foco no Cliente
Na década de 1980, o mundo iniciou um processo intensi-vo de globalização, com o surgimento de tecnologias
que facilitaram a comunicação a longas distâncias, destacando-se a internet. Atualmente, vemos o globo totalmente unido no que diz respeito a informações, sendo possível a comunicação instan-tânea com as mais diversas nações, independente da distância.
Dessa maneira, a concorrência dei-xou de ser local e passou a ser global. Não se pode deixar de mencionar a forte entrada de produtos chineses, coreanos e indianos no mercado mundial. Tudo isso levou a um aumento da competiti-vidade entre as empresas, o que resulta sempre na busca de redução de custos, sendo esta atrelada ao aumento da pro-dutividade e à melhoria da qualidade, saúde e segurança.
No mercado de soldagem, o mesmo fenômeno foi e vem sendo observado,
acarretando o desenvolvimento de pro-cessos de soldagem de maior produtivi-dade, de sistemas de gerenciamento de soldagem e de dispositivos de mecani-zação e automatização, além de uma maior atenção à soldagem, como pro-cesso de manufatura base, em diversos segmentos industriais. Nesse sentido, a ESAB, preocupada com a perfor-mance de seus clientes, vem atuando como parceira deles, auxiliando quanto à engenharia de soldagem, ambiente de trabalho (meio ambiente/ergonomia), redução de custo de produção e do nível de defeitos, além da capacitação do corpo técnico/soldadores. Tal ação é possível devido à estrutura de pessoas altamente capacitadas no Brasil e no mundo, aliada a um centro de desenvol-vimento de processos e aplicações que reúne tecnologia de ponta em soldagem e corte e conhecimento acumulado ao longo da história da empresa.
Para compartilhar esta experiência,
Ronaldo Cardoso JuniorConsultor Técnico ESAB Brasil
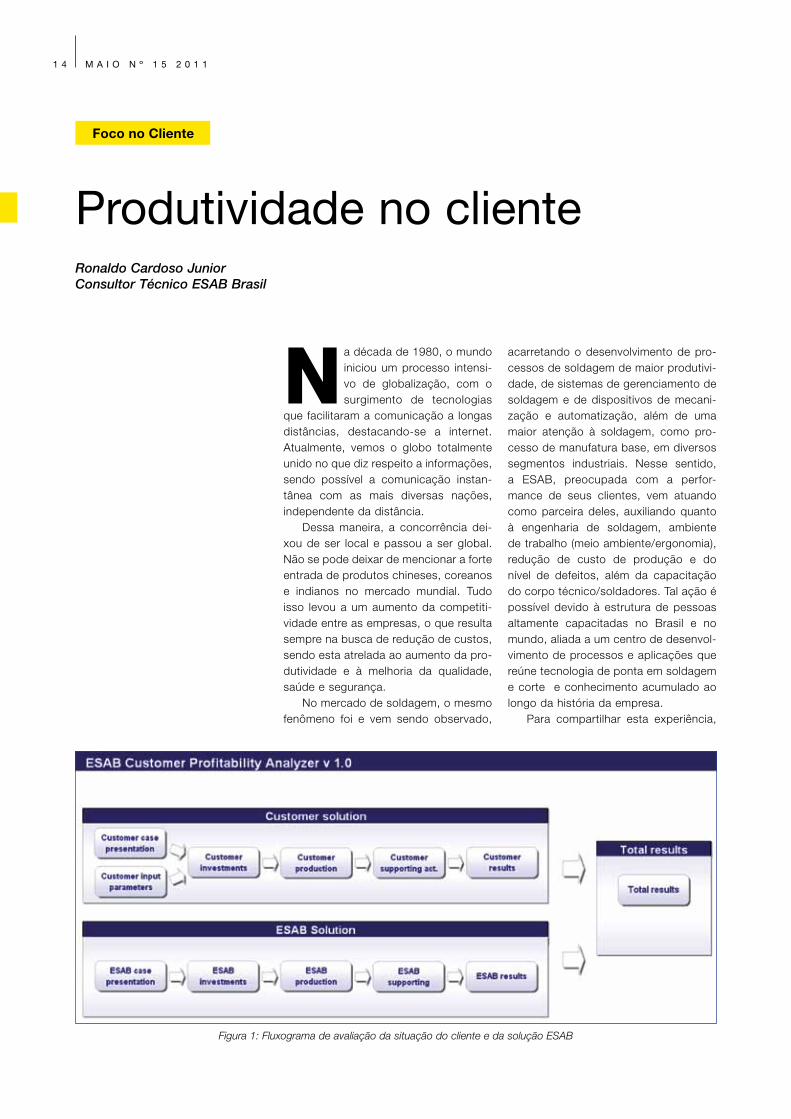
Figura 1: Fluxograma de avaliação da situação do cliente e da solução ESAB
1 5m a i o N º 1 5 2 0 1 1
Foco no Cliente
a ESAB inicia, de forma global, o projeto ESAB PRODUCTIVITY SERVICE. Trata-se de um programa em que a ESAB vai até o cliente com uma equipe altamente capacitada, avalia o processo no que diz respeito a soldagem e corte e suge-re soluções completas para redução de custos e aumento de produtividade do cliente. Podem ser identificadas a necessidade da substituição de um pro-cesso de soldagem por outro de maior taxa de deposição, a simples modifica-ção dos parâmetros de soldagem ou mesmo a necessidade de capacitação do corpo de soldadores.
São inúmeras as oportunidades. Porém, o mais importante é que, por meio do ESAB Customer Profitability Analyzer, todo o ganho é mensurado e apresentado ao cliente na forma de retorno financeiro. O Customer Profitability Analizer é uma ferramenta desenvolvida pela ESAB e que permite avaliar a situação do cliente e compará-la com uma solução definida por enge-nheiros especializados da ESAB por meio do fluxograma apresentado na figura 1. Como pode ser observado, é feito um mapeamento do processo produtivo do cliente, sendo possível identificar pontos de melhoria, definir soluções e determinar se elas são eco-nomicamente viáveis.
Como resultado, têm-se todos os dados financeiros, como pay-back, fluxo de caixa e VPL. Também é cal-culada a capacidade produtiva com a solução e quanto isso pode representar em venda extras para o cliente.
A ESAB entrega ao cliente as infor-mações de retorno financeiro e a solu-ção pronta, oferecendo mais do que equipamentos e consumíveis: também a sugestão de parâmetros de sol-dagem (figura 4) e treinamentos, se necessários.
Dessa maneira, a ESAB cumpre com uma de suas missões, que é o foco no cliente, tendo-o como centro de seus processos. Para a empresa, o sucesso de seus clientes é o seu sucesso. Para mais informações, entre em contato com a ESAB pelo e-mail [email protected].
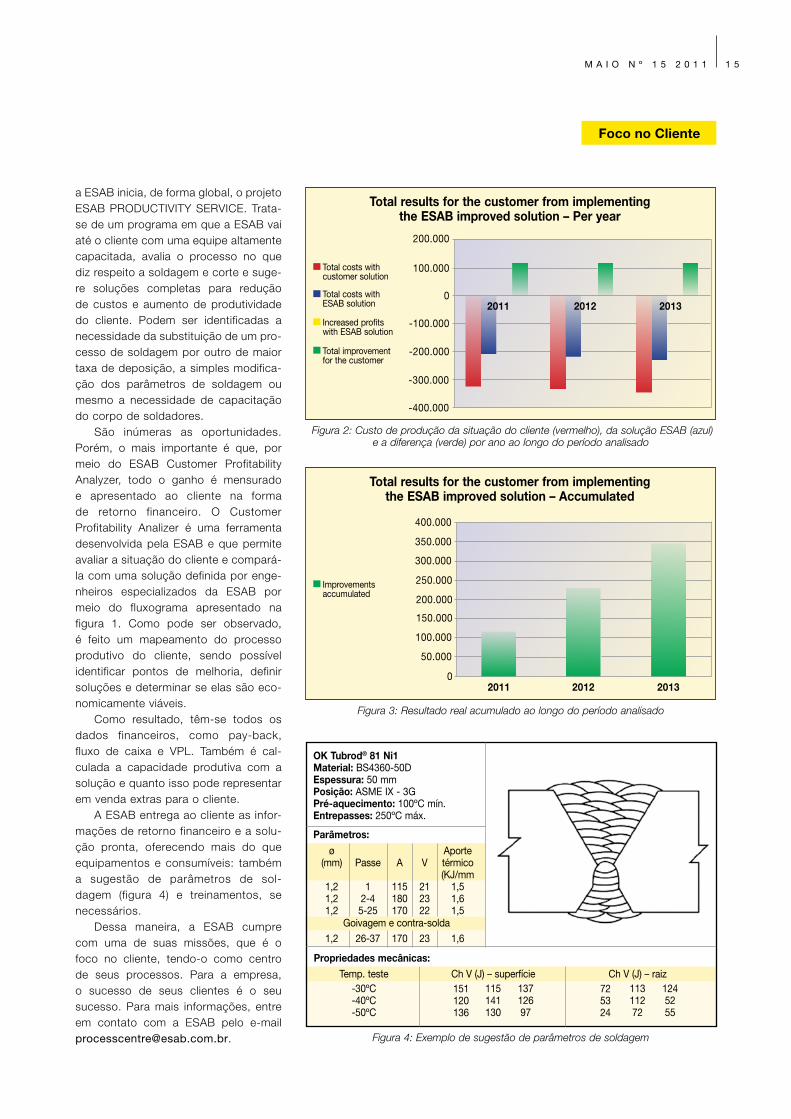
Figura 2: Custo de produção da situação do cliente (vermelho), da solução ESAB (azul) e a diferença (verde) por ano ao longo do período analisado
Figura 3: Resultado real acumulado ao longo do período analisado
Figura 4: Exemplo de sugestão de parâmetros de soldagem
100.000
150.000
200.000
250.000
300.000
350.000
400.000
50.000
02011 2012 2013
improvementsaccumulated
Total results for the customer from implementing the ESAB improved solution – Accumulated
OK Tubrod® 81 Ni1Material: BS4360-50DEspessura: 50 mmPosição: aSmE iX - 3GPré-aquecimento: 100ºC mín.Entrepasses: 250ºC máx.
ø(mm)
1,21,21,2
1,2
Passe
12-45-25
26-37
a
115180170
170
V
212322
23
aporte térmico(KJ/mm
1,51,61,5
1,6
Parâmetros:
Goivagem e contra-solda
Temp. teste-30ºC-40ºC-50ºC
Propriedades mecânicas:Ch V (J) – superfície151120136
115141130
13712697
Ch V (J) – raiz725324
11311272
1245255
200.000
Total results for the customer from implementing the ESAB improved solution – Per year
100.000
2011 2012 2013
-100.000
-200.000
-300.000
-400.000
0
Total costs withcustomer solution
Total costs withESaB solution
increased profits with ESaB solution
Total improvementfor the customer
1 6 m a i o N º 1 5 2 0 1 1
Evento
De 23 a 28 de maio de 2011, a ESAB participará da 13ª edição da Feimafe – Feira Internacional de Máquinas-Ferramenta e
Sistemas Integrados de Manufatura. O evento reúne as principais marcas globais do segmento, que apresentam as últimas tendências mundiais.
Presente na Feimafe desde 1995, a ESAB preparou, para 2011, um estande totalmente direcionado aos anseios dos seus clientes. Como em todas as edições, serão apresentadas novidades em produtos e soluções para clientes e demais interes-sados no mundo da soldagem. Mas, neste ano, o estande de 264m² está ainda mais direcionado a atender às demandas dos clientes.
O estande ESAB reflete a abrangência da empresa em soldagem e corte. Estarão disponíveis, entre outros, equipamentos de corte CNC, equipamentos de proteção indi-vidual, soldadores realizando demonstrações de produtos e processos e equipes técnicas
focadas em soluções para os clientes visitan-tes. Porém, três pontos podem ser conside-rados os destaques do estande:
ESPaÇo REVENDEDoR: Uma área totalmente direcionada aos parceiros de negócios. A meta é aproveitar a oportuni-dade para estreitar os laços desta relação. Foram preparadas uma série de novidades focadas em melhores resultados para clien-tes revendedores.
ESPaÇo TRaNSPoRTE: Muitas novi-dades em produtos e soluções para clien-tes deste segmento. Técnicos e consultores estão prontos para chegar às melhores solu-ções em soldagem e corte para as empresas.
ESPaÇo PETRÓLEo: Não poderia ficar de fora num momento tão importante para o setor. A ESAB possui uma longa história de parceria e sucesso com clientes dos segmentos Naval & Offshore, Óleo & Gás e Pipeline.
ESaB na Feimafe 2011– FoRTE Com VoCÊ
Conheça o estande da ESAB na Feimafe 2011.Estamos prontos para recebê-lo.
1 6 m a i o N º 1 5 2 0 1 1
Cristiano Borges de Oliveira GonçalvesMarketing ESAB Brasil

1 7m a i o N º 1 5 2 0 1 1
Evento
Mecânica Nordeste Feira da Indústria Mecânica, Metalúrgica e de Material Elétrico de Pernambuco – Recife/PE 17 a 20/outubro/2011.
MecMinas 2011Belo Horizonte / MG8 a 11/novembro/2011.
Navalshore – Feira e Conferência da Indústria Naval e Offshore – Rio de Janeiro / RJ3 a 5/agosto/2011.
Expo Proteção – Feira Internacional de Saúde e Segurança do Trabalho – São Paulo / SP 10 a 12/agosto/2011.
Corte e Conformação de Metais / Brazil Welding Show São Paulo / SP 18 a 21/outubro/2011.
Negócios nos Trilhos – São Paulo / SP – 8 a 10/novembro/2011.
Intermach – Feira e Congresso Internacional de Tecnologia, Máquinas Equipamentos, Automação e Serviços para a Indústria Metal-Mecânica – Joinville / SC 12 a 16/setembro/2011.
Próximas feiras das quais a ESAB participará:
1 8 m a i o N º 1 5 2 0 1 1
Roberto Monteiro Spada é diretor de Relações Internacionais do Senai
Entrevista
Quando um estudante vence etapas de uma competição de formação profissional, na sua própria escola, em seu
Estado, nacionalmente e em nível interna-cional, ele orgulha e motiva a família, os colegas, a própria cidade e o país onde mora, e se transforma em uma referência, em um exemplo positivo a ser seguido pela comunidade. A opinião é do profes-sor Roberto Monteiro Spada, diretor de Relações Internacionais do Senai – Serviço Nacional de Aprendizagem Industrial – no Estado de São Paulo, para quem está mais do que provado que a educação pro-fissional pode efetivamente criar modelos para a juventude. A Diretoria de Relações Externas do Senai paulista, alinhada com as diretrizes da Diretoria Regional e do Departamento Nacional do Senai, com o aval do Ministério das Relações Exteriores e articuladamente com a Agência Brasileira de Cooperação (ABC), tem a responsabili-dade de trabalhar com projetos de coope-ração com outros países. Atualmente, há projetos em andamento em vários países, como, por exemplo, sob a responsabilidade do Senai-SP, ações no Timor Leste e Guiné Bissau. Até recentemente, houve outro pro-jeto com Angola, encerrado depois que o país adquiriu competência para caminhar autonomamente. Há ações planejadas para El Salvador, República Dominicana e Arábia Saudita. Roberto Monteiro Spada é tam-bém representante do Brasil na WorldSkills International, associação sem fins lucrativos que organiza competições de formação profissional em nível mundial, nas quais o Brasil, com o apoio de empresas, entre elas a ESAB, tem obtido destaque em diversas áreas profissionais.
O que exatamente são as competi-ções de formação profissional e o que se busca com elas?
No carnaval ou no futebol, para con-siderarmos dois exemplos apenas, temos grandes momentos de celebração, quando se reúnem aquelas pessoas que mais se destacam nessas atividades. Se é assim nessas e em outras áreas, por que não na educação? Ao longo da história, a educa-ção se mostrou sempre como um instru-mento capaz de impulsionar um processo evolutivo, propiciando às pessoas uma con-dição social equilibrada. Considerando sob o ponto de vista da gestão, as competições de formação profissional compõem um ins-trumento de motivação, de reconhecimento e de troca de experiências. Na Olimpíada do Conhecimento, competição de formação profissional organizada no Brasil pelo Senai, podemos observar, no mesmo ambiente, o aluno, o professor, e as empresas. E estão lado a lado todas as áreas tecnológicas.
Como isso efetivamente ocorre?Tomando o exemplo de uma profissão
isoladamente, para que ocorra a competi-ção, é preciso que haja um descritivo dessa profissão específica, com o estabelecimento de um critério de avaliação, permitindo iden-tificar quais são as competências técnicas e tecnológicas dos alunos que irão competir. E também quais as qualidades pessoais que esses alunos devem apresentar, tanto no que diz respeito às atitudes como quanto às habilidades intelectuais. É importante notar que, para que se organize a competição, há, previamente, um encontro dos professores, e eles irão elaborar a prova e definir esse critério de avaliação. Nesse encontro, ocorre um verdadeiro congresso, em que todos
a educação profissional também cria modelos de referência para a juventude
Arquivo Senai/SP

1 9m a i o N º 1 5 2 0 1 1
Competições geram riqueza de informações para estudantes e docentes
Entrevista
discutem e buscam dar a sua contribuição para que se obtenha um instrumento estru-turado de avaliação. Como disse antes, são discutidas e definidas as competências e as qualidades pessoais dos alunos, e o que eles terão de fazer para demonstrá-las. Tem-se também a presença dos diferentes segmen-tos empresariais envolvidos naquela prova específica. Se tomarmos como exemplo a área das máquinas-ferramentas com coman-do numérico computadorizado, observamos que as empresas envolvidas trarão a melhor máquina-ferramenta, as melhores ferramen-tas e os melhores instrumentos. E tem-se a convivência daqueles professores com os técnicos da indústria. Esse exemplo referen-te a uma profissão se repete em todas as outras profissões. E os professores reunidos vão observar, nos alunos das outras escolas, quais são as características, quais são os procedimentos de trabalho que esses alunos adotam para chegar ao desempenho apre-sentado. Isso vale para a competição de nível estadual, quando as Escolas Senai de um mesmo Estado estão juntas; isso vale para o país, quando os representantes dos Estados se reúnem para a disputa nacional; e isso vale para a competição mundial, quando se tem, no mesmo ambiente, alunos de várias regiões do mundo. Normalmente, participam os tra-dicionais competidores, de regiões industriais e tecnologicamente avançadas: os asiáticos, como os japoneses, coreanos ou chineses; europeus, com destaque para suíços, ale-mães, suecos, entre outros, e ainda os estu-dantes das Américas, entre os quais estão os norte-americanos, canadenses e brasileiros. Então, na verdade, tem-se uma grande vitrine da educação profissional em escala global. E esse processo estimula o crescimento e o desenvolvimento da formação profissional.
O senhor está afirmando que, nesse esforço, o know-how da educação pro-fissional é vivenciado e compartilhado?
O objetivo é exatamente esse. Como cada profissional realmente se sente orgulho-so de representar sua escola, ou de repre-sentar seu Estado ou país, ele normalmente desenvolve todo o estudo de aprofunda-mento de sua profissão e o oferece como contribuição, como proposta de prova, como critério de avaliação. E se todos os melhores ofereceram a sua melhor contribuição, é claro
que ali se tem a melhor essência do processo. Também é preciso considerar que o docente que viveu aquele processo, que dura duas semanas, quando retornar para sua escola, levará consigo uma considerável riqueza em informações, o que fatalmente será aplicado no processo de ensino-aprendizagem.
2 0 m a i o N º 1 5 2 0 1 1
Entrevista
Quando e de que forma as compe-tições de formação profissional chega-ram ao o Brasil?
As competições internacionais começa-ram em 1950, e o Brasil chegou a elas cerca de 30 anos depois. Um especialista brasi-leiro, o professor Antonio Ferreira Andrade, acompanhou a realização dessa competi-ção em nível mundial, na Áustria, em 1981, e fez um relatório – na verdade, um peque-no livro – em que demonstrou a importância de o Brasil estar presente nesse tipo de iniciativa. No mesmo ano de 1981, o Brasil se filiou à organização mundial que, na época, se chamava International Vocational Training Organization (IVTO). Em 1983, representado pelo Senai, o país participou da competição com dois alunos, um tornei-ro mecânico e um fresador. A partir disso, gradativamente, esse processo foi evoluin-do. Nas competições seguintes, houve um incremento da participação brasileira, com um número maior de alunos. É importante dizer que o Brasil, representado pelo Senai, participa nas áreas industriais, e agora, na última competição, realizada em 2009, no Canadá, levou também competidores da área de serviços, representantes do Senac – Serviço Nacional de Aprendizagem Comercial. Hoje, Senai e Senac formam o "time Brasil" na competição.
O senhor falou que houve uma evo-lução. Internamente, no país, como isso aconteceu?
Com a filiação à entidade mundial, a partir de 1983, começamos a selecionar, desde os Estados, quem iria representar o Brasil no certame internacional. Então, passamos a organizar esse procedimento, começando por volta de 1986. A esse pro-cesso de competição, na época, se deu o nome de Torneio de Formação Profissional. Os eventos eram desenvolvidos dentro de Escolas Senai, utilizando a infraestrutura dessas escolas. Isso foi assim até 1999. Em 2001, o professor José Manuel de Aguiar Martins, diretor nacional do Senai, decidiu empreender uma ação que, considerando a cultura do Senai e o seu processo edu-cacional, pode ser chamada de ousada: ele fez a primeira competição num ambiente de exposição, onde se realizam grandes feiras empresariais. Esse evento aconteceu
em Brasília e ganhou o nome de Olimpíada do Conhecimento. Também se buscou, naquele momento, tanto nos Estados como em nível nacional, inserir uma avaliação não só tecnológica, em que o aluno vai até o local da competição, recebe um projeto, executa esse projeto em quatro dias e é avaliado. Naquele instante, começou-se a avaliar também o que chamamos de quali-dades pessoais: os aspectos de habilidade intelectual e as atitudes do aluno, a que me referi no início da entrevista. Essa inserção da aferição de qualidades pessoais, ati-tudes e habilidades intelectuais foi o que levou à mudança de nome para Olimpíada do Conhecimento. E a partir daí também se intensificou a participação das empresas, entre outras razões, porque se passou a fazer num centro de exposição, com maior visibilidade.
No Estado de São Paulo também se adotou essa prática de realizar a com-petição num ambiente de exposição?
Em São Paulo, quando o empresário Paulo Skaf chegou à presidência da Fiesp e, por consequência, à presidência do Conselho Regional do Senai, ele definiu uma ação bastante contundente, determi-nando que o Senai-SP mostrasse verdadei-ramente toda a ação de formação profissio-nal. Ele decidiu que o Senai paulista pas-saria também a fazer a competição em um local de exposição. Optamos pelo Anhembi, um dos maiores espaços de exposição existentes na cidade, porque a competição de São Paulo é a maior da América Latina. A proposta era mostrar a educação profis-sional para a sociedade e dar à sociedade uma oportunidade de conhecer o Senai e sua infraestrutura. Além disso, o espaço de exposição é também estratégico, sendo possível abrir as sessões da competição à visitação pública. E há uma política de buscar o envolvimento dos alunos da escola pública, criando em torno da competição um ambiente vocacional. Assim, qualquer jovem pode ir e ver os alunos do Senai com-petindo, qualquer família pode levar seus filhos e identificar os aspectos principais das diferentes profissões e como trabalham os diversos profissionais: pedreiro, marceneiro, soldador, mecânico de automóveis, azule-jista, profissionais de tecnologia da infor-

2 1m a i o N º 1 5 2 0 1 1
Entrevista
mação, ou de mecânica, da área gráfica, e assim por diante. Os estudantes podem ver esse universo da formação profissional em plena ação.
Essa fórmula chama a atenção da mídia?
Sim! Os veículos de comunicação com-parecem porque a competição é notícia, mas também entendem que estão desem-penhando uma ação de responsabilidade social. Jornais, revistas, emissoras de rádio e de TV prestam um serviço à socieda-de, mostrando um pouco dessa opção de crescimento e desenvolvimento pes-soal consubstanciado na oportunidade de capacitação para o trabalho, mostrando a juventude no caminho da educação pro-fissional. A informação da formação pro-fissional é importante porque, com ela, os jovens passam a conhecer opções para o seu futuro. Pessoalmente, entendo que a educação profissional é o melhor caminho para se chegar ao topo da pirâmide de qualquer área tecnológica. Por quê? Porque dá oportunidade ao estudante de construir a sua rota de educação, dominando todo o processo; o “aprender fazendo” é a base do
processo educacional do Senai. Estudantes de todas as áreas industriais, que iniciam sua trajetória educacional por meio da aprendizagem ou de um curso técnico do Senai, vivenciarão desde logo ambientes de laboratório e oficinas. Um estudante da área de mecânica, por exemplo, poderá obter um emprego com salário significativo e permanecer e se especializar nessa área, mas também poderá buscar um curso de engenharia mecânica. E, após concluir sua graduação, em um emprego, ele terá competência para ser um líder do processo na empresa, em razão do conhecimento técnico-científico adquirido, e terá domínio pleno do processo no chão de fábrica.
De que maneira o Torneio de Formação Profissional tem ajudado no processo de encampar novas tecnologias?
Em uma empresa, em uma instituição, em todas as organizações, a peça-chave, a essência, está nas pessoas. Em razão da competição, docentes e alunos preci-sam estar muito bem sintonizados com o mundo da tecnologia, o que é favorecido pelo ambiente de aplicação de provas, pois, como disse, reúnem-se ali não apenas pro-
Olimpíada do Conhecimento, etapa São Paulo, em novembro de 2009

2 2 m a i o N º 1 5 2 0 1 1
fessores e estudantes, mas também enge-nheiros e outros especialistas das empresas, nas diversas áreas tecnológicas. Na disputa, observando e vivenciando o uso dos dife-rentes processos, equipamentos, instrumen-tos e ferramentas, os representantes das escolas percebem as inovações e passam a buscar por elas. Na competição entre uma escola e outra, entre um Estado ou outro, os incrementos farão diferença na disputa; se tenho dois competidores e um deles tem, por exemplo, um alicate grimpador, que corta, decapa e fixa o terminal num único movimento de fechar, e o outro tem um alicate comum, o primeiro estará em vanta-gem, pois seu trabalho será mais rápido e provavelmente melhor. Se em outra prova, um dos concorrentes dispõe de uma chave de fenda elétrica, e o outro, não, aquele que puder contar com a melhor ferramenta exe-cutará a tarefa com mais velocidade e fará o aperto final do parafuso com uniformidade. A partir desses exemplos muito simples, podemos imaginar outros mais complexos. Esse estímulo à competição no plano da tecnologia disponível para a competição de formação profissional, sem dúvida, incentiva também mudanças e ações no proces-so de gestão da instituição, a procura da evolução e do aprimoramento contínuos. Evidentemente, se uma escola faz uma ação conjunta com uma empresa, em busca de qualquer diferencial tecnológico, a escola concorrente sairá nessa busca também. Se uma escola receber um investimento, que a diferencie naquele momento, a outra buscará algo semelhante. Nesse movimento, ganha a instituição, sem dúvida, mas ganha tam-bém o aluno, que se tornará um profissional competitivo no mercado e, desse modo, terá condições de evoluir socialmente. Quando um país mantém a formação profissional num grau de excelência diferenciado, está contribuindo para viabilizar a competitividade das empresas.
Parece ser quase o antídoto da estag-nação, da acomodação.
É bastante interessante essa questão do estímulo contra a acomodação. Quando o aluno vai representar a escola dele, ele é exemplo para todos, ele estimula o proces-so. O professor que acompanha esse aluno também vai estimular os outros professores.
Quando passa de uma etapa estadual para a nacional, ele já é “do Brasil”; e o que vai acontecer? Ele vai representar o seu Estado numa competição brasileira. Nessa fase, o prefeito da cidade já recebe os compe-tidores e se sente envolvido. Quando ele sai para representar o Brasil, então, é outro estágio! Há, sim, um orgulho em todas as etapas da competição, no nível estadual, nacional e internacional. É o orgulho da família, da escola, da cidade, da prefeitura. E isso passa a estimular outros jovens. Pelo caminho da educação também é possível criar referências, pessoas que são exemplo para a comunidade.
Trata-se de uma injeção de auto-confiança coletiva a crença de que a coletividade pode ser boa no desem-penho em uma determinada atividade.
O campeão mundial de projetos de CAD – sigla em inglês que significa Computer Aided Design, ou Projeto Assistido por Computador – é brasileiro. Ganhamos em 2007, no Japão, a medalha de bronze, e em 2009, no Canadá, a medalha de ouro. Vencemos no terreno da tecnologia da informação, que é o domínio do computa-dor, com todos os seus softwares, contra competidores fortíssimos. Como se explica isso? Costumo fazer uma analogia com o modelo Embrapa, a Empresa Brasileira de Pesquisa Agropecuária. O Brasil é, hoje, um celeiro de grãos porque a Embrapa pesqui-sou para produzir as melhores sementes, gerando as melhores plantas e os melho-res frutos, e aprimorando novamente as sementes, num ciclo virtuoso permanente. Nas competições de formação profissional, as coisas acontecem de forma similar: o professor do aluno que conquistou medalha de ouro em CAD no Canadá havia conquis-tado o quarto lugar, em Helsinque, no ano de 2005. O campeão mundial em solda em 1999 teve como professor um competidor que chegou ao quarto lugar do mundo em 1993. Estou dizendo que temos consegui-do identificar as melhores performances e multiplicar competências no processo educacional.
As empresas estão percebendo isso? Estão acompanhando o processo?
Sim, sem dúvida. O que é muito interes-
Entrevista

2 3m a i o N º 1 5 2 0 1 1
sante é que as empresas passam a ser par-ceiras, e, por assim dizer, "adotam" aquele processo, incluindo o professor e o aluno. No caso da solda, em 1999, todo o processo recebeu 100% de suporte da ESAB. Esse é um fato concreto. E a empresa colocou à disposição do nosso professor e do nosso aluno o que havia de mais desenvolvido naquele momento no mundo todo. Em fun-ção desse suporte, o aluno foi para a com-petição mundial numa condição de topo do mundo e teve condições de trazer a medalha de ouro. A partir daí, a ESAB passou a ser parceira nas competições estaduais em São Paulo. No Anhembi, da área de competição em tecnologia de solda, temos somente o “preto e amarelo” da ESAB.
As empresas buscam visibilidade ou algo mais?
Citei o exemplo da solda, mas em todas as demais áreas a gente tem empresas par-ceiras. Evidentemente que algumas se iden-tificam mais; outras, menos; nós também temos que respeitar o momento econômico de cada empresa. Mas é importante verificar que algumas têm por estratégia aportar parte do valor financeiro aplicado ao marketing em subsídios e suporte a processos de educa-ção. Creio que esta seja uma das ferramen-
tas mais eficazes do marketing, porque, se o aluno aprende em cima de um produto – uma ferramenta, uma máquina, um instru-mento, um equipamento –, quando ele for para o processo produtivo, quando for um profissional e puder influir em certas escolhas de sua empresa, tenderá a optar por aquela marca na qual foi formado. Isso porque desenvolveu um vínculo de respeito tecnoló-gico, de confiança naquela tecnologia.
Quais são as próximas competições em que os alunos do Senai estarão envolvidos?
Teremos em Londres, em outubro de 2011, a competição mundial, e teremos também neste ano as competições estadu-ais. Em março de 2010, houve a competi-ção nacional, no Rio de Janeiro, classifica-tória para o torneio mundial, e para definir os competidores nessa etapa nacional, os Estados fizeram suas competições em 2009. Na verdade, ocorrem nos anos ímpa-res o certame estadual e o mundial, e nos anos pares acontece a competição de nível nacional.
Quantos alunos são mobilizados para essas competições?
No país inteiro, hoje, posso dizer que
Entrevista
ESAB foi uma das empresas apoiadoras da Olimpíada do Conhecimento, etapa São Paulo, no fim de 2009

2 4 m a i o N º 1 5 2 0 1 1
Entrevista
A alguns meses de completar 70 anos de atividades – o aniversário redondo acontecerá em janeiro de 2012 –, o Serviço Nacional de Aprendizagem Industrial (Senai) reforça sua ligação com a indústria para avançar em direção ao futuro, segundo assinala o professor Ricardo Terra, diretor técnico do Senai-SP. Ele conta que a instituição nasceu em 1942, com o objetivo de dar suporte a uma política de desenvolvimento industrial no país, e que, para tanto, criou algumas concepções educacionais que se tornaram básicas para o êxito da for-mação profissional brasileira. Uma delas foi o foco na formação dos jovens para o mercado de trabalho, com o Curso de Aprendizagem Industrial. Outro aspecto muito relevante foi a visão da formação continuada, garantindo a possibilidade de requalificação, aperfeiçoamen-to e especialização do trabalhador adulto. O Senai também sempre teve muito forte a preo-cupação de formar os profissionais requisitados pela indústria, na quantidade necessária, o que garante a efetividade do processo da formação profissional e evita o desperdício de recursos.
Além do aspecto qualitativo, sempre foi muito importante para o Senai ter acesso, no tempo certo, às tecnologias disponíveis para as indústrias. “Devemos entender que a educação profissional não se faz da noite para o dia. É preciso que o Senai consiga absorver no tempo correto as novas tecnologias que chegam às indústrias, preparar internamente o ensino des-sas tecnologias para, depois, poder atender às demandas das empresas em termos de cursos e de treinamentos”, afirma o diretor. Segundo ele, no que diz respeito a esse aspecto da edu-cação profissional, a postura da ESAB tem sido
exemplar. “A relação do Senai com a ESAB não é simplesmen-te de cliente e fornecedor, mas, sim, de parceria. A ESAB tem nos propiciado um modelamen-to de nossa oferta na área de solda, no que tange à apropria-ção de novas tecnologias e ao desenvolvimento de nossa força de trabalho, ou seja, nossos técnicos e docentes. Tem nos ajudado não apenas a formar o nosso corpo técnico para a absorção das novas tecnologias
que vão surgindo, mas também a desenvolver uma visão de futuro no segmento da solda”.
Nas palavras de Ricardo Terra, o Senai “foi se reinventando” ao longo de quase sete déca-das de história, acompanhando os diferentes movimentos do avanço industrial brasileiro. Ele assinala que, nos primeiros tempos do Senai, ainda nos anos 1940, havia, essencialmente, a fabricação de produtos desenvolvidos em outros países; depois, passou-se por uma fase muito marcante de tropicalização, com a nacionalização de produtos e, agora, o país vive um novo momento, em que o mercado está mais aberto e é preciso competir global-mente. “As indústrias no Brasil têm caminhado no sentido da absorção de novas tecnologias, com muito desenvolvimento, e o Senai está acompanhando esse movimento”, diz.
O professor destaca duas frentes de ação. No âmbito da formação profissional, tem havido um esforço do Senai para buscar, desenvolver e aplicar novas tecnologias e novas metodologias de ensino. “O ensino por competência é um exemplo disso. Outro é a construção de itinerários formativos, em nível nacional, por áreas tecnológicas. Com isso, além da possibilidade de informar claramente um itinerário formativo a uma pessoa que procura o Senai, essa pessoa terá uma mobi-
ESAB e Senai têm construído, em parceria, uma visão de futuro
o processo, de algum modo, alcança todos os alunos do Senai, cerca de 2,5 milhões de estudantes. Todos recebem informações sobre o processo, mas a participação é possível apenas para os alunos dos cursos de aprendizagem e dos cursos técnicos, que são cursos regulares. Sendo assim, é uma oportuni-
dade que se abre para cerca de 280 mil estudantes do Senai em todo o Brasil.
E quantos de fato chegam às competições, em todos os níveis?
Há um processo seletivo. Na etapa estadual, concorrem os melhores alunos de cada profissão em cada escola, porém,
Ricardo Terra, diretor técnico do Senai-SP
2 5m a i o N º 1 5 2 0 1 1
Entrevista
lidade nacional, porque há uma padronização dos conteúdos desse itinerário em todas as regiões do país”.
A outra vertente se refere à prestação de serviços. O Senai avançou muito fortemente, criando uma estrutura de serviços técnicos e tecnológicos bastante densa. “Somente no Estado de São Paulo, temos, atualmen-te, 38 laboratórios de prestação de servi-ços, 18 já acreditados pelo Instituto Nacional de Metrologia, Normalização e Qualidade Industrial (Inmetro) e pela Agência Nacional de Vigilância Sanitária (Anvisa), e dentro de algum tempo todos serão certificados. Nacionalmente, há 171 laboratórios, sendo 83 acreditados pelo Inmetro, Anvisa e tam-bém pelo Ministério da Agricultura, Pecuária e Abastecimento (Mapa) e Ministério do Trabalho e Emprego. Esses laboratórios atendem a diferentes áreas, como alimentos, borracha, plásticos, química, cerâmica, entre outras, com o escopo de responder à demanda dos diversos segmentos industriais."
O professor destaca ainda que o Senai vem avançando firme no processo de prepa-ração das empresas para a área de inovação, e frisa que se trata de uma pauta nova no país. “As indústrias precisam estar aptas a fazer a gestão da inovação, o que a princípio parece simples, mas envolve questões com-plexas”. Ele exemplifica com um dos muitos itens envolvidos nessa questão, afirmando que a empresa precisa definir uma política de propriedade intelectual, que se desdobrará em alguns dos contratos de trabalho: quando algo novo vier a ser desenvolvido, a quem perten-cerá a ideia, à empresa ou ao funcionário? Se pertencer aos dois, qual é a relação de partici-pação de cada uma das partes nos resultados desse invento? “Este é apenas um dos pontos a serem considerados. Se a empresa ingressar em um processo de inovação e não estiver com a questão da gestão da inovação organi-
zada, se apropriando de ferramentas corretas para estimular a inovação e preparação de sua força de trabalho, poderá acabar trilhando caminhos bastante difíceis”, analiza.
Investimentos e estruturaNas últimas décadas, a obsolescência tec-
nológica vem ocorrendo com muita rapidez, e esse avanço impacta fortemente os modelos de produção, exigindo agilidade dos responsá-veis pelos processos de educação profissional. Felizmente, em especial a partir do ano 2000, houve uma forte recuperação da capacidade de investimento do Senai. Apenas no Estado de São Paulo, a instituição tem investido mais de R$ 150 milhões por ano em infraestrutura, com implantação e modernização de laboratórios, oficinas e outros recursos didáticos, e também somas expressivas, igualmente da ordem de milhões, na permanente preparação e atualiza-ção de nosso capital humano.
O professor Ricardo Terra informa que, no Estado de São Paulo, o Senai possui uma rede de 90 unidades fixas, com penetração em todas as regiões do Estado, e atuação em 30 áreas tecnológicas, havendo ainda 70 uni-dades móveis, que apoiam o desenvolvimento de um modelo de ação marcado pela flexibili-dade. “Além disso, são firmados acordos com entidades, prefeituras, associações, entidades de classe, com vistas a gerar uma grande capilaridade para atendimento à demanda industrial”. Em âmbito nacional, a rede Senai é formada por 738 unidades operacionais, incluindo 454 unidades fixas, 384 unidades móveis, 85 postos avançados (pontos de atendimento que não dispõem de gestão e orçamento próprios, estando vinculados a uma determinada unidade fixa). De modo geral, estão localizados no interior do país e contam com 320 kits didáticos de educação profissional, que funcionam como oficinas móveis em 25 diferentes ocupações.
ESAB e Senai têm construído, em parceria, uma visão de futuro
as escolas são livres para decidir participar ou não das diferentes ocupações. Assim, na etapa estadual paulista, encontramos em torno de 800 alunos, que são os melhores alunos do Estado, representantes de suas escolas nas ocupações em que estas decidiram participar. Da competição nacional, participam os melhores alunos
dos Estados, o que significa cerca de 700 alunos. Do torneio mundial do Canadá, em 2009, participaram 820 alunos; neste próximo, previsto para Londres, deverão participar aproximadamente de 1.000 alu-nos. Quanto aos professores, temos algo semelhante, há uma proporção de um pro-fessor por aluno nas competições.
2 6 m a i o N º 1 5 2 0 1 1
Responsabilidade Social
Empresa amiga do Hospital da Baleia
Prestar atendimento de saúde com excelência, de forma sustentá-vel, pautado na humanização, na produção do conhecimento e no
incentivo à pesquisa. Essa é a missão do Hospital da Baleia, que, desde 1944, contri-bui para a saúde de milhares de crianças e adultos de todas as regiões de Minas Gerais.
A ESAB compartilha desse propósito e, em janeiro de 2011, tornou-se
parceira da instituição, contribuindo com os projetos desenvolvidos
por meio do Fundo da Infância e da Adolescência (FIA). E, como reconhecimento à ação de responsabilidade, a ESAB recebeu o Selo Empresa Amiga do Hospital da Baleia 2011.
Mantido pela Fundação Benjamin Guimarães, essa ins-
tituição filantrópica conta com
cerca de mil colaboradores e 300 médicos. Todos trabalham com o mesmo propósito: o bem-estar dos cidadãos, a oferta de um tratamento humanizado e o respeito aos valores individuais. A maior parte dos aten-dimentos realizados pelo Hospital da Baleia são destinados ao Sistema Único de Saúde (SUS), o que faz da instituição uma das principais do Estado.
Além de promover saúde, o Hospital propicia alegria e bem-estar a centenas de crianças e adultos por meio das atividades sociais que desenvolve. A Fundação Benja-min Guimarães possui vários projetos apro-vados pelo Conselho Estadual dos Direitos da Criança e do Adolescente (CEDCA) e está habilitada a receber recursos por meio do FIA. Na instituição, os recursos contribuem para a realização de ações que visam à melhoria da qualidade de vida e reinserção social de milhares de crianças e adolescentes em risco social.
ESaB contribui para o desenvolvimento de projetos sociais da instituição
A Fundação Benjamin Guimarães/Hospital da Baleia é fruto do desejo do mineiro industrial Benjamin Ferreira Gui-marães (1861/1948) de apoiar a popu-lação carente, especialmente crianças. Inicialmente, a função do Hospital era atender a pacientes com tuberculose, mal do início da década de 1940. Cons-truído em uma área de quase 3 milhões de m² da Fazenda da Baleia, localizada na Mata da Baleia, região Leste de Belo Horizonte, oferece área verde e nascentes que até os dias de hoje pro-porcionam aos pacientes o contato com a natureza, ar puro e tranquilidade para
o restabelecimento da saúde.Na década de 1950, o Hospital
passou a ser referência em pediatria no Brasil, sendo o primeiro a oferecer residência médica em Minas Gerais. Com o passar do tempo, o Baleia foi se especializando no atendimento cirúrgico e ortopédico, tornando-se um hospital geral com diversas clínicas e serviços. Atualmente, atende a crianças e adultos, em 30 especialidades diferentes, dispo-nibilizando 233 leitos e totalizando mais de 500 mil procedimentos por ano. Para mais informações sobre a instituição, acesse www.hospitaldabaleia.com.br.
Um pouco de história
2 7m a i o N º 1 5 2 0 1 1
Correio Técnico
Conforme disposto na Portaria 121/2009, modificada pela Portaria 198/2011, ambas emitidas pela Secretaria de
Inspeção do Trabalho (SIT), do Ministério do Trabalho e Emprego (MTE), a partir de 30 de abril de 2011 somente poderão ser comercializados no Brasil Equipamentos de Poteção Individual (EPIs) para proteção contra riscos mecânicos e térmicos que tenham sido ensaiados e aprovados con-forme as Normas Técnicas definidas nesta Portaria, cancelando-se os Certificados de Aprovação (CA) emitidos com base em lau-dos técnicos. Mas, afinal, o que são essas normas e quais os requisitos de desem-
penho a que os produtos devem atender? Como identificar, a partir das informações gravadas nos produtos, o nível de desem-penho esperado para uma dada aplicação?
Luvas para proteção – Requisitos gerais
As luvas destinadas à proteção con-tra riscos mecânicos (abrasão, escoriação, corte e perfuração) e térmicos devem aten-der aos requisitos da norma EN 420:2003. Esta norma define os seguintes requisitos para os produtos:
• Construção e materiais – As luvas devem ser desenvolvidas e fabricadas de forma a oferecer o nível de proteção ade-
Normas aplicáveis a luvas para proteção contra riscos
mecânicos e térmicos
2 8 m a i o N º 1 5 2 0 1 1
quado às atividades previstas, com mate-riais e métodos de fabricação que pro-porcionem conforto ao usuário e vida útil compatível com o desgaste provocado pela aplicação. Os materiais utilizados na sua fabricação não podem ser conhecidos por causar irritação ou provocar danos à saúde do usuário.
• Resistência à penetração de água – Requisito opcional, aplicável somente quan-do necessário para a aplicação pretendida. A luva é classificada em níveis de 1 a 4, de acordo com a norma EN 344-1:1992.
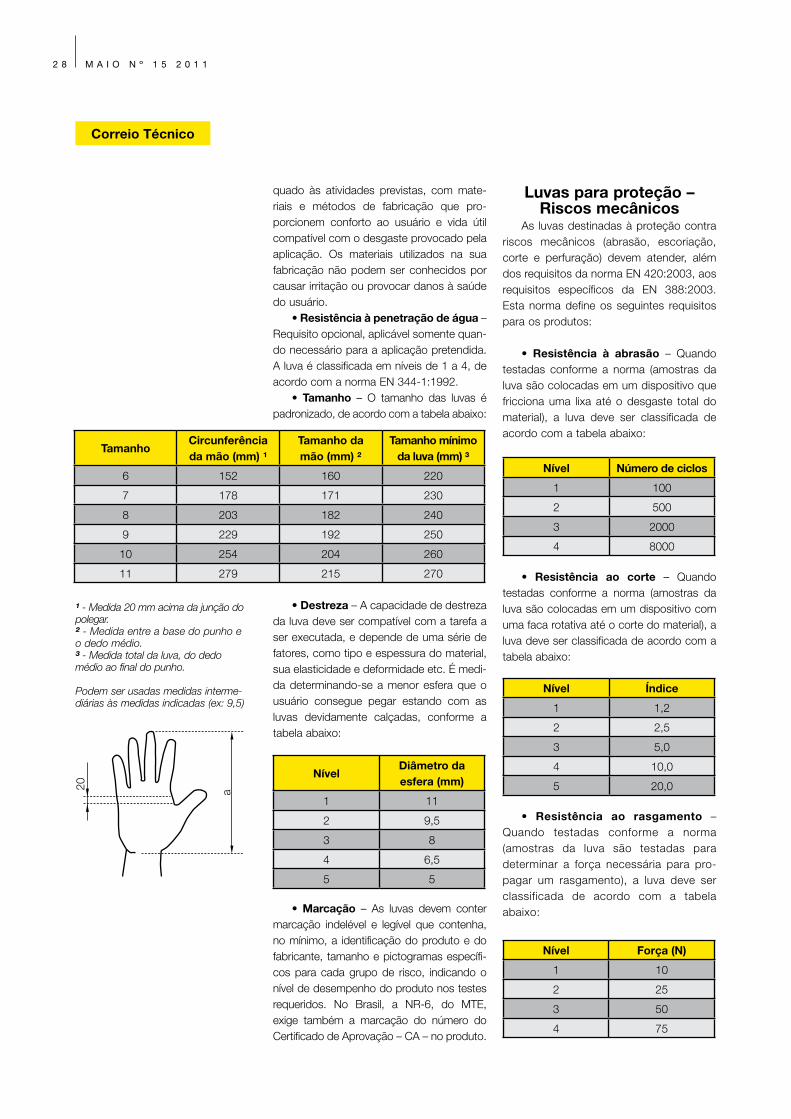
• Tamanho – O tamanho das luvas é padronizado, de acordo com a tabela abaixo:
• Destreza – A capacidade de destreza da luva deve ser compatível com a tarefa a ser executada, e depende de uma série de fatores, como tipo e espessura do material, sua elasticidade e deformidade etc. É medi-da determinando-se a menor esfera que o usuário consegue pegar estando com as luvas devidamente calçadas, conforme a tabela abaixo:
• Marcação – As luvas devem conter marcação indelével e legível que contenha, no mínimo, a identificação do produto e do fabricante, tamanho e pictogramas específi-cos para cada grupo de risco, indicando o nível de desempenho do produto nos testes requeridos. No Brasil, a NR-6, do MTE, exige também a marcação do número do Certificado de Aprovação – CA – no produto.
Luvas para proteção – Riscos mecânicos
As luvas destinadas à proteção contra riscos mecânicos (abrasão, escoriação, corte e perfuração) devem atender, além dos requisitos da norma EN 420:2003, aos requisitos específicos da EN 388:2003. Esta norma define os seguintes requisitos para os produtos:
• Resistência à abrasão – Quando testadas conforme a norma (amostras da luva são colocadas em um dispositivo que fricciona uma lixa até o desgaste total do material), a luva deve ser classificada de acordo com a tabela abaixo:
• Resistência ao corte – Quando testadas conforme a norma (amostras da luva são colocadas em um dispositivo com uma faca rotativa até o corte do material), a luva deve ser classificada de acordo com a tabela abaixo:
• Resistência ao rasgamento – Quando testadas conforme a norma (amostras da luva são testadas para determinar a força necessária para pro-pagar um rasgamento), a luva deve ser classificada de acordo com a tabela abaixo:
Correio Técnico
Nível Número de ciclos
1 100
2 500
3 2000
4 8000
Nível Índice
1 1,2
2 2,5
3 5,0
4 10,0
5 20,0
Nível Força (N)
1 10
2 25
3 50
4 75
TamanhoCircunferência da mão (mm) ¹
Tamanho da mão (mm) ²
Tamanho mínimo da luva (mm) ³
6 152 160 220
7 178 171 230
8 203 182 240
9 229 192 250
10 254 204 260
11 279 215 270
NívelDiâmetro da esfera (mm)
1 11
2 9,5
3 8
4 6,5
5 5
¹ - Medida 20 mm acima da junção do polegar.² - Medida entre a base do punho e o dedo médio.³ - Medida total da luva, do dedo médio ao final do punho.
Podem ser usadas medidas interme-diárias às medidas indicadas (ex: 9,5)
20 a
2 9m a i o N º 1 5 2 0 1 1
• Resistência à perfuração – Quando testadas conforme a norma (amostras da luva são testadas para determinar a força necessária para penetração de um pino metálico), a luva deve ser classificada de acordo com a tabela abaixo:
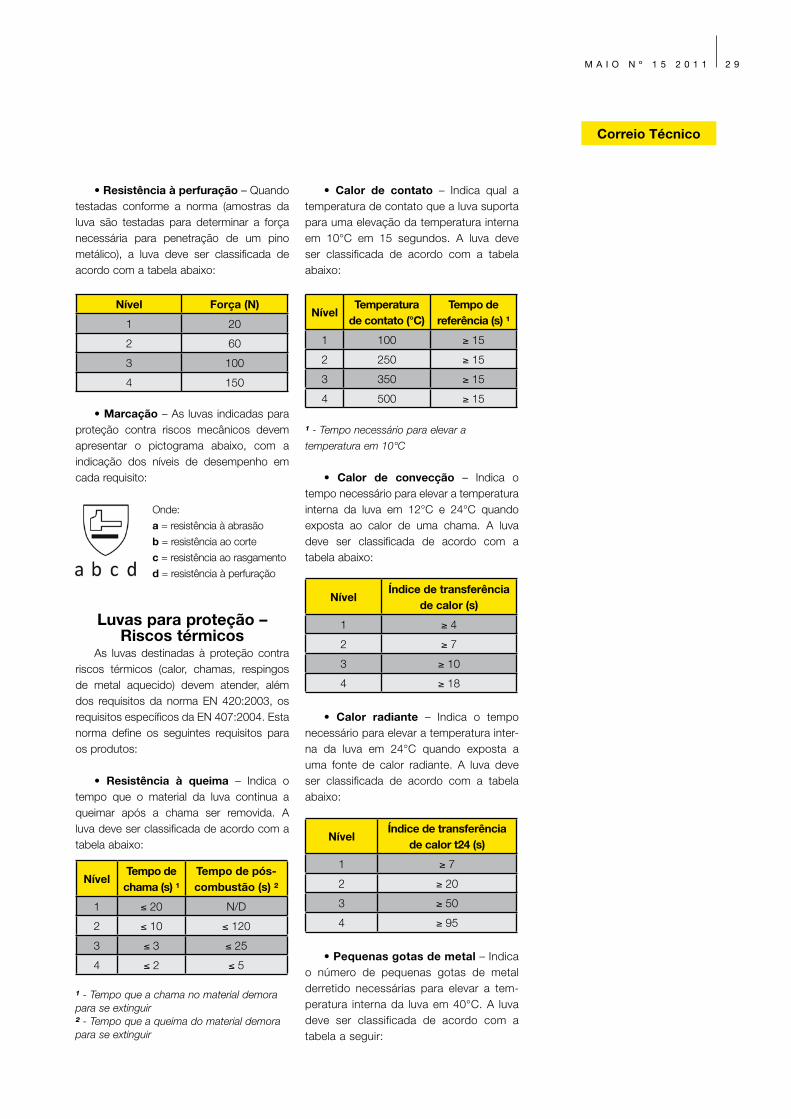
• Marcação – As luvas indicadas para proteção contra riscos mecânicos devem apresentar o pictograma abaixo, com a indicação dos níveis de desempenho em cada requisito:
Onde:
a = resistência à abrasão
b = resistência ao corte
c = resistência ao rasgamento
d = resistência à perfuração
Luvas para proteção – Riscos térmicos
As luvas destinadas à proteção contra riscos térmicos (calor, chamas, respingos de metal aquecido) devem atender, além dos requisitos da norma EN 420:2003, os requisitos específicos da EN 407:2004. Esta norma define os seguintes requisitos para os produtos:
• Resistência à queima – Indica o tempo que o material da luva continua a queimar após a chama ser removida. A luva deve ser classificada de acordo com a tabela abaixo:
• Calor de contato – Indica qual a temperatura de contato que a luva suporta para uma elevação da temperatura interna em 10°C em 15 segundos. A luva deve ser classificada de acordo com a tabela abaixo:
¹ - Tempo necessário para elevar a
temperatura em 10°C
• Calor de convecção – Indica o tempo necessário para elevar a temperatura interna da luva em 12°C e 24°C quando exposta ao calor de uma chama. A luva deve ser classificada de acordo com a tabela abaixo:
• Calor radiante – Indica o tempo necessário para elevar a temperatura inter-na da luva em 24°C quando exposta a uma fonte de calor radiante. A luva deve ser classificada de acordo com a tabela abaixo:
• Pequenas gotas de metal – Indica o número de pequenas gotas de metal derretido necessárias para elevar a tem-peratura interna da luva em 40°C. A luva deve ser classificada de acordo com a tabela a seguir:
Correio Técnico
NívelTemperatura
de contato (°C)Tempo de
referência (s) ¹
1 100 ≥ 15
2 250 ≥ 15
3 350 ≥ 15
4 500 ≥ 15
NívelÍndice de transferência
de calor (s)
1 ≥ 4
2 ≥ 7
3 ≥ 10
4 ≥ 18
NívelÍndice de transferência
de calor t24 (s)
1 ≥ 7
2 ≥ 20
3 ≥ 50
4 ≥ 95
Nível Força (N)
1 20
2 60
3 100
4 150
NívelTempo de chama (s) ¹
Tempo de pós-combustão (s) ²
1 ≤ 20 N/D
2 ≤ 10 ≤ 120
3 ≤ 3 ≤ 25
4 ≤ 2 ≤ 5
¹ - Tempo que a chama no material demora para se extinguir² - Tempo que a queima do material demora para se extinguir
3 0 m a i o N º 1 5 2 0 1 1
Correio Técnico
¹ - Número de gotas necessário para ele-
var a temperatura em 40°C
• Grandes quantidades de metal fun-dido – Indica a quantidade de metal fundido que a luva pode suportar antes de provocar queimaduras na pele do usuário. A luva deve ser classificada de acordo com a tabela abaixo:
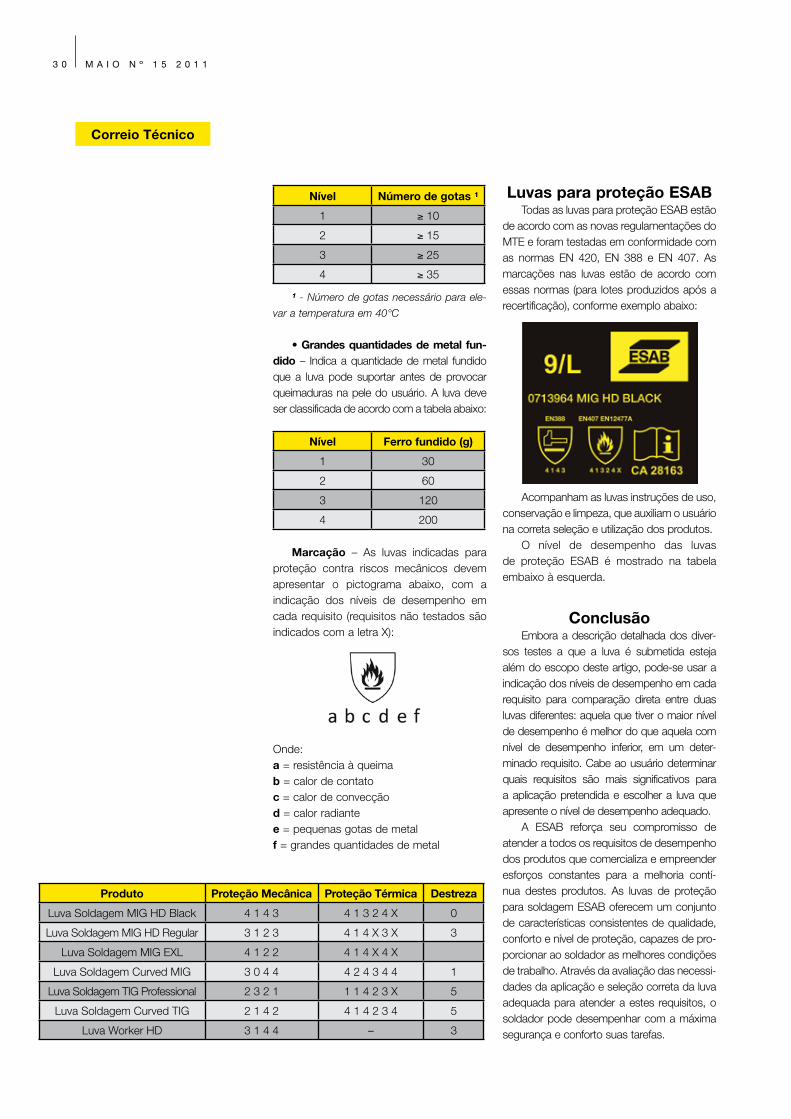
Marcação – As luvas indicadas para proteção contra riscos mecânicos devem apresentar o pictograma abaixo, com a indicação dos níveis de desempenho em cada requisito (requisitos não testados são indicados com a letra X):
Onde:a = resistência à queimab = calor de contatoc = calor de convecçãod = calor radiantee = pequenas gotas de metalf = grandes quantidades de metal
Luvas para proteção ESABTodas as luvas para proteção ESAB estão
de acordo com as novas regulamentações do MTE e foram testadas em conformidade com as normas EN 420, EN 388 e EN 407. As marcações nas luvas estão de acordo com essas normas (para lotes produzidos após a recertificação), conforme exemplo abaixo:
Acompanham as luvas instruções de uso, conservação e limpeza, que auxiliam o usuário na correta seleção e utilização dos produtos.
O nível de desempenho das luvas de proteção ESAB é mostrado na tabela embaixo à esquerda.
ConclusãoEmbora a descrição detalhada dos diver-
sos testes a que a luva é submetida esteja além do escopo deste artigo, pode-se usar a indicação dos níveis de desempenho em cada requisito para comparação direta entre duas luvas diferentes: aquela que tiver o maior nível de desempenho é melhor do que aquela com nível de desempenho inferior, em um deter-minado requisito. Cabe ao usuário determinar quais requisitos são mais significativos para a aplicação pretendida e escolher a luva que apresente o nível de desempenho adequado.
A ESAB reforça seu compromisso de atender a todos os requisitos de desempenho dos produtos que comercializa e empreender esforços constantes para a melhoria contí-nua destes produtos. As luvas de proteção para soldagem ESAB oferecem um conjunto de características consistentes de qualidade, conforto e nível de proteção, capazes de pro-porcionar ao soldador as melhores condições de trabalho. Através da avaliação das necessi-dades da aplicação e seleção correta da luva adequada para atender a estes requisitos, o soldador pode desempenhar com a máxima segurança e conforto suas tarefas.
Produto Proteção Mecânica Proteção Térmica Destreza
Luva Soldagem MIG HD Black 4 1 4 3 4 1 3 2 4 X 0
Luva Soldagem MIG HD Regular 3 1 2 3 4 1 4 X 3 X 3
Luva Soldagem MIG EXL 4 1 2 2 4 1 4 X 4 X
Luva Soldagem Curved MIG 3 0 4 4 4 2 4 3 4 4 1
Luva Soldagem TIG Professional 2 3 2 1 1 1 4 2 3 X 5
Luva Soldagem Curved TIG 2 1 4 2 4 1 4 2 3 4 5
Luva Worker HD 3 1 4 4 – 3
Nível Número de gotas ¹
1 ≥ 10
2 ≥ 15
3 ≥ 25
4 ≥ 35
Nível Ferro fundido (g)
1 30
2 60
3 120
4 200
3 1m a i o N º 1 5 2 0 1 1
Caddy mig 160iDefinitivamente portátil
Produto
O mercado tem sido tradi-cionalmente dominado por equipamentos MIG/MAG retificadores/transformado-
res, devido ao baixo custo inerente a esta tecnologia. No entanto, avanços na tec-nologia inversora estreitaram a diferença de custos, tornando os inversores mais acessíveis.
A linha Caddy Mig é uma nova pro-posta de equipamentos para soldagem MIG/MAG. Estes possuem tecnologia inversora e são portáteis, monofásicos e com alimentador de arame embutido.
A Caddy Mig C160i fornece até 160A para soldagem de arames sólidos com 0.8 mm e proporciona ao usuário bene-fícios como portabilidade, mais opções de funcionalidades e resultados de sol-dagem superiores. É possível destacar a facilidade de utilização do equipamento
e a alimentação monofásica 220V, que torna mais simples encontrar uma rede para conexão para pequenas oficinas e serralherias. O consumo de energia é otimizado, pois o equipamento possui PFC (Power Factor Correction) e o fator de potência é aproximadamente unitário.
• Fácil de usar: Para soldar, basta definir a espessura do material e ajustar o comprimento do arco.• Baixo peso e pequena dimen-são: Facilitam o transporte para o local de trabalho, na oficina ou no campo.• Possui correção do fator de potência e permite um baixo nível de harmônicos na rede, garantindo um uso mais eficiente da energia.• Pronto para o uso: Acompanha a
tocha ESAB MXL 180 e regulador de gás para CO2 ou Argônio.
O desempenho deste equipa-mento o torna uma excelente esco-lha para aplicações leves para sol-dagem de chapas de aço carbono com espessura entre 0,5 e 4 mm. Perfeito para oficinas que trabalham com reparo, manutenção ou traba-lhos de montagem em oficina, ao ar livre ou em qualquer local.
Principais características:
• Reparo, manutenção e fabricação.• Reparo de equipamentos agrícolas.• Reparo de automóveis.• Hobby.• Fabricação com metais leves.• Treinamento e educação.• Fabricação de utensílios domésti-cos e móveis.
Principais aplicações:

3 2 m a i o N º 1 5 2 0 1 1
SUPRAREX™ SXE é um equipa-mento adequado para aplicações com elevada produtividade, indi-cado para aplicações nos princi-
pais segmentos de mercado, como Trans-porte, Naval/Offshore, Estruturas metálicas e outros. O conhecimento das demandas de mercado e a avançada tecnologia são combinados na SUPRAREX™ SXE para formar uma máquina com um conceito de flexibilidade sem precedente e focada em produtividade.
Entregar desempenho e precisão é o objetivo da SUPRAREX™ SXE. O design, baseado em conceito modular, reúne com-ponentes e sistemas que integram pacotes que cumprem com os mais avançados requisitos de tecnologia disponíveis. Um sistema integrado que permite a utilização uma variedade de processos, ferramentas e equipamentos auxiliares, projetados e fornecidos pela ESAB para trabalhar juntos.
A SUPRAREX™ SXE é projetada para atender aos mais elevados requisitos de desempenho e precisão. Seu sistema é de
alta velocidade, exatidão e confiabilidade.As principais características da nova
geração SUPRAREX™ SXE são:
• Excepcional dinâmica da máquina. Graças à sua motorização de alto desempe-nho, o sistema produz aceleração e desace-leração impressionantes.
• Estrutura robusta. Máquinas com pór-tico que oferece larguras de trabalho 2-8m, formando uma base sólida e precisa para corte e marcação com plasma e oxicorte. Além disso, com o sistema de controle VISION ® e o COLUMBUS, software de programação da ESAB, a SUPRAREX™ SXE é o centro de um sistema integrado e automatizado de produção.
A SUPRAREX™ SXE é projetada com qualidade e segue as mais rigorosas espe-cificações, para atingir baixos custos de manutenção e serviço.
O pórtico da SUPRAREX™ SXE é ino-vador e modular, podendo ser configurado para quase qualquer necessidade do merca-
SUPRaREX™ SXE
Lançamento
o sistema de corte mais versátil da ESaB. mais precisão. mais recursos. mELHoR PRoDUTiViDaDE
3 2 m a i o N º 1 5 2 0 1 1

3 3m a i o N º 1 5 2 0 1 1
Lançamento
do, proporcionando a perfeita solução para cada aplicação de corte. Tem capacidade para até 12 estações, bem como para com-binar processos de corte plasma, oxicorte e marcação e identificação de peças. As pos-sibilidades são ilimitadas. Esta flexibilidade é encontrada em uma ampla gama de largura de pórticos e comprimento de trilhos o que acomoda qualquer área de corte.
As máquinas podem ser otimizadas para tipos de materiais diferentes, espessura ou tamanho de chapa. A ESAB entrega a ferramenta certa para cada aplicação com a SUPRAREX™ SXE. Os clientes e seus requisitos são a motivação para o projeto da SUPRAREX™ SXE. Novas tecnologias de corte são facilmente adaptadas para a máquina, e o design modular permite uma fácil atualização, caso seja necessária a ade-quação da máquina.
A ESAB é a única empresa capaz de fornecer uma solução de corte mecanizado completa. A ESAB desenvolve e produz o pórtico, o CNC, os sistemas de plasma, o sistema de oxicorte, estações e softwares de programação e monitoramento. Todos os produtos satisfazem os padrões internacio-nais de qualidade.
O software COLUMBUS, o CNC VISION ® e o sistema m3 plasma, traba-lhando em conjunto, fornecem ótima quali-dade de corte em todos os contornos com
pleno controle de processos. Isso simplifica a operação e permite um processo de con-figuração consistente, independentemente do operador.
A SUPRAREX™ SXE é facilmente equi-pada com uma variedade de diferentes ferra-mentas de corte, preparação para soldagem e marcação com plasma.
Processos com combinações múl-tiplas são facilmente implementados na SUPRAREX™ SXE, múltiplas estações podem ser acionados através de uma fita de aço, ou múltiplos carros motorizados podem ser usados.
1. Corte a Plasma de Precisão2. Chanframento Preciso3. Corte Plasma Chanfrado com VBA Expert Pro4. Corte a Plasma e Marcação de Peças com a Mesma Tocha 5. Marcação com InkJet (jato de tinta)7. Oxicorte cortando até 250mm polegadas de espessura.8. Chanfrador Oxicorte com ângulo programável e rotação infinita.9. Corte de Grades com Oxicorte
SUPRAREX™ SXE, um sistema pronto para qualquer combinação de processos, desenvolvido para atender à demanda do mercado.
3 4 m a i o N º 1 5 2 0 1 1
ESAB Global
A demanda por tubos solda-dos por SAW tem crescido ao longo dos anos, com um aumento significativo em 2006
e 2007. Mundialmente, mais de 150 fábri-cas de tubos produzem um número esti-mado de 30 milhões de toneladas de tubos soldados por SAW. Quando essa produção é dividida entre tubos soldados longitudinalmente e em espiral, vemos uma relação de cerca de 57/43%. A ESAB é um parceiro de confiança estabelecido no segmento de fabricação de tubos, oferecendo fluxo, arame e equipamentos.
Quando se trata de equipamento de soldagem para a indústria de fabricação de tubos, a ESAB é conhecida por ter en-tregado centenas de fontes de energia de elevada eficiência, alimentadores de ara-mes robustos, cabeçotes de soldagem especiais internos e externos e contro-ladores de processo personalizados. A ESAB apresenta-se particularmente forte neste segmento, modernizando e am-pliando a produtividade de linhas existen-tes, através do aumento da quantidade de arames, tanto na solda interna quanto externa e também pela troca de controles de processos antigos por novos, incluindo o registro de dados e a interface para sis-temas de rede local.
Apesar de a ESAB ter a soldagem como negócio foco, recentemente, em função da enorme demanda por soldagem de tubos por SAW e o desejo de nossos clientes de reduzir o número de fornece-
dores, a empresa ampliou sua gama de produtos, como, por exemplo, colunas internas especializadas e sistemas avan-çados de retorno de corrente.
Neste artigo, será apresentada uma série de novos produtos. Eles têm sido for-necidos exclusivamente aos clientes-chave para aplicações de soldagem longitudinal de tubos – embora seus benefícios sejam igual-mente válidos para a soldagem em espiral.
Selagem – equipamento para soldagem (Tack
Welding)Uma vez formado o tubo, este, ao sair
da máquina, pode ser soldado pelos equi-pamentos ESAB de soldagem contínua por ponto (Tack Welding). O processo de soldagem contínua por ponto (selagem) é o GMAW com arame sólido de 3 ou 4 mm de diâmetro sob CO2 ou uma mistura de CO2 com 5-10% de argônio. Para permitir velocidades de até 6m/min, ele utiliza um retificador do tipo ESAB LAF 1600. Essa fonte de energia, altamente eficiente, tem uma saída secundária de 1600A com 44 V em um ciclo de trabalho de 100% e pode ser utilizado em processos de soldagem de alta eficiência por GMAW e SAW. O cabeçote para soldagem é o já conheci-do A6 S Arc Master, montado sobre um carro transversal resistente, para permitir a adaptação de diferentes diâmetros de tu-bos, bem como o posicionamento do ca-beçote de soldagem durante a preparação da solda (figura 1).
Um parceiro completo e confiável para a fabricação de tubos
Egbert Schofer, ESAB AB, Laxå, SwedenMartin Gehring, ESAB AB, Gothenburg Sweden
Soluções ESaB para soldagem longitudinal de tubos

3 5m a i o N º 1 5 2 0 1 1
O equipamento de contato com o ara-me SAW possui garras duráveis de conta-to, acionadas por mola, e um bico de gás extra na frente do equipamento. Junto com um dispositivo para alinhamento do arame ao lado da alimentação, próxima ao motor, essa estrutura tem a grande vantagem de um contato com o arame mais confiável, combinado com um bico de gás protegido de respingos. O sensor a laser, montado na parte frontal, guia o cabeçote para sol-dagem através de um carro transversal, ao mesmo tempo em que está protegido dos respingos. O controlador de processo digital PEH da ESAB guia e controla o processo de soldagem de acordo com parâmetros for-necidos. Até dez parâmetros de processo de soldagem diferentes podem ser armaze-nados para diferentes dimensões de tubos, se necessário.
Coluna internaA coluna interna tem que cumprir várias
exigências. É preciso transportar a solda-gem principal, incluindo o laser, o sistema de vídeo, todos os cabos de energia, o carro de transporte de fluxo e a mangueira de sucção, os cabos de controle e outras peças. Isso exige que a coluna seja estável, mas, ao mesmo tempo, tão pequena quan-to possível, para também poder encaixar tubos menores em dimensões de 20 pole-gadas. No passado, o comprimento máxi-mo raramente era maior que 12 m além das extremidades. Hoje, às vezes precisamos de colunas de 18, ou mesmo de 24 m (sol-dagem em espiral), sem aumentar o diâme-tro mínimo do tubo a ser soldado. Portanto, não é fácil executar uma solda estável du-rante uma longa distância.
A solução da ESAB é de um design rí-gido e pré-tensionado para ser linearmente preciso a longas distâncias (figura 2). A parte traseira da coluna é uma estrutura de aço pa-rafusada a um piso de concreto. A parte tra-seira da coluna possui um ponto pivotante na estrutura e pode ser inclinada por um cilindro hidráulico para garantir a alimentação dos tubos sem perigo de colisão. Para o posicio-namento de altura, a coluna pode ser movida verticalmente para se adaptar a diferentes diâmetros de tubos, tendo em conta carros com alturas fixas para os tubos.
Figura 1: GMAW alimentador de arame de aderência, incluindo PEH. Controle no braço giratório e sistema de rastreamento a laser.
Figura 2: Coluna interna (18m), com o alimen-tador de arame de tubulação longitudinal.Quatro escovas de arame em aço pressionam a superfície interna do tubo para obter tensão e para a estabilização.
As escovas de captação de tensão são muito importantes para captar o sinal de tensão correto para o controlador de processo e, assim, atender às demandas de uma dada EPS (Especificação de Pro-cedimento de Soldagem). Acredita-se ser uma técnica incomparável para corrigir as perdas de tensão a longa distância até o cabeçote para soldagem. A estabilização da coluna é um efeito adicional para man-ter a poça de fusão estável.
Devido ao elevado torque dos motores de alimentação de arame VEC da ESAB, foi tomada a decisão de posicionar os equipa-mentos de alimentação do arame ao final da coluna, enquanto empurra o arame para dentro da coluna. Isso difere da maioria das soluções no mercado, mas é vantajoso do ponto de vista do cliente. Não há mais espaço no cabeçote para soldagem para o posicionamento dos outros componentes e há menos peso no lado do alimentador.
Foto cedida pela empresa NOKSEL
ESAB Global

3 6 m a i o N º 1 5 2 0 1 1
Os dispositivos de alinhamento de arame e os motores de alimentação de arame são facilmente acessíveis. Qualquer serviço, ou troca de rolos-guia ou de alimentação é rápida. Também não há efeito de tempe-ratura sobre os alimentadores de arame e controles de tacômetro internos.
Cabeçote para soldagem interna
A ESAB desenvolveu cabeçotes in-ternos para soldagem, projetados para até quatro arames. Como mencionado anteriormente, muitos componentes dife-rentes tiveram de ser integrados. O cabe-çote para soldagem está conectado com a coluna interna através de um pequeno carro transversal, para estar sempre guia-do durante a preparação de solda. Um sensor a laser controla o cabeçote para soldagem através do carro transversal. Se um movimento lateral além do limite do carro transversal for necessário, um sinal é transferido para o tubo do carro de trans-porte para virar o tubo adequadamente. O processo de soldagem é supervisionado por um monitor externo através de uma câmera de vídeo. Além disso, o sinal a la-ser é distribuído no painel de controle. Os arames são suavemente guiados através de condutores de arame até o cabeçote para soldagem (figura 3). A parte de con-tato é construída com garras de contato acionadas por molas e espaçadores fixos
entre os diferentes arames. Os espaçado-res possuem um ângulo fixo, de modo que os arames têm uma posição fixa definida para um determinado procedimento de soldagem. Se um conjunto diferente dos arames for necessário ao alterar as di-mensões do tubo e, consequentemente, a EPS, os espaçadores podem ser trocados por um conjunto diferente. Isso normal-mente não é necessário.
Sistema de retorno
de correnteUma das garantias mais importantes
para um processo de soldagem estável é assegurar um fluxo de corrente da fonte de soldagem via cabeçote de soldagem, arco de soldagem tubo e retornar à fonte de alimentação. Efeitos magnéticos, tais como desvio de arco, bem como altera-ção das distâncias até o polo de retorno fixo, afetarão a qualidade superficial da solda ou mesmo a qualidade total desta. Portanto, soluções confiáveis devem ser levadas em conta.
Montado em uma coluna com altura ajustável, duas linhas de escovas de aço ligadas ao polo de retorno da corrente atra-vés de cabos são pressionadas a partir do topo do tubo, para garantir o retorno da cor-rente (figura 4). As duas linhas de escovas podem ser adaptadas para diferentes diâ-metros de tubos. A soldagem interna exige um destes sistemas; a soldagem externa necessita de duas – uma na parte frontal ex-terna do cabeçote para soldagem e outra na parte posterior.
Fontes de energia para soldagem de tubos
O retificador de alta eficiência descrito anteriormente no processo GMAW, na es-tação de selagem (Tack Welding) é utiliza-do aqui como fonte de energia SAW para o primeiro arame. A corrente contínua ga-rante uma profunda e confiável penetração devido à sua polaridade direta. O segundo e demais arames têm uma fonte de corrente alternada.
A versão de fabricação de tubo do Transformador TAF 1250 Square Wave foi projetada com otimização digital das ca-racterísticas do arco para uma soldagem SAW de alta eficiência em cada cabeçote
ESAB Global
Figura 3: Cabeçote para soldagem longitudinal Interna (quatro arames) em fase de teste, com quatro escovas de captação de tensão com cilindros pneumáticos na frente
e atrás do alimentador.

3 7m a i o N º 1 5 2 0 1 1
para soldagem. O Transformador de onda quadrada TAF 1250 pode ser configurado e monitorado através de um Sistema de Bar-ramento LON, a partir do controlador PLC da estação de soldagem. Parâmetros de soldagem predefinidos podem ser monito-rados e ajustados durante a soldagem.
O Transformador de onda quadrada TAF possui excelentes características de soldagem em toda a faixa de corrente e tensão, com propriedades de partida e de reignição muito boas. Ele fornece 1250 A a 44 V em um ciclo de trabalho de 100%. A tecnologia de onda quadrada evita qual-quer efeito de golpe de arco causado pe-las múltiplas correntes de arco, bem como saídas de arco em transferência zero de corrente alternada. A tecnologia prepara-da para uso intensivo garante uma máxima durabilidade em funcionamento contínuo, com manutenção mínima. Os transforma-dores de onda quadrada TAF estão conec-tados à rede através da chamada "Cone-xão Scott". Como no retificador LAF 1600, o TAF 1250 assegura a precisão dos dados de soldagem dentro do limite de +/- 10% de variação de tensão da rede.
Controlador de processoO sistema de controle de soldagem
inclui um controlador PLC de nova gera-ção SIEMENS Simatic, equipado com um eficiente processador. A interface Homem Máquina (HMI) nas mesas dos operadores
permite liberdade de seleção, tanto atra-vés de tela sensível ao toque quanto com botões de pressão. Um visor em cores está incluído.
Características especiais em auto-mação de controle de soldagem incluem:
• Controlador de dois estágios que per-mite "recuperar" os arames na fase do pro-cesso de ignição;
• Rampas de corrente e tensão no início e final da soldagem;
• Queima controlada do arame no final da soldagem;
• Início e término sequencial do arame no começo e fim da soldagem;
• Sistema de controle da corrente de retorno;
• Sistema de informação sobre mau fun-cionamento.
Procedimentos principais:Digite a informação ou selecione, a partir
de um banco de dados:• Número do tubo;• Diâmetro do tubo;• Espessura da parede do tubo;• Posição de iniciar e parar a ser nego-
ciado com o produtor do carro de transporte;• Outros parâmetros de livre programação.
Dados de soldagem-chave:• Tensão de cada arame utilizado com
limites superiores e inferiores;
Figura 4: Sistema de retorno de corrente com escovas de aço sobre o tubo.
ESAB Global
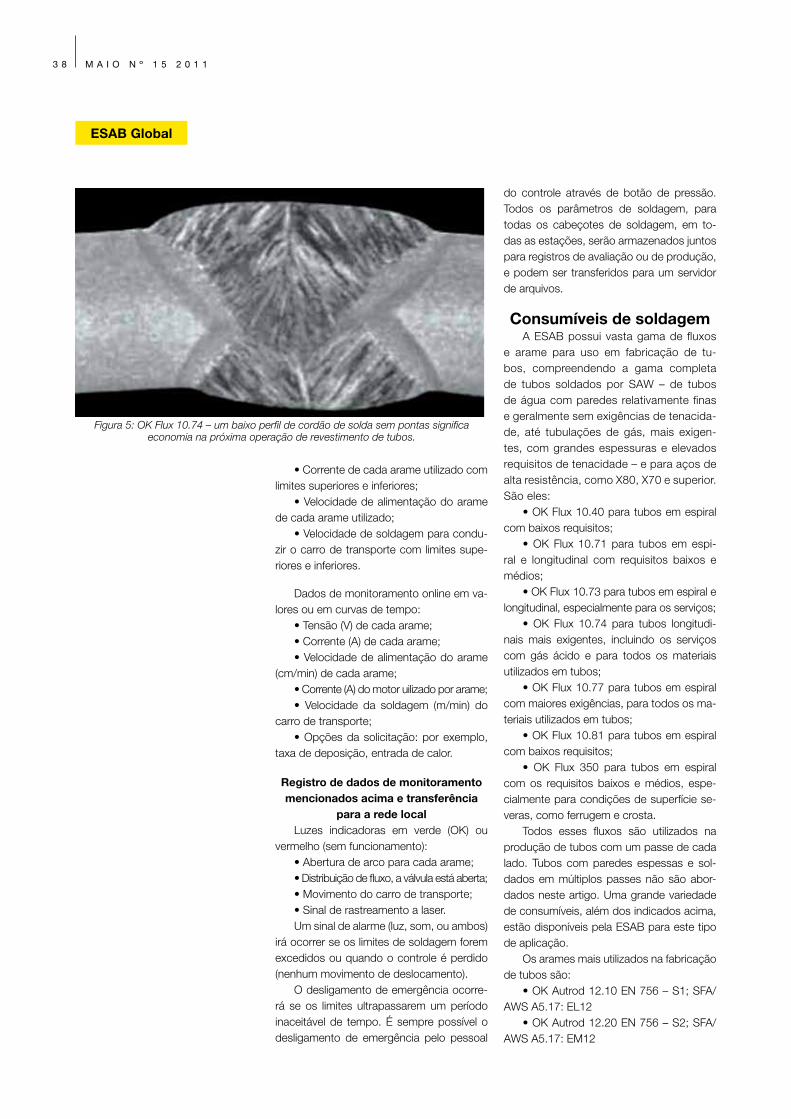
3 8 m a i o N º 1 5 2 0 1 1
• Corrente de cada arame utilizado com limites superiores e inferiores;
• Velocidade de alimentação do arame de cada arame utilizado;
• Velocidade de soldagem para condu-zir o carro de transporte com limites supe-riores e inferiores.
Dados de monitoramento online em va-lores ou em curvas de tempo:
• Tensão (V) de cada arame;• Corrente (A) de cada arame;• Velocidade de alimentação do arame
(cm/min) de cada arame;• Corrente (A) do motor uilizado por arame;• Velocidade da soldagem (m/min) do
carro de transporte;• Opções da solicitação: por exemplo,
taxa de deposição, entrada de calor.
Registro de dados de monitoramento mencionados acima e transferência
para a rede localLuzes indicadoras em verde (OK) ou
vermelho (sem funcionamento):• Abertura de arco para cada arame;• Distribuição de fluxo, a válvula está aberta;• Movimento do carro de transporte;• Sinal de rastreamento a laser.Um sinal de alarme (luz, som, ou ambos)
irá ocorrer se os limites de soldagem forem excedidos ou quando o controle é perdido (nenhum movimento de deslocamento).
O desligamento de emergência ocorre-rá se os limites ultrapassarem um período inaceitável de tempo. É sempre possível o desligamento de emergência pelo pessoal
do controle através de botão de pressão. Todos os parâmetros de soldagem, para todas os cabeçotes de soldagem, em to-das as estações, serão armazenados juntos para registros de avaliação ou de produção, e podem ser transferidos para um servidor de arquivos.
Consumíveis de soldagem
A ESAB possui vasta gama de fluxos e arame para uso em fabricação de tu-bos, compreendendo a gama completa de tubos soldados por SAW – de tubos de água com paredes relativamente finas e geralmente sem exigências de tenacida-de, até tubulações de gás, mais exigen-tes, com grandes espessuras e elevados requisitos de tenacidade – e para aços de alta resistência, como X80, X70 e superior. São eles:
• OK Flux 10.40 para tubos em espiral com baixos requisitos;
• OK Flux 10.71 para tubos em espi-ral e longitudinal com requisitos baixos e médios;
• OK Flux 10.73 para tubos em espiral e longitudinal, especialmente para os serviços;
• OK Flux 10.74 para tubos longitudi-nais mais exigentes, incluindo os serviços com gás ácido e para todos os materiais utilizados em tubos;
• OK Flux 10.77 para tubos em espiral com maiores exigências, para todos os ma-teriais utilizados em tubos;
• OK Flux 10.81 para tubos em espiral com baixos requisitos;
• OK Flux 350 para tubos em espiral com os requisitos baixos e médios, espe-cialmente para condições de superfície se-veras, como ferrugem e crosta.
Todos esses fluxos são utilizados na produção de tubos com um passe de cada lado. Tubos com paredes espessas e sol-dados em múltiplos passes não são abor-dados neste artigo. Uma grande variedade de consumíveis, além dos indicados acima, estão disponíveis pela ESAB para este tipo de aplicação.
Os arames mais utilizados na fabricação de tubos são:
• OK Autrod 12.10 EN 756 – S1; SFA/AWS A5.17: EL12
• OK Autrod 12.20 EN 756 – S2; SFA/AWS A5.17: EM12
Figura 5: OK Flux 10.74 – um baixo perfil de cordão de solda sem pontas significa economia na próxima operação de revestimento de tubos.
ESAB Global
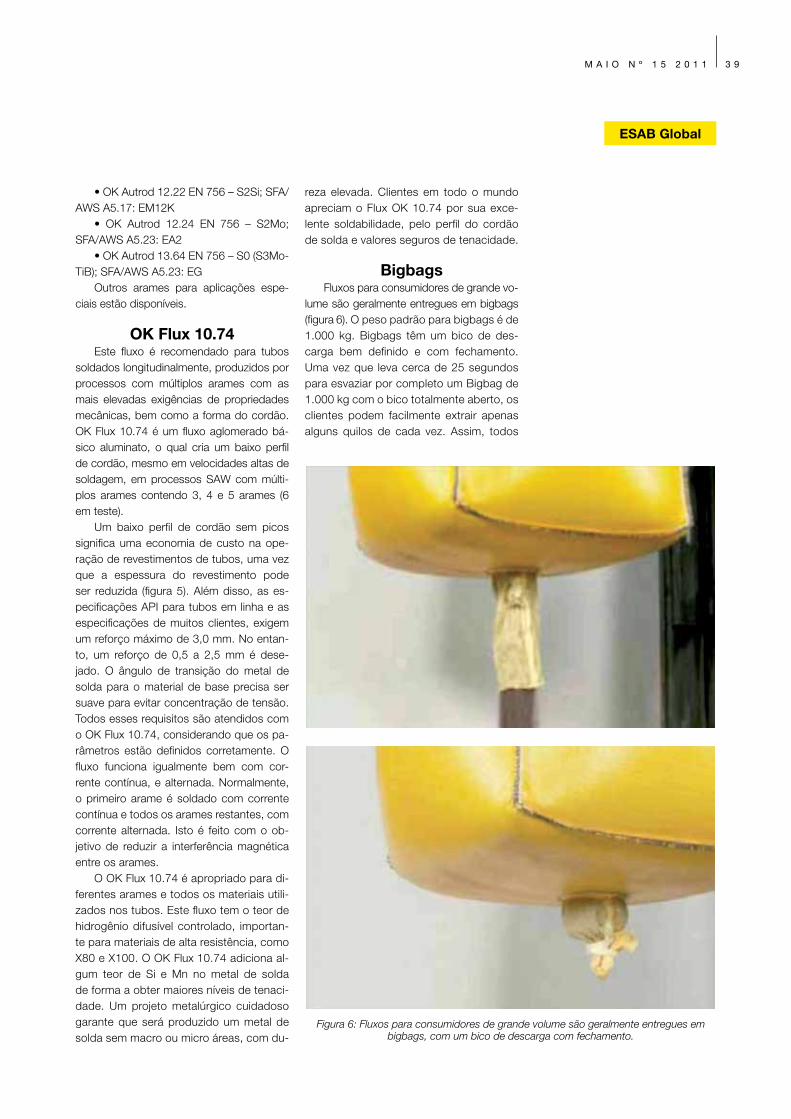
3 9m a i o N º 1 5 2 0 1 1
• OK Autrod 12.22 EN 756 – S2Si; SFA/AWS A5.17: EM12K
• OK Autrod 12.24 EN 756 – S2Mo; SFA/AWS A5.23: EA2
• OK Autrod 13.64 EN 756 – S0 (S3Mo-TiB); SFA/AWS A5.23: EG
Outros arames para aplicações espe-ciais estão disponíveis.
OK Flux 10.74Este fluxo é recomendado para tubos
soldados longitudinalmente, produzidos por processos com múltiplos arames com as mais elevadas exigências de propriedades mecânicas, bem como a forma do cordão. OK Flux 10.74 é um fluxo aglomerado bá-sico aluminato, o qual cria um baixo perfil de cordão, mesmo em velocidades altas de soldagem, em processos SAW com múlti-plos arames contendo 3, 4 e 5 arames (6 em teste).
Um baixo perfil de cordão sem picos significa uma economia de custo na ope-ração de revestimentos de tubos, uma vez que a espessura do revestimento pode ser reduzida (figura 5). Além disso, as es-pecificações API para tubos em linha e as especificações de muitos clientes, exigem um reforço máximo de 3,0 mm. No entan-to, um reforço de 0,5 a 2,5 mm é dese-jado. O ângulo de transição do metal de solda para o material de base precisa ser suave para evitar concentração de tensão. Todos esses requisitos são atendidos com o OK Flux 10.74, considerando que os pa-râmetros estão definidos corretamente. O fluxo funciona igualmente bem com cor-rente contínua, e alternada. Normalmente, o primeiro arame é soldado com corrente contínua e todos os arames restantes, com corrente alternada. Isto é feito com o ob-jetivo de reduzir a interferência magnética entre os arames.
O OK Flux 10.74 é apropriado para di-ferentes arames e todos os materiais utili-zados nos tubos. Este fluxo tem o teor de hidrogênio difusível controlado, importan-te para materiais de alta resistência, como X80 e X100. O OK Flux 10.74 adiciona al-gum teor de Si e Mn no metal de solda de forma a obter maiores níveis de tenaci-dade. Um projeto metalúrgico cuidadoso garante que será produzido um metal de solda sem macro ou micro áreas, com du-
reza elevada. Clientes em todo o mundo apreciam o Flux OK 10.74 por sua exce-lente soldabilidade, pelo perfil do cordão de solda e valores seguros de tenacidade.
BigbagsFluxos para consumidores de grande vo-
lume são geralmente entregues em bigbags (figura 6). O peso padrão para bigbags é de 1.000 kg. Bigbags têm um bico de des-carga bem definido e com fechamento. Uma vez que leva cerca de 25 segundos para esvaziar por completo um Bigbag de 1.000 kg com o bico totalmente aberto, os clientes podem facilmente extrair apenas alguns quilos de cada vez. Assim, todos
Figura 6: Fluxos para consumidores de grande volume são geralmente entregues em bigbags, com um bico de descarga com fechamento.
ESAB Global

4 0 m a i o N º 1 5 2 0 1 1
os tipos de unidades de abastecimento podem ser preenchidos com o fluxo via bigbags. Os bigbags são feitos de poli-propileno com um revestimento interno de proteção contra umidade para manter o conteúdo seco. O material é totalmente reciclável. Cada palete de fluxo é protegi-do adicionalmente contra a umidade por uma embalagem plástica ou com filmes termoencolhíveis.
Arame e embalagem do arame
Para tubos de alta exigência, o OK Autrod 12.24 (EN 756 – S2Mo; AWS EA2) é largamente utilizado. Para este arame, os elementos químicos são especificados com limites mais restritos do que os defini-dos pelas normas aplicadas a estes. Além disso, as impurezas são identificadas e limitadas a um nível máximo (na faixa de alguns centésimos de porcentagem). Isso para assegurar valores de maior resistên-cia. Com o OK Autrod 12.24, a soldagem de tubos com espessura de 25,4 mm (1 polegada) com um passe de cada lado resulta em valores muito altos de resis-tência. Nesta fabricação, são utilizados quatro arames no interior e cinco arames no exterior. Todos os arames possuem 4,0 mm de diâmetro. O interior é soldado to-talmente com 50 kJ/cm e a 170 cm/min. No exterior, são utilizados 52 kJ/cm a uma velocidade de 190 cm/min. O centro de metal de solda tem mais de 115 J médio a -20°C. A -30°C a média é de cerca de 100 J. Naturalmente, a forma do cordão de solda preenche todos os requisitos descritos acima.
Para alguns projetos de tubulação, são necessários bons valores de tenaci-dade em temperaturas abaixo de -20°C. Ou as mesmas exigências valem para os tubos com maior espessura. Nesses ca-sos, é utilizado o arame sólido OK Autrod 13.64 com liga de TiB. O arame contém micro-elementos que criam uma estrutu-ra de granulação fina com bastante ferrita acicular no metal de solda solidificado. Isso resulta em valores de tenacidade ainda maiores do que aqueles com OK Autrod 12.24.
Algo importante para a soldagem de fabricação de tubos é o desbobinamento
livre de problemas de um carretel com uma quantidade suficiente de arame de solda-gem. Para essas aplicações, o EcoCoil da ESAB é a resposta (figura 7). EcoCoil é um carretel para consumidores de gran-de volume, contendo 1.000 kg de arame de soldagem. O material da embalagem é reduzido ao mínimo, mas ainda assim confere uma proteção completa para o arame contra a umidade e poeira interna e externa durante o transporte e armazena-mento. Todos os materiais são totalmente recicláveis. Uma vez que é uma embala-gem descartável, não há necessidade de logística reversa para os carretéis vazios. Foram obtidas vantagens sobre carretéis de alto peso porque uma tecnologia espe-cial garante que o arame não é enrolado com muita tensão em torno do núcleo do papelão. Na fase de partida e parada, o carretel consegue acelerar e parar lenta-mente, enquanto o arame de soldagem é alimentado com velocidade constante até o cabeçote de soldagem. Os defeitos de soldagem são, assim, reduzidos.
O cliente e seus desafios são os prin-cipais focos da ESAB. Os produtos e embalagens descritos neste artigo foram desenvolvidos em estreita cooperação com clientes e, como resultado, o OK Flux 10.74 em Bigbag, o OK Autrod 12.24 e o OK Autrod 13.64 em OK Autrod EcoCoil são comumente encontrados em fabrica-ções de tubos longitudinais.
Figura 7: EcoCoil – desbobinamento livre de problemas de um carretel contendo uma grande quantidade de arames de soldagem para fabricação de tubos.
Sobre os autores:
Schofer Egbert é gerente de Tecnologia de Automação da AB
ESAB, Laxå, Suécia.
Martin Gehring é gerente de Produto do Grupo para Fluxos e Arames SAW
Ligados e Não Ligados ESAB, Gothenburg, Suécia.
ESAB Global
4 1m a i o N º 1 5 2 0 1 1
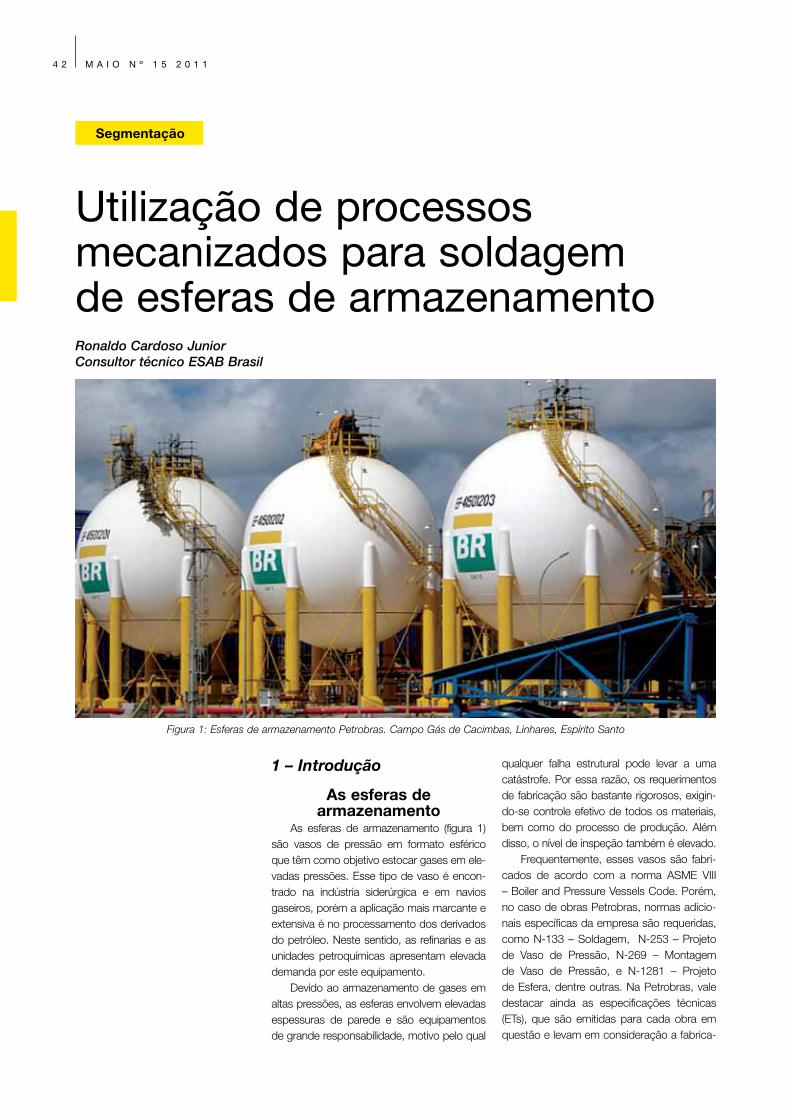
4 2 m a i o N º 1 5 2 0 1 1
1 – Introdução
As esferas de armazenamento
As esferas de armazenamento (figura 1) são vasos de pressão em formato esférico que têm como objetivo estocar gases em ele-vadas pressões. Esse tipo de vaso é encon-trado na indústria siderúrgica e em navios gaseiros, porém a aplicação mais marcante e extensiva é no processamento dos derivados do petróleo. Neste sentido, as refinarias e as unidades petroquímicas apresentam elevada demanda por este equipamento.
Devido ao armazenamento de gases em altas pressões, as esferas envolvem elevadas espessuras de parede e são equipamentos de grande responsabilidade, motivo pelo qual
qualquer falha estrutural pode levar a uma catástrofe. Por essa razão, os requerimentos de fabricação são bastante rigorosos, exigin-do-se controle efetivo de todos os materiais, bem como do processo de produção. Além disso, o nível de inspeção também é elevado.
Frequentemente, esses vasos são fabri-cados de acordo com a norma ASME VIII – Boiler and Pressure Vessels Code. Porém, no caso de obras Petrobras, normas adicio-nais específicas da empresa são requeridas, como N-133 – Soldagem, N-253 – Projeto de Vaso de Pressão, N-269 – Montagem de Vaso de Pressão, e N-1281 – Projeto de Esfera, dentre outras. Na Petrobras, vale destacar ainda as especificações técnicas (ETs), que são emitidas para cada obra em questão e levam em consideração a fabrica-
Utilização de processos mecanizados para soldagem de esferas de armazenamento
Segmentação
Ronaldo Cardoso JuniorConsultor técnico ESAB Brasil
Figura 1: Esferas de armazenamento Petrobras. Campo Gás de Cacimbas, Linhares, Espírito Santo
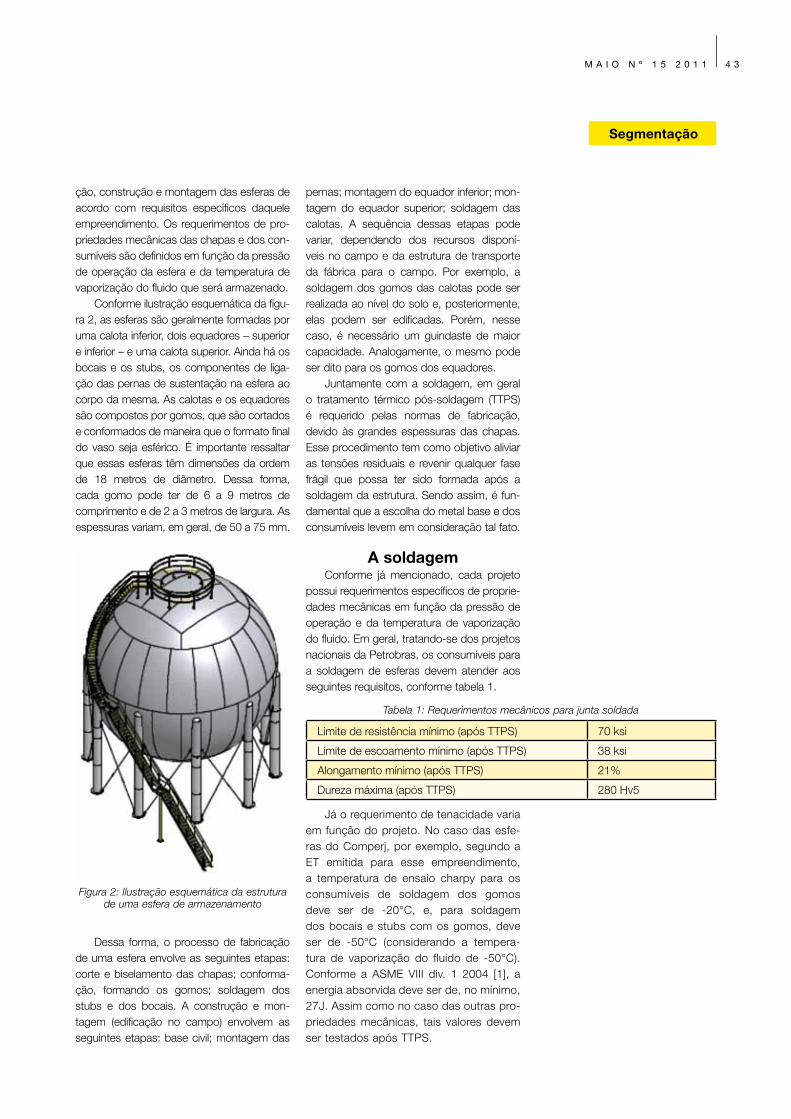
4 3m a i o N º 1 5 2 0 1 1
ção, construção e montagem das esferas de acordo com requisitos específicos daquele empreendimento. Os requerimentos de pro-priedades mecânicas das chapas e dos con-sumíveis são definidos em função da pressão de operação da esfera e da temperatura de vaporização do fluido que será armazenado.
Conforme ilustração esquemática da figu-ra 2, as esferas são geralmente formadas por uma calota inferior, dois equadores – superior e inferior – e uma calota superior. Ainda há os bocais e os stubs, os componentes de liga-ção das pernas de sustentação na esfera ao corpo da mesma. As calotas e os equadores são compostos por gomos, que são cortados e conformados de maneira que o formato final do vaso seja esférico. É importante ressaltar que essas esferas têm dimensões da ordem de 18 metros de diâmetro. Dessa forma, cada gomo pode ter de 6 a 9 metros de comprimento e de 2 a 3 metros de largura. As espessuras variam, em geral, de 50 a 75 mm.
Dessa forma, o processo de fabricação de uma esfera envolve as seguintes etapas: corte e biselamento das chapas; conforma-ção, formando os gomos; soldagem dos stubs e dos bocais. A construção e mon-tagem (edificação no campo) envolvem as seguintes etapas: base civil; montagem das
pernas; montagem do equador inferior; mon-tagem do equador superior; soldagem das calotas. A sequência dessas etapas pode variar, dependendo dos recursos disponí-veis no campo e da estrutura de transporte da fábrica para o campo. Por exemplo, a soldagem dos gomos das calotas pode ser realizada ao nível do solo e, posteriormente, elas podem ser edificadas. Porém, nesse caso, é necessário um guindaste de maior capacidade. Analogamente, o mesmo pode ser dito para os gomos dos equadores.
Juntamente com a soldagem, em geral o tratamento térmico pós-soldagem (TTPS) é requerido pelas normas de fabricação, devido às grandes espessuras das chapas. Esse procedimento tem como objetivo aliviar as tensões residuais e revenir qualquer fase frágil que possa ter sido formada após a soldagem da estrutura. Sendo assim, é fun-damental que a escolha do metal base e dos consumíveis levem em consideração tal fato.
A soldagemConforme já mencionado, cada projeto
possui requerimentos específicos de proprie-dades mecânicas em função da pressão de operação e da temperatura de vaporização do fluido. Em geral, tratando-se dos projetos nacionais da Petrobras, os consumíveis para a soldagem de esferas devem atender aos seguintes requisitos, conforme tabela 1.
Já o requerimento de tenacidade varia em função do projeto. No caso das esfe-ras do Comperj, por exemplo, segundo a ET emitida para esse empreendimento, a temperatura de ensaio charpy para os consumíveis de soldagem dos gomos deve ser de -20°C, e, para soldagem dos bocais e stubs com os gomos, deve ser de -50°C (considerando a tempera-tura de vaporização do fluido de -50°C). Conforme a ASME VIII div. 1 2004 [1], a energia absorvida deve ser de, no mínimo, 27J. Assim como no caso das outras pro-priedades mecânicas, tais valores devem ser testados após TTPS.
Segmentação
Figura 2: Ilustração esquemática da estrutura de uma esfera de armazenamento
Tabela 1: Requerimentos mecânicos para junta soldada
Limite de resistência mínimo (após TTPS) 70 ksi
Limite de escoamento mínimo (após TTPS) 38 ksi
Alongamento mínimo (após TTPS) 21%
Dureza máxima (após TTPS) 280 Hv5
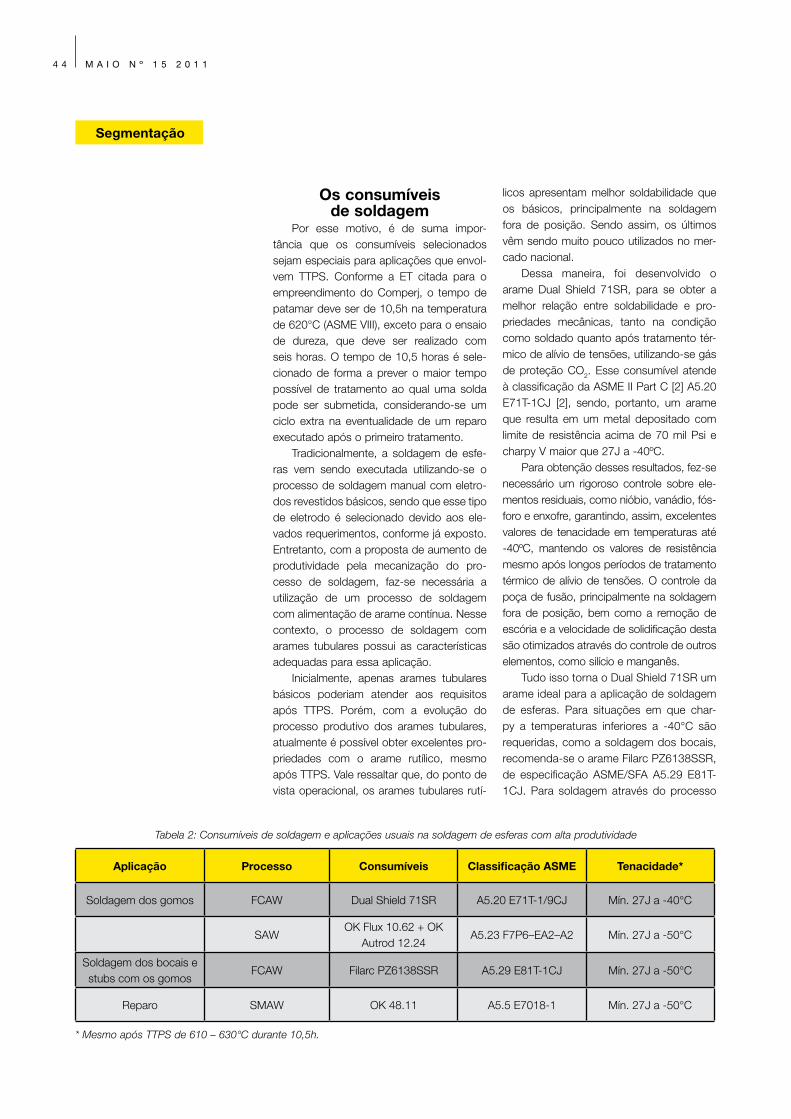
4 4 m a i o N º 1 5 2 0 1 1
Os consumíveis de soldagem
Por esse motivo, é de suma impor-tância que os consumíveis selecionados sejam especiais para aplicações que envol-vem TTPS. Conforme a ET citada para o empreendimento do Comperj, o tempo de patamar deve ser de 10,5h na temperatura de 620°C (ASME VIII), exceto para o ensaio de dureza, que deve ser realizado com seis horas. O tempo de 10,5 horas é sele-cionado de forma a prever o maior tempo possível de tratamento ao qual uma solda pode ser submetida, considerando-se um ciclo extra na eventualidade de um reparo executado após o primeiro tratamento.
Tradicionalmente, a soldagem de esfe-ras vem sendo executada utilizando-se o processo de soldagem manual com eletro-dos revestidos básicos, sendo que esse tipo de eletrodo é selecionado devido aos ele-vados requerimentos, conforme já exposto. Entretanto, com a proposta de aumento de produtividade pela mecanização do pro-cesso de soldagem, faz-se necessária a utilização de um processo de soldagem com alimentação de arame contínua. Nesse contexto, o processo de soldagem com arames tubulares possui as características adequadas para essa aplicação.
Inicialmente, apenas arames tubulares básicos poderiam atender aos requisitos após TTPS. Porém, com a evolução do processo produtivo dos arames tubulares, atualmente é possível obter excelentes pro-priedades com o arame rutílico, mesmo após TTPS. Vale ressaltar que, do ponto de vista operacional, os arames tubulares rutí-
licos apresentam melhor soldabilidade que os básicos, principalmente na soldagem fora de posição. Sendo assim, os últimos vêm sendo muito pouco utilizados no mer-cado nacional.
Dessa maneira, foi desenvolvido o arame Dual Shield 71SR, para se obter a melhor relação entre soldabilidade e pro-priedades mecânicas, tanto na condição como soldado quanto após tratamento tér-mico de alívio de tensões, utilizando-se gás de proteção CO2. Esse consumível atende à classificação da ASME II Part C [2] A5.20 E71T-1CJ [2], sendo, portanto, um arame que resulta em um metal depositado com limite de resistência acima de 70 mil Psi e charpy V maior que 27J a -40ºC.
Para obtenção desses resultados, fez-se necessário um rigoroso controle sobre ele-mentos residuais, como nióbio, vanádio, fós-foro e enxofre, garantindo, assim, excelentes valores de tenacidade em temperaturas até -40ºC, mantendo os valores de resistência mesmo após longos períodos de tratamento térmico de alívio de tensões. O controle da poça de fusão, principalmente na soldagem fora de posição, bem como a remoção de escória e a velocidade de solidificação desta são otimizados através do controle de outros elementos, como silício e manganês.
Tudo isso torna o Dual Shield 71SR um arame ideal para a aplicação de soldagem de esferas. Para situações em que char-py a temperaturas inferiores a -40°C são requeridas, como a soldagem dos bocais, recomenda-se o arame Filarc PZ6138SSR, de especificação ASME/SFA A5.29 E81T-1CJ. Para soldagem através do processo
Segmentação
Tabela 2: Consumíveis de soldagem e aplicações usuais na soldagem de esferas com alta produtividade
* Mesmo após TTPS de 610 – 630°C durante 10,5h.
Aplicação Processo Consumíveis Classificação ASME Tenacidade*
Soldagem dos gomos FCAW Dual Shield 71SR A5.20 E71T-1/9CJ Mín. 27J a -40°C
SAWOK Flux 10.62 + OK
Autrod 12.24A5.23 F7P6–EA2–A2 Mín. 27J a -50°C
Soldagem dos bocais e stubs com os gomos
FCAW Filarc PZ6138SSR A5.29 E81T-1CJ Mín. 27J a -50°C
Reparo SMAW OK 48.11 A5.5 E7018-1 Mín. 27J a -50°C

4 5m a i o N º 1 5 2 0 1 1
SAW, recomenda-se a combinação OK Flux 10.62 e OK Autrod 12.24 (ASME/SFA A5.23 F7P6 – EA2 – A2). Finalmente, para aquelas situações em que a soldagem manual com eletrodos revestidos continua sendo a melhor opção, como em reparos, o eletrodo OK 48.11 é recomendado, sendo que este atende à classificação ASME/SFA A5.5 E7018 – 1. A tabela 2 sumariza os consumíveis de soldagem e aplicações.
A mecanização do processo de soldagemUma das maneiras de aumentar a pro-
dutividade e reduzir o custo da solda é a sua mecanização, que pode ser realizada utilizando-se dispositivos que auxiliam sua execução. Os principais benefícios ineren-tes à mecanização são:
• Maiores taxas de deposições – Com a mecanização, é possível manter correntes de soldagens e stick-out elevados de forma homogênea durante a soldagem.
• Elevados ciclos de trabalho – Parte do trabalho pesado é realizado pelo equipa-
mento. Com isso, o número de paradas é reduzido e as condições de saúde e segu-rança são melhoradas.
• Alta qualidade e padronização do cordão de solda – Como os parâmetros de soldagem são previamente definidos, a soldagem é padronizada, garantindo a qualidade de forma homogênea ao longo do cordão de solda. Isso leva a menos res-pingos e reduções da incidência de defeitos (como, por exemplo, mordedura e falta de fusão), afetando positivamente também no ciclo do trabalho.
• Facilidade de mão de obra qualifica-da – Pelo fato de a execução da solda ser realizada pelo equipamento, não é requerida habilidade manual, e com isso se torna mais fácil a qualificação da mão de obra.
Para soldagem dos gomos em todas as posições, recomenda-se o uso de ara-mes tubulares e o equipamento RailTrac FW1000 (figura 3). Já para soldagem na posição plana, como, por exemplo, a união dos gomos no nível do solo, recomenda-se a soldagem ao arco submerso com o trator A2T Multitrac (figura 4).
Segmentação
Figura 3: RailTrac FW1000 – utilizado para mecanização da soldagem FCAW.
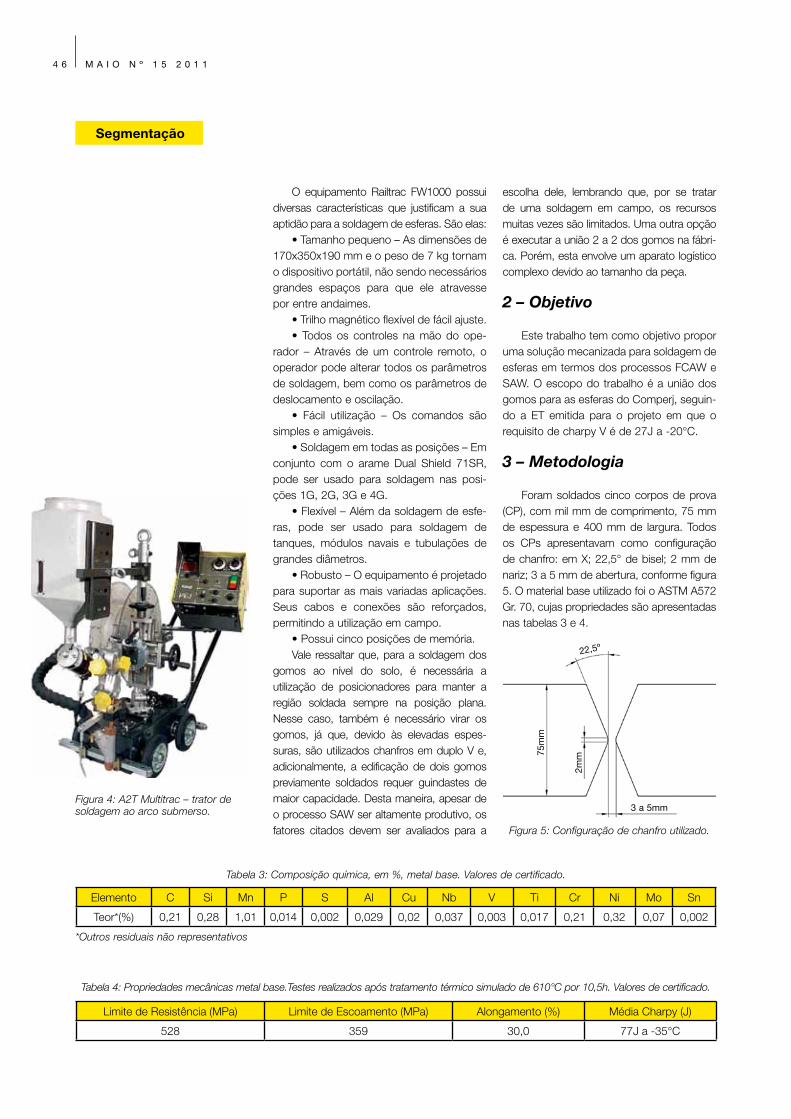
4 6 m a i o N º 1 5 2 0 1 1
O equipamento Railtrac FW1000 possui diversas características que justificam a sua aptidão para a soldagem de esferas. São elas:
• Tamanho pequeno – As dimensões de 170x350x190 mm e o peso de 7 kg tornam o dispositivo portátil, não sendo necessários grandes espaços para que ele atravesse por entre andaimes.
• Trilho magnético flexível de fácil ajuste.• Todos os controles na mão do ope-
rador – Através de um controle remoto, o operador pode alterar todos os parâmetros de soldagem, bem como os parâmetros de deslocamento e oscilação.
• Fácil utilização – Os comandos são simples e amigáveis.
• Soldagem em todas as posições – Em conjunto com o arame Dual Shield 71SR, pode ser usado para soldagem nas posi-ções 1G, 2G, 3G e 4G.
• Flexível – Além da soldagem de esfe-ras, pode ser usado para soldagem de tanques, módulos navais e tubulações de grandes diâmetros.
• Robusto – O equipamento é projetado para suportar as mais variadas aplicações. Seus cabos e conexões são reforçados, permitindo a utilização em campo.
• Possui cinco posições de memória.Vale ressaltar que, para a soldagem dos
gomos ao nível do solo, é necessária a utilização de posicionadores para manter a região soldada sempre na posição plana. Nesse caso, também é necessário virar os gomos, já que, devido às elevadas espes-suras, são utilizados chanfros em duplo V e, adicionalmente, a edificação de dois gomos previamente soldados requer guindastes de maior capacidade. Desta maneira, apesar de o processo SAW ser altamente produtivo, os fatores citados devem ser avaliados para a
escolha dele, lembrando que, por se tratar de uma soldagem em campo, os recursos muitas vezes são limitados. Uma outra opção é executar a união 2 a 2 dos gomos na fábri-ca. Porém, esta envolve um aparato logístico complexo devido ao tamanho da peça.
2 – Objetivo
Este trabalho tem como objetivo propor uma solução mecanizada para soldagem de esferas em termos dos processos FCAW e SAW. O escopo do trabalho é a união dos gomos para as esferas do Comperj, seguin-do a ET emitida para o projeto em que o requisito de charpy V é de 27J a -20°C.
3 – Metodologia
Foram soldados cinco corpos de prova (CP), com mil mm de comprimento, 75 mm de espessura e 400 mm de largura. Todos os CPs apresentavam como configuração de chanfro: em X; 22,5° de bisel; 2 mm de nariz; 3 a 5 mm de abertura, conforme figura 5. O material base utilizado foi o ASTM A572 Gr. 70, cujas propriedades são apresentadas nas tabelas 3 e 4.
Figura 5: Configuração de chanfro utilizado.
Segmentação
Figura 4: A2T Multitrac – trator de soldagem ao arco submerso.
Tabela 3: Composição química, em %, metal base. Valores de certificado.
*Outros residuais não representativos
Tabela 4: Propriedades mecânicas metal base.Testes realizados após tratamento térmico simulado de 610°C por 10,5h. Valores de certificado.
Elemento C Si Mn P S Al Cu Nb V Ti Cr Ni Mo Sn
Teor*(%) 0,21 0,28 1,01 0,014 0,002 0,029 0,02 0,037 0,003 0,017 0,21 0,32 0,07 0,002
Limite de Resistência (MPa) Limite de Escoamento (MPa) Alongamento (%) Média Charpy (J)
528 359 30,0 77J a -35°C
3 a 5mm
22,5º
75m
m
2mm
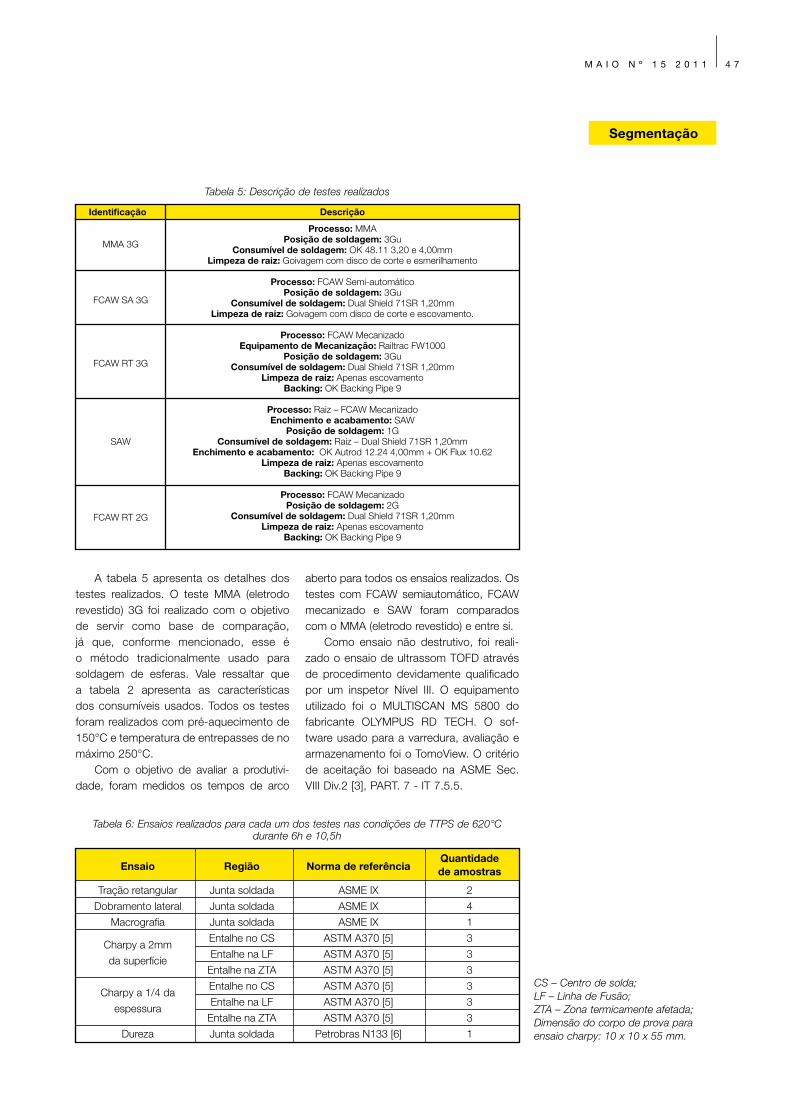
4 7m a i o N º 1 5 2 0 1 1
A tabela 5 apresenta os detalhes dos testes realizados. O teste MMA (eletrodo revestido) 3G foi realizado com o objetivo de servir como base de comparação, já que, conforme mencionado, esse é o método tradicionalmente usado para soldagem de esferas. Vale ressaltar que a tabela 2 apresenta as características dos consumíveis usados. Todos os testes foram realizados com pré-aquecimento de 150°C e temperatura de entrepasses de no máximo 250°C.
Com o objetivo de avaliar a produtivi-dade, foram medidos os tempos de arco
aberto para todos os ensaios realizados. Os testes com FCAW semiautomático, FCAW mecanizado e SAW foram comparados com o MMA (eletrodo revestido) e entre si.
Como ensaio não destrutivo, foi reali-zado o ensaio de ultrassom TOFD através de procedimento devidamente qualificado por um inspetor Nível III. O equipamento utilizado foi o MULTISCAN MS 5800 do fabricante OLYMPUS RD TECH. O sof-tware usado para a varredura, avaliação e armazenamento foi o TomoView. O critério de aceitação foi baseado na ASME Sec. VIII Div.2 [3], PART. 7 - IT 7.5.5.
Segmentação
Tabela 5: Descrição de testes realizados
CS – Centro de solda; LF – Linha de Fusão; ZTA – Zona termicamente afetada; Dimensão do corpo de prova para ensaio charpy: 10 x 10 x 55 mm.
Tabela 6: Ensaios realizados para cada um dos testes nas condições de TTPS de 620°C durante 6h e 10,5h
Descrição
MMA 3G
FCAW SA 3G
FCAW RT 3G
SAW
FCAW RT 2G
Processo: MMAPosição de soldagem: 3Gu
Consumível de soldagem: OK 48.11 3,20 e 4,00mmLimpeza de raiz: Goivagem com disco de corte e esmerilhamento
Processo: FCAW Semi-automático
Posição de soldagem: 3GuConsumível de soldagem: Dual Shield 71SR 1,20mm
Limpeza de raiz: Goivagem com disco de corte e escovamento.
Processo: FCAW MecanizadoEquipamento de Mecanização: Railtrac FW1000
Posição de soldagem: 3GuConsumível de soldagem: Dual Shield 71SR 1,20mm
Limpeza de raiz: Apenas escovamentoBacking: OK Backing Pipe 9
Processo: Raiz – FCAW MecanizadoEnchimento e acabamento: SAW
Posição de soldagem: 1GConsumível de soldagem: Raiz – Dual Shield 71SR 1,20mm
Enchimento e acabamento: OK Autrod 12.24 4,00mm + OK Flux 10.62Limpeza de raiz: Apenas escovamento
Backing: OK Backing Pipe 9
Processo: FCAW MecanizadoPosição de soldagem: 2G
Consumível de soldagem: Dual Shield 71SR 1,20mmLimpeza de raiz: Apenas escovamento
Backing: OK Backing Pipe 9
Identificação
Ensaio
Tração retangular
Dobramento lateral
Macrografia
Charpy a 2mm
da superfície
Charpy a 1/4 da
espessura
Dureza
Região
Junta soldada
Junta soldada
Junta soldada
Entalhe no CS
Entalhe na LF
Entalhe na ZTA
Entalhe no CS
Entalhe na LF
Entalhe na ZTA
Junta soldada
Norma de referência
ASME IX
ASME IX
ASME IX
ASTM A370 [5]
ASTM A370 [5]
ASTM A370 [5]
ASTM A370 [5]
ASTM A370 [5]
ASTM A370 [5]
Petrobras N133 [6]
Quantidade de amostras
2
4
1
3
3
3
3
3
3
1

4 8 m a i o N º 1 5 2 0 1 1
Foram realizados todos os ensaios requeridos pelos códigos ASME VIII Div. 1[1] e ASME IX [4] para qualificação de pro-cedimento de soldagem. Adicionalmente, foi utilizada a ET do projeto COMPERJ para definição do tempo de tratamento térmico pós-soldagem, que define que os ensaios mecânico devem ser realizados após 6 e 10,5 horas de tratamento e temperatura do ensaio charpy. A tabela 6 apresenta todos os ensaios realizados.
4 – Resultados
Operação do equipamentoO equipamento Railtrac FW1000 mos-
trou-se adequado à soldagem dos corpos de provas, que simulam a soldagem de esferas. Em todos os ensaios com esse equipamento, a raiz, o enchimento e o acabamento foram feitos de forma mecanizada e não foi realiza-da goivagem, devido à utilização de backing
cerâmico. Vale ressaltar que, para soldagem do passe de raiz dessa maneira, é fundamen-tal que a preparação seja regular ao longo de toda a junta. Caso contrário, recomenda-se que a raiz seja feita de forma semiautomática. A figura 6 apresenta a execução dos ensaios com o equipamento Railtrac FW1000 em todas as posições testadas.
ProdutividadeEm termos de produtividade, conforme a
figura 7, o processo de soldagem com ele-trodos revestidos apresentou o maior tempo de arco aberto (TAA), enquanto o proces-so SAW apresentou o menor. Quando se compara a soldagem MMA com a FCAW SA 3G (semiautomática), observa-se uma redução de 62% no tempo de arco aberto. Essa diferença aumenta quando se compara com o processo mecanizado (FCAW RT 3G), em que se observa uma redução de 69%. Espera-se, ainda, um aumento do ciclo de
Figura 6: Execução da soldagem com o equipamento RailTrac FW1000.
Posição 1G
Posição 3G Posição 4G
Posição 2G
Segmentação
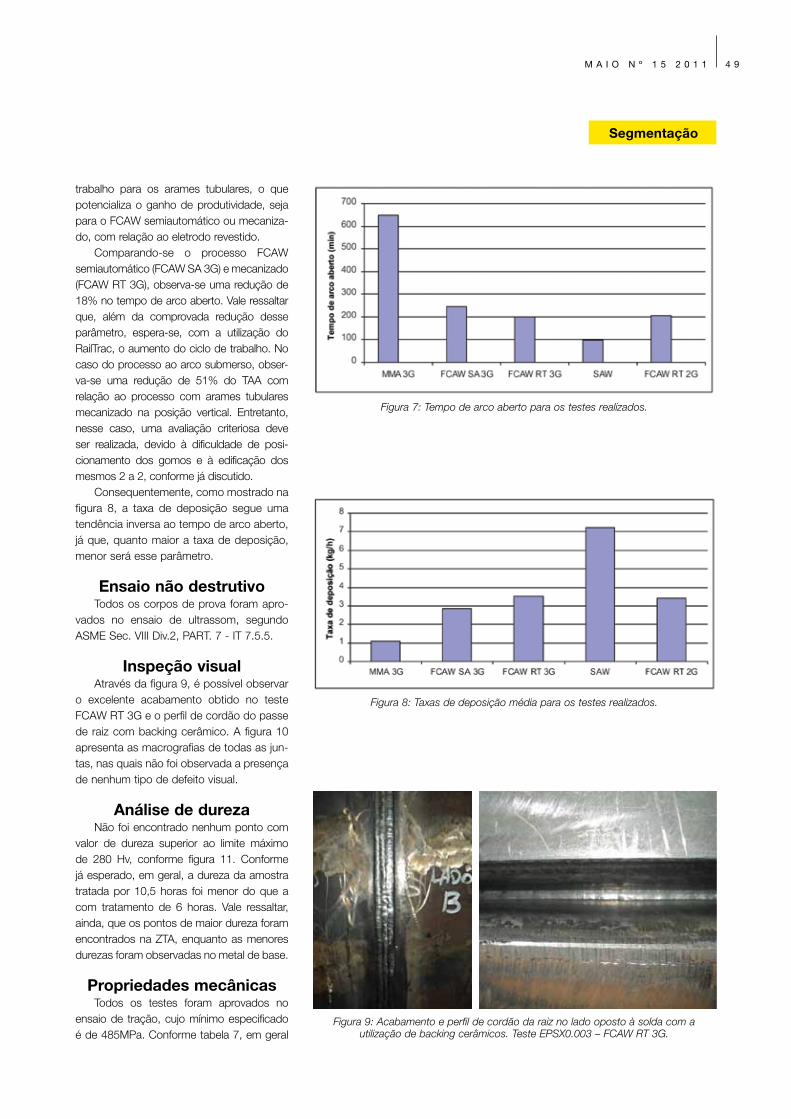
4 9m a i o N º 1 5 2 0 1 1
Segmentação
trabalho para os arames tubulares, o que potencializa o ganho de produtividade, seja para o FCAW semiautomático ou mecaniza-do, com relação ao eletrodo revestido.
Comparando-se o processo FCAW semiautomático (FCAW SA 3G) e mecanizado (FCAW RT 3G), observa-se uma redução de 18% no tempo de arco aberto. Vale ressaltar que, além da comprovada redução desse parâmetro, espera-se, com a utilização do RailTrac, o aumento do ciclo de trabalho. No caso do processo ao arco submerso, obser-va-se uma redução de 51% do TAA com relação ao processo com arames tubulares mecanizado na posição vertical. Entretanto, nesse caso, uma avaliação criteriosa deve ser realizada, devido à dificuldade de posi-cionamento dos gomos e à edificação dos mesmos 2 a 2, conforme já discutido.
Consequentemente, como mostrado na figura 8, a taxa de deposição segue uma tendência inversa ao tempo de arco aberto, já que, quanto maior a taxa de deposição, menor será esse parâmetro.
Ensaio não destrutivoTodos os corpos de prova foram apro-
vados no ensaio de ultrassom, segundo ASME Sec. VIII Div.2, PART. 7 - IT 7.5.5.
Inspeção visualAtravés da figura 9, é possível observar
o excelente acabamento obtido no teste FCAW RT 3G e o perfil de cordão do passe de raiz com backing cerâmico. A figura 10 apresenta as macrografias de todas as jun-tas, nas quais não foi observada a presença de nenhum tipo de defeito visual.
Análise de durezaNão foi encontrado nenhum ponto com
valor de dureza superior ao limite máximo de 280 Hv, conforme figura 11. Conforme já esperado, em geral, a dureza da amostra tratada por 10,5 horas foi menor do que a com tratamento de 6 horas. Vale ressaltar, ainda, que os pontos de maior dureza foram encontrados na ZTA, enquanto as menores durezas foram observadas no metal de base.
Propriedades mecânicas
Todos os testes foram aprovados no ensaio de tração, cujo mínimo especificado é de 485MPa. Conforme tabela 7, em geral
Figura 7: Tempo de arco aberto para os testes realizados.
Figura 8: Taxas de deposição média para os testes realizados.
Figura 9: Acabamento e perfil de cordão da raiz no lado oposto à solda com a utilização de backing cerâmicos. Teste EPSX0.003 – FCAW RT 3G.
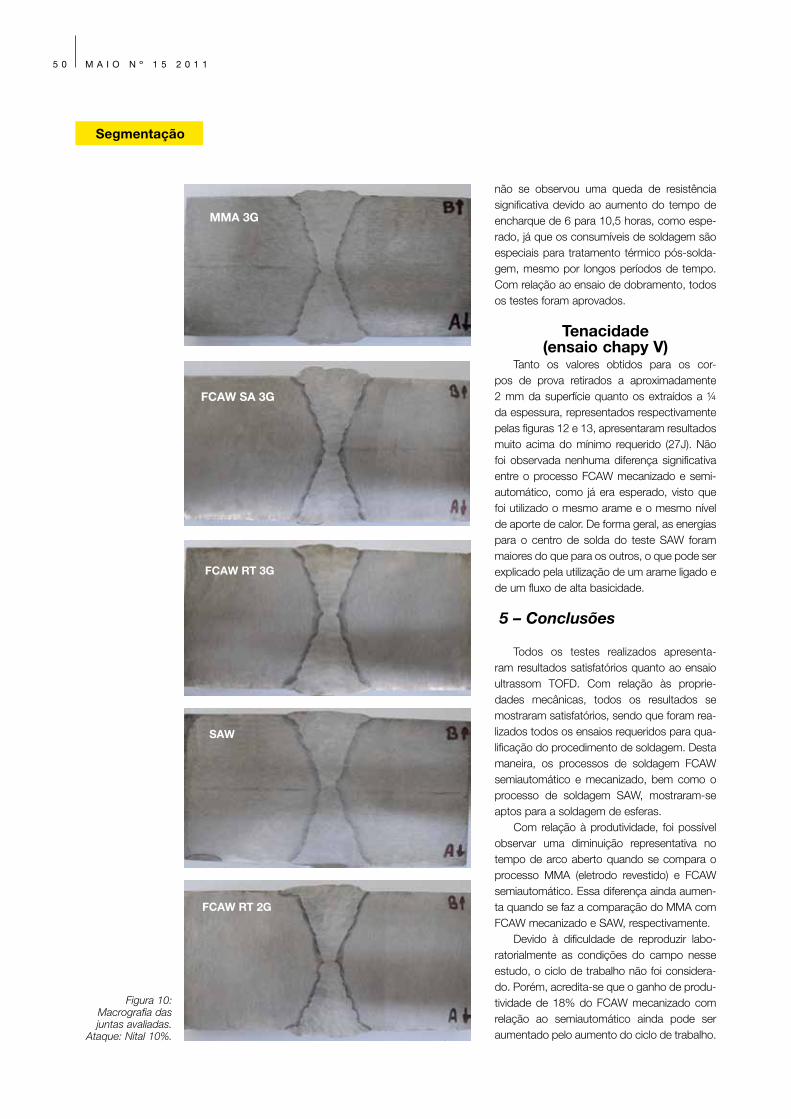
5 0 m a i o N º 1 5 2 0 1 1
Figura 10: Macrografia das juntas avaliadas.
Ataque: Nital 10%.
Segmentação
não se observou uma queda de resistência significativa devido ao aumento do tempo de encharque de 6 para 10,5 horas, como espe-rado, já que os consumíveis de soldagem são especiais para tratamento térmico pós-solda-gem, mesmo por longos períodos de tempo. Com relação ao ensaio de dobramento, todos os testes foram aprovados.
Tenacidade (ensaio chapy V)
Tanto os valores obtidos para os cor-pos de prova retirados a aproximadamente 2 mm da superfície quanto os extraídos a ¼ da espessura, representados respectivamente pelas figuras 12 e 13, apresentaram resultados muito acima do mínimo requerido (27J). Não foi observada nenhuma diferença significativa entre o processo FCAW mecanizado e semi-automático, como já era esperado, visto que foi utilizado o mesmo arame e o mesmo nível de aporte de calor. De forma geral, as energias para o centro de solda do teste SAW foram maiores do que para os outros, o que pode ser explicado pela utilização de um arame ligado e de um fluxo de alta basicidade.
5 – Conclusões
Todos os testes realizados apresenta-ram resultados satisfatórios quanto ao ensaio ultrassom TOFD. Com relação às proprie-dades mecânicas, todos os resultados se mostraram satisfatórios, sendo que foram rea-lizados todos os ensaios requeridos para qua-lificação do procedimento de soldagem. Desta maneira, os processos de soldagem FCAW semiautomático e mecanizado, bem como o processo de soldagem SAW, mostraram-se aptos para a soldagem de esferas.
Com relação à produtividade, foi possível observar uma diminuição representativa no tempo de arco aberto quando se compara o processo MMA (eletrodo revestido) e FCAW semiautomático. Essa diferença ainda aumen-ta quando se faz a comparação do MMA com FCAW mecanizado e SAW, respectivamente.
Devido à dificuldade de reproduzir labo-ratorialmente as condições do campo nesse estudo, o ciclo de trabalho não foi considera-do. Porém, acredita-se que o ganho de produ-tividade de 18% do FCAW mecanizado com relação ao semiautomático ainda pode ser aumentado pelo aumento do ciclo de trabalho.
FCAW RT 2G
MMA 3G
FCAW SA 3G
FCAW RT 3G
SAW
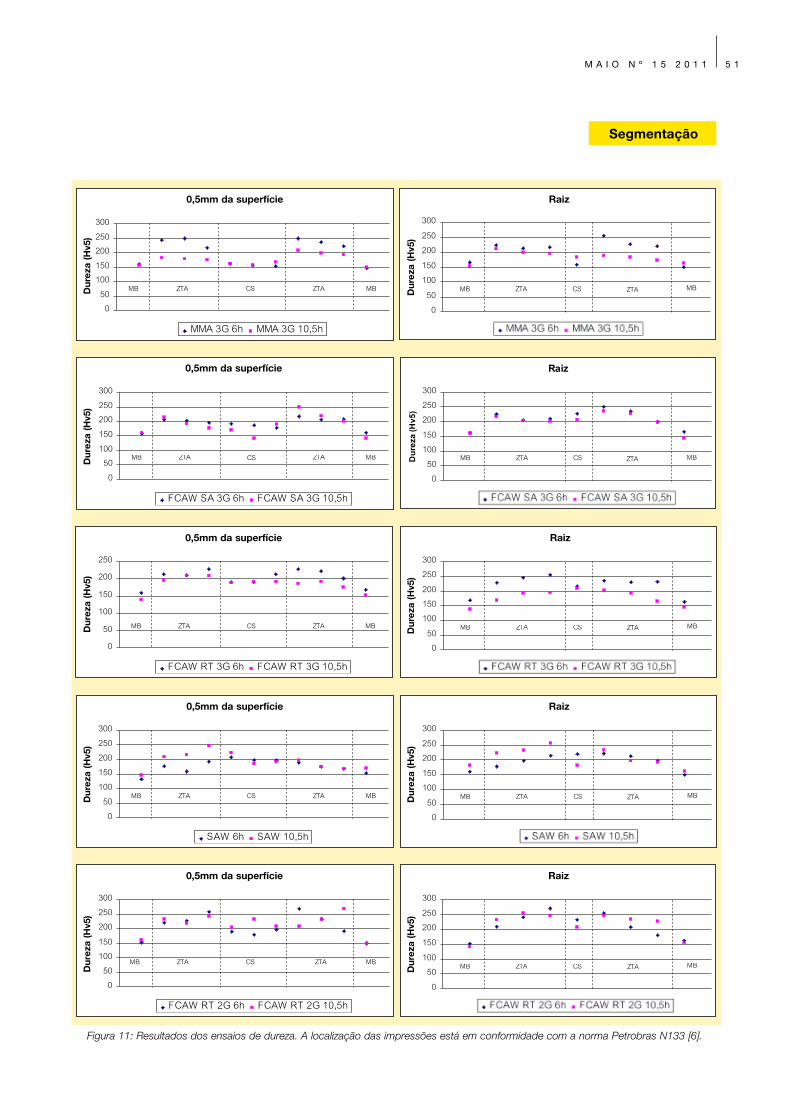
5 1m a i o N º 1 5 2 0 1 1
Figura 11: Resultados dos ensaios de dureza. A localização das impressões está em conformidade com a norma Petrobras N133 [6].
Segmentação
Dur
eza
(Hv5
)
Raiz
0,5mm da superfície
0
50
100
150
200
250
300
Dure
za (H
v5)
MMA 3G 6h MMA 3G 10,5h
MB ZTA CS ZTA MB
0,5mm da superfície
Dur
eza
(Hv5
)
Raiz
0
50
100
150
200
250
300
Dur
eza
(Hv5
)
MMA 3G 6h MMA 3G 10,5h
MB ZTA CS ZTA MB
Dur
eza
(Hv5
)
Raiz
0,5mm da superfície
0
50
100
150
200
250
300
Dur
eza
(Hv5
)
FCAW SA 3G 6h FCAW SA 3G 10,5h
MB ZTA CS ZTA MB
Dur
eza
(Hv5
)
0,5mm da superfície Raiz
0
50
100
150
200
250
300
Dur
eza
(Hv5
)
FCAW SA 3G 6h FCAW SA 3G 10,5h
MB ZTA CS ZTA MB
0,5mm da superfície
0
50
100
150
200
250
Dur
eza
(Hv5
)
FCAW RT 3G 6h FCAW RT 3G 10,5h
MB ZTA CS ZTA MB
Dur
eza
(Hv5
)
0,5mm da superfície Raiz
0
50
100
150
200
250
300
Dur
eza
(Hv5
)
FCAW RT 3G 6h FCAW RT 3G 10,5h
MB ZTA CS ZTA MB
Dur
eza
(Hv5
)
Raiz
0,5mm da superfície
0
50
100
150
200
250
300
Dur
eza
(Hv5
)
SAW 6h SAW 10,5h
MB ZTA CS ZTA MB
Dur
eza
(Hv5
)
0,5mm da superfície Raiz
0
50
100
150
200
250
300
Dur
eza
(Hv5
)
SAW 6h SAW 10,5h
MB ZTA CS ZTA MB
Dur
eza
(Hv5
)
Raiz
0,5mm da superfície
0
50
100
150
200
250
300
Dur
eza
(Hv5
)
FCAW RT 2G 6h FCAW RT 2G 10,5h
MB ZTA CS ZTA MB
Dur
eza
(Hv5
)
0,5mm da superfície Raiz
0
50
100
150
200
250
300
Dur
eza
(Hv5
)
FCAW RT 2G 6h FCAW RT 2G 10,5h
MB ZTA CS ZTA MB
Dur
eza
(Hv5
)
Raiz
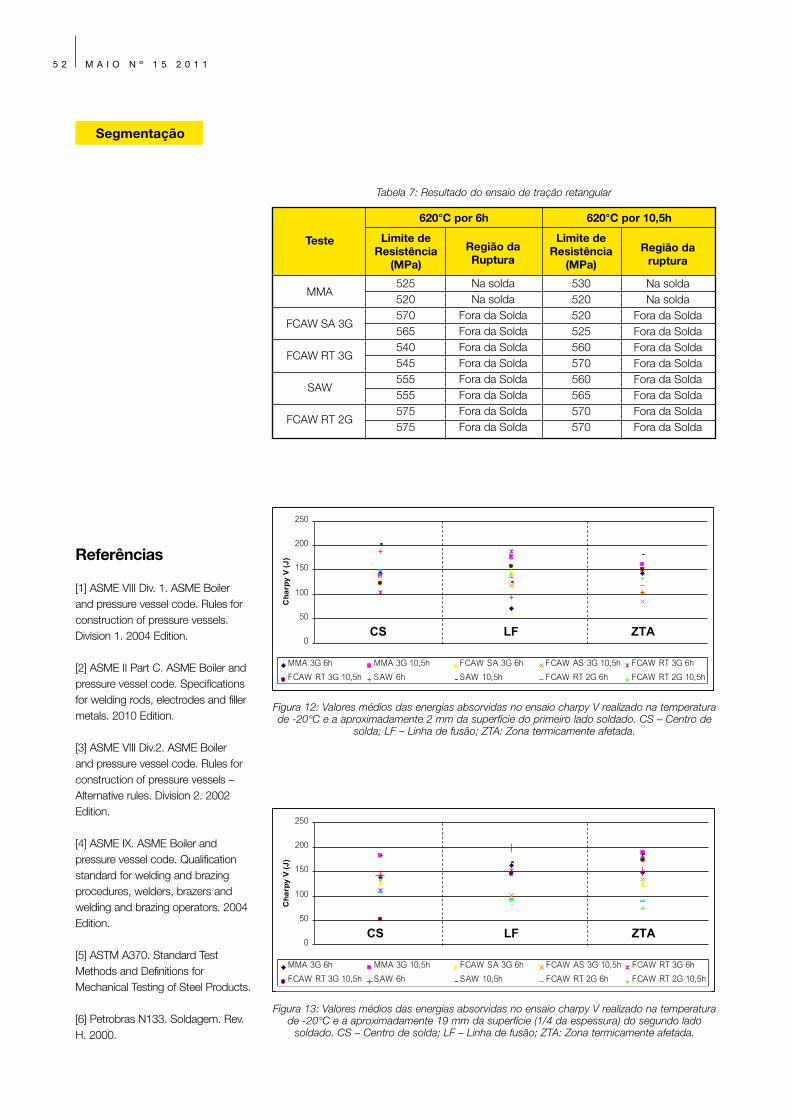
5 2 m a i o N º 1 5 2 0 1 1
Segmentação
Referências
[1] ASME VIII Div. 1. ASME Boiler and pressure vessel code. Rules for construction of pressure vessels. Division 1. 2004 Edition.
[2] ASME II Part C. ASME Boiler and pressure vessel code. Specifications for welding rods, electrodes and filler metals. 2010 Edition.
[3] ASME VIII Div.2. ASME Boiler and pressure vessel code. Rules for construction of pressure vessels – Alternative rules. Division 2. 2002 Edition.
[4] ASME IX. ASME Boiler and pressure vessel code. Qualification standard for welding and brazing procedures, welders, brazers and welding and brazing operators. 2004 Edition.
[5] ASTM A370. Standard Test Methods and Definitions for Mechanical Testing of Steel Products.
[6] Petrobras N133. Soldagem. Rev. H. 2000.
Tabela 7: Resultado do ensaio de tração retangular
Figura 13: Valores médios das energias absorvidas no ensaio charpy V realizado na temperatura de -20°C e a aproximadamente 19 mm da superfície (1/4 da espessura) do segundo lado
soldado. CS – Centro de solda; LF – Linha de fusão; ZTA: Zona termicamente afetada.
Figura 12: Valores médios das energias absorvidas no ensaio charpy V realizado na temperatura de -20°C e a aproximadamente 2 mm da superfície do primeiro lado soldado. CS – Centro de
solda; LF – Linha de fusão; ZTA: Zona termicamente afetada.
MMA
FCAW SA 3G
FCAW RT 3G
SAW
FCAW RT 2G
525520570565540545555555575575
Na soldaNa solda
Fora da SoldaFora da SoldaFora da SoldaFora da SoldaFora da SoldaFora da SoldaFora da SoldaFora da Solda
530520520525560570560565570570
Na soldaNa solda
Fora da SoldaFora da SoldaFora da SoldaFora da SoldaFora da SoldaFora da SoldaFora da SoldaFora da Solda
620°C por 6h 620°C por 10,5h
Teste Limite de Resistência
(MPa)
Limite de Resistência
(MPa)
Região da Ruptura
Região da ruptura
0
50
100
150
200
250
Cha
rpy
V (J
)
MMA 3G 6h MMA 3G 10,5h FCAW SA 3G 6h FCAW AS 3G 10,5h FCAW RT 3G 6h
FCAW RT 3G 10,5h SAW 6h SAW 10,5h FCAW RT 2G 6h FCAW RT 2G 10,5h
CS LF ZTA
0
50
100
150
200
250
Cha
rpy
V (J
)
MMA 3G 6h MMA 3G 10,5h FCAW SA 3G 6h FCAW AS 3G 10,5h FCAW RT 3G 6h
FCAW RT 3G 10,5h SAW 6h SAW 10,5h FCAW RT 2G 6h FCAW RT 2G 10,5h
CS LF ZTA

5 3m a i o N º 1 5 2 0 1 1
A Rhowert Indústria e Comércio Ltda. conta com uma estrutura direcionada ao desenvolvimento e fabricação dos mais diversos
componentes para o segmento automotivo. A empresa está localizada estrategicamen-te em São Bernardo do Campo, berço da indústria automotiva paulista, possuindo desde produtos estampados e injetados até conjuntos soldados em sua linha de produção, sendo especialista na fabricação de estruturas de bancos para veículos.
Entre os principais clientes estão as empresas do Grupo ThyssenKrupp Bilstein e Johnson Controls Automotive do Brasil. A Rhowert tem como base para o crescimento e desenvolvimento a qualida-de e a diferenciação de seus produtos e serviços, sendo estes os principais pilares de sua política da qualidade. A empresa conta com a ESAB no fornecimento de soluções para soldagem semiautomáti-ca e robotizada, tendo adquirido, recen-temente, dois pacotes de robotização ESAB – com fontes AristoPower 460 – integrados com robôs Motoman EA 1900N e controladores NX 100. Trata-se de pacotes de robotização destinados ao processo de soldagem GMAW.
Solução em robotizaçãoO pacote de robotização ESAB é
diferenciado em relação à facilidade de integração e operação, trazendo a expe-riência de mais de 30 anos na gera-ção de tecnologia e desenvolvimento de equipamentos inversores, efetivamente direcionados para solda. Este know-how possibilita à ESAB ser o primeiro e único fabricante a produzir no Brasil equipa-mentos desse porte, com alta tecnologia e valor agregado, de forma a atender aos clientes com uma solução global, mas localmente. O mesmo equipamento pode
ser encontrado tanto na Europa quanto nos Estados Unidos, e, por se tratar de um equipamento fabricado no Brasil, pos-sui vasto estoque de peças de reposição, podendo ainda ser adquirido por meio da linha de crédito Finame.
O pacote é composto por um con-trolador denominado U8-2 (no qual são efetuados todos os ajustes referentes aos parâmetros de soldagem), interface W8-2, (que permite a comunicação entre o paco-te de soldagem), o robô (que conta com um protocolo de comunicação DeviceNet), fonte de soldagem sinérgica pulsada AristoPower 460 (que proporciona um arco elétrico suave e uma transferência metálica estável) e pelo alimentador de arame MEM 30 (leve, compacto e robusto, que garante uma alimentação de arame constante e maior estabilidade do processo). Confira a descrição dos itens adquiridos pelo cliente Rhowert, que compõem uma configuração típica do pacote de integração ESAB.
Controlador U8-2É um controlador de última geração,
que possui mais de 200 linhas de sinergis-mo, utilizadas para a soldagem de pratica-mente todo tipo de metal, desde ligas de alumínio, de aços ao carbono e de aços inoxidáveis, até de arames destinados ao processo de soldagem MIG Brazing. O controlador ainda possui 255 posições de memória para armazenagem dos parâme-tros de soldagem, além de novas funções destinadas ao gerenciamento do siste-ma, que incluem o bloqueio do sistema de soldagem por senha e três níveis de senhas, de acordo com o perfil do usuário: Administrador, que permite acesso total ao sistema; Sênior, que bloqueia deter-minadas configurações; e Normal, que permite acesso aos parâmetros básicos de soldagem.
Segmentação
Rhowert conta com equipamentos ESaB para soldagem robotizada
Roberto Luiz de SouzaConsultor Técnico ESAB Brasil
Figura1: Controlador ESAB U8-2 integrado ao robô Motoman
EA1900N + controlador NX100.

5 4 m a i o N º 1 5 2 0 1 1
Segmentação
Interface W8-2Trata-se de uma nova interface da ESAB
para comunicação com robôs e sistemas mecanizados. Possui comunicação CAN Bus para conexão entre os componentes do conjunto de soldagem, como fonte, alimentador e controlador. Possui ainda comunicação DeviceNet, Profibus ou CAN Open, para integração com sistemas robo-tizados ou mecanizados. A interface conta, ainda, com uma saída USB para armazena-gem dos dados de soldagem e uma saída de rede para comunicação e monitoramen-to dos dados de soldagem.
Fonte de soldagem AristoPower 460É uma fonte robusta de alto desem-
penho, especialmente desenvolvida para a soldagem GMAW, fabricada no Brasil. Com ciclo de trabalho elevado – 450A@100% –, é ideal para aplicações de soldagem em diversos turnos de trabalho. A fonte conta com inversores de rápida resposta, o que garante uma excelente estabilidade do arco elétrico, além de possuir sistema de proteção contra supe-raquecimento.
Alimentador de arame MEM 30 Alimentador de arame leve e compac-
to, especialmente desenhado para otimizar a movimentação do robô e melhorar o acesso a determinados espaços e posi-ções de soldagem. Apresenta facilidade de substituição das roldanas de tração, sem a necessidade do uso de ferramentas. Conta com canais nas roldanas de pressão (supe-riores) e tração (inferiores), para manter a
Segundo Felipe Justo, respon-sável pelos sistemas robotizados da Rhowert, as vantagens do pacote de soldagem ESAB são verdadeiramente aplicadas ao processo, sendo possí-vel visualizá-las durante a produção. Ele destaca que “o tempo de integra-ção do pacote de soldagem é bastan-te reduzido e de fácil compreensão.
A integração das células adquiridas pela Rhowert foi concluída em meio período. Além disso, o pacote conta com equipamentos sinérgicos, que permitem o trabalho com correntes pulsadas, e comunicação totalmen-te digital, o que reduz o número de falhas durante o processo”. Segundo Felipe, os conjuntos soldados fabrica-
dos pela Rhowert possuem requisitos muito restritos em relação à qualida-de, particularmente na soldagem dos assentos e barras de estabilizadores. Neste sentido, ele afirma ter conse-guido verificar melhorias significativas e aumento da produtividade relacio-nados aos recursos disponíveis no equipamento ESAB.
Opinião do cliente
Figura 2: Interface W8-2 instalada no painel traseiro do equipamento AristoPower 460.
Figura 3: Fonte de soldagem AristoPower 460.

5 5m a i o N º 1 5 2 0 1 1
mesma velocidade periférica em todas as roldanas e evitar que o arame patine, além de braço superior com eixo central, para distribuir melhor a pressão nas roldanas. O motor do tracionador ainda conta com um encoder, sensor utilizado para medir a velocidade de alimentação e mantê-la sempre constante.
Aplicação de soldagem de assentos
O equipamento ESAB possui facilidade de ajuste de parâmetros e proporciona um arco elétrico muito estável, o que reduz a aderência de respingos na superfície dos componentes, além de possuir diversos recursos para abertura de arco. Dentre estes, Felipe destaca a função Hot Start, que permite iniciar a soldagem com níveis mais baixos de corrente, evitando furar a chapa durante a abertura do arco elétrico. Este recurso permite a soldagem de uma chapa de espessura 0,8mm, mesmo utili-zando um arame de soldagem de diâmetro maior, neste caso, 0,9mm.
Aplicação de soldagem das barras estabilizadoras
Segundo Felipe, durante o processo de soldagem das barras estabilizadoras existe uma característica do processo, que é a formação de gás na região interna da bucha terminal da barra estabilizadora. Esta é proveniente da elevação da tempe-ratura e consequente fusão do metal de base durante o processo de soldagem, podendo ocasionar porosidade no cordão de solda. “Com o recurso de preenchimen-to de cratera disponível no equipamento ESAB, conseguimos preencher a cratera no final do cordão de solda após a sobre-posição dele, o que garante um fechamen-to completo do cordão, reduzindo possí-veis defeitos e aumentando a produtividade e qualidade dos componentes soldados na célula”, afirma.
AgradecimentosAgradecemos ao cliente Rhowert por
confiar na ESAB como sua parceira em solda-
gem. Em especial, a Roberto Sartori, diretor
Industrial, e Felipe Justo, técnico de Robótica.
Segmentação
Figura 5: Controlador da unidade de tração MEM 30.
Figura 4: Unidade de tração MEM 30, instalado no robô.
Figura 8: Acabamento do cordão de solda, encosto do assento Chevrolet Meriva.
Figura 6: Célula de soldagem de assentos.
Figura 7: Acabamento dos pontos de solda, encosto do assento Chevrolet Meriva.
Figura 10: Célula de soldagem da barra estabilizadora do Honda City.
Figura 9: Acabamento do cordão de soldagem da bucha da barra estabilizadora
do Honda City.
5 6 m a i o N º 1 5 2 0 1 1
Segmentação
Soluções ESaB para o segmento de reparo e manutençãoHugo Reis GamaConsultor Técnico ESAB Brasil
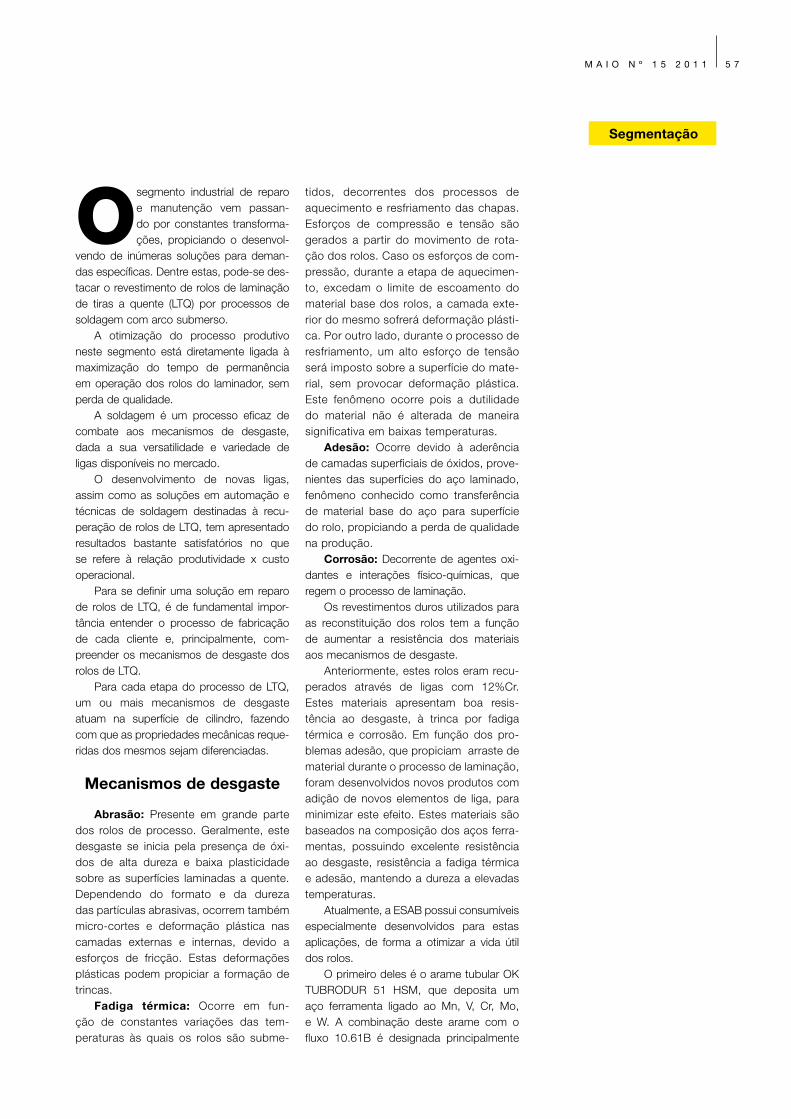
5 7m a i o N º 1 5 2 0 1 1
Segmentação
O segmento industrial de reparo e manutenção vem passan-do por constantes transforma-ções, propiciando o desenvol-
vendo de inúmeras soluções para deman-das específicas. Dentre estas, pode-se des-tacar o revestimento de rolos de laminação de tiras a quente (LTQ) por processos de soldagem com arco submerso.
A otimização do processo produtivo neste segmento está diretamente ligada à maximização do tempo de permanência em operação dos rolos do laminador, sem perda de qualidade.
A soldagem é um processo eficaz de combate aos mecanismos de desgaste, dada a sua versatilidade e variedade de ligas disponíveis no mercado.
O desenvolvimento de novas ligas, assim como as soluções em automação e técnicas de soldagem destinadas à recu-peração de rolos de LTQ, tem apresentado resultados bastante satisfatórios no que se refere à relação produtividade x custo operacional.
Para se definir uma solução em reparo de rolos de LTQ, é de fundamental impor-tância entender o processo de fabricação de cada cliente e, principalmente, com-preender os mecanismos de desgaste dos rolos de LTQ.
Para cada etapa do processo de LTQ, um ou mais mecanismos de desgaste atuam na superfície de cilindro, fazendo com que as propriedades mecânicas reque-ridas dos mesmos sejam diferenciadas.
Mecanismos de desgaste
Abrasão: Presente em grande parte dos rolos de processo. Geralmente, este desgaste se inicia pela presença de óxi-dos de alta dureza e baixa plasticidade sobre as superfícies laminadas a quente. Dependendo do formato e da dureza das partículas abrasivas, ocorrem também micro-cortes e deformação plástica nas camadas externas e internas, devido a esforços de fricção. Estas deformações plásticas podem propiciar a formação de trincas.
Fadiga térmica: Ocorre em fun-ção de constantes variações das tem-peraturas às quais os rolos são subme-
tidos, decorrentes dos processos de aquecimento e resfriamento das chapas. Esforços de compressão e tensão são gerados a partir do movimento de rota-ção dos rolos. Caso os esforços de com-pressão, durante a etapa de aquecimen-to, excedam o limite de escoamento do material base dos rolos, a camada exte-rior do mesmo sofrerá deformação plásti-ca. Por outro lado, durante o processo de resfriamento, um alto esforço de tensão será imposto sobre a superfície do mate-rial, sem provocar deformação plástica. Este fenômeno ocorre pois a dutilidade do material não é alterada de maneira significativa em baixas temperaturas.
Adesão: Ocorre devido à aderência de camadas superficiais de óxidos, prove-nientes das superfícies do aço laminado, fenômeno conhecido como transferência de material base do aço para superfície do rolo, propiciando a perda de qualidade na produção.
Corrosão: Decorrente de agentes oxi-dantes e interações físico-químicas, que regem o processo de laminação.
Os revestimentos duros utilizados para as reconstituição dos rolos tem a função de aumentar a resistência dos materiais aos mecanismos de desgaste.
Anteriormente, estes rolos eram recu-perados através de ligas com 12%Cr. Estes materiais apresentam boa resis-tência ao desgaste, à trinca por fadiga térmica e corrosão. Em função dos pro-blemas adesão, que propiciam arraste de material durante o processo de laminação, foram desenvolvidos novos produtos com adição de novos elementos de liga, para minimizar este efeito. Estes materiais são baseados na composição dos aços ferra-mentas, possuindo excelente resistência ao desgaste, resistência a fadiga térmica e adesão, mantendo a dureza a elevadas temperaturas.
Atualmente, a ESAB possui consumíveis especialmente desenvolvidos para estas aplicações, de forma a otimizar a vida útil dos rolos.
O primeiro deles é o arame tubular OK TUBRODUR 51 HSM, que deposita um aço ferramenta ligado ao Mn, V, Cr, Mo, e W. A combinação deste arame com o fluxo 10.61B é designada principalmente
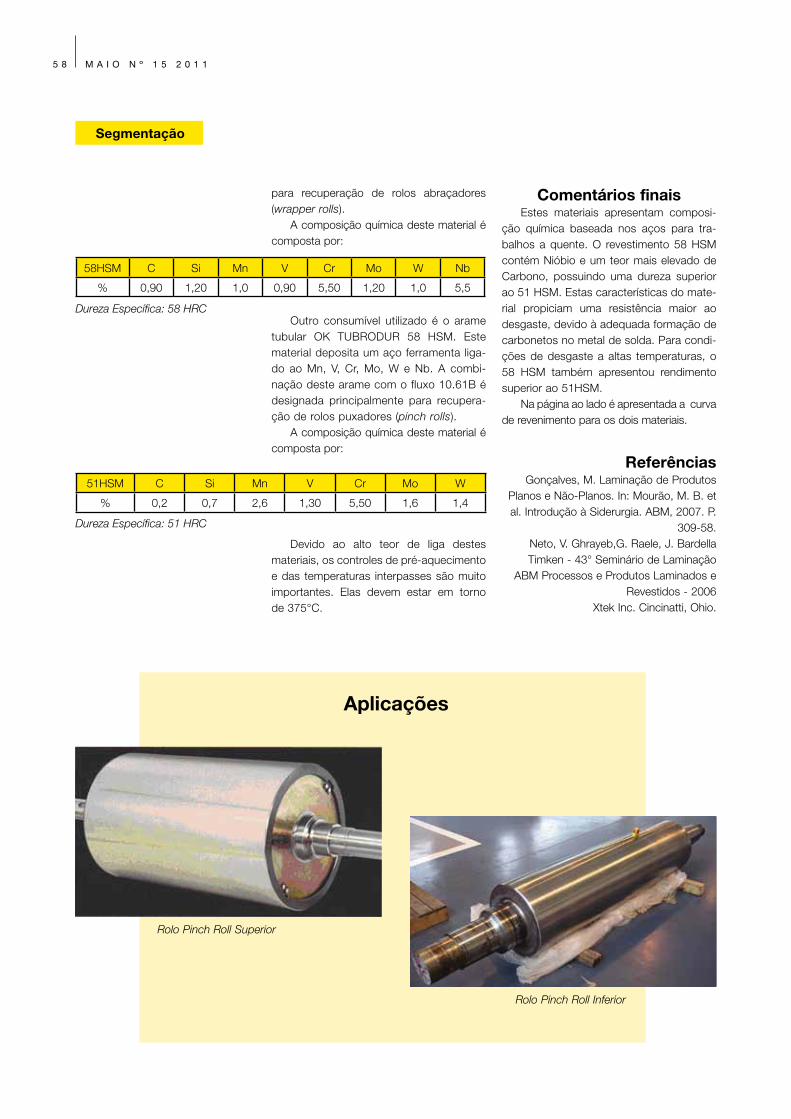
5 8 m a i o N º 1 5 2 0 1 1
Segmentação
Rolo Pinch Roll Superior
Aplicações
Rolo Pinch Roll Inferior
para recuperação de rolos abraçadores (wrapper rolls).
A composição química deste material é composta por:
Outro consumível utilizado é o arame tubular OK TUBRODUR 58 HSM. Este material deposita um aço ferramenta liga-do ao Mn, V, Cr, Mo, W e Nb. A combi-nação deste arame com o fluxo 10.61B é designada principalmente para recupera-ção de rolos puxadores (pinch rolls).
A composição química deste material é composta por:
Devido ao alto teor de liga destes materiais, os controles de pré-aquecimento e das temperaturas interpasses são muito importantes. Elas devem estar em torno de 375°C.
Comentários finaisEstes materiais apresentam composi-
ção química baseada nos aços para tra-balhos a quente. O revestimento 58 HSM contém Nióbio e um teor mais elevado de Carbono, possuindo uma dureza superior ao 51 HSM. Estas características do mate-rial propiciam uma resistência maior ao desgaste, devido à adequada formação de carbonetos no metal de solda. Para condi-ções de desgaste a altas temperaturas, o 58 HSM também apresentou rendimento superior ao 51HSM.
Na página ao lado é apresentada a curva de revenimento para os dois materiais.
ReferênciasGonçalves, M. Laminação de Produtos
Planos e Não-Planos. In: Mourão, M. B. et al. Introdução à Siderurgia. ABM, 2007. P.
309-58.Neto, V. Ghrayeb,G. Raele, J. Bardella Timken - 43° Seminário de Laminação
ABM Processos e Produtos Laminados e Revestidos - 2006
Xtek Inc. Cincinatti, Ohio.
51HSM C Si Mn V Cr Mo W
% 0,2 0,7 2,6 1,30 5,50 1,6 1,4
Dureza Específica: 51 HRC
58HSM C Si Mn V Cr Mo W Nb
% 0,90 1,20 1,0 0,90 5,50 1,20 1,0 5,5
Dureza Específica: 58 HRC
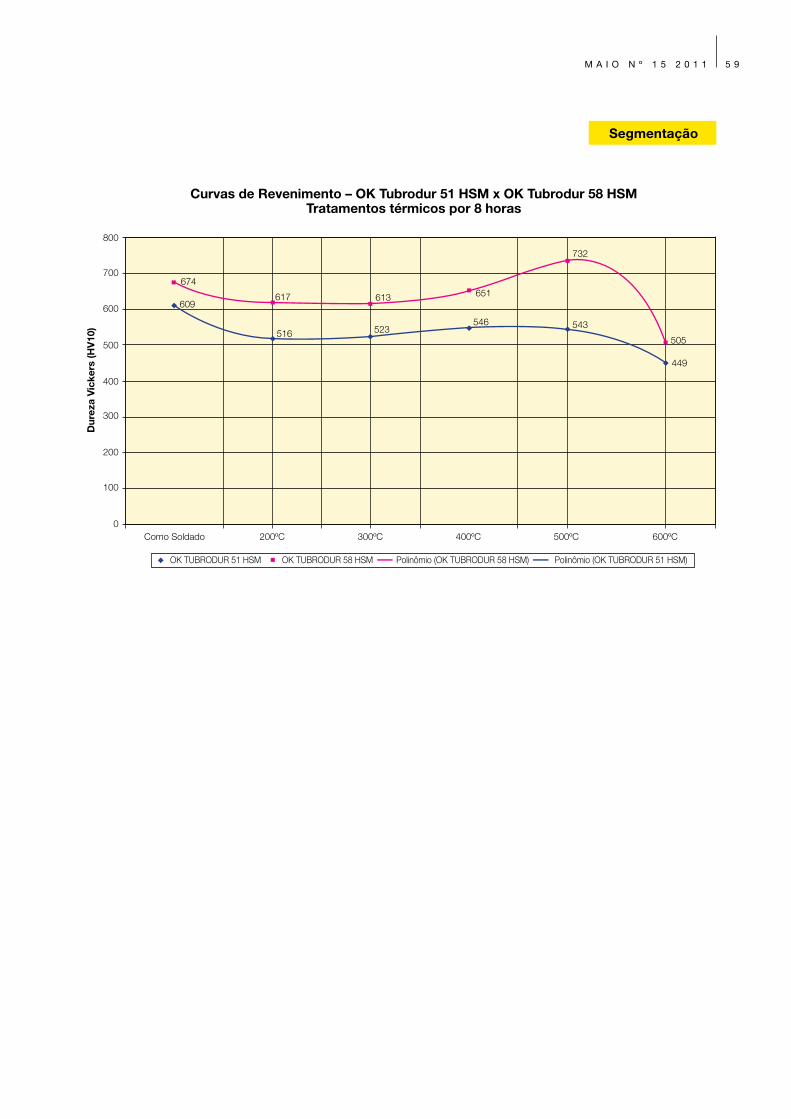
5 9m a i o N º 1 5 2 0 1 1
Segmentação
800
Curvas de Revenimento – OK Tubrodur 51 HSM x OK Tubrodur 58 HSMTratamentos térmicos por 8 horas
Dur
eza
Vic
kers
(HV
10)
700
600
500
400
300
200
100
0Como Soldado 200ºC 300ºC 400ºC 500ºC 600ºC
674
617
516
613
523546
651
732
543
505
449
609
OK TUBRODUR 51 HSM OK TUBRODUR 58 HSM Polinômio (OK TUBRODUR 58 HSM) Polinômio (OK TUBRODUR 51 HSM)
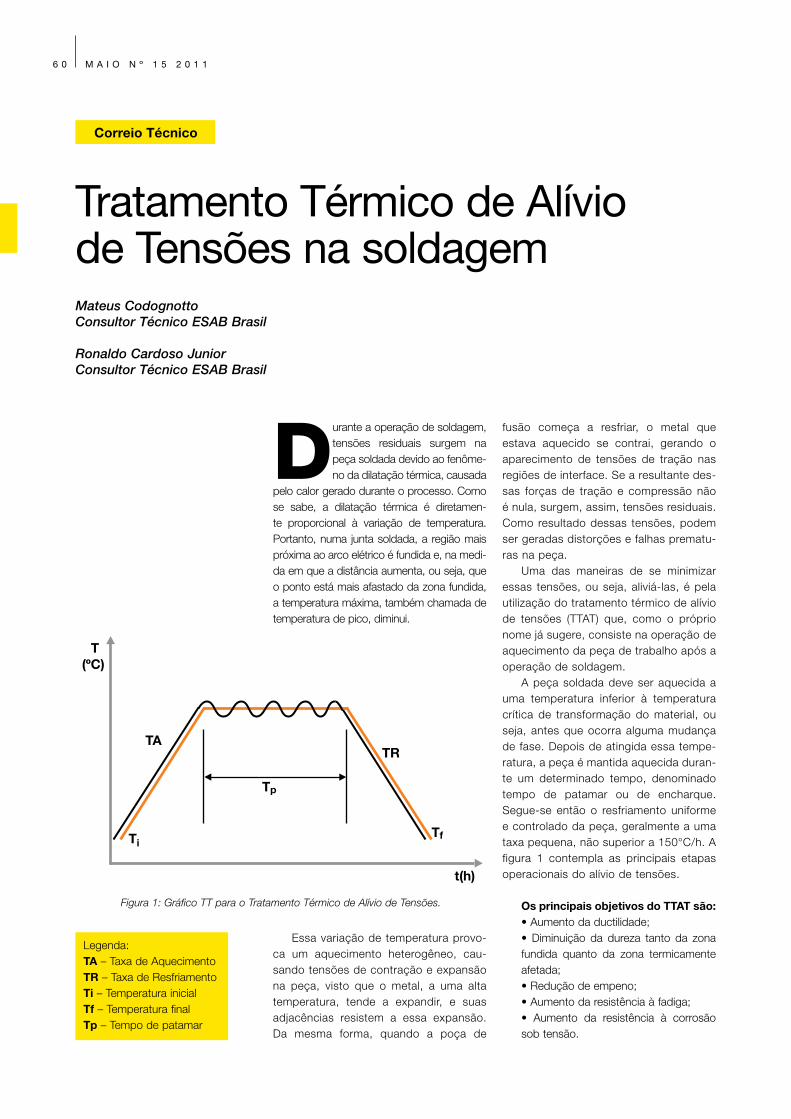
6 0 m a i o N º 1 5 2 0 1 1
Correio Técnico
Tratamento Térmico de alívio de Tensões na soldagem
Durante a operação de soldagem, tensões residuais surgem na peça soldada devido ao fenôme-no da dilatação térmica, causada
pelo calor gerado durante o processo. Como se sabe, a dilatação térmica é diretamen-te proporcional à variação de temperatura. Portanto, numa junta soldada, a região mais próxima ao arco elétrico é fundida e, na medi-da em que a distância aumenta, ou seja, que o ponto está mais afastado da zona fundida, a temperatura máxima, também chamada de temperatura de pico, diminui.
Essa variação de temperatura provo-ca um aquecimento heterogêneo, cau-sando tensões de contração e expansão na peça, visto que o metal, a uma alta temperatura, tende a expandir, e suas adjacências resistem a essa expansão. Da mesma forma, quando a poça de
fusão começa a resfriar, o metal que estava aquecido se contrai, gerando o aparecimento de tensões de tração nas regiões de interface. Se a resultante des-sas forças de tração e compressão não é nula, surgem, assim, tensões residuais. Como resultado dessas tensões, podem ser geradas distorções e falhas prematu-ras na peça.
Uma das maneiras de se minimizar essas tensões, ou seja, aliviá-las, é pela utilização do tratamento térmico de alívio de tensões (TTAT) que, como o próprio nome já sugere, consiste na operação de aquecimento da peça de trabalho após a operação de soldagem.
A peça soldada deve ser aquecida a uma temperatura inferior à temperatura crítica de transformação do material, ou seja, antes que ocorra alguma mudança de fase. Depois de atingida essa tempe-ratura, a peça é mantida aquecida duran-te um determinado tempo, denominado tempo de patamar ou de encharque. Segue-se então o resfriamento uniforme e controlado da peça, geralmente a uma taxa pequena, não superior a 150°C/h. A figura 1 contempla as principais etapas operacionais do alívio de tensões.
Os principais objetivos do TTAT são: • Aumento da ductilidade;• Diminuição da dureza tanto da zona fundida quanto da zona termicamente afetada;• Redução de empeno;• Aumento da resistência à fadiga;• Aumento da resistência à corrosão sob tensão.
Mateus CodognottoConsultor Técnico ESAB Brasil
Ronaldo Cardoso JuniorConsultor Técnico ESAB Brasil
Figura 1: Gráfico TT para o Tratamento Térmico de Alívio de Tensões.
Legenda:TA – Taxa de AquecimentoTR – Taxa de ResfriamentoTi – Temperatura inicialTf – Temperatura finalTp – Tempo de patamar
T
TATR
t(h)
Ti
(ºC)
Tp
Tf
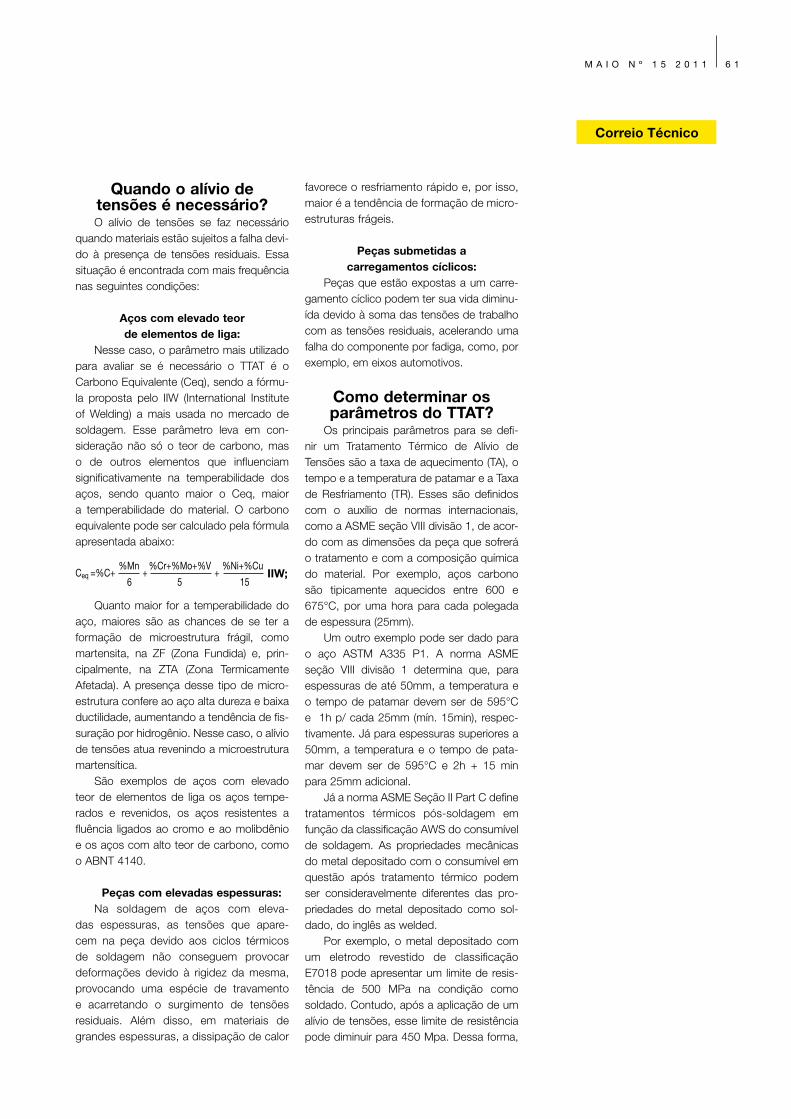
6 1m a i o N º 1 5 2 0 1 1
Quando o alívio de tensões é necessário?O alívio de tensões se faz necessário
quando materiais estão sujeitos a falha devi-do à presença de tensões residuais. Essa situação é encontrada com mais frequência nas seguintes condições:
Aços com elevado teor de elementos de liga:
Nesse caso, o parâmetro mais utilizado para avaliar se é necessário o TTAT é o Carbono Equivalente (Ceq), sendo a fórmu-la proposta pelo IIW (International Institute of Welding) a mais usada no mercado de soldagem. Esse parâmetro leva em con-sideração não só o teor de carbono, mas o de outros elementos que influenciam significativamente na temperabilidade dos aços, sendo quanto maior o Ceq, maior a temperabilidade do material. O carbono equivalente pode ser calculado pela fórmula apresentada abaixo:
IIW;
Quanto maior for a temperabilidade do aço, maiores são as chances de se ter a formação de microestrutura frágil, como martensita, na ZF (Zona Fundida) e, prin-cipalmente, na ZTA (Zona Termicamente Afetada). A presença desse tipo de micro-estrutura confere ao aço alta dureza e baixa ductilidade, aumentando a tendência de fis-suração por hidrogênio. Nesse caso, o alívio de tensões atua revenindo a microestrutura martensítica.
São exemplos de aços com elevado teor de elementos de liga os aços tempe-rados e revenidos, os aços resistentes a fluência ligados ao cromo e ao molibdênio e os aços com alto teor de carbono, como o ABNT 4140.
Peças com elevadas espessuras:Na soldagem de aços com eleva-
das espessuras, as tensões que apare-cem na peça devido aos ciclos térmicos de soldagem não conseguem provocar deformações devido à rigidez da mesma, provocando uma espécie de travamento e acarretando o surgimento de tensões residuais. Além disso, em materiais de grandes espessuras, a dissipação de calor
favorece o resfriamento rápido e, por isso, maior é a tendência de formação de micro-estruturas frágeis.
Peças submetidas a carregamentos cíclicos:
Peças que estão expostas a um carre-gamento cíclico podem ter sua vida diminu-ída devido à soma das tensões de trabalho com as tensões residuais, acelerando uma falha do componente por fadiga, como, por exemplo, em eixos automotivos.
Como determinar os parâmetros do TTAT?
Os principais parâmetros para se defi-nir um Tratamento Térmico de Alívio de Tensões são a taxa de aquecimento (TA), o tempo e a temperatura de patamar e a Taxa de Resfriamento (TR). Esses são definidos com o auxílio de normas internacionais, como a ASME seção VIII divisão 1, de acor-do com as dimensões da peça que sofrerá o tratamento e com a composição química do material. Por exemplo, aços carbono são tipicamente aquecidos entre 600 e 675°C, por uma hora para cada polegada de espessura (25mm).
Um outro exemplo pode ser dado para o aço ASTM A335 P1. A norma ASME seção VIII divisão 1 determina que, para espessuras de até 50mm, a temperatura e o tempo de patamar devem ser de 595°C e 1h p/ cada 25mm (mín. 15min), respec-tivamente. Já para espessuras superiores a 50mm, a temperatura e o tempo de pata-mar devem ser de 595°C e 2h + 15 min para 25mm adicional.
Já a norma ASME Seção II Part C define tratamentos térmicos pós-soldagem em função da classificação AWS do consumível de soldagem. As propriedades mecânicas do metal depositado com o consumível em questão após tratamento térmico podem ser consideravelmente diferentes das pro-priedades do metal depositado como sol-dado, do inglês as welded.
Por exemplo, o metal depositado com um eletrodo revestido de classificação E7018 pode apresentar um limite de resis-tência de 500 MPa na condição como soldado. Contudo, após a aplicação de um alívio de tensões, esse limite de resistência pode diminuir para 450 Mpa. Dessa forma,
Correio Técnico
Ceq =%C+ + +%mn
6 5 15
%Cr+%mo+%V %Ni+%Cu
6 2 m a i o N º 1 5 2 0 1 1
Correio Técnico
Nomenclatura do dia a dia
Frequentemente, o Tratamento Térmico Pós-soldagem é referenciado tanto na literatura especializada quanto nas linhas de produção pelos termos abaixo. Esses termos geralmente são reduzidos a siglas ou pequenas expressões.
• TTPS – Tratamento Térmico Pós-soldagem ou, em inglês, Postweld Heat Treatment (PWHT): Refere-se tanto a Tratamentos Térmicos de Alívio de Tensões como a outros tipos de tratamentos térmicos realizados após operações se sol-dagem, sendo comumente encontrado em normas de fabricação e de soldagem, como ASME e AWS.• Como tratado ou, em inglês, as treated.• Alívio de Tensões ou, em inglês, stress relieving.• TTAT – Tratamento Térmico de Alívio de Tensões.
as propriedades mecânicas do metal de solda, assim como as do metal de base, devem ser avaliadas.
Eletrodos revestidos contendo cromo e molibdênio, tais como o E8018-B2 e E9018-B3, são classificados pela norma AWS A5.5 na condição após Tratamento
Térmico de Alívio de Tensões. O eletrodo E8018-B2, por exemplo, tem um requisito de limite de resistência mínimo de 550 MPa após alívio de tensões a 690°C por uma hora. Contudo, na condição como solda-do, o limite de resistência pode chegar até 825 Mpa.
Na próxima edição, explicaremos o pré-aquecimento e a temperatura entre passes. Não perca.
6 3m a i o N º 1 5 2 0 1 1
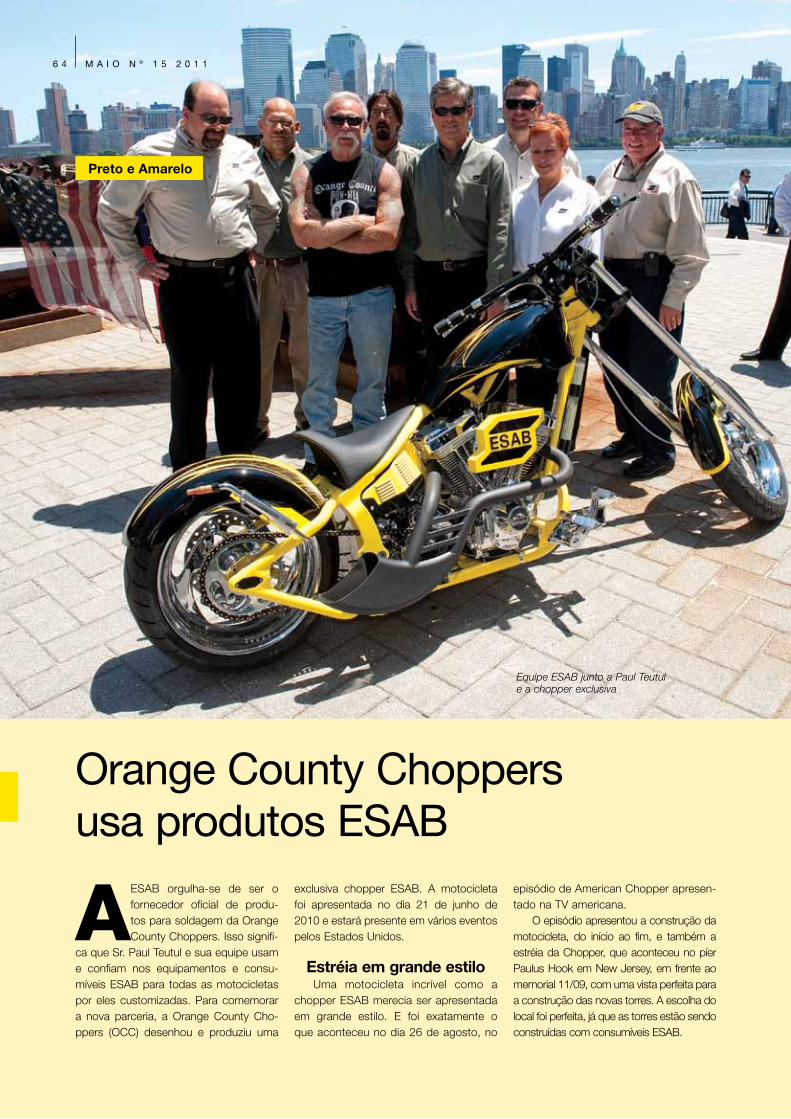
6 4 m a i o N º 1 5 2 0 1 1
orange County Choppers usa produtos ESaB
A ESAB orgulha-se de ser o fornecedor oficial de produ-tos para soldagem da Orange County Choppers. Isso signifi-
ca que Sr. Paul Teutul e sua equipe usam e confiam nos equipamentos e consu-míveis ESAB para todas as motocicletas por eles customizadas. Para comemorar a nova parceria, a Orange County Cho-ppers (OCC) desenhou e produziu uma
exclusiva chopper ESAB. A motocicleta foi apresentada no dia 21 de junho de 2010 e estará presente em vários eventos pelos Estados Unidos.
Estréia em grande estiloUma motocicleta incrível como a
chopper ESAB merecia ser apresentada em grande estilo. E foi exatamente o que aconteceu no dia 26 de agosto, no
episódio de American Chopper apresen-tado na TV americana.
O episódio apresentou a construção da motocicleta, do início ao fim, e também a estréia da Chopper, que aconteceu no píer Paulus Hook em New Jersey, em frente ao memorial 11/09, com uma vista perfeita para a construção das novas torres. A escolha do local foi perfeita, já que as torres estão sendo construídas com consumíveis ESAB.
Equipe ESAB junto a Paul Teutul e a chopper exclusiva
Preto e Amarelo
6 4 m a i o N º 1 5 2 0 1 1
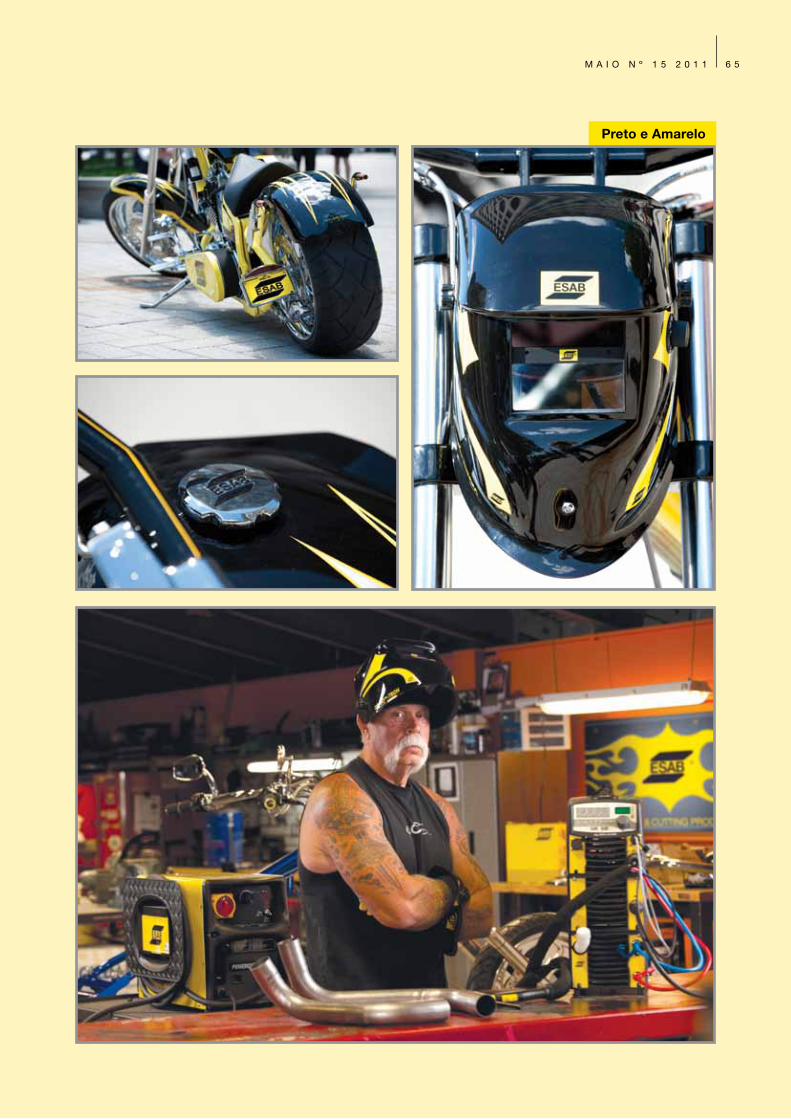
6 5m a i o N º 1 5 2 0 1 1
Preto e Amarelo
6 5m a i o N º 1 5 2 0 1 1
6 6 m a i o N º 1 5 2 0 1 1
a Geração Y veio para ficar. E agora, o que fazer?
Crônica
Ricardo Brandão CastanheiraMestre em Administração, Professor Universitário, Consultor Sênior da Total Consultoria
Em tempos de modernização das práticas de gestão, com a visão autoritária do passado dando lugar a um sistema de gerencia-
mento focado em confiança e participação, torna-se essencial dar espaço a novas ideias e soluções. Nesse contexto, gerentes e líde-res empresariais se deparam com a figura emergente do jovem profissional, cujo tem-peramento imediatista e questionador promo-ve uma verdadeira revolução nos escritórios corporativos.
Estamos nos referindo à ascensão da chamada Geração Y. Mais do que um modis-mo conceitual, profissionais tidos como Y são uma realidade no mercado e precisam, antes de tudo, ser devidamente identificados e interpretados.
Para melhor exemplificar o que esta-mos dizendo, vamos primeiro conceituá-los. Profissionais nascidos a partir de 1980 ou meados de 1970 normalmente se enquadram nesse perfil. Nasceram em meio à revolução tecnológica e digital, o que os caracteriza como pessoas apegadas à tecnologia, exi-gentes e ávidos por inovações.
Uma vez que se desenvolveram em meio a um contexto de prosperidade econômica e inovação, são antenados, bem aparelhados tecnologicamente, privilegiam o trabalho em rede, gostam de se sentir ocupados o tempo todo e apresentam habilidades caras ao mer-cado, como a predisposição para atuar simul-taneamente em várias frentes.
Por outro lado, foram criados por pais eminentemente focados no trabalho, o que abriu espaço para uma educação “terceiriza-da”. Assim, cresceram mimados e ansiosos, e aprenderam, até como defesa, a se sentir excessivamente valorizados. Essa perspectiva social dá a eles o sentimento de não poderem ser contrariados em suas vontades, o que, por si só, já é um combustível perigoso para um mundo onde hierarquia e comando ainda são muito valorizados.
Por tudo o que foi dito, a grande questão que se coloca nas empresas reside no cho-
que de gerações. A maior parte dos líderes, remanescentes da Geração X, encontra sérias dificuldades em atrair e reter esses profis-sionais. Dessa forma, como as empresas devem agir para manter em seus quadros profissionais ideologicamente independentes, exigentes e avessos à hierarquia, mas, por outro lado, inovadores?
As respostas a essa e outras perguntas, ao meu ver, não se encontram em solu-ções simplistas e vazias, como as trazidas pelos incontáveis programas motivacionais que prometem mudanças mágicas de com-portamento. Antes de mais nada, o que as empresas precisam identificar é se elas estão preparadas ou dispostas a abrigar esse novo profissional em seus quadros. Se a resposta for sim, não vejo alternativa a não ser adaptar-se a eles como forma de atraí-los e retê-los.O que não significa, necessariamente, ajoelhar-se aos pés deles.
Para tanto, é preciso substituir o Gerente Líder pelo que eu chamo de “Líder Gerente”. Ou seja, fornecer aos gerentes, em especial aos que se situam no nível tático, instrumen-tos e técnicas de liderança que permitam que eles se adaptem a esse novo contexto. Ou seja, privilegiar o diálogo ao invés do coman-do autoritário, dar espaço às novas ideias ao invés de reprimi-las, focar as pessoas em lugar das tarefas, valorizar a influência em lugar do controle. Mas, antes de tudo, tratar os jovens talentos de maneira madura, mos-trando a eles que qualquer relação é uma via de mão dupla.
Não defendo, com isso, a mudança de comportamento dos Gerentes X, até por uma questão de coerência. No entanto, acredito na força da necessidade. Assim, é possível evidenciar que a adoção de novas práticas de gerenciamento são a única saída possível para um mundo onde a diversidade é uma realidade irreversível. Esta, certamente, não é a única abordagem possível para essa questão. Mas, ao meu ver, é aquela que pode se mostrar como a mais indicada para quem deseja resultados a curto prazo.

6 7m a i o N º 1 5 2 0 1 1

6 8 m a i o N º 1 5 2 0 1 1