Embed Size (px)
Citation preview

© 2014 Autodesk
見逃していませんか?解析上の重要ポイント- 反りとFEM(有限要素法)の関係性 -
プロダクトサポートエンジニア 角田善稔
第2回 Autdoesk Simulation Moldflow ライブヘルプ
学生時代に、非線形FEMや流体FEMのプログラムコードなどを作りながら、FEM理論を体系的に習得。以後、大手製造業での解析専任担当・CAE業界でのサポート担当・講師担当など、様々な解析業務を通して、それらのバックグラウンド理論に習熟。現在は、Simulation Moldflow・Simulation CFDなどを主に担当。FEMブラックボックスの秘密についての「語り部」として、熱く啓蒙活動中

© 2014 Autodesk
Moldflow “ライブ ヘルプ”セッションの目的
テクニカルサポート 電話サポートWebメールサポート
FAQサイト
フォーラム
開発部門へ製品不具合をレポート
ライブ ヘルプ1. ASUGを通じて、多くのユーザ様を直接ヘルプできる
2. 直接フィードバックを頂くことができる(Q&Aセッション)
3. テクニカルサポートから積極的な情報発信ができる
4. セッションの録画を全ユーザ様へ公開
忙しくてセミナー、トレーニングに出張が難しいユーザ様にもお勧めです!
ユーザ様固有の問題を迅速に解決
Web会議システムによる、気軽に参加いただく1時間のサポートセッション

© 2014 Autodesk
【注意事項:まずお読みください】この度のライブヘルプでは、「分かり易さ」と「楽しさ」を演出するために、極端にシンプル化した仮定のもと、解説をさせて頂きました。実際には、みなさんもご承知のように、反りには、非常に複雑なメカニズムが存在しております。例を挙げますと、以下のような主要なメカニズムがございます。
境界条件として:本解説では、混乱を避けるため、敢えて「材料データ」を「境界条件」に入れさせて頂きましたが、実際には、これは「物性条件」になります。物性条件も、繊維充填剤と未充填材では、その特性や材料モデル化も大きく異なってきますし、また結晶性材料と非結晶性材料でも異なります。
モデルとして:樹脂は簡略化したモデルでさえ、粘弾性(Voight-Kelvin model)という、「直列バネ-(並列:バネ+ダッシュポット)-直列ダッシュポット」
といった形式を、併せたモデルになります。「直列バネ」は、荷重に対する弾性作用・回復作用を表します。(並列:バネ+ダッシュポット)に於きましては、バネの回復により、ダッシュポットは、溜まったひずみが時間とともに緩和されて、ゆっくりと元の形状に戻る作用を及ぼします。また、最後の「直列ダッシュポット」では、除荷後も回復しない、時間依存作用を及ぼします。
反り要因因子として:主に考えられるだけでも、「温度差・速度・圧力」による「冷却問題・収縮問題」としまして、以下のような要因が考えられます。
「材料グレード/配向度/残留応力/結晶化度/体積収縮/繊維配向/各レイヤの機械的特性/形状(厚肉・薄肉)/実作業工程誤差.etc.」
本解説では、敢えて極端にシンプルな仮定としまして、各解説にて、一つの要因に絞った形式に着目して解説させて頂いております。実際には、これらが複雑に絡み合い、収縮と膨張、引張と圧縮作用により、反りとしてのメカニズムを構築しております。
FEM過程として:熱収縮に関しまして、「- 誤解のないように補足 -」のページでも解説しておりますように、敢えて「願望」という仮定のもと、熱応力本来の「反発力」に着目して解説させて頂きました。実際のFEMでは、離型後に、フラットな状態から、粘弾性モデルのもと、ゆっくりと緩和されながら回復していきます。
以上のように、本ライブヘルプでは、「分かり易さ」を追求し、敢えて極端にシンプル化した仮定のもと、単一要因にのみ着目して解説をさせて頂きました。この単一要因をベースに、実際の複雑な反り挙動を捉えて頂ければ幸いです。

© 2014 Autodesk
【素朴な疑問】
反りって何で起こるの?
冷却解析って何で必要なの?
FEMってどうやって解析しているの?
本題の前に、何で反りが合わないのか、不思議に思いませんか?

© 2014 Autodesk
【アジェンダ】 FEMと射出成形プロセスの違い
固化層とFEMの秘密
せん断ひずみ速度って何? 急冷固化と、徐冷されるのとは、何が違ってくるの? 反りは、なぜ生まれるの?FEMとの関係は? 薄肉材の場合は?
冷却と境界条件の関連性
金型温度のばらつきって、FEMの反りに、どんな影響与えるの?
本日のQ&A
本日のトピック
© 2014 Autodesk
FEMと射出成形プロセスの違い
固化層とFEMの秘密
せん断ひずみ速度って何? 急冷固化と、徐冷されるのとは、何が違ってくるの? 反りは、なぜ生まれるの?FEMとの関係は? 薄肉材の場合は?
冷却と境界条件の関連性
金型温度のばらつきって、FEMの反りに、どんな影響与えるの?
本日のQ&A
本日のトピック

© 2014 Autodesk
FEMと射出成形プロセスの違い‐射出成形編(1/5)
溶融(可塑化)
充填 保圧 冷却 離型 二次加工
溶融体せん断ひずみによる配向応力固化層上への圧力による応力
型内の成形収縮差による
残留応力
離型抵抗に
よる変形で
残留応力
二次加工での
局所加熱及び
物理的な応力
配向度(材料配向方向に対する長手方向・直交方向の収縮差)
収縮度(結晶化度と体積収縮)
「相変化(冷却速度)による結晶化度のばらつき」
冷却度(金型上下面の温度差による、厚さ方向の収縮変化のばらつき)
【固化による成形収縮率のばらつきが原因】
反り要因
© 2014 Autodesk
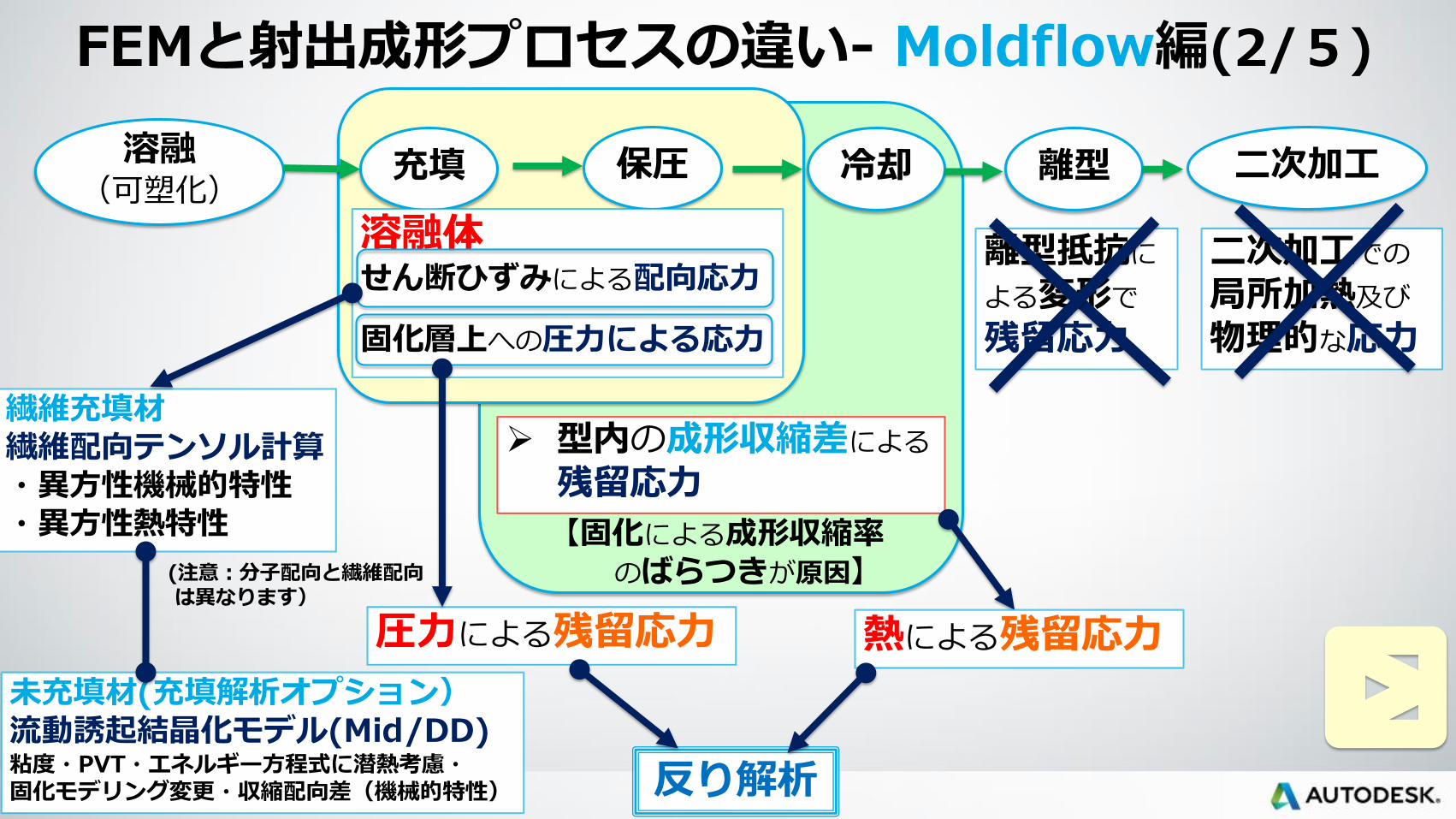
FEMと射出成形プロセスの違い‐ Moldflow編(2/5)
溶融(可塑化)
充填 保圧 冷却 離型 二次加工
溶融体せん断ひずみによる配向応力
固化層上への圧力による応力
型内の成形収縮差による
残留応力
離型抵抗に
よる変形で
残留応力
二次加工での
局所加熱及び
物理的な応力
【固化による成形収縮率のばらつきが原因】
繊維充填材繊維配向テンソル計算・異方性機械的特性・異方性熱特性
圧力による残留応力
未充填材(充填解析オプション)流動誘起結晶化モデル(Mid/DD)粘度・PVT・エネルギー方程式に潜熱考慮・固化モデリング変更・収縮配向差(機械的特性)
熱による残留応力
反り解析
(注意:分子配向と繊維配向は異なります)

© 2014 Autodesk
FEMと射出成形プロセスの違い(3/5)
あなたの創り出す実際の製品
反りありき
温度差・速度・圧力 境界条件
冷却問題・収縮問題 ⇔配向、残留応力、結晶化度、形状、材料、実成形過程での諸誤差
FEM(有限要素法)の前提
実際(リアル) FEMのプロセス
(バーチャル)

© 2014 Autodesk
Moldflowの最新テクノロジー①結晶化度のテクノロジー(1)
②非線形解析(3D)
FEMと射出成形プロセスの違い(4/5)
何で反り合わないの?
リアル(Real) FEM(バーチャル)
境界条件ありき(これがすべて)・周辺温度条件(冷却解析結果で定義)・成形条件(設定:流速・圧力)・メッシュ品質(正しくモデル化・2次要素
・ゲート位置・ランナー)
・材料データ(正しく選択)
「今のMoldflowテクノロジーのFEMで、反りを合わせるには?」
⇒以上の境界条件が整っていることが前提
【温度差・速度・圧力】
冷却問題・収縮問題・材料グレード・配向度・残留応力・結晶化度・形状(厚肉・薄肉)・実作業工程誤差.etc.
(注1)結晶化度のテクノロジーは、以前では考慮出来なかった新しいモデル化技術です。まだ導入されたばかりのため、継続的改善作業を行っている状況です。

© 2014 Autodesk
こぼればなし- 余談:非線形解析(大変形解析)についてのサプリメント -
線形材料の場合
非線形材料の場合
ひずみ
応力
応力は線形予測より小さくなる
通常の線形反り解析よりも、非線形領域では、応力の値は小さくなる!
非線形領域
© 2014 Autodesk
FEMは境界条件ありき
こういう適切なモデル化に収まっている場合に限り、精度の良い解析結果を返してくれる
適切なモデル化から外れている場合には、何をやっても徒労に終わる結果なる傾向があります。
FEMと射出成形プロセスの違い(5/5)
▼具体例を以下の7枚のスライドで見てみましょう

サポート事例 – ご質問 -
3Dの充填解析を実行したところ、フローパターンが乱れてしまう! AMIがおかしいのではないか?

実施したチェック項目確認項目
✔メッシュの品質はどうか?
メッシュ修正ウィザードで確認。問題個所が多い場合、ベースのモデルやDual Domainのメッシュ
に戻り品質を改善。
✔メッシュを細かく、層数を増やしてもだめか?
✔中間出力やタイムステップ等を細かくしてもダメか?
✔選択したメッシュテクノロジーが向いているのか?
メッシュマッチング
薄肉成形品で3D解析を行っていないか?
✔材料データの品質は?
サポートケースに関する分析
✔現時点で、前記のような一般的な問題は発生していない。
✔顧客の情報
メッシュの品質は良好
材料は、充填品質はゴールド
✔最終的にはデータを直接確認しないと分からない。
ただし、データを受け取る前に問題点を顧客側でいったん絞り込んでいただく必要がある
メッシュの品質も材料の品質も良好なようなので、データを送っていただいた。

サポート事例 - メッシュの確認 提供データで現象を再現
モデルとデータを確認し以下の点に着目
途中までほぼ均等に流れているのに途中からフローの乱れが発生
肉厚の確認や断面を確認したところフローパスの乱れている直前にものすごく薄い部分があることを発見
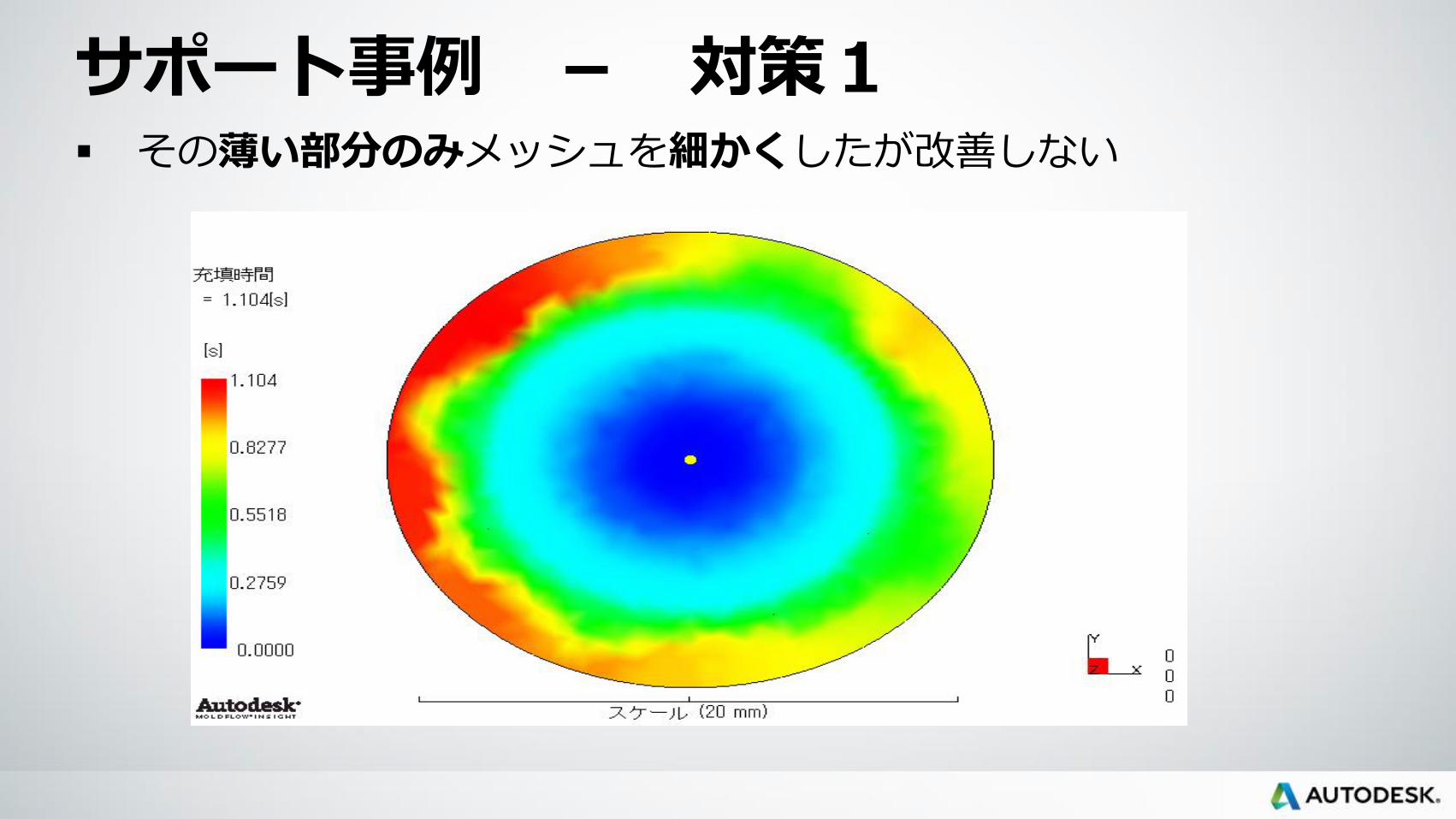
サポート事例 - 対策1 その薄い部分のみメッシュを細かくしたが改善しない

サポート事例 - その他の対策 層数を12層にし、メッシュを細かく切ってみたが、改善できなかった

サポート事例 - 再確認
解析の入力値(境界条件)である3項目について再検討
メッシュ <- 検証を行ったが問題なし
材料 <- 材料の品質も良好
成形条件 <- ????
成形条件(射出速度:速度境界条件)に関しては絞り込んでいなかった

サポート事例 - 解決策 顧客に確認を行ったところ、実成形では射出時間0.2秒
付近で充填を行っていることが分かった > これに合わせたところ(速度境界条件) 、良好な結果が得られた。
© 2014 Autodesk
FEMと射出成形プロセスの違い
固化層とFEMの秘密
せん断ひずみ速度って何? 急冷固化と、徐冷されるのとは、何が違ってくるの? 反りは、なぜ生まれるの?FEMとの関係は? 薄肉材の場合は?
冷却と境界条件の関連性
金型温度のばらつきって、FEMの反りに、どんな影響与えるの?
本日のQ&A
本日のトピック

© 2014 Autodesk
FEMと射出成形プロセスの違い
固化層とFEMの秘密
せん断ひずみ速度って何? 急冷固化と、徐冷されるのとは、何が違ってくるの? 反りは、なぜ生まれるの?FEMとの関係は? 薄肉材の場合は?
冷却と境界条件の関連性
金型温度のばらつきって、FEMの反りに、どんな影響与えるの?
本日のQ&A
本日のトピック
© 2014 Autodesk
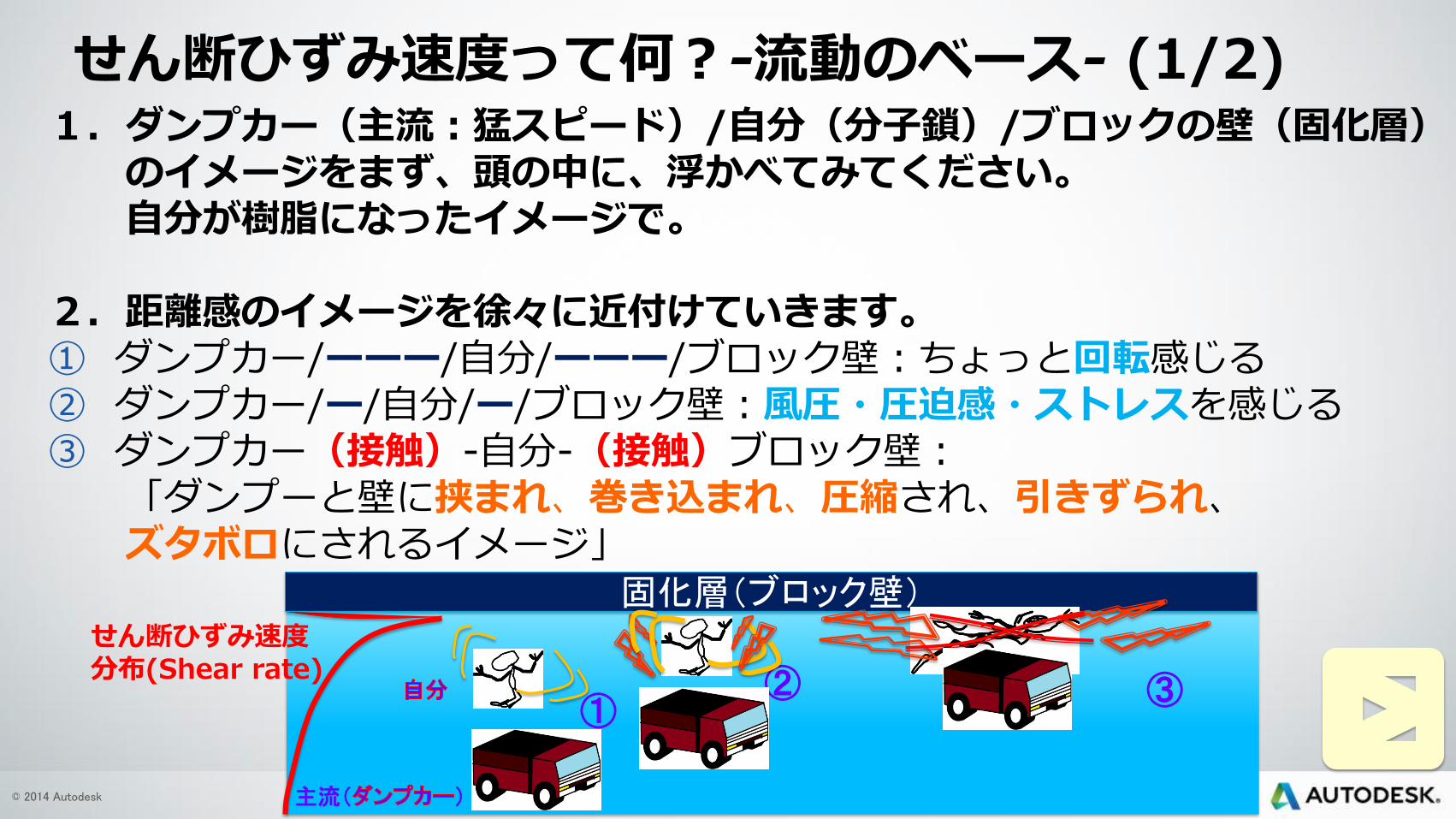
1.ダンプカー(主流:猛スピード)/自分(分子鎖)/ブロックの壁(固化層)のイメージをまず、頭の中に、浮かべてみてください。自分が樹脂になったイメージで。
2.距離感のイメージを徐々に近付けていきます。① ダンプカー/ーーー/自分/ーーー/ブロック壁:ちょっと回転感じる② ダンプカー/ー/自分/ー/ブロック壁:風圧・圧迫感・ストレスを感じる③ ダンプカー(接触)-自分-(接触)ブロック壁:
「ダンプーと壁に挟まれ、巻き込まれ、圧縮され、引きずられ、ズタボロにされるイメージ」
せん断ひずみ速度って何?-流動のベース- (1/2)
主流( )
せん断ひずみ速度分布(Shear rate)
①
固化層(ブロック壁)
② ③

© 2014 Autodesk
せん断ひずみ速度って何?-流動のベース- (2/2)
主流( ) ①
②
固化層(ブロック壁)
③
せん断ひずみ速度分布(Shear rate)
せん断ひずみ速度(1/s)Shear rate引きずられるズレ 比率
「ダンプーと壁に挟まれ、巻き込まれ、圧縮され、引きずられ、ズタボロにされるイメージ」
ブロック壁【接触】自分【接触】ダンプカー
主流の速さ
ちょっと回転を感じる?
風圧・圧迫感・ストレス
© 2014 Autodesk
FEMと射出成形プロセスの違い
固化層とFEMの秘密
せん断ひずみ速度って何? 急冷固化と、徐冷されるのとは、何が違ってくるの? 反りは、なぜ生まれるの?FEMとの関係は? 薄肉材場合は?
冷却と境界条件の関連性
金型温度のばらつきって、FEMの反りに、どんな影響与えるの?
本日のQ&A
本日のトピック

© 2014 Autodesk
急冷固化と、徐冷されるのとは、何が違ってくるの?
冷えてます
凍結(Frozen)急冷固化
【徐冷】高温部
丸まって安定し、ランダム配向化、金型温度に応じた密度に戻ろうとする
戻ろうとする!
トラップ!!
© 2014 Autodesk
FEMと射出成形プロセスの違い
固化層とFEMの秘密
せん断ひずみ速度って何? 急冷固化と、徐冷されるのとは、何が違ってくるの? 反りは、なぜ生まれるの?FEMとの関係は? 薄肉材場合は?
冷却と境界条件の関連性
金型温度のばらつきって、FEMの反りに、どんな影響与えるの?
本日のQ&A
本日のトピック

© 2014 Autodesk
反りは、なぜ生まれるの?FEMとの関係は? (1-1/5)
シルエットだけを取り出して見ましょう
分子配向に着目
© 2014 Autodesk
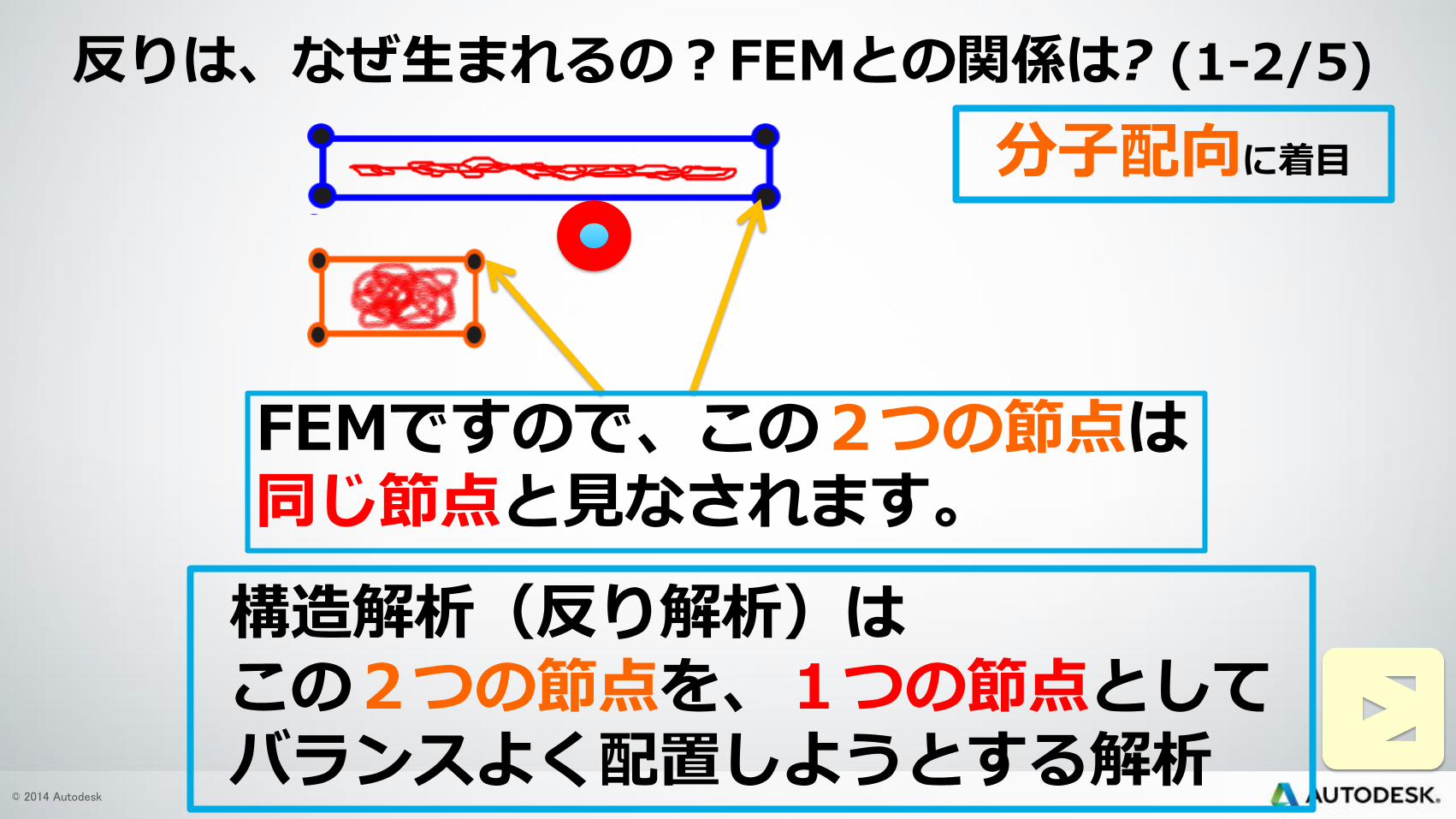
反りは、なぜ生まれるの?FEMとの関係は? (1-2/5)
FEMですので、この2つの節点は同じ節点と見なされます。
構造解析(反り解析)はこの2つの節点を、1つの節点としてバランスよく配置しようとする解析
分子配向に着目

© 2014 Autodesk
反りは、なぜ生まれるの?FEMとの関係は? (2-1/5)
型内で十分に徐冷されていれば、十分に丸まって安定化しているため、離型後、雰囲気温度(反り解析)で、それ以上縮もうとはしない
型内で急冷された場合、不安定なので、離型後、雰囲気温度(反り解析)で、安定な球形状を目指して、積極的に縮もうとする。

© 2014 Autodesk
反りは、なぜ生まれるの?FEMとの関係は? (2-2/5)
目指して引っ張られ
目指して引っ張られ
回転
回転
モーメントが発生!
大きな回転の力が働く
力の向き 移動距離
力の向き移動距離

© 2014 Autodesk
反りは、なぜ生まれるの?FEMとの関係は? (3/5)
更に曲げの力を考慮して、要素数を増やして、反り解析プロセスとして、見ていきましょう
節点はこう
なります
反り
曲げの力が働く
力の向き 移動距離
力の向き
移動距離

© 2014 Autodesk
反りは、なぜ生まれるの?FEMとの関係は? (4/5)
曲げの力反り解析結果
考慮事項例・残留応力・体積収縮・結晶化度・繊維配向・各レイヤの機械的特性
セルをメッシュ(3D)だと思って下さい

© 2014 Autodesk
反りは、なぜ生まれるの?FEMとの関係は? (5/5)- 誤解のないように補足 -
離型直後 フラット!
願望(中央部2節点)
現実的なところに落ち着く
こうなりたい!
バランス

© 2014 Autodesk
FEMと射出成形プロセスの違い
固化層とFEMの秘密
せん断ひずみ速度って何? 急冷固化と、徐冷されるのとは、何が違ってくるの? 反りは、なぜ生まれるの?FEMとの関係は? ひと休み(1分) 薄肉材場合は?
冷却と境界条件の関連性
金型温度のばらつきって、FEMの反りに、どんな影響与えるの?
本日のQ&A
本日のトピック
© 2014 Autodesk
FEMと射出成形プロセスの違い
固化層とFEMの秘密
せん断ひずみ速度って何? 急冷固化と、徐冷されるのとは、何が違ってくるの? 反りは、なぜ生まれるの?FEMとの関係は? 薄肉材場合は?
冷却と境界条件の関連性
金型温度のばらつきって、FEMの反りに、どんな影響与えるの?
本日のQ&A
本日のトピック

© 2014 Autodesk
薄肉材場合は?- 比容積(体積)にのみ注目した場合(1/7)
金型温度:25℃(低温側)
金型温度:80℃(高温側)
80℃25℃
膨張気味
十分収縮気味
現状維持
縮む
室温(反り解析)
樹脂温度(℃):T
比容積(体積
:V)
圧力
PVT曲線(圧力変量=1)
金型温度差による熱膨張に着目

© 2014 Autodesk
薄肉材場合は?- 比容積(体積)にのみ注目した場合(2/7)
25℃
80℃
樹脂温度(℃):T
比容積(体積
:V)
圧力
80℃25℃
膨張気味
十分収縮気味
室温(反り解析)
現状維持
縮む
室温:25℃(反り解析)
縮む
室温:25℃(反り解析)
現状維持

© 2014 Autodesk
薄肉材場合は?- 比容積(体積)にのみ注目した場合(3/7)
25℃
80℃
樹脂温度(℃):T
比容積(体積
:V)
圧力
80℃25℃
膨張気味
十分収縮気味
室温(反り解析)
現状維持
縮む
室温:25℃(反り解析)
縮む
室温:25℃(反り解析)
現状維持

© 2014 Autodesk
薄肉材場合は?- 比容積(体積)にのみ注目した場合(4/7)
FEMですので、この2つの節点は同じ節点と見なされます。
構造解析(反り解析)はこの2つの節点を、1つの節点としてバランスよく配置しようとする解析
FEMですので、この2つの節点は同じ節点と見なされます。

© 2014 Autodesk
回転
回転
大きな回転の力が働く
目指して引っ張られ
目指して引っ張られ
モーメントが発生!
薄肉材場合は?- 比容積(体積)にのみ注目した場合(5/7)
回転
回転
大きな回転の力が働く
目指して引っ張られ
目指して引っ張られ
モーメントが発生!
力の向き 移動距離
力の向き 移動距離
力の向き
力の向き
移動距離
移動距離

© 2014 Autodesk
薄肉材場合は?- 比容積(体積)にのみ注目した場合(6/7)
反り曲げの力が働く反り
回転
回転回転
回転
モーメントが発生!
モーメントが発生!力の向き移動距離力の向き
移動距離
力の向き 移動距離力の向き移動距離
© 2014 Autodesk
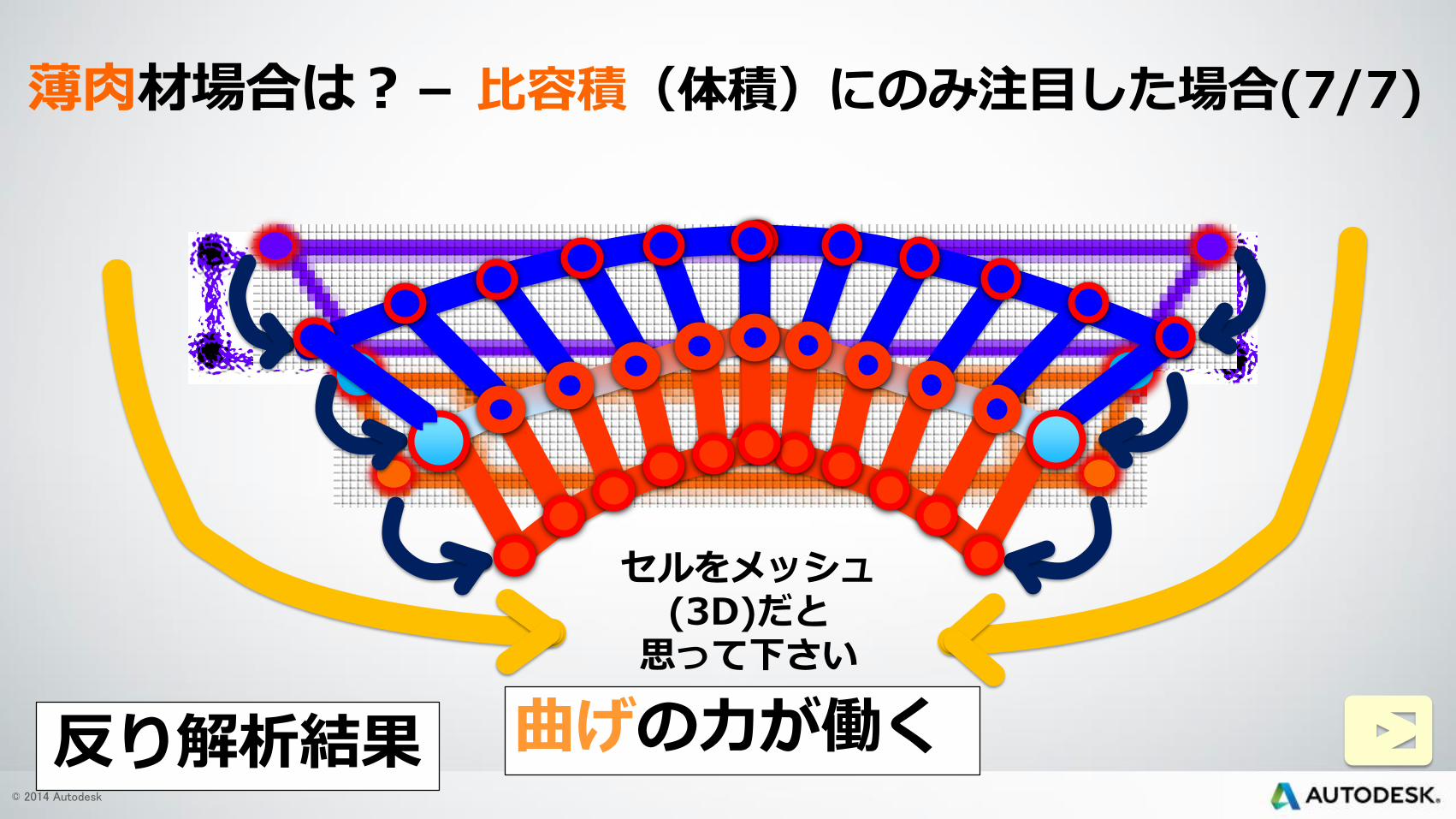
薄肉材場合は?- 比容積(体積)にのみ注目した場合(7/7)
曲げの力が働く反り解析結果
セルをメッシュ(3D)だと思って下さい

© 2014 Autodesk
FEMと射出成形プロセスの違い
固化層とFEMの秘密
せん断ひずみ速度って何? 急冷固化と、徐冷されるのとは、何が違ってくるの? 反りは、なぜ生まれるの?FEMとの関係は? 薄肉材場合は?
冷却と境界条件の関連性
金型温度のばらつきって、FEMの反りに、どんな影響与えるの?
本日のQ&A
本日のトピック

© 2014 Autodesk
FEMと射出成形プロセスの違い
固化層とFEMの秘密
せん断ひずみ速度って何? 急冷固化と、徐冷されるのとは、何が違ってくるの? 反りは、なぜ生まれるの?FEMとの関係は? 薄肉材場合は?
冷却と境界条件の関連性
金型温度のばらつきって、FEMの反りに、どんな影響与えるの?
本日のQ&A
本日のトピック

© 2014 Autodesk
金型温度のばらつきって、FEMの反りに、どんな影響与えるの? - 比容積(体積)にのみ注目した場合(1/5)
【もっと要素を増やして、観察してみましょう】- 金型温度のばらつき(単純化して)-
低温 中温 低温 低温 中温 中温 低温 中温 低温
高温 高温 中温 高温 高温 中温 高温 中温 高温
【仮定:中央に寄せて、まとめてみると】

© 2014 Autodesk
【仮定:上下面の2節点が、1節点となるように節点が動いていくから】
【仮定:上下面に、その節点を配置してみると】
金型温度のばらつきって、FEMの反りに、どんな影響与えるの? - 比容積(体積)にのみ注目した場合(2/5)

© 2014 Autodesk
【仮定:上下面の境界の節点は】
ばらついた、節点間長さで、曲げの力が働く
金型温度のばらつきって、FEMの反りに、どんな影響与えるの? - 比容積(体積)にのみ注目した場合(3/5)
© 2014 Autodesk
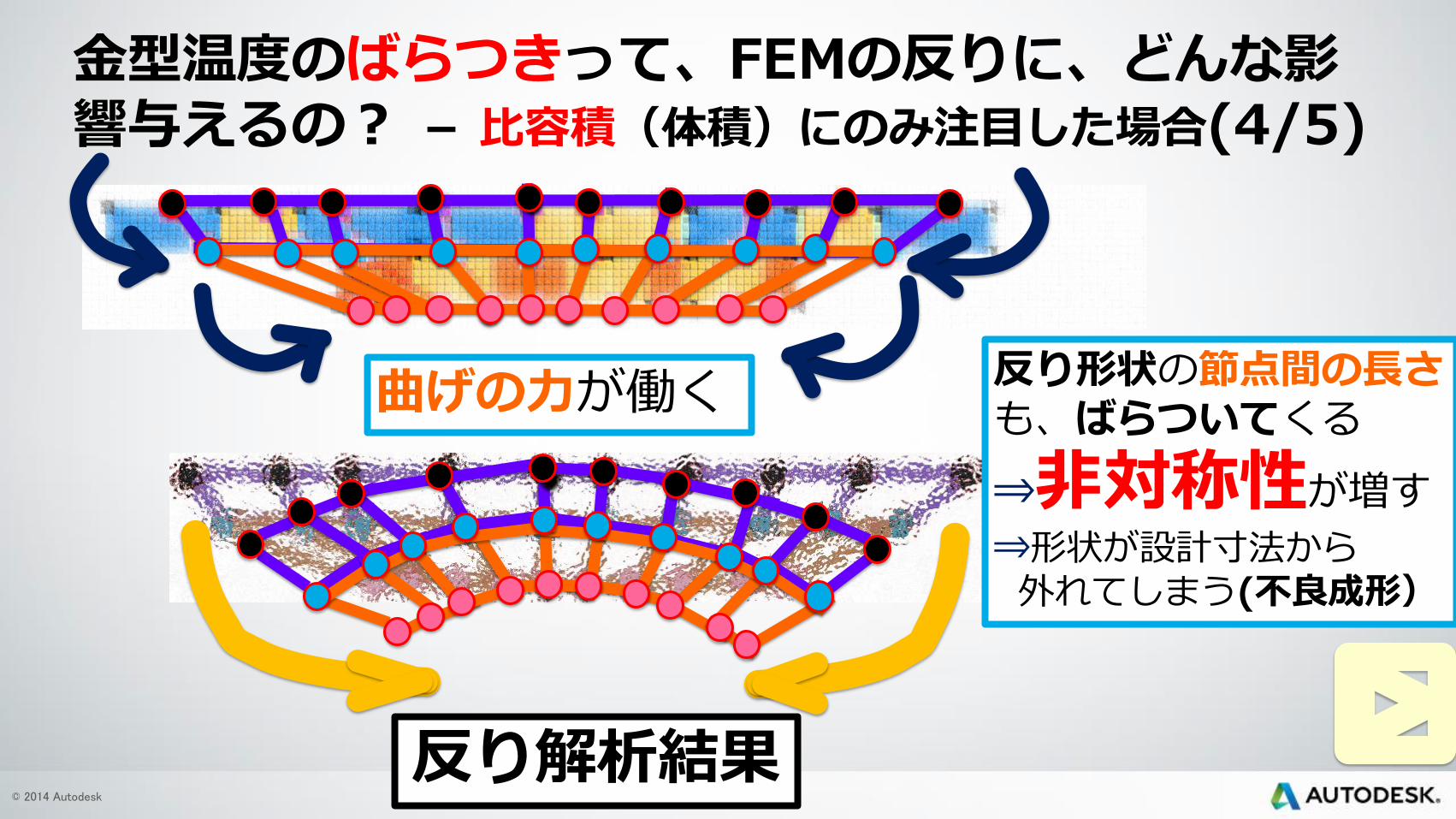
曲げの力が働く
反り解析結果
反り形状の節点間の長さも、ばらついてくる
⇒非対称性が増す
⇒形状が設計寸法から外れてしまう(不良成形)
金型温度のばらつきって、FEMの反りに、どんな影響与えるの? - 比容積(体積)にのみ注目した場合(4/5)
© 2014 Autodesk
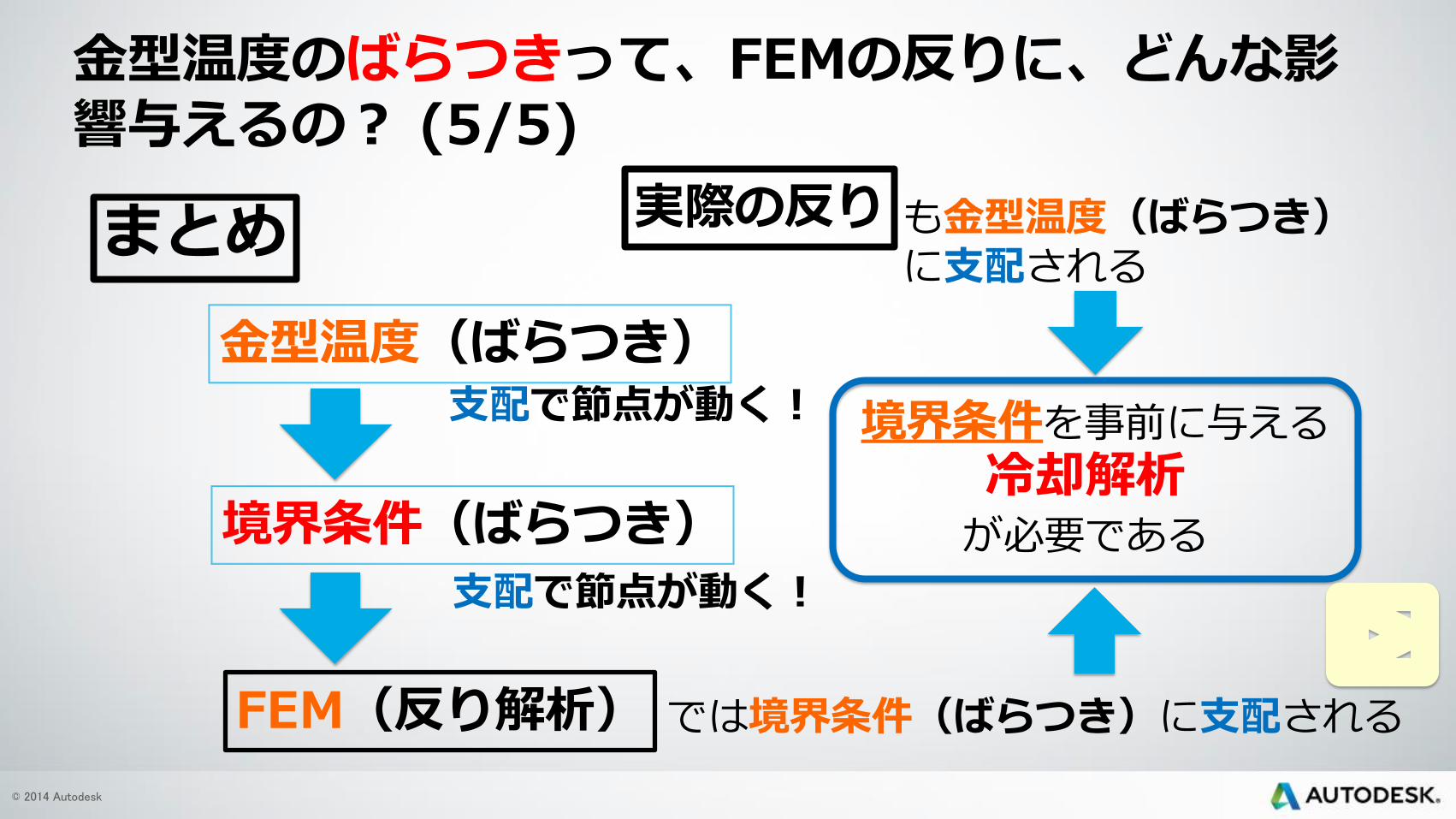
金型温度(ばらつき)支配で節点が動く!
境界条件(ばらつき)
支配で節点が動く!
まとめ
FEM(反り解析) では境界条件(ばらつき)に支配される
冷却解析境界条件を事前に与える
が必要である
実際の反り も金型温度(ばらつき)に支配される
金型温度のばらつきって、FEMの反りに、どんな影響与えるの? (5/5)

© 2014 Autodesk
ポイント1:FEMと射出成形プロセスの関係性
ポイント2:FEMとリアル(Real)の違い
本日の重要ポイントのおさらい(最後に)

© 2014 Autodesk
ポイント1:FEMと射出成形プロセスの関係性
あなたの創り出す実際の製品
反りありき
温度差・速度・圧力 境界条件
FEM(有限要素法)の前提
実際(リアル) FEMのプロセス
(バーチャル)

© 2014 Autodesk
ポイント2:FEMとリアル(Real)の違い
リアル(Real) FEM(バーチャル)
境界条件ありき(これがすべて)・周辺温度条件(冷却解析結果で定義)・成形条件(設定:流速・圧力)・メッシュ品質(正しくモデル化・2次要素
・ゲート位置・ランナー)
・材料データ(正しく選択)
「今のMoldflowテクノロジーのFEMで、反りを合わせるには?」
⇒以上の境界条件が整っていることが前提
【温度差・速度・圧力】
冷却問題・収縮問題・材料グレード・配向度・残留応力・結晶化度・形状(厚肉・薄肉)・実作業工程誤差.etc.
© 2014 Autodesk
FEMと射出成形プロセスの違い
固化層とFEMの秘密
せん断ひずみ速度って何? 急冷固化と、徐冷されるのとは、何が違ってくるの? 反りは、なぜ生まれるの?FEMとの関係は? 薄肉材場合は?
冷却と境界条件の関連性
金型温度のばらつきって、FEMの反りに、どんな影響与えるの?
本日のQ&A
本日のトピック

© 2014 Autodesk

© 2014 Autodesk
FEMと射出成形プロセスの違い
固化層とFEMの秘密
せん断ひずみ速度って何? 急冷固化と、徐冷されるのとは、何が違ってくるの? 反りは、なぜ生まれるの?FEMとの関係は? 薄肉材の場合は?
冷却と境界条件の関連性
金型温度のばらつきって、FEMの反りに、どんな影響与えるの?
本日のサマリ

© 2014 Autodesk, Inc. All rights reserved.

















![FEM-Simulation mit NX-Nastran, CATIA, FEMAP und · PDF fileCES Eckard GmbH // Creative Engineering Services [3] Inhaltsverzeichnis Schulungsbausteine CATIA –FEM, V5 und V6 CATIA-V5](https://img.pdfslide.tips/doc/110x75/5a78a7cf7f8b9ae91b8d8303/fem-simulation-mit-nx-nastran-catia-femap-und-eckard-gmbh-creative-engineering.jpg)











