Embed Size (px)
Citation preview

MISKOLCI EGYETEM
GÉPÉSZMÉRNÖKI ÉS INFORMATIKAI KAR
GÉP- ÉS TERMÉKTERVEZÉSI INTÉZET
SZAKDOLGOZAT
Feladat címe:
KOMPOZIT ERŐSÍTÉSŰ ÍJ TERVEZÉSE
Készítette:
FEDOR ÁRON
BSc szintű, gépészmérnök szakos
Géptervező szakirányos hallgató
Konzulens:
DR SZABÓ J. FERENC
egyetemi docens
Miskolci Egyetem Gép- és Terméktervezési Intézet
2017/2018 TANÉV, 1. FÉLÉV

2
Feladatkiírás
G É P É S Z M É R N Ö K I É S I N F O R M A T I K A I K A R
G É P - É S T E R M É K T E R V E Z É S I I N T É Z E T 3 5 1 5 M I S K O L C - E G Y E T E M V Á R O S
Gépészmérnök szak Szám: GET- /2017
Géptervező szakirány
SZAKDOLGOZAT FELADAT KIÍRÁS
Fedor Áron
Neptun kód:… H82M2X … , FIR azonosító: …77085355472….
gépészmérnök jelölt részére
A tervezés tárgyköre: Géptervezés
A diplomaterv címe: KOMPOZIT ERŐSÍTÉSŰ TRADICIONÁLIS ÍJ TERVEZÉSE
A feladat részletezése:
Végezzen internetes keresést, irodalmi áttekintést és ezek alapján készítsen történeti áttekintést az íjak
kialakításának fejlődésével kapcsolatban. Mutassa be a ma elérhető, piacon fellelhető íjakat, röviden
jellemezve ezeket. Térjen ki az íjak vizsgálatának lehetséges módszereire, mutasson be a szakirodalomban
eddig fellelhető érdekesebb számítási, vizsgálati, mérési lehetőségeket, eredményeket.
A módszeres géptervezés elvei alapján dolgozza ki egy új íj tervezésének lépéseit: Funkcióstruktúra,
Követelményjegyzék, Variációképzés, Rangsorolás egyénileg kialakított szempontok szerint, egyéni
pontozási rendszer kidolgozásával, a pontszámok alapján válassza ki a legjobbnak ígérkező megoldást.
A véglegesnek ítélt megoldás esetére dolgozza ki a 3D modellt valamely CAD rendszerben. Ehhez végezze
el a modellen szükséges átalakításokat, változtatásokat. Az így kialakult, véglegesnek tekinthető íjnak készítse
el az alkatrészrajzát. Mutassa be az egyéb (pl. kísérletek) elvégzett vizsgálatokat és eredményüket.
Készítsen a munkáról egy A1 terjedelmű poszter- szerű anyagot a feladat kidolgozásáról, főbb
eredményekről. Készítsen magyar és idegen (angol) nyelvű összefoglalást.
Tervezésvezető(k): Dr. Szabó Ferenc János egyetemi docens
Konzulens(ek):
A diplomaterv kiadásának időpontja: 2017. szeptember 11.
A diplomaterv beadásának határideje: 2017. november 24.
Miskolc, 2017. szeptember 11.
Vadászné Dr. Bognár Gabriella
intézetigazgató, egyetemi tanár

3
1. A diplomaterv módosítása: szükséges és a módosítást külön lap tartalmazza vagy nem
szükséges (a megfelelő rész aláhúzandó)
Miskolc, 2017.
tervezésvezető aláírása
2. A tervezést ellenőriztem: (1)
(2)
(3)
(4)
tervezésvezető aláírása
3. A diplomaterv beadható vagy nem adható be
Miskolc, 2017.
konzulens aláírása tervezésvezető aláírása
4. A diplomaterv szövegoldalt,
db rajzot,
db tervnyomtatványt, továbbá
egyéb mellékletet tartalmaz.
5. A diplomaterv bírálatra bocsátható vagy nem bocsátható
A bíráló neve:
Miskolc, 2017.
tanszékvezető aláírása
6. Osztályzat: a bíráló javaslata:
a tanszék javaslata:
a Záróvizsga Bizottság döntése:
Miskolc, 2017.
a Záróvizsga Bizottság elnökének aláírása

4
Tartalomjegyzék
Feladatkiírás ........................................................................................................................... 2
NYILATKOZAT ................................................................................................................... 7
Jelölésjegyzék ........................................................................................................................ 8
1. Bevezetés ........................................................................................................................ 9
2. Történeti áttekintés ....................................................................................................... 11
2.1. Az őskor íjai .......................................................................................................... 11
2.2. Az első összetett íjak ............................................................................................. 11
2.3. Az első merevszarvú íjak ...................................................................................... 13
2.4. A honfoglaláskori íjak ........................................................................................... 14
2.5. A húrzsámolyos íjak .............................................................................................. 15
2.6. A harci íjak fejlődésének vége .............................................................................. 15
2.7. A modern íjak ........................................................................................................ 16
2.8. A hagyományos íjak reneszánsza .......................................................................... 17
2.9. A mai tradicionális íjak ......................................................................................... 17
2.9.1. Szarus íjak ...................................................................................................... 18
2.9.2. Műgyanta íjak ................................................................................................ 18
2.9.3. Laminált íjak .................................................................................................. 19
2.9.4. Homogén erősítőanyagú íjak ......................................................................... 19
3. Az íjak vizsgálata ......................................................................................................... 21
3.1. Elterjedt módszerek ............................................................................................... 21
3.2. Kevésbé ismert, vagy használt módszerek ............................................................ 22
4. Piackutatás .................................................................................................................... 23
4.1. Íjkészítők ............................................................................................................... 23
4.2. Az íjak felvevő piaca ............................................................................................. 25
5. Követelmények ............................................................................................................. 26
5.1. Előzetes követelmények ........................................................................................ 26
5.2. Összesített követelmények .................................................................................... 28

5
6. Módszeres tervezés ....................................................................................................... 29
6.1. Funkcióstruktúra és morfológiai táblázat .............................................................. 29
6.2. Variációképzés ...................................................................................................... 30
6.2.1. a variáció ........................................................................................................ 30
6.2.2. b variáció ........................................................................................................ 31
6.2.3. c variáció ........................................................................................................ 31
6.2.4. d variáció ........................................................................................................ 31
6.2.5. A variációk összegzése .................................................................................. 31
7. Számítások .................................................................................................................... 32
7.1. Előzetes vizsgálatok .............................................................................................. 32
7.1.1. Csavarodási hajlam vizsgálata ....................................................................... 32
7.1.2. Az üvegszállal erősített szarv vizsgálata ....................................................... 36
7.2. Elméleti alapok ...................................................................................................... 37
7.2.1. Az íj hatásfoka ............................................................................................... 37
7.2.2. Az ajzásmagasság szerepe ............................................................................. 38
7.2.3. A nyíl röppályája és az ideálisan szükséges kilövési sebesség ...................... 40
7.3. Számítási kísérletek a jelleggörbe alakulására ...................................................... 41
7.3.1. Első kísérlet .................................................................................................... 41
7.3.2. Második kísérlet ............................................................................................. 42
8. Strukturális tervezés ..................................................................................................... 42
8.1. A geometria kialakítása ......................................................................................... 42
8.2. Anyagválasztás ...................................................................................................... 43
8.3. Végeselemes ellenőrzés ........................................................................................ 43
8.3.1. A szarv alakoptimalizálása ............................................................................ 44
8.3.2. Az íj ellenőrzése ............................................................................................. 44
9. Prototípusgyártás .......................................................................................................... 50
9.1. Első prototípus ...................................................................................................... 50
9.2. Második prototípus................................................................................................ 53

6
10. További fejlesztési ötletek ........................................................................................ 54
Összefoglalás ....................................................................................................................... 55
Summary .............................................................................................................................. 55
Irodalomjegyzék .................................................................................................................. 56

7
NYILATKOZAT
Alulírott Fedor Áron; Neptun-kód: H82M2X a Miskolci Egyetem Gépészmérnöki és
Informatikai Karának gépészmérnök (BSc.) szakos hallgatója ezennel büntetőjogi és
fegyelmi felelősségem tudatában nyilatkozom és aláírásommal igazolom, hogy Kompozit
erősítésű tradicionális íj tervezése című Szakdolgozatot saját, önálló munkám; az abban
hivatkozott szakirodalom felhasználása a forráskezelés szabályai szerint történt. A
dolgozatban minden olyan részt, melyet szó szerint, vagy azonos értelemben, de
átfogalmazva más forrásból átvettem, egyértelműen a forrás megadásával megjelöltem.
Továbbá hozzájárulok ahhoz, hogy a dolgozatot és az abban szereplő eredményeket a
Miskolci Egyetem saját céljaira felhasználja
Miskolc-Egyetemváros, 2017. november 24.
…….……………………………….…
Fedor Áron

8
Jelölésjegyzék
Jelölés Leírás
GF üvegszál
CF szénszál
EP epoxi gyanta
UD unidirekcionális
Is a ker. metszet másodrendű nyomatéka a súlyponton átmenő, az alappal
párhuzamos tengelyre
b ker. metszet szélessége
h ker. metszet magassága
φ ker. metszet elfordulása
xs a virt. szenzor x koordinátája
ys a virt. szenzor y koordinátája
Fköt a kötélben ébredő erő
mteher a terhelés tömege
g gravitációs gyorsulás
Fe a kötélerők eredője
mterh a kihúzáshoz szükséges tömeg

9
1. Bevezetés
Kevés olyan jelentőségteljes tárgy van az
emberiség történetében, mely olyannyira
szerves része volt fajunk történetének, mint az íj.
Őskori feltalálása óta számtalan formában és
szerepkörben alkalmazták, évezredeken át. A
kezdeti, vadászfegyveri szerepe mellé vélhetően
rövid időn belül társult a harci, de számtalan
példát ismerünk szakrális, művészeti, vagy épp
sporteszközi használatára. Dicső királyok és
ezeréves eposzok hőseinek volt elmaradhatatlan,
meghatározó jelleggel bíró eszköze, védjegye
egy-egy nevezetes darab. Elég csak az ógörög hős, Odüsszeusz legendás íjára gondolnunk
(1. ábra), aminek segítségével a vitéz király még hosszú évekig tartó utazásai végeztével is
bizonyítani tudta kiválóságát mindenki előtt. De hozzá hasonlít még jóval régebbről akár a
sumér hős Gilgames, vagy az egyiptomi falrajzokon és mezopotámiai reliefeken délcegen
feszítő királyok sora is. Ám nem csak egyszerű státuszszimbólumról van szó sok esetben!
Gondoljunk csak arra a Szent László királyunkról szóló legendára, melyben a király saját
íjából kilőtt nyílvesszőjének segítségével talál orvosságot a betegségtől szenvedő harcosai
részére.
A puskapor európai megjelenését követően azonban az íjászat hanyatlásnak indult, az
elöltöltős puskák szép lassan kiszorították az íjakat a hadszínterekről. Jogosan vetődik tehát
fel a kérdés: mégis mi értelme van a jelen korban íjak tervezésével foglalkozni? Mint már
fentebb említettem, az íj számtalan szerepköre közül csupán az egyik, ám kétségkívül a
legmeghatározóbb volt fegyver jellege. Ám miután ezt elvesztette, akkor sem szűnt meg
sport- és vadászeszköz lenni. Reneszánszukat élik az íjász-sportok és a vadászíjászat. Az
emberiség történetében még sosem lőttünk ilyen pontosan, ilyen messzire. Az úgynevezett
olimpiai- és vadászíjászat szakágakban óriási mértékben van jelen a tudomány. A különféle
stabilizátorok, kifutók, elsütőszerkezetek és gondosan megtervezett kompozit íjak mind-
mind a pontos lövést hívatottak elősegíteni. Ám ne essünk abba a hibába, hogy ennyivel le
is tudjuk az íjászat mai szerepét. Sok kultúrában az íjászat megtartotta szakrális szerepét is.
1. ábra Odüsszeusz hazatérése
[https://formfindinglab.files.wordpress.com/2016/
05/untitled.png]

10
Ilyen például a hagyományos, japán Zen
íjászat, amit hazájában nem sportként,
sokkal inkább, mint meditációs, terápia-
jellegű tevékenységként űznek fiatalok és
idősek egyaránt. Mi, magyarok,
különösen jó helyzetben vagyunk e
tekintetben. Hazánkban ugyanis az íjászat
az imént felsorolt valamennyi
szerepkörben jelen van. Remek olimpiai-
és vadászíjászaink, világhírű
hagyományőrző íjászaink vannak, mint a
sokszoros világrekorder, Mónus József és
a veretlen világbajnok, Kassai Lajos (2.
ábra), hogy csak a legismertebbeket említsem.
Ezzel el is érkeztünk dolgozatom szűkebb témájához, ami egy tradicionális, merevszarvú,
lovasíjász íj tervezése. Kissé talán meglepő lehet, hogy mégis mi szüksége van a
hagyományos íjászatnak a mérnöki tervezés eszközeire? Nem fejlesztettek-e mindent
tökélyre a hosszú évszázadok alatt a kitűnő íjkészítő mesterek? A látszólagos ellentmondást
igen könnyű feloldani. Kezdjük azzal, amiről már fentebb is írtam, miszerint az íj
legmeghatározóbb szerepét, a fegyverként való használatot, már jócskán elvesztette. Ma már
korántsem ugyanazok a felé támasztott igények, mint akkor, mikor a harcmezők
meghatározó szereplője volt. Továbbá a múltban használt természetes anyagoknál
kedvezőbb árú, közel állandó műszaki jellemzőkkel bíró modern anyagok használata is
gyökeresen megváltoztatta az íjkészítést. Egyre növekszik az igény az íjászok körében az
alaposan megtervezett és gyártott íjak iránt, amelyek egyre gyorsabbak, könnyebbek,
strapabíróbbak. Ezen igények kielégítésére törekszem dolgozatom kidolgozása során.
2. ábra Kassai Lajos
[https://kuruc.info/galeriaN/hir/KassaiLajos_451x412.jpg]

11
2. Történeti áttekintés
2.1. Az őskor íjai
Az íjászat és az íj története igen régre nyúlik vissza. Bár az íj
feltalálásának időpontját nem ismerjük, annyi bizonyos, hogy
az ember már legalább 10 000 éve használja e fegyvert,
ugyanis ilyen korúak azok a barlangrajzok Castellonban és
Lascauxban (3. ábra), melyek íjat használó embereket
ábrázolnak, Bár feltehetően az Istállóskői-barlang
felsőpaleolitikus rétegében talált csonthegyek is nyílhegyek és
Krisztus előtt 35 000-8300 közötti évekből származnak. [1]
Ezek az íjak még egyszerű botíjak voltak, azaz egyetlen
meghajlított fadarabból álltak. Mindazonáltal nem szabad
lebecsülnünk őket, a barlangrajzokon ábrázolt állatok nyíllal
való elejtéséhez ugyanis igen nagy kinetikus energiával kell a nyílvesszőnek rendelkeznie.
Ez mai mértékkel mérve 50-70 lbs erejű íjakat jelent, ilyeneket használnak ugyanis a modern
vadászíjászok. Mivel az íjak szerkezete szinte teljes egészében megegyezik a középkori
angol hosszúíjakéval, látható, hogy két lehetőség volt a fegyver erejének növelésére: az íj
karjának növelése, illetve annak keresztmetszetének növelése mindaddig, míg a húzott oldal
nyúlása el nem éri az adott fa kritikus értékét.
2.2. Az első összetett íjak
Nagy ugrást jelentett az íjkészítés technológiájában az összetett íjak megjelenése, a Krisztus
előtti II. évezredben, Mezopotámiában. [1] Ezek az íjak már nem csupán fából készültek,
hanem a belső (nyomott) oldalukra szaru, a külső (húzott) oldalukra állati ínból készült
erősítőréteget ragasztottak, ezzel megalapozva az íjkarok mai szerkezetét, bár alakjuk még
ekkor is a botíjakéra emlékeztetett, vagyis deflex íjak voltak.
3. ábra A lascaux-i barlang íjászai
[http://s246.photobucket.com/user/u
n-
titled/media/stone%20age/lascaux.j
pg.html]

12
Ezt a szerkezetű íjat fejlesztették tovább a perzsák és szkíták (4.
ábra), akik erősen görbült íjakat kezdtek el használni, vagyis
kialakították az íj reflexnek nevezett részét. Ez nem csak
gyorsabbá tette a belőle kilőtt vesszőt, de csökkentette is az
íjkarok méretét, ami alkalmassá tette a lóháton való használatra
is. Ennek hála lettek félelmetes harcosok hírében álló néppé a
szkíta lovasíjászok. Ők az elsők ugyanis, akik már harc közben
is lóháton ülnek, nem pedig csak a csataterek közti gyors
helyváltoztatás alkalmával ülnek hátasaikra, vagy harci szekéren
állva használnak íjat. Ebben az időben még nem ismeretes a
kengyel és a fanyereg, a korabeli lovasok vagy egy pokrócon ülve, vagy a szkíták által
használt párnanyeregben lovagoltak. Utóbbi tulajdonképpen két, a ló gerince mellett futó,
kitömött, hosszúkás párna és az ezekhez varrt nemeztakaró. A lovasnak ezen ülve kellett
használnia íját, ami nem lehetett túl nagy, hisz akkor például hátrafelé történő nyilazáskor
az íj beleakadt volna a ló farába. Az íj fejlődése ettől fogva szorosan összefonódott a
lovaglótechnika fejlődésével.
Csupán érdekességképpen megemlítendő, hogy az észak-amerikai indiánok, akik a lóval és
lovaglással csak a 18. században kerültek kapcsolatba (mivel az amerikai kontinensen az
őslovak a jégkorszak után kihaltak), szintén nyereg és kengyel nélkül kezdték megülni az
általuk csak „nagy kutyaként” nevezett, az európai telepesektől származó állatokat. Mikor
pedig íjat kezdtek lóháton használni, a szkítákhoz hasonlóan, ám tőlük érthető módon
teljesen függetlenül, kis-méretű íjakat alkalmaztak, amik nem zavarták a harcosokat lovaglás
közben.
4. ábra Íját ajzó szkíta
[http://recurve-
bow.info/etermek/b0fb02fb/pre-
scythian_warrior.jpg]

13
2.3. Az első merevszarvú íjak
A következő lépcsőt az jelentette,
mikor megszülettek az első fakápás
nyergek. A megjelenés pontos idejét
nem ismerjük, csupán azt, hogy az
Európába érkező hunok már ilyeneket
használtak a Kr.u. 5. században, de
már nagy valószínűséggel a Kr. e. 3.
században, a Kínával szomszédos
területeken élő ázsiai hunok is. Ehhez
a nyereghez ma legjobban a japán
szamurájok nyergei (5. ábra)
hasonlítanak. Ezek az úgynevezett
„villás” nyergek (nevüket a fa kápák
ló hátára kerülő részének hegyes
szögéről kapták) már valamelyest
kiemelték a lovast a ló hátából, vagyis lehetőség nyílt a nagyobb íjak készítésére. Ezt azzal
érték el, hogy a hajlókarok végeire egy-egy fából készült, csontlemezekkel megerősített
szarvat raktak. Ekkor azonban az íjak még aszimmetrikusak voltak, azaz az alsó kar rövidebb
volt, mint a felső.
Ezen aszimmetria magyarázatára számos ötlet született elméleti és gyakorlati
szakemberektől egyaránt. Van köztük gyakorlati és egészen elvont, szimbolikus jelentést
hozzá társító hipotézis. Általánosan elfogadott tézis azonban a mai napig nem született.
5. ábra Szamuráj nyeregváz
[http://875357559f655c0fd9842374.eventingnation.netdna-
cdn.com/wp-content/uploads/2015/02/IMG_1165.jpg]

14
2.4. A honfoglaláskori íjak
Valamikor a Kr. u. 7. század környékén megjelentek a
sztyeppén a „talpas” nyergek, amelyek már nem a
kápavillákon, hanem az azokhoz rögzített, a ló hátának alakját
követő fatalpakon keresztül érintkeztek az állattal. Ennek az
újításnak hála a lovasok már jóval nagyobb távok megtételére
voltak képesek, mint elődeik. Előnyük abból az anatómiai
tényből származott, miszerint minden gerinces állat hamarabb
kifárad, ha a hátán lévő teher a gerinc vonalára merőlegesen
terheli. A talpas nyergek ezt úgy oldották meg, hogy a kápákat
összekötő talpfák a ló gerince melletti, hosszanti irányban
húzódó hátizmokra támaszkodott, a kápák és a ló háta közt
pedig jelentős rést, úgynevezett nyeregkamrát alkotva
biztosította, hogy még a ló terhelésből adódó fogyása esetén se
érintkezzen a nyereg az állat hátával. Ennek az újfajta
nyeregnek hála a lovas még magasabbra került, az ekkoriban
megjelenő vaskengyelek pedig biztosabb ülést tettek lehetővé számára. Ekkor alakult ki az
avarok és honfoglaló őseink által használt, többé-kevésbé szimmetrikus, nagyméretű
szarvakkal ellátott, összetett íj. [2] Az íj karjai erősen előre hajlottak, így már felajzáskor is
tetemes mennyiségű energiát tároltak (6. ábra). A hajlókarok végein, a nagyméretű, merev
szarvakat az oldalukra ragasztott csontlemezekkel óvták a töréstől, kicsavarodástól és
kopástól. A szarvakat a legutóbbi kutatások szerint ráültették a karokra, amelyek a két, vagy
három darabból összecsapolt fa magra épültek. [3] Bár ez a fajta elrendezés nem volt ideális
a ragasztás szempontjából, nem okozott instabilitást a szerkezetben, mivel a szarvak és karok
csatlakozásánál fellépő terhelések jóval kisebbek voltak, mint a markolatnál jelentkezők.
Ráadásul a csontlemezekkel erősített illesztéseket ragasztás után állati ínból készült
bandázzsal is megerősítették.
Ezen típusú íj több, mint 600 éven keresztül töretlenül őrizte vezető helyét a lőfegyverek
közt. Európában a török íjak megjelenéséig ez, a magyar íj jelentette a fegyverek
csúcskategóriáját. Az ország területéről való kivitelük, akár csak a messze földön híres
lovainké, törvény által tiltott volt, a hazai mesteremberek keményen őrizték készítésük
titkait.
6. ábra IX-XI. századi íj
[https://sites.google.com/a/botond
bow.com/www/_/rsrc/1472768111
812/a-ix-xi-szazadi-magyar-
ij/16.%20%C3%A1bra%20%C3%
A9s%20el%C5%91lap.jpg?height
=263&width=400]

15
2.5. A húrzsámolyos íjak
Egész a 13. századig nem is nagyon
változott az íjak alakja. Ekkor
kezdték alkalmazni ugyanis a
Mongol Birodalom területén a
húrzsámolyt (7. ábra). Ez a kis,
faragott csont, vagy fadarab az íj
szarvára került felragasztásra,
szerepe pedig abban állt, hogy
egyfajta ütközőként, gyorsabban
megállítsa az ideget, megnövelve
ezzel a nyíl idegről való lepattanásának sebességét.
Bár ez a technológia hazánkban már nem terjedt el, a Kárpát-medencétől keletre, egész a
Japán tengerig alkalmazták. Ugyan vita tárgyát képezi, hogy a mongoloktól, vagy a
kínaiaktól származik-e az újítás, mindenesetre tény, hogy mindkét ország hagyományos
íjászatában a mai napig alkalmazzák.
2.6. A harci íjak fejlődésének vége
Valamikor a 14-15. században az
Oszmán törökök már gyökeresen
megváltoztatják az íj alakját (8. ábra). A
hosszú, merev szarvakat jóval
kisebbekre cserélik, az íj ajzatlan
állapotú „C” alakját pedig odáig
fokozzák, hogy sok esetben a szarvak
végei összeértek. Változtattak a karok méretein is, ők ugyanis a szkíta fegyverekhez hasonló,
kisméretű íjakat készítettek. Ezt azáltal tudták elérni, hogy immár a szarvakat a fa maghoz
csapolták, valamint jobb minőségű ragasztóanyagot használtak. [4] Íjaik teljesítményét jól
érzékelteti, hogy a török távlövészet aranykorában 5-600 méteres távolságokra is képesek
voltak ellőni íjaikkal. Sőt, egy oszmán-kori török rekord a Boszporusz átlövéséről szól, ami
több, mint 800 méter!
7. ábra Húrzsámolyos íj
[http://www.tradinagyijak.hu/images/067.jpg?crc=4016039016]
8. ábra Oszmán török íj
[http://www.salukibow.com/attachments/Image/HornBowTurkish4
4GreenRedGoldStrung.JPG?1424909318526]

16
2.7. A modern íjak
A sztyeppei íjak fejlődése azonban a 17. századtól
megáll, kiszorítják őket ugyanis a hadszínterekről a
tűzfegyverek. Bár a 20. századtól ismét fellendül az
íjak fejlesztése, ekkor kezdik ugyanis sportíjak
világhódító karrierjüket. Ennek a fejlődésnek a
termékei az üvegszál és szénszál erősítésű, egy
darabbá épített, vagy szétszedhető (úgynevezett
„take-down”) íjak, valamint a csigás-íjak (9. ábra).
Előbbiek az angol hosszúíjak („longbow”) és a
sztyeppei íjak formavilágának keresztezéséből
születtek, a gyalogos íjászat, elsősorban a
céllövészet igényeihez igazodva. Utóbbiak a karok
végein excentrikusan elhelyezett csigákkal
készülnek, amelyek a rajtuk átvezetett, különleges
ideg segítségével csigarendszert alkotnak, így
erősebb íjkarok használatát teszik lehetővé. Az excentrikusságnak hála pedig egy különleges
jelenség, a „kikönnyülés” figyelhető meg rajtuk. Ez azt az állapotot jelenti, mikor az íj
kihúzása közben, egy kritikus pontot elérve, a tovább húzáshoz kevesebb erő szükséges,
mint előtte. Ez a jelenség megkönnyíti a célzást, hisz az íjásznak nem kell akkora erőt
kifejtenie, miközben finommotorikus mozgásokkal igyekszik célra illeszteni a vesszőt. E
technológiával készülnek napjaink leggyorsabb íjai, melyeket a céllövőkön kívül a
vadászíjászok használnak előszeretettel.
Anyaguk tekintetében igen nagy változatosságot mutatnak. Bár még mindig sok íj épül fa
magra, az olimpiai és csigás íjak karjainak alapját többnyire speciális polimerhab alkotja.
Erősítőszálként üveg- és szénszálat használnak, gyártónként és típusonként eltérő
rétegrenddel. A markolat anyagát tekintve sem egységes a piac. A fán kívül használnak még
különböző szálerősítéses, vagy anélküli polimereket, könnyűfém-öntvényeket és újabban
fémhabokat. A hangsúly itt a kis tömegen és strapabíróságon van, valamint az oldás során
keletkező rezgéseknek az íjász csuklójába jutásának minél jobb csillapítása.
9. ábra Csigás íj és részei
[http://www.bowhuntingbasics.com/images/Comp
ound%20Bow.jpg]

17
2.8. A hagyományos íjak reneszánsza
Mi azonban a továbbiakban az
úgynevezett hagyományos
merevszarvú íjakkal fogunk
foglalkozni. Ezek fejlesztése és
kutatása azonban sajnos egészen
sokáig várattatott magára. Először
Cs. Sebestyén Károly
néprajzkutató ismerte fel 1931-
ben, hogy a honfoglaló sírokban talált csontlemezek az íj erősítésére szolgáltak (10. ábra).
Ezen kései felfedezésnek köszönhető például, hogy Budapesten, a Hősök Terén álló Hét
Vezér szobrain csupán az egyik vezér fegyverei közt találunk íjat. Őt követve Jakus Kálmán,
a Lónyai utcai református gimnázium tornatanára készítette az első működőképes magyar
íjat. Az ő célja már egy jó sportíj kidolgozása volt. [5] Dr. Fábián Gyula, a Gödöllői
Agrártudományi Egyetem tanszékvezető professzora már tudományos módszerekkel
vizsgálta a honfoglaláskori íjat, valamint működőképes darabokat tudott gyártani, amik
gyalogos és lovas teszteken is vizsgálatra kerültek. [6] Példájukból kiindulva ma már többen
is készítenek szaruval és ínnal erősített, az eredetiekkel többé-kevésbé egyező szerkezetű és
alakú merevszarvú íjakat. Ezek nagy hátránya azonban, hogy az alapanyagok beszerzése
bonyolult, pénzigényes feladat, természetes jellegükből adódóan szinte lehetetlen pontosan
reprodukálni a termékeket. Kassai Lajos volt az első, aki sorozatgyártásban készítette a
honfoglalók fegyveréhez hasonló alakú, de üvegszálas kompozitból álló íjakat, az 1980-as
évektől kezdődően. Példájára, vagy tőle függetlenül mások is íjkészítésbe fogtak, több-
kevesebb sikerrel. Mára már többen is foglalkoznak hasonló íjak készítésével, többnyire
mind a 1990-2000-es évek környékétől kezdve. Az ő áldozatos munkájuknak köszönhetően
ma már íjak széles palettája várja az irántuk érdeklődő, egyre népesebb táború íjászokat, akik
közül többen is világhírűvé tették a magyar íjat és íjászatot.
2.9. A mai tradicionális íjak
Miután ismét fellendült a kereslet a hagyományos formájú íjak iránt, egyre több készítő
fogott bele a gyártásukba. Az igen széles választékot az íjat alkotó alapanyagok szerint
rendeztem csoportokba, a könnyebb áttekinthetőség végett.
10. ábra A honfoglaláskori sírokból előkerült csontlemezek
[https://sites.google.com/a/botondbow.com/www/_/rsrc/1472768114878/
a-ix-xi-szazadi-magyar-ij/2.%20%C3%A1bra.jpg]

18
2.9.1. Szarus íjak
Ezek azok az íjak, amik a középkorban is használt anyagokból és
többé kevésbé a korabeli technikákkal készülnek. Bár csak igen
kevesen vállalkoznak az ilyen íjak készítésére, mégis egyre bővülő
íjkészítők csoportjáról beszélünk. Többnyire manufakturális
készítésről beszélhetünk ezek kapcsán, hisz a természetes anyagok
jellegéből adódóan igen nehézkes a megegyező mechanikai
paraméterekkel rendelkező darabok legyártása. Továbbá a kereslet
sem oly magas rájuk, ami részben borsos áruknak és hosszú
elkészítési idejüknek köszönhető. A készítők ezt azzal
ellensúlyozzák, hogy az ezzel a technikával készült íjak igen egyedi,
testreszabott darabok. Valódi büszkeség egy ilyen íjat birtokolni,
ugyanis mind használata, mind tárolása körültekintést és szakértelmet
igényel. Bár a régészet és történelemtudomány számára
felbecsülhetetlen információkat jelentenek az így elkészült íjak által
újra felfedezett tapasztalatok, pár speciálisan rájuk szabott versenytől
eltekintve nem igazán jelennek meg a versenysportok világában,
ugyanis a lövés szempontjából fontos tulajdonságaik közül igen sokra
vannak, esetenként akár drasztikus hatással is a környezeti tényezők
(napsütés, páratartalom, hőmérséklet).
2.9.2. Műgyanta íjak
A megnevezés igen félrevezető, hisz
ezek az íjak természetesen nem csak
műgyantából állnak. Anyagukat
tekintve, szinte kivétel nélkül epoxi-
(esetenként poliészter-) gyantába
ágyazott üvegszálból, laminálással
készülnek. Egyedül a markolat magja és
a merev szarvak készülnek fából. A
karok kívülről általában bőrborítással vannak ellátva, részint, hogy megóvja a laminátumot,
részint, hogy elrejtse a kézi laminálásból eredő kisebb-nagyobb szépséghibákat, gyanta-
elszíneződéseket. Ez volt az a típus, amivel a hagyományos íjak sorozatgyártása elkezdődött,
s a mai napig is az egyik legnépszerűbb típus. Az így készült íjak előnye a viszonylag
alacsony áruk és egyszerű felépítésükből adódó strapabíróságuk. Viszonylag hosszú
11. ábra Szarulemezes íj
[http://www.grozerarchery
.com/pic/Biocomposite%2
0Laminated%20Hungaria
n%20bow.jpg]
12. ábra Bőrborítású "műgyanta" íjak
[http://www.norkaijasz.hu/wp-content/gallery/ifi-ij-
keve/1619593_859987314028119_5785742123155007609_n.jpg]

19
élettartamuk során igen egyenletes teljesítményt nyújtanak, ezért mind a mai napig
megtalálhatók a versenyeken. Hátrányuk, hogy a további típusokhoz képest igen nehezek, a
bennük található nagy mennyiségű polimer csillapító tulajdonságai miatt pedig lomhábbak,
mint a most következő típusok.
2.9.3. Laminált íjak
Bár az eddig áttekintett íjak is laminációs
eljárásokkal készülnek, a köztudat mégis a
most következő módon készült íjat nevezik
laminált íjnak. Ez esetben epoxi-gyantába
ágyazott, kézzel laminált, vagy pultrúzióval
előállított, unidirekcionális (csak hosszirányú
erősítőszálakat tartalmazó) erősítőréteget
ragasztanak a fából hajlós karok két oldalára,
ezáltal egy úgynevezett „szendvics-
szerkezetet” hozva létre. Az eredmény egy
igen könnyű és gyors eszköz. A csökkentett
gyantatartalomnak és jó anyagkihasználásnak
hála itt már nem jelentkezik olyan
számottevően a polimerek jó csillapító-
képessége. Hátrányuk, hogy a ragasztás
minősége, valamint az unidirekcionális lapokban keletkező és tovaterjedő repedéseknek hála
élettartamuk sokszor csupán 4-6 év, míg áruk nem egyszer a „műgyanta” íjak két-
háromszorosa is lehet. Mindezek ellenére, főként a lovasíjászatban, ahol kulcskérdés a kilőtt
vessző sebessége mára már vezető szerepet vívtak ki maguknak, sérülékenységük ellenére.
2.9.4. Homogén erősítőanyagú íjak
Bár az üveg- és szénszál erősítésű
kompozitok rendkívül erősek, sajnos
eléggé ridegek. Ez statikus
szerkezeteknél általában nem jelent
problémát, ám az íjak esetében, ahol
a karok nagy elmozdulásokat
végeznek, a kis szakadási nyúlású
anyagok már gondot okozhatnak.
Ennek a kiküszöbölésre születtek az első olyan íjak, amelyek karjainak belső (nyomott)
13. ábra Laminált íj (Kassai Sólyom II.)
[http://www.recurvebowshop.com/pictures/traditional%2
0recurve%20bows/falcon%20kassai%20solyom%20lami
nated%20bow/falcon%20kassai%20solyom-
2%20laminated%20hun%20bow.jpg]
14. ábra Grózer TRH laminált íj
[http://www.grozerarchery.com/magyar/htm/indo/trh2/TRH-II-
Indian-4.gif]

20
oldalán valamilyen homogén szerkezetű, általában hőre lágyuló polimer lemez szolgál
erősítésként. Bár elsőre nem tűnik észszerűnek az erősítőanyag-csere, elég csak abba
belegondolni, hogy a szarulemezek rugalmassági modulusa sem különbözik túlzottan ezen
polimerekétől [7]. Ezen eljárással, megfelelő húzott-oldali erősítőanyaggal párosítva igen
tetszetős, kisméretű, hosszú húzáshosszon is működő íjak készíthetők. Hátrányuk a
polimerlap felragasztásának nehézsége, valamint az ennek pontatlanságából adódó
élettartam-csökkenések és hibák.

21
3. Az íjak vizsgálata
Az íjak azon tulajdonságait, melyek az íjász számára fontosak, már igen régóta vizsgálják
az íjkészítők, a legkülönfélébb módokon. A legfontosabb eljárásokat szeretném bemutatni a
következőkben.
3.1. Elterjedt módszerek
A tradicionális íjkészítők körében
legnépszerűbb vizsgálat, nem áll másból
csupán egy befogó szerkezetből és egy
rugós, vagy digitális erőmérőből (15.
ábra). Az íj markolatát befogva, az
erőmérőt az idegre akasztják, majd
elkezdik kihúzni az íjat. Ezzel a
módszerrel jól megadható az elkészült íj
feszítéséhez szükséges erő, különböző
húzáshosszokon. Bár alkalmas lenne erő-
elmozdulás jelleggörbék felvételére is,
többnyire csupán az íj erejének (a 28” -ra
kifeszített állapot megtartásához szükséges erő, fontban mérve) megállapítására használják.
Bár a módszer kétséget kizáróan egyszerű
és pontossága is tűrhető, sajnos nem ad
közvetlen felvilágosítást az íj további
tulajdonságairól, pl.: a kilőtt nyíl sebessége,
a megfeszítés és elengedés jelleggörbéje
közti hiszterézis mértéke. Bár a nyert
adatokból ezek közelítőleg számíthatók,
nem jellemző a használatuk
További vizsgálati módszer, az íjból kilőtt
vessző sebességének chronográfos mérése
(16. ábra). Itt az adott íjat meghatározott
hosszra kihúzva, abból adott tömegű
15. ábra Az íj erejének mérése
[https://lh4.googleusercontent.com/-VE3QjK3nCiA/UuVm-
HRnqEI/AAAAAAAABWI/nZonu0-cS9M/w868-h651-
no/DSCN6392.JPG]
16. ábra Kilőtt nyíl sebességének mérése
[https://lh5.googleusercontent.com/-
AQ3KU69vWWM/Tm98jzoiFvI/AAAAAAAAB7Q/SA5um79i
TdY/s1600/13.jpg]

22
vesszőt lőnek keresztül egy lövedéksebességmérő két kapuján. Ez az eljárás már jó közelítést
ad a nyílvessző sebességére, hátránya azonban, hogy nagyban befolyásolják az olyan emberi
tényezők, mint a húzáshossz pontossága, az oldás tisztasága, amennyiben a lövéshez íjászt
használnak. Bár az Egyesült Államokban több csigás íj gyártó erre mérésre már mechanikus
szerkezetet használ, a hagyományos íjak készítői közt még nem terjedt el a használata.
3.2. Kevésbé ismert, vagy használt módszerek
Az [3] irodalomban olvasható egy igen részletes vizsgálat az íjak mechanikai jellemzőit
illetően. A Budapesti Műszaki Főiskola (ma Óbudai Egyetem) hallgatói és munkatársai
fáradtságot nem kímélve vizsgálták a honfoglaláskori magyar íj jellemzőit a klasszikus
mechanika analóg számítási módszereivel. Eredményeik a korrekciós számításoknak hála
egészen pontosak, a módszer jó kiindulás a témában elméleti vizsgálatokat végezni kívánók
számára. Lényeges hátulütője azonban, hogy jelentős korlátokat fogalmaz meg a
vizsgálandó íjat illetően, pl.: a karok állandó keresztmetszetűek és egyetlen körívből állnak,
anyaguk homogén, izotróp, lineárisan keményedő. Ez sajnos szinte semelyik ma gyártott íjra
nem igaz, mivel azok karjai a szarvak irányában rendszerint elkeskenyednek, sőt egyes
esetekben vastagságuk is csökken, valamint anyaguk sem izotróp (polimer kompozit). Ezen
kívül sokszor a karok sem egyetlen körívből állnak: a reflex íjak karjai például két
ellentétesen görbülő körívből áll.
B. W. Kooi doktori disszertációjában [8] szintén a fentebb ismertetett módszer
alkalmazásával jut eredményekhez, jóllehet matematikushoz méltóan más formában. Ám
lényegét tekintve ő is a klasszikus mechanika számítási eljárásait és egyenleteit alkalmazza,
azzal a kiegészítéssel, hogy számításba veszi a karok csillapítási tulajdonságait is. Írásában
kitér még egyéb, korábbi számítási modellekre is, melyekben a karokat merev rudaknak
tekintették, a markolathoz azonban rugalmas csuklókkal kapcsolódtak, amelyek
merevségükkel próbálták közelíteni a karok valódi alakváltozását. Ezen módszerek azonban
számítás-igényes voltuk és komplexitásuk okán nem terjedtek el az íjtervezés gyakorlatában.

23
4. Piackutatás
4.1. Íjkészítők
A felhasználói igények és a várható vásárlói kör felmérése előtt fontosnak tartom a
magyarországi és külföldi íjkészítő műhelyek áttekintését, ezzel képet kapva a
lefedettségről, valamint a lehetséges piaci rés jellemzőiről.
A bevezetésben már említettem Kassai Lajost, aki a ’80-as
évek közepétől készít íjakat. Azon túl, hogy íjkészítő, a
lovasíjászat úttörője is. Világszerte elismert lovasíjász mester,
számtalan bajnokság győztese, saját iskolájának mindmáig
veretlen bajnoka. Íjai főként a lovasíjászat igényeihez
igazodnak, bár némely darabokat gyalogos íjászok is
előszeretettel használnak. A Kassai Kft. kaposmérői
műhelyében gyerekeknek és felnőtteknek szánt íjak is
készülnek, amelyeket mind idehaza, mind külföldön
előszeretettel vásárolnak. Két alapvető típust különíthetünk el:
a műgyanta és laminált íjakat (ezek szerkezetét fentebb már
részleteztem.) Bár kezdő és profi lovasíjászok is találnak
többnyire kedvükre való íjat itt, ezek közös jellemzői közt
említhetjük a nagy ajzás-távolságot (a felajzott íjon az ideg és
a markolat közti legkisebb távolság), a viszonylag nagy méret, letisztult formavilág, fokozott
strapabíróság, alacsony erősség (30-40 lbs, 28” -on mérve).
Szintén említettem már Grózer Csaba nevét. Ő szintén az
elsők között volt Magyarországon, aki hagyományos
reflexíjak készítésével kezdett foglalkozni. Íjait főként
gyalogos íjászok használják. Felhasznált anyagok
tekintetében azonban már sokkal szélesebb skálán
mozognak. Megtalálhatók nála is a műgyanta és egyszerű
laminált íjak, valamint a homogén erősítőanyagú (Grózer
által TRH-nak nevezett) és a jelentős elismerést kivívó
szarus íjak. Formavilág tekintetében igen változatos képet
mutatnak íjai, szinte valamennyi íjfeszítő nép fegyverének
van megfelelő formájú képviselője az egyes típusokban.
17. ábra Kassai Lajos
[https://s-media-cache-
ak0.pinimg.com/originals/48/0a/fc/4
80afc298a8cc385a7e030a325b9402
7.jpg]
18. ábra Grózer Csaba
[http://www.grozerarchery.com/magyar/
g/csaba.jpg]

24
Különösen ismertek azonban török és tatár formájú íjai, mivel ezek formahű elkészítése
komoly kihívást jelent. Íjainak kevés közös jellemzője van a nagy változatosság miatt, bár a
viszonylag nagy fonterő és a lovasíjász íjakhoz képest rövidebb húzáshossz többnyire
jellemzi őket.
Kis hazánkban a fenti kettőn kívül számos kisebb-nagyobb műhely, vagy magányos íjkészítő
működik, van, aki sorozatban, van, aki teljesen egyénre szabva készít íjakat. Hosszú lenne
felsorolni az összes ilyen készítőt. Az íjat kereső vásárlónak általában az egyes íjászboltok
útmutatása alapján próbálnak kiigazodni a gyártók termékei közt.
Magyarországon kívül természetesen más országokban is új erőre kapott a hagyományos
íjászat, ennek okán pedig az íjkészítés is. Bár Nagy Britanniából indult világhódító útjára a
modern íjászat, az angol hagyományok felélesztésével (innen az általánosan elterjedt angol
mértékegység-rendszer az íjászatban), jelen dolgozatunk témája szempontjából azon
országok gyártói az érdekesek, akik a lovasíjász népek íjait készítik. Való igaz, hogy itt,
Magyarországon indult el először ezen típusú íjak gyártása Európában, de mára már számos
országban találunk tradicionális íjkészítőt és íjász-egyesületet.
Sajnos azonban mivel a többi európai
ország történelmének nem oly
kulcsfontosságú és meghatározó
eleme az íj, mint a miénknek, sokkal
inkább a kis manufaktúrák terjedtek
el, a nem túl széles vevőkör
kielégítésére. Ezekre jó példákat
találunk Lengyelországban
(Sylwester Styrczula), vagy akár Törökországban (Mehmet Askim Golhan). Többnyire
azonban ezeket a piacokat is a magyar készítők látják el.
Európán kívül számos országban találunk hagyományos íjak készítésével foglalkozó
vállalkozásokat. Jó példák erre a koreai íjkészítők, például a Samick, Kaya cégek, vagy Song
Mu Gung íjai. Ázsia ezen része már gyökeresen eltér Európától, hisz az itt élő népek életében
is fontos szerep jutott a lovasíjászoknak. Ezért is ezen országok nagy lélekszámának
köszönhetően jóval több készítőt találni Ázsiában.
19. ábra Kaya íj
[http://www.grozerarchery.com/magyar/g/csaba.jpg]

25
A teljesség kedvéért hadd szabadjon itt még
megemlíteni az észak-amerikai kontinenst is,
ahol az elmúlt húsz évben szintén megjelent a
lovasíjászat. Bár ezen a kontinensen inkább az
európai, gyalogos stílusú íjászat az elterjedt,
errefelé is találhatunk remek lovasíjászokat
íjkészítőket. Kiemelném közülük Lukas
Novotny-t, aki nem csak szép
versenyeredményeiről híres lovasíjász-
körökben, de az általa készített, főként török
típusú íjak is komoly elismerésnek örvendenek,
még azok anyaországában, Törökországban is.
4.2. Az íjak felvevő piaca
Bár pontos számadatokkal nehéz szolgálni, az íjászboltok becslései szerint, ma
Magyarországon körülbelül 5000 ember jár rendszeresen íjászkodni, vagy tagja valamely
egyesületnek. Rajtuk kívül mintegy 2000 ember rendelkezik íjjal és gyakorolja a sportot
kisebb-nagyobb rendszerességgel. Egy átlagos íjász nagyjából 5-7 évente vásárol új íjat,
vagy az előző elhasználódása, vagy a íjásztudásában bekövetkezett fejlődéshez kíván
megfelelő eszközt beszerezni, vagy némely esetben csupán a minél nagyobb választékot
kívánja magának biztosítani.
Nagyságrendileg ugyanezek a számok jellemzik Lengyelországot és a nyugat-európai
országok többségét. Az utóbbi években felívelő, piacok Törökország, Malajzia, Korea és
Kína, ahol rohamosan nő az érdeklődés a tradicionális íjászat iránt. Ezen piacok
mutatószámait pontos információ hiányában miatt jobbnak láttam nem közölni.
20. ábra Lukas Novotny
[https://s-media-cache-
ak0.pinimg.com/564x/7d/24/16/7d24165e435705b346
920ad2b387f862.jpg]

26
5. Követelmények
5.1. Előzetes követelmények
A végleges követelményjegyzék összeállítása előtt fontosnak tartom, hogy előzetesen
áttekintsem és szétválasszam a vásárlók és a gyártók által az íjjal szemben támasztott
követelményeket. Ezt azért tartom szükségesnek, mert majd látható lesz, hogy bár az egyes
igények más megnevezésűek, többször is előfordul majd, hogy ugyanazon tulajdonságra
vonatkoznak, épp csak az eltérő szemlélet miatt alakul ki különbség a megfogalmazásban.
A potenciális vevők igényeivel kezdve, fontos leszögezni a különbséget, amely abból
adódik, hogy az adott személy lovas-, vagy gyalogos íjászatra kívánja használni az íjat. Az
utóbbi csoport tagjai ugyan kevesebb követelményt szoktak megfogalmazni, azok mégis
szigorúbbak, pontosabbak. A lovasíjászok követelményei jóval engedékenyebbek, ám a
sport jellegéből adódóan igen sokrétűek. Jelen munkámban ezeket oly módon kívánom
összegezni, hogy a lovasíjászok nagyobb számú követelményeinek figyelembevételével és
a gyalogos íjászok által elvárt szűk tűréshatárral szeretném a követelményeket összeállítani.
Ezt azért tehetem meg, mert a gyalogos szakág igényei szinte teljes egészében lefedhető a
lovasíjászokéival.
Kezdjük tehát az íjászok által felvetett igényekkel:
– „Egyenletes húzás”: a kifejezés arra utal, hogy az íj kihúzásakor felrajzolható erő-
elmozdulás görbén ne jelenjen meg az úgynevezett „falasodás” jelensége, vagyis ne
kezdjen hirtelen, exponenciális növekedésbe a görbe, csak a maximális húzáshossz
után.
– Kis rezgés: Az íjat tartó kézben, oldás után, mikor a vessző elhagyja az ideget, az
pedig a szarvnak csapódik, visszarúgást, majd enyhe remegést lehet érezni az íjat
tartó kézben. Ez sokszor hanghatással is párosul.
– Kényelmes markolat: A markolat kialakítása jól passzoljon az íjász tenyeréhez.
– Strapabírás: Az íjat leginkább igénybe vevő terhelés az úgynevezett „üres lövés”,
vagyis az olyan oldás, mikor nem lövünk ki nyílvesszőt. Ilyenkor a karokban tárolt
energia teljes egészében az íjtestben kényszerül disszipálódni, ami komoly terhelést
jelent. Ilyen üres lövésből legalább 30 db-ot ki kell bírnia az íjnak, bár az átlagos íjak
10-et is csak ritkán viselnek el.
– Hosszú élettartam: Íjász és lovasíjász edzők elmondásai alapján a mai műgyanta
íjak 8-10, laminált társaik 5-8 évet bírnak ki használható állapotban. Ez körülbelül

27
190 000-300 000 lövést jelent1. Ez utóbbi az az érték, amit minimálisan bírnia kell
az íjnak.
– Esztétikus kivitel: Tagadhatatlan, hogy az íj nem csak sporteszköz, de egy íjász
felszerelésének ékessége is. Fontos, hogy tükrözze használója ízlését. Ezért
elengedhetetlen az íjak nagy választékú testreszabhatósága.
– Széles tartományú választék erősségben: Az íj erősségét úgy szokás megadni,
hogy az ideget addig feszítik, míg az a markolattól 28” távolságra2 nem kerül, majd
itt megmérik a feszítéshez szükséges erőt. Mivel angolszász mértékegység
rendszerben szokás ezt megadni, pontosabban „fontban”, ezért „fonterőnek” hívjuk.
Ami fizikai tartalmában annyit tesz, ilyen, fontban mért tömegű nehezéket akasztva
az idegre kapjuk a 28”-os húzáshosszt. Gyalogos íjászok körében ez az érték
általában 25#-70# közt változik, az adott íjász igényei szerint. Átlagosan 30#-45#
közti íjakat használ a legtöbb ember.
– Verseny-követelmények: Tradicionális íjakról lévén szó, a legtöbb verseny
meghatároz néhány, az íjra vonatkozó formai követelményt. Ezek közül, ami
számunkra fontos: nem lehet középlövő (olyan markolatú, ahol a vessző az íj
középvonalában hagyja el azt lövéskor), nem lehet rá szerelni stabilizátort, kifutót,
célzótüskét. Valamint nem lehet „take-down” (pár csavar meglazításával szét és
összeszerelhető) rendszerű.
Most pedig tekintsük át a lovasíjászok igényeit, amelyek a fentebb felsorolt igényeken túl a
következők:
– Hosszú húzáshossz: A lovasíjászok által alkalmazott technika a gyalogosokénál
jóval hosszabb húzáshosszt követel meg. Esetenként ez a 35”-t3 is elérheti. Vagyis
ilyen mértékű kihúzást is tartósan el kell viselnie az íjnak.
– Nagy lövedéksebesség: Annak ellenére, hogy a lovasíjászok viszonylag gyenge (35-
40#-os) íjakat használnak a nagyszámú és gyors ismétlések miatt4, fontos a megfelelő
gyorsaságú vessző is, hiszen a lovasíjász pálya kialakításától függően akár 50-60
méterről is célba kell tudniuk lőni, ami sokkal könnyebb egy olyan íjjal, amiből a
kilőtt vessző parabola-pályája igen lapos. Ilyenkor ugyanis csak keveset kell „emelni
1 Heti 6 nappal számolva, napi 200 lövés esetén:
52 ∙ 6 ∙ 200 ∙ 5 = 312 000.
Ez egy profi szintű lovasíjász igen intenzív edzésének felel meg. 2 Körülbelül 711,2 mm. 3 Körülbelül 889 mm. 4 Egy haladó lovasíjász 20 másodperc alatt akár 11-12 vesszőt is kilő.

28
az íjon”, vagyis a nyílvessző vízszintessel bezárt szögét növelni kilövéskor. Ehhez
ugyanis szükséges a cél távolságának viszonylag pontos ismerete, ami egy 30-40
km/h-val vágtató ló hátán pillanatról pillanatra változik.
– Kis méret: Az íj legnagyobb kiterjedése a magassága, amit jó közelítéssel, az ideg
hosszával tudunk megadni. Bár léteznek kiugró példák5, általános szabályként
elmondható, hogy a rövidebb íjak kényelmesebbek lóháton, hiszen nem ütköznek
neki a ló testének előre, illetve hátra lövéskor.
– Kis tömeg: Mivel egy 20 másodperces lovasíjász futam alatt az íjat végig
vízszintesen kinyújtott karral kell tartani, fontos, hogy az ne legyen túl nehéz, ne
lépje át a 2 kg-os súlyhatárt és lehetőleg minél könnyebb legyen.
5.2. Összesített követelmények
A fent részletezett követelmények összegzésével az alábbi végleges követelményjegyzékre
jutottam:
– Egyenletes húzás
– Hosszú húzáshossz (35”)
– Kis tömeg
– Esztétikus kivitel
– Széles választék az erősségben
– Kis méret
– Nagy lövedéksebesség
– Kis rezgés
– Kényelmes markolat
– Strapabírás
– Hosszú élettartam
– Verseny-követelmények
5 A japán lovasíjászatban használt „yumi” íj például akár 2 méteres is lehet!

29
6. Módszeres tervezés
6.1. Funkcióstruktúra és morfológiai táblázat
Az íj fő funkciója, hogy az idegre helyezett nyílvesszőt
a feszítés végén, oldás után felgyorsítsa azáltal, hogy az
íjtestben tárolt potenciális energia jó részét a nyíl
mozgási energiájává alakítja. Ez a funkció az alábbi
módon 7 részfunkcióra bontható (21. ábra).
Ezek a részfunkciók alkalmasak arra, hogy azok
megoldási lehetőségeiből morfológiai táblázatot
készítsek (1. táblázat).
21. ábra Az íj funkcióstruktúrája

30
1. táblázat Az íj morfológiai táblázata
6.2. Variációképzés
A morfológiai táblázat alapján a következő variációkat választom ki további vizsgálatra:
a) I-I-I-I-III-VII-III-VII
b) I-I-IV-II-II-II-II-II
c) I-III-II-III-V-VI-V-V
d) I-I-V-II-IV-II-IV-IV
6.2.1. a variáció
Ez a variáció gyakorlatilag egy teljesen autentikus XIII-XVIII. századi ín-szaru erősítésű íj.
Előnye a korhű megjelenés és az íj méretéhez képesti nagy maximális húzáshossz. Ezt az
erősítőanyagok viszonylag nagy szakadási nyúlása teszi lehetővé. Nagy hátránya az
alapanyagok beszerzési és feldolgozási nehézsége, valamint költsége, ezen túl a kész íj nagy
tömege és csillapítási tényezője, ami a felhasznált természetes anyagok velejárója.
I II III IV V VI VII
1 bandázs
olt ideg
bandázs
nélküli ideg
flamand
ideg
2 ideg
rovátkáb
an
furatban perselybe
n
szarv
végi
rovátká
ban
3 "V"
húrzsám
oly
h.zsámoly
nélkül
ütközős h.
zsámoly
párnás
h.zsámo
ly
szarvba
épített h.
zsámoly
a szarvnak
ütközik
4 tömörfa
szarv
fa+GF+EP fa+CF+E
P
GF+EP CF+EP polimer (pl.
PA)
aluminium
5 ragasztot
t szarv
rag.+bandáz
solt szarv
"V"-
csapolás
rétegek
közé
ragaszto
tt szarv
furatos
csapolás
csavarozás kialakítás a
kar
anyagából
6 GF+EP fa+GF+EP hab
mag+GF+
EP
fa+CF+
EP
fa+GF+CF
+EP
fa+PVC+EP
+PE
fa+szaru+ín
7 ragasztá
s
rag.+GF
bandázs
"V"-
csapolás
rétegek
közé
ragaszto
tt
markola
t
furatos
csapolás
csavarozás kialakítás a
kar
anyagából
8 fa
markolat
fa markolat
GF
gerinccel
GF
markolat
GF-el
borított
markola
t
bőrborítású
markolat
fém
markolat
csontmerevít
éses
markolat

31
6.2.2. b variáció
A b variáció már egy modernizált tradicionális íj. Előnye a kis tömege, az üvegszálas erősítés
miatt elvékonyítható és így könnyű szarvak (amik így kisebb markolatrezgést okoznak), a
csendes oldás (húrzsámolyra szerelt párnázat csillapítja a szarvnak ütköző ideg csattanó
hangját). További előnye a szarvak, karok és a markolat különleges összeragasztása, ami az
egyes alkatrészek független legyártása után történik, így nagy fokú variálhatóságot tesz
lehetővé, ezáltal lehetővé téve az íjak nagy fokú személyre szabhatóságát. Hátránya a
vékony szarvak miatti sérülékenysége, valamint a gyártási folyamat több lépcsőssége.
6.2.3. c variáció
Ezen változat célja a minél kisebb elérhető tömeg. Ezt szolgálja a szarvak merevítésénél a
szénszál használata üvegszál helyett, a húrzsámoly elhagyása, valamint az egyes
komponensek furatos-csapos összeragasztása. Előnye a kis tömege mellett az
erősítőanyagként használt polimerek nagy szakadási nyúlása miatt a szarus íjhoz hasonló
kinézet és remek méret-maximális húzáshossz arány. Hátránya a nehéz gyárthatóság (az
illesztések pontos kialakítása bonyolult), a húrzsámoly hiánya miatti veszteség a kilőtt nyíl
sebességében, valamint a bőrborítású markolat (ami a lokális rezgéscsillapítás miatt
szükséges) miatt csúszósabb és kissé vastagabb lesz, mintha bőrözés nélküli lenne.
6.2.4. d variáció
Az utolsó variáció egy mai „laminált íj”, könnyített szarvakkal. Itt a formára vágott
komponenseket együtt rakják be egy nagy présformába, amit egy hőkezelő dobozba
helyeznek, ezáltal segítve a műgyanta minél jobb térhálósodását és buborékmentessé válását.
Előnye a viszonylag egyszerű gyárthatóság és kis tömeg. Hátránya a kis fokú egyénre
szabhatóság, a présszerszám nagy kiterjedése és magas költsége, valamint a szarvak és a
markolat ragasztásainak lokális nyomás-irányú terhelése, ami a ragasztó kifáradásához
vezet.
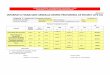
6.2.5. A variációk összegzése
A különböző variációk értékelésére és rangsorolására az alábbi táblázat szolgál:

32
Variációk
a b c d A szarv tömege minimális 1 5 4 5
Az íj tömege minimális 1 5 5 4
A vessző lepattanása a szarvról gyors 5 4 2 5
Az íj méretéhez képest nagy húzáshossz 5 3 5 3
Az illesztés egyszerűen gyártható 1 4 2 4
Az illesztés strapabíró 5 5 5 3
Keskeny markolat 1 5 3 4
Csendes működés 3 5 4 3
Összesítés 22 36 30 31
A variációk közül a legmagasabb pontszámot elérő „b” változatot választom
megvalósítandónak, mivel ezt ítélem legalkalmasabbnak a használatra, valamint az
esetleges további fejlesztésre.
7. Számítások
A variációk kidolgozása után, de még a geometria megtervezése előtt a méretezés
irányvonalainak kijelöléséhez számításokkal vizsgáltam az íj elemeinek tulajdonságait.
7.1. Előzetes vizsgálatok
Az íj geometriájának kialakítása előtt fontosnak tartottam azokat az irányokat kijelölni, amik
mentén gondolkodva kedvezőbb tulajdonságokkal rendelkező íjat tudok majd tervezni.
7.1.1. Csavarodási hajlam vizsgálata
A laminált íjak egy fontos tulajdonsága, hogy mennyire hajlamos a megfeszített kar
kicsavarodni. Ez a jelenség olyan íjaknál fordul elő, ahol az ideg beakasztási helye a feszítés
irányával ellentétesen hajlik, vagyis gyakorlatilag minden nem botíj típusú hagyományos

33
íjnál. Kicsavarodás akkor lép fel, mikor az ideg nem húzza a kart, hanem például a szarv
előre hajlása miatt, nyomja. Ekkor, ha az erő hatásvonala nem pontosan a kar szimmetria-
tengelyébe esik, csavarónyomaték is fog jelentkezni a karban. Ezt bizonyos mértékig képes
tolerálni a kar, de ha túllép a csavarodás egy kritikus mértéket, az íj „leajza magát”. Ezt
megelőzendő, fontos, hogy az íj karja minél jobban ellenálljon ennek a csavarásnak.
Ennek egy lehetséges vizsgálata, hogy azonos másodrendű nyomatékú keresztmetszettel
rendelkező vizsgálati testekre azonos helyen, azonos mértékű csavarónyomatékot adva,
mérjük a keresztmetszet elcsavarodásának szögének mértékét. Mivel a klasszikus
szilárdságtan a négyzet alakú keresztmetszet miatt nem ad pontos eredményt (a csavarásnál
alkalmazott számítások alapvető feltétele, hogy a keresztmetszetek síkjai az alakváltozás
során is síkok maradjanak, ami nem kör-alakú keresztmetszetek esetén már nem teljesül),
ezért a problémát végeselemes analízissel vizsgálom meg.
A vizsgálatot a Solidworks 2016-os verziójának végeselemes moduljában végeztem. A
modellekhez azonos anyagot rendeltem (1023 Carbon Steel Sheet), a magasságuk 250 mm,
alapjukat befalazással rögzítettem, tetejükre egy 5 mm átmérőjű, 10 mm magas hengeres
csapot tettem, a hasáb tengelyében. Erre alkalmaztam 1 kNm nagyságú csavarónyomatékot.
A modellek hálóinak részletei a következők:
22. ábra A négyzet-alapú hasáb hálójának adatai 23. ábra A téglalap-alapú hasáb hálójának adatai

34
A négyzet alapú hasáb keresztmetszete 10x10 mm-
es négyzet. Ennek másodrendű nyomatéka az egyik
oldallal párhuzamos, a keresztmetszet súlypontján
átmenő tengelyre:
𝐼𝑠 =𝑏∙ℎ3
12=
0,01 𝑚∙(0,01 𝑚)3
12= 8,333 ∙ 10−10 𝑚4
(1)
Mivel a téglalap alap másodrendű nyomatéka ezzel
megegyezik, ezért, ha a téglalap vastagságát 5 mm-
nek vesszük, a szélessége a következőképp adódik:
𝑏 =𝐼𝑠∙12
ℎ3=
8,333∙10−10𝑚4∙12
(0,005 𝑚)3= 0,08 𝑚 = 80 𝑚𝑚 (2)
Az elfordulás méréséhez virtuális szenzort helyezek
el a próbatest felső lapjának egy-egy sarkában. A
szenzorok koordinátái a négyzetes
keresztmetszeten: (5;5;250) mm, a téglalap
keresztmetszeten: (40;2,5;250) mm. A terhelés
ráadása után a pontok elmozdulás rendre: (-
1,748;4,656;0) és (-3,423;22,47;0). Az elmozdulás-
vektorok megfelelő komponenseit a vizsgált pontok
helykoordinátáihoz adva megkapjuk azok új
helykoordinátáit, az elmozdulás után.
Az elfordulás szögét úgy kapjuk meg, hogy a
keresztmetszet súlypontjából a vizsgált pontba
húzott egyenesnek a keresztmetszet szimmetriatengelyével bezárt szögét kiszámítjuk az
elfordulás előtt és után, majd a két értéket kivonjuk egymásból. Az elfordulás szöge tehát a
következőképp adódik:
𝜑 = 𝑎𝑟𝑐𝑡𝑎𝑛 (𝑥𝑠,𝑡𝑒𝑟ℎ𝑒𝑙𝑡
𝑦𝑠,𝑡𝑒𝑟ℎ𝑒𝑙𝑡) − 𝑎𝑟𝑐𝑡𝑎𝑛 (
𝑥𝑠,𝑡𝑒𝑟ℎ𝑒𝑙𝑒𝑡𝑙𝑒𝑛
𝑦𝑠,𝑡𝑒𝑟ℎ𝑒𝑙𝑒𝑡𝑙𝑒𝑛) (3)
𝜑𝑛é𝑔𝑦𝑧𝑒𝑡𝑒𝑠 = 𝑎𝑟𝑐𝑡𝑎𝑛 (3,252 𝑚𝑚
9,656 𝑚𝑚) − 𝑎𝑟𝑐𝑡𝑎𝑛 (
5 𝑚𝑚
5 𝑚𝑚) = 26,39° (4)
𝜑𝑡é𝑔𝑙𝑎𝑙𝑎𝑝 = 𝑎𝑟𝑐𝑡𝑎𝑛 (36,577 𝑚𝑚
24,97 𝑚𝑚) − 𝑎𝑟𝑐𝑡𝑎𝑛 (
40 𝑚𝑚
2,5 𝑚𝑚) = 30,74° (5)
24. ábra A négyzetes keresztmetszetű próbatest

35
Látszik tehát, hogy a téglalap
keresztmetszetű hasáb jobban
elcsavarodik. Ezért a tervezés során
törekszek majd a négyzeteshez minél
inkább közelítő keresztmetszet
kialakítására. Ez azért is előnyös, mert
az íjkar szélességének csökkentésével,
az kevésbé takar bele az íjász
látómezejébe, ami nyilvánvaló
előnyökkel jár.
25. ábra A téglalap keresztmetszetű próbatest

36
7.1.2. Az üvegszállal erősített szarv vizsgálata
Az íj tömegének és a lövéskor tapasztalható markolatrezgés, illetve „előre-rúgás”
csökkentése érdekében célszerű a karok végén található szarvak csökkentése. Ennek
érdekében jó ötlet, ha a szarvat úgy alkotjuk meg, hogy két falemez közé epoxigyantával
átitatott üvegszálat laminálunk. Az ily módon elkészített szarv prototípusát teszteltem.
A szarvat fenyőfa-lemezek közé
laminált üvegszálból készítettem. A
lecek közé kézi laminálással üvegszálat
fektettem, majd az összezárt szendvics-
szerkezetet pillanatszorítókkal
összepréseltem és 6 órára 50 °C-os
hőkezelésnek vetettem alá. A hőkezelés
után kivágtam a szarv formáját, majd a
feleslegesnek vélt részeket a további kikönnyítés végett levágtam. Az így elkészült darab 27
grammot nyomott.
A próbadarabot ezután egy
asztalra fogattam, majd az íj
idegének kialakított vájatba
kötél-hurkot illesztettem,
amelynek másik végére egy
vödröt kötöttem, amelybe a
súlyokat helyeztem. A teher
nagyságát mindaddig
növeltem, míg a szarv el nem
tört. Ez a 35 kg-os terhelésnél
után következett be. Ekkor is
inkább a gyártási
pontatlanságból adódó hibák
miatt a szarv szép lassan
elfordult, majd eltört.
26. ábra A vizsgált szarv-prototípus
27. ábra A terhelt szarv

37
Éljünk azzal a közelítő feltételezéssel, hogy az íj
maximális kihúzásakor az ideg két szára
egymással 120°-os szöget zár be. Általában ezt
tartják a gyalogos íjászok még kényelmes
szögnek, mivel, ha hegyesebb lenne, az azt az
érzést keltené, mintha az ideg össze akarná
préselni a feszítő kéz használatban lévő három
ujját. Ez esetben a kihúzáshoz szükséges erő:
𝐹𝑒 = 2 ∙ 𝐹𝑘ö𝑡 ∙ 𝑐𝑜𝑠60° = 2 ∙ 𝑚𝑡𝑒ℎ𝑒𝑟 ∙ 𝑔 ∙ 𝑐𝑜𝑠60°=
2 ∙ 35 𝑘𝑔 ∙ 9,81 𝑚
𝑠2 ∙ 0,5 = 343,35 𝑁 (6)
Ez az íjászatban használatos mértékre, fontra
átszámolva:
𝑚𝑡𝑒𝑟ℎ =𝐹𝑒∙2,205
𝑔=
343,35 𝑁 ∙2,205
9,81 𝑚
𝑠2
= 77,16 𝑙𝑏𝑠 (7)
Vagyis ekkora a maximális terhelés megközelítőleg, amit ez a végletekig kikönnyített szarv
elviselni képes.
7.2. Elméleti alapok
Bár az íj gyakorlatilag nem más, mint egy előfeszített laprugó, az íjászok számára
sokatmondó tulajdonságai némi magyarázatra szorulnak. Elsőre ugyanis nem mindig
egyértelmű, hogy a megnevezések milyen mechanikai tartalmat takarnak, vagy épp miért is
fontosak.
7.2.1. Az íj hatásfoka
A munkagépek hatásfoka az általános megfogalmazás szerint a munkagépből kinyert
hasznos és az ennek érdekében befektetett munka hányadosa. Az íj esetében a hasznos
munka a kilőtt nyíl mozgási energiája:
𝐸𝑚,𝑛𝑦í𝑙 =1
2∙ 𝑚𝑛𝑦í𝑙 ∙ 𝑣𝑛𝑦í𝑙
2 (8)
A befektetett munka az a potenciális energia, ami a húzáshossz végén, az ideg elengedése
előtti pillanatban raktározódik az íjban. Ez annak az erőnek a munkája, amit az íj kihúzásakor
végzünk. Így a befektetett munka:
𝐸𝑝𝑜𝑡 = ∫ 𝐹ℎ(𝑟) 𝑑𝑟2
1 (9)
28. ábra Az eltört szarv

38
Az Fh-val jelölt, az íj kihúzásakor kifejtett erőnek a húzás függvényében alakuló nagyságát
egy jelleggörbével tudjuk leginkább szemléltetni:
Itt a függvény görbéje alatti terület
nagysága megadja a tárolt energiát. A
mozgási és a helyzeti energia
hányadosa pedig megadja az íj
mechanikai hatásfokát:
𝜂 =𝐸𝑚,𝑛𝑦í𝑙
𝐸𝑝𝑜𝑡 (10)
A veszteségeket okozó nem emberi
tényezők közül a legfőbbek:
– Hiszterézis veszteség: az íj anyagának belső súrlódása okozza. Főként a műgyanták
híresen jó rezgéscsillapító képességének köszönhető.
– A nyílon kívül mozgatott (holt) tömegek által elvett energia, vagyis az az energia,
ami az íjkarok és a szarvak mozgatásához szükséges.
A jobb hatásfok érdekében tehát egy minél könnyebb és a lehető legkevesebb műgyantát
tartalmazó íjat kell létrehozni.
7.2.2. Az ajzásmagasság szerepe
Az íj ajzásmagasságának (hajzás) nevezzük azt a
távolságot, ami a felajzott íj feszítettlen állapotában a
markolat és az ideg közt mérhető. Jelentőssége két
dologban áll: egyrészt az egyik lovasíjász technika
esetében követelmény a viszonylag nagyra választása,
mivel ebben az esetben a töltéskor a nyíl hegyét át kell
tolni a markolat és az ideg közt, vágtató lovon; másrészt
mivel a húzáshossz egy-egy íjász esetén közel fix érték,
az ajzásmagasság határozza meg, hogy milyen hosszú
úton gyorsítja az íj a vesszőt.
Az ajzásmagasságnak a kilőtt nyíl sebességére való
hatásának szemléltetéséhez végezzük el az alábbi
29. ábra Az íj feszítéséhez szükséges erő, a
kihúzás függvényében
30. ábra Az ajzásmagasság az íjon
[http://www.classic-
bow.com/catalog/images/0188_recurve_bo
w.jpg]

39
gondolat-kísérletet: vegyünk két
íjat, melyek az íjász húzáshosszának
végén (válasszuk ezt most 33’’-nak)
egyforma erősségűek (legyenek 35
lbs erősek). Ez esetben, ha
jelleggörbéjüket egyessel
közelítjük, a következő
jelleggörbékhez jutunk: (31. ábra).
Számolás nélkül is jól látható, hogy
a kisebb ajzásmagasságú íjban több
energia fog tárolódni.
Vizsgáljuk is meg a különbséget!
Az íjban tárolt energia esetünkben:
𝐸𝑝𝑜𝑡 = ∫ 𝐹ℎ(𝑟)𝑑𝑟2
1=
1
2∙ 𝐹ℎ,𝑚𝑎𝑥 ∙ 𝑠 =
1
2∙ 𝑚𝑡𝑒ℎ𝑒𝑟 ∙ 𝑔 ∙ 𝑠 (11)
Mivel 35 lbs = 15,88 kg, 33’’=0,8382 m, 6’’=0,1524 m és 10’’=0,254 m, a következő
értékeket kapjuk:
𝐸𝑝𝑜𝑡,𝑘𝑖𝑠 𝑎𝑗𝑧á𝑠𝑚. =1
2∙ 15,88 𝑘𝑔 ∙ 9,81
𝑚
𝑠2 ∙ (0,8382 𝑚 − 0,1524 𝑚) = 53,42 𝐽
(12)
𝐸𝑝𝑜𝑡,𝑛𝑎𝑔𝑦 𝑎𝑗𝑧á𝑠𝑚. =1
2∙ 15,88 𝑘𝑔 ∙ 9,81
𝑚
𝑠2 ∙ (0,8382 𝑚 − 0,254 𝑚) = 45,50 𝐽
(13)
Az értékeket tovább vizsgálva, tételezzük fel, hogy az íjból kilőtt nyílvessző tömege 25g és
Epot=Emozgási., mivel ez csak egy közelítő, szemléltető számítás. A (8) egyenletet
felhasználva:
𝑣𝑛𝑦í𝑙 = √𝐸𝑚,𝑛𝑦í𝑙1
2∙𝑚𝑛𝑦í𝑙
(14)
A megfelelő értékeket behelyettesítve:
𝑣𝑛𝑦í𝑙,𝑘𝑖𝑠 𝑎𝑗𝑧á𝑠𝑚. = √53,42 𝐽
1
2∙0,025 𝑘𝑔
= 65,37 𝑚
𝑠= 235,33
𝑘𝑚
ℎ (15)
𝑣𝑛𝑦í𝑙,𝑛𝑎𝑔𝑦 𝑎𝑗𝑧á𝑠𝑚. = √45,50 𝐽
1
2∙0,025 𝑘𝑔
= 60,33 𝑚
𝑠= 217,20
𝑘𝑚
ℎ (16)
A különbség több, mint 18 km/h, ami már igen jelentős. Látszik tehát, hogy minél kisebb
ajzástávolságú íjat érdemes építeni. Az ajzásmagasság alsó korlátja nem túl pontos, ugyanis
31. ábra Az ajzásmagasság hatása a jelleggörbére

40
itt azt kell figyelembe venni, hogy túl kicsi távolság esetén az ideg oldáskor nekicsapódik az
íjász íjat tartó kezének csuklójához. Hogy ezt elkerüljük, célszerű legalább 4’’ távolságnak
megtartani az ajzást.
7.2.3. A nyíl röppályája és az ideálisan szükséges kilövési sebesség
Az íjból kilőtt vessző egy közelítőleg parabola alakú pályán repül a célig. A lövést ferde
hajításként modellezve, mivel a húzáshossz révén a kezdősebesség nagyjából adott, az íjász
a kilövés szögét változtatva módosítja ezt az ívet a céltól mért távolsággal arányban. Mivel
a lovasíjász pályán vágtatva az íjász és a cél közti távolság folyton változik, ráadásul elég
nehéz pontosan megbecsülni menet közben, ideális esetben a lövés olyan kis szög alatt
történik, ami már vízszintes hajításnak vehető. A kritikus lövés a pálya legvégén, hátrafelé
történik, ilyenkor ugyanis a ló is elfelé mozog a céltól, csökkentve a nyíl relatív sebességét.
A kiinduló feltételezésünk legyen az, hogy a lövéskor a nyíl a céltábla közepére mutat. A
távolság x=51 m, a ló sebessége 5,56 m/s, azaz 20 km/h. Nevezzük pontos lövésnek azt, ha
a vessző annyit esik, hogy a cél alsó szélébe csapódik, ami a középponttól y=300 mm-re van.
Továbbá hanyagoljuk el a légellenállás miatti lassulást, hiszen az minden különböző
tollazású vesszőnél más ráadásul ez is csak egy közelítő számítás.
Így a kilőtt nyíl pályájának egyenlete:
𝑦 =𝑔
2∙𝑣02 ∙ 𝑥2 (17)
Az egyenletet átrendezve és a megfelelő értékeket behelyettesítve a szükséges sebesség:
𝑣0 = √𝑔∙𝑥2
2∙𝑦= √
9,81 𝑚
𝑠2∙(51 𝑚)2
2∙0,45 𝑚= 168,37
𝑚
𝑠= 606,16
𝑘𝑚
ℎ (18)
Látszik, hogy ezt a sebességet szintek kivitelezhetetlen elérni a 30-40 lbs erejű tradicionális
íjak eszköztárával. Módosítsunk tehát a kiindulási feltételeken. Tegyük fel, hogy az íjász
emel valamennyit a kezén, ezért ferde hajlításként is modellezhetjük a lövést. Meg kell
azonban határoznunk, hogy mennyi az a mértékű emelés, ami még nem zavaróan nagy.
Tapasztalatból mondhatom, ez nagyjából 30 mm. A hajítás szöge tehát, ha egy 33’’ hosszú
vesszőt húz ki az íjász:
𝛼 = 𝑎𝑟𝑐𝑡𝑔 (0,15 𝑚
0,8382 𝑚) = 2,05° (19)
Vegyük tehát a ferde hajítás esetén a lövedék pályájának egyenletét:
𝑦 = 𝑥 ∙ 𝑡𝑔𝛼 −𝑔
2∙𝑣0∙𝑐𝑜𝑠2𝛼∙ 𝛼 (20)

41
Rendezzük ezt át „v0” kezdősebességre:
𝑣0 = √𝑔∙𝑥2
(𝑥∙𝑡𝑔𝛼−𝑦)∙2∙𝑐𝑜𝑠2𝛼= √
9,81 𝑚
𝑠2∙(51 𝑚)2
(51 𝑚∙𝑡𝑔2,05°−0,15 𝑚)∙2∙𝑐𝑜𝑠22,05°= 80,42
𝑚
𝑠= 289,50
𝑘𝑚
ℎ
(21)
Mivel a ló a lovasíjász pályán körülbelül 20 km/h-ás átlagsebességgel halad és mivel
hátrafelé lövéskor ennek értékét kompenzálni kell, ezért az ideális, elérni kívánt
lövedéksebesség: 309,5 km/h, amit kerekítsünk fel 310 km/h-ra.
7.3. Számítási kísérletek a jelleggörbe alakulására
Az íj feszítésekor az ideg kihúzásának függvényében változik a feszítéshez szükséges erő.
Ezt a függvényt diagramban ábrázolva kapjuk az íj jelleggörbéjét, ami fontos információkat
szolgáltat az íj pár jellemzőiről, mint például a feszítés minősége (milyen hamar
„keményedik fel” az íj), vagy az íjban tárolt energia nagysága, ami a kilőtt nyíl sebességére
ad jó közelítést.
7.3.1. Első kísérlet
Az első nehézséget az okozza, hogy az íj kihúzásakor az ideg beakasztási pontján ható erő
(ami az ideg által közvetített erő támadási pontja) iránya és nagysága is folyamatosan
változik. Ennek kiküszöbölésére az első kísérlet arra irányult, hogy más megfogással
vizsgáljuk a modellt. Az erők és a modell szimmetriáját kihasználva egy negyed-modellel
számolunk, amit a következő módon fogunk meg: a markolat vízszintes és az íj függőleges
szimmetriasíkjának meggátoljuk a normál irányú elmozdulását, az ideg beakasztási helyének
pedig a csak függőleges elmozdulást engedünk meg. Ezáltal az íj ugyanúgy tud mozogni,
mint a valóságban, ám mivel az aktív erő itt a markolat szimmetriasíkjában hat, vízszintes
irányban, annak csak a nagyságát kell változtatni, az iránya adott. A terhelés elve leginkább
ahhoz hasonlít, mintha nem az ideget húznánk hátra, hanem a markolatot tolnánk előre.
Bár jó pár végeselemes számítást lefuttattam és sikerült is erő-elmozdulás görbéket kinyerni,
a vizsgálat mégis zsákutcának bizonyult. Ugyanis a valóságban, ha az ideget egy erőmérővel
megfogva húzzuk ki, a jelleggörbe természetesen az origóból indul. Ha azonban a fenti
módszerrel szerzett jelleggörbét nézzük, ott a jelleggörbén a felajzott helyzetbe hozott íjon
már vízszintes erő mérhető. Ez természetesen gondot jelent az összehasonlításban. Ugyanis
bár a befektetett energia akár így is számolható (a görbe alatti terület integrálásával), a húzás
végén az erő már nem azonos a valóságban mérhető erővel. Így tehát összehasonlításra ez a
módszer alkalmatlan.

42
7.3.2. Második kísérlet
A következő elrendezés alapja az íj valóságos mozgásához minél hívebb modellezés volt.
Az Autodesk Fusion 360 CAD szoftverét használtam ehhez, ebben találtam ugyanis
megfelelő FEM modult, ami időben változó terhelések szimulálására is képes, ráadásul
ezeket a nagy számításigényű folyamatokat nem helyben, a számítógépen végzi, hanem az
Autodesk saját felhő-rendszerében. A folyamat ezáltal gyorsabb és nem veszi el a
számítógép erőforrásait.
A vizsgálati elrendezés itt is egy negyedmodellből állt, ám ehhez csatlakozott még az
idegnek egy egyszerűsített modellje. Az elv az volt, hogy első lépésben a felajzásnak
megfelelő helyzetbe mozgatom a kart és az ideget, majd az idegnek a markolat síkjába eső
végére vízszintes terhelést adva szimulálom a feszítést. Mivel a Fusion 360-ban lehetőség
van az Event Simulation-ön belül meghatározott elmozdulást alkalmazni terhelésként, a
vizsgálat megvalósíthatónak tűnt.
Sajnos azonban hiábavalónak bizonyultak a modellen végzett egyszerűsítések, a vizsgálat
időtartamának változtatása, a túl gyors vizsgálat nem adott helyes eredményt, a lassabb pedig
túl nagy számítási kapacitást emésztett fel, ezért sokszor le sem futott.
8. Strukturális tervezés
A számítások által kijelölt fővonalak mentén megterveztem az íj formai kialakítását.
8.1. A geometria kialakítása
Az íj megalkotása során a következő szempontokat vettem figyelembe: a kész íj tömege
minél kisebb, az ideghossza pedig körülbelül 1300 mm legyen. A kisebb présszerszám
igénye érdekében, valamint, hogy a markolat és a szarvak testre szabhatók legyenek, a többi
íjkészítő gyakorlatával ellentétben az íj az úgynevezett „take-down” rendszerhez hasonlóan
épül fel. Vagyis a markolat és a karok külön kerülnek kialakításra, majd a markolat és a
szarvak famagját nem laminálom a kar rétegei közé, hanem a külön darabokként ragasztom
össze a markolatot a karokkal, illetve a szarvakkal. Ezután a ragasztások helyét üvegszál
32. ábra A kész geometria

43
bandázzsal erősítem meg, így a terhelést ez fogja felvenni, nem pedig a ragasztás, ezáltal
szilárdabb és szívósabb kapcsolatot biztosítva.
A karok kialakításánál fontos szempont volt, hogy egyenfeszültségű hajlított tartó legyen,
ezáltal biztosítva a minimális tömeget. Ennek érdekében a karok szélessége a markolattól a
szarvakig folyamatosan (és lineárisan) csökken. Ez a változó keresztmetszet biztosítja, hogy
a kar hossza mentén közel azonos legyen a feszültségi állapot.
A szarvak kialakítása során is a minél kisebb tömeg mellett elérhető nagy szilárdságra
törekedtem. Ennek érdekében a szarvak külső oldalát üvegszálas lemezekkel erősítettem
meg. Így megnöveltem a szarv hajlító és torziós merevségét.
A markolatszög kialakítása biztonsági szempontok miatt a következő módon alakult:
átlagosan a 180°-os, vagy kisebb szögek az elterjedtek, mivel ezek tekinthetők történelmileg
hitelesnek. Azonban az archaikus szarus íjak anyagával ellentétben az üvegszál egy igen
rideg anyag, ami nem visel el nagyfokú alakváltozást. Hogy kisebb nyúlást szenvedjen az
üvegszálas erősítés, ezért az olimpiai-stílusú íjakhoz hasonlóan a karokat az íjász felé
döntöttem meg kissé, a markolatszög így 170°-ra módosult.
8.2. Anyagválasztás
Az íj megalkotása során rendkívül kritikus a megfelelő anyag kiválasztása. Pár kudarcot
követően az íjkarok magjának kőrisfa lemezeket választottam (a fenyő és rétegelt-lemez
magok eltörtek), erősítőanyagként pedig epoxi-gyantába ágyazott üvegszálat 40 V/V %-os
keverékben (ami a vákuum-infúziós eljárás során jó becslést ad). Epoxi gyantának az SR
5550 megjelölésű lamináló gyantát választom, amit speciálisan, fákhoz való ragasztáshoz
ajánlanak.
A szarvak és a markolat anyagának azonban a lucfenyőt választottam, mivel ezeknek nem
kell nagy alakváltozást kibírniuk, mint a karoknak, szilárdságuk pedig nagy valószínűséggel
megfelelő lesz. Továbbá, mivel sűrűsége kisebb a többi íjkészítő által gyakrabban
alkalmazott kőrisnél, így súlycsökkenést is érek el vele. A szarvak oldalán az erősítés
ugyanabból az üvegszálas anyagból készül, mint a karok erősítő-lemezei.
Az elemek összeragasztásához epoxi-alapú ragasztót választok, az illesztések erősítését
pedig kézi impregnálású üvegpaplannal oldom meg.
8.3. Végeselemes ellenőrzés
Az íj egyes alkatrészeinek ellenőrzését végeselemes számításokkal végeztem, részben a
geometria összetettsége, részben a módszer gyorsasága miatt.

44
8.3.1. A szarv alakoptimalizálása
A szarv kész modelljét a Fusion 360 alakoptimalizáló (Shape Optimization) moduljában
ellenőriztem. A ragasztás helyén „fix” kényszert alkalmazva, illetve az idegvájat helyén
működtetve a terhelést, a vájat környékét jelöltem meg, mint nem módosítandó területet. Az
optimalizálás céljának az alapértelmezett beállítást alkalmaztam: maximális merevség
elérése a minél kisebb tömeg mellett. Az eredmény: 95%-ra lehetett volna csak csökkenteni
a tömeget. Így kijelenthető, hogy a tervezett geometria igen jó kihasználtságú.
8.3.2. Az íj ellenőrzése
Az íj húzáshossz végén tapasztalható erősségét, valamint, hogy kibírja-e törés nélkül a
terhelést, egy negyedmodelles végeselemes számítással vizsgáltam. A vizsgálat típusának az
esemény-szimulációt (Event Simulation) választottam, itt ugyanis lehetőség van elmozdulás
előírására, majd a reakcióerő vizsgálatára.
A számítás idejének csökkentése érdekében a markolatot és a szarvat merev testnek
tekintettem (Rigid Body), vagyis ezekre nem számolt a program feszültségeket és
nyúlásokat.
A kar kőris magjának szilárdsági modulusza [9]:
𝐸𝑘ő𝑟𝑖𝑠 = 12,31 𝐺𝑃𝑎
33. ábra A szarv optimalizálása

45
Az üvegszálas lap jellemzőit a keverékszabály alapján határoztam meg. Mivel már fentebb
említettem, hogy 40%-os szálhányaddal számolok, a modulusz a következőképpen alakul
[10] [11]:
𝜐𝐺𝐹 = 0,1
𝐸𝐺𝐹 = 72 𝐺𝑃𝑎
𝐺𝐺𝐹 = 33 𝐺𝑃𝑎
𝜎𝐺𝐹 = 1,95 𝐺𝑃𝑎
𝜌𝐺𝐹 = 2600 𝑘𝑔
𝑚3
𝜐𝐸𝑃 = 0,35
𝐸𝐸𝑃 = 2,81 𝐺𝑃𝑎
𝐺𝐸𝑃 = 1,29 𝐺𝑃𝑎
𝜎𝐸𝑃 = 0,05 𝐺𝑃𝑎
𝜌𝐸𝑃 = 1145 𝑘𝑔
𝑚3
A keverékszabály alapján a kompozit megengedett legnagyobb feszültsége a főirányban:
𝜎1 = 𝜎𝐺𝐹 ∙ 𝑣𝑓 + 𝜎𝐸𝑃 ∙ (1 − 𝑣𝑓) = 1,95 𝐺𝑃𝑎 ∙ 0,4 + 0,105 𝐺𝑃𝑎 ∙ (1 − 0,4) = 843 𝑀𝑃𝑎
(22)
A főirányra merőleges megengedett feszültséget a leggyengébb elem, vagyis a mátrix
határozza meg, mivel ebben az irányban nem állnak erősítőszálak. Így:
𝜎2 = 𝜎3 = 𝜎𝐸𝑃 = 50 𝑀𝑃𝑎 (23)
A szálirányú rugalmassági modulusza a keverékszabály (másnéven Voigt-szabály) szerint:
𝐸1 = 𝐸𝐺𝐹 ∙ 𝑣𝑓 + 𝐸𝐸𝑃 ∙ (1 − 𝑣𝑓) = 72 𝐺𝑃𝑎 ∙ 0,4 + 2,81 𝐺𝑃𝑎 ∙ (1 − 0,4) = 30,49 𝐺𝑃𝑎
(24)
A sűrűség a keverékszabály szerint:
𝜌𝑘𝑜𝑚𝑝 = 𝜌𝐺𝐹 ∙ 𝑣𝑓 + 𝜌𝐸𝑃 ∙ (1 − 𝑣𝑓) = 2600 𝑘𝑔
𝑚3 ∙ 0,4 + 1145𝑘𝑔
𝑚3 ∙ (1 − 0,4) = 1727 𝑘𝑔
𝑚3
(25)
A főirányra merőleges rugalmasági moduluszát a módosított keverékszabály alapján
számolom:

46
𝐸𝑏 = √𝑣𝑓 ∙ 𝐸𝐺𝐹 + (1 − √𝑣𝑓) ∙ 𝐸𝐸𝑃 = √0,4 ∙ 72 𝐺𝑃𝑎 + (1 − √0,4) ∙ 2,81 𝐺𝑃𝑎 =
46,57 𝐺𝑃𝑎 (26)
𝐸2 = (√𝑣𝑓
𝐸𝑏+
1−√𝑣𝑓
𝐸𝐸𝑃)
−1
= ( √0,4
46,57 𝐺𝑃𝑎+
1−√0,4
2,81 𝐺𝑃𝑎)
−1
= 6,93 𝐺𝑃𝑎 (27)
A Poisson-tényezőt a keverékszabályhoz hasonlóan számolom:
𝜐12 = 𝜐𝐺𝐹 ∙ 𝑣𝑓 + (1 − 𝑣𝑓) ∙ 𝜐𝐸𝑃 = 0,1 ∙ 0,4 + (1 − 0,4) ∙ 0,35 = 0,25 (28)
A nyíró rugalmassági moduluszt a módosított keverékszabályhoz hasonlóan számítom:
𝐺𝑏 = √𝑣𝑓 ∙ 𝐺𝐺𝐹 + (1 − √𝑣𝑓) ∙ 𝐺𝐸𝑃 = √0,4 ∙ 33 𝐺𝑃𝑎 + (1 − √0,4) ∙ 1,29 𝐺𝑃𝑎 =
21,35 𝐺𝑃𝑎 (29)
𝐺12 = (√𝑣𝑓
𝐺𝑏+
1−√𝑣𝑓
𝐺𝐸𝑃)
−1
= ( √0,4
21,35 𝐺𝑃𝑎+
1−√0,4
1,29 𝐺𝑃𝑎)
−1
= 3,18 𝐺𝑃𝑎 (30)
A kompozit további jellemzői az eddig kiszámoltakból következik:
𝐸3 = 𝐸2 = 6,93 𝐺𝑃𝑎 (31)
𝐺13 = 𝐺23 = 𝐺12 = 3,18 𝐺𝑃𝑎 (32)
𝜐13 = 𝜐23 = 𝜐12 = 0,25 (33)
Az előírt elmozdulások számításához meg kell határoznunk az ideg beakasztási helyének
pályáját. Ehhez segítség az alábbi ábra:

47
Az előírt elmozdulás irányának és nagyságának számolása a következő egyenletrendszer
megoldásával történik:
𝛼 = 𝑎𝑟𝑐𝑠𝑖𝑛 (𝑦
𝑖) (34)
𝑧 = 𝑑 − 𝑖 ∙ 𝑐𝑜𝑠 𝛼 (35)
𝑦 = √𝑖2 − (𝑖 ∙ 𝑐𝑜𝑠 𝛼)2 (36)
Adottak:
i=650 mm és d=32”-200mm=612,8 mm
A nemlineáris egyenletrendszert a Wolfram Mathematica szoftver segítségével megoldva a
következő megoldások születtek:
a z
y
α
i
d
(z1;y1)
34. ábra Az ideg elmozdulása feszítés közben

48
α=73,957°, z=433,173mm és y=624,687mm
Mivel a vizsgált pont kiindulási helyzete: (0;648,192;-65,779) az előírt elmozdulás: (0;-
23,505;-498,952)
Sajnos azonban a számítás így sem futott le, a program hibaüzenetet dobott vissza minden
futtatás után. Ezután megpróbálkoztam a GeoStar programban is futtatni, ami a Dassault
Systéms megoldó szoftverét, a COSMOS/M-et használja. Párszor le is futott a program, ám
eddig nem tisztázott okokból egy hirtelen gondolattól vezérelve már csak úgy futott le, hogy
nulla elmozdulás volt az eredmény.
A sikertelenség miatt új stratégiát alkalmaztam. Visszatértem a Fusion 360 programhoz és
abban a Nonlinear Analysis modult választottam. Mivel a fenti nemlineáris egyenletrendszer
megoldása a kezdeti sejtésekre rendkívül érzékeny, ezért inkább a következő módszerhez
folyamodtam: mivel nemlineáris analízis során a program fokozatosan adja rá a terhelést a
modellre és el is menti az egyes lépéseket. Ezért inkább a terhelés irányát kiválasztva egy
megfelelően nagy erőt alkalmazok terhelésként. A terhelés szögéből meg tudom határozni
az idegvájat függőleges elmozdulását. Ezután a lefuttatott számítás lépései közül
kiválasztom azt, amelyikben ennyi a függőleges elmozdulás. Ebből nem csak az adott erő
35. ábra Az idegvájat vízszintes elmozdulása

49
nagyságát tudom meg, de a vízszintes elmozdulást is. Ebből pedig már a húzáshosszt is tudni
fogom.
Sajnos a program csak az ajzástávolság megállapításakor tudta lefuttatni a számítást, a többi
esetben nem. A hibaüzenet szerint a megoldóprogram szakadást észlelt a megoldásokban két
lépés közt, ezért visszalépett az előző lépcsőre, megfelezte a lépésnagyságot, majd újra
próbálkozott. Miután ismét az előző problémát észlelte, ismét felezte a lépcsőt. Miután ezt
ötször megcsinálta, elérte a beállított limitet és leállította a számítást. Sajnos ezt a limitet
nem lehet emelni a Fusion 360-on belül.
Mivel az ideg beakasztási pontjának kezdeti állapotban a vízszintes koordinátája: Y0=-25,64
mm, ezért az lesz a megfelelő terhelt állapot, mikor ennek a pontnak az y irányú elmozdulása
UY=225,6 mm, vagyis a teljes terhelés 70,9%-ánál. Itt a függőleges elmozdulás: UX=27,39
mm. A kiindulási függőleges koordináta: X0=-665,4 mm. Az ideghossz tehát:
𝐼 = 2 ∙ 𝑖 = −2 ∙ (𝑥0 + 𝑈𝑋) = −2 ∙ (−665,4 𝑚𝑚 + 27,39 𝑚𝑚) = 1276,02𝑚𝑚 ≈1276 𝑚𝑚 (37)
36. ábra Az idegvájat függőleges elmozdulása ajzáskor

50
9. Prototípusgyártás
Fontosnak tartottam, hogy ne csak elméletben létezzen az általam tervezett íj, ezért a
valóságban is elkészítettem pár prototípust.
9.1. Első prototípus
Az első működőképes íj még nem a végleges geometriával készült, de értékes
tapasztalatokkal szolgált az elkészítése, ezért fontosnak tartom, hogy pár mondatban leírjam
az elkészítésének menetét.
A készítés során először a karok kőrisfa magjai kerültek kiszabásra. Ehhez egy körfűrészt
használtam, amivel 3 mm vastag szeleteket vágtam a kőris táblából. A felületek megtisztítása
után felvittem az első réteg epoxi lamináló gyantát, majd egymás után a három réteg UD
üvegszövetet, miközben minden réteget „betöcsköltem” gyantával, majd a bordázott
hengerrel áthengerezve igyekeztem a lehető legtöbb buborékot kiszorítani a gyantából. A
lamináláshoz Epolam 2017 típusú lamináló gyantát használtam. Ezután egy postai
ragasztószalaggal fedett falapot fektettem a laminátum tetejére, majd az egészet fejjel lefelé
fordítottam. Ezután a mag másik oldalával ugyanígy jártam el. Miután a nyomószerszámként
funkcionáló falap erre is felkerült, azokat pillanatszorítókkal fogtam össze. Ilyen
37. ábra Az első prototípus

51
összeállításból kettőt készítettem, majd behelyeztem őket a hőkezelő dobozba, amire a
gyanta gyorsabb és jobb minőségű térhálósodása miatt van szükség.
A hőkezelő doboz nem más,
mint egy OSB lapokból
épített, polisztirolhab-
lemezekkel és alukasírozott
buborékfóliával szigetelt
láda, amelyben két,
egyenként 400 W
teljesítményű infralámpa
szolgáltatja a hőt. A
megfelelő hőmérséklet
tartásáról egy sütő
termosztátja gondoskodik,
aminek a szondája a dobozba van bevezetve, a kapcsoló pedig a melegítőlámpák áramkörébe
van kötve úgy, hogy ha a belső hőmérséklet eléri a megfelelő szintet, a termosztát kiold és
megszünteti a lámpák áramellátását. 10 °C-os süllyedés után a termosztát ismét engedi az
áram folyását. A manuális ellenőrzés végett egy sütő-hőmérő is van a dobozban.
6 óra 60 °C-on tartott hőkezelés után a karokat hagytam lassan kihűlni, majd kiszabadítottam
őket a nyomólapok közül. Ezután méretre vágtam őket. A köztes időkben a szarvak alapját
készítettem el. Ehhez két fenyőfa-lap közé lamináltam egyetlen réteg 0/90°-os üvegszövetet,
amit szintén összeszorítottam és a hőkezelő kamrába helyeztem. A térhálósodás befejezte
után kivágtam a szarva körvonalát, majd alakra csiszoltam a darabokat. A markolatot
egyetlen fából vágtam ki, majd a közel végleges formájára csiszoltam.
Miután az íj egyes darabjai elkészültek, azokat egymáshoz ragasztottam egy gyors kötés-
idejű (5 perc) epoxi ragasztógyantával (Adekit 135/50). Ezután üvegszalaggal erősítettem
meg az összeillesztések helyét, amit előzőleg a lamináló gyantával itattam át. A fölös gyanta
kinyomkodása után a bandázsolást szigetelőszalaggal tekertem be szorosan, hogy a többlet-
gyantát és a levegő nagyrészét kiszorítsam. Az összeállított íjat ezután ismét a hőkezelő
dobozba helyeztem, ami a bandázs kötésének felgyorsítása mellett a karok laminációjának
utótérhálósítását is szolgálta. Ez utóbbi folyamat alatt azt értjük, hogy a hőre keményedő
polimerben a még szabad gyökök a hőenergia miatti intenzívebb mozgás során könnyebben
38. ábra A hőkezelő doboz

52
tudnak egymással kötés kialakításához megfelelő helyzetbe fordulni, ezzel javítva a
polimerizációs fokot. Ez csökkenti a kész polimer belső csillapítását, ami jobb hatásfokú íjat
eredményez.
Az utolsó hőkezelés után az
íjat hagytam kihűlni, majd
felajzottam. Az első
próbalövések után kíváncsi
lettem, hogy vajon
mennyire strapabíró a kész
íj. Ezért úgynevezett „üres”
lövéseket hajtottam végre,
azaz nyílvessző nélkül
feszítettem meg és
engedtem el az ideget. Ez a
fajta rendellenes terhelés
rendkívül intenzív próbája
az íjnak, ilyenkor ugyanis a nyílnak átadandó teljes energiának el kell nyelődnie az íjban.
Néhány ilyen lövés általában az íj töréséhez vezet. Az általam készített mindkét prototípus
30-30 ilyen lövést bírt ki. Ezek tükrében megfelelően strapabírónak bizonyultnak tekintem
a kész darabokat. A kész íj 304 gramm tömegű lett, az ideg nélkül.
Ezekből a próbadarabokból két fontos következtetést vontam le. Először is, a kézi laminálás
hátránya, hogy minden igyekezet ellenére sem ad szép felületű laminációt, ugyanis kisebb
nagyobb lukak lesznek láthatók a kész darabon. Másodszor: a szarv középvonalában lévő
üvegszálas erősítés ugyan megfelelő hajlítómerevséget ad a szarvnak, ám a torziós
merevségen vajmi keveset javít, érdemes tehát inkább a szarvak oldalain alkalmazni
erősítést. Harmadszor pedig: a bandázsolásra használt üvegszalag a nem párhuzamos
felületek miatt igen macerássá tette az erősítést.
39. ábra Az első prototípus mérlegelése

53
9.2. Második prototípus
Második próbálkozásra már a végleges geometria alapján készítettem el az íjat, az előző
darabok hibáiból tanulva. A legnagyobb változást a lamináció technikája jelentette. Ebben
az esetben ugyanis a kézi laminálás helyett vákuuminfúziós eljárást alkalmaztam.
Vákuuminfúzió során az erősítőanyagokat szárazon fektetjük be a szerszámba (esetünkben
a szép felületet adó üveglapra), majd a rétegek felé fölös gyanta elvezetésére szolgáló
letépőszövetet és a gyantavezető hálót fektetjük. A háló tetejére a gyantavezető spirál kerül,
majd a megfelelő polimer csatlakozók. A rétegek tetejére vákuumfóliát helyezünk, amint
légmentesen lezárunk a forma szélénél. A forma két szélén lévő csatlakozónál kilyukasztjuk
a fóliát, átvezetjük rajta a gyanta be-, illetve kivezetésére szolgáló csöveket, majd
légmentesen lezárjuk az illesztéseket. A bevezető csövet a műgyanta tartályába vezetjük, a
kivezetőt pedig először egy gyantacsapdába (ez egy légmentesen zárt edény, amely a
szivattyút óvja attól, hogy műgyanta kerüljön bele), majd onnan a vákuumszivattyúba. Az
összeállításból először kiszivattyúzzuk a levegőt, majd miután meggyőződtünk a teljes
légzárról, bevezetjük a gyantát. Miután a gyanta átitatta a szövetet, az áramlást
megszüntetjük. Az átitatott szövetet hőkezeljük, majd miután kihűlt, eltávolítjuk a fóliát, a
hálót és a letépőszövetet. A formaleválasztóval kezelt üveglapról kis erő hatására
eltávolítható a kész üvegszálas lap.
A lapból kivágtam a karok és a szarvak erősítéséhez szükséges darabokat. A karok erősítő
anyagait Epolam 2017 epoxi gyantával rögzítettem a famaghoz, a szarvakét az előző
prototípusnál is használt Adekit ragasztóval.
40. ábra A vákuuminfúziós eljárás összeállítása

54
Kész darabokat az előző íjnál is alkalmazott módon rögzítettem egymáshoz, azzal a
különbséggel, hogy a bandázs üvegszalag helyett üvegszálas paplannal történt.
10. További fejlesztési ötletek
A további íjak készítéséhez a szerzett tapasztalatok alapján sikerült jó pár ötlettel
gazdagodni. Az első ilyen a karok gyártásakor a hőkezelési idők csökkentése érdekében
előnyös lenne az infúziót úgy összeállítani, hogy az erősítőrétegek átitatása már a behelyezett
famaggal együtt történjen, ami által a ragasztás minősége is nagyban javulna.
A további súlycsökkentés érdekében érdemes lenne megpróbálni a szarvak magját balsa fára
cserélni, valamint a szarv keresztmetszetét háromszögletűre módosítani. A balsa magot a
karokban is érdemes lenne alkalmazni, amennyiben kibírja a hajlítgatást.
Jó ötletnek tűnik még, hogy a ideg beakasztási helyén a szarv egy beragasztott alumínium
persellyel legyen megerősítve. Ezzel egyszerre védve a szarvat és az ideget is a súrlódás
okozta károsodás egy részétől.
Továbbá a jelleggörbe szimulálásához is új eszközre van szükség. Mivel az eddig kipróbált
programok sorra csődöt mondottak, új megoldás után kell nézni. Sajnos az egyetlen
használható ötletnek az tűnik, hogy a kompozit szendvicsszerkezet merevségi mátrixának
összeállítását követően meg kell írni egy erre alkalmas matematikai programban a
végeselemes számítást. Mégpedig úgy, hogy az ideg beakasztási helyén vízszintes irányú
erővel az ajzásmagasságnak megfelelő értékkel elmozdítjuk az erő támadáspontjaival
egybeeső csomópontokat. A függőleges elmozdulásból kiszámítható az ideghossz fele. Az
íjkar feszültségi állapotának mentése után innen folytatjuk tovább a terhelést, lépcsőzetesen.
Az ideg szárai által bezárt szög felének megadásával, ami egyben a kart hajlító erőnek
irányát is megadja, számítható a függőleges elmozdulása az idegvájatnak. Ezután az adott
irányú erő növelését addig kell folytatni, míg a vizsgált pont elmozdulása el nem éri az
előírtat. Az így kapott erőt és elmozdulásokat menti a program, majd újabb ciklusokban
ebből az állapotból kiindulva, az erő irányának változtatásával folytatja a számítást
41. ábra A második prototípus az összeszerelés előtt

55
mindaddig, míg el nem éri az utolsó lépcsőben a kívánt kihúzási hosszt. A mentett adatokból
ezután a jelleggörbe kirajzoltatható.
Összefoglalás
Szakdolgozatomban egy fa magra laminált, üvegszálas erősítésű, merevszarvú íjat
terveztem. Az íj tulajdonságait igyekeztem a lovasíjászat igényei szerint alakítani, vagyis
egy könnyű, gyors, nem túl erős, hosszú húzáshosszú, de rövid ideghosszú eszközt
próbáltam alkotni. A geometria kialakítása után az íj több jellemzőjét is végeselemes
számítással vizsgáltam, illetve becsültem meg. Így például a szarvak optimális alakját, a
karok szélességét, az ajzásmagasságot és az ideg hosszát. Sajnos az íj jelleggörbéjét (a
feszítéshez szükséges erő, a kihúzás függvényében) nem sikerült szimulációval
meghatározni, ez a munka még hátra van. A megtervezett íj egy prototípusát, egy előző darab
építésének tapasztalatiból kiindulva, végül meg is építettem. Az erősítőlemezeket
vákuuminfúzióval állítottam elő, majd a karok alapjául szolgáló kőrislemezekre
ragasztottam és alakra vágtam. Az így kialakított karokat pedig összeragasztottam a
szarvakkal és a markolattal. Az illesztéseket üvegszálas bandázzsal erősítettem meg, hogy a
terhelést ne a ragasztás vegye fel.
Summary
In my BSc degree project, I have designed a laminated reflex bow with wooden core, glass-
fibre reinforcement and rigid siyahs. I have been trying to fashion its properties to fit the
demands of mounted archery, in other words to be a lightweight, swift, not too heavy, with
a long draw-length but a short string. After shaping the geometry, I have examined and
estimated multiple traits with finite element analysis. Such as the optimal shape of siyahs,
width of arms, brace-height and length of the string. Unfortunately, I have not been able to
specify the characteristic curve of the bow (the drawing force as function of draw-length)
with simulation, this work is still ahead. In possession of the experience from the building
of a former laminated bow I have managed to fabricate a prototype of the design. I have
made the fibre plates of the arms with vacuum resin infusion technology before gluing them
onto the ash strips of wooden core, then I have cut them to shape. After that I have glued
together the arms, siyahs and grip. I have reinforced the connections glass fibre bandage in
order to keep away loads from the glued joints.

56
Irodalomjegyzék
[1] E. Ede, Első íjász könyvem, Eger: Gonda Könyvkiadó, 2002.
[2] B. Péter, „A IX-XI. századi magyar íj,” http://www.szip.hu/Szip2.0/Cikkek/IX-
XI.szazadimagyarij.pdf, 2012.
[3] d. P. Sándor, „A HONFOGLALÁS KORI MAGYAR ÍJ FAMAGJÁNAK
LEHETSÉGES SZERKEZETÉRŐL,” http://magyartortenelmiijasz.com/a-
honfoglalas-kori-magyar-ij-famagjanak-lehetseges-szerkezeterol/, 2016.
[4] D. P. Murat Özveri, „TURKISH TRADITIONAL ARCHERY PART II,”
http://www.turkishculture.org/military/arms/archery/archery-part-ii-756.htm?type=1.
[5] K. G. L. L. S. G. Horváth S., „A magyar íj mechanikája,.,” Budapesti Műszaki Főiskola
Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Gépszerkezettani és
Biztonságtechnikai Intézet INTÉZETI FÜZETEK 1., p. 3, 2009.
[6] F. Gyula, „A honfoglaláskori magyar íj és készítése,” Nimród, Nimród Fórum, %1.
számáprilis, 1985.
[7] H. P. Z. X. Q. F. W. W. G. a. S. C. S. B. W. Li, „Experimental study on the mechanical
properties of the horn sheaths from,” The Journal of Experimental Biology, %1.
szám213, pp. 479-486, 2010.
[8] B. W. Kooi, On the Mechanics of the Bow and Arrow, Groningen, Hollandia:
Mathematisch Instituut, Rijksuniversiteit Groningen, 1983.
[9] [Online]. Available: http://www.wood-database.com/european-ash/.
[10] „https://www.azom.com/properties.aspx?ArticleID=764,” [Online].
[11] „http://mugyantak.hu/images/stories/virtuemart/product/sr-5550-magyar.pdf,”
[Online].
[12] „https://formfindinglab.files.wordpress.com/2016/05/untitled.png,” [Online].
[Hozzáférés dátuma: 2016.03.02.].

57