Embed Size (px)
Citation preview

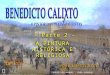
524 Edulcorantes Producción de edulcorantes a partir de maíz 531
O 320 GAU/Kg A 160 GAU/Kg □ 120 GAU/Kg
97r-
95
93 H
91
89
87h-
85'0 10 20 30 40. 50 60 70 80 90 100
TiemDo de reacción {h )Figura 5. Influencia de la dosis de amiloglucosidasa en el tiempo de reacción y
el porcentaje de glucosa obtenido (9).
• La obtención de nuevas glucosas isomerasas con pH de actividad cercano a la neutralidad para evitar la producción de psicosa (las primeras operaban en medio alcalino).
• La obtención de cepas que produjesen la enzima en forma constitutiva, ya que en general se requiere de xilosa como inductor ( se-trata en realidad de la enzima xilosa isomerasa).
• La eliminación del requerimiento de iones arsenato, incompatibles con una aplicación en el sector alimentario.
• La eliminación del requerimiento de iones cobalto, por la misma razón.
Actualmente dos desarrollos tendrían gran impacto en el proceso y son, sin duda alguna, proyectos de las grandes empresas productoras de enzimas:
• La modificación del equilibrio de la reacción, que impide obtener conversiones superiores al 42%.
• La eliminación del efecto inhibitorio que tienen los iones calcio sobre la enzima. (Los iones calcio se agregan por ser requeridos por la a-amilasa en la licuefacción de almidón y deben ser eliminados por intercambio iónico antes de la reacción de isomerización.)
La isomerización de glucosa a fructosa se lleva a cabo, por lo general, en reactores de lecho fijo, donde la enzima inmovilizada se encuentra empacada. La Tabla 9 muestra algunos ejemplos de catalizadores comerciales para el proceso. La pureza del jarabe glucosado es un
99r
N = natoaJ, Q = sintético vía química, E - enzimático, F = fermentativo o combinaciones de éstos. * Absorbido en 50%.
Tabla 3Edulcorantes alternativos a la sacarosa.Producto Poder edulcorante
(Sacarosa = 1)Origen
a. Edulcorantes calóricos
Azúcar invertido 1 O P
Fructosa 1.4 V»cJarabes fructosados (55%) 1 EJarabes fructosados (90%) 1J EJarabes maltosados (45-60%) 0.4 EJarabes maltosados (70-85%) 0.6 ESorbitol 0.6 0Manitol 0.5 oxma 1 X
O EIsomaltulosa 0.4 EPalatinita 0J EOJarabes de suero de leche 0.85 gsc ENeoazúcares varios E
b. Edulcorantes no calóricos
Aspartamo 180 QFE.FE
AHtaroo 2160 OEJEL-azúcares 1 oAcesulfame K 200 X
oSacarina 300 X
oSucralosa 600 OECiclamatos 30 oDihidrochalconas 1 800 X
oMaltilol* 0.9 X
EOIsomaltilol 0.9 X
EOMonelina (proteína) 2500 NTaumatina (proteína) 3000 NJPEsteviosido 300 NFilodulcina 700 NGlicirrizina 50 NLao Han Kuo (mogrosido) 400 NOsladina 3000 NDulcina 200 oPerilJartina 2 000 X
N OMiraculina (proteína) 1 500 «> v N6 metfl 6 cloro D-triptofano 1 300 o
Hernandulcina 1000 X
N

Producción de edulcorantes a partir de mah 533
D-Glucosa D- Fructosa D-Psicosa
H-C=0 CH?-OH CH?-OH1 i 1 LH-C-OH c = o c = oEnzima | 0H~
OH-C-H <-------> OH-C-H <-------> H-C-OH
I I ' IH-C-OH H-C-OH H-C-OH
I I IH-C-OH H-C-OH H-C-OH
I I I
CH2-OH CH2-OH CH2-0H
Figura 6. Reacción de isomerización.
factor crítico en la estabilidad de los catalizadores, por lo que una etapa de refinado con carbón activado para eliminar péptidos, aminoácidos, grasas, etc., es considerada como fundamental.
La concentración óptima de sustrato en la alimentación al reactor empacado se sitúa entre el 40 y 45% de sólidos (peso/pesó) del jarabe glucosado con 95% de glucosa. Generalmente la alimentación se hace por la parte superior del reactor y el diseño debe tomar en cuenta los limites en la calda de presión (por ejemplo 20 psi en los catalizadores diseñados con gelatina). La alimentación es igualmente desgasificada (cambio de presión) por los efectos desnaturalizantes del oxigeno sobre la enzima. La corriente contiene, por lo general, iones magnesio (de 104 a 10* M) necesarios para la glucosa isomerasa y el pH se ajusta entre 7.5 y 7.8.
____El proceso por lotes no es económicamente factible: en 1975la productividad en estossistemas era de 900 kg de jarabe por kg de enzima y pasó a 1 500 kg con la implementación del proceso continuo.
El diseño del reactor se hace considerando una concentración de fructosa de 42% a la salida del reactor, existiendo varías políticas de operación para mantener esta conversión constante a medida que el catalizador pierde actividad:
I. Mantener la productividad constante incrementando la temperatura a pesar deacelerar el decaimiento del catalizador (hasta 65 * C). II. Mantener el ritmo de decaimiento del catalizador constante incrementando el tiempo de residencia a pesar del decremento en productividad ya sea a 60* C (á) o bien a 55-57 * C (b) (operación normal y operación de bajo costo respectivamente).
La productividad es de2 500 (I), de 3 000-4 000 (Ha) y de5000(Ilb) kg de sólidos procesados por kilogramo de enzima. En la Tabla 10 se comparan estas formas de operación, así como la tecnología puesta en marcha en 1976. .
El catalizador de Industrias Novo, por ejemplo, tiene un tiempo de vida media en operación de 1800 horas a57.5' C, disminuye a 1000 horas a 60 *C y a 350 horas a 65 *C. Una planta que procesa 100 toneladas de almidón al día emplea generalmente de 13 600 a 17 400 litros de volumen total de reactores (en al menos tres). El catalizador se emplea de 2 a 3 tieinpos.de vida media a 60 * C, por lo que el catalizador se desecha cuando sólo le queda de 15 a 25% de la actividad inicial.
Cinética
Desde el punto de vista cinético, la reversibilidad de la reacciónno presenta mayor problema de modelamiento si se consideran dos reacciones:
• Vi G
2 Edulcorantes
G+E<r—»EQ------------>E+F (1)
IGIU: unidades definidas como la cantidad de enzima que produce una mol de fructosa por minuto (la forma de
medir la actividad no es la misma en todos los casos).(De referencia 13 y manuales de productores). *
Tiempo da vida media, en las condiciones óptimas de
Tabla 9Algunos ejemplos de catalizadores formulados con la enzima glucosa isomerasa.Compañía Actividad
(IGIU/g)Catalizador tl/2 •
(horas) *
Miles Kali-Chemie (OptísweetTSy22)
1O0 Células de S. oliváceas y S. rubiginosus enSiOj
1200
Miles Laboratories (Taka-sweet)
171 Células de Flavobacterium aborescens, flucoladas, extraídas y reticuladas
1800
Gist-Brocades 675 (MGIU/1) Enzima de A. missouriensis en gelatina reüculada con glutaraldebído
1500
ÜOP(Ketomax)
1150-1 3S0 Enzima de 5. oltvochromogenes en alúmina activada
800
CPC Int Inc. 1487 Enzima en DEAE-celulosa
Novo Industri A/S 200 Células de B. coagulan* entrecruzadas
1500
Mitsubishi Chem. 222 Enzima de S. phaeochromogenes en resinas de Intercambio amónico.
—
___Roquette Freres 260 Células de S. violaceoniger en—
gelatinaFinnsugar (SpezymelGI)
Enzima de S. rubiginosus en DEAE celulosa y poliestireno conTlOj
1200
Nagase (Sweetase)
Enzima de S. phaechromogenes en resinas de intercambio aniónico
—

Producción de edulcorantes a partir de maíz 535
Ke - ViKr/VrKi (6)
En general para esta enzima:
Ke- 7 .81 exp(-67«rr*K) (7)
Sustituyendo 4,5 y 6 en 3 y simplificando, obtenemos:
vobs - v -= -dS/dt - Vmax S" (8)
donde: -Vmax- KrVí (Ke + 1) (9)
Kr-Ki Ke
K'm-KrKi + (Kr+KiKe)Sc (10)Kr-Ki
Esta simplificación permite entonces tratar la cinética de reacciones reversibles con una expresión como la de Michaelis Menten (ecuación 8), simplemente mediante una nueva definición de los parámetros cinéticos (ecuaciones 9 y 10) y de la concentración de sustrato, de la cual puede obtenerse la ecuación del reactor empacado:
VmáxT -SoX-K'mln(l-X) (11)
donde:
Tabla 10Producción de jarabes con alto contenido de
fructosa (JACP). Tecnología pasada y presente (Industrias Novo),Parámetro Tecnología Tecnología actual
1976 Operación alta productividad
Operación normal
Uperación bajo costo de
conversiónConcentración de jarabe (%p/p)
40-45 43-47 43-47 43-45
pH 8.4 7.8 7.5-7.8 7.6
Temperatura "C 65 63-65 60 55-57
Tiempo de vida media (b)
500 800 1200-1500 1800
Productividad (kg jarabe/ kg enzima)
1500 2 500 3 000-4000 5000
Actividad al desechar el catalizador (%)
25 25 10-15 10
= Vr F F+E<=±EG--------------> E + G (2)Kr+F v '
donde G - glucosa y F - fructosa. Los subíndices de los parámetros eméticos de la ecuación de MicbaelisMenten(iy r), corresponden a la reacción de "ida" y de "regreso", suponiendo que la glucosa es el sustrato. La velocidad inicial observada es entonces afectada por el equilibrio de la siguiente forma:
vobs = vi - vr - Vi G- Vr F n\Ki+G Kr+F
Si se define:
S-S-Se (4)
donde "Se" es la concentración de sustrato en el equilibrio, la ecuación (3) puede obtenerse en términos de "Se", ya que sabemos ademas que:
O+F-Go+Fo = Ge+Fe - Ge(l + Fe/Ge)- Ge (l + Ke) (5)
donde el subíndice "o" corresponde a la concentración inicial y "e" al equilibrio, siendo "Ken la constante de equilibrio. Se puede demostrar de la ecuación (3), en el equilibrio, cuando la velocidad observada es cero que:
So "So-Se
X*=(So-S)/(So-Se)
i = tiempo de residencia promedio
Conociendo los parámetros cinéticos de la enzima, la ecuación 11 puede emplearse para el diseño del reactor siempre y cuando el control de la reacción no sea difusional. Con frecuencia se ha propuesto también (14):
t -WXeSo (Km+1) ln (Xe-Xi) (12)'̂ mSET 3o Xe^T
iEn este caso X se refiere a la conversión clásica definida como:
X- So-S So
Xi i conversión inicial Xe = conversión equilibrio W ■ carga de catalizador Vmáx = actividad enzimática
3 Edulcorantes

Producción de edulcorantes a partir de maíz 537
Producción
En realidad cada catalizador es operado de forma distinta. Sus diversas resistencias mecánicas hacen diferir la altura máxima permisible en el reactor. El tiempo de residencia, depende de la carga de catalizador la cual a su vez es función de la actividad específica de la enzima inmovilizada. La temperatura de reacción depende de la política de operación de la planta: así por ejemplo, un catalizador puede durar 2 600 h (tl/2) si se opera a 57 *C, pero sólo 500 h de operarse a 65 "C. La selección dependerá de una decisión entre productividad y costo, aunque en general, el óptimo es un compromiso entre ambos que resulta en una temperatura de 60 *C (1 400 h de vida media), según se ejemplifica en la Tabla 10.
Una planta procesadora de 400 toneladas de almidón al día debe contar con unos 6 reactores de 5 metros de altura (50 m* de lecho empacado), que funcionan entre 4 y 6 meses. El arranque es importante para mantener la producción constante y un reactor nuevo es arrancado al detener el más usado.
La estrategia de operación puede establecerse considerando la siguiente ecuación:
P - f * FSoXdt (13)
J o
En la ecuación 13, "P" es la cantidad de producto a producir, digamos en gramos, "F* son los litros por hora de jarabe alimentados con "So" g/1 de glucosa, integrado del tiempo cero hasta el tiempo "1pn. La conversión debe ser sustituida por una expresión matemática (la ecuac ion de diseño del reactor) que la relacione con los parámetros cinéticos de la enzima:
X-f(Km,Vmáx) (14)
Se deberá contar además con un modelo cinético que describa la influencia de la temperatura en la velocidad de reacción (Arrhenius) y Otro que describa la desnaturalización de la enzima en función de la temperatura. De esta forma podrá determinarse:
• Cómo disminuye P en el tiempo si se opera a flujo y temperatura constante (no es posible operar de esta forma en la industria).
• Si se desea mantener la conversión y el flujo constantes (y, por lo tanto, la productividad), cuál debe ser la programación de los incrementos de temperatura,
• Cuál deberá ser la disminución del gasto, si se desea mantener tanto la conversión como la temperatura constantes.
Finalmente, el número de reactores con que debe operar una planta, puede determinarse con la siguiente ecuación:
„ _ baja velocidad de producciónalta velocidad de producción " «PK*Wla2] (15)
En esta ecuación "Rp" representa la relac ion que se desea entre los cambios de productividad, "H" es el número de "tiempos de vida media" de uso del catalizador y "N** el número de reactores necesario. Así, por ejemplo, si deseamos una variación de más-menos 2%, y para un uso del catalizador durante 2 veces el tiempo de vida
de donde N resulta ser de 6.9, es decir, 7 reactores.
Jarabes de segunda generación
En 1978 aparecieron en el mercado los jarabes con 55% de fructosa. Son éstos los que presentan un poder edulcorante equivalente al de la sacarosa y son obtenidos a partir de los jarabes con 42% de sacarosa a través de un proceso de intercambio iónico en resinas catiónicas fuertemente acidas en forma de sal de calcio. El proceso es relativamente complejo pues se opera en continuo con varias alimentaciones y salidas, por lo cual ocasiona que las zonas de proceso se muevan constantemente en la columna. Se obtiene así una purificación de la fructosa o jarabe de tercera generación y la glucosa es recirculada al reactor. De la mezcla de jarabes de primera y tercera generación se obtienen los de 55% de fructosa, empleados por la industria refresquera en lugar de sacarosa (en Estados Unidos y Japón) y cuya producción correspondió en 1986 al 58% del total de JACF. La Tabla 11 presenta la composición de los JACF y la Tabla 12 sus principales aplicaciones en la industria alimentaría (14)
Tabla 11
Composición de los diversos jarabes fructosados existentes en el mercado.Jarabe Glucosa (%) Fructosa (%) Oligosacáridos (%)
Primera generación 42 51 7
Segunda generación * 55 42 3Tercera generación 90 9 1
• Poder edulcorante igual al de la sacarosa.
Tabla 12Distribución de las aplicaciones de loe jarabes fructosados
en la industria alimentaria en Estados Unidos.Sector Porcentaje
Bebidas no alcohólicas 67.5% ■
Alimentos procesados 14.1%Panadería 10.2%Helados 4.4%Confitería 0.5%Otros 33%
Jarabes maltosados
RecientesdesairoUosbiotecnológicos,espedficamenteenelár^han hecho posible la producción a gran escala de jarabes maltosados, que empiezan a ganar terreno en la industria alimentaria. La maltosa tiene un poder edulcorante equivalente a 50 a 75% del poder edulcorante de la sacarosa, pero a diferencia de la glucosa, la maltosa tiene
4 Edulcorantes

Edulcorantes a partir de sacarosa 339
Tabla 13
Principales características de los jarabes maltosadoa y de la maltosa.
La segunda etapa requerirá de la selección de la(s) enzima(s) adecuadas en función del tipo de jarabe maltosado a producir. En principio, la enzima más importante es la b-amilasa, exoenzima que libera maltosa a partir del extremo no reductor de las cadenas de anulosa y amilopectina, que al igual que la a-amilasa, no puede bidrolizar los enlaces a( 1 -6) de la ami-lopectina. La b-amilasa puede ser de origen vegetal, siendo las principales fuentes la soya, el trigo y la papa, aunque un gran número de b-amilasas microbianas ha sido descrito (6,7,12), principalmente de bacilos: B. megaterium, B. circulans, B. cereus, B.potymyxa. Existe igualmente una a-amilasa que es conocida como "maltogénica" por la gran cantidad de maltosa que produce y es probablemente una de las más usadas en la industria, por su menor costo en relación con las b-amilasas. Se nata de la a-amilasa de Aspergiüus oryzae. En la producción de jarabes con alto contenido de maltosa (JACM) se emplea cualquiera de estas b-amilasas, aunque en todos los casos, al no ser hidrolizados los enlaces a(l-6), el contenido de b-dextrinas en el jarabe es considerable.
Para poder lograr incrementar el contenido de maltosa en los jarabes se requiere forzosamente de la hidrólisis de los enlaces al -»6 lo que se logra con ayuda de una enzima "desramificadora". Existen dos enzimas para este fin: la isoamilasa (5. amyloliquefaciens, Pseudomonas amyloderamosa, Cytophaga sp.o\& puluianasa (Aerobacter aerogenes, P. stutzeri, P. scharophila, B. maceráis, B. pofymyxa...). La diferencia entre las dos enzimas es que la primera no puede bidrolizar el pululano. Existen múltiples patentes y trabajos reportados en relación con la producción de JEACM (15,16,17), pero en general, todos combinan una p-amilasa vegetal o microbiana con una de las dos enzimas desramificadoras. El caso de B. cereus var. mycoides es especial, pues produce las dos enzimas extracelularmen-te y permite obtener hasta 80-90% de maltosa. En el caso de los JEACM producidos por la empresa Hayashibara, se emplea la P-amilasa de soya y la isoamilasa de Pseudomonas. Finalmente, los jarabes maltosados de alta conversión (JMAC), son preparados a partir del jarabe licuado con a-amilasa, adicionando cualquiera de las {i-amilasas mencionadas y glucoamilasa.
Otros edulcorantes a partir de maltosa
La hidrogenación catalítica de la maltosa resulta en el maltitol, alcohol polihídrico de bajo contenido calórico pues no es adsorbido en el tracto gastrointestinal. La misma compañía que produce los JMAC en Japón, elabora más de 3 000 toneladas anuales de maltitol como edulcorante no calórico. Potencialmente, otro edulcorante puede ser preparado a partir del maltitol, el isomaltitol, obtenido por isomerización. Por otro lado, la isomerización química de la maltosa, en presencia de catalizadores básicos (reacción de Lobry de Bruyn) o con alumninato de sodio, resulta en un edulcorante más, la maltulosa. Es interesante señalar que otro edulcorante de estructura similar que se incluye en la Figura 7, la isomaltulosa, es elaborado a partir de sacarosa y será descrito en la siguiente sección.
EDULCORANTES A PARTIR DE SACAROSA
Producción de isomaltulosa
La isomaltulosa, conocida también como palatinosa o filosa es una 6-O-a-D-gIucopiranosil-D-fructofuranosa, componente natural de la miel de abeja Tiene sólo
Tabla 14
Composición de los jarabes maltosados (% con respecto a los azúcares totales).Azúcar Jarabes con alto
contenido de maltosa
Jarabes con extremadamente alto contenido de
maltosa
Jarabes maltosadosde alta conversión
Glucosa 0.5-3 15-2 35-43
Maltosa 45-60 70-85 30-47Maltotriosa 10-25 8-21 8-15
ED 35-40 45-60 60-70
una calidad de dulzor de alta aceptabilidad. Los jarabes son principalmente usados en cervecería, panadería, bebidas no alcohólicas, confitería, etc., y su importancia radica probablemente más en sus propiedades funcionales que en su poder como edulcorante. Estas características se presentan en la Tabla 13.
Existen fundamentalmente tres tipos de jarabes maltosados:* Jarabes con alto contenido de maltosa (JACM).* Jarabes con extremadamente alto contenido de maltosa (JEACM).* Jarabes maltosados de alta conversión (JMAC).
cuyas características en términos de composición se presentan en la Tabla 14. Los jarabes maltosados de alta conversión (JMAC), contienen mía de 85% de azúcares fermcntables y son comúnmente empleados como adjuntos de cervecería o aditivos de harinas para incrementar su capacidad fermentativa.
Actualmente Japón es el principal mercado para los JEACM. La compañía Hayashibara produce más de 20 0001 de maltosa cristalina al año. El consumidor japonés, a diferencia del occidental, prefiere el más suave dulzor de la maltosa al de la sacarosa. Hasta la fecha, la principal limitante en la producción de estos edulcorantes es el costo de las enzimas requeridas para el proceso, mismas que a continuación son descritas.
Producción
Al igual que para la producción de jarabes glucosados, la primera etapa comprende la licuefacción del almidón con a-amilasa tennorresistente, misma que ha sido descrita anteriormente. El pH y la temperatura del hidrolizado (ED de entre 8 y 15) se ajustan al valor óptimo para la actividad de la siguiente enzima en el proceso.
•Alta higroscopicidad.•Baja viscosidad en solución.•Resistencia a la cristalización.•Bajo poder edulcorante.•Menor tendencia al oscurecimiento.•Alta estabilidad térmica. '•La maltosa presenta menor presión osmótica que la glucosa.•La maltosa es adecuada para diabéticos por la más lenta liberación de glucosa
5 Edulcorantes

540 Edulcorantes Edulcorantes a partir de sacarosa 541
CH2OH T u .Lln 0HCH2 o Isomaltulosa
A \ / \ , sintasaKQH .) n f «a . —* ?VH
- "OH2OH J—0.OH\)____fOH
H2/Pd
Figura 7. Producción de palatinosa y palatinita a partir de sacarosa.
potencial en la producción de alimentos de humedad intermedia, ya que permite su preservación sin el alto dulzor que ocasiona la sacarosa. Su aplicación en alimentos para diabéticos y para deportistas es también posible por la lenta liberación de glucosa. No provoca caries dental y es mas resistente ala hidrólisis acida que la sacarosa. Es un excelente excipiente para tabletas y finalmente es un azúcar fermentable por bifidobacterias y no enterobacterias, desfavoreciendo el desarrollo de microorganismos de la putrefacción con tendencia a causar diarrea (18).
Primeramente fue producido en Alemaniapor la South German Co., como un intermediario en la producción de otro edulcorante, la palatinita (Figura 7). Utilizaba un proceso fermentativo con Serratía plymuthica o Protaminobacter rubrum. Estos mismos microorganismos fueron empleados más tarde por Bayer AG. Se trataba de un proceso de bioconversión con las células recirculadas hasta en 7 ocasiones para convertir una solución con 20% de sacarosa, para posteriormente purificar' y cristalizar la isomaltulosa (19). Actualmente se emplean procesos con células inmovilizadas, a partir de las primeras patentes solicitadas por la Tate and Lyle en Inglaterra. Por ejemplo, la Mitsui Sugar Co., emplea un proceso con las células de S. plymuthica crecidas en sacarosa, agua de cocimiento de maíz, Na2HP04 y NaCl y posteriormente atrapadas en alginates y reticuladas con polietilenimina y glutaraldehído. El tiempo de vida media del catalizador es del orden de un mes, operando con soluciones de sacarosa al 40% p/p que son convertidas en 85% en isomaltulosa (20). La Miles Laboratories emplea una técnica similar pero inmovilizando las
células con ácido tánico, polietilenimina, glutaraldehído y un copolímero de poliamina y epiclorfñdrina (21). La PPF International en Inglaterra cuenta coa Otro catalizador con células de Erwinia rhapontid, con un tiempo de vida media de un año y una capacidad de producir 200 kg de isomaltulosa por litro de columna por año (22).
La enzima no ha sido aún suficientemente estudiada. Se trata aparentemente de una "glucosiltransferasa" o de una 'isomaltulosa sintasa", especifica para sacarosa, sin requerimientos de iones o cofactores. Se encuentra localizada en el espacio periplásmico de las células y produce un subproducto hasta ahora no identificado: otro disacárido denominado trehaluosa, primer oligosacárido en el que se encuentra a la fructosa en forma pitañosa. La enzima, que cataliza un mecanismo intramolecular de transferencia de glucosa a los grupos hidroxilo primarios en C6 y Cl de la fructosa, puede considerarse como una isomerasa, debiendo clasificarse como E.C. 5.4.99 (22).
Producción de palatinita
La palatinita es un edulcorante de características comparables a la sacarosa, coala diferencia de que es extremadamente estable a la hidrólisis enzimática. Es obtenido por hidrogenación química de la isomaltulosa (palatinosa), según se ilustra en la figura 7. Se trata en realidad de una mezcla de a-D-glucopiranosil (1-6) rnanitol y a-D-glucopiranosil (1-6) sorbitol. Es de bajo contenido calórico por la dificultad para hidrolizar el enlace glucosidico y actualmente se encuentra pendiente su solicitud para ser aprobado por la FD A.
Derivados clorados de la sacarosa
La empresa Tale & Lyle de Inglaterra, productora de azúcar de caña, encontró una vía hacia la diversificación del mercado de la sacarosa y a la vez una alternativa en la búsqueda de edulcorantessintéticos al encontrar que los derivados clorados de la sacarosa, específicamente en las posiciones 4,1' y 6' poseían un poder edulcorante muy superior al de la sacarosa. En particular, el compuesto 4,l',6' tricloro 4,1 ',6' trideoxigalactosacarosa, conocido como TGS o sucralosa, que no es asimilado por el organismo y es unas 600 veces más dulce que la sacarosa (23).
Neoazúcares
El término "neoazúcares" se ha venido aplicando a oligosacáridos de diversas estructuras, algunos conteniendo más del 50% de fructosa. Son azúcares obtenidos por procesos enzimátícos, algunos obtenidos mediante el uso de fructosiltransferasas aplicadas sobre sacarosa (24). El proceso emplea una enzima de Bacillus subtilis o de Erwinia sp. (antes Aerobacter levanicum). Se trata de una fructosil transferasa, que a diferencia de la actividad levansacarasa, produce una menor cantidad del polímero "levan", y se aprovecha su capacidad de transferir fructosa a la sacarosa o a la galactosa. Existe además un producto comercial de nombre neosugar de la compañía japonesa Meiji Seika, que emplea fructosiltransferasas de Aspergittus sp. y de Aureobasidium sp. La reacción que da lugar al producto es la siguiente:
n(G-F) r Q.Fn + (n-l)Q
donde el oligosacárido (G - Fu) contiene de 2 a 4 moléculas de fructosa unidas en 2—>1 (nestosa, kestosa,...). Estos oligosacáridos promueven las bifidobacterias, son
CH2OH
OH OH
f-O------CHí
CHgOH I soma i iu iosa OH-^
GPMcC-D-glucopiranosN (1-6) rnanitol
CHg
OH
f-OH"-OH „ ■ f s
-OH a-D-glucopiranosil
O---CH2 (T-6) sorbitol

Edulcorantes de naturaleza proteica 543
asimilación y no ocasionan caries dental. Actualmente son empleados en diversos productos alimenticios por la industria japonesa.
EDULCORANTES DE NATURALEZA PROTEICA
Aspartamo
Así como los jarabes fructosados representan un desarrollo biotecno lógico de trascendental impacto en el sector de los edulcorantes calóricos, el aspartamo lo constituye en el de los no calóricos. En esta sección sólo nos ocuparemos de detallar algunos desarrollos biotecnológicos en relación con la síntesis del dipéptido, puesto que el origen de las dos unidades que lo constituyen, el ácido aspártico y la fenilalanina, ha sido cubierto en la producción de aminoácidos.
El aspartamo: N-L- a -aspartil-L-fenUalanina-1 -metil éster, cuya estructura se muestra en la figura 8, fue descubierto en 1965 por J. Schíatter de la compañía de Searle, durante la síntesis de un tetrapéptido para un bioensayo (25). Fue aprobado por la FDA en 1981 para productos secos y en 1983 para refrescos. Es de 165 a220 veces más dulce que la sacarosa.
Al igual que en el caso de sacarina, el aspartamo fue descubierto cuando una porción del producto cayó en los dedos del investigador (C.Fahlberg en 1878 en el caso de la sacarina), quien posteriormente los llevó a la boca: aunque exitosa en estos dos casos, esta metodología no es recomendada al joven estudiante en búsqueda de nuevos edulcorantes, pues el número de intentos fatales es desconocido.
Su solubilidad en agua es baja (10 g/1 a 25 *C) y tiene el principal inconveniente de ser poco estable a la temperatura y al pH. En la figura 9 se presentan los principales productos de descomposición del aspartamo.
El pH óptimo de estabilidad es entre 3 y 5, aunque a pH de 4 donde tiene alta estabilidad, a 80 * C en 24 horas se pierde un 20% del edulcorante.
Síntesis química de aspartamo
La síntesis del aspartamo se ha venido haciendo en forma química. Aunque existen 3 procesos, el método clásico es efectuar la condensación del ácido N-benziloxicarbonil
Asp Fen Melanol
CH3-0H +o ooII /( »
OH-C -CHe-CH-C-NH-CH-C.
¿h8 1» <* . g 8S I n y Asportllfemidonino(gj \^ NH ^
0H-C-CH2-CH-C-NH-CH-C .c i i \ Acospartico
NH2 CH2 °1J43 +
[ ^ n .0Aspartamo (S) C ? ' NH2-CH-C
FenilalaninaH
Dicetopiperazina Figura
9. Descomposición del aspartamo.
(fj-benzil) -L-aspártico y el éstermetilico de la femlalanina con reactivos tales como elN,N-diciclohexilcarbodíimida. El producto obtenido es reducido a aspartamo mediante hidrogenación catalítica. El método más común se ilustra en la Figura 10. Una de las desventajas de la síntesis química es la obtención de los a y 0 isómeros. Se produce al acoplar el anhídrido del ácido aspártico con el éster metílico de la fenilalanina Como puede observarse el grupo amino del aspártico está protegido, mientras que, al estar merjlada, la fenilalanina está protegida también. La separación del isómero es relativamente simple al disolverse en ácido clorhídrico diluido y cristalizarse posteriormente.
Producción enzimática de aspartamo
Existen varios procesos enzimáticos desarrollados para la síntesis de aspartamo, nuevas plantas empiezan a usar esta ruta en vez de la química (por ejemplo Tosoh Corp. en Japón, la Toyo Jozo y la DSM en Holanda ). De las materias primas, el
I O
5+ NH - CH- C —i Il CH2
I IC =0
e
Figura 8. Estructura del aspartamo.
O C
/--Ñ\ Cloruro deq Alcohol bencílico CHg-COCHg—( (J > Carbobenzoxilo
L—Asp | - -7-> !. . _ \—J -------------------->NH2- CHCOOH
CH2-COOCH2-<(0) L fen 0 Me
(O^CrfeocoNHéHcooH -̂ T£.N—N diciclohexilcorbodij
CH2C0OCH2-<<5> H /pd\0)_ CH2OCONHCHCONHCH-COOCH3 -----------*" cCAspfenOMe
I
(Aspartamo!CH2-<0)
NH®— CH-3 í CH2
o
7 Edulcorantes

544 Edulcorantes Edulcorantes de naturaleza proteica 545
barato (de 2 a 4 dólares/kg), siendo la fenilalanina el componente más costoso. De los métodos de producción el desarrollado por Genex, usando la enzima fenilalanina amoniolíasa y como sustratos ácido transeinámicoy amoniaco, el de la Purification Engineering Inc. que implica la rranseiüninación de ácido fenilpirúvico con la enzima aminotransferasa de Paracoccus denitrificans (el fenilpirúvico obtenido a su vez de ácido acetamido cinámico con una aminohidrolasa de Corinebacterium sp.) o la fermentación directa de glucosa (Searle, Ajinomoto, Biotechnica...), el ultimo resulta ser el más económico. De hecho el desarrollo fermentativo ocasionó la caída del precio de la fenilalanina de 66 dólares/kg a alrededor de 22 dólares/kg para finales de 1985 y se espera que el precio disminuya aún más. Como resultado de estos procesos el costo de manufactura del aspartamo cayó también de 180 dólares/kg a 90 dólares/kg (26).
La síntesis enzimática del dipéptido involucra la condensación por acción inversa de endoproteasas que catalicen la reacción:
Rj-COOH+NH,-^ =====*>R,-CONH*,+HaO
donde R, y Rj son los aminoácidos protegidos:el ácido aspártico en su función amino y la fenilalanina, metilada en su función corboxilo. La secuencia de reacciones es la siguiente:
a) Protección del grupo amino del ácido aspártico (Z = cloruro de
carbobenzoxílo) L-asp +Z-C3 ; Z-L-asp
b) Mediación de la fenilalanina
DL-fen + OiOH ; DL-fen-O-Me
c) Condensación enzimática (específica de la forma L)
Z-L-asp + DL-fen-O-Me *, Z-L-asp-L-Fen-O-Me + D-fen-O-Me
d) Hidrogenación
Z-L-asp-L-Fen-0-Me=i> L-asp-L-Fen-O-Me+Z-H
é) Racemización
D-fen-O-Me , DL-fen-O-Me
La termolisina (EC 3.4.24.4) de Bacillus thermoproteolyticus Rokko ha sido la enzima más utilizada en los procesos de síntesis (27) o la termoasa, una forma menos pura de la misma enzima, aunque otras han sido igualmente propuestas; por ejemplo, una proteasa de Micrococcus caseolyticus (28). Son en general las metaloproteasas (EC 3.4.24), las que por hidrolizar enlaces peptídicos en el grupo amino de un aminoácido hidrofóbico, parecen adecuadas para el proceso. Es importante que la proteasa no contenga actividad esterasa, como las tiolproteasas, por actuar sobre el éster de la fenilalanina.
En medio acuoso la reacción procede hasta rendimiento del 95% cuando la fenilalanina metilada se agrega en exceso y el producto es precipitado a medida que
evitar llegar al equilibrio. Esto sólo es posible mediante la selección adecuada del grupo protector del carboxilo del aspártico, para disminuir la solubilidad del producto. En este caso la inmovilización de la enzima no es conveniente pues el producto se recupera en forma insoluble.
La segunda alternativa es operar en medio orgánico, en realidad un medio bifásico con agua y un solvente orgánico inmiscible, donde la reacción se efectúa en medio acuoso y el producto es solublepreferencialmente en el solvente orgánico. Para el efecto se ha probado acetato de etilo con excelentes resultados.
Si P es el coeficiente de partición correspondiente a la concentración en la fase orgánica entre la concentración en la fase acuosa, para el producto es de 580 en acetato de etilo, de 550 en cloroformo y de230 en 1,2 dicloroetano, mientras que para el aspártico por ejemplo es de 14.7,0.035 y 0.032, respectivamente es decir, muy poco soluble en la fase orgánica (26). De esta forma, la reacción se desarrolla en agua y el producto es eliminado al ser preferencialmente soluble en la fase orgánica.
Aunque aún en sus inicios, la tecnología enzimática de síntesis del aspartamo presenta atractivos técnicos y económicos que hacen pensar que las futuras plantas optarán por esta alternativa. De igual forma, el desarrollo de otros edulcorantes basados en péptidos, deberá tomar en cuenta la alternativa enzimática de síntesis.
Síntesis de dodecanucleó'tidosfd(TCGAAATCGAAG) d
(TTTCGACTTCGA)
ADN poiimerosa
v
ADN sintético (polímeros) Vector pWT 121
Enlace
c. con
t rans fo rmadoFermentación
V
Poli (L-asp-L-fen)
Enzima proteolíticav
L-asp-L-fen
Figura 11. Síntesis del aspartamo por ADN recombinante (19).

Edulcorantes de naturaleza proteica 547ADN recombinante
Finalmente, es conveniente señalar que se ha logrado sintetizar el dipéptido asp-fen mediante el uso de la tecnología del ADN recombinante, de acuerdo con la secuencia descñta en la Figura 11; sin embargo, el proceso no parece mejor que los ya descritos, sobre todo debido a los bajos rendimientos de producción y la complejidad del proceso de purificación (26,29).
Otros péptídos edulcorantes
Existen 20 aminoácidos comúnmente en la naturaleza, 39 si se incluye a sus isómeros ópticos, lo que implica más de 1 500 combinaciones de dipéptidos y más de SO 000 para trípéptidos, sin contar derivados químicos. Esto implica que el potencial biotecnológico no sólo para los edulcorantes, sino también para otras propiedades (péptídos amargos, péptídos salados...) es basto. De hecho Searle examinó más de 200 análogos del aspartamo antes de decidirse por la opción originalmente descubierta (25), y se han efectuado decenas de modificaciones al aspartamo para incrementar su poder edulcorante. La Figura 12, resume los cambios en la estructura que incrementan el poder edulcorante. El modelo de Ariyoshi propone al ácido aspártico acoplado a una amina sustituida con un grupo pequeño en R, y otro grande en IL. Todos los dipéptidos con alto poder edulcorante (mas de 1000) contienen un grupo éster o amida en R, o Rj. Sin embargo, no se ha encontrado ningún sustituto para el enlace peptídico (30).
Existe actualmente otro dipéptido ya en pruebas en la FDA (Food and Drug Adminis-tration) de Estados Unidos para ser autorizado como aditivo en alimentos. Se trata del alitamo, desarrollado por la Pfizer y constituido por una amida del ácido aspártico y la alanina (30). En la Figura 13 se muestran una sene de amidas de este dipéptido y su poder edulcorante correspondiente. El alitamo (2,2,4,4-
Sustituir por grupos pequeños
NH -®
Alanin
Poder edulcorante relativo o la sacarosa
-o 100
m 250
600
800
500
—\ S alitamo
V2000
1000
1200
Figura 13. Amidas del dipéptido L-aspartil-D-alanina.
de ellas (2 000 veces la sacarosa) y presenta mayor estabilidad que el aspartamo. Dada la facilidad de producción, de la alanina (vía enzimática a partir del ácido aspártico), es muy probable que los costos de producción sean menores que los del aspartamo.
Se ha encontrado igualmente que algunos derivados del triptofano son igualmente edulcorantes. Específicamente, los derivados en las posiciones 5 O 6, aunque esta propiedad se limita al D-isómero. El 6 metil y el 6 cloro triptofano son hasta 1 300 veces más dulces que la sacarosa.
La taumatina o taíína
CH I
HOOC \
H CNH ' ¡
/ ***NH
Aspártico
®
No se conocen sustí fufos
( R i>
-02C(CH2)n -
/ NHJ H H
n*l,2 A f
Sustituir por o u n grupo_ grupos grandes alquilo pequeño ^ R ^
0 NHC0R
r
Figura 12. Resumen de las modificaciones al aspartamo que incrementan su poder edulcorante.
La relación entre estructura y función de los compuestos biológicos está muy lejos de ser completamente elucidada y es en este renglón donde la biotecnología seguramente aún nos
9 Edulcorantes

Edulcorantes de naturaleza proteica S49
depara impactantes desarrollos. En la sección anterior se analizaba el poder edulcorante de un dipéptido, 2 000 veces más dulce que la sacarosa. Ahora se trata de una protema, más de 2 500 veces más dulce que el azúcar de mesa, que además es potenciador del sabor pues reduce el umbral al que son detectados muchos compuestos del aroma. Se trata de la taumatina, comercializada con el nombre de talina, por la compañía inglesa Tate & Lyle, quien desde 1976 inició explotaciones de la fruta Thaumatococcus daniellii en Ghana, mismas que se fueron extendiendo a otros países africanos y posteriormente al sudeste asiático. La proteína era tradicionalmente obtenida mediante extracción acuosa»,filtración, ultrafíltración y secado.
Para 1982 los avances biotecnológicos, específicamente en el renglón de la ingeniería genética, marcaron otra fecha en el sector de los edulcorantes y de la tecnología del ADN ' recombinante: después de varios años de trabajo, la transnacional del agro Unilever, solicitó la patente correspondiente a la introducción del gene de la planta en la bacteria huésped, E. coli. Para 1985 la INGENE (International Genetic Engineering) anunció la clonación del gene en S. cerevisiae. Hasta la fecha se ha clonado el gen enl?. coli,B. subtilis, Streptomyces lividans, S. cerevisiae, K. lactis, aunque hasta la fecha la limitante sigue siendo la baja concentración en la que se obtiene la proteína, asi como el lograr que la proteína sintetizada adquiera la estructura tridimensional de la talina y por ende el sabor dulce.
La talina vegetal es comercializada eñ Inglaterra por la Tate & Lyle. Está aprobada para su uso en Japón (1979), Inglaterra (1983) y en México y Australia como potenciador del sabor, con excepción de alimentos para bebé. En Estados Unidos es GRAS como adjunto de goma de mascar, pero ningún otro uso está permitido (32). Aunque elreporte de referencia no lo especifica, esta aprobación sin duda alguna se refiere al producto natural. En Japón, la compañía San-E Chemical Co. tiene varias formulaciones del producto: San Sweet T-100 como edulcorante, Neo San Maric(NSM) como potenciador del sabor y Neo San Mark C como aditivo para café.
El grupo de investigadores de Unilever realizó extensos trabajos sobre la estructura de la proteína (33). Se trata en realidad de dos proteínas: la taumatina I y U, cuya composición en aminoácidos se muestra en la tabla 15, de donde puede observarse que sólo existen 5 aminoácidos diferentes. La Taumatina I tiene un peso molecular de 22,209 y la Taumatina II de 22,293, con 8 puentes de azufre. 10% de la proteína se encuentra en a-hélice, 70% en p'-plegada y 20% al azar. Las dos son igualmente dulces. Para ser una proteína es extremadamente soluble (hasta 60%) y extremadamente estable: apH menores de 5.5, puede pasar varias horas a 100 * C sin perder el dulzor. En la Tabla 15 se incluyen modificaciones químicas efectuadas a la proteína y su efecto en el dulzor.
Finalmente, conviene señalar que el gene de la taumatina se ha clonado también en plantas superiores (Solanum tuberosum), generándose el sabor dulce en tejido de las vellosidades de la raíz: 3 x 10"* M como concentración promedio en el tejido. Las posibilidades de incrementar la palatabilidad de alimentos, tanto para humanos como en forrajes para animales, vía la modificación genérica de plantas para incluir la taumatina, es una de tantas potencialidades de la biotecnología vegetal (34).
Otras proteínas edulcorantes
Existen otras proteínas con poder edulcorante, aunque ninguna con las características de la taumatina Ninguna es producida industrialmente por procesos biotecnológicos siendo extraídas de los productos naturales en que se encuentran. Todas son
Extraída de una fruta africana conocida como "serendipiti berry*: Discoreophylhm cumminsit. Tiene un peso molecular de 11000 y es de 2 000 a 25 000 veces más dulce que la sacarosa. Hasta 15 g de proteína se extraen por kg de fruta, pero su inestabilidad dificulta la comercialización. Se encuentra a nivel de desarrollo en el Monell Chemical Senses Center en Filadelfia
Miraculina
Se trata de una glicoproteina extraída de la fruta milagro: Richardella dulcifiea, del oeste africano. Lo interesante de esta proteína es que aparentemente no produce dulzor sino hasta que es activada en la boca por sustancias acidas. Tiene un peso molecular de 42 000. En Estados Unidos la petición de sustancia GRAS fue denegada en 1974, lo que llevó a la quiebra a la compañía Miraculin Corp., donde se desarrolló el método para su extracción y estabilización.
Conclusiones
En el presente capítulo se muestra la importancia de los procesos biotecnológicos en la producción de nuevos edulcorantes. Es evidente que existe otro número importante de estos
Monelina
Tabla 15
Estructura primaria de la taumatina (18).Aminoácido Número de residuos
Taumatina I Taumatina H
Glicina 24 24
Treonina 20 / 20• «raffi Alanina 16 16
Cisteina 16 16Senna 14 13Aspártico 12 13Prolina 12 12Arginina 12 13Fenil alanina 11 11Lisina 11 11Asparagina 10 8Valina 10 10Leucina 9 9Isoleucina 8 8Tirosina 8 8Glutámico 6 6Glutamina 4 5Triptofano 3Metionina 1 1
Total 207 207
10 Edulcorantes

Bibliografia 551
compuestos, actualmente producidos por síntesis química, que no han sido descritos, pero que igualmente podrán ser afectados por los desarrollos biotecnológicos futuros. Tal es el caso de los L-azúcares, que podrían producirse con isomerasas o el de un alcohol amplia-mente empleado como edulcorante como lo es el xilitol: el desarrollo de xilanasas para la obtención de xilosa a partir de hemi celulosa y su hidrogenación posterior podría rápidamente sustituir al proceso químico actual. De igual forma, es importante señalar que así como desarrollos biotecnológicos vinieron a desplazarampliamentea la sacarosa de sus aplicaciones, la biotecnología misma ofrece alternativas para su revalorización. En este capitulo hemos visto cómo en el mismo sector de los edulcorantes la sacarosa puede ser materia prima para nuevos productos obtenidos mediante procesos biotecnológicos; otros capítulos abren el panorama a toda una gama de productos. Finalmente los edulcorantes provenientes de peptidos y proteínas constituyen el mayor impacto de la década de los ochentas en este sector: aunque el aspartamo tiene la ventaja de haber sido el primero en alcanzar el nivel comercial, existen hoy día cientos de productos de la misma naturaleza con mejores propiedades tanto fisico-químicas, como de poder edulcorante; el alitamo será sin duda el segundo péptido dulce en alcanzar el nivel comercial. Cuando se plantea aplicar las técnicas que han dado lugar a la biotecnología vegetal al sector de los edulcorantes, se pone de manifiesto un renglón de impacto sin precedentes: mejorar la palatabilidad de forrajes e inclusive frutas para consumo humano, vía la expresión en el vegetal de proteínas como la taumatina. Es probable que la década de los noventa nos depare desarrollos en esta dirección..
BIBLIOGRAFÍA
1. Azúcar, S. A., Estadísticas Azucareras.2. USDA, United States Department of Agriculture, Sugar and Sweetener Outlook ana'
Situation, 1981.3. Arroyo, G., R. Rama y F. Relio, Agricultura y alimentos en América Latina, ICI-UNAM,
México, 1985.4. Jacob sson, S., A. Jamison y H. Rothman, The Biotechnological Challenge, Cambridge
University Press, Nueva York, 1986.5. Barry, R.D., Outlook for Sugar and Sweeteners, ERS, USDA, 1987.6. Van Beynum, G.M.A. y J.A. Roéis, Starch Conversion Technology, Marcel Dekker
Inc., Nueva Yode, 1985.7. Reed, G., Enzymes in Food Processing, Academic Press, Nueva York, 1975.8. Segard, E., "Les Enzymes, Outiies de Valorisation des Produits Naturels", Biofutur,
pp. 43-48,1985.9. Bos, C, "Engineering Technology for the Manufacture of Sugars from Cereals",
Cereals for Food and Beverages, Academic Press, Nueva York, 1980.10. Marc, A., J.M. Engasser y R. Flayeux, "A Kinetic Model of Starch Hidroly
sis by a and p-amylase during Mashing", Biotechnol. Bioeng., 25, pp. 481-496,1983.ll.Linko, P., "Recent developments in the utilization of starch converting enzymes".
Proceedings of Bio Fair, Tokio, Japón, 1986.12.Helde, S. y B.E. Norman, "Enzyme Technology for die Manufacture of Sugars
from Cereals", Cereals for Food and Beverages, Academic Press, Nueva York, 1980.13.Bucke, C, "Glucose transforming enzymes", Microbial Enzymes and Biotechnology,
W.M.Fogarty (comp.), Applied Sci. Pub., Londres, 1983.
14.Lopez-MunguiaC., A. y R. Quintero, Tecnologia enzimätica: aplicaciones en alimentos y farmacia, editado por la Universidad Nacional Autonoma de Mexico, 1987.
15.Yomoto, C. et al, Patente americana, 3,998,696,1976.16.Sugimoto, K. et al, Patente americana, 4,016,038,1977.17.Sana, B.C. y J.G. Zeflcus, "Biotechnology of maltose syrup production", Process
Biochem., pp. 78-82,1987.18.O'Brien,N.L. y R.C. Gelardi, Alternative Sweeteners, Marcel Dekker, Inc. Nueva
York, 1986.19.Crueger, W., L. Drath y M. Munir, Patente europea (solicitud) 78,100,803.2 -1979.20.Sfiimizu, J., Suzuki y Y. Nakajima, Patente inglesa (solicitud) 2,082,591; 1982.21.Cheetham, P.S.J., "Developments in Sweeteners", CKXee y M.G. Lindley
(comps.), vol. 3, Applied Science, Essex, U.K., 1982.22.Cheetham, P.S.J., "Methods in Enzymology", K.Mosbach (comp.), voL 136,
parte C, Academic Press, Londres, 1987.23.Anonimo, "Bioprocess Technology", 9, p. 3,19877*24.Monsan,P. etat., "Novel Enzymatic Synthesis of
01igosaccharides",Foorf5r'otec/i7io/ogy, 3(1), pp. 11-29,1989.25.Mazur, R.H., J.M. Schlatter y A.H. Goldkamp, "Structure taste relation ship of
some dipeptides",/. Am. Chem. Soc, 91, pp. 2684-2691,1969.26.Hacking A.J., Food Biotechnology, R.D. King y P.SJ.Cheetham (comps.), Elsevier
Applied Science, 1988.27.Nakanishi, K. y R, Matsuno, "Enzymatic synthesis of aspartame", Food
Biotechnology, R.D. King y P.S.J. Cheetham (comps.), Elsevier Applied Science, 1988.
28.Paul, F., D. Auriol y P. Monsan, "Direct Enzymatic Synthesis of Aspartame", Enzyme Eng., DC, Annals of die Nueva York, Academy of Science, pp. 351-355,1988.
29.Dally, EL. et al., Food Technology, pp. 26-33,1981.30.Janusz, J.M., "Peptide Sweeteners beyond Aspartame", "Progres in Sweeteners",
T Ji Grenby (comp.), Elsevier Applied Science, Londres y Nueva York, 1989.31.Unilever PLC, Patente europea 0054,330, (solicitud), 1982.32.Newsome, R.L., "Sweeteners: Nutritive and Non Nutritive", Scientific Status
Summary by the Institute of Food Technologists Expert Panel on Food Safety and Nutrition, Food Technology, agosto, 1986,
33.Van DerWeL,H.y K. Loeve, "Isolation and characterizationofThaumatin I and IT, Eur. Journal of Biochemistryt96, p. 193,1972.
34.Witty, M., "Thaumatin II- a palatability protein", Trends in Biotechnology, mayo, pp. 113-116,1990.
35.Nothias, JI*, "Les edulcorants basse calorie", Biofutur, pp. 68-69,1987.
11 Edulcorantes

CAPÍTULO
Ácidos orgánicos
Eduardo Bárzana García
La producción de ácidos orgánicos mediante el uso de microorganismos constituye una fuerza motriz de gran importancia para el estudio de regulaciones metabólicas, lo cual a su vez, na sido clave para el desarrollo de la biotecnología en su sentido más amplio. En este capítulo se revisan las rutas bioquímicas y los procesos de producción de los ácidos orgánicos de mayor importancia para la industria alimentaria.
INTRODUCCIÓN
El uso de compuestos acidulantes en la conservación y mej ora de prop iedades órgano I épn cas en alimentos es extenso. En particular, los ácidos que contienen uno o más carboxilos son aditivos alimentarios importantes. Estos ácidos, genéricamente denominados "ácidos orgánicos", son intermediarios o productos terminales de ciclos metabólicos básicos por lo cual ocurren en una gran variedad de organismos vivientes. Tales compuestos incluyen los ácidos cítrico, málico, láctico, acético, tartárico, fumárico y glucónico. Su producción industrial, salvo el caso del ácido tartárico, se realiza mayoritariamente por métodos biológicos lo que los ubica como prototipo de la biotecnología alimentaria.
Los ácidos orgánicos en la industria de alimentos
La incorporación de ácidos en alimentos cumple diversas funciones dependiendo de la aplicación particular. Tales aplicaciones se inscriben en la explotación de una o varias de las siguientes propiedades de los ácidos orgánicos, o sus sales: 1) poder acidulante, 2) capacidad amortiguadora o reguladora del pH, 3) agente quelante de iones metálicos, 4) emulsificante, 5) efectos organolépticos.
El principal uso es la acidificación y control del pH en el producto final. Un pH bajo, retarda el crecimiento de microorganismos indeseables (principalmente bacterias)y aumenta la efectividad de conservadores como benzoatos y sorbatos. Asimismo, reduce la necesidad de tratamientos térmicos drásticos durante la esterilización de frutas y verduras enlatadas, o promueve la inactivación de enzimas
553

558 Ácidos orgánicos Àcido cítrico 559
nombres de las enzimas relevantes a la producción de ácido cítrico ion indicadas, asi como los cofactores que requieren. Es importante notar que todas las rcnccioneg del ciclo, excepto la condensación de cítrico son reversibles. Como primer palo pin loumular cítrico es necesario bloquear su transformación. Esto se puede lograr reduciendo a un mínimo la presencia de iones fierro, cofactor de aconitasa. Ciertamente la eliminación de fierro en fuentes industriales de carbono es práctica común.
Ante la ruptura del ciclo al nivel de la formación de cisaconitato, se interrumpe la formación de los demás intermediarios esenciales en biosintesls. En consecuencia, se requieren reacciones adicionales, llamadas anaplerótícas o de rcabnatecim lento que regeneren dichos intermediarios. Estas reaccione s cumplen tal propósito aprovechando la reversibilidad del ciclo. Tres reacciones anaplerótícas son posibles y sus puntos de acción, así como las enzimas que las catalizan y sus factores, se
citrica de A. niger es controvertida, aunque su participación en levaduras ha sido demos-trada (10). ■
El ácido oxálico es un contaminante común en fermentaciones concontroles ambientales defectuosos. Por ejemplo, un pH superior a 4 aumenta el contenido de oxálico en el producto final. Su formación es catalizada por oxaloacetato hidrolasa de acuerdo con la siguiente reacción:
Oxalacetato » Oxalato + acetato
Para contrarrestar su acción, la fermentación se conduce a pH menor a 3.5 al cual, muy probablemente, esta enzima no es activa.
Glucosa I 1
•'«/•I? ^Glyoxilato1
Isocitrato ÉJi080_^ISOCJFRJCO
-♦•Succlnoto-^'Figura 2. Reacciones anaplerótícas del ciclo de los ácidos tricarboxilicos.
De estas reacciones la única comprobada en A. niger es la carboxilación de piruvato (9). La piruvato carboxilasa es constitutiva y permite la fijación del C0 3
removido de piruvato durante su descarboxilación a acetil-CoA. Este hecho explica los altos rendimientos experimentales de ácido cítrico a partir de glucosa (70-90% w/w). El rendimiento máximo teórico es de 112%. La conversión de fosfoenol-piruvato a oxaloacetato ha sido aún mera posibilidad. De igual manera, laparticipación del ciclo del glioxilato durante la fermentación
IFructosa 6 fosfato
Fosfofructoquinasa (~)—^--------------1
T
____I
Cetoglutarato
Figura 3. Mecanismos importantes de regulación en la formación de ácido cítrico. © Indica activación 0 malea inhibición
CO2
Acetü-CoAOxaloacetato
Glucosa
NH4-----------♦ ©
Oxaloacetato Acetil-CoA
Fructosa 1-6 difosfato
CoA4 AcetlI-
CITRICO-------------
Isocitrato i
Isocitrato deshidrogenase
0

560 Ácidos orgánicosAcido dirico 561
Como se mencionó previamente los componentes del CAT participan activamente en la regulación del flujo de degradación catabólica de carbohidratos. Este sistema de control es complejo. El mecanismo relevante a la fermentación cítrica es el erecto inhibitorio de altos niveles de cítrico en la actividad de la fosfofructocinasa, según se ilustra en la Figura 3. Resulta evidente que este punto de regulación es de suma importancia para la fermentación cítrica debido a que poco producto se obtendría si este mecanismo no es eliminado o por lo menos atenuado. Pata lograr un continuo catabolismo de azúcares, a pesar de la acumulación de cítrico, existe la posibilidad de insensibilidad de la fosfofructocinasa presente en cepas productoras a tal inhibición (11).
Estudios recientes indican que la sensibilidad de la fosfofructoquinasa a citrato es nulificada en presencia de iones NH4 en concentraciones superiores a las fisiológicamente usuales (7), según se indica en la Figura 3. La acumulación de NH 4
parece resultar de una deficiencia de manganeso en el medio que disminuye la velocidad con que proteínas y aminoácidos son reciclados dentro de la célula (12). Asimismo, el manganeso ha sido implicado en la modificación de la síntesis normal de lípidos. Esto trae como consecuencia la existencia de membranas celulares defectuosas con una mayor permeabilidad al cítrico (12) así como un mayor flujo de carbono hacia el ácido cítrico producto de la disminución de lípidos en los componentes celulares.
Finalmente, ante el potencial de las levaduras como agentes productores de ácido cítrico, es importante señalar que las levaduras se distinguen de A. niger en varios aspectos: la fermentación con levaduras es independiente de los niveles de Mn2t, requieren de un pH menos ácido, entre 4.5-6.5, requieren de ¿amina y la acumulación de cítrico ocurre únicamente en condiciones de limitación de nitrógeno.
Factores ambientales
Antes de adentrarse en este terna es sumamente importante señalar que cada cepa productora es única en su respuesta metabólica a un medio ambiente dado. A pesar de que las generalidades bioquímicas descritas en la sección anterior pueden considerarse como aplicables, las cepas actualmente usadas en la industria son el resultado de múltiples modificaciones que evitan una homogeneidad en su caracterización. Aún más, buena parte del conocimiento relativo a dichos superproductores es mantenido en secreto con gran celo por parte de las industrias que los usan. En consecuencia, los factores ambientales para caña. cepa deben ser optimizados de manera particular y, por lo tanto, los aspectos cubiertos en esta sección se reducen a lincamientos generales.
Aspectos nutricionales
En general la cantidad de ácido cítrico producido está en relación inversa con el crecimiento celular. Al inicio de la fermentación, sin embargo, se requiere un balance apropiado de nutrientes que permita la propagación adecuada del micelio. Los factores nutricionales más importantes para una producción exitosa son la concentración y tipo de carbohidratos y el contenido de metales. Los carbohidratos deben ser simples y de fácil transportación a través de la membrana, gracias a la presencia de invertasas extracelulares asociadas a la membrana. Estas hidrolasas desdoblan la sac ararosa a hexosas y son sumamente activas a las condiciones de fermentación. Gracias a ello el medio industrial más usado son las melazas, tanto de caña como de remolacha. Estas últimas son en ocasiones preferidas por presentar un
entre 140-240 g/1. Concentraciones menores conllevan a acumulación de ácido oxálico y una baja relación cítrico/biomasa. aac»-
La fuente de nitrógeno debe ser baja, del orden de 0.1 -0.4 g/1 y proporcionado preferentemente por sales de amonio como sulfato o nitrato. Se ha reportado que un consumo total del nitrógeno en el medio es prerrequisito para el inicio de la acumulación de ácido cítrico (13). En ocasiones, el contenido de nitrógeno puede ser alto en tanto el fosfato se mantenga bajo. El fosfato juega un papel regulador importante de reacciones metabólicas. El contenido recomendado se encuentra entre 0.1 y 0.2%. Concentraciones mayores promueven el crecimiento vegetativo a costa del rendimiento en ácido cítrico.
La presencia de metales en el medio de cultivo es indispensable para el crecimiento celular. Estos niveles se encuentran a nivel de unas cuantas ppm. Sin embargo, niveles ligeramente superiores afectan el rendimiento de cítrico dramáticamente (14). El contenido de metales es critico pues medios optimizados en fuentes de C, N y P no promueven la producción de cítrico si los metales no están ajustados adecuadamente. Los más importantes son Fe y Mn según se describió en la sección de bioquímica. Otro metal de importancia es Zn (15), aunque su relación bioquímica no ha sido descrita. Cu funciona como antagonista de Fe y Mn reduciendo el efecto negativo de excesos de estos metales. Finalmente, un medio bajo en metales favorece el crecimiento del hongo en forma de partículas opellets. En cultivo sumergido esta morfología es preferible porque resulta en un medio de menor viscosidad, en comparación al crecimiento filamentoso, que se traduce en menores costos de aireación y agitación.
La importancia de niveles bajos de metales obliga a efectuar un pretratamiento de las materias primas usadas. Esto es particularmente el caso de las fuentes industriales de carbono, como melazas, por ser el componente fundamental del medio de cultivo y por tener un contenido elevado de cenizas. Varios procedimientos pueden usarse para remover iones metálicos y su selección esta dictada por criterios económicos. Entre los más comunes están la precipitación con agentes quelantes como hexacianoferrato o ferrocianuro de potasio, EDTA y polietilenamina. Es factible el uso de resinas de intercambio catiónico pero se considera demasiado costoso para fines industriales.
Una gran variedad de aditivos han sido recomendados en la fermentación cítrica. Ejemplos incluyen el uso de alcoholes como metanol y propanol, aceites y ácidos grasos de hasta 15 carbonos altamente insaturados o antiespumantes como ocatadecanol (6). Es posible que estos compuestos incidan en la permeabilidad de la membrana celular favoreciendo la excreción de cítrico. Finalmente, AMP cíclico ha sido reportado como estimulante de ácido cítrico (15).
Aspectos fislcoquímicos
Una vez definido el medio de cultivo y los pretratamientos adecuados en las materias primas utilizadas es necesario establecer las condiciones de la fermentación. Ésta se debe controlar entre 25-30' C. Temperaturas mayores favorecen la acumulación de oxálico. El pH al inicio de la fermentación se ajusta a 3.5-4.5 para favorecer el desarrollo celular y se mantiene en 2 durante la etapa productiva. Un pH superior a 4 favorece la formación de oxálico y glucónico, este último debido a la acción de glucosa oxidasa extracelular activa a pH alto.
La aireación del medio es de suma importancia. Una abundante oxigenación es necesaria para garantizar una producción adecuada. El uso de aire enriquecido en oxígeno permite lograr altas productividades pero el alto costo de esta práctica no

562 Ácidos orgánicos Ácido cítrico 563
la producción de ácido cítrico sin afectar notoriamente el crecimiento. Este efecto se relaciona con la edad del cultivo, siendo más marcado en fermentaciones cercanas a su término. Esta observación ha abierto la posibilidad a la existencia de una ruta alterna de respiración independiente de la fosforilación oxidativa (16). Dicha ruta no es inhibida por cianuro y requiere de altos niveles de oxígeno disuelto para funcionar.
Proceso» industriales
Existen dos métodos principales de producción de ácido cítrico, el cultivo superficial y el cultivo sumergido. En ambos casos se emplean cepas seleccionadas deA. niger. Recientemente se inicióla operación delprimerproceso que usa levadura en un medio de carbohidratos (17). En cualquier caso, es importante que los equipos usados sean de acero inoxidable o impregnados con recubrimientos resistentes. Esto es debido a las propiedades corrosivas del ácido cítrico y a la gran sensibilidad de la fermentación a trazas de metales.
El cultivo superficial nene la ventaja de ser simple en su operación y menos sensible a variaciones ambientales que el cultivo sumergido. Sin embargo, las bajas productividades tienden a volver obsoleta esta técnica. Seguramente su empleo resulta aún económico por el aprovechamiento de la capacidad instalada. El medio de melazas se prepara diluyendo a un contenido de 14-20% (p/v) en azúcares y se pasteuriza. El ferrocianuro requerido para precipitar metales es entonces agregado, así como el suplemento de fósforo. El medio se vierte en charolas de aluminio con capacidad de 500 a 10001 y una profundidad de líquido de no más de 200 cm para promover un buen intercambio de gases.
La inoculación se efectúa con esporas depositada! por aspersión en la superficie del medio. Las charolas son posteriormente colocadas en anaqueles dentro de la cámara de fermentación y ventiladas con aire filtrado. El aire renueva el oxígeno necesario, remueve el C02 producido y permite controlar la temperatura dentro de la cámara La germinación de las esporas ocurre a los dos días de inoculación y la fermentación dura un total de 9 a 12 días. Al final de esta, elmicelio es separado por filtración, lavado para remover el ácido cítrico adherido y el líquido obtenido se mezcla con el licor residual antes de enviarse a las áreas de separación. Las productividades típicas de este proceso son del orden de 0.4 kg/m 3-br con rendimientos del 70-75%.
En los procesos de cultivo sumergido se pueden usar tanques agitados con múltiples turbinas o fermentadores de torre tipo air-lifi. Estos últimos son favorecidos por mantener una buena oxigenación a escalas mayores que las obtenidas económicamente con tanques agitados. Asimismo, los air-lifi favorecen el crecimiento compacto del micelio en forma de pellets con las consecuentes ventajas en la hidrodinámica del medio discutidas previamente. En tanques agitados la fricción de las aspas sobre el micelio mantienen un crecimiento fragmentado y poco compacto. En todas las plantas actualmente en operación el proceso es intermitente (por lotes). Después de los pretratamientos para remover metales es necesario esterilizar el medio de melazas con vapor a un mínimo de 120* C debido a la sensibilidad del proceso a contaminaciones por bacterias. La inoculación se realiza indistintamente con esporas o con cultivo vegetativo crecido separadamente en un tanque de alrededor del 10% el volumen del fermentador. Cuando se inocula con esporas es recomendable agregar surfactantes que garanticen su rápida suspensión en el seno
método de cultivo sumergido es más eficiente y menos intensivo en mano de obra que el de superficie pero requiere de un monitoreo constante y un control preciso.
Existe un tercer método de producción de ácido cítrico, basado en el uso de sustratos en fase sólida, de uso común en el sudeste asiático. Este estilo es también conocido como Proceso Koji y tiene su origen en Japón. Más que un proceso industrial, su nivel de uso se restringe a escalas pequeñas y su operación es fundamentalmente empírica. Estametodologia emplea materias primas de desperdicio como bagazo de caña, cascarilla y otros residuos de arroz y frutas humidificados al 65-70% de agua. Los sustratos son degradados por amilasas y celulasas presentes en las cepas de A. niger usadas y la operación se termina en 3-5 días. Estos cortos tiempos están ligados a la eficiente aireación en medios sólidos. Los fundamentos de este proceso son la base de nuevas investigaciones en fase sólida dirigidas a la producción de metaboh'tos. Un ejemplo es el uso de sólidos inertes impregnados con nutrientes para la producción de ácido cítrico permitiendo el empleo de medios definidos (18). Esto evita los costosos pasos de pretratamiento para eliminación de metales.
Recuperación del producto
El primer paso en la recuperación del ácido cítrico consiste en la filtración del micelio usando filtros rotatorios o similares. En caso de que la concentración de ácido oxálico sea significativa es necesario separar este ácido como oxalato de calcio agregando Ca(OH)2 a 80 *C. Este paso es importante debido a la toxicidad del oxálico cuando el producto final se dedica a la alimentación.
La cristalización directa del ácido cítrico no es posible debido a la presencia de residuos micelares y polisacáridos originalmente presentes en la melaza. Consecuentemente varias purificaciones son necesarias. La primera consiste en precipitar el ácido en forma de citrato tricálcico por adición de cal a 90' C. El precipitado es filtrado y lavado para ser posteriormente acidificado a 50 'C con ILSO,, generando el ácido libre. El CaSO< formado es separado por filtración y el líquido que contiene el ácido cítrico es desionizado en columnas de intercambio y decolorado con carbón activado. La solución obtenida es concentrada al vacio. En Europa la cristalización final se produce a temperaturas de20-25 * C para generar el ácido monohidratado que es separado por centrifugac ion. En Estados Unidos la cristalización se efectúa por evaporación dando como resultado la forma anhidra del ácido. Para su uso en alimentos se requiere una cristalización final en agua. Asurdsmo, existen varios métodos de separación por extracción con solventes (6,16). El diagrama de flujo del proceso completo, ilustrado para el caso de una fermentación sumergida, se presenta en la Figura 4.
En fermentaciones con levadura el ácido isocítrico es producido paralelamente. En tal caso se efectúa una precipitación secuencia! (19). El ácido cítrico es precipitado primeramente agregando 33 partes de Ca(OH), por parte de medio y manteniendo la mezcla a 85-95 *C por 2 horas. El ácido isocítrico se precipitaposteriormente con 2 partes más de Ca(OH)2 a la misma temperatura. El resto del proceso es similar al caso de A. niger.
El micelio obtenido puede secarse y usarse como alimento de ganado o como mejorador { de suelos en formulaciones de fertilizantes. Un uso potencial con atractivo es el uso del micelio como fuente de quitina. Este biopolímero cuenta con amplias aplicaciones como biosorbente debido a sus características potícatiónicas.
Un desglose aproximado de los costos de producción de ácido cítrico en cultivo

Otros ácidos carboxilicos de interés 565
Almaceno-miento dal caldo
Figura 4. Diagrama simplificado del proceso de producción de ácido cítrico por cultivo sumergido a partir de melazas.
Futuros desarrollos
A pesar de los espectaculares avances en la genética de microorganismos y la madurez alcanzada por la tecnología de fermentaciones los métodos de producción de ácido cítrico no difíerennotablemente de aquellos usados 30 o 40 años atrás. Varios intentos se han hecho de producir ácido cítrico por cultivo continuo, más la tendencia del hongo a adherirse a las paredes y la complejidad de las variables ambientales han retrasado su aplicación industrial. Muchos esfuerzos se realizan encaminados a encontrar nuevas metodologías. Ciertos desarrollos merecen especial atención por ser los orígenes de posibles innovaciones. Algunos ejemplos incluyen el empleo de micelio inmovilizado por adsorción en materiales sólidos o por encapsulación en geles (21,22) y el empleo de biodiscos (23). En particular, el uso de levaduras y bacterias, aprovechando sus altas tasas de crecimiento y su facilidad para crecer en una gran variedad de sustratos, resulta promisorio. Finalmente, otro campo de sumo interés reside en el uso de las técnicas de ingeniería genética para mejorar los procesos existentes. Por citar uno de muchos posibles ejemplos, la fermentación resultaría más económica si se consumieran fuentes de carbono más baratos que la melaza, tales como desperdicios celulósicos. Esto podría lograrse transfiriendo a A. niger los genes que codifican celulasas de alta actividad o aumentando la dosis de las ya presentes.
OTROS ÁCIDOS CARBOXÍUCOS DE INTERÉS
En principio, los fundamentos bioquímicos en que se basa la producción de ácido cítrico pueden extenderse a otros ácidos carboxilicos presentes en el ciclo de Krebs. Tal es el caso de los ácidos fumárico y málico que pueden sintetizarse por métodos microbiológicos. Sin embargo, en estos casos ¡os mecanismos presentes no son tan conocidos. Muy probablemente su formación resulta de la reversibilidad del ácido cítrico operando en sentido contrario a partir de oxalacetato (17).
Fumárico
CH,—COOH
OH,—-COOH
Este ácido tiene una producción estimada mundial superior a las 60 000 toneladas anuales (24). Presenta una baja solubilidad en agua (véase Tabla 2) y es usado como acidulante en alimentos, así como en la producción de resinas y materiales plásticos. Recientemente se ha empleado como materia prima en la producción de ácido aspárfjco a través de la enzima aspartasa (6) y de ácido málico con la enzima fumarasa. Actualmente se produce por vía química sustituyendo al método fermentativo empleado en la década de los 60. Varios hongos filamentosos acumulan ácido fumárico, principalmente especies de Rhizopus.
Málico
HO — CH-------COOH
CH,—COOH
CaSO
Cristalización
Micelio tíe desecho rCfl(OH)2
564 Ácidos orgánicos
Tornado de: AJ. Hacking, Economic A Specis of Biotechnology. 1986, Cambridge University Press, Cambridge, Inglalerra.
Tabla 3Costos de producción de ácido cítrico.
Componente Requerimientos Costo Costo Porcentaje
■por tonelada unitario (fi del predo..... de cítrico citrico) de venta
Costos variablesMelazas 3000 kg $80/t 240 15
Ácido 800 kg 590/t 72 4.6Carbón 25 kg $500/t 12.5Electricidad 3 800 kw-h 5C/kw-h 190 12.1Nutrientes 5-15 kg $200/t 2Cal 450 kg $40/t 18
_Agua 25 m3 2Cm5
Vapor 191 S20/t 380 24.3
Costos variables totales
915 58.6
Costo anual por intereses y depreciación al 20% 280 18
Datos para una planta con capacidad de 2 5001 de cítrico anuales.Costo de 3.5 millones.No se incluyen costos de mano de obra. Los costos son en dólares.