Embed Size (px)
Citation preview
20.03.2003 Gökhan METAN 1
Batching Policy in Kanban Systems
U. S. Karmarkar, S. Kekre
20.03.2003 Gökhan METAN 2
Outline
Kanban System Markovian Models of
– Single-Card Kanban System– Dual-Card Kanban System– Two-Stage Kanban System
Numerical Example Conclusion
20.03.2003 Gökhan METAN 3
Kanban System
The Kanban system is an information system that harmoniously controls the production of the necessary products in the necessary quantities at the necessary time in every process of a factory and also among companies, which is known as the JIT production. [Monden]
A Kanban is a tool to achieve JIT production. It is simply a card which is usually put in a rectangular vinyl envelope. [Monden]
The pull system means that materials are drawn or sent for by the users of the material as needed. [Hall]
Two types of Kanban cards in general:
- Production-Ordering Kanban (or simply Production Kanban)
- Withdrawal Kanban (Conveyance or Transportation Kanban)

Production Cards
Production Cards
Move Cards
Move Cards
Move Card
Production Card
Outbound Stockpoint
Inbound Stockpoint
Two Card Kanban System
20.03.2003 Gökhan METAN 5
Important properties of Kanban System
Production is carried out in multiples of a minimum quantity or batch.
The number of cards (or containers) in the system is fixed, hence the total quantity of on-hand and on-order inventory in the facility is also fixed (fixed-volume pull system).
Production is only initiated when finished inventory is removed from the cell, thereby releasing a card (or container).
20.03.2003 Gökhan METAN 6
Analyzed System Configurations
Single Card Kanban System:– The production activity within the cell is controlled by the
Production Kanban cards, but transportation activity from the cell is not controlled by the Withdrawal (transportation) Kanban cards.
– Since the production within the cell is controlled by the Kanban cards, there is an upper bound on the quantity in the cell.
– Since the transportation is not controlled by the Kanban cards there is no limit for the demand from the cell, which implies there is no upper bound back orders (unfilled demand) that can accumulate.
20.03.2003 Gökhan METAN 7
Dual Card Kanban System:– The only difference from the above is that there is an upper bound
on the back orders, which is limited by the number of transport Kanbans, since they are controlled by the withdrawal Kanban cards.
Two-stage Kanban System:– Consists of two cells in series.– Simplest version of a multistage Kanban controlled process.– Interactions can be determined in order to get insights.
Analyzed System Configurations
20.03.2003 Gökhan METAN 8
Model & Basic Assumptions
Three system configurations are both analyzed by Markovian models.
– The state of the system is represented by the number of Kanban cards on order, the number of cards and batches in finished inventory, and the number of batches on back order.
– Models are used to link the system parameters (batch size & number of cards) with the expected costs of operating the system.
– The considered cost types are holding & back order or shortage costs.
– The inventory holding cost depends on the production lead times in the cell.
20.03.2003 Gökhan METAN 9
The assumptions are:– Demand (D) ~ Poisson Process– Free cards enter the process queue– Production Process (P) ~ Exponential Distribution– Cell producing a single-item class– As batch sizes change demand arrival & production rates are
adjusted accordingly– The inputs to the production process (raw material or labor) are
always available
Model & Basic Assumptions
20.03.2003 Gökhan METAN 10
Single-Card Kanban System
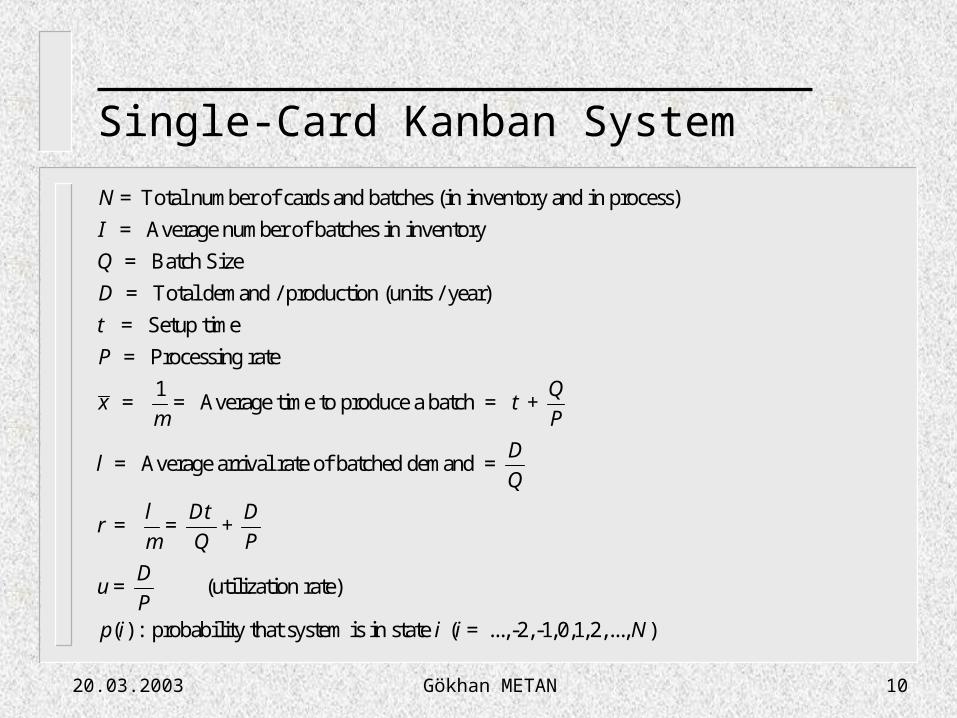
Total number of cards and batches (in inventory and in process)
Average number of batches in inventory
Batch Size
Total demand / production (units / year)
Setup time
Processing rate
N
I
Q
D
P
x
t
=
=
=
=
=
=
1 Average time to produce a batch
Average arrival rate of batched demand
(utilization rate)
( ) : probability that system is in state ( ..., -2, -1,0,1,2,...,
Q
P
D
Q
D D
Q P
Du
Pp i i i N
tm
l
l tr
m
= = = +
= =
= = +
=
= )
20.03.2003 Gökhan METAN 11
Single-Card Kanban System
i
µ
N210-2 -1
µ µ µµ µ
λ λλλλλ
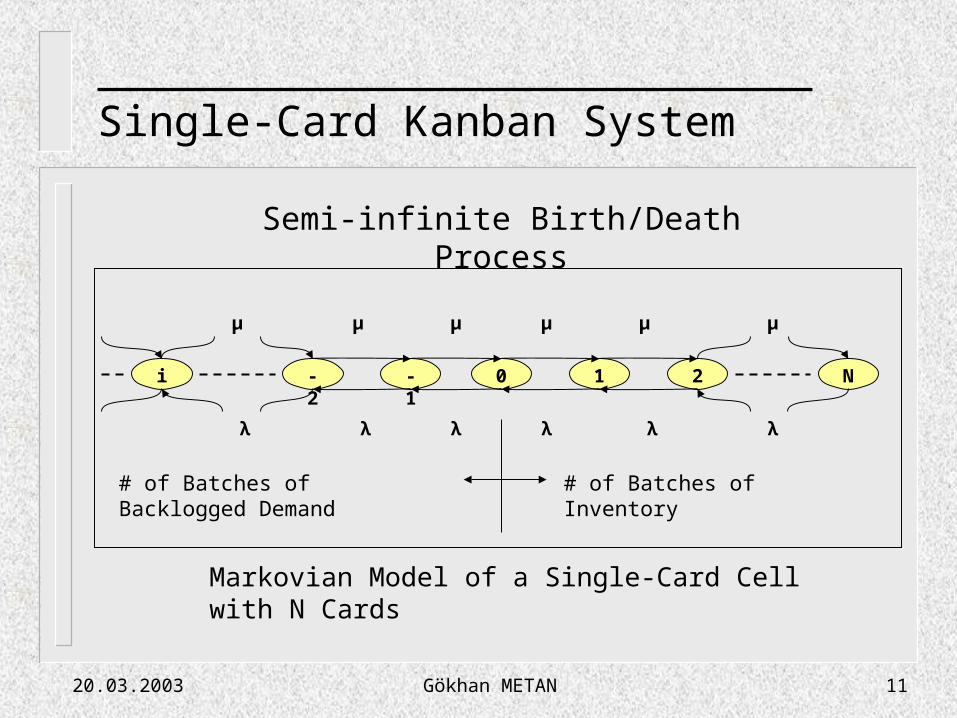
# of Batches of Inventory# of Batches of Backlogged Demand
Markovian Model of a Single-Card Cell with N Cards
Semi-infinite Birth/Death Process
20.03.2003 Gökhan METAN 12
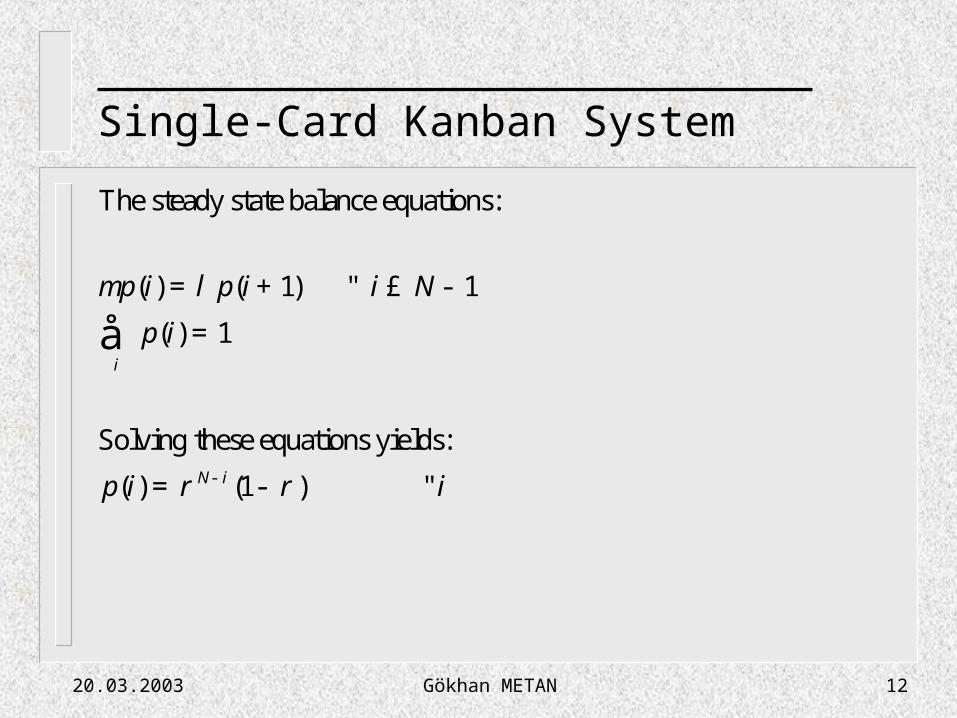
The steady state balance equations:
( ) ( 1) 1
( ) 1
Solving these equations yields:
( ) (1 )
i
N i
p i p i i N
p i
p i i
m l
r r-
= + " £ -
=
= - "
å
Single-Card Kanban System
20.03.2003 Gökhan METAN 13
Single-Card Kanban System
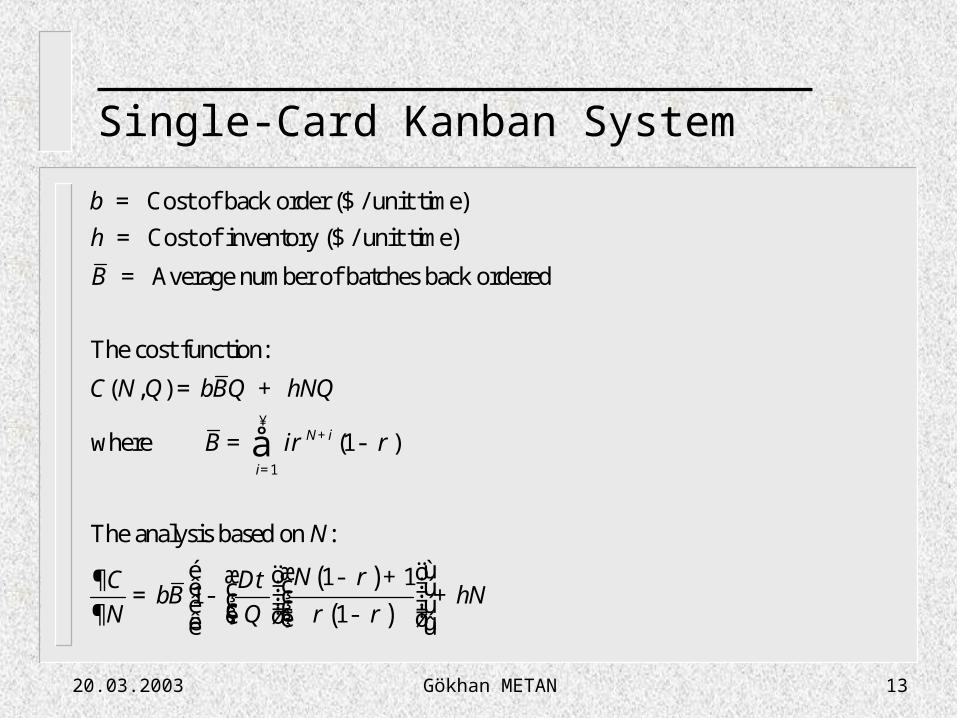
1
Cost of back order ($ / unit time)
Cost of inventory ($ / unit time)
Average number of batches back ordered
The cost function:
( , )
where (1 )
The analysis based
N i
i
b
h
B
C N Q bBQ hNQ
B ir r¥
+
=
=
=
=
= +
= -å
( )( )
on :
1 11
1
N
NC DbB hN
N Q
rtr r
é ùæ öæ ö - +¶ ÷ç÷ê úç ÷= - ÷ç +ç ÷÷ê úçç ÷ ÷ç ÷ç¶ -è øè øê úë û

20.03.2003 Gökhan METAN 14
Single-Card Kanban System
( )1
The Analysis based on :
without bound1- /
& becomes asymptotically linear increasing in 1
N
Q
DQ B
D P
uQ B C Q
u
t
+
é ùê ú¯ Þ ê úê úë û
é ùê ú Þ ê ú-ë û
Dimensionless lot size:
( / )
Expected dimensionless cost function:
( , )( , ) ( / )
q Q D
C N Qc N q b h Bq Nq
hD
t
t
=
= = +
Service level factor that captures the weight given to back orders relative to inventory holding
20.03.2003 Gökhan METAN 15
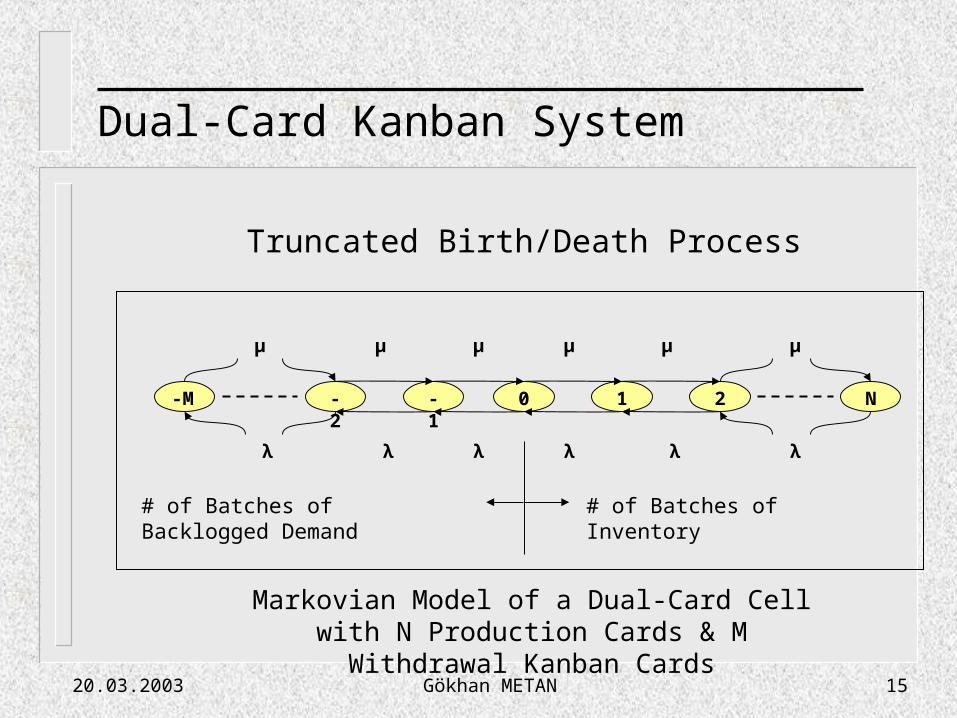
Dual-Card Kanban System
-M
µ
N210-2 -1
µ µ µµ µ
λ λλλλλ
# of Batches of Inventory# of Batches of Backlogged Demand
Markovian Model of a Dual-Card Cell with N Production Cards & M Withdrawal Kanban Cards
Truncated Birth/Death Process
20.03.2003 Gökhan METAN 16
Dual-Card Kanban System
N+M
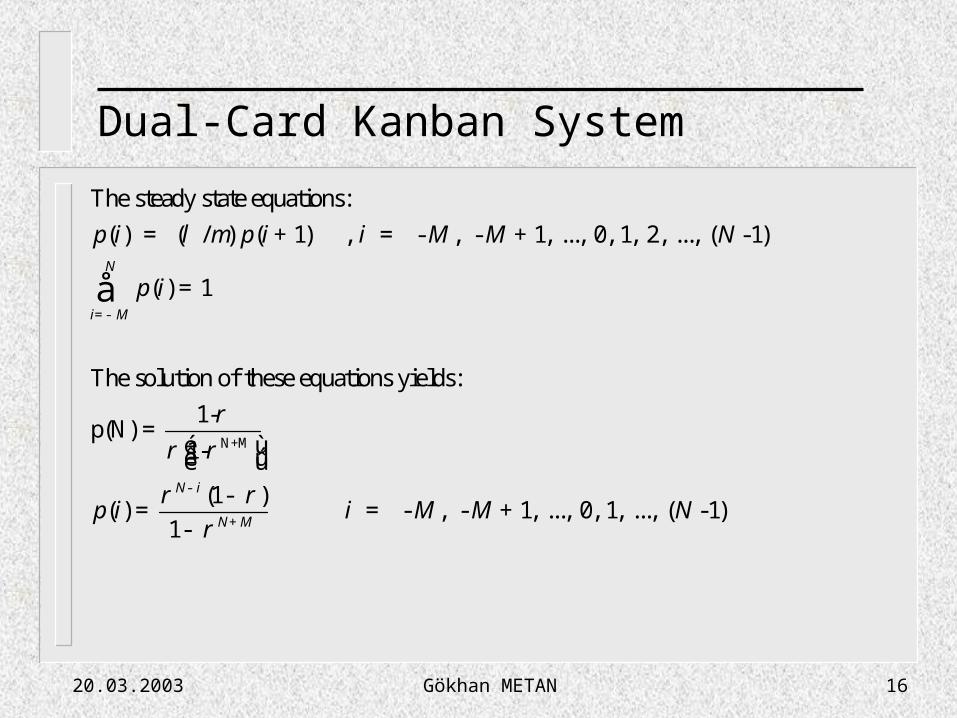
The steady state equations:
( ) ( / ) ( 1) , - , - 1, ..., 0, 1, 2, ..., ( -1)
( ) 1
The solution of these equations yields:
1-p(N) =
1-
(1 )( )
1
N
i M
N i
N M
p i p i i M M N
p i
p i i
l m
r
r r
r rr
=-
-
+
= + = +
=
é ùê úë û-
= =-
å
- , - 1, ..., 0, 1, ..., ( -1)M M N+
20.03.2003 Gökhan METAN 17
Dual-Card Kanban System
1 -1
1
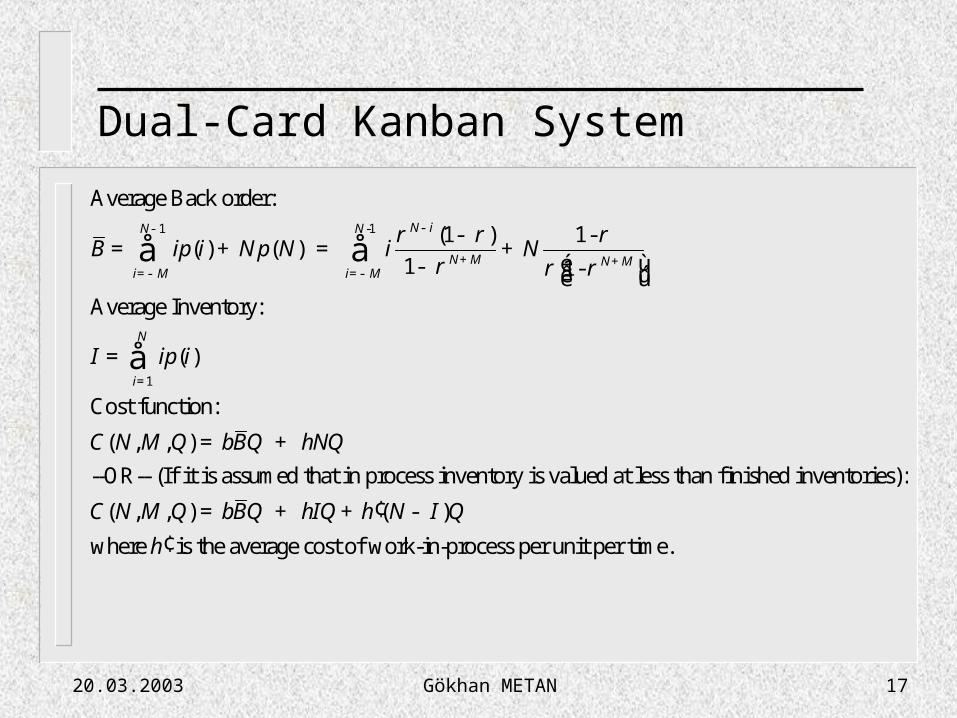
Average Back order:
(1 ) 1-( ) ( )
1 1-
Average Inventory:
( )
Cost function:
( , , )
--OR-- (If it is assumed that in process inventory is
N iN N
N M N Mi M i M
N
i
B ip i N p N i N
I ip i
C N M Q bBQ hNQ
r r rr r r
--
+ +=- =-
=
-= + = +
é ù- ê úë û
=
= +
å å
å
valued at less than finished inventories):
( , , ) ( )
where is the average cost of work-in-process per unit per time.
C N M Q bBQ hIQ h N I Q
h
¢= + + -
¢
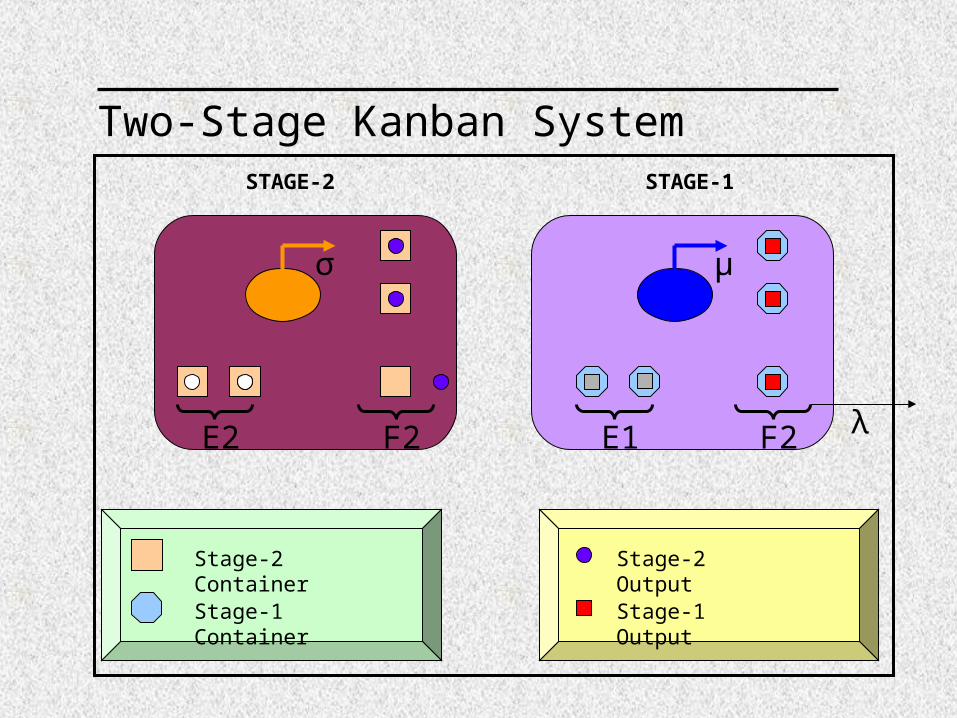
Two-Stage Kanban System
Stage-2 Container
Stage-1 Container
Stage-2 Output
Stage-1 Output
STAGE-2 STAGE-1
λ
μσ
E2 E1F2 F2

20.03.2003 Gökhan METAN 19
Two-Stage Kanban System
Demand rate for Stage-1 output (containers/unit time)
Processing rate at Stage-1
Processing rate at Stage-2
Number of containers in circulation at Stage-1
Number of containers in circulat
I
J
l
m
s
=
=
=
=
=
1
2
ion at Stage-2
Index for full stage-1 containers at 1, 0, 1, 2, ...,
Index for full stage-2 containers at 2, 0, 1, 2, ...,
Inventory holding cost for stage-1
Inventory holding cos
i F i I
j F j J
h
h
= =
= =
=
= t for stage-2
Shortage cost (only incurred for stage-1)
( , ) Steady state probability that there are full containers at Stage-1
and full containers at Stage-2
b
p i j i
j
=
=

20.03.2003 Gökhan METAN 20
Two-Stage Kanban System
λ λ λ
λ λ λ
λ λ λ
λ λ λ
λ λ λ
λ λ λ
μ
μ
μ
μ
μ
σ
σ
σ
σ
σ
σ
σ
σ
σ
σ
σ
σ
σ
σ
σ
σ
σ
σ
σ
σ
σσσσ
0 1 2 i I
0
1
2
j
J
# of Full Stage-1 Containers
# of Full Stage-2 Containers
Stage-1 Processing Blocked
State Transition Diagram for Markovian Model of Two-Stage Kanban System
20.03.2003 Gökhan METAN 21
Two-Stage Kanban System
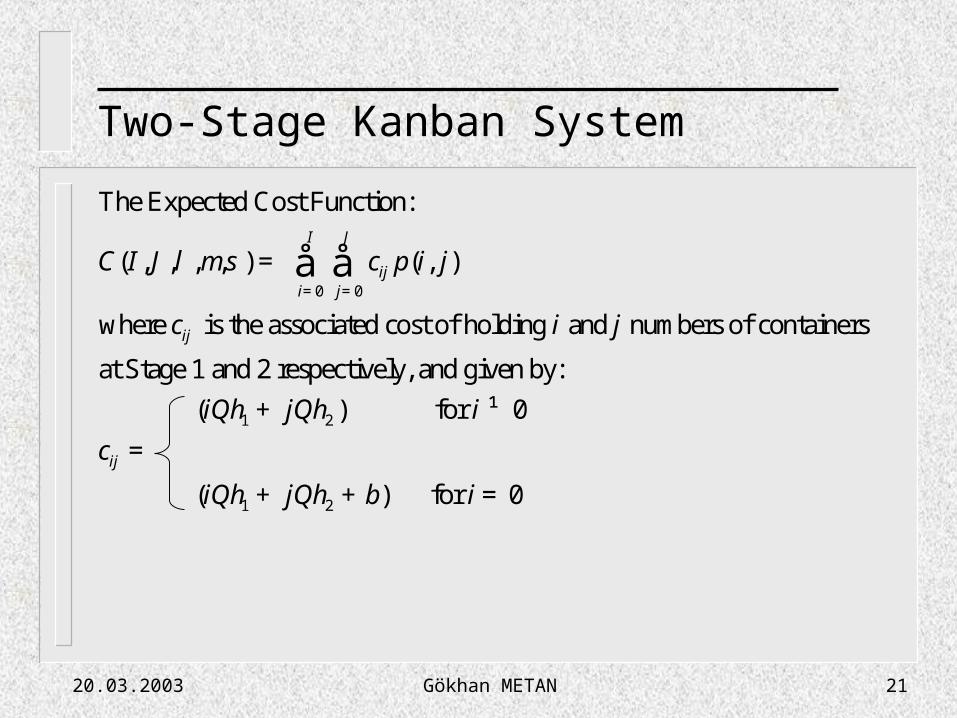
0 0
1
The Expected Cost Function:
( , , , , ) ( , )
where is the associated cost of holding and numbers of containers
at Stage 1 and 2 respectively, and given by:
(
I J
iji j
ij
C I J c p i j
c i j
iQh jQ
l ms= =
=
+
å å
2
1 2
) for 0
( ) for 0
ij
h i
c
iQh jQh b i
¹
=
+ + =
20.03.2003 Gökhan METAN 22
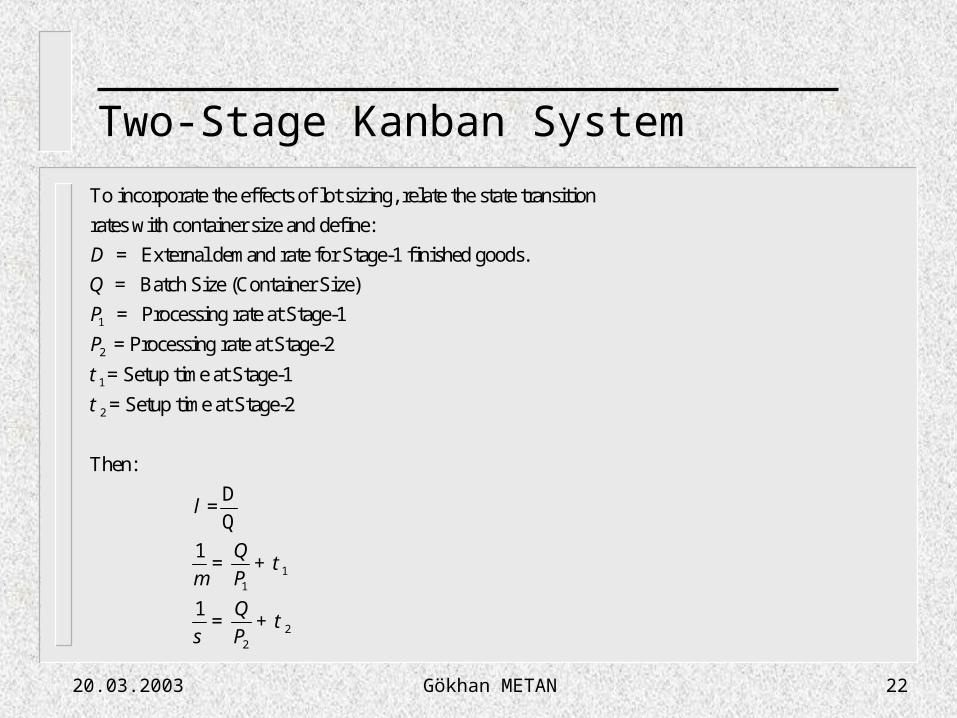
Two-Stage Kanban System
1
To incorporate the effects of lot sizing, relate the state transition
rates with container size and define:
External demand rate for Stage-1 finished goods.
Batch Size (Container Size)
Proce
D
Q
P
=
=
=
2
1
2
11
22
ssing rate at Stage-1
= Processing rate at Stage-2
= Setup time at Stage-1
= Setup time at Stage-2
Then:
D =
Q
1
1
P
Q
P
Q
P
t
t
l
tm
ts
= +
= +
20.03.2003 Gökhan METAN 23
Two-Stage Kanban System
Analysis of Results:
- For large Q, the inventory holding costs for both stage 1 & 2 grow asymptotically linearly with Q. This is because λ, μ, σ stay in the same relative position as Q increases and the transition
probabilities stabilize.
- When Q decreases, shortage costs rise for any choice of Kanban card numbers. This is because of the fact that the production lead times increases in the sense of Setup Times.
20.03.2003 Gökhan METAN 24
The batch size associated with each card has a significant effect on the performance of the Kanban system.
The effect of the number of Kanban cards in the system is also significant.
In fact, since the batch size and lead times are correlated, its effect is much more complex than the number of containers in the system.
Conclusion
20.03.2003 Gökhan METAN 25
In multistage Kanban system, the parameters at one stage affect the performance at other stages. Increasing the number of cards at one stage leads to an increase in inventory levels at a succeeding stage, and reduces the inventory levels at a preceding stage.
Conclusion
20.03.2003 Gökhan METAN 26
References
Y. Monden. Toyota Production System, Industrial Engineering and Management Press, Norcross, Georgia, 1983.
W.R. Hall. Zero Inventories, Dow Jones, Irwin Illinois, 1983. U.S. Karmarkar, S. Kekre. “Batching Policy in Kanban Systems”,
Journal of Manufacturing Systems, Vol. 8, No. 4.