Embed Size (px)
DESCRIPTION
2012. Q. Q. CHAI. Optimal Control of an Industrial Scale Evaporation Process. Sodium Aluminate Solution
Citation preview

Control Engineering Practice 20 (2012) 618–628
Contents lists available at SciVerse ScienceDirect
Control Engineering Practice
0967-06
doi:10.1
n Corr
E-m
journal homepage: www.elsevier.com/locate/conengprac
Optimal control of an industrial-scale evaporation process:Sodium aluminate solution
Q.Q. Chai a,b, C.H. Yang a,n, K.L. Teo b, W.H. Gui a
a School of Information Science and Engineering, Central South University, Changsha, Chinab Department of Mathematics and statistics, Curtin University, Perth, Australia
a r t i c l e i n f o
Article history:
Received 1 June 2011
Accepted 4 March 2012
Keywords:
Alumina evaporation process
Optimal control
Time delay
Numerical optimization algorithm
Smoothing technique
61/$ - see front matter & 2012 Elsevier Ltd. A
016/j.conengprac.2012.03.001
esponding author. Fax: þ86 731 88836876.
ail address: [email protected] (C.H. Yang).
a b s t r a c t
A mathematical model of the evaporation system in the form of a state space model with multiple time
delays is constructed. On this basis, an optimal control of an industrial-scale alumina evaporation
process is obtained, where the objective is to find a control such that the specific quality of the sodium
aluminate solution control is met with the least energy usage and the constraints on the state and the
control are satisfied. Then, a numerical algorithm is developed for solving this optimal control problem.
It is applied to study the optimal control of a practical alumina evaporation process and the results
obtained are highly satisfactory.
& 2012 Elsevier Ltd. All rights reserved.
1. Introduction
The alumina production process mainly includes aluminumhydroxide solution preparing process, clarifying process, dissol-ving process, decomposing process, evaporation process, androasting process. The main contents of the mother liquor dis-charged from the decomposing process are sodium hydroxide andaluminum oxide which are valuable materials needed in therecycling. However, the concentration of the mother liquor islower than the required concentration needed for the leachingprocess or the grinding process. Thus, it cannot be used directly,and hence the evaporation process is needed to improve theconcentration of the mother liquor, such that the acid and causticmaterials can be re-used.
The returned lye discharged from the evaporation process isone of the main raw materials needed for converting the bauxiteto aluminum hydroxide solution (which is also called the rawslurry). It is known (Chen & Chen, 2004) that the quality of rawslurry has a direct influence on the quality of the final product.Unacceptable fluctuation in the composition of the returned lyecan lead to instability of the blending process during the pre-paration of the raw slurry. Consequently, the quality of theproduct obtained cannot be guaranteed. Usually, only the solutionconcentration at the outlet of the evaporation process is mea-sured at every two-hour interval, but it takes about one hourfor the feed flowing through the evaporation process. Clearly,
ll rights reserved.
inappropriate control of the evaporation process will lead tounacceptable output solution, yet with high steam consumption.
There are quite a few papers in the literature which aredevoted to the study of the control problems arising from theevaporation process. In Kropholler and Spikins (1965), the tuningof the proportional-integral differential controller is analyzed fora one-effect evaporator. In Zdravkovic, Turajlic, and Marsenic(1994) and Zdravkovic and Marsenic (1992), a dynamic modelof a sugar production process is constructed and a fuzzy propor-tional-integral (PI) controller is designed to achieve the desiredproduct through the adjustment of the flow rate of the live steam.Three decentralized PI controllers are used to cater for thedisturbances in the three effects in Winchester and Marsh(1999), where the evaporator model is approximated by a linearstate space representation with pure delay at around the steadystate operating point. However, as it is pointed out in Winchesterand Marsh (1999), the product dry mass fraction loop and productflow rate loop are highly coupled. Thus, the multivariable controlshould be considered. A nonlinear control approach to multiple-input and multiple-output system using input–output lineariza-tion (Kam & Tade, 1999) and Su-Hunt-Meyer transformation (To,Tade, Kraetzl, & Le Page, 1995) have been successfully implemen-ted on the evaporation stage of a liquor burning process. How-ever, the nonlinear controller obtained appears to be overaggressive, using much more control energy than what is required(To, Tade, & Le Page, 1998). An optimized start-up controlproblem for an industrial scale evaporation system is consideredin Sonntag, Su, Stursberg, and Engell (2008), where the control isobtained through solving a nonlinear dynamic optimizationproblem over a finite look-ahead horizon. The system model

Q.Q. Chai et al. / Control Engineering Practice 20 (2012) 618–628 619
considered in Sonntag et al. (2008) does not consider the time-delays caused during the feed circulation.
A feed forward generalized predictive controller is developedin Elhaq, Giri, and Unbehauen (1999) for multiple-effect evapora-tors for tomato paste. A nonlinear model predictive control(NMPC) technique for evaporation process with simplified pro-cess model is studied in Rangaiah, Saha, and Tade (2002). TheNMPC technique used in Rangaiah et al. (2002) involves solvingan open-loop optimal control problem without state constraintsin a sampling period to obtain a sequence of future manipulatedvariable adjustments. Only the first input in the optimal sequenceis used. This process is repeated for subsequent sampling periods.The NMPC techniques have been successfully implemented inmany industries for handling multivariable control problems (see,for example, Qin & Badgwell, 2003). However, for optimal controlproblems involving high dimension nonlinear dynamics and stateconstraints, especially continuous state constraints, the computa-tion time needed for NMPC is very high, and the high computa-tional burden has hindered its application to such optimal controlproblems (Zavala & Biegler, 2009). As it is pointed out in Rangaiahet al. (2002), for 1 h of simulation of the evaporation processusing the control obtained by NMPC, this control takes nearly 1 hof computational time to compute on a workstation with dualPentium III Xeon processors. The computational time grows as theprediction horizon is increased. Moreover, the prediction horizonand the control horizon should be 1 h or even longer (Rangaiahet al., 2002; Sonntag et al., 2008), as a short prediction horizonmay not be able to capture the effect on the changes of theproduct concentrations for processes involving time-delays.
In practice, once the control variables are set, they must beused for at least 5 min. In other words, the control variables (flowrate of live steam or solution) are to be adjusted in a piecewiseconstant manner. Thus, the control parameterization approachintroduced in Teo, Goh, and Wong (1991) will be used to dealwith the optimal control for the evaporation process, where thecontrol variables are approximated by piecewise constant func-tions with possible discontinuities at the preset switching points.This approach has been applied with success to a large variety ofpractical problems (see, for example, Loxton, Teo, & Rehbock,2008). It has also been applied to few time-delayed controlproblems such as those considered in Wang, Gui, Teo, Loxton,and Yang (2009) and Wong, Jennings, and Benyah (2001).
In this paper, a mathematical model for the alumina evapora-tion process in the form of state space model with time delays isconstructed. Then, an optimal control problem is formulated,where some physical constraints on the state and control vari-ables are maintained while the energy consumption is minimized.Using the control parameterization approach (Teo et al., 1991), anumerical method for solving this class of constrained timedelayed optimal control problems is developed. The proposedcontrol method is then applied to study the optimal control of a
Fig. 1. Flow sheet of alumina e
practical alumina evaporation process. Finally, some concludingremarks are given.
2. The evaporation system
In a typical alumina production factory in China, the objectiveof the evaporation process is to increase the concentration of theindustrial sodium aluminate solution (the sodium hydroxidecontent of the solution is to be increased to about 160–170 g/Lfor Bayer process). The industrial sodium aluminate solution ishighly viscous. It contains many impurities, such as sodiumcarbonate and sodium sulfate, which can easily emit from thesolution due to the increase of caustic alkali concentration or thedecrease of temperature. Crystallization of the impurities willcause serious pipe plug problem. To avoid the forming of highviscosity fluid at low temperature, the alumina production factoryemploys multiple falling film evaporators for the evaporationprocess as shown in Fig. 1. It consists of four falling film tubeevaporators, three direct pre-heaters, three flash evaporators, fourflash tanks and a condenser.
The four falling film tube evaporators are connected in serieswith reference to their vapor and liquor lines. Heat is supplied tothe first evaporator by live steam generated in the power plantafter the pressure is reduced to about 0.5 Mpa. The vapor,produced by each of the first three evaporators, is used as theheating source for the next evaporators in series. The vaporproduced by the fourth evaporator is condensed and then dis-charged from the process through the condenser installed in thewater circuit.
Between each of the two adjacent evaporators there is apreheater, which is used to preheat the solution fed into theprevious (with respect to the vapor lines) evaporator. The heatingsource of each preheater comes from the vapor produced by theprevious (with respect to the vapor lines) evaporator and flashevaporator.
The feed enters the system at the third and the fourthevaporators, and flows backward. Finally the solution leaves fromthe first evaporator and is fed into the flash evaporators where thefinal product is drained.
The structure of a falling tube evaporator is as shown in Fig. 2.It consists of an evaporation vessel (A), a heat exchanger (B), anumber of pumps that realizes the transfer of solution in and outthe evaporator, and valves that control the steam in and out of theevaporator.
The liquor, i.e. the industrial sodium aluminate solution, isinjected at the bottom of the evaporation vessel through Pump 1.It is then pumped to the top of the evaporator, where a distributoris used to provide a uniformly distributed falling liquid film insideeach heating tube. The effect of the distribution depends on theviscosity of the solution and the cycling rate. Because the broken
vaporation process falling.

Fig. 2. Structure of a vertical tube film evaporator.
Q.Q. Chai et al. / Control Engineering Practice 20 (2012) 618–628620
up of the falling film will cause serious scaring problem (Russell,Bakker, & Chaplin, 2000). Thus, the change of the cycling rateshould only be slight such that the change in the surface tensionforce of the film is mild.
The liquor flows through the inside of the heating tubes; theheating steam fills the outside of the heating tubes. It leads to aheat transfer from the steam to the liquor. The heating steam isgoverned by Valve 1. As the liquor goes through the heating tube,it reaches its boiling temperature, causing water within the liquorto evaporate. A separator is used to split the vapor from thesolution at the top of the evaporator vessel. The vapor is drainedthrough Valve 2 which is used to connect the two adjacentevaporators, and hence cannot be adjusted. Finally, the liquor isdrained through Pump 2.
3. Optimal control problems
3.1. Mathematical model of the evaporation system
Three types of dynamical process models have been developedfor a falling-film evaporator (Hartley & Murgatroyd, 1964;Miranda & Simpson, 2005). In this paper, a pilot-scale evaporationprocess is considered. As the direct preheaters are used to mix thesolution and vapor, there is litter change in its level. Thus, thedynamics of the preheaters are omitted; and the evaporator andthe corresponding preheater are taken as a whole. Also, weneglect the dynamics of the distributor and the separator. Onlythe dynamics involved in the evaporation vessel is considered.
A fundamental model that describes the multi-effect fallingfilm evaporation process can be derived under the followingassumptions:
(a)
perfect mixing in each phase in each vessel; (b) the absence of any non-condensable gases and the process isadiabatic;
(c) no transportation lags associated with the movementof steam;
(d) the cross-sectional area of the evaporator and the specificheat capacity of water are constant;
(e) all pipes are full.According to experienced engineers in the factory, the changesof the input solution, for the evaporator, take about 15 min tocause an effect on the changes in the evaporation vessel. This isdue to the hysteresis during the solution flowing to the evapora-tion vessel. Similarly, the time delays for the flash evaporators areabout 5 min. The variables that are of interest are producttemperature in the effect, solution level in the evaporation vesseland product concentration of each effect. In particular, sodiumcarbonate, sodium hydroxide, and alumina are the three compo-nents of the industrial sodium aluminate solution which aremeasured at every two-hour interval. Thus, under the aforemen-tioned assumptions, the alumina evaporation process model isbuilt based on the principles of heat balance and material balancein unit operations (evaporator and flash evaporator). They aredescribed by the following differential equations with multipletime-delays:
(a)
The time variations of the solution levels are:dhi
dt¼
1
Airi
DMi, i¼ 1,. . .,7 ð1Þ
(b)
The concentration of the solution in the evaporation vessel isassumed to be equal to that of the output solution. Thus, thetime variations of the concentrations can be expressed asdCji
dt¼
1
AihiFiþ1ðt�t1ÞC
jiþ1ðt�t1Þ�FiC
ji�
dhi
dtAiC
ji
� �,
i¼ 1,2,3, j¼ 1,2,3 ð2Þ
dCji
dt¼
1
AihiFiþ1ðt�t2ÞC
jiþ1ðt�t2Þ�FiC
ji�
dhi
dtAiC
ji
� �,
i¼ 4,5, j¼ 1,2,3 ð3Þ
dCji
dt¼
1
AihiFiþ1ðt�t2ÞC
jiþ1ðt�t2ÞþF01ðt�t2ÞC
j0ðt�t2Þ�FiC
ji�
dhi
dtAiC
ji
� �,
i¼ 6, j¼ 1,2,3 ð4Þ
dCji
dt¼
1
AihiF0ðt�t2ÞC
j0ðt�t2Þ�FiC
ji�
dhi
dtAiC
ji
� �, i¼ 7, j¼ 1,2,3
ð5Þ
(c)
The time variations of the solution temperatures are:dTi
dt¼
DQi
dt
1
Aihicpi
�Ti
cpi
dcpi
dt�
Tiri
hi
dhi
dt, i¼ 1,. . .,7 ð6Þ
Here, Cji , for each i¼1,2,3; j¼1,2,3, denotes the concentration
of the jth ingredient of the ith flash evaporator; Cji, for each
i¼4, y, 7; j¼1,2,3, denotes the concentration of the jth ingredi-ent of the (i�3)th evaporator; three components are sodiumcarbonate, sodium hydroxide, and alumina; h is the solution levelof the evaporation vessel; A is the cross-sectional area of theevaporation vessel; cp, C and r are, respectively, the specific heat

Q.Q. Chai et al. / Control Engineering Practice 20 (2012) 618–628 621
capacity, the content concentration and the density of the outputsolution; DQi and DM1, i¼4, y, 7, are the heat changes and themass changes in the evaporation vessel, respectively; T is theproduct temperature; F is the flow rate of the output solution; F01
and F0 are, respectively, the feed inputs into the third and fourthevaporators; C0 is the condensation of the feed injected to theprocess; and t1, t2 are the time delays, where t1¼5 min andt2¼15 min.
The mass changes in the evaporation vessels can be calculatedusing the following formulas:
DMi ¼ Fiþ1ðt�t1Þriþ1ðt�t1Þ�Vi�Firi , i¼ 1,2,3 ð7Þ
DM4 ¼ F5ðt�t2Þr5ðt�t2Þ�V4�F4r4þV3 ð8Þ
DM5 ¼ F6ðt�t2Þr6ðt�t2Þ�V5�F5r5þV2 ð9Þ
DM6 ¼ F7ðt�t2Þr7ðt�t2Þ�V6�F6r6þV1þF01ðt�t2Þr0ðt�t2Þ ð10Þ
DM7 ¼ F0ðt�t2Þr0ðt�t2Þ�V7�F7r7 ð11Þ
The heat changes in the evaporation vessels are:
DQi ¼ Fiþ1ðt�t1Þriþ1ðt�t1Þcpiþ1ðt�t1ÞTiþ1ðt�t1Þ�ViHi
�FiricpiTi, i¼ 1,2,3 ð12Þ
DQ4 ¼ V0r0þV3H3þF5ðt�t2Þr5ðt�t2Þcp5ðt�t2ÞT5ðt�t2Þ
�V4H4�F4r4cp4T4 ð13Þ
DQ5 ¼ V4r4þV2H2þF6ðt�t2Þr6ðt�t2Þcp6ðt�t2ÞT6ðt�t2Þ
�V5H5�F5r5cp5T5 ð14Þ
DQ6 ¼ V5r5þV1H1þF7ðt�t2Þr7ðt�t2Þcp7ðt�t2ÞT7ðt�t2Þ
þF01ðt�t2Þr0ðt�t2Þcp0ðt�t2ÞT0ðt�t2Þ�V6H6�F6r6cp6T6
ð15Þ
DQ7 ¼ V6r6þF0ðt�t2Þr0ðt�t2Þcp0ðt�t2ÞT0ðt�t2Þ
�V7H7�F7r7cp7T7 ð16Þ
where Vi, for each i¼1,2,3, is the vapor produced by the ith flashevaporator; Vi, for each i¼4, y, 7, is the vapor produced by the(i�3)th evaporator. They are calculated as follows:
Vi ¼ Fiþ1ðt�t1Þriþ1ðt�t1Þ½cpiþ1ðt�t1ÞTiþ1ðt�t1Þ�cpiTi�=ðHi�cpiTiÞ,
i¼ 1,2,3 ð17Þ
V4 ¼V0r0þV3ðH3�cp4T4ÞþF5ðt�t2Þr5ðt�t2Þ½cp5ðt�t2ÞT5ðt�t2Þ�cp4T4�
H4�cp4T4
ð18Þ
V5 ¼V4r4þV2ðH2�cp5T5ÞþF6ðt�t2Þr6ðt�t2Þ½cp6ðt�t2ÞT6ðt�t2Þ�cp5T5�
H5�cp5T5
ð19Þ
V6 ¼ fV1ðH1�cp6T6ÞþF7ðt�t2Þr7ðt�t2Þ½cp7ðt�t2Þ
�T7ðt�t2Þ�cp6T6�g=ðH6�cp6T6ÞþfV5r5þF01ðt�t2Þ
�r0ðt�t2Þ½cp0ðt�t2ÞT0ðt�t2Þ�cp6T6�g=ðH6�cp6T6Þ ð20Þ
V7 ¼ V6r6þF0ðt�t2Þr0ðt�t2Þ½cp0ðt�t2ÞT0ðt�t2Þ�cp7T7�=ðH7�cp7T7Þ
ð21Þ
where H and r are, respectively, the enthalpy and the latent heatof the output vapor; V0 is the flow rate of the live steam; r0 is thelatent heat of the live steam; and r0, cp0, T0 are, respectively, thedensity, specific heat capacity, and temperature of the feedinjected to the process. It is assumed that the vapor is saturated.The relationships between the latent heat and the enthalpy are
obtained in Runyon, Rumsey, and McCarthy (1991):
ri ¼ 2495:0�2:219Tvi�0:002128ðTviÞ2, i¼ 1,. . .,7 ð22Þ
Hi ¼ riþ4:18Tvi, i¼ 1,. . .,7 ð23Þ
where
Tvi ¼ Ti�DTi, i¼ 1,. . .,7 ð24Þ
The density and the boiling point rise are important propertiesthat must be specified in a multiple-effect evaporator (Hartley &Murgatroyd, 1964), especially, when the soluble solid concentra-tion is high. In order to obtain their relationships, several thermalbalance tests were carried out during the whole acid cycle of theevaporation process. Correlations describing the relationsbetween the boiling point rise and the density are determinedby the regression method using the experimental data. They areobtained as follows:
ri ¼ 1045þ1:2C1i þC2
i þ0:8C3i , i¼ 1,. . .,7 ð25Þ
DTi ¼0:0162ðTiþ273Þ2ð75:77C2
i =ri�3:608Þ
ri
�0:23C1i �0:073C2
i �0:1094C3i þ0:3206Ti ð26Þ
where DTi, for each i¼1,2,3, is the boiling point rise of the solutionoutput from the ith flash evaporator; and DTi, for each i¼4, y, 7,is the boiling point rise of the solution output from the (i�3)thevaporator.
The specific heat of the solution at each of these evaporatorscan be calculated from its component concentration as follows:
cpi ¼ 4:18�ð2:994C1i þ2:923C2
i þ3:266C3i Þ=ri, i¼ 1,. . .,7 ð27Þ
Let x¼ ½x1,. . .,x35�T ¼ ½h1,. . .,h7,C1
1,. . .,C17,C2
1,. . .,C27,C3
1,. . .,C37,
T1,. . .,T7�T denote the state with 35 variables. Taking into account
the thermophysical properties of the solution and vapor, andsubstituting Eq. (7) to Eq. (27) into Eq. (1) to Eq. (6), theevaporation system model can be expressed as a system of 35differential equations. The split flow rate of feed, product flowrates of each of the evaporators and flash evaporators, andthe live steam flow rate are the control variables denoted asu¼[u1,y,u9]T
¼[F1,y,F7,F01,V0]T.Let this system model be referred to as System (S1).
3.2. Initial conditions
For System (S1), the values for the state and the controlvariables at and prior to t¼0 are obtained from a real-lifeevaporation process of an alumina production factory in China.Let fzig
Ki ¼ 1 with zioziþ1, i¼1, y, K�1, be the set of the observed
time points on the interval [�t2,0]. The value of the ith statevariable xi at the observed time point zj is denoted as fj
i. Thetemperatures and the liquor levels at and prior to t¼0 arecalculated according to
xiðtÞ ¼fjiþ
fji�f
jþ1i
zj�zjþ1ðt�zjÞ, tA zj,zjþ1
� �ð28Þ
where i¼1, y, 7 and i¼29, y, 35; j¼1, y, K. In addition, theconcentrations of the solution xi, for each i¼8, y, 28, can only beaccessed every two hours through analyzing sample solutioncollected from the practical evaporation process in the factory.It is assumed that the concentrations do not change during thetime interval [�t2,0].
Let
gðtÞ ¼ ½g1ðtÞ,. . .,g9ðtÞ�T, tA ½�t2,0Þ ð29Þ

0 50 1001.8
2
2.2
2.4
time (minute)
leve
l h4 (
m)
model output measured
0 50 1001.5
2
2.5
time (minute)
leve
l h5 (
m)
0 50 1001.8
1.9
2
2.1
2.2
leve
l h6 (
m)
0 50 1001.8
1.9
2
2.1
2.2
time (minute)time (minute)le
vel h
7 (m
)Fig. 3. Model testing results.
200
220
n (g
/L) measured
model output
Q.Q. Chai et al. / Control Engineering Practice 20 (2012) 618–628622
denote the initial condition of the control for System (S1), wheregi(t), i¼1, y, 9, are given functions.
Let these initial state and control conditions obtained over thetime interval [�t2,0) be referred to as initial condition (IC).
0 5 10 15 20 25120
140
160
180
time (hour)
Con
cent
ratio
n of
pro
duct
solu
tio
3.3. Model testing
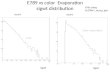
The process model is validated by applying the data (levels)collected on-line sampled at every 5 min over two-hour period,and the data (concentrations) collected off-line sampled at every2 h. Fig. 3 shows the comparisons of measured and simulated dataof the levels in the evaporators. We can see that the processmodel captures reasonably well the general properties of the realprocess, despite some discrepancies. A comparison of outputconcentrations of the final products of the process model andthe real data at the sample points are recorded in Fig. 4. It isobserved that they are in well agreement, although the magni-tudes do not always match.
Fig. 4. Comparison of final product concentrations.
4. Optimal control problem formulation
The optimal control of the evaporation process is to find acontrol such that the tasks listed below are accomplished.
(i)
The energy usage is minimized. (ii) The specific requirements of the industrial sodium aluminatesolution are met.
(iii) The solution level for each effect is maintained to within itsoperation limits.
The energy usage is measured in terms of the mass units oflive steam used for evaporating one mass unit of water. It isdefined by
J0 ¼ V0ðtÞ=WðtÞ ¼ u9ðtÞ=WðtÞ
where W is the total water evaporated for the evaporation processat tth time. It is the difference between the mass flow rate of the
feed and the final product, and is calculated by
WðtÞ ¼ ðF0þF01Þr0�F1ðtÞð1045þ0:8C31ðtÞþ1:2C1
1ðtÞþC21ðtÞÞ
¼ ðF0þF01Þr0�u1ðtÞð1045þ0:8x22ðtÞþ1:2x8ðtÞþx15ðtÞÞ
Thus, the cost function to be minimized is
J¼F0ðxðtf 9uÞÞþZ tf
0J20 dt¼F0ðxðtf 9uÞÞ
þ
Z tf
0
u9ðtÞ
½ðF0þF01Þr0�u1ðtÞð1045þ0:8x22ðtÞþ1:2x8ðtÞþx15ðtÞÞ�
� �2
dt
ð30Þ
where tf is the final time of the time horizon [0,tf]. Note that thechange of the cost function value caused by the change of theproduct concentration takes about 75 min to be evaluated. Thus,the final time tf should be much larger than 75. F0 is the terminal

Q.Q. Chai et al. / Control Engineering Practice 20 (2012) 618–628 623
cost given by
F0ðxðtf 9uÞÞ ¼X7
i ¼ 1
ðxi�xiðtf 9uÞÞ2
ð31Þ
where xi, i¼1, y, 7, are specified desired solution levels, whichcan be determined according to experience. One way to specificthese desired solution levels is to solve the optimal controlproblem with F0 deleted initially. Then, the time when theconcentration of the product solution has become stable isidentified. The values of the solution levels at this particular timeinstant are chosen as these specified desired solution levels. Wethen re-solve the optimal problem with F0 being included. Theinclusion of F0 is for regulating the solution levels toward the endof the time horizon.
To proceed further, we need to specify the bounds on the stateand control variables. They are obtained through analyzing theproduction data as well as utilizing the experience of theoperators from the evaporation process of an alumina productionfactory in China. It is found that the solution levels of the flashevaporators are less important than those of the evaporators.Moreover, according to the production data, the solution levels ofthe flash evaporators must be in the range 1.5–2.5 m; the solutionlevel of the first evaporator is limited to 1.8–2.3 m; and thesolution levels of the last three evaporators are constrained to liebetween 1.9 m and 2.1 m; and the sodium hydroxide concentra-tion of the final product must reach 160–170 g/L. For the controlvariables, the flow rate of the solution should be operated within1.6–5.3 m3/min; the split flow rate of the feed input into the thirdevaporator is allowed to vary between 0 m3/min and 0.6 m3/min.The live steam supplied to the process can be adjusted within566–1230 kg/min. Let us write down explicitly the bounds forthese variables as follows:
~a ¼ ½ ~a1,. . ., ~a8�T ¼ ½2:5,2:5,2:5,2:3,2:1,2:1,2:1,170�T ð32Þ
~b ¼ ½ ~b1,. . ., ~b8�T ¼ ½1:5,1:5,1:5,1:8,1:9,1:9,1:9,160�T ð33Þ
b¼ ½b1,. . .,b9�T ¼ ½5:3,5:3,5:3,5:3,5:3,5:3,5:3,0:6,1230�T ð34Þ
c¼ ½c1,. . .,c9�T ¼ ½1:6,1:6,1:6,1:6,1:6,1:6,1:6,0,566�T ð35Þ
where ~ai and ~bi, for each i¼1, y, 7, are the lower and upperbounds for the level of the ith equipment, respectively; ~ai and ~bi,i¼8, are the lower and upper bounds for the product concentra-tion, respectively; cj and bj, for each i¼1, y, 9, are the minimumand maximum bounds for the ith control variable, respectively.The continuous inequality constraints on the states and controlsmay now be stated explicitly as follows:
~airxiðtÞr ~bi, 8tA ½0,tf �, i¼ 1,. . .,7 ð36Þ
~airx15ðtÞr ~bi, 8tA ½0,tf �, i¼ 8 ð37Þ
ciruiðtÞrbi, 8tA ½0,tf �, i¼ 1,. . .,9 ð38Þ
Any measurable function u¼[u1, ..., u9]T:[0,tf]-R9 such thatthe constraints (38) are satisfied is called an admissible control.Let [ be the set which consists of all such admissible controls.
The optimal control problem may now be stated formally below.
Problem (P). Given System (S1) with initial conditions (IC), find acontrol uA[ such that the cost functional (30) is minimizedsubject to the continuous inequality constraints on the statesgiven by (36) and (37).
For Problem (P), the dimension of the state variables is 35 andthe differential equations of the dynamics are nonlinear withmultiple delays. Furthermore, there are eight continuous inequal-ity constraints on the state variables which are not allowed to be
violated at any time point during the time horizon. The final timetf is taken as 8 h, which is rather long. It does not appear that theNMPC technique could be applied directly due to the complexityof Problem (P). In this paper, we shall make use of the controlparameterization method to develop an efficient computationalmethod to solve Problem (P). We shall also check the robustnessof the optimal control obtained. Furthermore, by virtue of the ideaof NMPC, the results will be compared with the data collectedfrom the real plant to ensure proper operation of the process.Under normal operation, the problem will be re-solved 3 h beforethe end of the 8 h period so that a new optimal control can beobtained and used for the next 8 h period.
5. Solution method
In this section, we shall present an effective solution algorithm tosolve a general time-delayed optimal control problem, which coversthe optimal control of the evaporation process as a special case.
Consider a process that evolves over the time horizon ½0,tf �
described as
dxðtÞ
dt¼ f ðt,xðtÞ,xðt�a1Þ,. . .,xðt�amÞ,uðtÞ,uðt�b1Þ,. . .,uðt�bkÞÞ ð39Þ
where x¼ ½x1,. . .,xn�TARn and u¼ ½u1,. . .,ur �
TARr are, respec-tively, the state and control vectors; f ¼ ½f 1,. . .,f n�
TARn; ai,i¼1, y, m, are the time delays in the state variables satisfying0oa1o � � �oamotf , and bi, i¼1, y, k, are the time delays in thecontrol variables satisfying 0ob1o � � �obkotf . For brevity, letthese time delays, which are sorted in ascending order, bereferred to as di, i¼1, y, M, where di, i¼1, y, M, are notnecessarily equal.
The initial functions for the time-delayed differential equa-tions (39) are:
xðtÞ ¼/ðtÞ; uðtÞ ¼ cðtÞ; tA ½�dM ,0Þ; xð0Þ ¼ x0 ð40Þ
where /(t)¼[f1(t), y, fn(t)]T and cðtÞ ¼ ½g1ðtÞ,. . .,grðtÞ�T are,
respectively, given continuous functions from [�dM,0) into Rn
and Rr; and x0 is a given vector in Rn.Clearly, System (S1) with initial conditions (IC) is a special case of
the system of differential equations (39) with initial conditions (40).Define
U ¼ fu¼ ½u1,. . .,ur�T ARr : cjrujrbj, j¼ 1,. . .,rg ð41Þ
where cj, j¼1, y, r, and bj, j¼1, y, r, are given constants. Clearly,U is a compact and convex subset of Rr . Any measurable functionu¼[u1, ..., ur]
T:[0,tf]-U is called an admissible control. Let [ bethe set which consists of all such admissible controls. For eachuA[, let xðd9uÞ denote the solution of system (39) with initialconditions (40).
Assume that the following continuous state inequality con-straints are satisfied:
hiðt,xðt9uÞÞr0, i¼ 1,. . .,Ng ð42Þ
A general class of time delayed optimal control problems withcontinuous inequality constraints can be described as follows:
Problem (Q). Given system (39) with initial condition (40), find acontrol uA[ such that the cost function
J0ðuÞ ¼F0ðxðtf 9uÞÞþZ tf
0L0ðt,xðtÞ,y1ðtÞ,. . .,ymðtÞ,uðtÞ,v1ðtÞ,. . .,vkðtÞÞdt
ð43Þ
is minimized subject to the continuous state inequality con-straints (42), where F0 is the terminal constraints, and
xðtÞ ¼ xðt9uÞ, yiðtÞ ¼ xðt�ai9uÞ, i¼ 1,. . .,m

Q.Q. Chai et al. / Control Engineering Practice 20 (2012) 618–628624
vjðtÞ ¼ uðt�bjÞ, j¼ 1,. . .,k
Problem (Q) is difficult to solve as such, we shall develop anefficient computational method for solving Problem (Q). Thismethod is based on the control parameterization technique pro-posed in Teo et al. (1991), where the control u¼ ½u1,. . .,ur �
T A[ isapproximated by a piecewise constant function with possiblediscontinuities at the partition points, called the switching times.The heights of the piecewise constant function are decision vari-ables. More specifically, for each j¼1, y, r
uNj ðtÞ ¼
gjðtÞ tA ½�dM ,0Þ
XN
i ¼ 1
sijw½ti�1 ,tiÞ
ðtÞ tA ½0,tf �
8>><>>: ð44Þ
where ti, i¼1, y, N�1, are pre-assigned such that ti�1oti,i¼1,y, N, with t0¼0 and tN¼tf. For each j¼1, y, r, si
j, i¼1, y, N,are the heights of the control component uN
j , which are consideredas decision variables.
Define r¼[(r1)T,y,(rN)T]T, where ri ¼ ½si1,. . .,si
r �T, i¼1, y, N. A
function uN ¼ ½uN1 ,. . .,uN
r �T with uN
j , j¼1,y,r, given by (44) and
siAU, i¼1, y, N, is called an admissible piecewise constantcontrol. Let UN be the set of all such admissible piecewiseconstant controls, and let NN be the set containing all thecorresponding r, i.e.
NN ¼ fr¼ ½ðr1Þ
T,. . .,ðrNÞT�TARN�r : riAU, i¼ 1,. . .,Ng
Clearly, each uAUN corresponds uniquely to a sANN and viceversa. For a rANN, let uNðd9rÞ denote the corresponding piece-wise constant control in UN . Let xðd9uNÞ be the solution of system(39) with initial conditions (40), where u¼ uN AUN . For conve-nience, xðd9uNÞ is written as xðd9rÞ.
With uN AUN , the continuous state inequality constraints (42)are reduced to
hiðt,xðt9rÞÞr0, i¼ 1,. . .,Ng ð45Þ
We may now state the approximate time delayed optimalcontrol problems with continuous state inequality constraints asfollows:
Problem (QN). Given system (39) with initial conditions (40), finda control parameter vector rANN such that the cost function
g0ðrÞ ¼F0ðxðtf 9rÞÞþZ tf
0L0ðt,xðtÞ,y1ðtÞ,. . .,ymðtÞ,uðtÞ,v1ðtÞ,. . .,vkðtÞÞdt
ð46Þ
is minimized subject to the continuous state inequality con-straints (45), where F0 is the terminal cost, and
xðtÞ ¼ xðt9rÞ, yiðtÞ ¼ xðt�ai9rÞ, i¼ 1,. . .,m
uðtÞ ¼ uðt9rÞ, vjðtÞ ¼ uðt�bjÞ, j¼ 1,. . .,k
For each of the continuous inequality constraints, it containsinfinite number of constraints and hence these continuousinequality constraints are difficult to handle directly. Each ofthese continuous inequality constraints (45) is equivalent to thefollowing equality constraint in integral form:
giðrÞ ¼Z tf
0maxfhiðt,xðt9rÞÞ,0gdt¼ 0, i¼ 1,. . .,Ng
However, maxfhiðt,xðt9rÞÞ,0g, i¼ 1,. . .,Ng , are non-smooth.Thus, the following approximate smooth function (seeChapter 8 of Teo et al., 1991) is introduced to approximate
maxfhiðt,xðt9rÞÞ,0g:
Li,eðt,xðt9rÞÞ ¼
hiðt,xðt9rÞÞ if hiðt,xðt9rÞÞ4eðhiðt,xðt9rÞÞ�eÞ2
4e if �erhiðt,xðt9rÞÞre0 if hiðt,xðt9rÞÞo�e
8>><>>: ð47Þ
where e40 is a smoothing parameter controlling the accuracy ofthe approximation.
Then, the concept of the penalty function approach is used toappend the integrals of all the approximate smooth functions tothe cost function, to form an augmented cost function given asfollows:
Je,gðrÞ ¼ g0ðrÞþXNg
i ¼ 1
Z tf
0ZiLi,eðt,xðt9rÞÞdt ð48Þ
where g¼ ½Z1,. . .,ZNg�T and for each i¼1, y, Ng, Zi is the penalty
factor of the ith state inequality constraint. In this way, Problem(QN) is approximated by the following problem:
Problem (QNe,g). Given system (39) with initial conditions (40),
find a control parameter vector rANN such that the augmentedcost function (48) is minimized.
Problem (QNe,g) can be regarded as a nonlinear optimization
problem subject to simple bounds on the decision variablesspecified by (41). It can be solved by a gradient-based optimiza-tion technique. For this, the gradient formulas of the augmentedcost function (48) are needed. They are derived, although ratherinvolved, via variational formulae given in Chapter 12 of Teo et al.(1991).
Theorem 1. Consider Problem (QNe,g). Then, for each e, g, the
gradient of the augmented cost function Je,g with respect to r isgiven by
@Je,gðrÞ
@r¼
Z tf
0
@H0,e,g
@udt ð49Þ
where H0,e,g is the Hamiltonian function defined by
H0,e,g ¼L0ðt,xðtÞ,y1ðtÞ,. . .,ymðtÞ,uðtÞ,v1ðtÞ,. . .,vkðtÞÞ
þXNg
i ¼ 1
ZiLi,eðt,xðtÞÞþðkðtÞÞTf þXMi ¼ 1
L0ðtþdi,xðtþdiÞ,
z1,iðtÞ,. . .,zm,iðtÞ,uðtþdiÞ,w1,iðtÞ,. . .,wk,iðtÞÞeðtf�t�diÞ
þXMi ¼ 1
ðkiðtÞÞTf ieðtf�t�diÞ: ð50Þ
Here, the dependencies of r for all the functions appearing onthe right hand side of Eq. (50) are dropped for brevity. e(�) is theunit step function defined by
eð�Þ ¼0, to0
1, tZ0
(
xðtþdiÞ ¼ xðtþdi9rÞ, i¼ 1,. . .,M
uðtþdiÞ ¼ uðtþdi9rÞ, i¼ 1,. . .,M
zj,iðtÞ ¼ xðt�ajþdi9rÞ, j¼ 1,. . .,m; i¼ 1,. . .,M
wj,iðtÞ ¼ uðt�bjþdi9rÞ, j¼ 1,. . .,m; i¼ 1,. . .,M
f i ¼ ½f 1i,. . .,f ni�T ¼ f ðx
_
ðtþdiÞ,z1,iðtÞ,. . .,zm,iðtÞ,
uðtþdiÞ,w1,iðtÞ,. . .,wk,iðtÞÞ, i¼ 1,. . .,M
kðtÞ ¼ kðt9rÞ
kiðtÞ ¼ kðtþdi9rÞ, i¼ 1,. . .,M

Q.Q. Chai et al. / Control Engineering Practice 20 (2012) 618–628 625
and l(t) is the corresponding solution of the co-state systemdefined by
k�
ðtÞ ¼�@H0,e,g
@x
" #T
ð51Þ
with boundary conditions
kðtf Þ ¼@U0ðxðtf 9rÞÞ
@x
� �T
ð52Þ
kðtÞ ¼ 0 for t4tf ð53Þ
For the proof of the theorem, it is similar to that given inChapter 12 of Teo et al. (1991) and hence is omitted.
With the gradient formula given in Theorem 1, Problem (QNe,g),
for each e40 and Zi40, i¼1, y, Ng, can be solved using agradient-based optimization technique, such as the sequentialquadratic programming approximation method. Detailed proce-dure is given below.
Computational algorithm
Step 1: Set e¼0.01 and Zi¼102, i¼1, y, Ng.Step 2: Solve the state differential equations (39) with theinitial conditions (40) forward in time from t¼0 to t¼tf. Letthe solution obtained be denoted by xðd9rÞ.Step 3: Compute the value of the augmented cost functionJe,g(r) given by Eq. (48).Step 4: Solve the co-state system (51) backward in time fromt¼tf to t¼0 with the boundary condition (52) and (53), wherexðd9rÞ is from Step 2. Let the solution obtained be referred toas k d9r
� .
Step 5: Compute the gradient of the augmented cost functionJe,g(r) with respect to r according to Eq. (49).Step 6: Solve the approximate Problem (QN
e,g) using thesequential quadratic programming approximation scheme.Let the optimal solution obtained be denoted as rn
e,g.Step 7: Check the feasibility of the continuous state inequalityconstraints for all tA[0,tf]. If rn
e,g is feasible, go to Step 8;otherwise, set Zi:¼10�Zi and go to Step 2.
−15 −101.5
2
2.5
tim
leve
l (m
)
−15 −10−1.5
−1
−0.5
0
0.5
time
tem
pera
ture
(°C
)
x1 ,x29 x2 ,x30 x3 ,x31 x4 ,x32
Fig. 5. The variations of temperatures and
Step 8: Set e:¼e/10. If e4emin, go to Step 2, elsesuccessfully exist.
Remark 1. Problem (QNe,g) with e40 and Zi40 chosen as indi-
cated in Step 7 of the Algorithm above is an approximate problemof Problem (Q). Using arguments similar to those given in Teoet al. (1991), it can be shown that the approximate optimal costwill converge to the true optimal cost as N-N. In practice, wecould start with a small N and obtain the optimal control of thecorresponding Problem (QN
e,g). We then double the value of N andre-calculate the optimal control of the corresponding Problem(QN
e,g) with the previous optimal control taken as the initial guessfor the optimization process. We repeat this process until thereduction in the cost value is negligible. From extensive simula-tion studies, it is observed that N does not need to be very large,certainly the one used in our simulation study is more thansufficient. In fact, the approximation of the control by a piecewiseconstant function should also be followed in real application.Once the control is adjusted, it should be used for at least 5 minaccording to the operation manual of an alumina productionfactory in China. The switching times will affect the cost value butis insignificant. The main advantage of taking the switching timesas decision variables is that the number of switching times couldbe reduced for achieving the same cost value. However, the priceto pay is a significant increase in the computational cost.
6. Numerical simulations
6.1. Initialization
The values for the state and the control variables on theinterval [�15,0) are obtained from a real-life evaporation processof an alumina production factory in China. Specifically, the valuesof the levels and temperatures at the observed time points aremarked in Fig. 5. The temperatures are plotted with reference to97.7, 106.15, 116.1, 131.2, 105.6, 75, 54.5. The concentrations on
−5 0e (minute)
−5 0 (minute)
x5 ,x33 x6 ,x34 x7 ,x35
liquor levels at observed time points.

Q.Q. Chai et al. / Control Engineering Practice 20 (2012) 618–628626
the time interval [�15,0] are listed below.
½x8ðtÞ,. . .,x14ðtÞ�T ¼ ½74:58,73:2700,71:75,66:39,54:86,47:39,44:83�T
½x15ðtÞ,. . .,x21ðtÞ�T ¼ ½163:94,161:07,157:70,145:94,120:57,104:17,98:54�T
½x22ðtÞ,. . .,x28ðtÞ�T ¼ ½75:61,74:29,72:73,67:31,55:61,48:04,45:45�T
The initial control variables are:
cðtÞ ¼ ½g1ðtÞ,. . .,g9ðtÞ�T ¼ ½2:54,2:59,2:64,2:76,3:44,3:99,4:22,0:165,986:5�T,
tA ½�15,0Þ,
6.2. Numerical calculation
Consider Problem (P), i.e., the optimal control problem with itsdynamical system, initial condition, and the cost functiondescribed by System (S1), initial condition (IC) and Eq. (30),respectively. Clearly
L0ðt,xðtÞ,y1ðtÞ,. . .,ymðtÞ,uðtÞ,v1ðtÞ,. . .,vkðtÞÞ
¼u9ðtÞ
ðF0þF01Þr0�u1ðtÞð1045þ0:8x22ðtÞþ1:2x8ðtÞþx15ðtÞÞ
� �2
F0ðxðtf 9rÞÞ ¼X7
i ¼ 1
ðxi�xiðtf 9rÞÞ2
0 100 200 300 4001.5
2
2.5
time (minute)
leve
l h1 (
m)
0 100 200 300 4001.5
2
2.5
time (minute)
leve
l h3 (
m)
0 100 200 300 4001.5
2
2.5
time (minute)
leve
l h7 (
m) 2
0 100 200 300 4001.5
2
2.5
time (minute)
leve
l h5 (
m)
control used in the current practic
Fig. 6. Simulation results for feed concentration and liv
The augmented cost function is
Je,gðrÞ ¼F0ðxðtf 9rÞÞþZ tf
0L0þ
X16
i ¼ 1
ZiLi,eðt,xðt9rÞÞ
( )dt
The Hamiltonian function is
H0,e,g ¼L0þX16
i ¼ 1
ZiLi,eðt,xðt9rÞÞþðkðtÞÞT f þX2
i ¼ 1
ðkiðtÞÞT f ieðtF�t�tiÞ
Here, Li,eðt,xðt9rÞÞ, i¼1, y, 16, are defined by Eq. (47), in whichhi(t,x(t9r)) are:
hiðt,xðt9rÞÞ ¼ xiðt9rÞ� ~ai, i¼ 1,. . .,7
hiðt,xðt9rÞÞ ¼ ~bi�7�xi�7ðt9rÞ, i¼ 8,. . .,14
hiðt,xðt9rÞÞ ¼ x15ðt9rÞ� ~a i�7, i¼ 15
hiðt,xðt9rÞÞ ¼ ~bi�7�x15ðt9rÞ, i¼ 16
where ~a i,~bi, i¼1, y ,8 are given in (32) and (33). k¼
½l1,. . .,l35�TAR35 is the solution of the co-state system defined by
dkðtÞT
dt¼�
@fL0þP16
i ¼ 1 ZiLi,eðt,xðt9rÞÞg@x
�kðtÞT@f
@x
0 100 200 300 4001.5
2
2.5
time (minute)
leve
l h2 (
m)
0 100 200 300 4001.5
2
2.5
time (minute)
leve
l h4 (
m)
0 100 200 300 4001.5
2
2.5
time (minute)
leve
l h6 (
m)
0 100 200 300 400150
160
170
time (minute)
Con
cent
ratio
n C
1 (g/
L)
e optimal control MPC
e steam flow rate in the presence of disturbances.

Q.Q. Chai et al. / Control Engineering Practice 20 (2012) 618–628 627
�X2
j ¼ 1
ðkjðtÞÞT
@f j
@xeðtf�t�tjÞ
Using the algorithm described in Section 5, the gradientformula of the augmented cost function with respect to eachcomponent of the control parameter vector can be calculated asfollows:
@H0,e,g
@u1¼
2ðu9Þ2ð1045þ0:8x22ðtÞþ1:2x8ðtÞþx15ðtÞÞ
½ðF0þF01Þr0�u1ð1045þ0:8x22ðtÞþ1:2x8ðtÞþx15ðtÞÞ�3
þðkðtÞÞT@f
@u1þX2
j ¼ 1
ðkjðtÞÞT
@f j
@u1eðtf�t�tjÞ
@H0,e,g
@uk¼ ðkðtÞÞT
@f
@ukþX2
j ¼ 1
ðkjðtÞÞT
@f j
@ukeðtf�t�tjÞ, k¼ 2,. . .,8
@H0,e,g
@u9¼
2u9
½ðF0þF01Þr0�u1ð1045þ0:8x22ðtÞþ1:2x8ðtÞþx15ðtÞÞ�2
þðkðtÞÞT@f
@u9þX2
j ¼ 1
ðkjðtÞÞT
@f j
@u9eðtf�t�tjÞ
The partial derivatives of the functions H0,e,g, f, f 1, and f 2, withrespect to xi, i¼1, y, 35, are calculated using Maple software.Now the optimal control problem can be solved using thecomputational procedure given in Section 5, where the gradientsof Je,g(s) with respect to r are normalized at each iteration of theoptimization process.
6.3. Result and discussion
Simulation studies are performed using MATLAB on a compu-ter with Intel Core 2 Quad Q9400 processor, where the final timetf is taken as 480 min.
0 200 4002.2
2.4
2.6
2.8
time (minute)
flow
rate
F1 (m
3 /min
)
0 2002.2
2.4
2.6
2.8
time (m
flow
rate
F2 (m
3 /min
)
0 200 400
2.6
2.8
3
time (minute)
flow
rate
F4 (m
3 /min
)
0 2003
3.2
3.4
3.6
time (
flow
rate
F5 (m
3 /min
)
0 200 4003.5
4
4.5
time (minute)
flow
rate
F7 (m
3 /min
)
0 200
600800
10001200
time (m
flow
rate
v0 (k
g/m
in)
control used in the current pract
Fig. 7. The optimal control of
The optimal control problem is solved with the penalty factorschosen as: Zi¼103, for i¼1,2,3 and i¼8,9,10; Zi¼107, fori¼4, y, 7 and i¼11, y, 14; and Zi¼105, for i¼15,16. Accordingto Remark 1 in Section 5, we choose N¼80, which means that thecontrol is allowed to switch its value at every 6 min. Furthermore,the desired solution levels xi, i¼1, y, 7, are chosen as 1.73, 2.25,2.22, 2.14, 1.98, 2.03, and 1.98, respectively.
The disturbances that commonly affect the evaporation pro-cess are: disturbances due to the changes of the concentrations offeed; and the disturbances on the flow rate of the live steam. Wenow consider the same optimal control problem under theoptimal control obtained. However, we assume that the feedconcentration and the flow rate of the live steam are perturbed bya Gaussian noise with standard deviation of 75%.
For comparison, we shall use the model predictive control(MPC) to construct the controller for the problem considered,where the objective function for MPC is given by
JM ¼ 100XMk ¼ 1
u9ðkÞ
½ðF0þF01Þr0�u1ðkÞð1045þ0:8x22ðkÞþ1:2x8ðkÞþx15ðkÞÞ�
� �2
þ10XP
k ¼ 1
ðx15ðkÞ�xref Þ2þXMk ¼ 1
DuTk RDuk
The states and the controls are required to satisfy constraints(36)–(38). The sampling time is 0.1 h, M¼1 h, P¼1.25 h, andR¼diag[1,1,1,1,1,1,1,0.1,1]. xref is the reference trajectory, which istaken as 162.5—the concentration of the sodium hydroxideachieved by the optimal control at the end of the simulation time.
Consider the problem with disturbance as described above.Fig. 6 shows the results for this problem under the optimalcontrol, the level controller used in the current practice, and theMPC. These controls are depicted in Fig. 7. It takes about 3 h toaccomplish the optimal control calculation. The computationaltime of MPC is over 5 times longer when compared with the
400inute)
0 200 4002.2
2.4
2.6
2.8
time (minute)
flow
rate
F3 (m
3 /min
)
400minute)
0 200 4003.5
4
4.5
time (minute)
flow
rate
F6 (m
3 /min
)
0 200 400
0.2
0.4
0.6
0.8
time (minute)
flow
rate
F01
(m3 /m
in)
400inute)
ice optimal control MPC
the evaporation process.

Q.Q. Chai et al. / Control Engineering Practice 20 (2012) 618–628628
optimal control method proposed in this paper. Detailed compar-isons between the results obtained by MPC, the level controllerand those obtained by the optimal control method are as follows.
The energy usage value (the mass units of live steam used forevaporating one mass unit of water) obtained by the proposedoptimal control is 0.368. With disturbances, the energy usage is0.369. The energy usage obtained by the MPC controller is 0.371.It is 0.38 under the level controller used in current actualoperation.
Figs. 6(a)–(g) show the changes of the solution levels. Althoughthe solution levels touch the permitted bounds at certain timepoints, both the optimal control and the MPC drive the solutionlevels towards inside of the permitted ranges as the simulationtime increases. The results obtained by the optimal control havemuch less oscillations in the solution levels when compared withthose obtained using the level controller in the current practice.
In Fig. 6(h), the plot of the product concentrations shows thatthe solution concentration is above 160 g/L and below 170 g/Lduring the whole time horizon. It means that the optimal controlachieves disturbance rejection while maintaining the quality ofproduct concentrations when disturbances occur in the feedconcentration and live steam. Furthermore, we can see that onlyslight fluctuation in the concentration of the final product isobserved after 250 min. The concentration obtained using theMPC takes more than 8 h to approach the desired value.
The live steam flow rate is as shown in Fig. 7(h). Using theoptimal control, the total live steam consumption is 466.96 T.Under disturbances, it is 468.50 T. On the other hand, using thelevel controller in the current practice, the total live steamconsumption is 481.76 T. Using MPC, the live steam consumptionis 471.5 T. This represents a significant reduction of live steamconsumption is achieved using the optimal control, even in thepresence of disturbances. The two main reasons are: (i) theoptimal control improves the performance of the flash evaporator,and (ii) the live steam consumption and the final concentrationare involved in the objective function which is being minimized.Thus, unnecessary live steam usage is reduced while achievingthe quality of the final product concentration.
As shown in Fig. 7, the changes of all the variables of theoptimal control and MPC vary strictly inside their bounds. This isdue to the imposed continuous inequality constraints on thelevers. It is useful feature in practice, as there are rooms foradjusting the pumps or valves with dead-zone of the aluminaevaporation process. The variations of the optimal control vari-ables are much less when compared with those of the MPC.
7. Conclusions
Based on the mass and energy balance principles, and experi-ment data collected from the field, a time-delayed dynamic modelfor the alumina evaporation process was constructed. The pro-blem of achieving the required quality of lye product withminimum steam consumption is formulated as a time-delayedoptimal control problem subject to continuous state and controlinequality constraints. An efficient numerical algorithm is devel-oped based on the control parameterization technique for solvingthis constrained time-delayed optimal problem. Simulation studyshowed that the results obtained by the optimal control aresuperior to those obtained by the level controller used in thecurrent practice and the MPC.
Acknowledgment
The research is supported by the China Scholarship Council, anARC Discovery Grant from the Australian Research Council, theGrant 61025015 from National Science Fund for DistinguishedYoung Scholars, the Grant 61174133 from National NaturalScience Foundation of China, and the Grant 09JJ3122 from NaturalScience Foundation of Hunan Province of China.
References
Chen, Z. K., & Chen, H. W. (2004). New research on burden calculation for raw mixslurry in production of alumina with sintering process. World Nonferrous
Metals, 41–45.Elhaq, S. L., Giri, F., & Unbehauen, H. (1999). Modelling identification and control of
sugar evaporation theoretical design and experimental evaluation. Control
Engineering Practice, 7(8), 931–942.Hartley, D. E., & Murgatroyd, W. (1964). Criteria for the break-up of thin liquid
layers flowing isothermally over solid surfaces. International Journal of Heat
and Mass Transfer, 7(9), 1003–1015.Kam, K. M., & Tade, M. O. (1999). Nonlinear control of a simulated industrial
evaporation system using a feedback linearization technique with a state
observer. Industrial & Engineering Chemistry Research, 38(8), 2995–3006.Kropholler, H., & Spikins, D. (1965). Principles of control for chemical engineers.
Chemical Process Engineering, 3, 558–567.Loxton, R. C., Teo, K. L., & Rehbock, V. (2008). Optimal control problems with
multiple characteristic time points in the objective and constraints. Automa-
tica, 44(11), 2923–2929.Miranda, V., & Simpson, R. (2005). Modelling and simulation of an industrial
multiple effect evaporator: tomato concentrate. Journal of Food Engineering,66(2), 203–210.
Qin, S. J., & Badgwell, T. A. (2003). A survey of industrial model predictive controltechnology. Control Engineering Practice, 11(7), 733–764.
Rangaiah, G. P., Saha, P., & Tade, M. O. (2002). Nonlinear model predictive controlof an industrial four-stage evaporator system via simulation. Chemical Engi-
neering Journal, 87(3), 285–299.Runyon, C. H., Rumsey, T. R., & McCarthy, K. L. (1991). Dynamic simulation of a
nonlinear model of a double effect evaporator. Journal of Food Engineering,
14(3), 185–201.Russell, N. T., Bakker, H. H. C., & Chaplin, R. L. (2000). A comparison of dynamic
models for an evaporation process. Chemical Engineering Research and Design,78(8), 1120–1128.
Sonntag, C., Su, W. J., Stursberg, O., & Engell, S. (2008). Optimized start-up controlof an industrial-scale evaporation system with hybrid dynamics. Control
Engineering Practice, 16(8), 976–990.Teo, K. L., Goh, C. J., & Wong, K. H. (1991). A unified computational approach to
optimal control problems. New York: Longman Scientific and Technical.To, L. C., Tade, M. O., Kraetzl, M., & Le Page, G. P. (1995). Nonlinear control of a
simulated industrial evaporation process. Journal of Process Control, 5(3),
173–182.To, L. C., Tade, M. O., & Le Page, G. P. (1998). Implementation of a differerntial
geometric nonlinear controller on an industrial evaporator system. Control
Engineering Practice, 6, 1309–1319.Wang, L. Y., Gui, W. H., Teo, K. L., Loxton, R. C., & Yang, C. H. (2009). Time delayed
optimal control problems with multiple characteristic time points: computa-tion and industrial applications. Journal of Industrial and Management Optimi-
zation, 5(4), 705–718.Winchester, J. A., & Marsh, C. (1999). Dynamic and control of falling film
evaporators with mechnical vapour recompression. Chemical Engineering
Research and Design, 77(5), 357–371.Wong, K. H., Jennings, L. S., & Benyah, F. (2001). Control parametrization method
for free planning time optimal control problems with time-delayed argu-ments. Nonlinear Analysis, 47(8), 5679–5689.
Zavala, V. M., & Biegler, L. T. (2009). The advanced-step NMPC controller:Optimality, stability and robustness. Automatica, 45(1), 86–93.
Zdravkovic, A., & Marsenic, N. (1992). Multiple effect evaporation station simula-tion and control. In IASETD conference ROC&RA. pp. 98–102.
Zdravkovic, A., Turajlic, S., & Marsenic, N. (1994). Fuzzy PI control algorithm for themultiple effect evaporation station. In Proceedings of the third IEEE conference
on control applications, Glasgow, UK. pp. 677–682.