Embed Size (px)
Citation preview

4. KAYNAKLI BİRLEŞİMLER
Aynı veya benzer alaşımlı metallerin ısı etkisi altında birleştirilmesine kaynak denir. Bu birleştirme sırasında, bazı kaynak yöntemlerinde aynı veya benzer alaşımlı ilave bir metal (kaynak teli, kaynak elektrodu) kullanılır, bazılarında ise ilave metal kullanılmaz. Kaynaklama işlemi sırasında uygulanan teknik bakımından çeşitli kaynaklama yöntemleri bulunmaktadır.
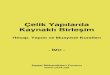
Kaynak işleminin bulona göre bazı avantajları vardır. Kaynaklı bir birleşim genellikle daha basit bir şekle sahiptir ve delik açılmasına gerek duyulmaz (bazı durumlarda kaynak işleminin gerçekleştirilmesi için parçaların sabitlenmesi açısından montaj delikleri ve bulonları kullanmak gerekebilir). Bulon kullanılarak karmaşık bir biçimde gerçekleştirilen bir bağlantı kaynak kullanıldığında basit bir şekilde oluşturulabilir. Aradaki fark Şekil 4.1’de verilen dolu gövdeli yapma kirişte görülebilir. Şekilde verilen kirişte başlık levhalarını gövde levhasına bağlamak için korniyerler kullanılmıştır. Şekildeki gibi başlık levhasının kullanılması durumunda bağlantı daha da karışık bir hal almaktadır. Aynı bağlantı kaynak kullanılarak basit bir biçimde oluşturulmuştur. Kaynağın bulona göre dezavantıjı ise kaynak yapımı için kalifiye çalışanlara ihtiyaç vardır ve kaynak muayenesi zor ve pahalı olabilmektedir.
Şekil 4.1: Bağlantının bulonlu ve kaynaklı teşkil edilmesi durumu
Kaliteli kaynak atölyeler gibi kontrollü ortamlarda daha rahat oluşturulabilmektedir. Bir birleşimde kaynak ve bulon beraber bulunuyorsa kaynak atölyede bulon ise şantiyede yapılabilir. Şekil 4.2'deki kolon kiriş birleşimi tek levha kullanılarak gerçekleştirilmiştir. Levha, kolon başlığına atölyede kaynaklanarak şantiyeye getirilmiştir. Şantiyede de bulonlarla levha ile kiriş gövdesinin bağlantısı yapılmıştır.
Şekil 4.2: Kaynak ve bulon kullanılan kolon - kiriş bağlantısı
Kaynaklama için, metaller ya ergime derecesine kadar ısıtılıp sıvı kıvamına getirilir veya kızıl dereceye kadar ısıtılıp plastik kıvama getirilir. Buna göre, başlıca iki kaynak grubu vardır:
1. Ergitme kaynakları 2. Basınç kaynakları
Normal çelik yapılarda genellikle ergitme kaynağından yararlanıldığından bu kaynak türü notlarda ele alınacaktır.
4.1 Ergitme Kaynakları
Esas metal olarak adlandırılan parçaların kaynaklanacak kısımları ve kaynak metali olarak adlandırılan ilave alaşım (kaynak teli, kaynak elektrodu) erime derecesine (3000oC - 6000oC) kadar ısıtılır ve üç parçanın kaynaşması sağlanır. Bu bölgenin soğuması ile birleşim sağlanmış olur. Kaynak için kullanılan kaynak metali de çelik alaşımdan oluşur ve dayanımı birleştirilen parçaların dayanımına eşit veya daha yüksektir (ÇYY: Kaynak malzemesinin karakteristik akma gerilmesi ve çekme dayanımı, kopmaya karşı gelen uzama oranı ve minimum çentik tokluğu değerleri, esas metal malzemesinin benzer değerlerinden daha az olmayacaktır).
Isı kaynağı olarak elektrik enerjisi ve gaz alevi kullanılır. Buna göre ergitme kaynakları iki gruba ayrılır:
1. Elektrik arkı kaynakları 2. Gaz kaynağı
Sunum-4_v4 1/22

4.1.1 Elektrik Arkı Kaynakları: Eritme ısısı için elektrik arkından yararlanılır. Elektrik arkı ile kaynak için elektrod veya kaynak teli, elektrod maşası, kaynak makinesi, kablo ve bağlantı maşası gibi bileşenler kullanılır.
Yaygın şekilde kullanılan dört tür elektrik arkı kaynak yöntemi vardır. Bunların bir kısmı sadece atölye koşullarında uygulanabilirken, diğerleri ise hem atölye hem de şantiye koşullarında uygulanabilir. Bu kaynak yöntemleri şöyle sıralanabilir:
Standart Elektrik Arkı Kaynağı (Elektrod Kaynağı) Özlü Elektrodlu Elektrik Arkı Kaynağı Gazaltı Elektrik Arkı Kaynağı Tozaltı Elektrik Arkı Kaynağı
Çelik yapılarda yük aktaran kaynaklı birleşimlerde hep elektrik kaynağından yararlanılır. Elektrik arkı kaynaklarından en pratik ve en çok kullanılanı elektrod kaynağıdır.
4.1.1.1 Standart elektrik arkı kaynağı (elektrod kaynağı): Elektrod, maşa ve bir kablo ile kaynak makinesinin (-) kutbuna bağlıdır. Kaynaklanacak parçalar da bağlantı maşası ve bir kablo ile kaynak makinesinin (+) kutbuna bağlıdır. Elektrodun ucu kaynaklanacak bölgeye yaklaştırılınca, elektrodun ucu ile kaynaklanacak parçalar arasında bir elektrik arkı meydana gelir. Arkın doğurduğu yüksek ısı (~ 4000°C) etkisiyle gerek parçaların kenarları, gerekse elektrodun ucu ergime durumuna gelir. Elektrodun ucunda oluşan metal damlaları, yer çekimi ve (-) kutupdan (+) kutupa doğru meydana gelen elektron akımı etkisiyle, parçaların arasındaki kaynak derzini doldurur. Bu suretle, parçaların arasındaki derzde kaynak dikişi (kaynak kordonu) denen ve parçaların birleşimini sağlayan kısım oluşmuş olur, Şekil 4.3. Kaynak dikişinin çekilmesi sırasında, elektrik arkının ultraviyole ışınları gözler için çok zararlı olduğundan, etrafa sıçrayan kızgın serpintilerin de yakıcı etkisi bulunduğundan kaynakçının yüzünün siyah camlı kaynakçı maskesiyle korunması gerekir.
Elektrik akımında voltaj, ortalama (20 - 30 V), şiddet ise (140 - 200 A) dir. Bu akımı sağlayan donanımlar, kaynak jeneratörleri, redresörleri ve transformatörleri olmak üzere üç türlüdür. Kaynağın yapımında yararlanılan bir diğer yardımcı eleman da elektroddur. Elektrod, kaynaklanan elemanların malzemesine benzer alaşımlı metalden yapılmış, (2 ~ 8) mm çaplı ve (30 - 45) cm boyunda silindirik çubuklardır. Elektrod çubuğunun üzeri bir sıva tabakasıyla kaplanmışsa sıvalı elektrod adını alır, böyle bir tabaka yoksa çıplak elektrod söz konusudur. Çıplak elektrodların üstleri genellikle bakır (Cu) veya nikel (Ni) ile kaplıdır. Kaynak çekilmesi sırasında, kaynak bölgesi havadan oksijen ve azot kaptığından ve çabuk soğuma meydana geldiğinden, çekilecek kaynak dikişinin kalitesi ve mukavemeti düşük olur. Çıplak elektrodlar önemsiz tesbit dikişleri için kullanılabilir. Kuvvet aktaran kaynak dikişlerinin çekilmesinde çıplak elektrod kullanılmamalıdır.
Kaynak yapımı iki türlü gerçekleştirilir. Elle yapılan manüel kaynak’tır ve çelik yapılardaki bu kaynakta muhakkak sıvalı elektrod kullanılır. Makinayla gerçekleştirilen ise otomatik kaynak ismini alır, bu yöntemde çıplak elektrodlardan yararlanılır.
Şekil 4.3: Standart elektrod kaynağı (ergitme kaynağı) gösterimi ve oluşturulan köşe kaynak
Sıvalı elektrodlarda kullanılan sıva tabakası kaynak dikişinde, bünyenin homojen olmasını sağlar, soğumayı geciktirerek ilave gerilmeler doğmasına engel olur, mekanik özellikleri arttırır ve düzgün yapımı kolaylaştırır. Sıva tabakasını oluşturan maddeler, sıvalı elektrodların türünü de belirler. (titandioksit veya rutil, asit, bazik, oksit, selülozik ve özel) tip diye adlandırılan 6 tür elektrod vardır.
Sıvalı elektrodlar ince sıvalı ve kalın sıvalı elektrodlar olmak üzere iki türlüdür. İnce sıvalı elektrodlarda sıva tabakasının kalınlığı elektrod çapının %20 si kadardır. Bu elektrodlar, değişken zorlamaya ve çarpma etkilerine maruz kaynak dikişlerinde kullanılmamalıdır. Kalın sıvalı elektrodlarda ise sıva tabakasının kalınlığı elektrod çapının %20 - %75 i kadar olur. Çelik yapılar için en elverişli olan elektrodlar bunlardır.
Sunum-4_v4 2/22

El ile kaynak dikişi çekilmesinde (elektrod kaynağı) dikiş elektrod ucunu üniform ve zigzag olarak hareket ettirmek suretiyle çekilir. Kalınlığı 6mm olan dikişler bir seferde çekilebilir. Daha kalın dikişler daha fazla sayıda çekişle çekilir. Örneğin, Şekil 4.4’te enkesiti verilen kalın kaynak dikişinin 1, 2, … , 9 kısımları çekildikten sonra, kök kısmı diğer taraftan kaynaklanır.
Şekil 4.4: Kalın kaynak dikişinde kaynak dikişlerinin çekilme sırası
Otomatik kaynakta çıplak elektrod kullanıldığından burada, sıva tabakasının gerçekleştirdiği yararları, ya bir toz tabakası (tozaltı kaynağı) yada bir püskürtme gaz (gazaltı kaynağı) yerine getirir.
4.1.1.2 Özlü elektrodlu elektrik arkı kaynağı: Özlü teller sıvalı elektrodların tersyüz edilmiş şeklidir. Yani elektrodların dış kısmında yer alan sıva tabakası maddesi, bunlarda kaynak telinin çekirdeğinde, başka bir ifadeyle kesidin merkezinde yer alır. Bu kaynak işleminin iki çeşidi vardır:
1. Ek koruyucu gaz gerektirmeyen işlemler: Bunlarda kullanılan sıva malzemesi, soğurken kaynağın okside olmasına mani olur, Şekil 4.5.
2. Ek koruyucu gaz gerektiren işlemler: Bunlar kaynak telinin özünde yer alan sıva maddesine ilaveten koruyucu gaz (CO2) gerektirirler, Şekil 4.6.
Şekil 4.5: Ek koruyucu gaz gerektirmeyen özlü elektrodlu elektrik arkı kaynağı
Şekil 4.6: Ek koruyucu gaz gerektiren özlü elektrodlu elektrik arkı kaynağı
Bunlardan sadece ilki şantiye uygulamaları için kullanılabilir. Özlü tellerle yapılan bu kaynak türleri özellikle çok katlı çelik yapıların birleşimlerinde kullanılırlar ve yüksek kaynak nüfuziyeti sağlarlar.
4.1.1.3 Gazaltı elektrik arkı kaynağı: Bu kaynaklama yönteminde elektrod, dolu kesitli bir kaynak telidir. Koruyucu gaz olarak argon, helyum, CO2 veya bu gazların konbinasyonları kullanılır, Şekil 4.7. Bu kaynak sonunda gayet düzgün ve yüksek nüfuziyetli kaynak
Sunum-4_v4 3/22

dikişleri elde edilir. Ancak atölye koşullarında uygulanabilir, şantiye koşullarına uygun değildir. Bu kaynak yöntemi, daha çok temiz malzemenin kaynaklanmasına uygundur. Sıcak hadde ürünlerine uygulanacağı zaman bu malzemenin kumlanarak temizlenmesinde yarar vardır.
Şekil 4.7: Gazaltı elektrik arkı kaynağı
4.1.1.4 Tozaltı elektrik arkı kaynağı: Sabit veya geçici atölyelerde imal edilen yapı ve köprü sistemlerinin kaynağı, bu kaynak yöntemi ile tam otomatik olarak yapılır, Şekil 4.8. Bu yöntemde kaynak tozu, elektroddan önce kaynak derzine yerleştirilir. Bu şekilde oluşan ark kaynağı tozu içine gömülü kalır. Bu kaynak yöntemi özellikle uzun kaynak uygulmaları için uygundur (90 cm veya daha uzun). Bu yöntem, ince ve kalın et kalınlıklı çelik profiller için kullanılabilir ve yüksek kaliteli köşe, kısmi ve tam nüfuziyetli küt kaynak işlemine uygundur. Ancak yöntem, yatay kaynak pozisyonları için uygulanabilir (aksi halde toz yerinde durmaz düşer).
Şekil 4.8: Tozaltı elektrik arkı kaynağı
4.1.2 Gaz Kaynağı: Yüksek ısı gaz aleviyle sağlanır. Gaz alevi, şalümo denen bir aletin ucunda yakılır. Şalümoya bir lastik boru ile yanıcı gaz, diğer bir lastik boru ile de oksijen tüpünden oksijen gelir. Bu gazlar karışmış olarak şalümo ucundan çıkar ve yaklaşık 3000°C ısı sağlayan bir alev meydana gelir, Şekil 4.9. Bu metodla çekilen kaynak dikişlerinin mukavemeti düşük olacağından normal çelik yapılarda, kuvvet aktaran dikişler için bu metod kullanılmaz. Ancak önemsiz tesbit dikişlerinde kullanılabilir yada sadece kesme işlemlerinde kullanılır.
Sunum-4_v4 4/22

Şekil 4.9: Gaz kaynağı (otojen kaynak)
4.2 Basınç Kaynakları
Bu kaynak yöntemlerinde, parçaların birbirine kaynaklanacak kısımları kızıl dereceye (plastik kıvama) kadar ısıtılıp, basınç veya darbe uygulanmak suretiyle birleşim sağlanır. Hafif çelik yapılarda kullanılan "elektrik direnç kaynağı", çelik yapılarda kullanılan yegane basınç kaynağı metodudur. Elektrik direnç kaynağı nokta kaynağı ve kordon kaynağı şeklinde olur.
Nokta (punkta) kaynağı yapmak için, ince levha kısımlar özel kaynak makinesinin silindirik ve uçları kesik koni şeklinde olan bakır elektrodları arasına getirilir, Şekil 4.10. Elektrodlardan geçirilen elektrik akımının karşılaştığı direnç sonucu, elektrod uçları arasında kalan levha kısımları kızıl dereceye kadar ısındıktan sonra, elektrodlar aracılığıyla basınç kuvveti uygulanır. Böylece levhalar küçük bir dairesel bölgede birbirlerine kaynaklanmış olur. Bu şekilde, muntazam aralıklarla yapılan nokta kaynakları parçaların birleşimini sağlar. Nokta kaynağıyla birleştirilen parça sayısı üçten fazla olamaz. Kaynak yapılmadan önce parçaların birleşim yüzeyleri pas ve kirden temizlenmiş olmalıdır.
Şekil 4.10: Nokta kaynak
Kordon kaynağında bakır çubuk elektrodların yerine tekerlek şeklinde elektrodlar kullanılır. Kaynaklanacak ince levhalar üst üste konulduktan sonra iki elektrod arasında sabit hızla geçirilir. Böylece levhalar çizgi şeklinde bir kaynak kordonuyla birbirine bağlanmış olur.
4.3 Kaynak Türleri
Yapısal sistemlerde kullanılan kaynaklar yük taşıma mekanizması ve uygulama şekilleri bakımından genel olarak üç ana gruba ayrılmaktadır. Bu kaynaklar bir birleşim içerisinde birlikte de kullanılabilir. Bu durumda her biri için ayrı hesap yapılır. Kaynaklar ile ilgili teknik şartlar TS EN 1090-2 (2008) şartnamesinde verilmiştir.
Küt kaynaklar Köşe kaynaklar Dairesel ve oval dolgu kaynaklar
Küt kaynaklar genellikle aynı düzlemde bulunan iki elemanı birleştiren kaynaklardır. Ancak, iki farklı düzlemde bulunan elemanlarda da küt kaynak uygulaması yapılabilir (bkz. Şekil 4.11).
Şekil 4.11: Küt kaynak dikişleri
Sunum-4_v4 5/22

İki çelik eleman arasındaki açı 60o -120o olacak şekilde birleştirilen kaynaklar köşe kaynak olarak isimlendirilir. İki eleman arasındaki açı 60o den küçük olursa kaynaklar kısmi penetrasyonlu (nüfuziyetli) küt kaynak olarak değerlendirilir (bkz. Şekil 4.12).
Şekil 4.12: Köşe kaynak dikişleri
Dairesel ve oval dolgu kaynaklar; birleşim elemanlarında bırakılan dairesel veya oval deliklere dolgu yapmak suretiyle birleşim sağlayan kaynaklardır. Bu tür kaynakların kullanımı kısıtlıdır. Bindirmeli birleşimlerde ve çok parçalı yapma elemanların birleşimlerinde parçaların ayrılmasını ve burkulmasını önlemek amacıyla kullanılabilir. Ayrıca mevcut kenar uzunluğundan daha fazla miktarda kaynak gerektiğinde kullanılırlar. Yapımında birleştirilecek parçalardan bir tanesinde dairesel yada oval bir delik açılır ve bu delik kaynak metali ile doldurulur (bkz. Şekil 4.13).
Şekil 4.13: Dairesel ve oval dolgu kaynak
Bu kaynaklarla ilgili uygulama örnekleri Şekil 4.14’te verilmiştir.
Şekil 4.14: Kaynak uygulamaları
4.4 Küt Kaynak Hesabı
Küt kaynaklar levha kalınlıklarına bağlı olarak çeşitli şekillerde yapılmakta ve kaynağın birleştirilen elemanlara nüfuziyetine bağlı olarak ikiye ayrılmaktadır.
Tam penetrasyonlu küt kaynak : Elemanlar tüm kalınlık boyunca bağlanır Kısmi penetrasyonlu küt kaynak : Elemanların kalınlığının belirli bir kısmı bağlanır
Tam penetrasyonlu küt kaynaklar, ilgili şartname kurallarına uygun yapıldığında dayanımları esas metallerden fazla olduğu için hesapla doğrulanmasına gerek yoktur. Ancak esas metalde gerekli kontroller yapılmalıdır. Kısmi penetrasyonlu küt kaynakların ise hesapla doğrulanması gerekmektedir.
Sunum-4_v4 6/22

Şekil 4.15: Tam ve kısmi penetrasyonlu küt kaynaklar
Küt kaynak için esas metallerde kaynak ağzı adı verilen hazırlık yapılır. Kaynak ağzı olarak hazırlanan şekiller küt kaynak tipini (adını) belirler. Yaygın bazı küt kaynak tipleri Şekil 5.16'da gösterilmiştir.
Şekil 4.16: Küt kaynak çeşitleri ve projede gösterilimleri
4.4.1 Küt Kaynakta Etkin Kalınlık, Uzunluk ve Alan: Küt kaynakların etkin alanı, kaynak uzunluğu ile etkin kaynak kalınlığının çarpımı olarak dikkate alınacaktır.
• Tam penetrasyonlu küt kaynakların etkin kalınlığı, birleşen parçalardan ince olanının kalınlığına eşit alınacaktır (bkz. Şekil 4.17).
• Kısmi penetrasyonlu kül kaynakların etkin kalınlıkları, kaynak konumuna ve kaynak ağzının tipine göre Tablo 4.1 kullanılarak belirlenir. Buna göre, (Etkin kaynak kalınlığı = kaynak ağzı derinliği) veya (Etkin kaynak kalınlığı = kaynak ağzı derinliği - 3mm) olmak üzere iki şekilde belirlenmektedir. Kalınlıklar Tablo 4.2’de verilen değerlerden az olamaz. Eğrisel yüzeyli elemanların küt kaynakları için kalınlık ÇYY’de verilen özel kurallar ile belirlenir (bkz. Şekil 4.18).
Şekil 4.17: Tam penetrasyonlu küt kaynak dikişi kalınlığı a
Tablo 4.1: Kısmi penetrasyonlu küt kaynakların etkin kalınlıkları
Sunum-4_v4 7/22

Tablo 4.2: Kısmi penetrasyonlu küt kaynakların minimum etkin kalınlıkları
Şekil 4.18: Enkesiti eğrisel kenarlı küt kaynaklar
Küt kaynakta kaynak uzunluğu eL , uygulanan kaynağın uzunluğuna eşittir (bkz. Şekil 4.19).
Şekil 4.19: Küt kaynakta etkin uzunluk
4.5 Köşe Kaynak Hesabı
Köşe kaynaklar genellikle kaynak ağzı hazırlığı yapılmadan uygulanır. Şekil 4.20’de gösterildiği gibi iki taraftan veya tek taraftan kaynak yapılabilir. Köşe kaynak üçgen sembolü ile gösterilir.
Şekil 4.20: Köşe kaynak dikişi
Proje çizimlerinde köşe kaynak dikişlerinin gösterimleri Şekil 4.21’de gösterilmiştir. Yatay bir referans çizgisi vardır. Bu çizginin altında ve/veya üstünde kaynak kalınlığı ve uzunluğu hakkında bilgi verilir. Ucunda ok bulunan eğimli çizgi kaynağı gösterir. Köşe kaynağın simgesi düşey kenarı solda bulunan dik üçgendir. Üçgen referans çizgisinin altında yer alıyorsa köşe kaynak eğimli okun gösterdiği tarafta çekilecek anlamına gelir. Üzerinde yer alıyorsa karşı tarafta, hem üzerinde hem altında yer alıyorsa iki tarafta da köşe kaynak dikişi çekilecek anlamına gelir. Referans çizgisindeki numaralar soldan sağa doğru sırasıyla kaynak dikişi kalınlığını ve kaynak dikişi uzunluğunu gösterir (NOT: Şekil 4.21 yabancı bir kitaptan alındığı için rakamlar inch cinsinden gösterilmiştir. Ülkemizde metrik sistem uygulandığı için rakamlar mm boyutunda girilecektir). Çizgilerin kesişim noktasındaki halka birleşimin çepeçevre kaynaklanacağı anlamına gelmektedir. Ek bilgi verilmek istendiğinde referans çizgsinin soluna bir kuyruk konulur ve kuyruğun soluna ek bilgiler girilir (Şekilde “E70” ek bilgisi girilmiş. E harfi elektrod kullanılan kaynağı tanımlamakta, 70 rakamı ise ksi biriminde kaynağın çekme gerilmesi dayanımını göstermekte). Çizgilerin kesişim noktasındaki bayrak ise kaynağın şantiyede çekileceği anlamına gelmektedir.
4.5.1 Köşe Kaynakta Etkin Kalınlık, Uzunluk ve Alan: Köşe kaynağında etkin kalınlık a, kaynak enkesitlerinin içine çizildiği düşünülen ikizkenar üçgenin yüksekliği olarak tanımlanır.
Buna göre Şekil 4.22’de verilen kaynak dikişlerinde 0.7072
ba b bağıntısı vardır.
Sunum-4_v4 8/22

Şekil 4.21: Proje çizimlerinde köşe kaynak dikişi gösterimi
Şekil 4.22: Köşe kaynak dikişi kalınlığı a
Köşe kaynakların minimum kalınlıkları Tablo 4.3'te verilen koşulları sağlamalıdır.
Tablo 4.3: Köşe kaynaklarının minimum kalınlıkları
Kaynaklanan elemanın kenar kalınlığı t, olmak üzere (bkz. Şekil 4.23) köşe kaynakların maksimum kalınlığı için aşağıdaki koşullar gözönüne alınacaktır.
• Kaynaklanan elemanın kenar kalınlığı 6mm veya daha ince ise 0.7 t kalınlığından büyük olamaz.
• Kaynaklanan elemanın kenar kalınlığı 6mm den daha kalın ise, öngörülen kaynak kalınlığının sağlanabilmesi amacıyla,
0.7 2mmt şeklinde belirlenecektir.
Şekil 4.23: amax hesabı
Köşe kaynak etkin uzunluğu eL , uygulanan kaynak uzunluğundan kaynak başlangıç ve bitiş noktalarının her biri için kaynak kalınlığı
a, kadar uzunlukta krater kaybı çıkarılarak hesaplanır. Ayrıca uygulanan uzunluğa bağlı olarak değişim gösterir.
Şekil 4.24: Kaynak dikişinin başlangıç ve bitişindeki zayıf bölgeler
Uygulanan kaynak uzunluğu 2
150 ise
150 400 ise , 1.2 0.0014 / 1.0
400 ise 250
e
e
e
L a
L a L L
a L a L L L a
a L L a
(4.1)
Sunum-4_v4 9/22

L Kaynak uzunluğu eL Etkin kaynak uzunluğu
a Etkin kaynak kalınlığı (kaynak enkesiti içine çizilebilen ikizkenar üçgenin yüksekliği) Azaltma katsayısı
Köşe kaynakların minimum etkin uzunluğu, kaynak kalınlığının 6 katından veya 40mm den az olamaz. Bu koşulun sağlanamadığı durumda, kaynağın etkin kalınlığı, kaynak uzunluğunun 1/6 sı olarak gözönüne alınacaktır.
Köşe kaynakların uygulaması ile ilgili bazı konstrüktif kurallar bulunmaktadır. Bunların bir kısmı Şekil 4.25’te verilmiştir. Lamadan teşkil edilen bir çelik çekme elemanın uç birleşiminde sadece boyuna doğrultuda köşe kaynaklar kullanılması halinde, bu kaynakların her birinin uzunluğu kaynaklar arası dik uzaklıktan daha küçük olamaz. Çekme kuvveti etkisindeki bir eleman üzerine bağlanan başka bir elemanın uç birleşimi için kullanılacak köşe kaynaklar, çekme etkisindeki eleman kenarından kaynak kalınlığının en az 1.5 katı kadar geride sonlandırılacaktır. Mafsallı bağlantıların teşkilinde kullanılan elemanların, uç dönüşleri yapılarak uygulanan köşe kaynaklarının dönüş uzunlukları, kaynak kalınlığının 5 katını ve kenar uzunluğun yarısını aşamaz. Aynı düzlemin farklı yüzeylerine uygulanan köşe kaynaklar birbirleriyle birleştirilmeyecek şekilde eleman köşe bölgelerinde sonlandırılmalıdır.
Şekil 4.25: Köşe kaynak dikişlerinde uyulması gerekli konstrüktif kurallar
Bindirmeli birleşimlerde, bindirme uzunluğu, birleşen elemanların ince olanının kalınlığının 5 katından ve 25 mm'den küçük olamaz. Sadece enine doğrultuda (kuvvet eksenine dik) köşe kaynakların kullanılacağı eksenel çekme kuvveti etkisindeki levhaların ve lamaların bindirmeli birleşimlerinde her iki bindirme ucu da enine doğrultuda köşe kaynakla bağlanacaktır (bkz. Şekil 4.26).
Şekil 4.26: Minimum bindirme uzunluğu
Bir köşe kaynağın etkin alanı, kaynak etkin uzunluğu ile etkin kalınlığı çarpılarak elde edilecektir. Birleşimdeki tüm kaynak uzunlukları için ayrı ayrı hesaplanıp toplanır.
we eA a L (4.2)
weA Kaynak etkin alanı
Sunum-4_v4 10/22

4.6 Kaynaklı Birleşimlerin Dayanımı
Kaynaklı birleşimlerin tasarım dayanımı nR , esas metalin çekme ve kayma etkisinde kırılma sınır durumları ile kaynak metalinin
kırılma sınır durumuna göre hesaplanan değerlerin küçüğü olarak alınacaktır. Kaynakların kayma gerilmesi dayanımı zayıftır ve genellikle yükün doğrultusuna bakılmaksızın kaymadan dolayı kırıldıkları varsayılır (bkz Şekil 4.27).
Şekil 4.27: Kaynakta kayma gerilmelerinin etkisiyle oluşan kırılma yüzeyi
Esas metal karakteristik dayanımı ve kaynak metali karakteristik dayanımı sırasıyla denklem (4.3) ve denklem (4.4) kullanılarak hesaplanacaktır.
nBM nBM BMR F A (4.3)
nw nw weR F A (4.4)
nBMR Esas metal karakteristik dayanımı
nwR Kaynak metali karakteristik dayanımı
nBMF Esas metal karakteristik gerilmesi
nwF Kaynak metali karakteristik gerilmesi
BMA Kaynak uzunluğu boyunca esas metal yüzey alanı
Kaynak metali dayanımları TS EN ISO 2560’da verilmektedir. İlgili değerler Tablo 4.4’te sunulmaktadır. , ,nBM nwF F değerleri Tablo
4.5’te verilmektedir. Tablo 4.5’te verilen referanslar ÇYY’ne verilmektedir. Tablo 4.4: Kaynak Metalleri için Mukavemet özellikleri
EF Kaynak metali karakteristik çekme dayanımı
Köşe kaynakların karakteristik gerilmesi nwF , köşe kaynakların boyuna eksenlerinin kuvvet doğrultusuyla yaptığı açı gözönüne
alınmaksızın, Tablo 4.5’ten alınır.
Köşe kaynakların boyuna eksenlerinin kuvvet doğrultusuyla yaptığı açı gözönüne alındığında ise kaynakların mevcut dayanımları ,nR
0.75 alınarak aşağıda tanımlanan şekilde hesaplanır.
• Ağırlık merkezinden geçen eksenel yük etkisindeki, birbirine paralel veya aynı eksen üzerindeki üniform kalınlıklı köşe kaynak grubunun karakteristik dayanımı denklem (4.5) kullanılarak hesaplanır (bkz. Şekil 4.28).
1.50.60 1.0 0.50 sin
nw nw we
nw E
R F A
F F
(4.5)
Sunum-4_v4 11/22

Şekil 4.28: Denklem (4.5)’te kullanılan açısının tanımı
Kaynak boyuna ekseni ile yük doğrultusunun oluşturduğu açı (derece)
• Ağırlık merkezinden geçen eksenel yük etkisindeki, eksenine paralel ve eksenine dik yük etkisindeki köşe kaynaklardan oluşan üniform kalınlıklı kaynak grubunun karakteristik dayanımı, denklem (4.6) ve denklem (4.7) ile hesaplanan değerlerin büyüğüne eşit alınacaktır.
nw nwl nwtR R R (4.6)
0.85 1.5nw nwl nwtR R R (4.7)
nwlR Eksenine paralel yük etkisindeki köşe kaynakların toplam karakteristik dayanımı
nwtR Eksenine dik yük etkisindeki köşe kaynakların toplam karakteristik dayanımı
nwlR ve nwtR , köşe kaynakların boyuna eksenlerinin kuvvet doğrultusuyla yaptığı açı gözönüne alınmaksızın hesaplanan toplam
karakteristik dayanımlardır (bkz. Şekil 4.29).
Şekil 4.29: Denklem (4.6), (4.7)’de kullanılan nwlR ve nwtR nin şekil üzerinde gösterimi
Esas metalin kayma etkisindeki kırılma durumları Şekil 4.30’da gösterilmektedir.
Şekil 4.30: Esas metalin kayma etkisindeki kırılma durumları
Sunum-4_v4 12/22

Tablo 4.5: Kaynaklı Birleşimlerin (YDKT) veya (GKT) Esaslarına Göre Tasarım ve Güvenli Dayanımları
4.7 Kaynaklarla İlgili Örnekler
Örnek 4.1: Şekil 4.31’de verilen kaynaklı birleşimde:
a) Birleşimde tam penetrasyonlu küt kaynak (1/2 V) kullanılması halinde birleşimin tasarım dayanımını belirleyiniz. b) Birleşimde 5mma kalınlığında kısmi penetrasyonlu küt kaynak (1/2 V) kullanılması halinde birleşimin tasarım dayanımını
belirleyiniz. c) Birleşimde çift taraflı 5mma kalınlığında köşe kaynak kullanılması halinde birleşimin tasarım dayanımını belirleyiniz.
Sunum-4_v4 13/22

Şekil 4.31: Örnek 4.1’de verilen kaynaklı birleşim
Verilenler: Yapı elemanları için S235 → 235MPa, 360MPay uF F (Tablo 2.4 [2.1A])
Kaynak metali: E5518 - N3 → 550MPaEF (Tablo 4.4)
IPE O 240 → 10.8mmft (profil tablosundan alındı)
Çözüm: Yönetmelikte belirtildiği gibi kaynağın dayanımı ( 550MPaEF ), esas metalin dayanımından ( 360MPauF ) daha fazladır.
a) Tam penetrasyonlu küt kaynak durumu için çözüm: u EF F olduğundan esas metal kopma sınır durumu kritiktir. Kaynağın
kontrol edilmesine gerek yoktur. Buna göre esas metal (düğüm levhası) karakteristik dayanımı:
3200 10 360 10 720kNnR
Tasarım dayanımı:
,1 0.75 720 540kNd nR R ( katsayısı çekme çubukları için dayanım katsayısıdır. Çekme çubukları Sunum-5’te
incelenecektir.)
b) Kısmi penetrasyonlu küt kaynak durumu ( 5mma )
min6 min 10, 10.8 10 13t olduğundan min 5mm 5mm uyguna a (Tablo 4.2 [13.3])
25 200 1000mmwe eA a L
Kaynak metalinin karakteristik çekme gerilmesi dayanımı:
0.60 0.60 550 330MPanw EF F (Tablo 4.5 [13.5], kısmi nüfuziyetli küt kaynak - kaynak eksenine dik çekme -
aaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaakaynak metali)
3,2 0.80 330 1000 10 264kNd nwR R (Tablo 4.5 [13.5], kısmi nüfuziyetli küt kaynak - kaynak eksenine dik çekme -
aaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaakaynak metali için katsayısı)
c) Çift taraflı köşe kaynak durumu ( 5mma )
Minimum kaynak kalınlığının kontrolü:
min6 min 10, 10.8 10 13t olduğundan min 3.5mm 5mm uyguna a (Tablo 4.3 [13.4])
Maksimum kaynak kalınlığının kontrolü:
6 10mmt olduğundan max 0.7 2 0.7 10 2 5.6mm 5mma t a uygun (Şekil 4.23)
Etkin kaynak boyu:
200 2 200 2 5 190mmL a (kaynak dikişi iki uçta da köşe dönmüyor)
190mm 150 150 5 750mmL a olduğundan 190mmeL L (Denklem 4.1)
Sunum-4_v4 14/22

Etkin kaynak alanı:
22 2 5 190 1900mmwe eA a L (2 tane kaynak dikişi olduğundan iki ile çarptık)
Kaynak metali karakteristik gerilmesi:
1.50.60 550 1 0.5 sin 90 330 1.5 495MPanwF (Denklem 4.5 [13.4]) (kuvvetin tesir çizgisi, kaynak dikişi ekseni
aaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaile 90o lik açı yapmakta)
Kaynak metalinin karakteristik çekme dayanımı:
31900 495 10 940.50kNnwR (Denklem 4.5 [13.3])
Köşe kaynak metali için tasarım dayanımı:
,3 0.75 940.5 705.37kNd nwR R (Tablo 4.5 [13.5], köşe kaynak - kesme - kaynak metali için katsayısı)
Köşe kaynak dikişinde esas metal kontrolü yapılmamıştır (Çekme çubukları Sunum-4’te incelenecektir).
Örnek 4.2: Şekil 4.32'de kaynaklı bir birleşime ait detay resmi verilmiştir. Çekme elemanı için gerekli dayanım 350kNuR olarak
belirlenmiştir. Buna göre köşe kaynak kullanarak birleşim için gerekli kaynak kalınlığını ve uzunluğunu belirleyiniz.
Şekil 4.32: Örnek 4.2’de verilen kaynaklı birleşim
Verilenler: Esas metaller S355 → 355MPa, 510MPay uF F (Tablo 2.4 [2.1A])
Çözüm: Yönetmelikte kaynağın dayanımının en az esas metalin dayanımı ( 510MPauF ) kadar olması gerektiği belirtilmektedir.
Tablo 4.4 incelendiğinde e uF F olan kaynak metalleri E5516 ve E5518 sınıfındakilerdir. Bu nedenle kaynak metali olarak E5518 -
N3 seçilmiştir (E5516 - N3 yada E5516 - 3N3 sınıfı kaynak metali de kullanabilirdik). Dolayısı ile 550MPaEF
Kaynak kalınlığının seçimi: min 8mmt t
6 8 13t olduğundan min 3.5mma (Tablo 4.3 [13.4])
6 8mmt olduğundan max 0.7 2 0.7 8 2 4.2mma t
4mma seçilmiştir ( min max3.5mm 4mm 4.2mma a a )
Köşe kaynak dikişleri kesmeye çalışmaktadır. Buna göre 0.75 (Tablo 4.5 [13.5], köşe kaynak - kesme - kaynak metali)
3 3
0.60 0.60 550 330MPa
4 4 4
350 10 (newton birimine çevirmek için 10 ile çarpıldı) 0.75 16 330 88.4mm
nw E
we e e
nw we nw
u d nw e e
Denklem 4.5 13.3, 13.4
F F
A a L L
R A F
R R R L L
90mmeL olarak seçilmiştir.
Etkin kaynak uzunluğu kontrolü:
Sunum-4_v4 15/22

90mm 150 150 4 600mmeL a uygundur
,min max(40mm, 6 24mm) 40mm 90mme eL a L uygundur
Uygulanacak kaynak uzunluğu 2 90 2 4 98mmeL L a . Oluşturulan birleşimin detayı Şekil 4.33’te verilmiştir.
Şekil 4.33: Örnek 4.2’nin çözümü sonucunda elde edilen kaynaklı birleşim detayı
Örnek 4.3: Şekil 4.34'de gösterilen 2 adet 10mm kalınlığında ayrık levhadan oluşan çekme elemanı (S275), yine 10mm kalınlığındaki düğüm levhasına (S275) çepeçevre köşe kaynaklarla birleşmiştir. Uç birleşimindeki kaynaklarda gerekli kontrolleri yapınız.
Şekil 4.34: Örnek 4.3’te verilen kaynaklı birleşim
Verilenler: Yapı elemanları için S275 → 275MPa, 430MPay uF F (Tablo 2.4 [2.1A])
Kaynak metali: 490MPaEF
Çözüm: Kaynak kalınlığının ve uzunluklarının kontrolü: min min 10mm, 10mm 10mmt t
6 10 13t olduğundan min 3.5mm 4mm uyguna a (Tablo 4.2 [13.3])
6 10mmt olduğundan max 0.7 2 0.7 10 2 5.6mm 4mma t a uygun (Şekil 4.23)
1 100 100 1 4 96mmL a (kaynak dikişi bir uçta köşeyi dönüyor)
1 96mm 150 150 4 600mmL a olduğundan 1 1 96mmeL L (Denklem 4.1)
1 96mm max 6 6 4 24mm, 40mm 40mmL a olduğundan uygun
2 75 0 75mmL a (yatay kaynak dikişi iki uçta köşeyi dönüyor)
2 75mm 150 150 4 600mmL a olduğundan 2 2 75mmeL L (Denklem 4.1)
2 75mm max 6 6 4 24mm, 40mm 40mmL a olduğundan uygun
Sunum-4_v4 16/22

Köşe kaynak dikişleri için kayma sınır durumu geçerlidir (Tablo 4.5 [13.5]). Buna göre 0.75 (Tablo 4.5 [13.5], köşe kaynak - kesme
- kaynak metali)
3
3
,1
,2
,1 ,2
0.60 0.60 490 294MPa
294 4 96 4 10 451.58kN
294 4 75 2 10 176.4kN
451.58 176.4 627.98kN
0.85 1.5 0.85 451.58 1.5 176.4 648.44kN
max , 648.4
nw E
nwl
nwt
nw nwl nwt
nw nwl nwt
nw nw nw
F F
R
R
R R R
R R R
R R R
4kN
(Denklem 4.6, 4.7 [13.5, 13.6])
Kaynak dayanımının kontrolü:
300kN 0.75 648.44 486.33kNu d nwR R R
Örnek 4.4: (ÇYUK - 13.1) Şekil 4.35'de detayı verilen Levha 18 150 ve Levha 20 150 enkesitli elemanların küt kaynaklı ek
birleşimi sabit ve hareketli yükler altında sırasıyla, 100kNGP ve 250kNQP eksenel çekme kuvveti etkisindedir. Kaynak
uygulamasında, kaynağın başlatıldığı ve sonlandırıldığı yardımcı levhalar (başlangıç ve bitiş levhaları) kullanılmıştır. Ek teşkilinde
a) tam penetrasyonlu küt kaynak kullanılması b) kaynak ağzı şekli V – 60o ve derinliği 9mm olan kısmi penetrasyonlu küt kaynak kullanılması durumunda
birleşimin dayanımını belirleyiniz.
Şekil 4.35: Örnek 4.4’te verilen küt kaynaklı birleşim
Verilenler: Esas metaller için S275 → 275MPa, 430MPay uF F (Tablo 2.4 [2.1A])
Levha 18 150 için → 18mm, 150mmt b Levha 20 150 için → 20mm, 150mmt b
Kaynak metali için: 480MPaEF
Örtülü elektrot ile elektrik ark kaynağı, V – 60o düz kaynak
Çözüm: Yönetmelikte belirtildiği gibi kaynağın dayanımı ( 480MPaEF ), esas metalin dayanımından ( 430MPauF ) daha fazladır.
a) Tam penetrasyonlu küt kaynak kullanılması durumunda:
Tam penetrasyonlu küt kaynağın etkin kalınlığı, min 18mm, 20mm 18mma (Bölüm 4.4.1 [13.2.1.1])
Tam penetrasyonlu küt kaynaklı birleşimin karakteristik dayanımı: Tablo 4.5’ten esas metal dayanımının belirleyici olduğu tespit edildi.
31
1
32
2
1 2
275 18 150 10 742.5kN
R 0.90 742.5 668.25kN
430 18 150 10 1161kN
R 0.75 1161 kN
R min , 668.25kN
870.75
n y g
d
n u e
d
d d d
R F A
R F A
R R
[Bölüm 13.4.1])
1.2 100 1.6 250 520kN 668.25kNu dR R
Sunum-4_v4 17/22

b) Kısmi penetrasyonlu küt kaynak kullanılması durumunda: Etkin kalınlık kaynak ağzı derinliğine eşit olacaktır 9mma (Tablo 4.1 [13.1], örtülü elektrod - düz, yatay – 60oV)
13 18 19t olduğundan min 6mm 9mm uyguna a (Tablo 4.2 [13.3])
Kısmi penetrasyonlu küt kaynaklı birleşimin karakteristik dayanımı: (Tablo 4.5 [13.5], kısmi penetrasyonlu küt kaynak - kesme eksenine dik çekme - kaynak metali ve esas metal)
2
3
0.60 0.60 480 288MPa
9 150 1350mm
288 1350 10 388.80kN
nw nw we
nw E
we
nw
R F A
F F
A
R
Esas metal karakteristik çekme kuvveti dayanımı, nBMR
3430 9 150 10 580.50kN
nBM nBM BM nBM u BM e
nBM
R F A F F A A
R
Dayanımların kontrolü:
1
2
1 2
1.2 100 1.6 250 520kN
0.80 388.80 311.04kN
0.75 580.50 435.38kN
min , 311.04kN
520kN 311.04kN
u
d nw
d nBM
d d d
u d
R
R R
R R
R R R
R R
Dayanım etkiyen kuvveti karşılamada yetersiz.
Örnek 4.5: (ÇYUK - 13.5) Şekil 4.36'da detayı verilen köşe kaynaklı birleşimin düğüm noktası levhası, sabit ve hareketli yükler altında sırasıyla, 300kNGP ve 750kNQP eksenel çekme kuvveti etkisindedir. Birleşimin tasarım dayanımını kontrol ediniz.
Şekil 4.36: Örnek 4.5’te verilen köşe kaynaklı birleşim
Verilenler: Esas metaller için S355 → 355MPa, 510MPay uF F (Tablo 2.4 [2.1A])
Levha 10 720 için → 10mm, 720mmt d
Kaynak metali için: 550MPaEF
Çözüm: Yönetmelikte belirtildiği gibi kaynağın dayanımı ( 550MPaEF ), esas metalin dayanımından ( 510MPauF ) daha fazladır.
Köşe kaynağın etkin kalınlığının ve uzunluğunun kontrolü: min 10mm, 18mm 10mmt
6 10 13t olduğundan min 3.5mm 5mm uyguna a (Tablo 4.2 [13.3])
Sunum-4_v4 18/22

6 10mmt olduğundan max 0.7 2 0.7 10 2 5.6mm 5mma t a uygun (Şekil 4.23)
720 2 720 2 5 710mmL a (kaynak dikişleri köşeyi dönmüyor)
710mm 150 150 5 750mmL a olduğundan 1 710mmeL L (Denklem 4.1)
710mm max 6 6 5 30mm, 40mm 40mmL a olduğundan uygun
Kaynak metalinin dayanımı (Denklem 4.5 [13.3, 13.4]):
0.50.60 550 1.0 0.5 sin 60 462.98MPa
462.98 2 5 710 3287.30kN
onw
nw
F
R
Kaynak metalinin tasarım dayanımının kontrolü:
1.2 300 1.6 750 1560kN
0.75 3287.30 2465.48kN
1560kN 2465.48kN
u
d
u d
R
R
R R
Kaynağın dayanımı etkiyen kuvveti karşılamaya yeterlidir .
Örnek 4.6: Şekil 4.37'de detayı verilen 15mm kalınlığında bayrak levhasını (S275), HE 300 A (S275) profilinden kolona birleştiren kaynakların dayanım kontrolünü yapınız.
Şekil 4.37: Örnek 4.6’da verilen köşe kaynaklı birleşim
Verilenler: Esas metaller için S275 → 275MPa, 430MPay uF F (Tablo 2.4 [2.1A])
Kaynak metali için: 480MPaEF
Çözüm: Kaynak dikişlerinin etkili kalınlık ve uzunluk kontrolleri önceki örneklerde yeterince yapıldığı için öğrenciye bırakılmıştır.
(x - x) eksenine paralel yatay dikişlerde etkin uzunluk:
1 240 5 235mmL
(y - y) eksenine paralel yatay dikişlerde etkin uzunluk:
2 300mmL
(1 - 1) referans eksenine göre köşe kaynak dikişi grubunun ağırlık merkezinin hesabı:
2 5 235 235 / 2 5 300 5 / 270.75mm
5 2 235 300Gx
Sunum-4_v4 19/22

Kaynak dikişlerinin bu ağırlık merkezine göre toplam atalet momentinin hesabı:
2 34 4
2 234 4
300 5 3002 5 235 5 6590 10 mm
2 2 12
235 235 52 5 235 70.75 5 5 300 70.75 2400 10 mm
2 12 2
w x
w y
I
I
Kaynak dikişlerinin ağırlık merkezine göre polar atalet momenti:
4 4 46590 2400 10 8990 10 mmw w x w yJ I I
Yükün kaynak topluluğunun ağırlık merkezine taşınması:
75 500 70.75 32194kNmmGM
Kaynak dikişlerinin en elverişsiz A noktasına gelen gerilmelerin ve gerilme bileşkesinin hesabı (NOT: Aşağıda ve M Mx yf f değerleri
hesaplanırken Örnek 3.6’da verilen v
M df
J
formülü ile Şekil 3.23’de verilen üçgenlerin benzerliği bağıntısı kullanıldı):
3
4
3
4
3
32194 10 300 554.6MPa
8990 10 2 2
32194 10235 70.75 58.8MPa
8990 10
75 1019.5MPa
5 2 235 300
Mx
My
Py
we
f
f
Pf
A
A noktasındaki kaynağa etkiyen gerilmelerin bileşkesi:
2 2 2 254.6 58.8 19.5 95.5MPaM M P
r x y yf f f f
Kaynak dayanımının incelenmesi: Kaynak dayanımı incelenirken kuvvet yerine gerilme kullanılması bu örnek için daha uygun olmaktadır (Tablo 4.5 [13.5]). Buna göre 0.75 (Tablo 4.5 [13.5], köşe kaynak - kesme - kaynak metali).
0.75 0.60 480 216MPa 95.5MPadw rF f
Kaynağın dayanımı etkiyen kuvveti karşılamaya yeterlidir.
Örnek 4.7: Şekil 4.37'de detayı verilen HE 300 A (S275) profilinden kirişin HE 400 B (S275) kolonuna uç birleşiminde köşe kaynakların dayanımını kontrol ediniz.
Şekil 4.38: Örnek 4.7’de verilen köşe kaynaklı ekzantrik yükleme etkisindeki birleşim
Verilenler: Esas metaller için S275 → 275MPa, 430MPay uF F (Tablo 2.4 [2.1A])
Sunum-4_v4 20/22

Kaynak metali için: 480MPaEF
HE 300 A için: 290mm, 300mm, 8.5mm, 14mmw fd b t t (değerler profil tablosundan alındı)
HE 400 B için: 300mm, 24mmfb t (değerler profil tablosundan alındı)
Çözüm: Kaynak dikişlerinin etkili kalınlık ve uzunluk kontrolleri önceki örneklerde yeterince yapıldığı için öğrenciye bırakılmıştır.
Toplam etkin kaynak dikişi alanının ve kaynak dikişlerinin kirişin kuvvetli eksenine göre toplam atalet momentinin hesabı:
2,1
2,2
2,3
2
2 2 34 4
7 280 2 7 2 3724mm
7 105 2 7 4 2548mm
4 205 2 4 2 1576mm
3724 + 2548 + 1576 = 7848mm
290 290 1973724 2548 14 4 2 12712 10 mm
2 2 12
we
we
we
we
w
A
A
A
A
I
Köşe kaynaklarda güvenli dayanım gerilmesi (Tablo 4.5 [13.5], köşe kaynak - kesme - kaynak metali):
0.75 0.60 480 216MPadwF
Kiriş üst başlığının dışındaki kaynak dikişlerine gelen gerilmelerin hesabı:
6 3
4
110 10 290 50 10131.8MPa 216MPa
2 12712 10 2 7848x dww we
M d Nf F
I A
Gövde kaynak dikişlerinin üst ucuna (A noktasına) gelen gerilmelerin ve gerilme bileşkesinin hesabı:
6 3
,3
4
110 10 197 50 1091.6MPa 216MPa
2 12712 10 2 7848e
x dww we
LM Nf F
I A
3
,3
90 1057.1MPa 216MPa
1576y dwwe
Vf F
A
2 22 2 91.6 57.1 107.9MPar x yf f f
107.9MPa 216MPar dwf F
4.8 Sunum-4’te Kullanılan Simgeler
a Etkin kaynak kalınlığı (kaynak enkesiti içine çizilebilen ikizkenar üçgenin yüksekliği) Azaltma katsayısı
Kaynak boyuna ekseni ile yük doğrultusunun oluşturduğu açı (derece) BMA Kaynak uzunluğu boyunca esas metal yüzey alanı
weA Kaynak etkin alanı
EF Kaynak metali karakteristik çekme dayanımı
nBMF Esas metal karakteristik gerilmesi
nwF Kaynak metali karakteristik gerilmesi
L Kaynak uzunluğu eL Etkin kaynak uzunluğu
nBMR Esas metal karakteristik dayanımı
nwR Kaynak metali karakteristik dayanımı
nwlR Eksenine paralel yük etkisindeki köşe kaynakların toplam karakteristik dayanımı
nwtR Eksenine dik yük etkisindeki köşe kaynakların toplam karakteristik dayanımı
Sunum-4_v4 21/22

4.9 Sunum-4’ün Hazırlanmasında Yararlanılan Kaynaklar
2016 Yönetmeliğine Göre Çözülmüş Çelik Yapılar Uygulamaları, Sibel Gürel, Çağlayan Yayınevi, 2017 Çelik Yapıların Tasarım, Hesap ve Yapım Esaslarına Dair Yönetmelik Hakkında Uygulama Kılavuzu, Çevre ve Şehircilik
Bakanlığı, 2017 Çelik Yapılar I Ders Notları, Kaan Türker, Balıkesir Üniversitesi Çelik Yapılar, Hilmi Deren, Çağlayan Yayınevi, 4. baskı, 2012 Steel Design, William T. Segui, 5. Baskı, 2013
Sunum-4_v4 22/22