Embed Size (px)
Citation preview

PERBANDINGAN KARAKTERISTIK
SKD 11 MOD TERHADAP SKD 11
Rianti Dewi Sulamet Ariobimo
Staf Pengajar Jurusan Teknik Mesin, FTI - Trisaktie-mail: [email protected]
ABSTRACT : As mentioned in the previous paper, SKD-11 Mod. is made to upgrade SKD-11properties especially in heat treatment process by modify its chemical composition. This research isconducted to see the improvement that SKD-11 Mod. gain compare to its origin metal, which isSKD-11.
Keywords : chemical composition, properties improvement, SKD-11 Mod, SKD-11
PENDAHULUAN
Komposisi kimia suatu logam akanmembentuk struktur mikro dan sifat-sifat dari
logam tersebut. Komposisi kimia dapat jugadikatakan sebagai DNA suatu logam karenadengan ada perubahan komposisi kimia logamtersebut maka secara otomatis akan berubah
pula struktur mikronya dan ini akan berartisifat-sifatnya juga berubah1 \ Baja SKD-11Mod atau SKD-11 modifikasi ini adalah bajayang dihasilkan dengan melakukan modifikasipada komposisi kimia dari baja SKD-112).
Adapun tujuan dari penelitian ini adalahmelihat perbaikan-perbaikan yang dicapai olehSKD-11 Mod. bila dibandingkan dengan bajaasalnya, yaitu SKD-11. Penelitian ini jugaakan melihat kecenderungan kurva hasil nilaikeras yang berbanding dengan suhu temperingdari baja SKD-11 Mod. dan SKD-11, baiksecara teoritis maupun berdasarkan hasilpenelitian pada daerah suhu temper tertentu.
Penelitian ini dilakukan denganmenggunakan baja SKD-11 Mod dan SKD-11dengan kondisi suhu austenisasi 1030°C,media pendingin yang digunakan adalah udara.Proses pengerasan dilakukan dengan sistemkonvensional dan variasi suhu temper 300°C,400°C, dan 500°C.
TINJAUAN PUSTAKA
Pengaruh Paduan Terhadap Sifat Baja
Karbon
Karbon di dalam baja adalah unsurutama dan pembentuk sementit, selain jugasebagai pembentuk karbida-karbida lain.Selain itu Karbon juga sangat berperan didalam proses pembentukan struktur mikroyang lainnya35'.
Karbon memberikan pengaruh utama didalam pembentukan sifat-sifat. Sejalan denganmeningkatnya kadar karbon di dalam baja,sampai dengan ~0,85%C6) ((0,80 to 0,9)%C)4),maka kekerasan dan kekuatan tarik juga akanmeningkat tetapi ketangguhan, kekenyalan danmampu las akan turun.3) Selain itu mampukeras akan naik dengan sejalan naiknya kadarkarbon sampai 0,65% dan ketahanan aus jugaakan meningkat sejalan dengan naiknya kadarkarbon sampai 1,5%, tetapi kenaikan mampukeras dan ketahanan aus ini diikuti jugadengan bertambahnya kegetasan danmenurunnya ketangguhan5).
Karbon juga merupakan unsur primeryang bertanggungjawab langsung terhadaprespon baja terhadap proses perlakuan panas6',terutama pada proses pengerasan.
Perbandingan karakteristik SKD 11 Mod terhadap SKD 11 (R.D. Sulamet-Ariobimo) 53

Silikon
Silikon selain meningkatkan kekuatanferit, juga adalah deoksidator4"6) kuat. Denganbergabung dengan unsur-unsur lain, silikonakan ikut memberikan efek peningkatanketangguhan dan homogenisasi nilai keras didalam baja sehingga menyebabkan terjadinyapeningkatkan mampu keras4,5).
Silikon juga meningkatkan mampu cordan ketahanan terhadap oksidasi pada suhutinggi3), tetapi memberikan efek negatif padakualitas permukaan6). Silikon ditambahkansecara khusus untuk memperoleh sifat-sifattertentu/khusus, terutama sekali yangberhubungan dengan sifat elektrik4).
Mangan
Mangan adalah unsur terpenting keduasetelah karbon4). Walaupun tidak sekuatcarbon, tetapi bertambahnya kadar mangan didalam bajajuga akan meningkatkan kekerasan,kekuatan tarik, dan menurunkan kekenyalan.Unsur ini secara significan akan menaikanmampu keras.
Mangan memberikan efek positifterhadap kualitas permukaan dari baja dan jugameningkatkan respon baja terhadap perlakuanpanas4,6). Unsur ini juga membuat baja stabilpada saat proses pendinginan, dan karena baja-baja yang mengandung mangan biasanya didinginkan dengan media udara makakemungkinannya untuk retak menjadiminimal5). Mangan adalah deoksidator yangbiasanya ada di dalam baja dengan kadar (0,5- 2,0)%, juga menyetabilkan fasa austenit danpembentuk karbida stabil3) serta sedikitmenaikan kekuatan ferit.
PhosporPhospor adadi dalam baja dengan tujuan
untuk meningkatkan kekuatan luluh danmengurangi kekenyalan pada suhu rendah,selain juga untuk meningkatkan ketahanankorosi atmosfir dan mampu permesinan4).Kadar phospor pada baja umum kecil6).
Sulfur
Sulfur di dalam baja akan memperbaikimampu permesinan dengan kadar (0,06 -0,30)%4). Tetapi karena memberi efek yang
54
negatif terhadap kemampuan pengerjaanpanas, menurunkan kekenyalan dan mampulas, dan cenderung untuk membentuk inklusi6),maka biasanya kadarnya dibatasi pada kondisiminimal6).
Cuprum - Copper - tembagaTembaga dengan kadar (0,15 - 0,25)%4)
akan meningkatkan kekuatan tarik dankekuatan luluh serta akan sedikit menurunkan
kekenyalan. Sedangkan dengan kadar (0,20 -0,50)%5) akan meningkatkan ketahananterhadap korosi atmosfir. Tetapi tembagamenimbulkan efek negatif pada kemampuanpengerjaan panas, mampu las, dan kualitaspermukaan5 6).
Nikel
Nikel secara umum ada di dalam bajadengan kadar (1,0 - 4,0)%4), walaupun untuktujuan tertentu dapat ditambahkan sampaimaksimal 36%4).
Nikel akan meningkatkan kekuatan tarik,ketangguhan, dan ketahanan pukul/impact.,Nikel juga dapat meningkatkan mampu kerasdari baja walaupun tidak seefektif unsur-unsurlainnya. Selama proses pengerasan6*, nikelakan mengurangi terjadinya distorsi danterbentuknya retakan.
Di dalam struktur mikro, nikel akanmenyetabilkan fasa austenit, menguatkanferit }, dan pendorong kuat terbentuknyastruktur grafit. Selain itu adanya nikel akanmemperhalus ukuran butir yang terjadi.3) Nikeltidak akan membentuk struktur karbida** tetapiakan selalu ada di dalam ferit sebagai larutanpadat3).
Chrom
Chrom mempunyai kecenderunganmeningkatkan mampu keras4), ketangguhan,ketahanan aus, ketahanan terhadap timbulnyanoda/stained, dan juga ketahanan terhadapkorosi. Bersama-sama dengan nikel5), chromakan meningkatkan kemampuan oksidasi danketahanan terhadap korosi6). Di dalam prosesperlakuan panas, kehadiran chrom akanmeningkatkan temperatur kritis, dan biladalam kadar 5,0% bersama-sama denganmangaan akan mengurangi kecepatan
MESIN, Vol. 9, No. 1, Januari 2007, 53-67

pendinginan di dalam proses pengerasanhingga kecepatan pendinginannya samadengan kecepatan pendinginan udara.
Chrom selain membentuk karbida
stabil6* di dalam struktur mikro sehinggaselama proses perlakuan panas memerlukanwaktu pemanasan yang lebih lama, jugamemberikan efek membesarkan butiran kristal
yang terbentuk3).
Molibdenum
Molibdenum adalah salah satu unsur
yang berpengaruh pada proses secondaryhardening selain itu molibdenum juga akanmembantu mengurangi pelunakan yang biasaterjadi pada suhu tinggi, dan mengurangikecepatan pendinginan kritis5*.Selain itumolibdenum juga punya kecenderungan untukmemperlambat respon baja terhadap efekpemudaan3).
Penyetabil karbida3) dan akanmeningkatkan mampu keras danketangguhan4*. Biasanya molybdenumdigunakan (0.10 - 0.40)%.
Vanadium
Vanadium adalah unsur yang berfungsimenjaga pertumbuhan butir selama prosesperlakuan panas, selain juga sebagai unsuryang berfungsi untuk memperbaiki ukuranbutir5*. Cenderung memperkuat pembentukankarbida, stabilisator martensit, dan mempunyaikemampuan untuk meningkatkan ketahananmelunak setelah proses hardening, iasanyaditambahkan dalam kadar (0.15 - 0.20) %4*dan juga akan meningkatkan kekuatan tarikdan yield dengan proses presipitasi6*,
ketangguhan, mampu keras,terhadap sentakan4*.
dan ketahanan
Komposisi Kimia SKD-11Komposisi kimia baja SKD-11 ini
sebagaimana tercantum di dalam JIS 2000 -lembar G 4404 ditunjukan pada Tabel 1.Sedangkan komposisi kimia baja SKD-11pada Tabel 2.
Struktur Mikro SKD-11 dan SKD-11 Mod
Gambar 1 : Struktur Mikro Awal SKD-118)Pembesaran 400X
putih = ferit; pulau-pulau hitam= karbida
Struktur mikro baja SKD-11 atauDC-11, sebagaimana terlihat pada Gambar 1,terdiri atas ferit dan karbida. Karbida yangada adalah karbida krom. Sedangkan strukturmikro baja SKD-11 Mod dapat dilihat padaGambar 2. Pada Gambar 2, terlihat juga terdiriatas ferit dan karbida chrom.
Jika kita bandingkan struktur mikroSKD-11 dengan SKD-11 Mod, terlihat bahwajenis struktur mikronya sama, yaitu : ferit dan
Tabel 1 : Komposisi Kimia SKD-11 menurut JIS7*%c %Si %Mn %P %S %Cr %Mo %W %V
1.40 to
1.60
0.4
maks.
0.60
maks.
0.030
maks.
0.030
maks.
11.00 to
13.00
0.80 to
1.20
- 0.20 to
0.50
Tabel 2 : Komposisi Kimia SKD-11 menurut Pembuat8*%C %Si %Mn %P %S %Cu
1.4-1.6 <0.4 <0.6 <0.03 <0.03 <0.25
%Ni %Cr %Mo %W % V
<0.5 11-13 0.8-1.2 - 0.2-0.5
Perbandingan karakteristik SKD 11 Mod terhadap SKD 11 (R.D. Sulamet-Ariobimo) 55

karbida, yang terlihat berbeda adalah bentukkarbidanya. Karbida pada SKD-11 Modterlihat lebih halus dan tersebar lebih merata.
Gambar 2 : Struktur Mikro Awal SKD-11
Mod.2'9)Pembesaran400Xputih = ferit; pulau-pulau hitam= karbida
•far*? 'a.?v-';
r c SO
Gambar 3 : Struktur Mikro SKD-11 Setelah
Pelunakan11*bulat-bulat = karbida dan putih = ferit
Karateristik SKD-11 dan SKD-11 Mod
Karena memang pada dasarnya SKD-11Mod. dibuat sebagai penyempurnaan dariSKD-11, maka ada 3 (tiga) kelebihan dari sifatdasarnya2'. yaitu :1. Nilai keras yang dicapai oleh SKD-11
Mod. setelah perlakuan panas ternyatalebih tinggi jika dibandingkan dengan nilaikeras yang dapat dicapai oleh SKD-11.
2. Ketangguhan SKD-11 Mod. 2 (dua) kaliketangguhan SKD-11.Bahkan di dalam kelompoknya, yaitukelompok baja perkakas untuk prosespengerjaan dingin, diklaim sebagai yangpaling tangguh.
56
3. Karbida yang terbentuk pada SKD-11Mod., Gambar 2, lebih halus dibandingkandengan karbida yang terbentuk padaSKD-11, Gambar I.
Selain kelebihan atas sifat dasarnya jikadibandingkan dengan SKD-11 maka SKD-11Mod. masih mempunyai 5 (lima) kelebihan didalam penggunaannya jika dibandingkandengan baja asalnya2', yaitu :1. Sifat mampu permesinan dan sifat mampu
untuk digerinda SKD-11 Mod. lebih baik.2. Sifat mampu las-nya lebih baik3. Sifat mampu keras SKD-11 Mod. lebih
tinggi4. Tegangan sisa yang terjadi setelah proses
EDM, pada SKD-11 Mod. lebih kecil.5. Nilai keras permukaan yang dapat dicapai
SKD-11 Mod lebih tinggi.
Terlihat bahwa untuk kondisi awal, bajaSKD-11 Mod. ini tidak berbeda jauh denganbaja SKD-11, yaitu pada kondisi strukturkarbida yang lebih halus dan merata dengankekerasan awalnya HB 255 maks. . Tetapisetelah mengalami proses perlakuan panas,perubahan-perubahan sifat yang terjadi cukupbesar.
Perlakuan Panas Baja Perkakas untukPengerjaan Dingin1 " *
Kelompok baja perkakas untukpengerjaan dingin, cold worked tool steel,kecuali untuk tipe A-10, tidakdirekomendasikan untuk mengalami prosespenormalan, normalizing. Baja-baja tipe inibiasanya disiapkan dalam kondisi sudahdilunakkan, annealed. Proses pelunakan jugadisarankan untuk baja-baja tipe ini yang telahmengalami proses penempaan, prosespengerasan, proses pengelasan. dan yang akanmengalami proses pengerasan ulang.
Di dalam proses pengerasannya,kelompok baja ini harus mengalami prosespemanasan awal untuk mengurangi distorsisebelum mengalami proses austenisasi. Prosesaustenisasi baja-baja dari kelompok ini dapatdilakukan baik dengan menggunakan berbagaijenis dapur maupun dengan menggunakantelaga garam, bahkan untuk jenis-jenis tertentu
MESIN. Vol. 9, No. 1, Januari 2007, 53 - 67
dapat juga menggunakan telaga timah. Prosespendinginan untuk memperoleh nilai kerasmaksimum biasanya dengan menggunakanudara tenang, kecuali untuk jenis D-3. Tetapidengan melihat pada ukuran, mampu keras,dan kerumitan bentuk yang dimiliki oleh setiapbenda kerja, maka proses pendinginan dapatdilakukan dengan cara sebagai berikut:1. udara tenang2. udara berputar3. udara bertekanan
4. oli sampai menjadi hitam5. oli dengan cara konvensional.
Setelah mengalami proses pengerasan,biasanya dilanjutkan dengan proses pemudaan.Untuk kelompok baja ini biasanya pemudaandilakukan sampai 2 (dua) atau 3 (tiga) kalikarena adanya kecenderungan bertahannyaaustenit sisa di dalam karbidanya. Selainpemudaan berulang, perlakuan sub-zero jugadirekomendasikan untuk mengatasi masalahtersebut, walaupun efek/kerusakan yangtimbul dari perlakuan tersebut masih menjadipembahasan.
Gambar 4 : Struktur mikro SKD-11 setelah
pengerasan14*, Pembesaran 400Xbulat-bulat = karbida dan putih = ferit
Perlakuan Panas SKD-11 dan SKD-11 Mod
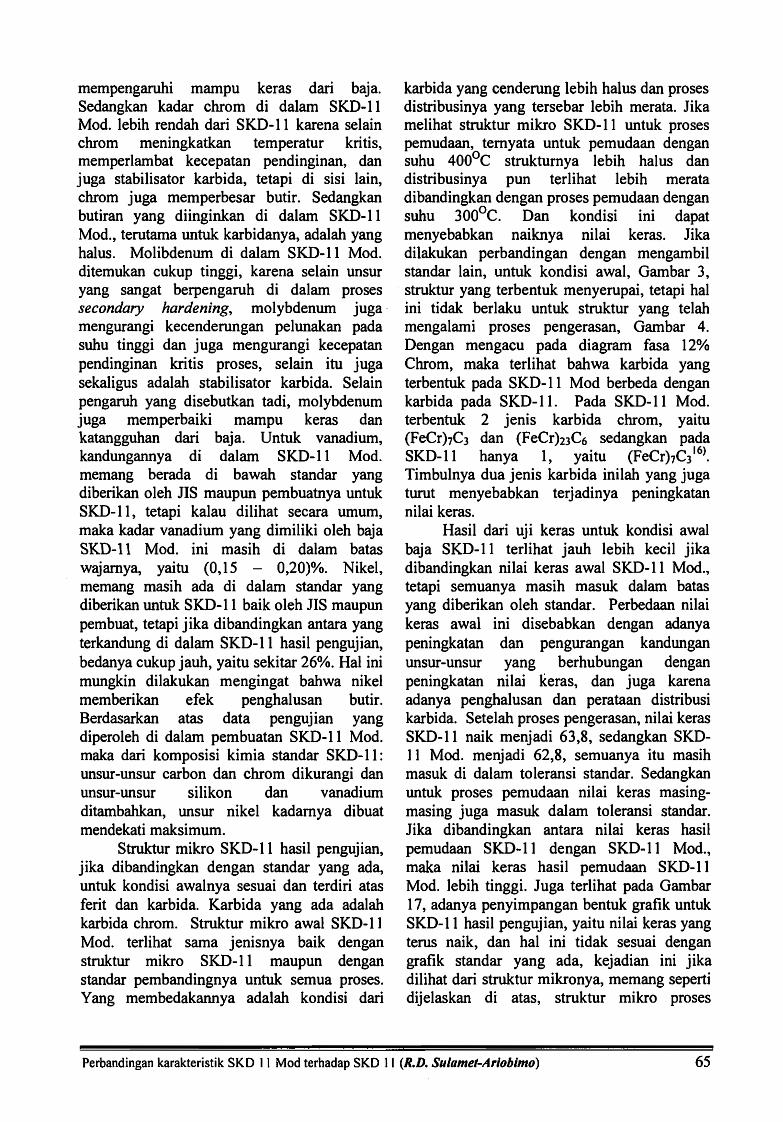
Pada Gambar 5 terlihat bahwa nilai keras
SKD-11 bergerak naik mulai suhu austenisasi980°C sampai suhu austenisasi 1040°C, yaitudari HRc ± 62 menjadi HRc ± 65. Setelah itukurva terlihat bergerak turun hingga nilai kerasyang dimiliki menjadi lebih kecil dari padanilai keras sebelum dikeraskan, yaitu HRc ±58 pada suhu austenisasi 1100°C. Dengan
melihat pada kecenderungan kurva diagramini, maka suhu austenisasi yangdirekomendasikan untuk baja SKD-11 adalah(1000 - 1050)°C, dengan nilai keras setelahproses yang diperoleh adalah minumum HRc.61. Sedangkan untuk SKD-11 Mod., kurvanilai keras bergerak naik dari suhu austenisasi980°C dengan HRc ± 63 sampai suhuaustenisasi 1030°C dengan HRc ± 65, lalubergerak turun sampai akhirnya nilai kerasnyalebih rendah dari nilai keras semula, yaitu HRc± 57 pada suhu austenisasi 1100°C. UntukSKD-11 Mod., suhu austenisasi yangdirekomendasikan adalah (1020 - 1040)°Cdengan nilai kerasnya minimal HRc 62.
66
64
62
60
58
56
Folding time: 1 hr
"V>
SKD
. /u
/ ySKD 11 Moi
980 1000 1020 1040 1060 1080 1100
Austenitizing Temp (°C)
Gambar 5. Grafik suhu austenisasi vs nilai
keras2'910'bulat hitam = SKD-11 Mod. bulat putih = SKD-11
Dengan merujuk pada Gambar 5, terlihatbaja SKD-11 mempunyai kurva suhuaustenisasi vs nilai keras yang lebih tinggi jikadibandingkan dengan baja modifikasinya.Nilai keras yang sama dicapai pada suhuaustenisasi ± 1030°C, yaitu HRc. ± 65.
Adanya penambahan unsur-unsur didalam komposisi kimia baja SKD-11 Mod.,menyebabkan diagram CCT yang dimilikinyabergeser dan melebar jika dibandingkandengan diagram CCT baja asalnya, yaitu SKD-11, sebagaimana terlihat pada Gambar 6. Msyang dimiliki SKD-11 Mod., yaitu Ms = ±150 C, Lebih rendah jika dibandingkandengan Ms dari SKD-11, Ms = ± 190°C.Awal pembentukan martensitnya terjadi lebihdulu, yaitu untuk SKD-11 Mod. akan mulai
Perbandingan karakteristik SKD 11 Mod terhadap SKD 11 (R.D. Sulamet-Ariobimo) 57

500 1000
Gambar 6: Diagram CCT9-l0)garis sambung= SKD-11 Mod., garis putus-putus = SKD-l I
AnnealingQuenching (A - D) correspond to the curves
SKD
Mod
11
SKD
11
dOta'X
m&w
terbentuk pada menit ke 1.3 sedangkan untukSKD-11 baru akan mulai terbentuk pada menitke 5. Interval waktu pembentukkan martensituntuk SKD-11 Mod. lebih lama, yaitumartensit masih terbentuk di menit ke 300.
sedangkan untuk SKD-11 pembentukanmartensit hanya sampai menit ke 50.
Dengan melihat pada Gambar 6, padakondisi apapun, baik itu awal maupun setelah
58
B D
r v TVJl'1
H^i^
mengalami proses pengerasan, struktur mikrobaja SKD-11 Mod. tetap terlihat lebih halusdan homogen.
Kurva suhu pemudaan vs nilai kerasyang dimiliki baik oleh SKD-11 Mod. maupunSKD-11 berbentuk gelombang, Gambar 7.Dengan turunnya kurva sampai titik minimumlalu berbalik bergerak naik, dan setelah titikmaksimumnya tercapai maka kurva kembali
MESIN, Vol. 9, No. 1, Januari 2007, 53 - 67

bergerak turun. Yang membedakan keduakurva tersebut adalah derajat kecuramanmasing-masing kurva, Gambar 7, kurva SKD-11 lebih curam jika dibandingkan dengankurva SKD-11 Mod.. Selain derajat kecuramankurva, titik balik minimum dan maksimumnilai keras masing-masing kurva juga berbeda,yaitu: untuk titik balik minimum kurva SKD-11 Mod. adalah pada suhu pemudaan 300°C,sedangkan kurva SKD-11 baru mulai naiksetelah suhu pemudaannya 400°C, untuk titikbalik maksimum, titik balik maksimum kurvaSKD-11 Mod, adalah pada suhu pemudaan ±510°C sedangkan untuk SKD-11 adalah padasuhu pemudaan ±500°C.
64
62
60
§58
* 54
52
%• f** ^
nfci^ >
\
-
> "»^- _>''' •.-
\
\\
\
\!
\ !V !
\i
quenchedTempering temp (°C x 1 hr x 2 times)
Gambar 7 : Diagram suhu pemudaan vs nilaikeras2-9-"*
SKD-11 Mod.: garis tebalSKD-11 : garis putus-putus
200 300 400 500 520 540 560 580
Banyaknya proses pemudaan yangdialami oleh SKD-11 Mod. ternyatamempunyai efek yang berbeda jikadibandingkan dengan SKD-11, Gambar 8,proses pemudaan yang kedua bagi SKD-11Mod. menyebabkan terjadinya kenaikan nilaikeras bukan penurunan.
Pada Gambar 9 terlihat bahwa untuk
nilai keras yang sama, ketangguhan SKD-11Mod. lebih tinggi jika dibandingkan denganSKD-11. Selain itu rentang ketangguhanSKD-11 Mod. lebih panjang jika dibandingkanSKD-11, yaitu untuk SKD-11 Mod. HRc ±(56- 62) sedangkan SKD-11 HRc ± (56 - 59).Tetapi kurva SKD-11 Mod. lebih curam jikadibandingkan dengan SKD-11.
64
62
60
*£56
gSi 54
1
50
48
46
:L^t*.
^N <
;i\\ \
>V)
V\
1 \\\ \
N < )\
\ \
Austenitizing*
"1,030 C x 1
I I.nr
quenched200 500 520 540 560 580 600
Tempering temp (°C x 1 hr)
Gambar 8 : Diagram suhu pemudaan vs nilaikeras9J0)
SKD-11 Mod.O = pemudaan lx,0 =pemudaan 2xSKD-11 : A =pemudaan Ix, A= pemudaan 2x
S
1
a
s©
!OS
.1I8
Austei
103
litizing0°C \
\<
i
N k
\^.
\
56 58 60 62
Hardness (HRc)
Gambar 9 : Diagram nilai neras vsketangguhan2,9*
SKD-11 Mod.: garis hitamSKD-11 : garis putus-putus
Perbandingan karakteristik SKD 11 Mod terhadap SKD 11 (R.D. Sulamet-Ariobimo) 59

METODOLOGI
Alur Penelitian
Penelitian dilakukan mengikuti alurseperti ditunjukan pada Gambar 10.
Benda UjiSemua benda uji yang digunakan, baik
untuk SKD-11 Mod. maupun SKD-11,masing-masing diambil dari sebuah batang
yang kemudian dipotong-potong menjadibenda uji sebanyak masing-masing 25 (duapuluh lima) buah.
Tahapan ProsesPada penelitian ini diambil proses
pengerasan dengan metode konvesional danproses pemudaan 1 (satu) tahap baik untukSKD-11 Mod. maupun SKD-11.
60
SKD 11 SKD 11
Pengujian Awal
Komposisi Kimia
1
Struktur Mikro Nilai Keras
DATA AWAL 1
DATA
Preheating 1T = 650°C, t = 30 menit
Preheating 2T = 850°C, t = 30 menit
Austenisasi
T= 1030°C,t = 60 menit
Quenching Udara Tersirkulasi
Pengujian
Struktur Mikro Nilai Keras
Tempering, T = 30 menit2x
DATA AWAL 2
DATA
Tt, = 300 °C Tt2 = 400 °C Tt3 = 500 °C
Pengujian
Struktur Mikro HRC
DATA
Pembahasan
Kesimpulan
Saran
Gambar 10. Alur penelitian
MESIN, Vol. 9, No. 1, Januari 2007, 53 - 67

Pada diagram alir terlihat bahwa tahapanprosesnya terbagi atas 3 tahap, yaitu: tahappersiapan benda kerja, tahap proses, dan tahappengujian.
Pada tahap persiapan benda kerjadilakukan proses pemotongan dan prosespembersihan dengan amplas. Setelah itu laludilakukan pengujian untuk memperolehkondisi awalnya. Pengujian yang dilakukanmeliputi pengujian komposisi kimia,pengamatan struktur mikro, dan pengujiankekerasan.
Setelah itu semua benda kerja baru akanmemasuki tahap prosesnya masing-masing,yang kalau dikelompokan secara garis besarmeliputi: pemanasan awal, dilanjutkan denganpemanasan sampai suhu austenisasi,penahanan pada suhu austenisasi, danpendinginan di dalam media udara. Setelahproses pendinginan selesai, sebagian bendakerja dikeluarkan untuk dilakukan pengujian,sedangkan sisanya kembali dipanaskan untukproses tempering dengan tahapan pemanasansampai suhu pemudaannya masing-masing,
ditahan pada suhu tersebut, dan kemudiandidinginkan pada atmosfir ruangan.
Pada tahap pengujian, semua benda kerjabaik yang sudah mengalami proses tersebutakan mengalami pengamatan struktur mikrodan pengujian kekerasan.
Data Proses yang DilakukanData-data selama proses pemanasan
awal 1 sampai dengan proses pemudaanditunjukkan pada Tabel 3, sedang untukpenamaansampel pada Tabel 4.
HASIL PENGUJIAN DAN
PEMBAHASAN
Hasil PengujianHasil pengujian komposisi kimia dapat
dilihat pada Tabel 5. dan hasil pengamatanstruktur mikro pada Gambar 11 sampaiGambar 20.
Tabel 3. Data proses
PROSESPEMANASAN
AWAL1
PEMANASAN
AWAL 2
AUSTENISASI
PENDINGINAN
PEMUDAAN
TEMPERATUR 650 °C 850 °C 1030°C Suhu Ruang300 °C400 °C
500 °C
WAKTU 30 menit 30 menit 60 menit - 60 menit
KETERANGAN
media yangdigunakan
adalah udara
proses
pemudaandilakukan
sebanyak 2kali
Tabel 4. Penamaan sampel
KONDISI VARIAN NAMA SAMPEL
Awal - A
Pengerasan -H
Pemudaan
300°C T-l
400°C T-2
500°C T-3
Perbandingan karakteristik SKD 11 Modterhadap SKD 11 (R.D. Sulamet-Ariobimo) 61

Tabel 5. Hasil uji komposisi kimia.
UNSUR
KOMPOSISI KIMIA (%)SKD-11 SKD-11 Mod.
STANDARPENGUJIAN PENGUJIANJIS PEMBUAT
carbon 1,40- 1.60 1,40- 1,60 1,417 0,945silikon 0,40 maks. <0,40 0,31 0,914mangan 0,60 maks. < 0,60 0,46 0,324
phosphor 0,030 maks. < 0,030 0,025 0,022sulfur 0,030 maks. < 0,030 0,001 0,004
cuprum ns <0,25 0,032nickel ns <0,50 0,16 0.422chrom 11.00- 13,00 11,00-13,00 1 1,62 8.237
molybdenum 0,80- 1,20 0,80- 1,20 0,83 1.907vanadium 0,20-0,50 0,20-0,50 0,22 0,169wolfram ns
- 0,09 (-) 0,084 (-)
Keterangan : ns (not spesified) = tidak diberikan batasan
Gambar 11. Struktur mikro awal SKD-11
Pembesaran 500XKeterangan: putih- ferit, hitam- karbida 9)
Gambar 13. Struktur mikro SKD-11 setelahproses pengerasan. Pembesaran 500X
Keterangan : garis-garis hitam = martensitputih = austenit sisa,6l7)
Gambar 12. Struktur mikro awal SKD-1
Mod. Pembesaran 500XKeterangan: putih - ferit, hitam - karbida 9)
Gambar 14. Struktur mikro SKD-11 setelahproses pengerasan. Pembesaran 500X
Keterangan : garis-garis hitam = martensitputih = austenit sisal6J7)
62 MESIN, Vol. 9, No. I, Januari 2007, 53-67

Gambar 15. Struktur mikro SKD-11 setelah
proses pemudaan 300 C - Pembesaran 500XKet. : hitam - martensit temper, putih - karbida 9)
Gambar 16. Struktur mikro SKD-11 Mod.
setelah proses pemudaan 300°C -Pembesaran 500X
Ket. : hitam - martensit temper, putih - karbida 9)
Gambar 17. Struktur mikro SKD-11 setelah
proses pemudaan 400 C - Pembesaran 500XKet. : hitam - martensit temper, putih - karbida9>
Gambar 18. Struktur mikro SKD-11 Mod.
setelah proses pemudaan 400 C -Pembesaran 500X
Ket. : hitam - martensit temper, putih - karbida 9>
Gambar 19. Struktur mikro SKD-11 setelah
proses pemudaan 500°C -Pembesaran 500XKet. : hitam - martensit temper, putih - karbida 9)
Gambar 20. Struktur mikro SKD-11 Mod.
setelah proses pemudaan 500 C -Pembesaran 500X
Ket. : hitam - martensit temper, putih - karbida '
Perbandingan karakteristik SKD 11 Mod terhadap SKD 11 (R.D. Sulamet-Ariobimo) 63

Pembahasan
Hasil pengujian komposisi kimia terlihatperbedaan antara standar JIS dengan standarpabrik pada unsur cuprum (Cu) dan nikel (Ni).Pada JIS, untuk kedua unsur tersebut tidakdiberikan batasan secara spesifik, tetapiberdasarkan standar pembuat/pabrik, diberikandi dalam batas maksimum (lihat Tabel 2).Kalau hasil pengujian dibandingkan dengankedua standar yang ada, hasil dari pengujianmasuk ke dalam kedua standar tersebut,sehingga secara komposisi kimia dapatdikatakan bahwa baja yang digunakan adalahbenar SKD-11. Di luar unsur-unsur yangdistandarkan, hasil pengujian jugamenunjukkan adanya unsur-unsur lain tetapi
dalam jumlah yang sangat kecil.Data SKD-11 bila dibandingkan dengan
data pengujian yang diambil dari baja yangdikatakan sebagai SKD-11 Mod., terlihatadanya beberapa perbedaan unsur,sebagaimana dapat dilihat pada Tabel 7.
Dari Tabel 7, dapat dilihat bahwa kadarcarbon SKD-11 Mod. lebih rendah jikadibandingkan dengan SKD-11, pengurangankadar carbon ini berkaitan dengan pengaruhunsur carbon yang mengurangi ketangguhandari baja. Kadar silikon di dalam SKD-11Mod. lebih tinggi dari SKD-11, hal iniberkaitan dengan kemampuan silikon di dalammeningkatkan ketangguhan dan pemerataandistribusi nilai keras yang akan kemudian
Tabel 6. Hasil uji keras Rockwell(HRc)
KODE
BENDA UJISKD-11 SKD-11 Mod.
STANDAR PENGUJIAN STANfcM fl^UJlAN^
A(255) maks.
25,4-maks.,5) 12,70
(255) maks.
25,4-maks.,5) 24,62
H min. 61 63,80 min 62 62,80
T-l 58,5 57,40 59,50 58,76
T-2 58,0 59,10 60,00 59,70
T-3 59,9 59,30 61,50 60,72
Keterangan () nilai keras dalam HB, nilai keras Brinell
Tabel 7. Perbandingan komposisi kimia SKD-11 dengan SKD-11 Mod.
UNS10R
KOMPOSISI KIMIA (%)
KETERANGANSKD-11 SKD-11 Mod.
STAINT>AR PENGUJI
ANPENGUJIAN
JIS PEMBUAT
carbon 1,40-1,60 1,40-1,60 1,417 0,945 < 32,50%
silikon 0,40 maks. <0,40 0,31 0,914 > 128,50%
chrom 11,00-13,00 11,00-13,00 11,62 8,237 < 25,12%
molybdenum 0,80-1,20 0,80-1,20 0,83 1,907 > 138,38%
vanadium 0,20-0,50 0,20 - 0,50 0,22 0,169 ok
nickel ns <0,50 0,16 0,422 tetap masuk didalam batas,
tetapi jikadibandingkan >
163,88%
64 MESIN, Vol. 9, No. 1,Januari 2007, 53- 67
mempengaruhi mampu keras dari baja.Sedangkan kadar chrom di dalam SKD-11Mod. lebih rendah dari SKD-11 karena selain
chrom meningkatkan temperatur kritis,memperlambat kecepatan pendinginan, danjuga stabilisator karbida, tetapi di sisi lain,chrom juga memperbesar butir. Sedangkanbutiran yang diinginkan di dalam SKD-11Mod., terutama untuk karbidanya, adalah yanghalus. Molibdenum di dalam SKD-11 Mod.
ditemukan cukup tinggi, karena selain unsuryang sangat berpengaruh di dalam prosessecondary hardening, molybdenum jugamengurangi kecenderungan pelunakan padasuhu tinggi dan juga mengurangi kecepatanpendinginan kritis proses, selain itu jugasekaligus adalah stabilisator karbida. Selainpengaruh yang disebutkan tadi, molybdenumjuga memperbaiki mampu keras dankatangguhan dari baja. Untuk vanadium,kandungannya di dalam SKD-11 Mod.memang berada di bawah standar yangdiberikan oleh JIS maupun pembuatnya untukSKD-11, tetapi kalau dilihat secara umum,maka kadar vanadium yang dimiliki oleh bajaSKD-11 Mod. ini masih di dalam batas
wajarnya, yaitu (0,15 - 0,20)%. Nikel,memang masih ada di dalam standar yangdiberikan untuk SKD-11 baik oleh JIS maupunpembuat, tetapi jika dibandingkan antara yangterkandung di dalam SKD-11 hasil pengujian,bedanya cukup jauh, yaitu sekitar 26%. Hal inimungkin dilakukan mengingat bahwa nikelmemberikan efek penghalusan butir.Berdasarkan atas data pengujian yangdiperoleh di dalam pembuatan SKD-11 Mod.maka dari komposisi kimia standar SKD-11:unsur-unsur carbon dan chrom dikurangi danunsur-unsur silikon dan vanadium
ditambahkan, unsur nikel kadarnya dibuatmendekati maksimum.
Struktur mikro SKD-11 hasil pengujian,jika dibandingkan dengan standar yang ada,untuk kondisi awalnya sesuai dan terdiri atasferit dan karbida. Karbida yang ada adalahkarbida chrom. Struktur mikro awal SKD-11
Mod. terlihat sama jenisnya baik denganstruktur mikro SKD-11 maupun denganstandar pembandingnya untuk semua proses.Yang membedakannya adalah kondisi dari
karbida yang cenderung lebih halus dan prosesdistribusinya yang tersebar lebih merata. Jikamelihat struktur mikro SKD-11 untuk prosespemudaan, ternyata untuk pemudaan dengansuhu 400°C strukturnya lebih halus dandistribusinya pun terlihat lebih meratadibandingkan dengan proses pemudaan dengansuhu 300°C. Dan kondisi ini dapatmenyebabkan naiknya nilai keras. Jikadilakukan perbandingan dengan mengambilstandar lain, untuk kondisi awal, Gambar 3,struktur yang terbentuk menyerupai, tetapi halini tidak berlaku untuk struktur yang telahmengalami proses pengerasan, Gambar 4.Dengan mengacu pada diagram fasa 12%Chrom, maka terlihat bahwa karbida yangterbentuk pada SKD-11 Mod berbeda dengankarbida pada SKD-11. Pada SKD-11 Mod.terbentuk 2 jenis karbida chrom, yaitu(FeCr)7C3 dan (FeCr)23C6 sedangkan padaSKD-11 hanya 1, yaitu (FeCr)7C3,6).Timbulnya dua jenis karbida inilah yang jugaturut menyebabkan terjadinya peningkatannilai keras.
Hasil dari uji keras untuk kondisi awalbaja SKD-11 terlihat jauh lebih kecil jikadibandingkan nilai keras awal SKD-11 Mod.,tetapi semuanya masih masuk dalam batasyang diberikan oleh standar. Perbedaan nilaikeras awal ini disebabkan dengan adanyapeningkatan dan pengurangan kandunganunsur-unsur yang berhubungan denganpeningkatan nilai keras, dan juga karenaadanya penghalusan dan perataan distribusikarbida. Setelah proses pengerasan, nilai kerasSKD-11 naik menjadi 63,8, sedangkan SKD-11 Mod. menjadi 62,8, semuanya itu masihmasuk di dalam toleransi standar. Sedangkanuntuk proses pemudaan nilai keras masing-masing juga masuk dalam toleransi standar.Jika dibandingkan antara nilai keras hasilpemudaan SKD-11 dengan SKD-11 Mod.,maka nilai keras hasil pemudaan SKD-11Mod. lebih tinggi. Juga terlihat pada Gambar17, adanya penyimpangan bentuk grafik untukSKD-11 hasil pengujian, yaitu nilai keras yangterus naik, dan hal ini tidak sesuai dengangrafik standar yang ada, kejadian ini jikadilihat dari struktur mikronya, memang sepertidijelaskan di atas, struktur mikro proses
Perbandingan karakteristik SKD 11 Mod terhadap SKD 11 {R.D. Sulamet-Ariobimo) 65

65
Sa
5,60-
X
55
-♦—StandarSKD II Mod
-A- Standar SKD II
•SKD II Mod
•SKD II
200 300 400 500
Suhu pemudaan (°C)Gambar 17 : Diagram nilai keras terhadap suhu pemudaan
600
pemudaan lebih halus dan distribusinya lebihmerata.
KESIMPULAN DAN SARAN
Kesimpulan1. Jika dibandingkan antara komposisi kimia
baja SKD-11 dengan SKD-11 Mod.,terlihat bahwa modifikasi komposisidilakukan terhadap unsur carbon, silikon,chrom, molybdenum, dan nikel denganmengurangi atau manambahkan jumlahkandungannya sesuai dengan pengaruhyang diberikannya.
2. SKD-11 dan SKD-11 Mod. mempunyaistruktur mikro dengan jenis yang sama,yang berbeda adalah kehalusan dandistribusi dari struktur-struktur tersebut,dengan kondisi struktur mikro SKD-11Mod. mempunyai struktur karbida yanglebih halus dan lebih terdistribusi secara
merata.
3. Perbaikan sifat yang dilakukan kepadaSKD-11 dengan diciptakannya SKD-11Mod. diutamakan kepada perbaikan sifatmampu keras, hardenability, danketangguhan, toughness, sehinggaperubahan sifat baru terlihat setelahdilakukannya proses pengerasan danpemudaan.
66
4. Jika melihat pada kecenderungan/fre/idyang dimiliki oleh kurva nilai keras vssuhu pemudaan, terlihat bahwa untukSKD-11 ada penyimpangan trend.
Saran
1. Dilakukan penelitian lebih lanjut untukmenentukan batasan komposisi kimia dariSKD-11 Mod..
2. Dilakukan penelitian lanjutan untukmelihat hubungan antara struktur mikroyang terbentuk dengan kenaikan nilai kerasyang terjadi sekaligus untuk mengoreksistandard.
3. Dilakukan penelitian sifat mampu kerasdari baja SKD-11 dan SKD-11 Mod..
4. Dilakukan penelitian lebih lanjut tentangpenyimpangan trend kurva baja SKD-11.
DAFTAR PUSTAKA
1. Sulamet-Ariobimo, R.D., Pengaruh suhutempering terhadap SKD 11 Mod., Mesin -Jurnal Ilmiah Teknik Mesin, 2006, Vol. 8,No. 3.
2. Daido Steel Co. Ltd., DC 53 - NewGeneral Purpose Cold Die Steel, Nagoya,Jepang
3. www.tech.plvmounth.ac.uk
MESIN, Vol. 9, No. 1, Januari2007, 53 - 67

4. www.pvsteel.com. 22/11/2006, Paxton &Vierling Steel.
5. www.primosknives.com. 22/11/2006,Terry Primos
6. www.materialsengineer.com. 22/11/2006
7. JIS, JIS G4404 - 2000, Alloy Tool Steels,2000, Tokyo, Jepang: Japanese StandardAssociation
Daido Steel Co. Ltd., DC 11 TechnicalData, Nagoya, Jepang.
9. Daido Steel Co. Ltd., Heat TreatmentManualfor DC 53, Nagoya, Jepang
10. Daido Steel Co. Ltd., DC 53 TechnicalData, Nagoya, Jepang.
11. Thelning, K., Steel and its heat treatment,2nd ed.: p. 92-103, 1984, London, GreatBritain: Butherworth
12. Avner, Introduction to PhysicalMetallurgy, 2nd ed.: p. 356-357, 1986,Singapore: McGraw Hill Book Co.
8
13. ASM Handbook Committee, MetalsHandbook, 8th ed., vol. 2, Heat Treatment,1978, Metals Park, Ohio, United State ofAmerica: American Society for Metals.
14. ASM Handbook Committee, Metals
Handbook, 8th ed., vol. 7, Atlas ofMicrostructure of Industrial Alloy, 1978,Metals Park, Ohio, United State ofAmerica: American Society for Metals.
15. Hardness Conversion Chart For Hardened
Steel and Hard Alloys - ASTM E14016. ASM Handbook Committee, Metals
Handbook, 8th ed., vol. 8, Metallography,Structures and Phases Diagrams, 1978,Metals Park, Ohio, United State ofAmerica: American Society for Metals.
17. Krauss, G., Steel Heat Trearment andProcess Priciples, 1990, Metals Park,Ohio, United State of America: AmericanSociety for Metals.
Perbandingan karakteristik SKD 11 Mod terhadap SKD 11 (R.D. Sulamet-Ariobimo) 67





























