Embed Size (px)
Citation preview

Capitulo 4 Reduccion de “Short Stops”
59
4.2. MODELO REAL. LÍNEA DE ENVASADO “TREN 17” Se conoce como “tren de envasado” al conjunto de máquinas encargadas de introducir el producto dentro de su envase y los envases a su vez en embalajes. A la hora de seleccionar la maquinaria a emplear deben tenerse en cuenta capacidades técnicas, necesidades de personal, seguridad laboral, mantenimiento, nivel de servicio, fiabilidad, confiabilidad, capacidad de integrarse dentro de la línea de producción, coste del equipo, espacio requerido, flexibilidad, consumo de energía, calidad de los embalajes producidos, certificaciones, eficiencia, productividad, ergonomía o asuntos relacionados con retornos de la inversión.
Imagen 1: Vista General Llenadora Línea 17 Las máquinas que conforman la línea 17 serán las siguientes:
- Despaletizadora (D1) - Inspector de latas vacías (I1) - Desionizador (D2) - Llenadora-Taponadora (LT) - Inspector de latas llenas/ Chequeo del peso de la lata (I2) - Pasteurizador (P1) - Codificador de latas (CL) - Inspector de latas defectuosas (I3) - Empacadora “Shrink Packer” (SP1) - Codificador de Paquetes (CP1) - “Combiner Divider” (CD) - Empacadora “Shrink Packer Multipack” (SP2) - Paletizadora (P2) - Enfajadora (E) - Codificador etiqueta palet terminado (CP2)

Capitulo 4 Reduccion de “Short Stops”
60
Aparte del conjunto de máquinas anteriormente mencionadas existirán los transportadores, “buffers” o acumuladores de latas que cubrirán las entradas y salidas de las máquinas y el trayecto comprendido entre dos máquinas consecutivas. 4.2.1. Descripción del Proceso De Envasado En este apartado nos encargaremos de explicar el proceso de envasado desde sus inicios, donde se introduce la lata vacía, hasta la finalización del proceso cuando los palets con las latas llenas y perfectamente empaquetadas en sus diferentes formatos son almacenadas a la espera que los camiones de la empresa logística correspondiente los recojan para su distribución en el mercado. En “Scottish&Newcastle” tenemos dos líneas de barriles y otras dos de latas. Las de latas se llamarán línea 17 y línea 18. La que nos concierne, debido a que contiene la máquina donde nos centraremos (“Shrink Packer”) es la 17. En general, podemos decir que la línea de envasado consta de tres partes notoriamente diferenciables, que son la de llenado, empaquetado y paletizado/despaletizado. A su vez, cada una de estas podrían dividirse también en otras tantas que a continuación desarrollaremos. Comenzamos por la parte de DESPALETIZADO : Los palets con el vacío (que no es mas que las latas vacías con abertura en una de sus caras) son descargados por las carretillas (Imagen 2) en los transportes de alimentación de la despaletizadora.
Imagen 2: Zona de entrada de vacío
Capitulo 4 Reduccion de “Short Stops”
61
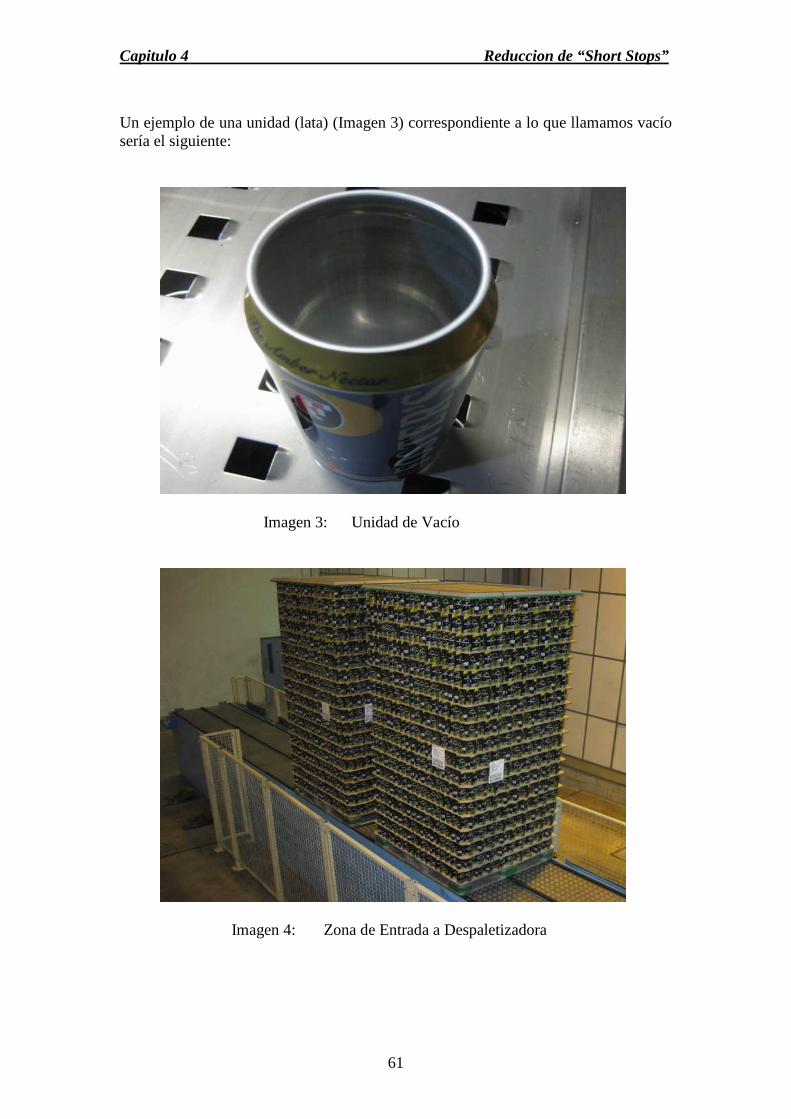
Un ejemplo de una unidad (lata) (Imagen 3) correspondiente a lo que llamamos vacío sería el siguiente:
Imagen 3: Unidad de Vacío
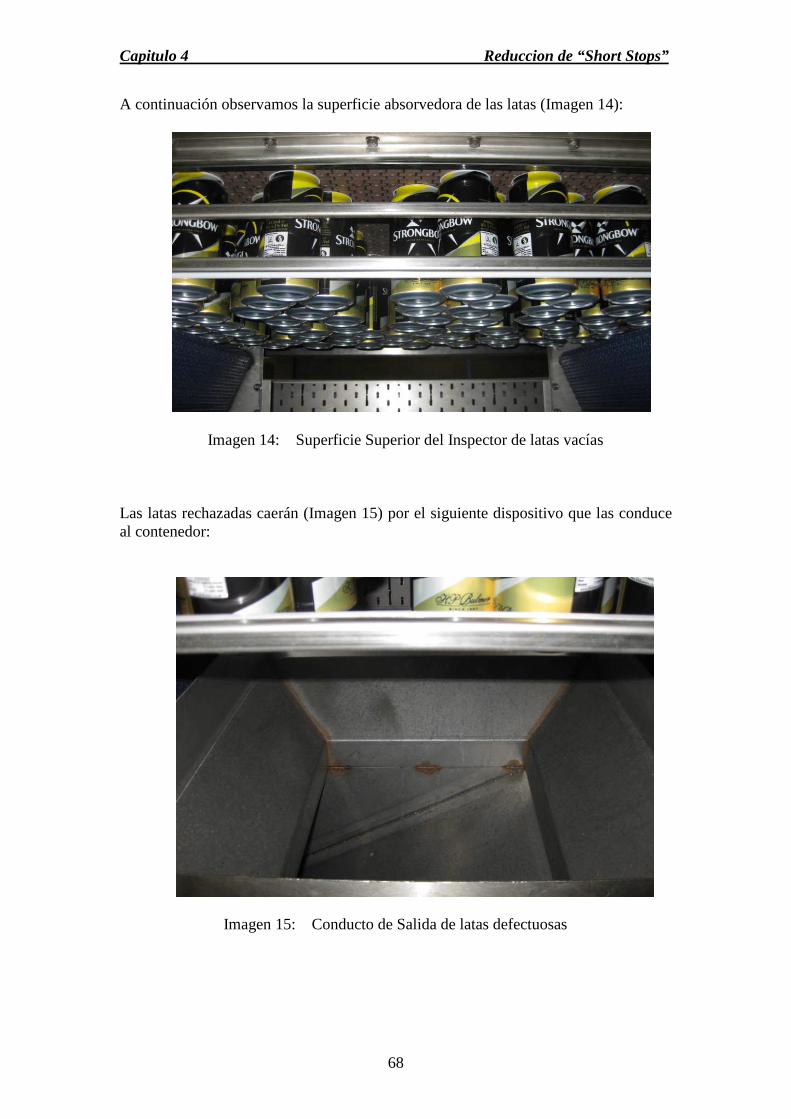
Imagen 4: Zona de Entrada a Despaletizadora

Capitulo 4 Reduccion de “Short Stops”
62
Como observamos en la anterior foto (Imagen 4) los palets sostienen varios pisos de latas que son conducidos a través de los transportadores que llevan a la zona de despaletizado (normalmente en torno a 160(16x10) unidades por piso aunque puede variar el número) separados por una hoja/capa de cartón cada uno de ellos excepto en la parte superior, donde además se coloca un marco, ya sea de madera o plástico. Para que no haya desprendimientos y este perfectamente fijado se enrollarán con flejes, los cuales podemos observar en color verde a ambos lados del palet. La zona de despaletizado se compone de dos alturas. Si nos situamos en la de arriba observamos lo siguiente:
Imagen 5: Zona de Corte de Flejes Vemos que la diferencia entre un palet y otro (Imagen 5) es que mientras que en el primero todavía existen los flejes, en el segundo ya no. Esto es debido a que es la zona empleada por los operarios para cortarlos con tijeras; el “cutex” es evitado por temas de seguridad en cuanto a cortes en las manos.

Capitulo 4 Reduccion de “Short Stops”
63
En esta foto (Imagen 6) observamos un conducto amarillo vertical, en la parte superior se encuentra un dispositivo que corta los flejes en porciones de pequeña longitud para que tengan mayor fluidez por la bajada. Al final lo que apreciamos será el cajón donde se almacenan los flejes para su posterior retirada.
Imagen 6: Carro Almacenador de Flejes Cortados A continuación entraríamos en lo que es propiamente la despaletizadora, lo primero que se realiza es recoger el marco superior mediante una máquina a la que los operarios llaman coloquialmente “la araña” por su forma de desplegarse y recoger el marco (Imagen 7). Al recogerlo, lo desplazan hacia uno de los lados y lo van depositando en un espacio habilitado para almacenar los mismos.
Imagen 7: Dispositivo de Recogida de Marcos

Capitulo 4 Reduccion de “Short Stops”
64
Vemos que el palet de entrada todavía posee el marco y que el que está encima de “la araña” ya no. Si nos fijamos podemos apreciar a la izquierda que existe el almacén de marcos antes comentado, “la araña” se desplazará horizontalmente a la hora de recoger y desprenderse de los marcos. Una vez que el palet ya no tiene marco pasaríamos a una posición el la que existe un elevador y una dispositivo de retirada de capas que recoge las mismas. Una vez que se recoge una hoja de cartón, existe un empujador que desplaza el piso correspondiente de latas hacia los transportes. Acto seguido actúa el elevador, que desplaza el siguiente piso de latas hacia la posición donde puede actuar de nuevo el recogedor de hojas de cartón y así sucesivamente (Imagen 8).
Imagen 8: Dispositivo de Recogida de Cartones Al recoger las hojas de cartón este dispositivo se eleva y almacena los mismos como se aprecia. Comprobamos que al fondo se encuentran ya las latas sin cartón sometidas a los procesos desarrollados por el empujador y elevador.

Capitulo 4 Reduccion de “Short Stops”
65
Cuando ya no queden pisos de latas y se encuentre solamente el palet, el elevador se desplazará a su posición inferior y el empujador conducirá el palet a un pequeño transporte que desemboca en el almacén correspondiente de palets. Esta es la zona baja de la despaletizadora, de la que desgraciadamente no podemos tener imágenes debido a que la máquina está cubierta por unas protecciones que hacen que no sea visible su interior. De todas formas lo que si que podemos ilustrar es la entrada de palets desde la parte inferior:
Imagen 9: Zona inferior de la Despaletizadora A continuación observamos los diferentes pisos de latas(Imagen 9) entrando en los transportadores (también a la derecha apreciamos con más claridad el almacén de marcos anteriormente comentado):
Imagen 10: Salida del vacío de la Despaletizadora

Capitulo 4 Reduccion de “Short Stops”
66
El operario podrá detectar algún objeto o sustancia que no debería permanecer en las latas de vacío mediante un espejo (Imagen 11) sujeto en la parte superior y a un lado en los transportes. También el operador podría retirar aquella con algún defecto claramente apreciable.
Imagen 11: Zona de observación a la salida de Despaletizadora Los transportes conducirían ya las latas vacías hacia la zona de llenado (Imagen 12), la velocidad de los transportes se fija mediante los variadores de velocidad, y su puesta en marcha y paro es a través de detectores de posición (final de carrera) y detectores ópticos (fotocélulas), que lo que indican es la presencia ó ausencia de latas en una zona localizada del transporte:
Imagen 12: Transportes conductores del Vacío

Capitulo 4 Reduccion de “Short Stops”
67
Vemos que durante el trayecto nos encontramos con dispositivos de parada de emergencia como el que apreciamos y que accionaríamos por cualquier circunstancia que pudiera provocar colapso de la línea en el caso de que nuestro cuello de botella (llenadora) no pudiera ejercer su función correctamente o fallos en los propios motores encargados del movimiento de los transportadores. Antes de entrar en la zona de llenadora todavía nos encontraríamos con dos dispositivos más, el desionizador y el inspector de latas vacías (Imagen 13) que ilustramos a continuación:
Imagen 13: Inspector de latas vacías La función de este inspector consiste en rechazar aquellas latas que no cumplan las especificaciones, es decir, si hay aunque sea un mínimo orificio en el interior de la lata por el que pueda salir líquido esta será rechazada. El proceso se realiza mediante la compresión de aire, las latas llegan en los transportadores y son absorbidas por una plataforma que lo que hace es inyectarle aire, si existe el más mínimo orificio no tendrá sujeción y se despegará de dicha plataforma cayendo abajo, donde existirá un contenedor.
Capitulo 4 Reduccion de “Short Stops”
68
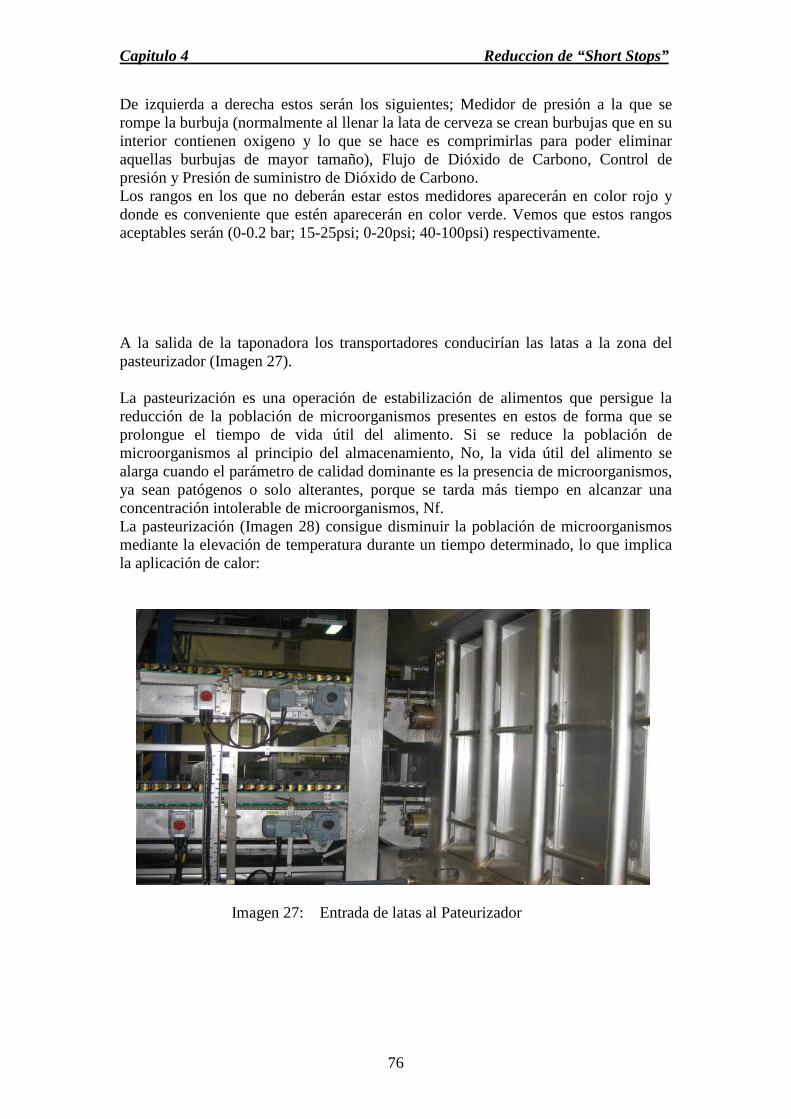
A continuación observamos la superficie absorvedora de las latas (Imagen 14):
Imagen 14: Superficie Superior del Inspector de latas vacías Las latas rechazadas caerán (Imagen 15) por el siguiente dispositivo que las conduce al contenedor:
Imagen 15: Conducto de Salida de latas defectuosas

Capitulo 4 Reduccion de “Short Stops”
69
Siguiendo los transportes llegaríamos al “twister”, que consiste en dos filas por donde van bajando las latas individualmente hasta llegar a la llenadora. (Imagen 16).
Imagen 16: “Twister” Por último, el dispositivo previo a la llenadora sería el desionizador (Imagen 17), cuya función es realizar una descarga de iones que expulsa las sales, microorganismos e impurezas orgánicas que pudieran existir en el interior de la lata. Lo que se intenta básicamente es erradicar las contaminaciones opacas y transparentes en el fondo del envase y aquellas en las paredes interiores y exteriores.
Imagen 17: Desionizador

Capitulo 4 Reduccion de “Short Stops”
70
A continuación podemos observar los inyectores (Imagen 18) que se encargan de la descarga y limpieza:
Imagen 18: Inyectores en Desionizador Una vez que ya hemos atravesado el desionizador las latas se disponen a entrar en la zona de LLENADORA (Imagen 19):
Imagen 19: Entrada del vacío en Llenadora

Capitulo 4 Reduccion de “Short Stops”
71
Comprobamos que después del desionizador los transportes irán cubiertos para evitar la deposición de algún tipo de suciedad. Van entrando y directamente mediante las guías y las estrellas se dirigen hacia los llenadores a contrapresión (Imagen 20):
Imagen 20: Paso del vacío por las guías y estrellas dentro de la Llenadora El proceso de llenado (Figura 17) consta de 8 fases que transcurren durante el recorrido de la lata por el carrusel:
1. Primera evacuación: El depósito está lleno de producto y gas. Dentro de la lata se genera un vacío (90%) que reduce el porcentaje de aire atmosférico (O2, N, CO2) dentro de la lata a aprox. el 10%.
2. Enjuague con CO2: El CO2 sale del depósito y entra en la lata donde genera una presión similar a la atmosférica.
3. Segunda evacuación: Se vuelve a generar un vacío (90 %) dentro de la lata. El porcentaje de oxígeno sigue reduciéndose hasta llegar aprox. al 1%.
4. Presurización: Abriendo dos válvulas de presurización se crea una presión de envasado dentro de la lata.
5. Llenado rápido: El producto fluye dentro de la lata. El gas de presurización se va expulsando durante el proceso de llenado y vuelve al depósito del producto.
6. Llenado lento: Tras el llenado, cuya duración se ha configurado previamente, el producto pasará a fluir dentro de la lata más lentamente. Cuando se alcanza el nivel de llenado definitivo, se cierran los conos de las válvulas y las válvulas de presurización. El flujo de producto se interrumpe.

Capitulo 4 Reduccion de “Short Stops”
72
7. Fase de estabilización: El producto envasado tiene tiempo para estabilizarse.
8. Despresurización: Abriéndose la válvula de despresurización, la mezcla de gas que se encuentra en la parte superior de la lata puede expandirse y la presión existente dentro de la botella se reduce a la presión atmosférica.
Figura 17: Proceso de Llenado
El modelo de los llenadores a contrapresión (Figura 18) consiste en un accesorio roscado cruz con reducciones en cada punta (no dibujadas), y que a su vez en cada punta se inserta un caño que se ajusta con tuerca y virola en las respectivas reducciones. Lo más “raro” que pueden encontrar es la parte inferior de la llenadora, que posee un tubo más grueso conteniendo a uno más fino por dentro (este último hacer circular la cerveza por dentro de la llenadora hasta la lata). Como muestra el dibujo, el caño grueso permite el escape de CO2 y aire desde dentro de la lata cuando ésta se está llenando tanto con cerveza como con CO2 cuando hay que barrer el aire dentro de la misma.
Figura 18: Modelo de llenadores a Contrapresión

Capitulo 4 Reduccion de “Short Stops”
73
Los moñitos de color rojo que se ven son las válvulas esféricas que permiten el flujo de líquido (cerveza) y gas. Por convención, cuando el moñito está en posición transversal respecto del tubo que obtura, la válvula esta cerrada. En la figura, en este momento, todas las válvulas están cerradas.
El trapecio invertido de color naranja es un tapón de goma con un agujero en el medio que permite pasar al tubo de escape de CO2, y que sella la lata por su pico al momento de la operación.
Imagen 21: Llenadores a Contrapresión
A continuación podemos apreciar una vista aérea de los depósitos que suministran la cerveza(Imagen 22) a la llenadora (derecha), el dispositivo de tuberías y conductos que conducen la cerveza y la propia llenadora (izquierda).
Imagen 22: Depósitos de suministro de cerveza

Capitulo 4 Reduccion de “Short Stops”
74
La velocidad de llenado normalmente se encuentra en torno a las 1400 latas por minuto. Una vez llenas las latas estarían en disposición de entrar en la taponadora :
Imagen 23: Taponadora Si nos fijamos bien y observamos por la ventana que dispone la máquina en la foto anterior o más claramente en la siguiente, vemos el conjunto de tapas cayendo desde arriba y que serán colocadas a presión y desplazadas mediante estrellas hacia los transportes de salida.
Imagen 24: Suministro de tapas

Capitulo 4 Reduccion de “Short Stops”
75
A continuación ilustramos la estrella (Imagen 25) que conduce a las latas que salen de los taponadores a presión hacia los transportadores de salida.
Imagen 25: Estrellas conductoras a la salida de la taponadora En la taponadora podemos apreciar una serie de medidores (Imagen 26) como son los siguientes:
Imagen 26: Medidores de presión. Llenadora
Capitulo 4 Reduccion de “Short Stops”
76
De izquierda a derecha estos serán los siguientes; Medidor de presión a la que se rompe la burbuja (normalmente al llenar la lata de cerveza se crean burbujas que en su interior contienen oxigeno y lo que se hace es comprimirlas para poder eliminar aquellas burbujas de mayor tamaño), Flujo de Dióxido de Carbono, Control de presión y Presión de suministro de Dióxido de Carbono. Los rangos en los que no deberán estar estos medidores aparecerán en color rojo y donde es conveniente que estén aparecerán en color verde. Vemos que estos rangos aceptables serán (0-0.2 bar; 15-25psi; 0-20psi; 40-100psi) respectivamente. A la salida de la taponadora los transportadores conducirían las latas a la zona del pasteurizador (Imagen 27). La pasteurización es una operación de estabilización de alimentos que persigue la reducción de la población de microorganismos presentes en estos de forma que se prolongue el tiempo de vida útil del alimento. Si se reduce la población de microorganismos al principio del almacenamiento, No, la vida útil del alimento se alarga cuando el parámetro de calidad dominante es la presencia de microorganismos, ya sean patógenos o solo alterantes, porque se tarda más tiempo en alcanzar una concentración intolerable de microorganismos, Nf. La pasteurización (Imagen 28) consigue disminuir la población de microorganismos mediante la elevación de temperatura durante un tiempo determinado, lo que implica la aplicación de calor:
Imagen 27: Entrada de latas al Pateurizador
Capitulo 4 Reduccion de “Short Stops”
77
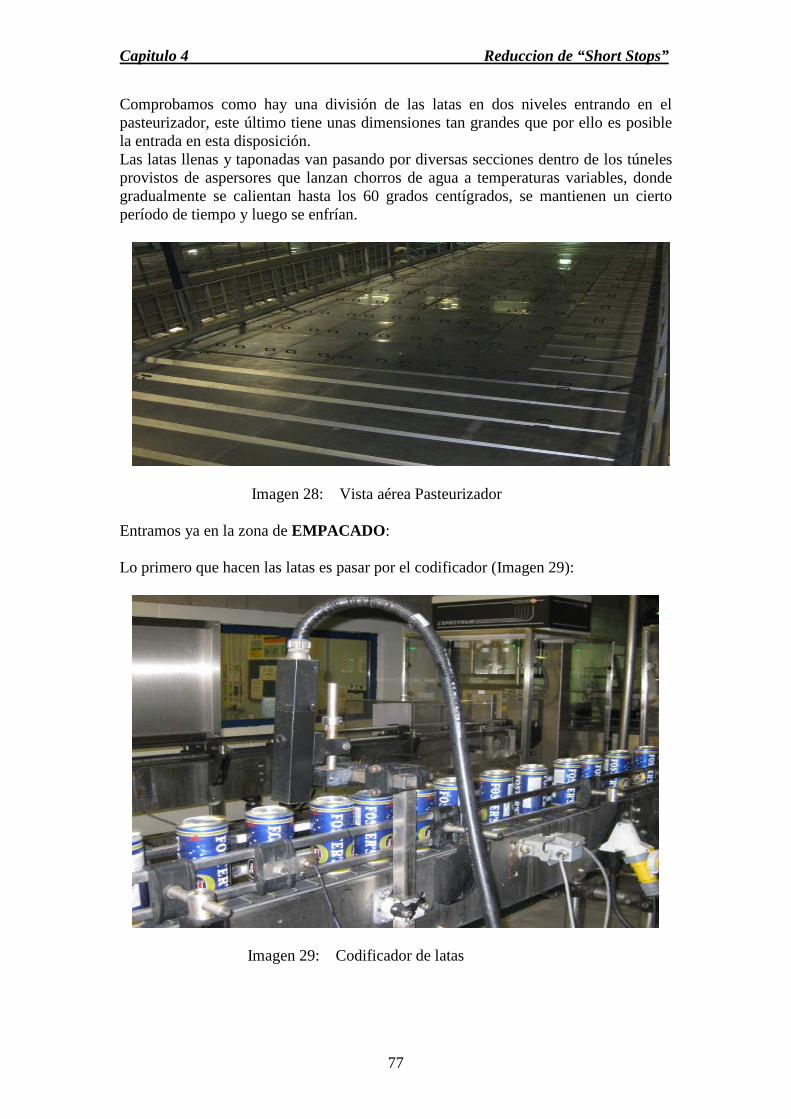
Comprobamos como hay una división de las latas en dos niveles entrando en el pasteurizador, este último tiene unas dimensiones tan grandes que por ello es posible la entrada en esta disposición. Las latas llenas y taponadas van pasando por diversas secciones dentro de los túneles provistos de aspersores que lanzan chorros de agua a temperaturas variables, donde gradualmente se calientan hasta los 60 grados centígrados, se mantienen un cierto período de tiempo y luego se enfrían.
Imagen 28: Vista aérea Pasteurizador Entramos ya en la zona de EMPACADO : Lo primero que hacen las latas es pasar por el codificador (Imagen 29):
Imagen 29: Codificador de latas

Capitulo 4 Reduccion de “Short Stops”
78
Este aparato anota en la parte posterior de la lata lo siguiente:
Imagen 30: Lata codificada La fecha de caducidad, el día correspondiente en el calendario juliano de cuando se realiza la codificación, la línea de envasado correspondiente (en nuestro caso la 17) y finalmente la hora en la que se produce la codificación (Imagen 30). La primera máquina que nos encontraríamos seria la “Shrink Packer” (Imagen 31):
Imagen 31: “Shrink Packer”

Capitulo 4 Reduccion de “Short Stops”
79
Su función será separar las latas en diferentes agrupaciones mediante las guías para cada uno de los formatos, para su posterior embalaje, que en un principio consistirá solamente en desplegar el papel alrededor de las latas y que posteriormente este se fijara al pack correspondiente de latas a través de la aplicación de calor suministrado en el túnel de retractilado. Los diferentes formatos que se realizan son: - C157 KRONENBOURG 500ml 4PK - C156 KRONENBOURG 440ml 8PK - H948 STRONGBOW 500ml 4PK - H952 STRONGBOW 440ml 8PK - C167 FOSTERS 440ml 8PK - C177 FOSTERS 440ml 8PK - C159 FOSTERS 500ml 6PK - C165 FOSTERS 500ml 4PK - DK62 FOSTERS 500ml 6PK La velocidad a la que funciona esta máquina suele estar comprendida entre los 1400 y 1680 latas por minuto. A continuación vemos como las latas ya están dispuestas en posición para ser envueltas, en el caso de la imagen (Imagen 32), en packs de 4, y vemos como al final del transporte están las cortinas que conducen al túnel de retractilado:
Imagen 32: “Collating Section” y “Wrapping Section”

Capitulo 4 Reduccion de “Short Stops”
80
A continuación, una imagen con los packs en los transportes a la salida del túnel de retractilado (Imagen 33), en este caso de cerveza STRONGBOW y en packs de 6 unidades.
Imagen 33: Transportes a la salida de la “Shrink Packer” Seguidamente, cada paquete se encuentra el Codificador cuya misión es marcar cada paquete con un código que la identifica, fábrica donde se llenó, línea de producción, tipo de cerveza y partida a que pertenece. Lo siguiente será la entrada de los packs de cerveza en la “Divider Combiner” (Imagen 34):
Imagen 34: “Divider Combiner”

Capitulo 4 Reduccion de “Short Stops”
81
Su función será principalmente situar en correcta disposición a los packs de cara a los transportes que conducirán a la “Trayloader”. Para ello, para cada diferente formato utilizará unas guías de mayor o menor tamaño. (Imagen 35)
Imagen 35: Guías de la “Divider Combiner” Entraríamos ya en la última máquina correspondiente a la zona de empacado, la “Trayloader” (Imagen 36):
Imagen 36: “Trayloader”

Capitulo 4 Reduccion de “Short Stops”
82
Esta tiene la función de realizar un empaquetado de varios packs; a los packs situados en posición adecuada se les añade una hoja de cartón en la posición inferior para posteriormente añadirle una película envolvedora de plástico alrededor pero que todavía no quedaría perfectamente fijada, ya que al igual que en la “Shrink Packer”, tendría que atravesar el túnel de retractilado, donde a través de la aportación de calor la película envolvedora quedaría ya perfectamente fijada a la disposición de packs correspondiente.
Imagen 37: “Collating Section” en la “Trayloader” En la anterior imagen (Imagen 37) podemos observar el dispositivo encargado de adicionar el cartón en la parte inferior, la disposición de la derecha carece todavía de él mientras que la posición que ocupa la disposición de la izquierda es precisamente donde se le añade el mismo.
Imagen 38: “Wrapping Section” en la “Trayloader”
Capitulo 4 Reduccion de “Short Stops”
83
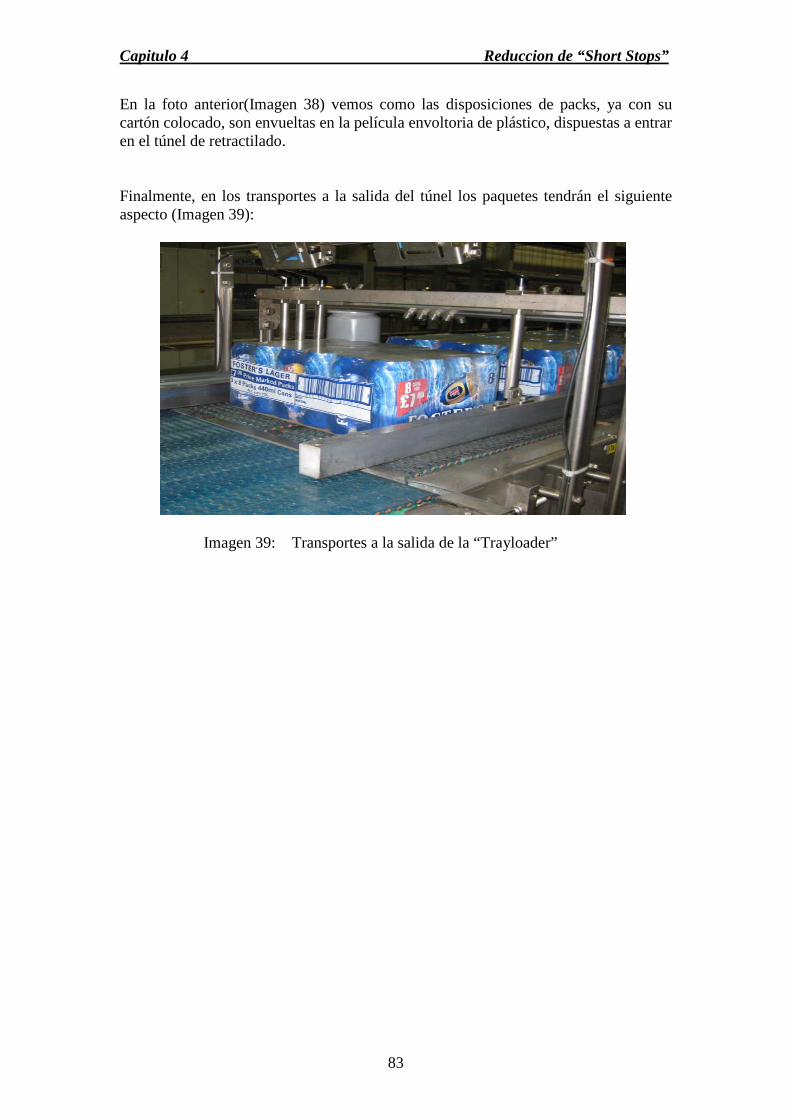
En la foto anterior(Imagen 38) vemos como las disposiciones de packs, ya con su cartón colocado, son envueltas en la película envoltoria de plástico, dispuestas a entrar en el túnel de retractilado. Finalmente, en los transportes a la salida del túnel los paquetes tendrán el siguiente aspecto (Imagen 39):
Imagen 39: Transportes a la salida de la “Trayloader”

Capitulo 4 Reduccion de “Short Stops”
84
Entraríamos ya en la última zona de este proceso de envasado, la de PALETIZADO : El paletizado se define como la acción y efecto de disponer mercancía sobre un palet para su almacenaje y transporte. Vemos a continuación los paquetes entrando en la Paletizadora (Imagen 40).
Imagen 40: Zona de entrada a la Paletizadora Nada más entrar los paquetes irán recolocándose en la posición más adecuada mediante estrellas de color negro que se aprecian en la siguiente foto (Imagen 41):
Imagen 41: Recolocación de paquetes a la entrada de la Paletizadora
Capitulo 4 Reduccion de “Short Stops”
85
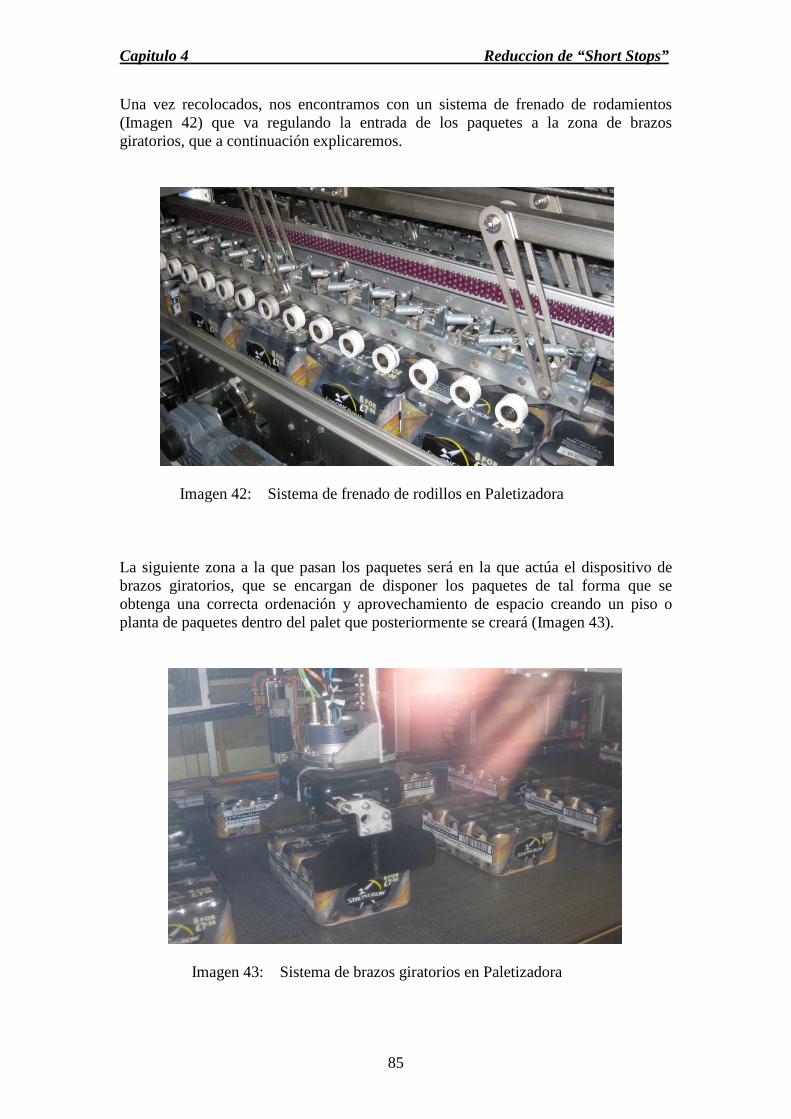
Una vez recolocados, nos encontramos con un sistema de frenado de rodamientos (Imagen 42) que va regulando la entrada de los paquetes a la zona de brazos giratorios, que a continuación explicaremos.
Imagen 42: Sistema de frenado de rodillos en Paletizadora La siguiente zona a la que pasan los paquetes será en la que actúa el dispositivo de brazos giratorios, que se encargan de disponer los paquetes de tal forma que se obtenga una correcta ordenación y aprovechamiento de espacio creando un piso o planta de paquetes dentro del palet que posteriormente se creará (Imagen 43).
Imagen 43: Sistema de brazos giratorios en Paletizadora

Capitulo 4 Reduccion de “Short Stops”
86
A continuación nos encontraremos con un tope, que no es más que una chapa metálica que se mueve horizontalmente, y que hace que se agrupen los paquetes en perfecta disposición para formar parte de un piso o planta del palet (Imagen 44).
Imagen 44: Formación de los pisos del palet Ya estamos en disposición de acceder al elevador, que consiste en una plataforma que se eleva hasta recoger un piso de paquetes para después descender y de nuevo ascender cuando el siguiente piso de paquetes este listo o preparado y recopilarlos uno encima de otro (Imagen 45).
Imagen 45: Empujador de cajas

Capitulo 4 Reduccion de “Short Stops”
87
Aquí podemos observar con más claridad el funcionamiento del elevador:
Imagen 46: Paletizador de cajas Finalmente cuando el cargamento del palet sea el adecuado ya solo faltaría el propio palet, que será suministrado mediante transportes. El elevador colocara la pila de pisos de paquetes sobre el palet (Imágenes 46 y 47).
Imagen 47: Zona inferior de transportes de la Paletizadora Ya solo faltaría empaquetar el palet para que no haya movimiento de paquetes durante el proceso logístico que supone llevar al mercado el producto. El empaquetamiento se realiza utilizando película de papel de plástico, que envolverá todo el palet.

Capitulo 4 Reduccion de “Short Stops”
88
La máquina encargada para ello será la enfajadora (Imagen 48):
Imagen 48: Enfajadora No es más que un mecanismo que recoge el plástico, lo dispone a través de la abertura circular que posee en el centro, se mueve verticalmente rotando a la misma vez y coloca el mismo alrededor del palet cuando este se encuentra en la posición marcada para el empaquetamiento (Imagen 49).
Imagen 49: Palet enfajado

Capitulo 4 Reduccion de “Short Stops”
89
Los palets se irían acumulando a la salida (Imagen 50), en disposición de ser recogidos por las carretillas motoras, que bien lo cargan directamente en los camiones de la empresa logística encargada de distribuir el producto al mercado o bien lo trasladan al almacén a la espera de ser cargados en los camiones.
Imagen 50: Palets en transportes de salida Por último cabría destacar ciertas consideraciones:
• Algunos productos pueden constituir cargas demasiado pesadas para las carretillas elevadoras pequeñas que caen hacia adelante al intentar elevar la carga. Conviene por tanto limitar el peso limitando el número de pilas o disminuir la altura de la carga paletizada.
• Del mismo modo, algunas estanterías de almacenamiento admiten una carga por m² reducido, y conviene igualmente limitar el peso de la carga.
• Otros almacenes están equipados con ascensores o montacargas entre las plantas cuya altura es reducida y no pueden admitir las cargas a plena altura.
• Hay que prestar atención al sentido de los patines cuando la carga se introduce con holgura respecto al palé y la carga del palé no puede hacerse más que por 2 entradas a causa de la longitud de las horquillas o la estabilidad en la manipulación. Una mala elección del sentido obliga a almacenar a caballo sobre 2 pilas, lo que provoca una pérdida de espacio de almacenamiento.
• La altura del camión que los transporta se sitúa habitualmente entre 2,5 m y 2,6 m y hay que prever alrededor de 15 cm de margen para poder elevar la carga al interior del camión lo que deja una altura útil disponible de alrededor de 2,4 m.
• Se recomienda transportar dos palés de 1,2 m superpuestos antes que uno solo de 1,8 m. La tasa de relleno del camión es mejor a pesar de las manipulaciones y los costes de paletización suplementarios. Además, la altura de las instalaciones de almacenamiento de muchos distribuidores están equipados con estanterías-paletizadoras limitan la altura a 1,35 m (evitar) o 1,2 m máximo.

Capitulo 4 Reduccion de “Short Stops”
90
4.2.2. Automatismos Cuando un proceso de automatización se realiza sin la intervención humana decimos que se trata de un proceso automatizado. La automatización permite la eliminación “total” o parcial de la intervención del hombre. Los automatismos son dispositivos de realizar tareas sin la intervención humana. Automatización a pequeña escala
Automatización de proceso: es la automatización en la cual intervienen diferentes máquinas para obtener un fin, por ejemplo un proceso de envasado.
Sistemas de automatismos programables: Representan el grado más elevado de la automatización y en ellos intervienen equipos informáticos y robotizados.
Ventajas de la automatización
• Reduce los gastos de mano de obra directos en un porcentaje más o menos alto según el grado de automatización.
• Puesto que los productos son más competitivos, aumentan los beneficios, es decir, si reducimos costes se puede fabricar más barato y por lo tanto aumentar las ventas.
• Aumenta la capacidad de producción de la instalación utilizando las mismas máquinas y los trabajadores.
• Aumenta la calidad de producción ya que las máquinas automáticas son más precisas.
• Mejora el control de la producción ya que pueden introducir sistemas automáticos de verificación.
• Permite programar la producción.
• A media y a largo plaza, y gracias a la constancia y a la uniformidad de la producción se garantizan plazos de entrega más fiables.
• Se reduce las incidencias laborales puesto que las máquinas automáticas realizan todo tipo de trabajos perjudiciales para el hombre.
Estructura del funcionamiento
En el funcionamiento de los automatismos se distinguen tres fases:
• Entrada de datos u ordenes.
• Control de los datos.
• Realización de tareas concretas.
Capitulo 4 Reduccion de “Short Stops”
91
Una serie de dispositivos o periféricos de entrada envían señales a la unidad de control de procesos y esta pone en marcha y controla los dispositivos o periféricos de salida, los cuales realizan tareas concretas.
4.2.2.1. Detectores ópticos (Fotocélulas)
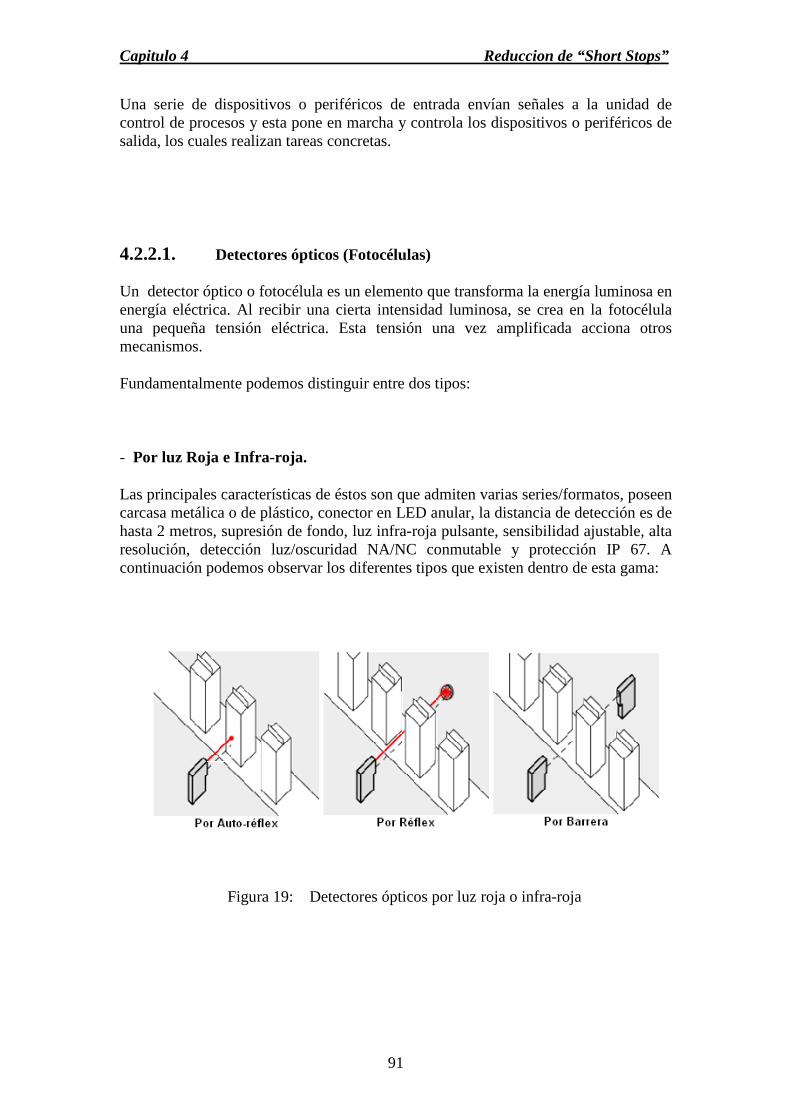
Un detector óptico o fotocélula es un elemento que transforma la energía luminosa en energía eléctrica. Al recibir una cierta intensidad luminosa, se crea en la fotocélula una pequeña tensión eléctrica. Esta tensión una vez amplificada acciona otros mecanismos.
Fundamentalmente podemos distinguir entre dos tipos:
- Por luz Roja e Infra-roja.
Las principales características de éstos son que admiten varias series/formatos, poseen carcasa metálica o de plástico, conector en LED anular, la distancia de detección es de hasta 2 metros, supresión de fondo, luz infra-roja pulsante, sensibilidad ajustable, alta resolución, detección luz/oscuridad NA/NC conmutable y protección IP 67. A continuación podemos observar los diferentes tipos que existen dentro de esta gama:
Figura 19: Detectores ópticos por luz roja o infra-roja

Capitulo 4 Reduccion de “Short Stops”
92
- Por Láser
Las principales características de éstos serán la carcasa metálica, forma cilíndricas y rectangulares, conector M8, monitorización por Led, Led de ayuda para ajuste de enfoque, sensibilidad ajustable, indicador de contaminación, rango de detección hasta de 50 metros, resolución desde 0,3 milímetros y protección IP67.
Las aplicaciones típicas serán para detección de piezas muy pequeñas, detección de agujeros y grietas, verificación de pequeños taladros, verificación de roscas, control de rebabas, posicionado y barreras de paso.
Figura 20: Detectores ópticos por láser
A continuación podemos observar alguno de los detectores ópticos (Imagen 51) empleados en las líneas de envasado de “Scottish&Newcastle”:
Imagen 51: Detector óptico por luz infra-roja auto reflex

Capitulo 4 Reduccion de “Short Stops”
93
Imagen 52: Detector óptico por luz infra-roja por barrera.
4.2.2.2. Otros Captadores de Información:
Otros captadores podrían ser los presostatos, los termostatos, los niveles de productos, los detectores de flujo en tuberías, los transmisores de presión o los medidores de caudal.
Como ejemplo vamos a ilustrar el medidor de caudal a la salida de la taponadora, tendremos otro igual a la salida del páster debido a que debido al tratamiento térmico empleado puede que se haya modificado el nivel de cerveza de la lata:
Imagen 53: Medidor de caudal
Capitulo 4 Reduccion de “Short Stops”
94
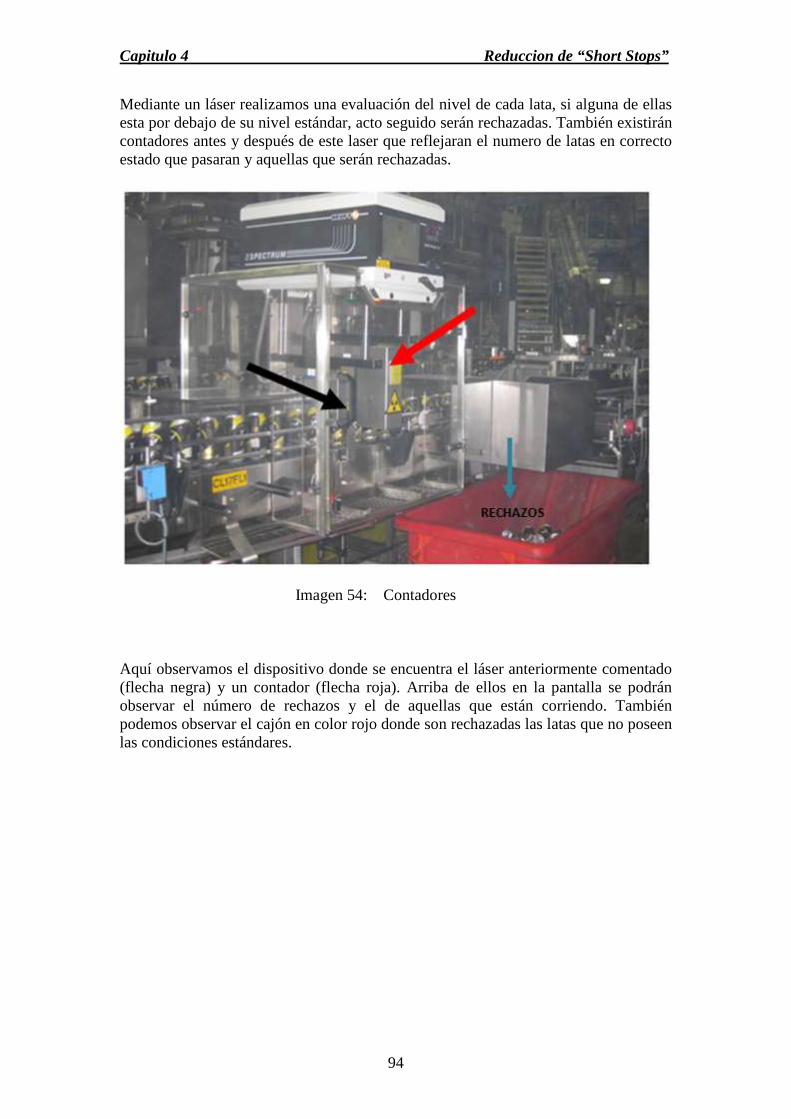
Mediante un láser realizamos una evaluación del nivel de cada lata, si alguna de ellas esta por debajo de su nivel estándar, acto seguido serán rechazadas. También existirán contadores antes y después de este laser que reflejaran el numero de latas en correcto estado que pasaran y aquellas que serán rechazadas.
Imagen 54: Contadores
Aquí observamos el dispositivo donde se encuentra el láser anteriormente comentado (flecha negra) y un contador (flecha roja). Arriba de ellos en la pantalla se podrán observar el número de rechazos y el de aquellas que están corriendo. También podemos observar el cajón en color rojo donde son rechazadas las latas que no poseen las condiciones estándares.





























