Embed Size (px)
Citation preview

A4-1
SEM 327 - Complementos de Elementos de Máquinas II J.Lirani
AULA 4

A4-2
SEM 327 - Complementos de Elementos de Máquinas II J.Lirani
2.11. Avarias e defeitos nas Engrenagens
2.11.1 avarias por ruptura :
• ruptura vilolenta no pé do dente devida a sobrecargas e a choque
• ruptura por fadiga no pé do dente - se prematura é devida a defeitos de material ou de fabricação
• ruptura no canto do dente por distribuição desigual de carga
• estilhaçamento da cabeça por fragilidade excessiva ou choque
2.11.2 desgaste nos flancos
• craterização (“pitting”) - acontece na região do dp e abaixo, associada normalmente a fadiga por compressão
• zona estriada perto do dp devida à baixa dureza do material.
• sulcos devidos a lubrificação insuficiente.
• aquecimento devido a lubrificação / refrigeração insuficientes
• desgaste excessivo por defeito de material ou lubrificação
• rebarbas ou deformações plásticas
• “scoring” (riscos radiais). O scoring é causado pela falha do lubrificante que tem sua “película” rompida e causa o contato metálico entre as superfícies e a micro-solda instantânea entre as superfícies. Segue-se oarrancamento de porções da superfície quando os dentes se afastam.

A4-3
SEM 327 - Complementos de Elementos de Máquinas II J.Lirani
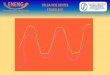
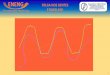
2.11.3 Ruidos de funcionamento das engrenagens
A análise do sinal do ruído indica duas fontes principais:
• vibração devida ao impacto de engrenamento ( E na fig abaixo) esta frequência é proporcional à rotação e no. de dentes
• entre os engrenamentos aparecem frequências naturais dos dentes e ruidos
As avarias podem ser evitadas por:
• redimensionar engrenagens levando
em conta choques, sobrecargas ,etc
• uso de material adequado
• uso de lubrificação adequada
• cuidados na fabricação e montagem

A4-4
SEM 327 - Complementos de Elementos de Máquinas II J.Lirani
Medidas para diminuir ruidos de funcionamento das engrenagens
• dimuir força tangencial
• diminuir velocidade tangencial
• eliminar erros de passo
• melhorar o acabamento e adotar amaciamento
• aumentar grau de recobrimento
• adotar dentes inclinados
2.12. Lubrificação das engrenagens
• objetivos da lubrificação
reduzir atrito
reduzir desgaste
conduzir calor
• Lubrificantes usados:
óleos minerais ( puros ou com aditivos extrema pressão EP)
graxa ( velocidades tangenciais baixas )
sólido ( grafite , bissulfeto de molibdênio)
A escolha é baseada na viscosidade necessária calculada :
η↑ para velocidades ↓ e pressão de contato ↑ ( Tab 22.28 Niemann)
• Tipos de lubrificação:
por imersão. A profundidade de imersão deve ser de 1 a 6 vezes o módulo. As demais engrenagens são lubrificadas por salpicamento. A aceleração centrífuga máxima do óleo deve ser de
por lubrificação forçada ( aceler. maiores) com bomba e injetores.
22 /550. smr =ω

A4-5
SEM 327 - Complementos de Elementos de Máquinas II J.Lirani
2.13. Fundamentos da fabricação de engrenagens
• curvatura depende do número de dentes: z pequeno tem dentes mais “gordos” , cremalheira tem flanco plano ( dp é infinito)
• NB : para um mesmo par o perfil do pinhão é diferente da coroa !!
Como produzir estes perfis ?
por geração
por perfilamento
Da geometria do engrenamento sabemos que o raio de curvatura no diâmetro genérico i :
e cos. mas αpb dd = zmd p .=
. portanto ibib
ii tgrr
tg φρρφ ==
⇒ .cos2.
ii tgzm φαρ =
movimento axial do cortador
geracão perfilamento

A4-6
SEM 327 - Complementos de Elementos de Máquinas II J.Lirani
2.13.1 Fabricação de engrenagens por processo de geração
• ferramenta ( cortador) faz movimento de corte ( vc e va ) + movimento deengrenamento
Geração por cremalheira (sistema Hob ou Renânia)
• os dentes do cortador tem flanco reto ( cremalheira)
• um cortador tem módulo m e ângulo de pressão α fixados
• o adendo do cortador hkz é tal que dedendo da engrenagem cortada é
e portanto a folga radial de engrenamento fica
• a parte superior do perfil do flanco do cortador faz o raio do pé do dente ( e também causa interferência - undercut - quando z é pequeno )
• a parte inferior do perfil do flanco do cortador faz o chanfro da cabeça do dente ( quebra de canto vivo)
• para engrenagens corrigidas faz-se afastam. ou aproxim. do cortador
α
m hkz
para quebrar canto vivo na cabeça do dente
flanco de geração da evolvente
porção que faz raio no pé do dente
linha primitiva do cortador
t = pc / 2 = m.π /2
6
7.m
6m
=f

A4-7
SEM 327 - Complementos de Elementos de Máquinas II J.Lirani
.cos2.
ii tgzm φαρ =
• o mesmo cortador serve para qualquer z e faz qualquer raio de curvatura necessário uma vez fixo o ângulo de pressão. O ângulo φi é gerado pelo movimento de engrenamento
• o ângulo de hélice é dado pelo posicionamento angular da ferramenta
• o número de dentes depende da montagem do mecanismo de divisão o qual
dá a relação voltas do cortador / voltas da peça

A4-8
SEM 327 - Complementos de Elementos de Máquinas II J.Lirani
Geração por engrenamento comum: sistema Fellows
• agora o cortador tem fixados m , α e um número finito de dentes z .
• o ângulo de hélice é dado pelo movimento helicoidal da ferramenta
• o número de dentes depende da montagem do mecanismo de divisão o qual
dá a relação voltas do cortador / voltas da peça
• a grande vantagem deste caso é cortar engrenagens usando curto percurso axial como visto na figura acima à esquerda, ou mesmo engrenagens internas.
um sistema semelhante ao Fellows pode ser
usado para cortar sem-fim

A4-9
SEM 327 - Complementos de Elementos de Máquinas II J.Lirani
2.13.2. Fabricação de engrenagens por processo de perfilamento
• perfilamento = cópia do perfil
• não existe movimento de engrenamento , portanto depois de feito um vão faz-se o movimento de divisão.
• também chamado sistema módulo e a fresa chamada de fresa módulo.
• o perfil obtido é aproximado e cada fresa módulo tem fixados, m , α e faixa de z.
• é um processo de baixa série e também pode ser usada plainadora e ferramenta de barra com perfil
• para altas séries usa-se máquina especial com mov de plainadora e avanço radial concomitante das ferramentas ( shear cutting)

A4-10
SEM 327 - Complementos de Elementos de Máquinas II J.Lirani
2.13.3. Fabricação de engrenagens por outros processos
Existem vários outros processosde fabricação de engrenagens
• Forjamento a frio - para altas séries devido ao alto custo das matrizes
• Injeção - engrenagens pequenas e sem responsabilidade
• Sinterização
2.13.4 Acabamento e outros processos típicos
Quando se quer precisão e/ou baixo ruído usam-se os processos de acabamento :
• shaving
• retificação
Em ambos os casos a máquina faz
movimento de geração e ainda pode
produzir um abaulamanto (crown)
do flanco (“contra-flecha”)
Tratamentos térmicos
• tempera superficial por indução, etc
• nitretação
• shot peening (jateamento com granalhas)- para elevar resistência, diminuir tensões residuais e aumentar resistência á fadiga
Amaciamento e ajustagem
largura
0,01 a 0,02

A4-11
SEM 327 - Complementos de Elementos de Máquinas II J.Lirani
Controle de Qualidade de engrenagens ISO 1328
• Medida sobre pinos (retas) ou esferas (helicoidais)
controla se espessura do dente está dentro da tolerância ∆t
dados ∆t , e geometria da engrenagem calcula-se a medida entrepino dx + ∆ dx
• Controle de passo de hélice e de perfil
• Rolagem com engranegem padrão
com ; cos
cos
pinopx rr
φα
=( )
zrr
evd
ttev
b
pino
p
ppino
παφ −++∆+
=

A4-12
SEM 327 - Complementos de Elementos de Máquinas II J.Lirani
Tolerâncias para dentes.
a) passo - na faixa de 0,013 a 0,040 mm b) perfil – variação dentro de 0,013mm. a 0,025. c) concentricidade – está na faixa de 0,13mm.d) alinhamento do dente- em engrenagens comerciais o alinhamento é mantido dentro de 0,013 a 0,025 mm/mm. e) espessura – engrenagens de potência toleram de 0,050 a 0,13 mm de variação na espessura do dente.f )acabamento superficial – engrenagens de precisão têm o acabamento superficial mantido de 0,8 microns rms. Engrenagens comerciais estão dentro de 1,2 - 1,5 microns rms.
Em muitos casos a qualidade das engrenagens pode ser medida por simples testes funcionais.Em algumas aplicações um TESTE DE RUÍDO é suficiente para aprovar ou reprovar as engrenagens.Algumas das engrenagens de potência são testadas RODANDO A PLENACARGA E VELOCIDADE durante um período de tempo. Se elas ficarem polidas, sem desgaste, e girarem silenciosamente, pode ser garantido que elas trabalharão bem.
BACKLASH
• em alguns casos a carga nãopermite que se forme um filme de lubrificante adequado e então se recuam as engrenagens e aumenta-se a distância entre-centros de ∆C para obter folga circunferencial ( backlash B)
sen C 2 B α∆=

A4-13
SEM 327 - Complementos de Elementos de Máquinas II J.Lirani
2.14. Projeto de transmissões por engrenagens
2.14.1 Escolha da disposição dos eixos e lay-out da transmissão
• eixos horizontai, paralelos e caixas bi-partidas são preferíveis . Fig 22.1
• uma disposição que resultre em dimensões próximas de um quadrado geralmente são as mais econômicas
• notar na figura todos os detalhes construtivos ( 16 itens) . Não se esqueça deles ao fazer seu projeto !

A4-14
SEM 327 - Complementos de Elementos de Máquinas II J.Lirani
• para pequenos redutores pode-se ter tampas laterais flangeadas Fig 22.2.
• neste caso não esquecer: parafusos só tem função de fixar (força axial). Usar então pinos-guia de posicionamento.
• a usinagem dos mancais em tampas flangeadas ou em eixos com 3 mancais (hiperestáticos!) deve ser feita concomitantemente em mandriladora

A4-15
SEM 327 - Complementos de Elementos de Máquinas II J.Lirani
2.14.2. Distribuição das relações de transmissão
• Normalmente a fonte de potência mecânica são motores elétricos, que possuem alta velocidade e baixo torque. Porisso usamos redutores
• Potência em cada eixo
β - ângulo de hélice e v - velocidade tangencial ( m/s)
itoengrenamenmancaisi NN ..1 ηη=+
ipinhãotoengrenamen
mancais
vz
++−≅
≅
203,0
cos.1,01
98,0
βη
η
Relação de transmissão i - de forma que iI > 1 para reduções.
onde iI é a relação de transmissão do primeiro par de engrenagens I e zI1é número de dentes da engrenagem 1 do par de engrenagens I
1
2
I
II z
zi =
zI1 16 16 17 17zI2 39 40 37 38i 2,4375 2,5000 2,1765 2,2353variação - +2,56 % -10,71 % -8,29 %
• i é regida pela aritmética de inteiros e portante varia aos saltos
• para um estágio i até 8 ( 6 para máquinas de mais precisão)
• para 2 estágios ( 2 pares de engrenagens ou 3 eixos) i até 45
• para 3 estágios ( 3 pares ou 4 eixos) i até 200
ntotal iiii ..... 21=

A4-16
SEM 327 - Complementos de Elementos de Máquinas II J.Lirani
• ao escolher os z não os escolher como multiplos mesmo que i o permita para evitar que um dente sempre engrene com o mesmo outro dente a cada volta . Por exemplo se i=0,5 escolher 17 e 35 o que dá êrro de -2,8%
• no caso de projeto de redutores, o momento torçor ( e portanto todos os esforços) cresce à medida que a rotação diminui. Também é possivel provar que os esforços na engrenagem menor crescem quando i aumenta. Portanto é aconselhável adotar i decrescentes e aproveitar o momento torçor menor.
• para distribuição de i temos duas alternativas :
usar séries normalizadas de Rénard ( melhor) - Ver apostila de Projeto de caixas de velocidade de Máquinas Ferraments
usar números não normalizados
Niemann dá uma fórmula mais sofisticada para distribuir i
• Uma maneira simplificada é adotar
• se quisermos uma relação total de engrenamento iT teremos :
4 para dois pares de engrenagem :
obedecendo sempre redução máxima 6 e ampliação máxima 1/2
4 para tres pares de engrenagem:
3/21 ii ii =+
5/31
3/51
3/21121 ..
T
T
ii
iiiiii
=⇒
===
19/91
9/191
9/41
3/211321 ....
T
T
ii
iiiiiiii
=⇒
===

A4-17
SEM 327 - Complementos de Elementos de Máquinas II J.Lirani
• Exemplo - queremos uma iT = 27 :
4 para dois pares de engrenagem :
4 para tres pares de engrenagem:
( )
permitida a quemaior é redução primeira a mas 7374,3 . 7,224627 : riaredutor te o portanto
7374,32246,7
2246,7273/23/2
12
5/35/31
====
===
ii
ii T
( )
!OK .0013,2 . 8313,2 . 7645,427 : riaredutor te o portanto0013,28313,2i e 8313,27645,4
7645,4273/23/2
233/23/2
12
19/919/91
=======
===
iii
ii T
• pelo mesmo motivo anterior devemos ter dentes mais robustos para os pares com maior Mt e adotamos para o redutor :
11 .
++ =
i
iii i
imm
no caso do exemplo anterior e 3 pares, se adotarmos m1 =5 :
11 se-adota , 31,110013,28313,2.8
7800 DIN com acordo de 8, se-adota , 41,88313,27645,4.5
33
22
===
===
mm
mm
• esta distribuição de m dá o ajuste grosso nos cálculos de dimensionamento de engrenagens. O ajuste fino é obtido através da variação da largura

A4-18
SEM 327 - Complementos de Elementos de Máquinas II J.Lirani
2.14.3 Escolha do denteamento
• os dentes retos são os mais baratos.
• para velocidades tangenciais maiores ou exigência de ruido menor ou ainda relação de engrenamento maior, usam-se os dentes helicoidais.
desvantagem : produzem força axial que precisam ser retidas pelos mancais
• se a força axial for muito problemática pode-se optar pelos dentes em V
• para economia de espaço pode-se usar sistema planetário ou engrenagens internas
2.14.4 Escolha dos materiais.
• o material precisa ter em valor adequado as seguintes propriedades:
- resistência mecânica ( σrt alto)
- resistência à fadiga
- resistência à pressão específica ( pressão de contacto)
- dureza para evitar desgaste
• as solicitações do pinhão são mais críticas geralmente que a coroa, sendo comum serem de materiais diferentes.
• se as engrenagens são grandes o suficiente, faz-se o corpo de material mais
barato e o denteamento em uma coroa de inserto feita de material mais nobre
• típicamente, para construção mecânica normal, usam-se os aços beneficiados com têmpera ou aços comuns cementados e temperados.
• a tabela de refência para escolha é a Tab 22.25 pag 199 VII Niemann

A4-19
SEM 327 - Complementos de Elementos de Máquinas II J.Lirani

A4-20
SEM 327 - Complementos de Elementos de Máquinas II J.Lirani
2.14.5. Forma construtiva das engrenagens
• os dentes são chanfrados nos lados sempre !
• as engrenagens pequenas são cheias e feitas de
barras (pinhão) e chapas grossas (coroa)
• as maiores tem alívio de peso:
- cubo
- alma
- coroa
• aquelas com alívio de peso podem ser:
- forjadas
- fundidas
- soldadas
• para engrenagens pequenas é posssível forjar a engrenagem junto com eixo

A4-21
SEM 327 - Complementos de Elementos de Máquinas II J.Lirani
2.14.6 Largura dos dentes
• adota-se sempre bpinhão = bcoroa + m para garantir boa distribuição de carga
• para dentes mais largos passa a ser fundamental a distribuição uniforme da carga ⇒ bom apoio da engrenagem para não defletir demasiadamente em serviço
• valores aconselháveis para largura b do dente:
eixo biapoiado rígido ........................
em balanço ........................................
• para efeito de dimensionamento inicial, adotar :
um estágio : b/a = 0,5 ; com a = dist. entre centros
dois estágios : b1/ a1 =1/3 e b2 = 2 b1
pode-se manter a razão a razão b/a , fazendo a crescer em série normalizada
• nunca é aconselhável usar a largura do dente maior que o diâmetro primitivo do pinhão. Se isto acontecer os esforços de torção concentrarão a carga quase totalmente em uma das extremidades por erros no alinhamento dos dentes e no alinhamento do eixos. Normalmente, para estes casos usa-se uma largura por volta de três vezes o passo circular ( b= 3 Pc ) .• em engrenagens helicoidais duplas (espinha de peixe) a largura pode ser tão grande como duas vezes o diâmetro primitivo do pinhão antes que o problema de esforços de torção torne-se sério. • as regras acima resultam em vários valores para a largura. Adota-se o mais razoável e depois verifica-se com cálculos de dimensionamento
2,1/ ≤pinhãopdb75,0/ ≤pinhãopdb

A4-22
SEM 327 - Complementos de Elementos de Máquinas II J.Lirani
2.14.7 Outros detalhes construtivos
• preferem-se os assentos passantes de rolamento
• a fixação axial de engrenagens faz-se:
- com anéis espaçadores e tampa ( detalhe A acima ) ou
- com aneís elásticos
• união eixo cubo é feita com chaveta . Para altas séries pode-se usar outras uniões mais resistentes a Mt ( estrias múltiplas, perfil K, etc)
• os mancais escolhidos são normalmente de rolamentos. Para redutores muito grandes se usa mancais de deslizamento.
• a escolha das varáveis de projeto de engrenagens influem não só no tamanho e desempenho destas, mas também inflei diretamente na escolha no tipo e no dimensionamento dos rolamentos. ( detalhes B e C)
A
B
C

A4-23
SEM 327 - Complementos de Elementos de Máquinas II J.Lirani
Especificações ou dados necessários para o projeto de engrenagens.- grandeza da potência a ser transmitida. N- a velocidade do pinhão (ou da coroa).n - relação de transmissão. i - vida desejada.
• freqüentemente é difícil descobrir quanta potência um par de engrenagens deve transmitir. Tomemos o exemplo de uma engrenagemacionada por um motor de potência nominal 10 HP:
- o motor pode ser solicitado a girar todos os dias do ano a 10 HP.- o motor pode girar somente intermitentemente e a potência bem abaixo de 10HP.- ainda em outro caso, o motor pode ser ligado todos os dias e ter que fornecer 20HP por um pequeno período de tempo.
• neste caso usa-se o conceito de fator de serviço :
• pode ser interessante também calcular a máxima carga contínua que a engrenagem poderá agüentar para a vida dada.
2.14 .8 Dados necessários para o dimensionamento
• em seguida deverá determinar o torque máximo. Esta carga, provavelmente, durará somente um pequeno período de tempo.• Na maioria dos projetos é necessário fazer cálculos de tensões para somente estas duas condições. Entretanto, em alguns casos, poderá haver uma alta carga intermediária a qual é maior que a máxima contínua, mas não durará tanto quanto ela. Nestes casos é necessário calcular tensões para a carga intermediária.
totaltemposerviço de potência com funcionam. tempo
.min
=
=
s
salnoserviço
f
fNN

A4-24
SEM 327 - Complementos de Elementos de Máquinas II J.Lirani
Geralmente os dados, referentes aos dentes, que devem constar do desenho são os seguintes :
dimensões e tolerâncias:número de dentesdiâmetro primitivoângulo de pressão normalmódulo normal (ou “pich”)passo circular normalespessura do denteângulo de hélicedireção da héliceaddendumaltura total.
dados referentes ao material e ao tratamento térmico (se existir).
2.14.9 Dados de saída do projeto









![DETERMINACIÓN DEL BACKLASH DE UN REDUCTOR CICLOIDAL … A06.pdf · contribución a la optimización del mecanismo la realizan Lin et al. [17]. Ellos presentan también una versión](https://img.pdfslide.tips/doc/110x75/5e22c4c8443c8d111b447d4b/determinacin-del-backlash-de-un-reductor-cicloidal-a06pdf-contribucin-a-la.jpg)


![WATT MAS - Modulares Antriebssystem - …percentage p3 from table V1 and V2. Vedrehspiel / backlash s Übersetzung / ratio i [·] Diagramm V1 / diagram V1 Tabelle V1 / table V1 Beispiel](https://img.pdfslide.tips/doc/110x75/5ec42f0037c99e4ad7465a5b/watt-mas-modulares-antriebssystem-percentage-p3-from-table-v1-and-v2-vedrehspiel.jpg)







![MOTORIDUTTORI E - · PDF fileEngranajes: En acero aleado de cementación, ... Available to order gears with min. backlash - [1] Auf Wunsch sind Getrieben mit vermindertem Spiel lieferbar](https://img.pdfslide.tips/doc/110x75/5aab38357f8b9a693f8b9d8e/motoriduttori-e-en-acero-aleado-de-cementacin-available-to-order-gears-with.jpg)