Embed Size (px)
DESCRIPTION
5. BRZA IZRADA PROTOTIPOVA (“Rapid prototyping
Citation preview

5. BRZA IZRADA PROTOTIPOVA
(“Rapid prototyping”)
D. Bajić, Sveučilište u Splitu, FESB, – [email protected]
Stanje i zahtjevi tržišta
Smanjenje vremena razvoja poticano stalnim inovacijama i tržišnom borbom
Veća složenost proizvoda
Potreba za stvarnim modelima (unatoč velikih mogućnosti “prividne
stvarnosti” – Virtual Reality)
Konvencionalna izrada modela je vremenski zahtjevna i često iziskuje veliki
udio ručnog rada (vještine)
Rješenja:
• Razvoj tehnika za generativnu izradu
prototipa, izravno iz CAD modela
• Mobilizacija mogućih ušteda u vremenu i
cijeni
2

D. Bajić, Sveučilište u Splitu, FESB, – [email protected]
Stanje i zahtjevi tržišta
Trendovi
• Sustavna poboljšanja
Točnost, materijali, mehanička svojstva, brzina rada, rukovanje, ...
• Smanjenje nabavne cijene i troškova rada
Brza izrada dijelova
• Primjena RP tehnika za izradu krajnjih proizvoda
• Proizvodnja u malim serijama
• Utvrđivanje granice isplativosti u odnosu na konvencionalne metode
Brza izrada alata
• Produljenje životnog vijeka alata
• Kompatibilnost sa alatima u serijskoj proizvodnji
• Postepena gradnja alata uz promjenjiva svojstva
3
D. Bajić, Sveučilište u Splitu, FESB, – [email protected]
Osnovni faktori koji utječu na vrijeme izlaska na tržište
“Time to Market”
Vrijeme razvoja proizvoda
Uvjeti u fazi razvoja proizvoda
• Nedorečeni ili brzo promjenjivi zahtjevi korisnika
• Zahtjevi vezani uz okoliš
• Kraći životni vijek proizvoda
• Niže cijene i stalni pritisak na troškove
• Zakonska ograničenja
Često se i 25% vremena razvoja proizvoda utroši na izradu
prototipova i modela
Stanje i zahtjevi tržišta
4

D. Bajić, Sveučilište u Splitu, FESB, – [email protected]
Širok pojam koji uključuje primjenu tehnika brze izrade prototipa (Rapid
Prototyping - RP), brzu izradu alata (Rapid Tooling-RT) i/ili izravnu
primjenu “sloj-po-sloj” (Layered Manufacturing-LM) izrade u cilju što
bržeg dobivanja gotovog proizvoda.
Brzi razvoj proizvoda (Rapid Product Development RPD) ima puni
smisao ako je dio brze izrade proizvoda (Rapid Manufacturing-RM) -
brzi razvoj i brza izrada proizvoda trebaju biti integrirani.
RP se u pravilu provodi prije nego se pristupi oblikovanju i izradi
posebnih alata, kalupa, stega i sl.
Brza izrada novog proizvoda - Rapid Manufacturing (RM)
Brzi razvoj i brza izrada novog proizvoda
5
D. Bajić, Sveučilište u Splitu, FESB, – [email protected]
Što je brza izrada prototipa (Rapid Prototyping) ?
Pod brzom izradom prototipa podrazumijeva se niz postupaka koji omogućuju brzu
izradu prototipa, neposredno, na temelju 3D računalskih modela.
• U počecima (prije 20-tak godina) RP modeli su se uglavnom koristili za vizualnu
provjeru estetskih učinaka dizajna i donekle za optimizaciju konstrukcije.
• Danas se modeli dobiveni RP-om mogu koristiti za funkcijsko testiranje proizvoda,
procjenu tehnološke prihvatljivosti konstruiranja, provjeru dimenzija, uvježbavanja
sklapanja (montaže), pa i za redovitu uporabu (male serije).
• Na raspolaganju je veliki broj različitih postupaka brze izrade prototipa.
• Većina RP postupaka koristi metodlogiju gradnje modela od niza horizontalnih slojeva,
primjenjujući proces “dodavanja” materijala.
• Očekuje se stalan porast broja proizvoda čiji će modeli, i sami proizvodi, dobiveni
nekom od tehnika RP zahtijevati vrlo malo naknadne obrade.
Brza izrada prototipova
6

D. Bajić, Sveučilište u Splitu, FESB, – [email protected] 7
Brza izrada prototipova
Princip:
Podaci se pretvaraju u tanke virtualne
horizontalne presjeke, svaki virtualni
horizontalni presjek se stvara u fizičkom
prostoru (polažu se slojevi tekućine, praška ili
listova materijala), slažu se jedan na drugi
dok se ne dovrši model koji je istovjetan onom
na trodimenzionalnom nacrtu.
D. Bajić, Sveučilište u Splitu, FESB, – [email protected]
Dizajn
Nacrti
Detaljiranje i radionički nacrti
Projektiranje i izrada alata
Projektiranje i izrada naprava
Prototipna radionica (oprema i
kadar)
3D prototip
RP – osnovna ideja
8

D. Bajić, Sveučilište u Splitu, FESB, – [email protected]
Stanje i zahtjevi tržišta
Konstruiranje
(Crtež)
Razrada
Komunikacija
Izrada modela
na temelju crteža PROTOTIP
CAD + CAM Prototipa
Konstruiranje
(CAD 2D/3D)
Proizvodno
inženjerstvo
Planiranje
Strojna obradba
NC/CNC PROTOTIP
CAD + Brza izrada prototipa (RP/RT)
Konstruiranje
CAD 3D
(Solid Modelling)
Generička izrada proizvoda
PROTOTIP
Tradicionalno konstruiranje i izrada prototipa
9
D. Bajić, Sveučilište u Splitu, FESB, – [email protected]
RP – osnovna ideja
Aktivnost planiranja i izrade proizvoda uz pomoć RP – tehnologije po fazama
10

D. Bajić, Sveučilište u Splitu, FESB, – [email protected] 11
Brza izrada prototipova
BRZA IZRADA PROTOTIPOVA (e. Rapid Prototyping - RP)
Definicija:
Izrada modela na temelju 3D CAD podataka, računalne
tomografije ili na temelju podataka dobivenih digitaliziranjem.
Materijal:
drvo, polimeri, metali, keramika i kompoziti u raznim oblicima
(tekućine, prahovi, tanke ploče itd.).
Svrha izrade modela:
• procjene oblika i dimenzija,
• određivanja funkcionalnosti,
• ergonomska studija,
• izrada uzoraka za kupca,
• fotografiranje proizvoda u marketinške svrhe,
• testiranje u zračnim tunelima itd.
D. Bajić, Sveučilište u Splitu, FESB, – [email protected]
BRZA IZRADA ALATA (e. Rapid Tooling - RT)
Brza proizvodnja/izrada elemenata alata (npr. kalupa) s pomoću jednog od RP
postupaka ili kombinacijom više RP postupaka.
Brza izrada alata
Iste karakteristike kao i RP
• Generativna izradba, izrada kalupa i alata
sloj-po-sloj (Layered Manufacturing),
izravno iz CAD modela
• Najčešće nisu potrebni nikakvi kalupi ili
alati
• Postizanje značajnih ekonomskih učinaka
pri izradbi dijelova složene geometrije u
malim serijama ili pojedinačno
Oblikovanje kalupa na temelju modela
12

D. Bajić, Sveučilište u Splitu, FESB, – [email protected]
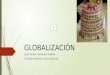
Brza izrada alata
5 4 3 2 1
3D SCAN OF THE
ORIGINAL MODEL MODIFICATIONS MOLDS DESIGN CAD MODEL
3D PRINTING OF MOLDS
13
D. Bajić, Sveučilište u Splitu, FESB, – [email protected]
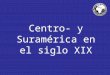
Područja primjene
Zastupljenost brze
izrade prototipova u
pojedinim granama
industrije
14

D. Bajić, Sveučilište u Splitu, FESB, – [email protected]
Rapid Prototyping Prototyping Rapidly
RP nije uvijek brz
• “Rapid” više vrijedi za ukupni ciklus dizajna, nego brzinu samu za sebe
• Neki funkcijski korisni dijelovi mogu zahtjevati značajne naknadne obrade
• RP uklanja potrebu dizajna za prototip, a podržava dizajn za proizvodnju,
dizajn za pouzdanost, dizajn za održavanje, itd.
RP nije ograničen samo na izradu prototipa
• Kod nekih obradaka, serije se kreću do nekoliko stotina, nekoliko tisuća, a u
posljednje vrijeme i nekoliko desetaka tisuća komada u seriji
• U određenim situacijama proizvodnja u slojevima je jedini način izradbe
dijela, što RP čini i načinom izradbe dijelova i načinom izradbe prototipova
Brza izrada prototipa
15
D. Bajić, Sveučilište u Splitu, FESB, – [email protected]
Prednosti brze izrade prototipa ?
U velikoj mjeri doprinosi proizvodnoj "filozofiji" sažetoj u maksimi proizvoditi
brže, kvalitetnije i jeftinije.
• RM, kroz RP i RT omogućuje skraćenje vremena izlaska proizvoda na
tržište i veću konkurentnost - vrijeme od ideje do prototipa skraćuje se
za nekoliko puta.
• Analizom prototipa mogu se utvrditi potrebne korekcije u konstrukciji
prije početka same proizvodnje, što omogućuje značajne uštede.
Punu učinkovitost RM daje samo uz integraciju tehnologije, organizacije i
informatike, a to podrazumijeva primjenu računala i odgovarajućih CAx
aplikacija u svim fazama razvoja proizvoda i proizvodnje.
Brza izrada prototipa
N e d o s t a t a k : visoka cijena opreme, ograničen broj materijala koji se mogu
uspješno koristiti, mehanička svojstva, itd.
N a j v e ć a p r e d n o s t je mogućnost izrade kompliciranih i geometrijski zahtjevnih
modela.
16

D. Bajić, Sveučilište u Splitu, FESB, – [email protected]
CNC obrada
• Visoka dimenzijska točnost
• Visoka kvaliteta obrađene površine
• Kompaktnost osnovnog materijala
• Mala naknadna obrada
RP
• Pristup svim točkama modela
• Nema složenog i zahtjevnog planiranja
procesa (CAPP je u velikoj mjeri integriran
i automatiziran)
• Nema potrebe za napravama (ponekad ...)
• Nema ili minimalna zamjena alata
Usporedba CNC obrade i RP
• Obrada odvajanjem je najčešći prvi izbor kod maloserijske proizvodnje
• Redovito se primjenjuje na CNC strojevima
17
D. Bajić, Sveučilište u Splitu, FESB, – [email protected] 18
Vrste prototipova
Konceptni prototipovi (modeli)
Geometrijski prototipovi
Funkcionalni prototipovi
Tehnički prototipovi

D. Bajić, Sveučilište u Splitu, FESB, – [email protected] 19
Konceptni prototipovi (modeli)
Vizualizacija proporcija proizvoda
Materijal modela i površina ne odgovaraju
konačnom proizvodu
Moguće je prepoznati grube pogreške u
dizajnu koje bi u kasnijim fazama razvoja
proizvoda bilo skupo ispraviti
Koriste se u ranoj koncepcijskoj fazi
razvoja proizvoda za prezentaciju
osnovne ideje
D. Bajić, Sveučilište u Splitu, FESB, – [email protected] 20
Geometrijski prototipovi
Vizualizacija točnih i detaljnih dimenzija
proizvoda
Površina prototipa u potpunosti odgovara
onoj konačnog proizvoda (boja, tekstura
itd.)
Koristi se u završnoj koncepcijskoj fazi
razvoja proizvoda.
Na temelju geometrijskog prototipa donosi
se odluka o daljnem razvoju (proizvodnji)

D. Bajić, Sveučilište u Splitu, FESB, – [email protected] 21
Funkcionalni prototipovi
Sve glavne karakteristike prototipa
identične su onima kod serijskog proizvoda,
posebice one najznačajnije za njegovu
funkciju.
Rabe se na kraju središnje faze
konstruiranja (razrada, dimenzioniranje)
Provedba pokusa mehaničkog/toplinskog
opterećivanja i/ili montažnih karakteristika
kao dopuna simulacijskim metodama
D. Bajić, Sveučilište u Splitu, FESB, – [email protected] 22
Tehnički prototipovi
Karakteristike prototipa gotovo u potpunosti
odgovaraju serijskom proizvodu (oblik, dimezije,
površina, boja itd.)
Najčešće su izrađeni od istog ili vrlo sličnog
materijala kao i serijski proizvodi
Često se izrađuju istim ili sličnom postupkom kao
i serijski proizvodi radi analize utjecaja postupka
Rabe se uglavnom pri razvoju tehnički
najzahtjevnijih proizvoda kao zadnja mogućnost
konstrukcijskih izmjena prije serijske proizvodnje

D. Bajić, Sveučilište u Splitu, FESB, – [email protected]
Usporedba RP i konvencionalnih postupaka
Kompleksnost proizvoda
Tro
ško
vi i to
čn
ost iz
rad
be
Optimalno
područje
primjene RP/RT
Troškovi
Točnost RP/RT
Konvencionalni
postupci
23
D. Bajić, Sveučilište u Splitu, FESB, – [email protected]
Osnovni koraci pri postupcima brze izrade
24

D. Bajić, Sveučilište u Splitu, FESB, – [email protected]
Osnovni koraci pri postupcima brze izrade
CAD STL Rezanje u slojeve
Čišćenje i završna
obrada prototipa
25
D. Bajić, Sveučilište u Splitu, FESB, – [email protected]
Softver za pretvaranje CAD u STL
26

D. Bajić, Sveučilište u Splitu, FESB, – [email protected] 27
BRZA (IZRAVNA) PROIZVODNJA
(e. Rapid / Direct Digital Manufacturing – RM/DDM)
Proizvodnja jednog ili manje serije proizvoda postupcima RP.
Brza proizvodnja
D. Bajić, Sveučilište u Splitu, FESB, – [email protected]
Primjena RP-a
Vizualizacija dizajna (estetski,
stroj., arhit., medic., ...)
Provjera oblika (DFA, DFM, ...)
Funkcijski prototipovi
(funkcionalno primjenjive
komponente ili cijeli proizvodi)
Izrada alata (izrada dijelova ili
cijelih alata za lijevanje,
injekcijsko prešanje i sl. –
Rapid Tooling)
Proizvodnja 28

D. Bajić, Sveučilište u Splitu, FESB, – [email protected]
Podjela postupaka
29
D. Bajić, Sveučilište u Splitu, FESB, – [email protected]
Podjela postupaka
30

D. Bajić, Sveučilište u Splitu, FESB, – [email protected]
Komercijalni postupci brze izrade
Stereolitografski postupak (Stereolitography - SLA)
Laminiranje (Laminated Object Manufacturing - LOM)
Selektivno srašćivanje s pomoću lasera
(Selective Laser Sintering - SLS)
Srašćivanje taloženjem (Fused Deposition Modeling - FDM)
Trodimenzijsko tiskanje (3D Printing - 3DP)
Hibridni postupak 3DP/SLA (Polyjet)
31
D. Bajić, Sveučilište u Splitu, FESB, – [email protected]
Stereolitografski postupak
(Stereolitography – SLA)
Patent 1986. (3D Systems Corp., USA, CA)
Početak razvoja RP
Princip: fotopolimerizacija s pomoću lasera
Materijali: epoksidi, akrilati
Točnost/debljina sloja: do 0,05 mm
32

D. Bajić, Sveučilište u Splitu, FESB, – [email protected]
Stereolitografski postupak
(Stereolitography – SLA) Prototip se dobiva na temelju CAD
modela koji je podijeljen na slojeve.
Materijal: fotopolimer u tekućem stanju
osjetljiv na UV zračenje.
Do skrućivanja slojeva dolazi pod
utjecajem laserskog snopa. Dio koji se
izrađuje nalazi se na platformi. Nakon što
je pod utjecajem laserskih zraka došlo do
skrućivanja sloja, platforma se pomiče za
0.1 mm prema dolje nakon čega slijedi
skrućivanje drugog sloja. Nakon što su
svi slojevi skrućeni, prototip je gotov.
Nakon toga se platforma izdiže iznad
tekućeg fotopolimera i čeka se cijeđenje
preostalog tekućeg materijala.
Proizvod se zatim čisti i, ako je potrebno,
naknadno obrađuje kako bi se dobila
površina odgovarajućeg stanja.
33
D. Bajić, Sveučilište u Splitu, FESB, – [email protected]
Stereolitografski postupak
(Stereolitography – SLA)
Prednosti :
• visoka rezolucija,
• moguća izrada dvobojnih prototipova,
• nema geometrijskih ograničenja oblika,
• potpuna automatiziranost procesa.
Nedostaci:
• ograničen broj upotrebljivih materijala (samo fotopolimeri),
• prototip slabijih mehaničkih svojstava,
• naknadna obrada prototipa UV očvršćivanjem u peći,
• pri izradi su potrebni potpornji prototipa koje treba ukloniti,
• stezanje fotopolimera pri očvršćivanju može uzrokovati
pojavu naprezanja i deformacija,
• fotopolimer je otrovan u tekućem stanju.
34

D. Bajić, Sveučilište u Splitu, FESB, – [email protected]
Stereolitografski postupak
(Stereolitography – SLA)
MATERIJAL VRSTA OPIS
Watershed
Fotopolimer na bazi epoksida koji
oponaša mnoga svojstva plastomera
polibutilentereftalata
Niski koeficijent apsorpcije vlage (0.24%), u vlažnim uvjetima
zadržava dobra mehanička svojstva, izuzetno izdržljiv, mogu
se provoditi i neka lagana i ograničena funkcionalna
istraživanja
Somos 9100
Epoksid na bazi fotopolimera koji
oponaša mnoga svojstva polipropilena
Iznimna izdržljivost, žilavost i udarna čvrstoća, otporan na
vlagu, koristi se za analizu oblika i dimenzija, izrada uzoraka i
lagana funkcionalna ispitivanja
Somos 8100
Epoksid na bazi fotopolimera koji
oponaša mnoga svojstva polipropilena
Polukrut materijal velike fleksibilnosti i izdržljivosti, otporan na
vlagu, koristi se za analizu oblika i dimenzija, i izradu uzoraka i
lagana funkcionalna ispitivanja
ACCURA SI40
Fotopolimer koji oponaša svojstva
poliamida 6.6
Otpornost na visoke temperature i iznimna žilavost, dijelovi
ostaju kruti i kada su izloženi vlazi, koristi se za analizu oblika i
dimenzija te za ispitivanja pri visokim temperaturama
ACCUDUR
Fotopolimer Iznimna izdržljivost i fleksibilnost, vrlo dobro stanje površine,
30% brže stvaranje prototipa, otporan na vlagu, koristi se za
analizu dimenzija i oblika, stavaranje uzoraka,te za
funkcionalna isptitivanja
35
D. Bajić, Sveučilište u Splitu, FESB, – [email protected]
Stereolitografski postupak
(Stereolitography – SLA)
Masa (kg) 0.1 – 20
Maksimalne dimenzije (mm) 10 – 580
Debljina presjeka (mm) 0.5 – 100
Promjer rupe (mm) 0.4 – 20
Minimalni polumjer zakrivljenosti (mm) 0.4 – 1
Tolerancije (mm) 0.1 – 2
Hrapavost (µm) 100 - 125
Tehničke karakteristike prizvoda koji se izrađuju postupkom stereolitografije
36

D. Bajić, Sveučilište u Splitu, FESB, – [email protected] 37
SLA-250/50 (3D Systems)
Maksimalni obujam prototipa:
250 x 250 x 250 mm
Stereolitografski postupak
(Stereolitography – SLA)
D. Bajić, Sveučilište u Splitu, FESB, – [email protected] 38
SLA-5000 (3D Systems)
Maksimalni obujam
prototipa:
500 x 500 x 600 mm
Stereolitografski postupak
(Stereolitography – SLA)
Usisni razvodnik motora izrađen
postupkom stereolitografije

D. Bajić, Sveučilište u Splitu, FESB, – [email protected]
Postupak laminiranja
(Laminated Object Manufacturing – LOM)
Patent 1988. (Helisys Inc., USA, CA)
Princip: izrezivanje i sljepljivanje folije
Materijali: papir, plastična folija
Točnost/debljina sloja: do 0,12 mm
39
D. Bajić, Sveučilište u Splitu, FESB, – [email protected]
Postupak laminiranja
(Laminated Object Manufacturing – LOM) Materijal: papirnata, polimerna ili
kompozitna folija koja je
namotana na valjak.
Preko sustava upravljivih pomičnih
ogledala laserska zraka izrezuje konturu
objekta od posebne vrste folije koja je
namotana na valjak. Umjesto lasera mogu
se koristiti i oštri noževi za rezanje –
primjerice Solido. Folija s donje strane
ima disperzirano vezivno sredstvo koje
osigurava čvrsto povezivanje slojeva.
Kako bi se osiguralo dobro povezivanje,
nakon svakoga izrezanog sloja zagrijani
valjak prolazi po površini modela. Na taj
se način aktivira vezivno sredstvo i
povezuje izrezani sloj s ostatkom modela.
Nakon završetka izrade aplicira se
impregnacijsko sredstvo radi zaštite od
vlage.
40

D. Bajić, Sveučilište u Splitu, FESB, – [email protected]
Postupak laminiranja
(Laminated Object Manufacturing – LOM)
Prednosti :
• niža cijena u odnosu na ostale spomenute postupke izrade prototipova zbog
primjene jeftinijih materijala,
• mogućnost proizvodnje velikih dijelova,
• relativno velika brzina postupka,
• male dimenzije uređaja koji se može instalirati u običnom uredu,
• nije potreban potporanj izratka,
• nema pojave zaostalih naprezanja u prototipu.
Nedostaci:
• nešto manja točnost nego kod ostalih postupaka brze izrade prototipova,
• anizotropnost i higroskopnost materijala prototipa,
• nužno je lakiranje prototipa da bi se izbjeglo upijanje vlage i time promjena
dimenzija,
• funkcionalnost prototipova ograničena je uskim izborom materijala,
• traženu višu kvalitetu površine treba postići dodatnom završnom strojnom
obradom,
• velik udio otpadnog materijala. 41
D. Bajić, Sveučilište u Splitu, FESB, – [email protected]
Postupak laminiranja
(Laminated Object Manufacturing – LOM)
Vađenje laminiranog objekta
iz uređaja i skidanje zaštitnog
zida
Uklanjanje kockica
materijala koje su višak i
dobivanje proizvoda koji
može ići na daljnju obradu
42

D. Bajić, Sveučilište u Splitu, FESB, – [email protected]
Postupak laminiranja
(Laminated Object Manufacturing – LOM)
Masa (kg) 0.1 – 50
Maksimalne dimenzije (mm) 10 – 800
Debljina presjeka (mm) 1 – 100
Promjer rupe (mm) 0.4 – 20
Minimalni polumjer zakrivljenosti (mm) 0.4 – 1
Tolerancije (mm) 0.25 – 2
Hrapavost (µm) 100 - 140
Tehničke karakteristike laminiranih objekata
43
D. Bajić, Sveučilište u Splitu, FESB, – [email protected]
Postupak laminiranja
(Laminated Object Manufacturing – LOM)
44

D. Bajić, Sveučilište u Splitu, FESB, – [email protected]
Postupak laminiranja
(Laminated Object Manufacturing – LOM)
LOM 1015 (Helisys Inc.) 45
D. Bajić, Sveučilište u Splitu, FESB, – [email protected]
Selektivno srašćivanje s pomoću lasera
(Selective Laser Sintering - SLS)
Patent 1989. (Carl Deckard, DTM Corp., USA, TX)
Princip: srašćivanje polimernog praha s pomoću
lasera
Materijali: PC, PA, vosak, metali, keramike
Točnost/debljina sloja: do 0,16 mm
46

D. Bajić, Sveučilište u Splitu, FESB, – [email protected]
Selektivno srašćivanje s pomoću lasera
(Selective Laser Sintering - SLS) Proces počinje od STL filea koji je
dobiven na temelju CAD modela. Nakon
toga precizni mehanizam za valjanje
raspoređuje praškasti materijal po
platformi. Zraka CO2 lasera prolazi po
sloju praha i grije ga na temperaturu
nešto nižu od tališta. Pri tome dolazi do
povezivanja čestica materijala i
skrućivanja sloja prototipa. Skrućivanje
praha ovisi o snazi lasera te o temperaturi
sinteriranja materijala. Nakon toga se
platforma spušta, nanosi se novi sloj
praškastog materijala koji se sinterira i
tako sve dok nije gotov čitav prototip.
Prototip se skida s platforme i naknadno
obrađuje ako je to potrebno. Ovom se
tehnikom mogu proizvesti dijelovi vrlo
složenih oblika.
47
D. Bajić, Sveučilište u Splitu, FESB, – [email protected]
Selektivno srašćivanje s pomoću lasera
(Selective Laser Sintering - SLS)
Prednosti :
• dijelovi boljih mehaničkih svojstava od onih izrađenih stereolitografijom,
• SLS dijelovi mogu se koristiti za funkcionalna ispitivanja,
• postupak SLS brži je od stereolitografije,
• moguća primjena većeg broja materijala,
• nije potreban potporanj jer višak praha podupire prototip,
• neuporabljeni prah može se koristiti za sljedeći prototip,
• bolja obradivost izrađenih dijelova u odnosu na stereolitografske dijelove,
• mala zaostala naprezanja.
Nedostaci:
• lošija kvaliteta površine u odnosu na stereolitografske dijelove,
• pri korištenju nekih materijala potrebna je zaštitna atmosfera radi pojave
otrovnih plinova tijekom srašćivanja.
48

D. Bajić, Sveučilište u Splitu, FESB, – [email protected]
Selektivno srašćivanje s pomoću lasera
(Selective Laser Sintering - SLS)
MATERIJAL VRSTA OPIS
LaserForm ST-100
Čestice od nehrđajućeg čelika
AlSl420 koje su presvučene
polimernim vezivom
Idealni za proizvodnju funkcionalnih i izdržljivih metalnih
prototipova, dijelova ili alata; tijekom sinteriranja vezivo
izgara i infiltrira se bronca tako da se dio sastoji od 54%
čelika i 46 % bronce; dijelovi su zavarljivi i imaju dvostruko
veću toplinsku vodljivost
LaserForm ST-200
DuraForm PA
Poliamid Izrada dijelova s vrlo glatkom površinom i finim detaljima;
koristi se najčešće u medicini (izrada i testiranje kirurških
intrumenata i pomagala)
DuraForm GF
Poliamid punjen staklenim
česticama
Vrlo velika krutost, mehanička svojstva i otpornost na
toplinu čine ga idealnim za izradu dijelova koji su izloženi
ekstremnim uvjetima; otporan na vlagu, slabe fleksibilnosti;
koristi se za funkcionalna ispitivanja, te za analizu oblika i
dimenzija
CastForm PS
Polistiren Najčešće se koristi za izradu alata za precizno lijevanje i
alata složenih oblika; nije pogodan za izradu funkcionalnih
prototipova
Materijali koji se koriste u procesu laserskog sinteriranja
49
D. Bajić, Sveučilište u Splitu, FESB, – [email protected]
Selektivno srašćivanje s pomoću lasera
(Selective Laser Sintering - SLS)
Masa (kg) 0.1 – 20
Maksimalne dimenzije (mm) 10 – 380
Debljina presjeka (mm) 0.8 – 100
Promjer rupe (mm) 0.4 – 20
Minimalni polumjer zakrivljenosti (mm) 0.4 – 1
Tolerancije (mm) 0.2 – 2
Hrapavost (µm) 100 - 125
Tehničke karakteristike proizvoda izrađenih SLS postupkom
50

D. Bajić, Sveučilište u Splitu, FESB, – [email protected]
Selektivno srašćivanje s pomoću lasera
(Selective Laser Sintering - SLS)
Propeler izrađen selektivnim
laserskim sinteriranjem
Eosint M250 (EOS GmbH) 51
D. Bajić, Sveučilište u Splitu, FESB, – [email protected] 52
Srašćivanje taloženjem
(Fused Deposition Modeling – FDM)
Patent 1992. (Stratasys Corp., USA, MN)
Princip: upravljano ekstrudiranje polimerne žice
Materijali: vosak, poliolefini, ABS
Točnost/debljina sloja: do 0,375 mm

D. Bajić, Sveučilište u Splitu, FESB, – [email protected]
Srašćivanje taloženjem
(Fused Deposition Modeling – FDM)
Tehnologija se zasniva na izradi pomoću
čvrstih materijala na principu ekstruzije
kroz mlaznicu. U osnovi, plastično vlakno
konstantno se dobavlja kroz mlaznicu
maloga promjera. Mlaznica je zagrijana te
se dobavljeni materijal topi i nanosi u
slojevima. Tijekom nanošenja materijala
mlaznica se giba u X-Y ravnini
ravnomjerno istiskujući materijal. Nakon
završetka nanošenja jednog sloja, radni
stol vrši pomak po Z-osi te započinje
nanošenje idućeg sloja. Širina nanesenog
sloja u horizontalnoj ravnini varira i kreće
se oko 0,25 mm. Prilikom taloženja
rastaljenog materijala nužne su potporne
strukture koje se kasnije lako uklanjaju s
dijela budući da su veze između potporne
strukture i dijela slabe.
53
D. Bajić, Sveučilište u Splitu, FESB, – [email protected] 54
Srašćivanje taloženjem
(Fused Deposition Modeling – FDM)
Prednosti :
• manja potrošnja energije,
• ne koristi se laserski snop,
• nema posebnih zahtjeva za ventilacijom i hlađenjem,
• jednostavna primjena,
• relativno niska investicija u uređaj kao i niski troškovi održavanja,
• mogućnost izrade više prototipova istovremeno,
• male dimenzije uređaja,
• materijali nisu otrovni,
• nema iskrivljenja prototipova.
Nedostaci:
• funkcionalnost prototipova ograničena je izborom materijala,
• relativno mali broj komercijalno raspoloživih materijala,
• nužna je primjena potpornja,
• vidljive su linije između slojeva.

D. Bajić, Sveučilište u Splitu, FESB, – [email protected] 55
Srašćivanje taloženjem
(Fused Deposition Modeling – FDM)
MATERIJAL VRSTA OPIS
ABS (P400) ABS
Služi za izradu prototipova u svrhu funkcionalnih isptitivanja, dolazi
u više boja (bijela, crna, crvena, plava, zelena i žuta), iznimna
mogućnost završne obrade
ABSi (P500) ABS
Posebna vrsta ABS materijala koja je otporna na udarna
opterećenja, otporan na kemijski aktivne medije, proizvod je
najčešće proziran, a moguće su i razne boje
Medicinski ABS ABS Velika izdržljivost, nije otrovan, dolazi u više boja
E20 Elastomer na bazi poliestera Sličan materijal se koristi za izradu britvi, izolacije, cijevi itd.
ICW06 Vosak za precizno lijevanje Vrlo maleni udio pepela (0.0004%)
Materijali koji se koriste u procesu modeliranja topljenim depozitom
D. Bajić, Sveučilište u Splitu, FESB, – [email protected]
Srašćivanje taloženjem
(Fused Deposition Modeling – FDM)
Masa (kg) 0.1 – 15
Maksimalne dimenzije (mm) 10 – 250
Debljina presjeka (mm) 0.5 – 100
Promjer rupe (mm) 0.4 – 20
Minimalni polumjer zakrivljenosti (mm) 0.4 – 1
Tolerancije (mm) 0.127 – 2
Hrapavost (µm) 100 - 125
Tehničke karakteristike proizvoda izrađenih
modeliranjem topljenih depozita
56

D. Bajić, Sveučilište u Splitu, FESB, – [email protected]
Srašćivanje taloženjem
(Fused Deposition Modeling – FDM)
Planetni zupčanik izrađen
modeliranjem topljenim
depozitom
Podešavajući ključ izrađen modeliranjem
topljenim depozitom
57
D. Bajić, Sveučilište u Splitu, FESB, – [email protected]
Srašćivanje taloženjem
(Fused Deposition Modeling – FDM)
FDM Titan (Stratasys Inc.)
58

D. Bajić, Sveučilište u Splitu, FESB, – [email protected]
Trodimenzijsko tiskanje
(3D Printing – 3DP)
Redoslijed tiskanja:
1. Iz spremnika s prahom nanosi se
sloj praha,
2. kroz mlaznicu se nanosi vezivno
sredstvo na prah,
3. kroz mlaznicu se nanosi boja,
4. posmak po Z-osi..
59
D. Bajić, Sveučilište u Splitu, FESB, – [email protected]
Trodimenzijsko tiskanje
(3D Printing – 3DP)
Prednosti :
• mogu se jednako uspješno izrađivati prototipovi, funkcionalni dijelovi i alati
vrlo složenih oblika,
• vrlo fleksibilan postupak izrade,
• uglavnom neotrovni materijali,
• visoka preciznost izrade,
• dobre dimenzijske tolerancije,
• vrlo glatka površina izrađenih dijelova i alata,
• mogućnost izrade vrlo tankih slojeva.
Nedostaci:
• ograničene dimenzije izratka,
• ograničen broj primjenljivih materijala,
• ograničena brzina izrade.
60

D. Bajić, Sveučilište u Splitu, FESB, – [email protected]
Trodimenzijsko tiskanje
(3D Printing – 3DP)
MATERIJAL
VRSTA OPIS
ProPart S3
Kompoziti s metalnom matricom nastali
infiltriranjem bronce u nehrđajući čelik
Koriste se za izradu širokog asortimana konstrukcijskih
dijelova; vrlo dobra mehanička svojstva; niska cijena
ProPart S4
ProTool S4H Modificirana varijanta materijala ProPart S3 i S4 Koristi se za izradu alata; ima povišenu vlačnu čvrstoću i
tvrdoću, vrlo dobra otpornost na trošenje; vrlo dobra
preciznost izrade čime se izbjegavaju troškovi naknadne
obrade
ProPart Ni Materijal na bazi nikla Homogeni materijal sinteriran do gotovo pune gustoće;
iznimna kemijska postojanost i otpornost na koroziju; može se
primjenjivati na visokim temperaturama
Z-Max Epoksid Vrlo dobra čvrstoća, iznimna otpornost na vlagu i povišene
temperature; obrada odvajanjem čestica
Synair Por-A-Mold Poliuretan Vrlo velika čvrstoća, izdržljivost i fleksibilnost, otporan na
udarna opterećenja
Z-Snap Epoksid Dobra mehanička svojstva, dimenzijska stabilnost
Z Corp. Zr10 Cijanoakrilat Nešto slabija mehanička svojstva, jednokomponentan
Materijali koji se koriste u procesu 3D tiska
61
D. Bajić, Sveučilište u Splitu, FESB, – [email protected]
Trodimenzijsko tiskanje
(3D Printing – 3DP)
Masa (kg) 0.1 – 10
Maksimalne dimenzije (mm) 10 – 250
Debljina presjeka (mm) 1.2 – 100
Promjer rupe (mm) 0.4 – 20
Minimalni polumjer zakrivljenosti (mm) 0.4 – 1
Tolerancije (mm) 0.3 – 2
Hrapavost (µm) 75 - 100
Tehničke karakteristike proizvoda izrađenih postupkom 3D tiska
62

D. Bajić, Sveučilište u Splitu, FESB, – [email protected]
Trodimenzijsko tiskanje
(3D Printing – 3DP)
Masa (kg) 0.1 – 10
Maksimalne dimenzije (mm) 10 – 250
Debljina presjeka (mm) 1.2 – 100
Promjer rupe (mm) 0.4 – 20
Minimalni polumjer zakrivljenosti (mm) 0.4 – 1
Tolerancije (mm) 0.3 – 2
Hrapavost (µm) 75 - 100
Tehničke karakteristike proizvoda izrađenih postupkom 3D tiska
63
D. Bajić, Sveučilište u Splitu, FESB, – [email protected]
Trodimenzijsko tiskanje
(3D Printing – 3DP)
64

D. Bajić, Sveučilište u Splitu, FESB, – [email protected]
Trodimenzijsko tiskanje
(3D Printing – 3DP)
ZPrinter® 350 (Zcorp)
Actua 2100 (3D Systems)
65
D. Bajić, Sveučilište u Splitu, FESB, – [email protected]
Usporedba postupaka
Karakteristika POSTUPAK
SLA FDM SLS 3DP LOM
Postprocesiranje
potrebno da ne da da ne
Potpore potrebne da da ne ne ne
Materijal Epoksi-smola,
Akril
ABS, MABS,
vosak, elastomjer,
polietilen, poliamid
Najlon, metal,
vosak,
polikarbonat,
polistirol
Keramika, metalni
prah
Papir, plastika,
keramika, drvo, lim
Laser potreban da ne da ne da
Debljina sloja (mm) 50 125-250 100-150 250 76-150
Točnost ± 0,05 mm niska ± 0,13 μm srednja ± 0,25 mm
Maksimalne
dimenzije dijela
(mm3)
500 x 500 x
584
254 x 254 x
254
330 x 380 x
425
355 x 457 x
355
813 x 559 x
508
Cijena strojeva (€) 100.000 - 400.000 15.000 – 400.000 150.000 – 180.000 12.000 – 250.000 6.000 – 250.000
66