Embed Size (px)
Citation preview

N° 5
55
marzo · abril2016555
Avances tecnológicosReciclado de laminillo delaminación y colada continua
Demanda de aceroLa importancia en lasprovincias y zonas de China
MUSEO DEL MAÑANA · RÍO DE JANEIRO · BRASIL
PRESIDENTE DE ALACERO
Sin mejora en la economíano habrá recuperación
importante de la industriasiderúrgica
And
re L
uiz
Mor
eira
· s
hutt
erst
ock.
com



EL ACERO FLOTA SOBRE EL MAR EN RÍO DE JANEIROMuseo del Mañana de Calatrava
El acero forma parte relevante del futurista Museo del Mañana de Río de Janeiro, que pretende ser una de las bases de la recuperación del centro histórico de la ciudad, dentro del ambicioso proyecto llamado Puerto Maravilla. Con este museo, Río se sitúa como la ciudad con uno de los mayores hitos en la arquitectura de vanguardia a nivel mundial.
La estructura, que parece flotar sobre las aguas de la bahía de Guanabara, está construida íntegramente de acero, único material que permitió reflejar el concepto del arquitecto español Santiago Calatrava autor y realizador del proyecto.
El museo parte de la idea de que en las próximas cinco décadas se producirán más cambios que en los últimos diez mil años. El futuro se construirá sobre la base de seis grandes tendencias: cambio climático; crecimiento de la población y longevidad; mayor integración y diversificación; avances tecnológicos, alteración de la biodiversidad y expansión del conocimiento.
Esta es la primera gran obra en Latinoamérica de Calatrava, quien afirma que se inspiró para su creación en las bromelias, plantas que
crecen en las piedras, originarias de Brasil. El edificio de 15.000 m2, se construyó siguiendo estrictas normas de sustentabilidad, lo que le ha merecido el Certificado Leed (Liderazgo en Energía y Proyecto Ambiental), concedido por la organización internacional Green Building Council.
Entre las particularidades arquitectónicas de este museo, están las formas curvas y blancas que caracterizan los diseños de Calatrava, pero esta vez el español va un paso más allá y ha instalado una cobertura móvil pensada para aprovechar al máximo la luz natural, que a su vez alberga una impresionante estructura de acero que forma una hilera de “alas” recubiertas por más de 5.400 pequeñas placas solares que durante el día parecen batirse en busca del sol para generar la energía limpia que abastece el edificio.
Además, los 9.200 m2 de espejos de agua que forman la base del museo, se nutren con las aguas de la bahía de Guanabara, al igual que todo el sistema de refrigeración del edificio. Se crea así una temperatura agradable en el interior pero también filtra y procesa el agua que luego devuelve limpia al mar, enviando así el mensaje de que es posible limpiar el agua de la bahía. ••
COMITÉ EJECUTIVOPresidenteJefferson de PaulaPrimer VicepresidenteMartín BerardiSegundo VicepresidenteBenjamin M. Baptista FilhoSecretarioFernando ReitichTesoreroOscar MachadoDirectoresRaúl GutiérrezAndré GerdauDaniel Novegil
DIRECTORESArgentinaMartín BerardiJosé GiraudoJavier GroszFernando LombardoJavier Martínez ÁlvarezDaniel NovegilBrasilBenjamin M. Baptista FilhoMarco Polo de Mello LopesJefferson de PaulaRômel Erwin de SouzaAndré Gerdau JohannpeterWalter MedeirosBenjamin SteinbruchCarlos Stella RotellaChileErnesto EscobarÍtalo OzzanoFernando ReitichColombiaCesar Obino da Rosa PeresVicente Noero ArangoHéctor ObesoRicardo PrósperiCarlos Arturo ZuluagaCosta RicaSantiago DapenaCubaAlexis Álvarez GutiérrezEcuadorFreddy García CalleHéctor Ramiro GarzónMéxicoVíctor CairoMiguel ElizondoAndré Felipe Gueiros ReinauxRaúl Gutiérrez MuguerzaJosé Antonio RiveroMáximo VedoyaJulio César VillarrealGuillermo VogelPerúRicardo CillónizJuan Pablo GarcíaRepública DominicanaCarlos ValienteUruguayManoel Vitor de Mendonça FilhoVenezuelaOscar Machado KoenekeReinaldo Salas
DIRECTOR GENERALRafael Rubio
SECRETARIOS REGIONALESArgentinaCésar CastroBrasilCristina YuanColombiaJuan Manuel LesmesMéxicoSalvador QuesadaPerúLuis TenorioVenezuelaCarlos Román Chalbaud
2016N U E S T R A P O R T A D A
El futuro se construye ahora y el acero es parte importante de las obras que lo sustentarán.
Fotografía: http://noticias.arq.com.mx

Presidente Comité Editorial y Director Rafael Rubio • Editor Roberto López • Editor de Tecnología Alberto Pose • Colaboradores Staff AlaceroVenta de Publicidad y Coordinación General Andrea Ortiz • Diseño e impresión versión | producciones gráficas Ltda.
Publicación bimestral de la Asociación Latinoamericana del Acero (Alacero)Administración Benjamín N° 2944 - 5to piso • Teléfono (56-2) 2233 0545 • Fax (56-2) 2233 0768 • Santiago de ChileVenta de Publicidad [email protected]
CL ISSN 0034-9798 • Número 555 • Marzo - Abril de 2016
Todos los derechos de la propiedad intelectual quedan reservados. Las informaciones de la Revista podrán reproducirse siempre que se cite su origen. Las opiniones expresadas por los autores no representan necesariamente las del Directorio de Alacero. Acero Latinoamericano se distribuye sin costo en ejemplares limitados entre los miembros de Alacero.Publicación impresa en papeles provenientes de bosques manejados en forma sustentable y fuentes controladas.
Staff
C O N T E N I D O S
EDITORIAL 5
BREVES DE LA INDUSTRIA 6
ACERO CON IMPACTO 34
DOSSIER TECNOLÓGICO
Sustentabilidad. Reciclado de laminillo 36 de laminación y colada continua
20 años de mejoras tecnológicas. 48 Colada continua de desbastes N° 1 de Ternium Siderar
COLADA CULTURAL 56
ESTADÍSTICAS 58
AGENDA 61
GUÍA DE PROVEEDORES 62
8“Sin una mejora en la
economía no vamos a tener una recuperación
importante de la industria siderúrgica”
Entrevista a Jefferson de Paula Presidente de Alacero
14Importancia de la demanda
de acero en provincias y zonas de China
Sus implicancias para la industria siderúrgica de América Latina
26¿Qué sucedió en la
COP 21 de París?Fuertes compromisos y un
plan de acción que todavía necesita trabajo


5
El desempeño del mercado siderúrgico durante el primer trimestre del año sigue
siendo débil y las perspectivas no son optimistas.
Las cifras de worldsteel de la producción de acero crudo de enero señalan que la producción mundial se redujo el 7,1% respecto del mismo mes en 2015. El ajuste a la baja fue generalizado: Europa se contrajo el -7,4%, Estados Unidos el -8,8%, China el -7,8 y América del Sur el -14,6%.
Cualquier estadística que se quiera analizar simplemente vendrá a confirmar la difícil situación de la industria.
América Latina no escapa a este escenario, con el agravante de que la región presenta un crecimiento económico modesto; además, algunos países se encuentran en condiciones recesivas.
La pregunta que la industria se plantea es: ¿si hay respuestas para esta problemática? Es claro que no hay una sola respuesta, pero es inobjetable que la industria acerera de China juega un papel preponderante, siendo “el problema y la solución” de la encrucijada siderúrgica.
La parte del “problema” se ejemplifica con las estadísticas chinas: representa el 50% de la producción mundial, el 45% del consumo, mantiene una capacidad instalada de 1.225 millones de toneladas, un nivel récord histórico de exportación (más de 100 millones de toneladas) y una sobrecapacidad del orden de 400 millones de toneladas (cantidad equivalente a la producción combinada de Japón, India, Estados Unidos, Rusia y Corea del Sur).
Pero además, hay otras características que la distinguen: ser una industria dominada por Empresas Propiedad del Estado, que se desarrollaron, y se mantienen, en un esquema de apoyos gubernamentales; donde el objetivo de rentabilidad se encuentra supeditado a su contribución al empleo y la estabilidad social.
E D I T O R I A L
La parte de la “solución”, viene por la necesidad de lograr una restructuración de la industria siderúrgica china en dos direcciones: la primera, a nivel industria, es lograr un ajuste de su capacidad productiva a los niveles de demanda del nuevo escenario económico de China, que son tasas de crecimiento de un dígito.
La segunda dirección es tener una industria con empresas que compitan sin apoyos artificiales, en igualdad de condiciones que el resto de las empresas (que son en su mayoría privadas) y que sean rentables y sustentables en el tiempo.
Esta restructuración debe ser en paralelo al rebalance en que se encuentra la economía de China: moverse de una estrategia de inversión, manufactura y exportación a una de servicios y consumo doméstico. Y lograr en este proceso, convertirse en una economía de mercado.
El gobierno de China anunció que resolver este tipo de problemas es prioritario y ha señalado algunas medidas: a) reducir de 100 a 150 millones de toneladas de capacidad instalada en 5 años; b) crear un fondo de apoyo de 30 mil millones de yuanes; c) apoyar el retiro de los 600 mil trabajadores que podrán ser afectados; d) desaparecer las llamadas empresas “zombies”; e) apoyar el refinanciamiento de la deuda existente de 3 trillones de yuanes.
Esta no es la primera vez que el gobierno manifiesta la intención de resolver esta problemática, pero el consenso de muchos analistas es tener una duda razonable sobre el logro de este objetivo. El reto no es sencillo, pero no enfrentarlo solo conduciría a un estado permanente de fricciones comerciales y diplomáticas.
Desde la perspectiva de América Latina y de su cadena de valor del acero, se debe reiterar el llamado a los gobiernos a monitorear el “riesgo China” y enfrentarlo de forma integral, mientras el gobierno chino resuelve la problemática de su industria siderúrgica. ••
China: el problema y la soluciónde la industria siderúrgica

6
Trabajadores siderúrgicos europeos protestan contra comercio desleal de China que provoca pérdidas de miles de empleos
Miles de trabajadores de la siderurgia europea se manifestaron en Bruselas contra la competencia china, que vende acero en el mercado de la Unión Europea a precios por debajo del costo de producción. “Las importaciones de acero casi regalado provenientes de China, cuyos volúmenes se duplicaron en los últimos 18 meses, inundan el mercado de la UE, lo que provoca el cierre de acerías y la supresión de empleos”, señaló Eurofer, la Asociación de Industrias Europeas del Acero.
“Los obreros de la siderurgia de toda Europa padecen las consecuencias de las importaciones desleales y de la falta de acción gubernamental”, dijo Roy Rickhuss, secretario general del sindicato del acero británico, Community, en un comunicado.
La Unión Europea es el segundo productor mundial de acero, detrás de China, con más de 177 millones de toneladas por año (11% de la producción mundial), según cifras de la Comisión Europea. El mercado está actualmente saturado por la oferta.
En una carta dirigida a la Comisión Europea, los ministros de Economía de Alemania, Francia, Reino Unido, Italia, Polonia, Bélgica y Luxemburgo instaron a Bruselas a recurrir a todos los medios disponibles para “luchar contra el comercio desleal” y “garantizar las condiciones de una competencia equitativa”. La comisaria europea de Comercio, Cecilia Malmström, pidió a fines de enero que Beijing tomase medidas para reducir su capacidad de producción, amenazando con la apertura de procedimientos antidumping. La funcionaria destacó que las exportaciones de acero de China, que concentra la mitad de la capacidad mundial de producción, aumentaron el 50% en 2015, provocando la destrucción de miles de empleos.
Rafael Rubio, Director General de Alacero: “China no exporta acero, exporta desempleo”
El Director General de la Asociación Latinoamericana del Acero, Rafael Rubio, alertó sobre las dificultades financieras de las empresas siderúrgicas de la región por la presencia de China en el mercado.
“El tema de China es que realmente (las siderúrgicas) no pueden operar como una empresa del sector privado, porque su dueño es el gobierno y cumplen una función social: generar empleo para una ciudad o una región particular; entonces, ellos no se ven en la necesidad de hacer los ajustes que una empresa privada en un entorno de economía de mercado tendría que estar haciendo”, dijo el ejecutivo de Alacero.
“Por eso digo, China no exporta acero, exporta desempleo. El desempleo se da en América Latina con toda esta problemática que tenemos”, concluyó.
Respecto a la falta de preparación de los agentes aduaneros para detener importaciones irregulares, Rubio dijo que ese era un problema en muchos países de América Latina, ya que “la aduana es el primer cruce, donde el acero que se importa debe cumplir con ciertos requisitos, ciertos estándares de calidad. Creo que se producen errores por razones muy sencillas: no hay aduanas con funcionarios especializados”.

7B R E V E S D E L A I N D U S T R I A
El estudiante de la Universidad Federal de Ceará Ruy José Feijo Alves, y el representante de la Compañía Siderúrgica de Pecém, Marcos Daniel Gouveia Filho, ganaron en sus respectivas categorías –Estudiante e Industria, respectivamente– en la versión número 10 del concurso Steel Challenge correspondiente a la zona Norte y Sudamérica, organizado por worldsteel.
El campeonato regional se llevó a cabo en línea por un período de 24 horas con la participación de 1.099 competidores en representación de 42 países. Los nuevos ganadores regionales son invitados a competir por el título de Campeón del Mundo en Londres en abril de 2016.
Steel Challenge es una iniciativa de Steel University, cuyo objetivo es inspirar y motivar a los estudiantes y personas de la industria de acero sobre el valor de trabajar en esa actividad con el fin de liderar el cambio para la lograr una industria más sostenible. Entre sus auspiciadores se encuentran Ternium y Tenaris, ambas entidades socias de Alacero.
Steel Challenge: estudiante e industria de Brasil ganan competencia regional
En el marco del Programa “Apoyo a proyectos de instituciones educativas”, Fundación Acindar financió 18 propuestas orientadas a optimizar la calidad de la educación a través de la implementación de ideas no convencionales durante el 2015: una radio y un noticiero escolar, una miniciudad vial dentro de la escuela y hasta la creación de un conjunto musical.
Sostenidas sobre las bases de la política educativa provincial, las propuestas innovadoras fueron presentadas por alumnos, docentes y directivos de escuelas de nivel primario y secundario de Villa Constitución.
En este contexto, las comunidades de las escuelas beneficiadas se reunieron en las tradicionales rondas de balance e intercambio con el fin de compartir sus experiencias sobre los proyectos trabajados. De la misma forma que se había hecho a mediados de año, hubo un espacio de encuentro para las escuelas primarias y otro para las secundarias.
Fundación Acindar: creatividad que potencia la educación
Alacero lanza 9° edición de su Concurso para Estudiantes de Arquitectura
La Asociación Latinoamericana del Acero, Alacero, lanzó oficialmente el 9° Concurso Alacero de Diseño en Acero para Estudiantes de Arquitectura de América Latina 2016, una de las actividades de mayor resonancia entre los jóvenes que estudian esa carrera.
Este concurso desde su primera versión, el año 2008, ha convocado a más de 6 mil estudiantes de más de 10 países. Su objetivo es incentivar a los futuros profesionales a relacionarse con el acero y ocuparlo como elemento constructivo en sus proyectos, aprovechando los diferentes atributos de este material.
Para este año el desafío es proyectar un Centro Cultural, inserto en un lugar que contribuya a mejorar la calidad de vida de la población que tenga acceso a este tipo de equipamiento comunitario. El certamen consta de dos etapas. Durante la primera fase a nivel nacional, los estudiantes de los países participantes (Argentina, Brasil, Chile, Colombia, Ecuador, México y República Dominicana) competirán por el primer lugar entre los equipos participantes. En la segunda fase, el equipo ganador de cada país viajará a Río de Janeiro para participar en la etapa final que tendrá lugar durante el Congreso Latinoamericano del Acero, Alacero-57, en el mes de octubre próximo. Un jurado, compuesto por arquitectos de cada país participante, tendrá a su cargo la decisión final y seleccionará a los ganadores de América Latina.
Además de los diplomas correspondientes, el Primer Premio consiste en 10.000 dólares (6.000 dólares para el equipo de estudiantes y 4.000 dólares para la universidad que representan); el Segundo Premio considera 3.000 dólares (2.000 para los estudiantes y 1.000 para su universidad). Toda la información sobre el Concurso Alacero y cómo participar está disponible en www.alacero.org

8
En su calidad de Presidente de la Asociación Latinoamericana del Acero, el ejecutivo analizó las perspectivas y principales desafíos de la industria del acero regional para el año 2016 y las tareas que Alacero implementa para contribuir a la sustentabilidad de la actividad siderúrgica.
Un detallado análisis del momento actual de la economía regional y su impacto sobre
la industria del acero realizó para nuestra publicación el Presidente de la Asociación Latinoamericana del Acero Jefferson de Paula.
Además, como ejecutivo del área –es CEO de ArcelorMittal Aceros Largos para América Central y del Sur– es una voz autorizada para poner en perspectiva las condiciones en que se desarrolla la industria en la actualidad y las tareas que le corresponde asumir a Alacero.
Acero Latinoamericano: ¿Cuál es su análisis sobre el difícil año 2015?
Jefferson de Paula: Sin duda fue un año difícil. En casi todos los países de América Latina, parte por factores internacionales y en parte por sus razones internas, hubo en el 2015 una caída del ritmo de crecimiento de la economía en términos generales.
Nuestra región enfrenta un proceso de desindustrialización, con caída de participación
de manufacturas en el PBI y baja intensidad de la industria en comparación a los competidores asiáticos. La región también presenta una tasa de inversión que no alcanza para sostener el crecimiento. La tasa de inversión es inferior a otras economías emergentes como China y Corea del Sur. Naturalmente, el bajo crecimiento de la economía tiene consecuencias directas sobre el consumo de acero.
Por otro lado, las empresas de la región fueron aún más impactadas por el nivel creciente de las importaciones de productos siderúrgicos chinos. En el período 2003-2014, en términos de valor, hubo un aumento del 950% de las importaciones metalmecánicas de China que llegarán a US$84 mil millones. Eso afecta la calidad de empleo.
En un análisis reciente de Alacero mostramos que se perdieron hasta 64 empleos directos, indirectos e inducidos por cada US$1 millón en productos metalmecánicos importados. Las importaciones masivas bajo prácticas de comercio desleal ponen en riesgo el futuro de la industria siderúrgica de América Latina.
Jefferson de PaulaPresidente de Alacero

9
“Sin una mejora en la economía no vamos a tener una recuperación importante de la industria siderúrgica”
E N T R E V I S T A

10
POLÍTICAS INDUSTRIALES INTEGRALES
A.L.: ¿Qué podemos esperar para el 2016 en nuestra región en el escenario económico y para la industria siderúrgica?
J. de P.: Cada uno de los países tendrá sus propios desafíos, unos más difíciles que otros. Algunas de las economías más importantes de la región como Brasil, Argentina y Venezuela deben presentar en el año 2016 una caída importante de la actividad económica. Otros, como México, Perú, Chile y algunos de los países del Caribe (en parte debido a la recuperación de EE. UU.), van a presentar crecimiento (aunque en algunos, menor que el 2015).
Pero hablando de la región en general, se espera un año similar a 2015, con una caída del PIB total de algo como el 0,3% (en el 2015 tuvimos una caída del 0,3% también). Las consecuencias frente a la mejora de la economía en los países desarrollados será distinta, pero la tendencia parece ser de una devaluación generalizada de las monedas.
Se espera que sin una mejora en la economía no vamos a tener una recuperación importante de la industria siderúrgica de nuestra región, y eso tras ya dos años de caídas (0,1% en el 2014 y 3,5% en el 2015) del consumo aparente de acero.
Es muy importante remarcar que la región enfrenta desafíos estructurales, todavía tiene alto potencial de desarrollo. Si por un lado la desindustrialización afecta la calidad del empleo y China es una amenaza para la agregación de valor industrial, es necesario estabilizar la macro e impulsar la competitividad sistémica, condiciones de base para una política de desarrollo.
El desafío pasa por estimular las inversiones en el sector industrial, energético, logística e infraestructura, que permitirán sostener la productividad y competitividad.
A.L.: En el tema del comercio justo en la región, ¿qué acciones considera debemos seguir realizando para lograr el apoyo de los gobiernos de la región?
J. de P.: Alacero ha centrado sus esfuerzos en movilizar a los gobiernos frente a las importaciones desleales y difundir la importancia de una industria revitalizada. Empresas y asociaciones nacionales trabajan con sus gobiernos para asegurar un campo de juego nivelado. Alacero apoya este esfuerzo con información e intercambio.
Algunos gobiernos han respondido positivamente y en cada uno la discusión del tema se encuentra en una fase distinta. Hoy
VISIÓN, MISIÓN Y OBJETIVOS DE ALACERO
VisiónLa Visión de Alacero es ser la institución regional que representa a la industria del acero en América Latina para promover y promocionar su sustentabilidad sobre la base de su importancia para el desarrollo de la región.
Misión• Promocionarelusodeacerocomoel
material óptimo para un número creciente de aplicaciones.
• Difundirelcuidadodelaindustriaalmedio ambiente y destacar al acero como el material más reciclable.
• Fomentarelvínculoconlacadenadevalorde la industria del acero.
• Promovercondicionesdecompetencialealen la región.
• Difundirlasmejoresprácticasdeseguridadindustrial.
• Participaractivamenteenlosforosinternacionales de la industria.
• CoordinareintegrarsusaccionesconlasCámarasNacionalesdelaIndustria.
Objetivos• Reuniryrepresentaralacadenadevalor
delacerodeAméricaLatina,fomentandolaintegraciónentrelosdiferenteseslabonesque la componen.
• Fomentarlosvaloresypromoverydifundirel aporte que la industria del acero realiza en áreas como innovación y calidad, desarrollo de los recursos humanos y aporte al desarrollo sostenible de la región.
• Afianzarlosvínculosentrelossocios,paraencararconunavisióndeconjuntolosdesafíoscomunesquetenemospordelante.
• Comunicarenformaclarayeficientelosvalores distintivos de la industria y los beneficiosdelacerocomomaterial.

11E N T R E V I S T A
existen en América Latina 43 resoluciones antidumping vigentes relacionadas con acero: 28 de ellas contra China. Ahora es necesario ir más allá, estableciendo políticas industriales integrales, con colaboración público-privada, incluso a nivel transnacional.
Por lo tanto, seguiremos apoyando a las entidades locales, recolectando datos y preparando los análisis para sensibilizar a cada uno de los países.
EMISIONES DE CO2 ES UN DESAFÍO GLOBAL
A.L.: Como Presidente de Alacero, ¿cuáles considera que son las principales directrices que la organización debe realizar para lograr sus objetivos?
J. de P.: Alacero intensificará sus esfuerzos para la reindustrialización de América Latina, defenderá el campo de juego parejo en el comercio internacional y la exigencia de que China cumpla con sus compromisos para su transición a una economía de mercado.
Además, tenemos que seguir trabajando en la difusión del aporte que la industria del acero realiza en áreas como innovación y calidad, desarrollo de los recursos humanos y aporte al desarrollo sostenible de la región.
A.L.: Uno de los grandes retos hacia el futuro, es la transición hacia una actividad industrial con menos emisiones de CO2, ¿cómo considera que la industria siderúrgica debe enfrentar este reto?
J. de P.: Este será sin duda un desafío global. Los objetivos de las bajas de emisiones son ambiciosos y necesarios. De nuestra parte, todas las empresas de la industria siderúrgica deberán seguir trabajando para cumplir las metas y en el desarrollo de nuevas tecnologías aún más eficientes y limpias. Ya existen muchos proyectos individuales o en conjunto de las empresas siderúrgicas con el objetivo de buscar nuevas tecnologías de producción que puedan reducir la emisión de CO2 en el proceso productivo del acero.
Además de la reducción de emisiones en el proceso productivo, hay que tener en cuenta la posibilidad de reutilización de los coproductos (by-products), como por ejemplo la escoria de alto horno y también la capacidad infinita de reciclaje (la emisión de la producción de acero con chatarra es de 5 veces menos). ••
JEFFERSON DE PAULA
Vicepresidente Ejecutivo del grupo ArcelorMittal, CEO Aceros Largos América Central & Sur y miembro del Comité Ejecutivo del grupo. Con 32 años de experiencia en la industria siderúrgica, ingresó en el grupo en el 1993 pasando por varias posiciones en ArcelorMittal Américas, Brasil, Argentina y Europa. Jefferson es parte del Consejo de Administración de ArcelorMittal en Trinidad & Tobago y Argentina (Acindar), además de ser presidente del Consejo Consultivo de BBA (JV con Bekaert en Brasil). Se graduó en Ingeniería Metalúrgica en la Universidad Federal Fluminense (UFF) y posee un MBA por la Universidad Austral, Argentina.

12Panorama AMÉRICA LATINAy el CARIBE · 2015
PRODUCCIÓN Y CONSUMO DE LAMINADOS EN AMÉRICA LATINA Y EL CARIBE (millones de t)
DISTRIBUCIÓN DEL CONSUMO DE ACERO EN AMÉRICA LATINA
LAMINADOS EN AMÉRICA LATINA Y EL CARIBE: RATIO DE IMPORTACIONES SOBRE CONSUMO APARENTE (volumen)
plantas productivas
kg consumo promedio anual per cápita de acero
millones de toneladas de laminados consumidos
del consumo de acero laminado se destina a la construcción
millones de toneladas de laminados producidos
mil empleos directos genera la industria del acero
del consumo abastecido por importaciones
disminuyó el consumo de acero en América Latina el 2015
162
126
68,7
50%
53,3
227
36%
3,5%
Fuentes:Alacero,CepalyFMI.
2005
80
70
60
50
40
Consumo Producción
2006
2007
2008
2009
2010
2011
2012
2013
2014
2015 2005
21%
2006 2007 2008 2009 2010 2011 2012 2013 2014 2015
36%40%
30%
20%
10%
0%
Import. desde resto del mundo Import. desde China
1% 3%4%
5%3%
6%
7% 8% 9% 13% 14%
Otros transportes1,0%
Construcción50,3%
Electrodomésticos1,0%
Maquinariamecánica
14,9%
Equipamientoeléctrico
2,1%
Productosmetálicos
18,2%
Automotriz12,5%
US$10.092 PIB per cápita(precios corrientes 2014)
–0,3% disminuyó el PIBde América Latina versus 2014
6,6% tasa de desempleo deAmérica Latina en 2014
641 millones de habitantes (2016)
13,6% representa la industriamanufacturera en el PIBde América Latina (2014)
97,7% tasa de alfabetizaciónentre las edades de 15 a 24 años

13

14
Este artículo fue preparado por sus autores especialmente para revista “Acero Latinoamericano”. Su finalidad principal es responder a tres importantes escenarios para el sector siderúrgico de nuestra región y su vinculación con China. Primero, si China alcanzó en 2013 su máximo potencial en consumo de acero; segundo, cuál es la brecha entre la producción y el consumo de acero en China; y tercero, cómo afectaría la dinámica de las exportaciones chinas a Latinoamérica.
E l presente reportaje parte por responder a la pregunta si China alcanzó en 2013
su máximo potencial en cuanto a consumo de acero, para lo que se utilizó una Curva de Kuznets 1. Luego se busca respuesta a cuál es la brecha entre producción y consumo a nivel provincial y por zonas geográficas.
Posteriormente se refiere a la estimación de la demanda de acero crudo a nivel provincial, especificando la metodología empleada y los resultados, además de tratar el tema de exportaciones y aduanas.
Finalmente se dedica un capítulo a cómo afectará la dinámica de las exportaciones chinas a América Latina, para recapitular con las conclusiones y la correspondientes bibliografía.
¿ALCANZÓ CHINA EN 2013 SU MÁXIMO POTENCIAL EN CONSUMO DE ACERO?
La Curva de Kuznets
Este tipo de curvas se representan a través de series de tiempo extensas (más de 20 años), donde el consumo de acero es explicado por
IMPORTANCIA de la demanda de acero en provincias y zonas de ChinaElaboradoporMATRIX2.0(JuanPabloSilva,DirectorEjecutivo;FelipeBarraza-Reyes, EconomistaJefe)
1 Es una representación gráfica de una hipótesis planteada por Simon Kuznets (de la hipótesis de Kuznets) consistente en que, los países pobres serían, en un principio, igualitarios; sin embargo, a medida que se van desarrollando, el ingreso se concentra y la distribución del ingreso empeora. Luego, con el desarrollo posterior, vuelve a ser igualitario y dicha desigualdad se nivela.

15
Sus implicancias para la industria siderúrgica de América Latina
A C E R O Y E C O N O M Í A
Foto
graf
ía:w
orld
stee
l/S
eong
Joo
nCho

16
el nivel de producto per cápita (PIB) y su término elevado al cuadrado. El consumo de acero sigue una trayectoria creciente en línea con el crecimiento de la producción per cápita, esto a través de la demanda por infraestructura y bienes durables; ahora ha alcanzado altos niveles de ingreso y la tasa de crecimiento del consumo aparente de acero cae. Es por esto que se dice que tiene la forma de una U invertida.
A raíz de lo anterior, es importante pensar si hay algunas señales generales sobre el futuro camino del consumo de acero en China, esto basándose en experiencias relevantes de otros países (Snooks, 1999). ¿Seguirá China un patrón similar al de Corea del Sur?, esto es, mantener la intensidad en el consumo durante el tiempo; o alcanzará brevemente una intensidad en el consumo a nivel de ingresos medios, como ocurrió en Europa; o se quedará eventualmente en el lado de mayor intensidad en el consumo a nivel de ingresos altos, lugar en el que actualmente se encuentra Japón.
Además se piensa que existen aspectos más similares a EE. UU. y Japón, en lugar de Corea del Sur. Respecto de EE. UU., es una economía construida a escala continental, con un bajo indicador de aglomeración; mientras que por el lado de Japón, la similitud se podría explicar por el alto nivel de exportaciones de manufacturas.
CurvaKuznetsenChina
La producción de acero en China se incrementó fuertemente desde inicios de la década del 2000 hasta aproximadamente el año 2014. En este sentido, hablar de una curva de Kuznets para China no resulta tan evidente, por cuanto su proceso de crecimiento tanto en la demanda como en la producción de acero aún no alcanza una fase de consolidación. El GRÁFICO1 muestra la Curva Kuznets en China.
Lo anterior abre la discusión sobre el hecho si China alcanzó o no su máximo potencial en consumo de acero en 2013. Al respecto, las lecciones que por el momento se pueden rescatar de este proceso son las siguientes:
i. el análisis de series de tiempo mediante la Curva de Kuznets, aún no permite determinar con claridad si China ha alcanzado su máximo nivel, tanto en la producción como en la demanda por acero;
ii. esto se debe a que el proceso de crecimiento es bastante reciente (año 2000), por lo que aún no se consolida, a diferencia de lo que sí ocurrió en países como EE. UU. y Japón;
iii. adicionalmente, el análisis de la Curva de Kuznets para China plantea una visión demasiado agregada respecto del nivel de ingreso y por tanto del consumo aparente de acero;
GRÁFICO 1. Consumo aparente de acero crudo y PIB per cápita en China. Serie 1985-2014; ingreso per cápita en dólares corrientes y kilos de acero por habitante
Fuente: Bloomberg.
1.0000
0
600
2.000 3.000 4.000 5.000 6.000 7.000 8.000 9.000
Nivel de ingresos (per cápita)
Kilo
gram
os (
per
cápi
ta)
500
400
300
200
100

17
iv. la principal razón para no fiarse solo de un análisis a nivel agregado, radica en las disparidades regionales que existen en el país, esto es, diferente velocidad en los niveles de desarrollo entre provincias. Además, a la reforma económica le sucederá una reforma política, la cual aún no está definida por parte del gobierno chino, lo que imposibilita determinar las implicancias en la economía y en el consumo de acero;
v. de esta forma, es importante construir un análisis provincial del consumo de acero en China, ya que de esta forma se recoge con mucho más detalle la evolución de los determinantes del consumo de acero, lo que sirve como predictor de lo que sucederá a nivel externo, dada la posición de China como el mayor productor de acero del mundo.
LA BRECHA ENTRE PRODUCCIÓN Y CONSUMO DE ACERO, A NIVEL PROVINCIAL Y POR ZONAS GEOGRÁFICAS
Estimación de la demanda por acero crudo a nivel provincial
Metodología
La estimación de la demanda por acero crudo a nivel provincial se confeccionó utilizando una serie de tiempo para el período 1988-2014 y un modelo econométrico (datos de panel), usando información sobre los niveles de industrialización, urbanización e inversión en activos fijos.
A partir de esa estimación, se generó una demanda implícita por acero crudo entre los años 1988 y 2014, regresionando la producción de acero sobre el grado de industrialización, urbanización e inversión en activos fijos per cápita.
En cuanto a la división territorial, China continental está dividida en 22 provincias, 5 regiones autónomas y 4 municipalidades. Se optó por no incluir en la modelación a las regiones autónomas del Tíbet y Ningxia, el municipio de Chongqing y la provincia de Hainan. En el caso del Tíbet, se descartó del estudio ya que no es una región productora de acero; en el caso de las 3 restantes se descartaron dado que no tenían suficientes datos disponibles. Lo anterior llevó a la confección de un modelo econométrico de datos de panel balanceado, es decir, 27 provincias en un horizonte temporal de 27 años.
Las principales razones para utilizar este método de estimación radican en, por ejemplo, el bajo valor agregado del acero no lo hace rentable para transportarlo desde largas distancias, de esta forma el comercio interprovincial se hace costoso, entonces la producción de acero captura información crucial sobre el consumo de acero crudo a nivel provincial. Además, dado que la industrialización, urbanización e inversión en activos fijos son factores relacionados con la demanda y ampliamente independientes de la oferta, pueden usarse como instrumentos para separar el consumo de acero crudo de la
A C E R O Y E C O N O M Í A
CUADRO 1. Estimación de la demanda por acero crudo a nivel provincial, 1988-2014
industrialization
urbanization
lnfixedassetinv
constante
Número de observaciones
Número de grupos
Número de años
R2 ajustado
Modeloefectosaleatorios
0,019***
(0,007)
0,021***
(0,006)
0,394***
(0,041)
–0,188
(0,420)
729
27
27
0,660
Modeloefectosfijos
0,020***
(0,007)
0,027***
(0,007)
0,358***
(0,047)
–0,289
(0,408)
729
27
27
0,791
Nota: ***, ** y * representan niveles de significancia del 1, 5 y 10 por ciento, respectivamente.Los números entre paréntesis son los errores estándar.Fuente: Elaboración propia.

18
CUADRO 2. Producción y demanda de/por acero crudo per cápita, 1988-2014
Año
1988
1989
1990
1991
1992
1993
1994
1995
1996
1997
1998
1999
2000
2001
2002
2003
2004
2005
2006
2007
2008
2009
2010
2011
2012
2013
2014
Númeroderegiones
27
27
27
27
27
27
27
27
27
27
27
27
27
27
27
27
27
27
27
27
27
27
27
27
27
27
27
“Producciónde acero
crudo(kg/persona)”
85,8
85,7
93,4
99,2
112
112,6
124,8
124,9
128,3
134
136,8
142,9
149,2
165,5
187,7
214,6
257,8
309
358,5
411,8
407,7
464,3
504
530,2
550
586,6
601,4
“Desviaciónestándar”
143,96
136,17
151,15
161,88
188,37
200,49
206,68
211,7
204,46
208,24
209,63
208,01
219,23
226,24
220,95
231,38
264,1
300,04
345,84
394,42
400,65
467,35
473,79
517,61
526,48
555,52
548,84
“Demandapor acero
crudo(kg/persona)”
58,2
57,6
56,2
61,1
72,1
87,6
86,8
98,2
105,1
112,1
119,3
124,9
130,4
142,1
154
173,3
192,6
214,8
241,2
270,4
308,3
346,4
390,6
424,8
468,7
514,4
539,6
“DesviaciónEstándar”
66,5
64,1
62,89
65,87
75,72
92,87
100,4
121,08
130,89
135,62
141,04
139,22
139,13
148,15
154,21
164,6
176,55
185,49
193,58
205,02
215,7
225,03
238,37
242,14
246,71
254,68
258,19
“Brechaentreproducción y demanda
(kg/persona)”
27,6
28,1
37,2
38,1
39,9
25,0
38,0
26,7
23,2
21,9
17,5
18,0
18,8
23,4
33,7
41,3
65,2
94,2
117,3
141,4
99,4
117,9
113,4
105,4
81,3
72,2
61,8
BrechaTotal(mill.ton.)
30,64
31,67
42,53
44,13
46,75
29,63
45,54
32,34
28,39
27,07
21,83
22,64
23,83
29,86
43,29
53,37
84,75
123,17
154,19
186,83
132,01
157,34
152,06
142,01
110,08
98,24
84,53
Fuente: Elaboración propia, con datos del National Bureau of Statistics of China.
producción. Lo anterior permite construir series de tiempo más precisas que reflejan los patrones que subyacen en el consumo de acero crudo a través de las provincias (CUADRO1).
El modelo está determinado por:
ln(ProdSteelit)=β0 + β1Industrializationit + β2Urbanizationit + β3ln(FixedAssetInvit)+
ui + εit [1]
Donde:• ProdSteelit: producción de acero crudo per
cápita en la provincia i en el tiempo t
• Industrializationit: índice de industrialización (por ejemplo, la participación de la industria secundaria y terciaria en el valor de la producción total)
• Urbanizationit: participación urbana de la población
• FixedAssetInvit: cantidad de inversión en activos fijos per cápita a precios constantes del año 2010
• ui: representa efectos específicos de cada provincia que no varían en el tiempo
• βit: representa el coeficiente a ser estimado• εit: es el residuo

19
Procurando eliminar los efectos específicos de provincia y tiempo, la ecuación principal del modelo se estima utilizando técnicas de datos de panel con efectos aleatorios, donde se confirma estadísticamente la importancia de las variables industrialización, urbanización e inversión en activos fijos. Adicionalmente, se estimó el modelo mediante efectos fijos, para probar que no existen mayores diferencias con el modelo de efectos aleatorios, siendo este último el más preciso.
Una vez confirmada la significancia estadística de las variables explicativas del modelo principal, se procede a combinar los coeficientes estimados de los índices de industrialización, urbanización y activos fijos con su correspondiente valor real, generando así la demanda subyacente de acero crudo per cápita a nivel provincial desde 1988-2014 (CUADRO2). Lo anterior se resume en la siguiente ecuación:
ln(DSteelit)=β1Industrializationit + β2Urbanizationit + β3ln(FixedAssetInvit)[2]
Donde:• DSteelit: es la demanda por acero crudo per
cápita subyacente predicha, en la provincia i en el tiempo t
Si bien la producción estuvo sobre la demanda por acero crudo per cápita durante todo el período, hasta el año 2000, la brecha no fue tan significativa. A partir del año 2001, inicios del auge de las materias primas, ambas crecieron de manera rápida, siendo principalmente la producción la que más ha crecido tanto en cantidad como en magnitud (GRÁFICOS2a4).
Resultados
Los resultados obtenidos a partir del modelo descrito previamente, señalan que existe una diferencia entre producción y demanda por acero de aproximadamente 154 millones de toneladas (exceso de producción) en el año 2014.
La concentración en la producción de acero crudo en zonas específicas del país, se debe principalmente a las disparidades regionales, es decir, provincias de una misma zona poseen distintos estados de desarrollo de sus sectores primario, secundario y terciario. En este sentido, las provincias de Hebei (zona norte) y Jiangsu (zona este) fueron las que más acero produjeron en el país y donde también se concentran las mayores diferencias, teniendo una tasa de crecimiento elevada de su sector terciario (servicios).
A C E R O Y E C O N O M Í A
GRÁFICO 2. Estimación de la demanda por acero crudo, por provincia y zona. Año 2014; en millones de toneladas
Fuente: Elaboración propia.
51
Shan
dong
70
60
50
40
30
20
10
0
Norte Central Este Sur Oeste
33
Liao
min
g
Heb
ei
23
29
Bei
jing
20
202 167 146 125 19
Tia
njin
17
Inne
r M
ongo
lia
15
Hei
long
jiang
13
Jilin
33
Hen
an
28
Hub
ei
27
Sich
uan
25
Hum
an
19
Shaa
nxi
18
Jian
gxi
17
Shan
ghai
58
Jian
gsu
39
Zhe
jiang
25
Shan
ghai
24
Anh
ui
64
Gua
ndon
g
24
Fujia
n
15
Gua
ngxi
13
Yunn
an
9
Gui
zhou
8
Xin
jiang
8
Gan
su
3
Qin
ghai

20
GRÁFICO 4. Estimación de la brecha entre producción y demanda por acero crudo, por provincia. Año 2014; en millones de toneladas
GRÁFICO 3. Estimación de la demanda de acero crudo, total país. Serie anual, período 1990-2014; en millones de toneladas y variación respecto al año anterior
Fuente: Elaboración propia.
Fuente: Elaboración propia.
0
100
200
300
400
500
600
700
Modelo: millones de toneladas Modelo: variación anual
–5%
0%
5%
10%
15%
20%
25%
30%
1990
1991
1992
1993
1994
1995
1996
1997
1998
1999
2000
2001
2002
2003
2004
2005
2006
2007
2008
2009
2010
2011
2012
2013
2014
51
Heb
ei
200
150
100
50
0
–50
Norte Central Este Sur Oeste
32
156
Liao
min
g
Tia
njin
g
133
Shan
dong
-1
+169,8 +9,6 +15,5 –46,4 +5,5
Inne
r M
ongo
lia
-1
Jilin
-10
Hei
long
jiang
-23
Bei
jing
25,9
Shan
xi
4,2
Jian
gxi
3,0
Hub
ei
-4,0
Hen
an
-4,9
Sich
uan
-6,3
Hum
an
-8,3
Shaa
nxi
4,35
Jian
gsu
0,4
Anh
ui
-7,4
Shan
ghai
-21,0
Zhe
jiang
5,7
Gua
ngxi
4,2
Yunn
an
-3,9
Gui
zhou
-5,5
Fujia
n
-46,9
Gua
ngdo
ng
4,0
Xin
jiang
2,8
Gan
su
-1,3
Qin
ghai

21
Lo anterior plantea una especie de mecanismo, donde cada zona cuenta con una provincia como principal productora de acero, que abastece con parte de su producción al resto de las provincias cercanas, y donde el “excedente” se destina a exportación.
A partir de las tendencias que muestra el modelo, en términos de las provincias (y por ende, las zonas) que han ido evolucionando desde un sector industrial/manufacturero hacia un sector de servicios, tanto generales como especializados, no se descarta que en los próximos años la tasa de crecimiento del consumo de acero pueda seguir cayendo.
ExportacióndeAceroyAduanas
Las zonas norte y este son las que concentran la mayor cantidad de aduanas desde donde se exportó acero del país durante el año 2014. El 58% del total nacional corresponde a la zona norte, mientras que el 22% corresponde al
este. Ambas zonas concentran el 80% de las exportaciones totales.
El CUADRO3 muestra las exportaciones de acero chino, por zona y aduana de salida, para un período comprendido entre 2010-2014.
A partir del CUADRO3, es claro el grado de influencia y concentración de las zonas norte y este, lugar donde se encuentran la mayoría de los puertos comerciales más importantes y las provincias más desarrolladas, que gozan de los mayores niveles de ingreso per cápita del país.
¿CÓMO AFECTARÁ LA DINÁMICA DE LAS EXPORTACIONES A LA INDUSTRIA DE AMÉRICA LATINA?
En la actualidad, países como Chile o México han tenido que enfrentar la sobreoferta de acero chino, la cual está inundando el mundo haciendo caer drásticamente los precios. En Chile, CAP Acero solicitó a la Comisión Antidistorsiones
A C E R O Y E C O N O M Í A
CUADRO 3. Exportaciones de acero laminado desde China, por zona y aduana. Serie 2010-2014; en millones de toneladas
Zona/Aduana
Norte
Tianjin
Dalian
Shijiazhuang
Qingdao
Hohhot
Shenyang
Beijing
Este
Nanjing
Shanghai
Huangpu
Hefei
Ningbo
Central
Nanchang
Wuhan
Guangzhou
Changsha
Otrasaduanas
Totalgeneral
2010
18,5
7,5
5,0
2,8
3,1
0,1
0,0
0,0
12,7
6,1
5,4
0,6
0,2
0,4
2,9
0,9
0,8
0,5
0,7
1,6
35,68
2011
21,0
9,0
5,1
2,1
4,6
0,1
0,0
0,0
13,7
6,0
6,5
0,5
0,2
0,4
2,6
0,8
0,7
0,6
0,6
1,8
39,01
2012
25,2
11,8
6,4
2,3
4,5
0,1
0,0
0,0
14,9
7,5
5,8
0,5
0,5
0,5
2,4
0,9
0,6
0,5
0,4
1,8
44,33
2013
31,1
14,5
7,3
3,7
5,2
0,3
0,1
0,0
15,5
8,5
5,5
0,7
0,3
0,5
2,6
0,9
0,9
0,5
0,3
1,8
51,04
2014
54,0
22,7
11,8
10,6
7,3
1,0
0,6
0,0
20,7
11,5
7,1
0,8
0,7
0,6
3,7
1,5
0,8
0,8
0,6
2,9
81,36
Part%2014
66%
24%
13%
11%
8%
1%
1%
0%
25%
12%
8%
1%
1%
1%
5%
2%
1%
1%
1%
4%
100%
Var. 2014/2013
74%
57%
62%
183%
40%
278%
534%
0%
34%
35%
30%
8%
149%
24%
40%
62%
-11%
67%
89%
58%
59%
Fuente: Bloomberg.
22
CUADRO 4. Exportaciones de acero laminado chino, por continente.Serie 2007-2014; en millones de toneladas
Continente
Asia
Latinoamérica
Europa
África
Norteamérica
Oceanía
Totalgeneral
Var. 2014/2013
58%
62%
61%
71%
71%
12%
59%
2014
58,31
7,89
6,44
5,08
3,30
0,33
81,36
2013
36,98
4,86
4,00
2,97
1,93
0,29
51,04
2012
32,30
3,88
4,18
1,96
1,55
0,47
44,33
2011
27,42
2,97
5,41
1,50
1,28
0,45
39,01
2010
25,86
3,34
4,11
1,11
0,80
0,44
35,68
2009
13,69
0,90
1,45
0,91
0,42
0,26
17,64
2008
36,60
2,51
7,45
1,76
2,09
0,49
50,89
2007
44,17
1,86
10,75
1,46
2,38
0,43
61,06
Fuente: Bloomberg.
CUADRO 5. Exportaciones de acero laminado desde China hacia Latinoamérica, por país.Serie 2007-2014; en millones de toneladas
Part.%2014
25%
16%
11%
10%
10%
7%
5%
5%
3%
2%
1%
1%
1%
1%
1%
1%
1%
1%
1%
0%
100%
Var. 2014/2013
34%
56%
44%
153%
125%
45%
64%
52%
37%
73%
76%
112%
57%
–14%
–
–
–
–
44%
35%
62%
2014
1,94
1,25
0,84
0,79
0,75
0,54
0,38
0,37
0,21
0,19
0,10
0,09
0,08
0,06
0,06
0,06
0,06
0,05
0,04
0,03
7,89
2013
1,44
0,80
0,58
0,31
0,33
0,37
0,23
0,24
0,15
0,11
0,06
0,04
0,05
0,07
0,00
0,00
0,00
0,00
0,03
0,03
4,86
2012
0,86
0,76
0,58
0,40
0,26
0,28
0,13
0,10
0,19
0,08
0,04
0,05
0,00
0,07
0,03
0,00
0,03
0,00
0,00
0,03
3,88
2011
1,12
0,44
0,32
0,19
0,19
0,17
0,07
0,07
0,12
0,04
0,04
0,04
0,00
0,11
0,00
0,00
0,03
0,00
0,00
0,04
2,97
2010
1,48
0,59
0,43
0,11
0,13
0,14
0,05
0,05
0,09
0,00
0,05
0,02
0,03
0,08
0,00
0,00
0,04
0,01
0,00
0,04
3,34
2009
0,42
0,09
0,06
0,03
0,02
0,02
0,01
0,01
0,13
0,00
0,01
0,02
0,00
0,06
0,00
0,00
0,02
0,00
0,00
0,01
0,90
2008
0,65
0,35
0,37
0,17
0,16
0,20
0,06
0,08
0,04
0,03
0,03
0,10
0,07
0,03
0,02
0,04
0,06
0,00
0,00
0,03
2,51
2007
0,44
0,19
0,20
0,22
0,10
0,11
0,12
0,08
0,12
0,00
0,04
0,05
0,07
0,02
0,00
0,00
0,05
0,00
0,00
0,03
1,86
Continente
Brasil
Chile
Perú
México
Colombia
Ecuador
Panamá
Guatemala
Venezuela
Honduras
Rep. Dominicana
Costa Rica
El Salvador
Cuba
Nicaragua
Jamaica
Trinidad & Tobago
Paraguay
Uruguay
Argentina
Totalgeneral
Fuente: Bloomberg.
23A C E R O Y E C O N O M Í A
de Precios la aplicación de una salvaguarda como medida para prevenir y minimizar el daño provocado por las importaciones de alambrón de acero que han ingresado al país, principalmente de China. En México, las acereras han pedido a las autoridades medidas más fuertes (35% de arancel a las importaciones de acero chino) para blindarse de lo que consideran es una competencia desleal.
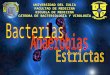
En este contexto, y para entender la dinámica de las exportaciones de acero chino, el CUADRO4 da cuenta del nivel de exportaciones a todos los continentes.
Lo anterior no hace más que confirmar el aumento progresivo de la entrada de acero en América Latina, segundo destino de las exportaciones provenientes desde China. En
2014, las exportaciones hacia América Latina representaron aproximadamente el 9,7% del total exportado.
Si el análisis se realiza individualmente para los países latinoamericanos, los resultados obtenidos son los que muestra el CUADRO5.
Los principales destinos de las exportaciones de acero chino en Latinoamérica son Brasil, Chile, Perú, México y Colombia. Estos países en conjunto suman 5,57 millones de toneladas, lo que representa el 70,6% del total de las exportaciones que llegan al continente.
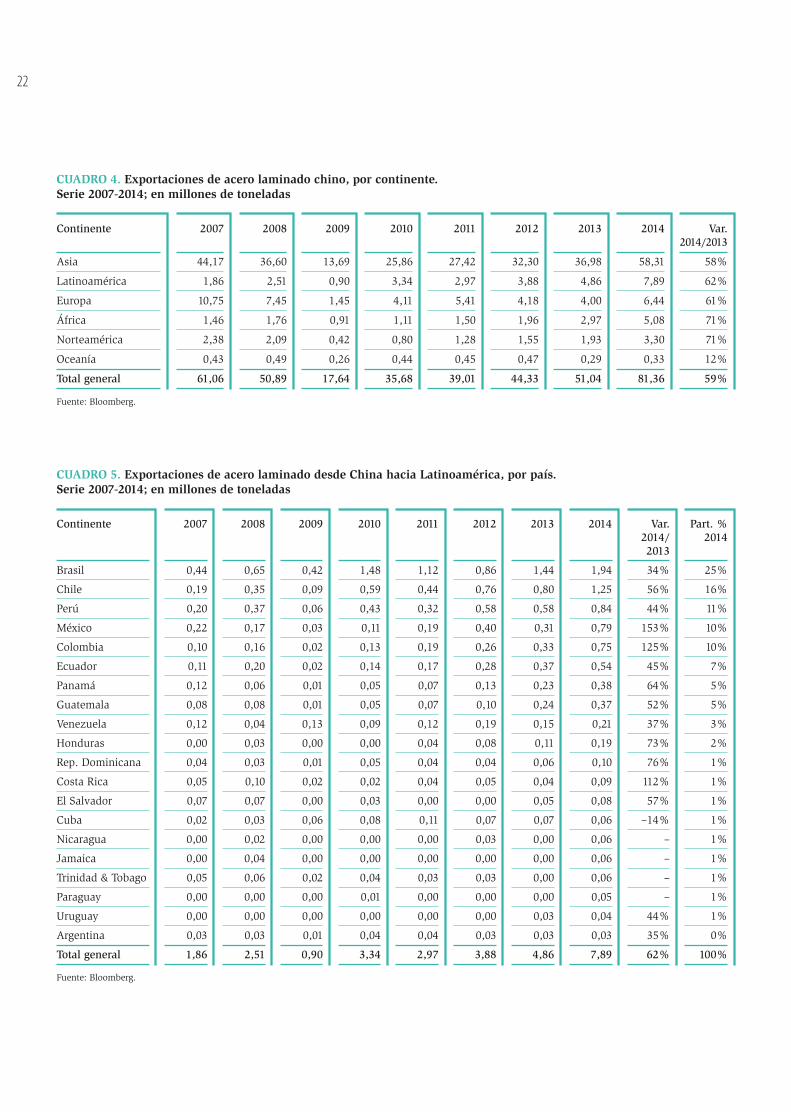
En cuanto a la producción de acero chino por familias de producto, tanto largos como planos se han incrementado sistemáticamente desde 2004 a la fecha (CUADRO6).
CUADRO 6. Producción de acero laminado chino, por familias.Serie 2004-2014; en millones de toneladas
2014
442,5
213,8
153,5
79,5
69,4
55,9
13,4
5,7
393,2
121,8
54,6
50,4
47,3
42,2
40
12,4
8,9
8,3
7,3
835,6
2013
430,1
202,7
150,8
79,7
70,4
57,8
12,6
6,1
368,4
119,1
50,4
43,2
44,7
40
38,1
10,4
8,4
7,5
6,6
798,5
2012
376,4
176,4
136,7
74,9
58,1
46,8
11,3
5,1
339,1
107,9
46,1
37,6
43,5
36,5
38
9,7
6,6
7,8
5,5
715,4
2011
336,2
151,3
122,1
70,4
58,4
47,4
11
4,4
329,2
102,8
42,2
31,5
49,2
32,5
43,1
9,7
6,2
5,8
6,1
665,4
2010
294,2
131,2
105,1
69,3
52,5
43,1
9,4
5,5
310,6
101,8
37,6
28,3
47
29,4
42,1
8,2
5,7
5,6
4,9
604,9
2009
274,8
123,1
96
55,1
50
40,8
9,2
5,8
250,2
83,7
28,9
19,4
39,9
22,1
35,1
6,8
4,5
5
4,8
525
2008
219,7
96,2
79,8
47,1
39,1
30
9,1
4,5
224,3
73,8
24,1
17,3
38,7
18
34,4
6
4,4
3,3
4,3
444
2007
221,6
99,3
80,7
44,8
38,5
28,4
10,1
3,2
204
62
23,6
18,8
34,5
17,4
30,1
6,2
4,1
3
4,3
425,6
2006
195,2
82
71,7
36,1
38,1
28,9
9,2
3,3
153,2
45,8
17,3
13,2
27
12,5
23,7
4,8
3,3
2,3
3,2
348,3
2005
165,7
67,5
60,3
28,7
34,7
26,7
8
3,1
113,1
36,8
11,2
7,9
20,8
7,1
18,4
4,1
2,4
1,7
2,4
278,7
2004
138,1
46,2
48,9
22,2
40,4
34,2
6,2
2,6
77,6
25
2,6
5
19,9
0
18,1
2,6
1,6
1
1,9
215,7
Familias
Largos
Barra de refuerzos
Alambrón
Barra
Secciones
Secciones medianas y pequeñas
Grandes secciones
Ferrocarril
Planos
Laminado en caliente (HRC)
Laminado en frío (BLF)
Chapa galvanizada
Placa
Tiras anchas delgadas LF
Chapa de espesura mediana
CR Bandas estrechas
Acero eléctrico
Hoja recubierta
Chapa de espesura especial
Totalgeneral
Fuente: Bloomberg.

24
Por lo tanto, el acero que China está exportando en exceso, se concentra principalmente en aquellos productos destinados al sector construcción. Esto no haría más que confirmar la intención de seguir creciendo en dichas familias.
CONCLUSIONES
El presente artículo buscó responder tres importantes preguntas para el sector acerero y su vinculación con China. Primero, si China alcanzó en 2013 su máximo potencial en consumo de acero; segundo, cuál es la brecha entre la producción y el consumo de acero en China; y tercero, cómo afectaría la dinámica de las exportaciones chinas a Latinoamérica.
Respecto a la primera pregunta, por un lado, el auge de las materias primas en China, es un fenómeno que solo tiene unos 15 años desde que explotó a comienzos de la década del 2000. En ese sentido, se señala que aún sería muy pronto para establecer con certeza que ya se tocó techo en cuanto al consumo de acero; más bien lo que ocurriría es que poco a poco la industria estaría entrando en una fase de consolidación. Asimismo, China enfrenta procesos de ajuste en su economía, con nuevos planes quinquenales por parte del gobierno central; en ese aspecto habría que analizar con cautela cuáles serían los potenciales efectos de cambios en las reglas del juego en el sector, si habrá más o menos siderúrgicas operando, qué hará el gobierno chino con los excedentes de producción existentes, etcétera.
En cuanto a la segunda pregunta, la producción y demanda por acero, tema central del presente artículo, los resultados son variados, ya que una vez más esto depende fundamentalmente de las disparidades regionales. La modelación señala que habría un exceso de producción de aproximadamente 154 millones de toneladas en el año 2014, siendo la zona norte la que presenta el mayor superávit con casi 170 millones de toneladas, de los cuales, 156 millones corresponden a la provincia de Hebei. Por su parte, la zona sur es la que presenta el mayor déficit, aproximadamente 46 millones de toneladas, de los cuales, la provincia de Guangdong aporta con 46,9 millones de toneladas de déficit. Como se mencionó
anteriormente, lo fundamental del análisis es mirar el desarrollo productivo de la industria por zona y provincia, ya que de allí se puede obtener un mejor entendimiento del fenómeno. Además, es importante que se tengan en cuenta las aduanas de exportación de acero, principalmente concentradas en las zonas norte y este, que representan el 80% de las salidas al resto del mundo.
Finalmente, respecto a la dinámica de las exportaciones hacia Latinoamérica, es claro que dada la configuración que presenta China, de sus puertos, aduanas y enclaves marítimos, sumado al exceso de producción a nivel general, el acero chino seguirá aumentando sostenidamente su presencia mundial, tanto en la familia de largos como de planos. En este sentido, las autoridades como las asociaciones y organismos gremiales relacionados al acero, así como también las propias empresas locales de los países latinoamericanos son los llamados a poner un freno al ingreso del acero chino, procurando con estas medidas (salvaguardas, antidumping, etc.) establecer un comercio justo y libre de conductas tendientes a la discriminación de precios.
Dicha tarea se vislumbra como el único mecanismo del que podrían hacer uso los países latinoamericanos, ya que tanto en términos de costos laborales como de productividad y eficiencia en la producción de acero, no hay forma de competir con la industria siderúrgica china, que está amparada fundamentalmente por el Estado.
Bibliografía
China National Bureau of Statistics (CBNS) (2014), Beijing: China Statistical Press.
Garnaut, R. (2012), “Australia’s China resources boom”, Australian Journal of Agricultural and Resource Economics, 56 (2), pp. 222-43.
Snooks, G.D. (1999), Global Transition: A General Theory of Economic Development, London: Macmillan.
Song, L. (2010), “China’s rapid growth and development: an historical and international context”, paper prepared for the 34th PAFTAD Conference on China in the World Economy, Peking University, Beijing, 7-9 December.
National Bureau of Statistics (2014), China Statistical Yearbook, Beijing: China Statistics Press. ••

25

26
Tras el encuentro COP 21 de París en diciembre pasado, los países acordaron un objetivo ambicioso sobre el calentamiento global: limitar el incremento de la temperatura no superando los 1,5 grados Celcius. Sin embargo, mucho es el camino que queda por recorrer para llegar a esta meta. ¿Existe un plan claro para alcanzarlo? ¿Cuáles serán las medidas que aseguren su cumplimiento país a país?
Las partes involucradas en la Convención Marco de las Naciones Unidas sobre Cambio
Climático (UNFCCC, para su sigla en inglés) alcanzaron un acuerdo que marca un hito el pasado 12 de diciembre en París, esbozando un nuevo rumbo para los esfuerzos sobre el clima global realizados en las últimas dos décadas.
Culminando una ronda de negociaciones que duró 4 años, el nuevo tratado termina con la estricta diferenciación entre países desarrollados y en vías de desarrollo que caracterizaba a los esfuerzos anteriores, reemplazándolo por un encuadre común que compromete a todos los países a realizar sus mejores esfuerzos y fortificarlos en los años que vendrán. Esto incluye, por primera vez, el requisito a todas las partes de reportar regularmente sus emisiones y sus esfuerzos de implementación, y someterse a revisiones internacionales.
El acuerdo y una decisión acompañante de las partes fueron los resultados clave de la conferencia, conocida como COP 21 o 21ra sesión de la Conferencia de Partes de la UNFCCC.
PRINCIPALES ASPECTOS DEL ACUERDO DE PARÍS
• Reafirma el objetivo de limitar el incremento de la temperatura global sustancialmente por debajo de 2 grados Celcius, mientras urge a realizar esfuerzos porque este incremento no supere 1,5 grados.
• Establece compromisos vinculantes de todas las partes para hacer “contribuciones determinadas a nivel nacional” (NDCs, para su sigla en inglés) y seguir métricas domésticas con el objetivo de alcanzarlas.
• Compromete a todos los países a reportar con regularidad sobre sus emisiones y los progresos alcanzados en la implementación y cumplimiento de sus NDCs, y llevar a cabo revisiones internacionales.
• Compromete a los países a difundir nuevos NDCs cada cinco años, con claras expectativas de que estos representarán un avance sobre los previos.
• Recalca las obligaciones vinculantes de los países desarrollados bajo la UNFCCC de dar soporte a los esfuerzos de los países en
¿Qué sucedió en laCOP 21 de París?

27
Fuertes compromisos y un plan de acción que todavía necesita trabajo
M E D I O A M B I E N T E

28
desarrollo, mientras que por primera vez se alientan también las contribuciones por parte de los países en desarrollo.
• Extiende el actual objetivo de movilizar US$100.000 millones anuales de soporte de 2020 a 2025, con un nuevo y más alto objetivo a ser dispuesto para el período posterior a 2025.
• Prolonga un mecanismo para tratar los daños y pérdidas resultantes del cambio climático, los que explícitamente no involucrarán ni proveerán una base para compensaciones o responsabilidades.
• Requiere a las partes involucradas en transacciones internacionales de emisiones evitar la “doble contabilidad”.
• Llama a un nuevo mecanismo, similar al Mecanismo de Desarrollo Limpio del Protocolo de Kyoto, que permite que las reducciones de emisiones en un país puedan contarse para NDCs de otro país.
El fuerte momentum hacia un acuerdo que se construyó durante los meses precedentes fue dramáticamente resaltado en el día de apertura de la cumbre por la presencia de más de 150 presidentes y primeros ministros, el mayor encuentro en un solo día de jefes de estado registrado. El ímpetu también llegó por parte de una gran variedad de actores no gubernamentales, incluyendo gobernadores, alcaldes y CEOs, y el lanzamiento en París de importantes iniciativas como la Coalición sobre Energía Disruptiva anunciada por Bill Gates y otros billonarios.
Las negociaciones de muchos aspectos incluyeron duras confrontaciones, en la forma típica de las COP, de los progresos que a través de la mayor parte de la conferencia se fueron dando muy lentamente. Sin embargo, gracias a la diplomacia de la presidencia francesa, la cumbre se vio libre del tipo de enfrentamientos por procedimientos que habían empañado a las COP anteriores. Así, aunque la conferencia se extendió 24 horas más de lo estipulado oficialmente, para poder llegar al acuerdo final, todas las partes declararon que se estaba haciendo historia.
Como sintetizó el presidente de Francia, Francois Hollande, “en París, ha habido revoluciones a través de los siglos. Hoy estamos ante
la revolución más hermosa y pacífica que hemos logrado, una revolución para el cambio climático”.
Todavía queda por dar algunos pasos clave. Muchos detalles operacionales del nuevo encuadre fueron dejados para ser decididos en futuras COP. Y el acuerdo solamente será efectivo cuando una cantidad suficiente de países lo haya ratificado formalmente.
CONTEXTO: UN RÉGIMEN SOBRE EL CLIMA EN EVOLUCIÓN
El Acuerdo de París marca el más reciente escalón en la evolución del régimen sobre Cambio Climático de la ONU, que se originó en 1992 con la adopción de la Convención Marco. La UNFCCC establecía un objetivo de largo plazo, principios generales, compromisos comunes y diferenciados y una estructura básica de organización, incluyendo una COP cada año.
Desde entonces, este régimen fue evolucionando en diferentes direcciones. El protocolo de Kyoto de 1997 tomó un enfoque “de arriba hacia abajo” y altamente diferenciado, estableciendo objetivos negociados y vinculantes sobre emisiones para los países desarrollados y ningún nuevo compromiso para los países en desarrollo. Debido a que EE. UU. no se sumó –y algunos países no establecieron objetivos más allá de 2015– este protocolo actualmente cubre menos del 15% de las emisiones globales.
Con los acuerdos de Copenhague (2009) y Cancún (2010), las partes establecieron un marco paralelo, “de abajo hacia arriba”, en el que los países colocaron objetivos nacionales para 2020 en la forma de compromisos políticos más que compromisos legales. Este enfoque atrajo una participación mucho más amplia, incluyendo por primera vez acuerdos de mitigación específicos por parte de los países en desarrollo. Sin embargo, estos compromisos quedaban cortos para cumplir los objetivos establecidos en Copenhague y Cancún de mantener el calentamiento promedio por debajo de 2 grados centígrados sobre los niveles preindustriales.
Las negociaciones tendientes al Acuerdo de París se lanzaron con la Plataforma para Acciones Mejoradas adoptada en la COP 17 de
El Tratado termina con la diferenciación entre países desarrollados y en vías de desarrollo.

29
2011. La plataforma de Durban, ciudad donde tuvo lugar el encuentro, llamaba a acordar “un protocolo, otro instrumento legal o un resultado convenido con fuerza legal bajo la Convención que fuera aplicable a todas las partes”, que aplicar a partir de 2020, pero no proveía más lineamientos. La COP 19 de Varsovia llamó a las partes a establecer “contribuciones pretendidas determinadas a nivel nacional (INDCs)” mucho antes de la conferencia de París, señalando una característica “de abajo hacia arriba” para el acuerdo que emergía. Con vistas a París, más de 180 países responsables de más del 90 por ciento de las emisiones globales habían enviado IMDCs, una respuesta mucho más amplia de la que muchos habían anticipado.
EL ACUERDO DE PARÍS
En forma general, el Acuerdo de París refleja un enfoque híbrido que mezcla flexibilidad de abajo hacia arriba (para alcanzar una participación amplia) con reglas de arriba hacia abajo, para promover responsabilidad y ambición. Es un tratado bajo el derecho internacional, pero solo algunas de sus cláusulas son legalmente vinculantes.
El tema sobre cuáles de sus provisiones se harán vinculantes (expresadas como “deberá” como opuesto a “debería”) fue una preocupación central para varios países, en especial EE. UU., que quería llegar a un acuerdo que el Ejecutivo pudiera aceptar sin requerir aprobación del Congreso. Pasar esta prueba, impidió objetivos de emisiones vinculantes y nuevos compromisos financieros vinculantes.
Un tema transversal fue como reflejar el principio de UNFCCC de “responsabilidades comunes pero diferenciadas y respectivas capacidades”. Como un todo, el Acuerdo de París da un giro fundamental alejándose de esta aproximación categórica y binaria del Protocolo de Kyoto hacia formas de diferenciación más matizadas, reflejadas en las diferentes provisiones. El acuerdo incluye referencias a países desarrollados y en desarrollo, estableciendo en diversas partes que los primeros deben tomar la iniciativa. Pero notablemente no hace mención a las categorías Anexo I (desarrollados) y no-Anexo I (en desarrollo) contenidas en la UNFCCC.
Muchas provisiones establecen compromisos comunes mientras dan lugar a una flexibilidad que permita acomodarse a las diferentes capacidades y circunstancias nacionales (sea a través de la propia diferenciación, como se implica en el concepto de contribuciones determinadas nacionalmente, o a través de reglas operacionales más detalladas que todavía deben elaborarse). Se reafirma la meta de mantener el calentamiento promedio por debajo de 2 grados Celsius y a la vez urge a las partes a perseguir esfuerzos que lo limiten a 1,5 grados, una prioridad clave para los países en desarrollo que son altamente vulnerables a los impactos del clima.
El Acuerdo de París articula dos metas de emisiones a largo plazo: en primer lugar, un pico de emisiones tan pronto como sea posible (con un reconocimiento de que se necesitará más tiempo para los países en desarrollo); segundo,
M E D I O A M B I E N T E
Cada país deberá reportar regularmente sobre sus emisiones y progresos.

30
un objetivo de neutralidad para la red de gases de efecto invernadero (expresada como “un equilibrio entre las emisiones antropogénicas por las fuentes y la absorción por los sumideros”) en la segunda mitad de este siglo. Este último era una alternativa a términos como “descarbonización” y “neutralidad climática” impulsados por algunas de las partes.
Con respecto a los esfuerzos de mitigación individuales de los países, el acuerdo prescribe una serie de compromisos de procedimiento vinculantes: preparar comunicar y mantener un NDC; proveer la información necesaria para la transparencia y la claridad; y comunicar un nuevo NDC cada cinco años. También marca las expectativas de que cada NDC sucesivo representará un progreso más allá del anterior y reflejará las más altas ambiciones de la parte. El acuerdo compromete a las partes a tomar medidas domésticas con la meta de alcanzar los objetivos de su NDC, pero no hace de la implementación o cumplimento de los NDC una obligación vinculante. También alienta, pero no requiere, a los países a desarrollar y comunicar estrategias de largo plazo para bajas emisiones.
las normas de contabilidad para los NDC que se desarrollará. El acuerdo también establece un nuevo método tras el Mecanismo de Desarrollo Limpio del Protocolo de Kyoto, que genera compensaciones de emisiones negociables. Las reglas para el nuevo mecanismo se adoptarán en la primera reunión de las partes después de que el acuerdo entre en vigencia.
INVENTARIO / NDC SUCESIVAS
Para promover metas en aumento, el acuerdo establece dos procesos relacionados, cada uno en un ciclo de cinco años. El primer proceso es la realización de un “Inventario global” para evaluar el progreso colectivo hacia el logro de objetivos a largo plazo. El primer inventario tendrá lugar en 2023.
El segundo proceso es la presentación por las partes de los nuevos NDC, “informado por los resultados del inventario global”.
Debido a que técnicamente estos procesos comienzan solo cuando el acuerdo entre en vigencia, la decisión acompañante incluye disposiciones para ponerlos en marcha de manera efectiva en el ínterin. Se establece un “diálogo de facilitación” en 2018 para hacer un balance del progreso colectivo. Y, en 2020, países como EE. UU., cuya NDC inicial corre hasta el 2025 son “instados” a comunicar “nuevos” NDC, mientras que a aquellos países cuyos NDC iniciales corren hasta el 2030 se les “pide comunicarlos o actualizarlos”.
TRANSPARENCIA
El Acuerdo de París se basa en gran medida en la transparencia como medio para establecer las responsabilidades de los países. En otro movimiento más allá de la bifurcación, establece un nuevo sistema de transparencia con compromisos vinculantes comunes para todas las partes y “flexibilidad incorporada” para acomodarse a las diferentes capacidades nacionales.
Todos los países están obligados a presentar los inventarios de emisiones y la “información necesaria para realizar un seguimiento de los progresos realizados en la aplicación y el logro” de sus NDC. La decisión dice que, con la excepción de los países menos desarrollados y los pequeños estados insulares, estos informes se presentarán al menos cada dos años. Además, los países desarrollados “deben” informar sobre el apoyo prestado; países en desarrollo “deben” informar sobre el apoyo recibido; y se “debe” informar sobre sus esfuerzos de adaptación.
Los compromisos clave de mitigación son comunes para todas las partes, pero hay alguna diferenciación en las expectativas: los países desarrollados “deberían” colocar objetivos de reducción absolutos y abarcativos de toda su economía, mientras que los países en desarrollo “son alentados” a ir hacia objetivos abarcativos a través del tiempo. Además, los países en desarrollo deben recibir apoyo para implementar sus compromisos.
Mientras evita cualquier referencia directa a la utilización de enfoques basados en el mercado –una concesión a un puñado de países que se oponen a ellos– el acuerdo reconoce que las partes pueden utilizar “resultados de mitigación transferidos internacionalmente” para poner en práctica sus NDC. Se requiere que las partes que participan en dichas transferencias garanticen “evitar una doble contabilidad”, consistente con
Compromisos de mitigación son comunes a todas las partes, pero los países en desarrollo deberán recibir ayuda para lograrlos.

31
La información reportada por los países sobre la mitigación y apoyo se someterá a “la revisión técnica de expertos,” y cada parte debe participar en “una consideración de los progresos facilitadora y multilateral” en la aplicación y el logro de su NDC (una forma de revisión por pares).
A los países en desarrollo se les promete apoyo en la creación de capacidad para ayudar a cumplir con los nuevos requisitos de transparencia. La decisión dice que se dará flexibilidad en el alcance, la frecuencia y el detalle de sus informes, y en el alcance de la revisión. Los pormenores del nuevo sistema de transparencia han de ser negociados en 2018 y adoptados formalmente una vez que el acuerdo entre en operación.
APLICACIÓN / CUMPLIMIENTO
El acuerdo establece un nuevo mecanismo para “facilitar la implementación” y “promover el cumplimiento”. El mecanismo –un comité de expertos– busca ser un “facilitador” por naturaleza y operar de manera “no contenciosa y no punitiva”. Reportará anualmente a la COP. Los detalles se decidirán en la primera reunión de las partes después de que el acuerdo entre en vigor.
Como en las COP anteriores, finanzas fue un tema polémico en París, con los países más pobres pidiendo garantías más sólidas que apoyen que el soporte se ampliará, y los países desarrollados presionando para que los países en desarrollo más ricos contribuyan también. Ambos tuvieron cierto grado de éxito. El acuerdo compromete a los países desarrollados a proporcionar financiación para mitigación y adaptación en los países en desarrollo (“en continuación de las obligaciones existentes en virtud del Convenio”), una estipulación buscada por EE. UU. para que el acuerdo no cree nuevos compromisos financieros vinculantes que requieran aprobación del Congreso. A las “otras” partes se las “anima” a proporcionar apoyo “voluntariamente”.
Otras cuestiones importantes incluyeron la posibilidad de establecer un nuevo objetivo de movilización de financiamiento más allá de los US$100.000 millones anuales en recursos públicos y privados ya prometidos por los países desarrollados, y la posibilidad de establecer un proceso para examinar la cuestión cada cinco años. La decisión de la COP extiende el objetivo US$100.000 millones anuales hasta 2025, y más allá de esa fecha solo dice que en 2025 la COP establecerá un “nuevo objetivo colectivo
cuantificado con un piso de US$100.000 millones anuales”.
Además de informar sobre las finanzas ya prestadas y recibidas, los países desarrollados se comprometen a presentar cada dos años “información cuantitativa y cualitativa” sobre el apoyo futuro, incluyendo “según disponibilidad” los niveles proyectados de las finanzas públicas. A los otros países se les anima a hacerlo voluntariamente. Finanzas también será considerado en la toma de inventarios global.
ADAPTACIÓN
Una prioridad importante para muchos países en desarrollo es el fortalecimiento de los esfuerzos de adaptación bajo la UNFCCC. El acuerdo se hace cargo de esta prioridad a través de:
• El establecimiento del objetivo global de “mejorar la capacidad de adaptación, fortalecer la resiliencia y reducir la vulnerabilidad al cambio climático”.
• Exigir que todas las partes, “según corresponda”, planifiquen e implementen esfuerzos de adaptación.
• Alentar a todas las partes a informar sobre sus esfuerzos y/o necesidades de adaptación.
• Comprometer mejor soporte de adaptación para los países en desarrollo.
• Incluir una revisión de los progresos de adaptación y de la adecuación y la eficacia del soporte en adaptación, en la toma de inventarios global que se llevará a cabo cada cinco años.
DAÑOS Y PÉRDIDAS
En una victoria para los pequeños países insulares y otros altamente vulnerables al impacto climático, el acuerdo incluye una disposición independiente que extiende el Mecanismo Internacional de Varsovia sobre daños y pérdidas.
El mecanismo, establecido como órgano provisional en la COP 19, se encarga de desarrollar enfoques que ayuden a los países vulnerables a hacer frente a los impactos inevitables, incluidos los fenómenos meteorológicos extremos y acontecimientos de evolución lenta, como la subida del nivel del mar. Enfoques potenciales incluyen los sistemas de alerta temprana y seguros de riesgo. Ante la insistencia de los países desarrollados, encabezados por EE. UU., la decisión de la COP especifica que la disposición sobre pérdidas y daños “no implica ni proporciona una base para responsabilidades o indemnización.”
M E D I O A M B I E N T E

32
UNA OPINIÓN DE EXPERTOS SOBRE EL IMPACTO DE LA COP 21 EN MINERÍA Y METALES
SegúnlosexpertosdeMorganStanleyResearch(ensuinforme“SustainableandResponsible”dediciembrede2015),lasaltas emisiones de carbono son sobre todo resultado de actividades humanas como la extracciónyusodecombustiblesfósiles.LasemisionesdeCO2 provenientes de la combustión de estos carburos y de los procesos industriales contribuyeron con el 78%delincrementoenlaemisióndegasesdeefectoinvernaderoentre1970y2010.
EstegrupodeMorganStanleyadvierteque“continuamosviendoundesafíodelargo plazo para estos sectores, aunque enelcortoplazovemosunbajoimpactoinmediato”.
EspecíficamenteenelcasodeMetalurgiayMinería,sostienenqueentrelosprincipiosypolíticasqueseoriginaronenlaCOP21,el que más concierne a estos sectores es el objetivodeunlímitede2gradosCelsiuscomo meta de calentamiento global versus los niveles preindustriales. Esta meta requerirá reducir la intensidad de uso de energíaenlaeconomíaengeneraly,comoconsecuencia, una transición desde la generación energética en base a carbón a gas yfinalmenteafuentesrenovables.
El impacto más obvio para estas industrias enlospróximos10-30añosafectaráprincipalmente a los productores de combustiblesfósilesparageneracióndeenergía,mineríadecarbón,enparticular.Este punto de vista está siendo entendido por el mercado.
Sinembargo,laCOP21dejóelmensajeclaro de que los procesos de mitigación debenserconducidosporlospaísesenformaindividual.Estoesimportanteyaque el consumo de carbón, se basará en la situación energética interna de cada país.“Estosignificaquelasminasdecarbóntérmicoquesoncosto-efectivasy están situadas cerca del punto de consumo,podríanseguirproduciendodemanerarentabledurantemuchosaños”.En cambio, “los precios spot actuales
decarbóntrasladadoporvíamarítimaya desincentivan la inversión en nueva capacidad de producción, lo que es probable sigasiendoelcasoparalospróximosaños”.
Elcambiohaciaunabajaintensidadenergéticaymenosenergíaconcarbónpuedeconduciraunamejorasustancialenlaposicióndelacurvadecosto-efectividadparalosproductoresfueradeChina.
Comoejemplo,losexpertoscitanelcasodelaluminio.Porsu“altoconsumodeenergía,lacapacidaddeproducciónabasedeenergíahidráulicamejorarásuposiciónenlascurvascosto-efectividadsustancialmente”.
Adviertenademásquelospaísesdeberántener todo esto en cuenta a la hora de hacer suspromesas.LoscompromisosdeChinafueronpublicadosenjuniode2015ysemantuvieronsincambiosenCOP21.
Tambiéncomentanquelamenorintensidadenergéticapodríaconducirelimpulsohacia más materiales ligeros, incluyendo el aluminio. “Esto ya es capturado por las previsiones de demanda de consenso del 4%-5%CAGR(tasadecrecimientoanualcompuesto)paraproductossemifinalesdealuminioyel3%-4%CAGRdealuminioprimarioparalapróximadécada.
La demanda de cobre también debe respaldarseporelcambioavehículoseléctricos que contienen hasta tres veces más cobre por unidad que un motor de combustión.
“Losefectosdelcambioclimáticosobrelas condiciones climáticas siguen siendo un riesgo operativo para la industria del metalyminería.Lassequíasafectanlaproducción de electricidad o requieren inversiones adicionales en la desalinización (comoenChileyPerú).Lasinundacionespueden reducir temporalmente los niveles de producción y causar apretones de precioscuandolaofertaylademandasondesafiadostemporalmente”.

33
PRÓXIMOS PASOS
El Acuerdo de París se abrirá para su firma el 22 de abril de 2016. Para ser parte del acuerdo, un país deberá entonces expresar su consentimiento a obligarse por un proceso formal de ratificación, aceptación, aprobación o adhesión (diferentes términos para esencialmente lo mismo). Cada país tiene sus propios procedimientos internos para decidir la adhesión a un acuerdo internacional.
El acuerdo establece un “doble gatillo” para su entrada en vigor: se requiere la aprobación de al menos 55 países que representen el 55% de las emisiones globales de gases de efecto invernadero. Si los estados ratifican rápidamente, estas condiciones podrían ser satisfechas antes de 2020, lo que permitirá a la COP comenzar a sesionar como la Reunión de las Partes del Acuerdo de París, que se conocerá como CMA por sus siglas en inglés.
Mientras tanto, en espera de la entrada en vigencia, un nuevo Grupo de Trabajo Especial sobre el Acuerdo de París comenzará a reunirse para examinar las cuestiones que requieren nuevas normas o directrices. Este grupo sesionará por primera vez cuando los órganos subsidiarios de la CMNUCC se reúnan en Bonn, Alemania, entre el 16 y el 26 mayo de 2016. Por su parte, el próximo encuentro COP 22 se llevará a cabo entre el 7 y el 18 de noviembre en Marrakech, Marruecos.
OTROS RESULTADOS
Además de las negociaciones formales, gobiernos y diversas entidades pusieron en marcha iniciativas y esfuerzos climáticos en todos los niveles. Algunos gobiernos nacionales ofrecieron nuevos compromisos financieros: los países desarrollados se comprometieron en conjunto a ayudar a los países en desarrollo con US$19.000 millones. El Secretario de Estado de EE. UU., John Kerry, prometió que su país duplicará su apoyo a los esfuerzos de
M E D I O A M B I E N T E
adaptación, llegando a US$800 millones al año. Entre los países en desarrollo, prometió aportar US$1 millón para el nuevo Fondo Verde para el Clima (FVC).
Por primera vez, los gobiernos subnacionales también ofrecieron promesas, incluyendo 1 millón de euros de la ciudad de París y 6 millones de dólares canadienses que Quebec proporcionará para un fondo destinado a los países menos desarrollados. Entre las iniciativas conjuntas, India y Francia convocaron una alianza internacional para apoyar el despliegue de energía solar en los países en desarrollo. Más de 20 países desarrollados y en desarrollo lanzaron la “Misión Innovación”, comprometiéndose a duplicar la inversión pública en investigación y desarrollo de energía limpia en los próximos cinco años.
Otras iniciativas nuevas, vinieron de “actores no estatales”. El fundador de Microsoft, Bill Gates, y otros 27 grandes inversionistas de 10 países lanzaron la “Coalición de Energías Innovadoras” con el objeto de dirigir más capital privado hacia el despliegue de energía limpia.
Una cumbre paralela, organizada por la alcalde de París, Anne Hidalgo, y el ex alcalde de Nueva York, Mike Bloomberg, selló el Pacto de Alcaldes que establece compromisos colectivos para más de 360 ciudades. Establecieron entregar más de la mitad de las posibles reducciones de las emisiones urbanas del mundo hacia 2020.
Durante todo el año, Francia alentó a los actores no estatales a mostrar su acción y apoyo, incorporando sus compromisos a través del “NAZCA Portal” creado en virtud de la Agenda de Acción de Lima-París. En diciembre pasado, en el portal ya aparecían casi 11.000 compromisos de 2.250 ciudades, 150 regiones, 2.025 empresas, 424 inversionistas y 235 organizaciones civiles. Este apoyo de todos los niveles de la sociedad se considera uno de los factores importantes del éxito de la Cumbre de París. ••
Fuentesdeinformación:• Morgan Stanley Research, “Sustainable and Responsible” Report, 14 de diciembre de 2015.
• OUTCOMES OF THE U.N. CLIMATE CHANGE CONFERENCE IN PARIS. 21st Session of the Conference of the Parties to the United Nations Framework Convention on Climate Change (COP 21), November 30-December 13, 2015.
• New Climate Institute, “What the Paris Agreement means for global climate change mitigation”, 14 de diciembre de 2015.
El amplio apoyo de la sociedad civil fue uno de los factores importantes para el éxito de la Cumbre de París.

34 A C E R O c o n i m p a c t o
Mejorar y difundir la metodología sociocultural de la educación para el desarrollo de competencias y habilidades.
Promover la transformación personal y social de todos los involucrados.
Democratizar el acceso a la información, el conocimiento y el desarrollo de prácticas culturales y artísticas.
FUNDACIÓN CSN: TRABAJANDO POR INCLUSIÓN SOCIAL DE NIÑOS Y ADOLESCENTES
Promover la inclusión social, el desarrollo educativo y emocional de los niños y adolescentes en situación de vulnerabilidad, a través de la educación sociocultural, es el objetivo del proyecto “Niño Ciudadano” que la Fundación CSN, perteneciente a la Companhia Siderúrgica Nacional, lleva adelante desde 1999 en cuatro estados de Brasil: Volta Redonda e Itaguaí, en Río de Janeiro; Mogi das Cruzes e Mauá, en São Paulo; Araucária,en Paraná; y Arcos y Congonhas, en Minas Gerais.Dirigido a niños y adolescentes de 6 a 16 años tiene como objetivo la transformación a través del teatro, la danza, las artes visuales y la música. Dos a tres veces a la semana, los asistentes participan en talleres y actividades fuera del horario escolar que se complementan con actividades de ocio, el desarrollo de habilidades y capacidades, la inclusión digital, todos factores de desarrollo psicosocial. Incluye el suministro de suplementos alimenticios, transporte y uniformes para todos los participantes, así como el seguimiento de las familias a través de reuniones regulares.

35
SustentabilidadRECICLADO DE LAMINILLO DE LAMINACIÓN Y COLADA CONTINUA
Por Jorge Madías
20 años de mejoras tecnológicasCOLADA CONTINUA DE DESBASTES N° 1 DE TERNIUM SIDERAR
Por Raúl Daniel López y Jaime Manuel Usart
36
48

36
INTRODUCCIÓN
Uno de los ocho indicadores de sustentabilidad de la World Steel Association es el porcentaje de materias primas que se transforma en productos y coproductos, que está actualmente en el orden del 96% y se plantea que llegue al 100% (residuo cero) [1]. La eficiencia en el uso de los materiales tiene tres componentes: la reducción de los consumos específicos de materias primas y de la generación de residuos, el uso eficiente de los subproductos y su reciclado interno o externo.
En ediciones previas de revista Acero Latinoamericano, se analizó el reciclado de polvos de horno eléctrico [2], barros y polvos de acería [3], polvos y barros de alto horno [4], materiales refractarios [5] y escorias de alto horno y de acería [6]. Este artículo está dedicado al reciclado del laminillo o cascarilla. Este coproducto se genera en las operaciones de fabricación de acero como la colada continua, la laminación, los tratamientos térmicos, el forjado y otras operaciones en que la superficie del acero está expuesta a una atmósfera oxidante a alta temperatura. Se separa en el proceso o posteriormente, por diversos procedimientos.
Constituye un residuo muy rico en óxido de hierro, con bajo contenido de impurezas y cierta constancia en composición y propiedades, en comparación con otros residuos como polvos y barros de alto horno y acería [7]. Se han seguido diversos caminos para su reciclado, dentro y fuera de las plantas siderúrgicas.
En este artículo se analiza inicialmente la generación del laminillo y sus características; posteriormente se revisa su reciclado en plantas integradas por un lado y en acerías eléctricas por el otro. En recuadros separados se presentan diversas experiencias latinoamericanas y el reciclado externo en cementeras.
GENERACIÓN DE LAMINILLO
El laminillo generado en la colada continua, el horno de precalentamiento y el laminador, se separa del acero por tensiones mecánicas y mediante la inyección de agua a presión. Las partículas de laminillo se suman a la corriente de agua de enfriamiento y se depositan en clasificadores tipo gusano1, separadores laminares, hidrociclones, tanques de sedimentación y filtros de arena.
SUSTENTABILIDAD
Reciclado de laminillo de laminación y colada continua
PorJorgeMadías,GerentedeempresaMetallon,Argentina
1 Clasificadores en espiral, que separan el laminillo por diferencia de densidad con el agua.

37D O S S I E R T E C N O L Ó G I C O
CUADRO 1. Algunas cifras de producción de laminillo. Las plantas se denominan por sus nombres actuales
Planta/País
27 máquinas decolada continua
48 laminadores
29 trenes de barras y alambrón
EE. UU.
Gerdau Midlothian
ArcelorMittal Indiana Harbor
Global
Global
JSW Steel
Varias plantas
Varias plantas
%
0,5
1,9
0,8
2,8
1,9
2
0,8-3
3-7
0,2
1,2
1,4
0,1
0,3-1
Año
2009
2009
2009
1994
1994
1995
2012
2011
2012
2000
2000
Referencia
13
13
12
8
8
9
10
7
14
11
11
Origen
Planchones y palanquillas
Laminados
Laminados
Total
Total
Total
Total
Total
Planchones
Laminados
Total
Planchones
Palanquillas
Base
Acero crudo
Acero crudo
Laminados
Acero crudo
Acero crudo
Acero crudo
Acero crudo
Laminados
Acero crudo
Acero crudo
Acero crudo
Acero colado
Acero colado
Las estimaciones de la cantidad total de laminillo generada en una planta son muy variables. En el CUADRO1 se resumen las informaciones relevadas.
Suponiendo una formación total de laminillo del 2% del acero crudo producido, esto implicaría para el año 2014 una generación mundial de 16.650.000 t.
Como es obvio, existe un gran incentivo económico para minimizar la generación de laminillo, particularmente el que se genera en el calentamiento previo a la laminación [15-17]. En este sentido son importantes la definición de la máxima temperatura del horno (FIGURA1) y la estrategia para el manejo de las paradas (FIGURA2). A este respecto, es importante tener en cuenta que cuanto más se baja la temperatura superficial del planchón o palanquilla, más se disminuye la generación de laminillo durante la parada, pero mayor será la generación
durante la etapa de recuperación de temperatura.
Un aspecto relevante es la presencia de aceite, como sucede en el laminillo
secundario de trenes de laminación en caliente de planos. La presencia de aceite puede complicar la utilización en la planta de sínter y el reciclado en forma de briquetas.
FIGURA 1. Pérdida económica por operación del horno de precalentamiento a temperaturas altas [16]
400.000Temperatura del horno en zona de precalentamiento (°C)
300.000
200.000
100.000
0
Cos
to a
nual
(U
S$)
1.310 1.295 1.280 1.265 1.250

38
CARACTERIZACIÓN DEL LAMINILLO
El laminillo suele contener el 60%-70% de FeO y el 30%-35% de Fe2O3; aceite (cuando se utiliza lubricante) y humedad remanente del sistema de extracción de laminillo.
Las fases mineralógicas presentes son la wustita (FeO); la hematita (Fe3O4); la magnetita (Fe2O3) y en aceros con cierto contenido de silicio, la fayalita (2FeO.SiO2).
En la FIGURA3 se presenta, a título de ejemplo, la distribución granulométrica de laminillo de colada continua y laminación, mezclados en proporción similar a la de su generación, proveniente de una acería eléctrica [18]. Obviamente, la granulometría varía en función de las características del laminillo, las variables relacionadas con la remoción y también el posterior transporte hasta el almacenamiento.
Un aspecto típico de la metalografía del laminillo se presenta en la FIGURA4 [18], con las tres capas que suelen presentarse (wustita densa, wustita porosa y magnetita/hematita).
FIGURA 2. Evolución de la temperatura superficial y promedio del planchón durante una parada de seis horas y posterior recuperación de temperatura y crecimiento del laminillo a lo largo de paradas de 1 a 6 horas, durante la demora y la recuperación de temperatura, y total [16]
FIGURA 3. Granulometría de laminillo de colada continua y laminación de una acería eléctrica
FIGURA 4. Aspecto externo de la fracción más gruesa (izq.) y micrografía (der.) de sección transversal de laminillo, observada en microscopio óptico, mostrando tres capas (baquelita entre wustita densa y porosa)
1.0000 1 2 1
0%
25%
50%
75%
Demora (horas)
100%
125%
150%
Demora
3Enfriamiento durante la demora
Superficie
Promedio
Recuperación4 5 6 1 2 3
1.100
1.200
1.300
Tem
pera
tura
(°C
)
Cre
cim
ient
o de
l lam
inill
o (%
)
2 3 4 5 6
Recuperación Total
Zona dehomogeneización
10 mm
Fe2O3+Fe3O4
Wustita densa
Wustita porosa500 µm
3,150
20
40
60
Tamaño de partícula (mm)
80
100Distribución acumulativa
Mas
a (%
)
2,5 1 0,6 0,3 0,1 <0,1
Fracción
La baquelita se utiliza para embutir o incluir la muestra. Ocupa los espacios huecos, para poder pulir la muestra sin que haya desprendimientos

39
RECICLADO EN PLANTAS INTEGRADAS
El laminillo tiene varios caminos para su reciclado en las plantas integradas:
• En las plantas de sínter, para luego formar parte de la carga de los altos hornos;
• Cuando no hay disponibilidad de planta de sínter, o si la generación de laminillo sobrepasa las posibilidades de reciclado en la planta de sínter, puede formar parte, junto a otros residuos, de briquetas o pélets, y destinarse a la carga en altos hornos (para recuperar unidades de hierro) o convertidores (como refrigerante);
• Puede reciclarse en unidades dedicadas al reciclado de barros y polvos, como los hornos de solera rotativa y los cubilotes Oxycup (formando parte de pélets aglomerados en frío, briquetas, extruidos o ladrillos autorreductores);
• En las plantas que realizan defosforación del arrabio líquido, puede utilizarse para este propósito.
Planta de sínter: las reacciones que se producen con el laminillo durante la sinterización son exotérmicas; se trata de las siguientes [14]:
3FeO+1/2O2 →Fe3O4(1)2Fe3O4+1/2O2 →3Fe2O3(2)
A medida que crece la adición de laminillo, se modifica la microestructura del sínter. En ensayos realizados en JSW Bellary se observó que con adiciones de 0 a 50 kg/t de sínter, la microestructura presentaba hematita, magnetita, ferritas de calcio, silicato y poros. Con 10 a 50 kg/t, las ferritas de calcio se presentaban en forma de agujas. Para una adición de 60 a 70 kg/t, en cambio, el sínter consistía solamente de magnetita y wustita.
El frente de llama, durante la sinterización, avanza desde la parte superior a la parte inferior de la
carga. A medida que aumenta la adición de laminillo, la velocidad de avance del frente disminuye. El rendimiento del sínter puede definirse como el porcentaje en peso de la fracción mayor de 5 mm generada, sobre el peso total del sínter. Una mayor generación de finos de retorno (finos que se recirculan en el proceso) implica un rendimiento inferior. En las FIGURAS5y 6 se
observa el rendimiento en sínter, la productividad y la variación del tiempo de sinterización, en función de la adición de laminillo.
Con respecto a la resistencia mecánica en frío del sínter, en términos del índice de tambor, incrementa su valor con la adición de laminillo hasta 20-40 kg/t, y luego cae de manera importante (FIGURA7).
D O S S I E R T E C N O L Ó G I C O
FIGURA 5. Influencia de la adición de laminillo sobre la productividad y el tiempo de sinterización
FIGURA 6. Influencia de la adición de laminillo sobre el rendimiento en sínter
27
29
31
33
35
37
39
41
20
22
24
26
28
30
32
34
Productividad
Prod
uctivi
dad
(t/m
2 /dí
a)
Tie
mpo
de
sint
etiz
ació
n (m
inut
os)
0
Tiempo de sinterización
10 20 30 40
Adición de laminillo (kg/t de sínter)
50 60 70 80
60
65
70
75
80
85
Ren
dim
ient
o en
sín
ter
(%)
0 20 40
Laminillo (kg/t de sínter)
60 80

40
La reducibilidad del sínter, a su vez, disminuye con la adición de laminillo, particularmente cuando la adición es mayor que 50 kg/t (FIGURA8). Esta propiedad depende principalmente de la microestructura. La reducción de la hematita (Fe2O3) es más rápida que la de la magnetita (Fe3O4) y de la wustita (FeO). Cuanto mayor es la adición de laminillo, mayor es la cantidad de magnetita y wustita, en tanto que la hematita, la ferrita de calcio y los poros disminuyen. Por ello, la reducibilidad disminuye.
Un caso de reciclado en planta de sínter y alto horno en condiciones muy particulares es el de la planta de DK Recycling und Roheisen, discutido en artículos previos en “Acero Latinoamericano” [3]. No se trata estrictamente de una planta integrada, sino de una planta dedicada a la producción de arrabio para fundiciones, utilizando como materia prima residuos siderúrgicos. Se ha informado una utilización del 12,6% de laminillo en la carga, junto a otros residuos (principalmente polvos de BOF).
Un aspecto interesante es el rol de la adición de laminillo en la disminución de las emisiones de NOx de la planta de sínter. Un estudio realizado por investigadores de la Universidad
FIGURA 7. Evolución de la resistencia mecánica en frío del sínter, expresada mediante el índice de tambor, en función de la adición de laminillo
FIGURA 8. Evolución de la reducibilidad del sínter en función de la adición de laminillo
de Ciencia y Tecnología de Pekín ilustra este aspecto, con ensayos en planta piloto. Las emisiones de NOx decrecieron el 20,9%. Además hubo un aumento del rendimiento del 0,23% y una disminución del consumo de coquecillo de 5,05 kg/t de sínter [19].
BRIQUETEADO O PELETIZACIÓN EN FRÍO PARA CARGA EN ALTOS HORNOS O CONVERTIDORES
Briqueteado: se suele realizar junto con otros residuos (polvos y barros de alto horno y acería), utilizando cemento y/o melaza como aglomerantes (también finos de cal, en algún caso). Estas briquetas, conformadas en máquinas de rodillos, requieren un tiempo de curado, a temperatura ambiente. Luego pueden cargarse en los convertidores al oxígeno, como refrigerante, en reemplazo de chatarra o mineral de hierro [9, 20], o emplearse en el alto horno (siempre que tenga bajo tenor de cinc) [21-22].
Este tipo de reciclado se practica ampliamente en América del Norte y Escandinavia, debido a que en estas regiones se optó por desactivar las plantas de sínter, por el costo que implicaba adecuarlas desde el punto de vista ambiental, y por la
disponibilidad de pélets locales de buena calidad a un costo razonable. Pero también en plantas integradas donde la utilización en la planta de sínter es menor que la cantidad de laminillo producido.
Peletización en frío: es una alternativa a la producción de briquetas, que se ha estudiado entre otros aspectos para bajar el costo operativo, con relación al briqueteado [22]. No debe confundirse con la fabricación tradicional de pélet para alto horno, donde estos luego de producidos reciben una piroconsolidación a altas temperaturas (este proceso, con relación al reciclado de laminillo, se menciona en el párrafo dedicado a investigaciones).
Un problema en común de ambas rutas de reciclado es el hinchamiento que ocurre durante la reducción de wustita a hierro metálico [23]. Es sabido que este fenómeno también ocurre con pélets tradicionales (de mineral de hierro y piroconsolidados).
Reciclado en cubilote Oxycup o en hornos de solera rotativa: ambos procesos utilizan aglomerados autorreductores. Mientras en el primer caso se obtiene arrabio líquido, en el segundo caso se obtiene hierro esponja. En los cubilotes
64
66
68
70
72
74
Índi
ce d
e ta
mbo
r (%
>6,
3 m
m)
76
0 20 30 50 7010 40Laminillo (kg/t de sínter)
60 8054
56
58
60
62
64
Red
ucib
ilida
d (%
)
0 20 30 50 7010 40Laminillo (kg/t de sínter)
60 80

41D O S S I E R T E C N O L Ó G I C O
OXYCUP se suelen cargar adoquines conteniendo diversos residuos, carbón y aglomerante. En los hornos de solera rotativa, en cambio, la carga se aglomera por briqueteado, peletización en frío o extrusión. El arrabio obtenido en el cubilote OXYCUP suele emplearse en estado líquido en convertidores al oxígeno o lingotearse para uso posterior. El hierro esponja obtenido en los hornos de solera rotativa tiene baja metalización y baja ley, por lo que se lo suele cargar en altos hornos. Estos equipos y procesos se han discutido con cierto detalle en ediciones anteriores de Acero Latinoamericano [3, 4]. En la literatura especializada no hay mayores detalles específicos con relación al procesamiento de cascarilla, solo menciones generales a su uso como un componente más de la carga.
Pretratamiento de arrabio: en los países que practican la desiliciación y posterior defosforación del arrabio líquido, como Japón, Corea del Sur, China y Taiwán, uno de los reactivos que se suelen utilizar para aportar oxígeno es el laminillo (también puede utilizarse sinterfeed o la inyección directa de oxígeno). Esta utilización, si se hace a pleno, puede consumir una tercera parte de la cascarilla que se genera en la planta.
Un aspecto atractivo es que en este caso, a diferencia de la planta de sínter, se puede usar el laminillo mezclado con aceite que se genera en algunos procesos de laminación. Por ejemplo, JFE Steel Kakogawa ha implementado el uso de laminillo aceitoso en su proceso de defosforación, en reemplazo de sinterfeed. En la FIGURA9 se presenta un esquema del equipamiento utilizado para el secado del laminillo, y un esquema de la instalación de defosforación en vagón termo [24].
Planta de peletización convencional: esta vía de reciclado no se ha explorado mucho porque las plantas de peletización generalmente se ubican en las minas y no en
la siderurgia. Pero una de las siderúrgicas que poseen planta piloto de peletización, JSW Steel Bellary, estudió esta posibilidad. Se produjeron pélets con el 10%, 20%, 30% y 40% de laminillo que se procesaron, mediante carga en cestos de acero inoxidable, en la planta industrial de quemado de pélets [25]. En este estudio se concluyó que se podía utilizar hasta el 10% de laminillo sin inconvenientes; más allá del 10%, se perdía resistencia mecánica en frío, índice de desintegración en la reducción (RDI) y reducibilidad.
RECICLADO EN ACERÍAS ELÉCTRICAS
En este caso no hay disponibilidad de planta de sínter. El reciclado se realiza
externamente, en su mayoría para cementeras. Las alternativas para el reciclado interno son:
• La carga en el horno eléctrico, en las cestas utilizadas para la carga de chatarra.
• La inyección en el horno eléctrico de laminillo aceitoso junto con otros componentes secos (polvo de horno, cal, carbón).
La carga directa en la cesta en el horno eléctrico implica un mayor tiempo con horno conectado, un consumo adicional de energía eléctrica, un mayor volumen de escoria y una menor necesidad de inyección de oxígeno (FIGURA 10). De hecho, implica transformar un residuo en otro: escoria de acería, para el que puede haber una salida
FIGURA 9. Arriba: instalación para secado de la laminilla aceitosa mediante la adición de finos de cal. Abajo: instalación para la defosforación de arrabio mediante inyección de reactivos en el vagón termo
Laminilloaceitoso húmedo
Laminilloaceitoso secoCaO

42
preexistente (por ejemplo, para la construcción de caminos).
En cuanto a la inyección de laminillo en el horno, ha sido documentada su utilización, particularmente para superar dificultades que se presentan para el espumado de la escoria en aceros inoxidables, sin oxidar excesivamente el cromo [27].
El reciclado externo, como se mencionara, es predominante en las acerías eléctricas. Por ejemplo, Badische Stahlwerke, una acería de referencia para los productores de barras de
refuerzo de hormigón, envía el laminillo que se genera en sus laminadores de barras a plantas de sínter de siderúrgicas integradas, a cementeras y a fabricantes de ladrillos [28].
CONCLUSIONES
El laminillo, de alto tenor de hierro y bajas impurezas, se recicla actualmente en plantas de sínter (donde están disponibles) y en la industria cementera, como corrector del tenor de hierro. Existen también otros consumos internos y externos. Los mayores desafíos están
relacionados con el laminillo con aceite, que genera dificultades en las plantas de sínter y en operaciones de briqueteado.
América Latina se mueve dentro de las tendencias generales. Se están estudiando en diversas plantas y universidades nuevas alternativas para el reciclado interno y externo. ••
Agradecimiento. Al Ing. Armando Pettorossi, SIGI Consultores Asociados, San Nicolás, Argentina, por su revisión del trabajo y datos aportados.
FIGURA 10. Influencia de la adición de laminillo sobre el tiempo de horno conectado, el consumo de energía eléctrica y de oxígeno por colada, y el tenor de FeO en la escoria, en la primera y segunda muestra. Coladas tipo B: agregado de laminillo adicional a la carga habitual. Coladas tipo C: reemplazo de una parte de la carga habitual por laminillo. Ensayos en Iran Alloy Steel Co., IASCO [25]
Laminillo adicionado (kg)
Tie
mpo
de
horn
o co
nect
ado
(min
)
70Valor de
referencia
75
80
85
90
95
100
1400B 1400C 2400B 2400C 3000B 3000C
Laminillo adicionado (kg)
Oxí
geno
inye
ctad
o (N
m3 )
FeO
en
esco
ria
(%)
600Valor de
referencia
700
800
900
1.000
1.100
1.200
1400B 1400C 2400B 2400C 3000B 3000C
Laminillo adicionado (kg)
Valor dereferencia
1400B
1a muestra
1400C 2400B 2400C 3000B 3000C
Laminillo adicionado (kg)
Ener
gía/
Col
ada
(k/W
h)31.000
31.500
32.000
32.500
33.000
33.500
34.000
34.500
35.000
Valor dereferencia
1400B 1400C 2400B 2400C 3000B 3000C
2a muestra

43

44
EXPERIENCIAS LATINOAMERICANAS
En Brasil las plantas integradas a coque disponen de plantas de sínter donde es posible reciclar una parte del laminillo que se genera. La industria del cemento es también un consumidor importante.
Se han propuesto alternativas diversas a estas dos salidas. A título de ejemplo, se realizaron estudios conjuntos entre la Universidad Federal de Ouro Preto (UFOP) y Vallourec Tubos Brasil, tendientes al reciclado del laminillo mezclado con aceite. Esta planta tiene la ruta de proceso alto horno a carbón vegetal - acería al oxígeno. Se hizo una planta piloto para la separación del laminillo por ultrasonido (FIGURAA). El laminillo así separado se carga en tambores de 200 litros y se suma a la carga de chatarra en el convertidor.
En otro trabajo realizado en la planta de Gerdau Barão de Cocais, también con participación de la UFOP, se hizo la limpieza del laminillo mediante el pasaje por un horno rotativo, luego la mezcla con silicato de sodio (aglomerante) y, en algunos casos, soda Solvay (desulfurante y defosforante). Las briquetas se cargaban luego en los convertidores [30].
El grupo del profesor Antonio Vilela, de la Universidad Federal de Rio Grande do Sul, por su parte, ha estudiado el reciclado del laminillo en mezclas con polvo de
horno eléctrico mediante la fabricación de briquetas autorreductoras para carga en el horno eléctrico de arco [31-33]. Este estudio, realizado a escala laboratorio, es muy detallado en cuanto a la caracterización del laminillo y el comportamiento a la reducción de las briquetas autorreductoras.
Un caso muy específico es el que ha estudiado el Centro Federal de Educación Tecnológica de Espíritu Santo (CEFET-ES). Se trata de la adición de laminillo como oxidante para disminuir el contenido de silicio de un acero al manganeso producido en horno de inducción a partir de una chatarra de acero inoxidable [34].
También en Argentina el laminillo se recicla en parte internamente y en parte en cementeras. Las posibilidades de reciclado interno están dadas por la disponibilidad de planta de sínter y de una briqueteadora de residuos en Ternium Siderar. Los laminillos con aceite son problemáticos en ambos casos: por los problemas que genera el aceite en los electrofiltros y por los problemas de baja cohesión en el briqueteado. El reciclado externo está orientado a las plantas de producción de cemento. Se han debido realizar mejoras en la recolección y manipulación del laminillo para incrementar la cantidad que puede reciclarse a las cementeras [35].
FIGURA A. Planta piloto de separación de laminillo aceitoso en Vallourec Tubos Brasil [29]
Agua recuperada
Agua y aceite
HidrociclónAceite
Horno
Laminillo aceitoso
Separación por ultrasonido
Separación gravimétrica
Laminillo
Tratamientos
Floculante
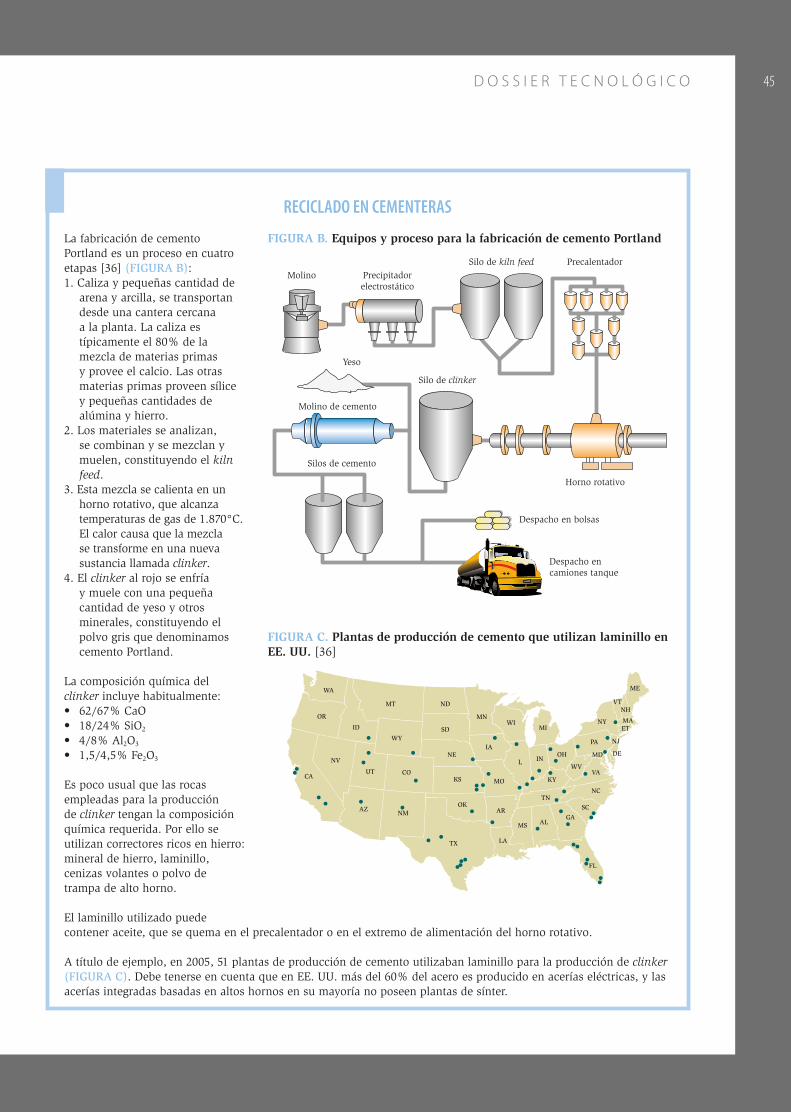
45
RECICLADO EN CEMENTERAS
La fabricación de cemento Portland es un proceso en cuatro etapas [36] (FIGURAB):1. Caliza y pequeñas cantidad de
arena y arcilla, se transportan desde una cantera cercana a la planta. La caliza es típicamente el 80% de la mezcla de materias primas y provee el calcio. Las otras materias primas proveen sílice y pequeñas cantidades de alúmina y hierro.
2. Los materiales se analizan, se combinan y se mezclan y muelen, constituyendo el kiln feed.
3. Esta mezcla se calienta en un horno rotativo, que alcanza temperaturas de gas de 1.870°C. El calor causa que la mezcla se transforme en una nueva sustancia llamada clinker.
4. El clinker al rojo se enfría y muele con una pequeña cantidad de yeso y otros minerales, constituyendo el polvo gris que denominamos cemento Portland.
La composición química del clinker incluye habitualmente:• 62/67% CaO• 18/24% SiO2
• 4/8% Al2O3
• 1,5/4,5% Fe2O3
Es poco usual que las rocas empleadas para la producción de clinker tengan la composición química requerida. Por ello se utilizan correctores ricos en hierro: mineral de hierro, laminillo, cenizas volantes o polvo de trampa de alto horno.
El laminillo utilizado puede contener aceite, que se quema en el precalentador o en el extremo de alimentación del horno rotativo.
A título de ejemplo, en 2005, 51 plantas de producción de cemento utilizaban laminillo para la producción de clinker (FIGURAC). Debe tenerse en cuenta que en EE. UU. más del 60% del acero es producido en acerías eléctricas, y las acerías integradas basadas en altos hornos en su mayoría no poseen plantas de sínter.
FIGURA C. Plantas de producción de cemento que utilizan laminillo en EE. UU. [36]
FIGURA B. Equipos y proceso para la fabricación de cemento Portland
WA
OR
CA
NV
ID
MT
WY
UT CO
AZNM
TX LA
OK
KS
NE
SD
ND
MN
MI
IA
MO
AR
MS ALGA
SC
FL
L IN
WI
OH
KY
TNNC
VAWV
PA
MD DE
ME
VT
NY
NH
MAET
NJ
Molino Precipitadorelectrostático
Yeso
Molino de cemento
Silos de cemento
Horno rotativo
Despacho en bolsas
Despacho en camiones tanque
Silo de kiln feed
Silo de clinker
Precalentador
D O S S I E R T E C N O L Ó G I C O
46
[1] “Sustainable Steel - Policy and Indicators 2014”. World Steel Association, Brussels, Belgium, 2014.
[2] Madías, J. “Reciclado de polvos de horno eléctrico”. Acero Latinoamericano, Marzo-Abril de 2009, pp. 38-47.
[3] Madías, J. “Reciclado de barros y polvos de acería al oxígeno”. Acero Latinoamericano, Marzo-Abril de 2012, pp. 38-49.
[4] Madías, J. “Reciclado de polvo y barros de alto horno”. Acero Latinoamericano, Julio-Agosto de 2014, pp. 36-46.
[5] Madías, J. “Reciclado de materiales refractarios utilizados en la siderurgia”. Acero Latinoamericano, Mayo-Junio de 2010, pp. 46-54.
[6] Madías, J. “Reciclado de escorias de acería”. Acero Latinoamericano, Marzo-Abril de 2015, pp. 40-48.
[7] El-Hussiny, N.A.; Mohamed, F.M.; Shalabi, M.E.H. “Recycling of mill scale in sintering process”. Science of Sintering, 43, 2011, pp. 21-31.
[8] Rostik, L.F. “Zero waste electric arc furnace (EAF) steelmaking Chaparral Steel Company target”. Proceedings EPA Region III Waste Minimization/Pollution Prevention Technical Conference, Philadelphia, PA, USA, February 1996, EPA.
[9] Balajee, S.R.; Callaway Jr., P.E.; Keilman, L.M.; “Production and BOF recycling of waste oxide briquettes at Inland Steel”. Iron & Steel Maker August 1995, pp. 11-21.
[10] Freitas Seabra da Rocha, S.H. “Mill scale briquettes as scrap substitute: a possibility to direct recycling of mill scale in BOF and EAF”. 6th International Congress on the Science and Technology of Ironmaking - ICSTI pp. 2337-2346.
[11] Wolf, M.M. “Scale formation and descaling in continuous casting and hot rolling Part III”. Iron & Steel Maker, March 2000, pp. 69-71.
[12] Price, D. “Yield improvement in the steel industry”. Ironmaking and Steelmaking 2009 Vol. 36, N° 7, pp. 482-486.
[13] “By-products Report 2007-2009”, World Steel Association, Brussels, Blegium, 2009.
[14] Umadevi, T.; Brahmacharyulu, A.; Karthik, P.; Mahapatra, P.C.; Prabhu, M.; Ranjan, M. “Recycling of steel plant mill scale via iron ore sintering plant”. Ironmaking and Steelmaking 2012, Vol. 39, N° 3, pp. 222-227.
[15] Meister, F.; Oertel, H. “Reduction of scale formation in reheating furnaces by improved furnace control”. Stahl und eisen 126 (2006) N° 9, pp 65-71.
[16] Blazevic, D.T. “Selected topics - hot strip mill operations, vol. V - scale’ On scale growth in reheating furnaces”. 16th IAS Rolling Conference, 2006, San Nicolas, Argentina, pp. 611-620.
[17] dos Santos, A.A.; Teixeira, M.H.; Passos, D.S. “Perda de peso devido à formação de carepa no processo de reaquecimento dos aços”. 65to Congresso Anual da ABM, julho de 2010, Rio de Janeiro, Brasil, pp. 237-248.
[18] Covcevich Bagatini, M.; Zymla, V.; Osório, E.; Faria Vilela, A.C. “Characterization and reduction behavior of mill scale”. ISIJ International, Vol. 51 (2011), N° 7, pp. 1072-1079.
[19] Que, Zh.; Wu, Sh.; Su, B.; Zhang, G.; Hou, Ch. “Effect of mill scale adding methods on NOx emission of coke combustion during iron ore sintering”. AISTech 2015 Proceedings, pp. 1406-1414.
[20] Koros, P.J.; “Dusts, scale, slag, sludges… Not wastes but sources of profits”. The 2001 Howe Memorial Lecture, Metallurgical and Materials Transactions B, volume 34B, December 2003, pp. 769-779.
REFERENCIAS
[21] Singh, M.; Björkman, B. “Testing of cement bonded briquettes underlaboratory and blast furnace conditions. Part 1 - Effect of processing parameters”. Ironmaking and Steelmaking 2007 Vol. 34 N° 1, pp. 30-40.
[22] Singh, M.; Björkman, B. “Testing of cement bonded briquettes under laboratory and blast furnace conditions Part 2 - Swelling of briquettes”. Ironmaking and Steelmaking 2007 Vol. 34 N° 1, pp. 41-53.
[23] Robinson, R.; SundqvistÖkvist, L. “Recycling of by-product pellets as burden in the blast furnace process: A lab and pilot scale investigation”. Steel Research International 75 (2004), N° 2, pp. 99-105.
[24] Oka, T.; Nakamura, Sh.; Fujita, T.; Nakao, M. “Reduction of Industrial Waste by Oily Sludge Recycling”. 2013 SEAISI Conference and Exposition.
[25] Umadevi, T.; Sampath Kumar, M.G.; Mahapatra, P.C.; Mohan Babu, T.; Ranjan, M. “Recycling of steel plant mill scale via iron ore pelletisation process”. Ironmaking and Steelmaking, Vol 36, N° 6, 2009, pp. 409-415.
[26] Saberifara, S.; Jafaria, F.; Kardia, H.; Jafarzadeha, M.A.; Mousavia, S.A. “Recycling Evaluation of Mill Scale in Electric Arc Furnace”. Journal of Advanced Materials and Processing, Vol. 2, N° 3, 2014, pp. 73-78.
[27] Görnerup, M.; Jacobsson, A. “Foaming slag practice in electric stainless steelmaking”. Iron & Steelmaker, May 1998, pp. 59-66.
[28] Weiss, D.; Apfel, J. “Integrated environmental protection”. Milennium Steel, 2004 issue, pp. 1-5.
[29] Ferreira da Cunha, A.; de Araújo Filho, G.; Martins Júnior, A.; Blanc Gomes, O.C.; Santos Assis, P. “Aplicação da carepa gerada em processos siderúrgicos e tratada por processo de desagregação ultra-sônica”. 36° Seminário de Aciaria da ABM, maio de 2005, Vitória, Brasil, pp. 553-563.
[30] Ferreira da Cunha, A. “Caracterização, beneficiamento e reciclagem de carepas geradas em processos siderúrgicos”. Dissertação de Mestrado, Universidade Federal de Ouro Preto, Ouro Preto, Brasil, fevereiro de 2006, pp. 1-111.
[31] Walburga Keglevich de Buzin, P.J.; Bonin Kirichenco, J.C.; Homrich Schneider, I.A.; Candiota Tubino, R.M.; Faria Vilela, A.C. “Estudo preliminar de compósitos autorredutores com carepas e pó de aciaria elétrica para utilização em fornos elétricos a arco”. 65° Congresso Anual da ABM, julho de 2010, Rio de Janeiro, Brasil, pp. 1305-1312.
[32] Badia da Silva, A.; Faria Vilela, A.C.; “Utilização de carepas como componente da carga de um forno elétrico a arco: testes de laboratório”. 2do Seminario Regional de Siderurgia, novembro de 2011, Porto Alegre, Brasil.
[33] Covcevich Bagatini, M.; Zymla, V.; Osório, E.; Faria Vilela, A.C. “Scale recycling through self-reducing briquettes to use in EAF”. 6thInternational Congress on the Science and Technology of Ironmaking - ICSTI, October 2012, Rio de Janeiro, Brazil, pp. 1522-1533.
[34] Dias de Carvalho, J.; Bianchi, E. de J.; de Oliveira, J.R.; do Nascimento, R. da C.; Aparecido Vieira, E. “Uso de carepa de lingotamento contínuo para reduzir Si em aços austeníticos cromo-níquel”. 40° Seminário de Aciaria da ABM, maio de 2009, SãoPaulo, Brasil, pp. 291-301.
[35] Flores, L. “Recuperar el laminillo como subproducto”. 1stCleanerProductionSeminar (IAS-JICA), 2009, Campana, Buenos Aires, Argentina, pp. 53-62.
[36] “Iron and steel byproducts”. Portland Cement Association Sustainable Manufacturing Fact Sheet, Skokie, Illinois, USA, 2005.

47

48
1. INTRODUCCIÓN
La Acería LD perteneciente a Ternium Siderar se instala en febrero del año 1973 como parte del Plan 2.500.000 t/año correspondiente a la esa entonces empresa estatal SOMISA. En la FIGURA1 se observa una foto en período de montaje durante el año 1972.
La Acería LD hasta su privatización también fue pasando por distintos cambios y ampliaciones de tal manera que al momento de su traspaso (26 de noviembre de 1992) estaba constituida por las siguientes instalaciones:
• Tres Convertidores LD soplo solo por lanza superior de 200 t de capacidad.• Cuatro Fosas de Colado convencional a lingoteras (una de ellas adaptada para el colado por fuente).• Una Colada Continua de Tochos de 6 líneas de 190 x 190 mm en arco de círculo de 10 m de radio.• Una Colada Continua de Tochos para Rieles de 6 líneas de 290 x 290 mm en arcos de círculo
(9,60 y 20 m de radio) con dos puntos de enderezado, colado a chorro protegido 100% y agitado electromagnético en la mitad del arco de círculo para romper con la macrosegregación central.
• Una Estación de Tratamiento Secundario para el ajuste químico y térmico (por enfriamiento con chatarra), adición de alambre y agitado.
20 AÑOS DE MEJORAS TECNOLÓGICAS
Colada continua de desbastes N° 1 de Ternium Siderar
La fabricación de acero de Ternium Siderar se ha centrado en mejoras permanentes y optimización de procesos. En la actualidad se han transformado totalmente los hornos básicos al oxígeno, el tratamiento de la metalurgia secundaria y la colada continua de desbastes después de 20 años de trabajo ininterrumpido. Los autores de la publicación, resumen y comentan aspectos sobre los principales cambios y en gran medida de los avances tecnológicos en los que los mismos han estado activos durante ese período y en particular en la colada continua de desbastes N° 1 donde estuvieron centralizados la mayor cantidad de cambios. La productividad y la calidad han sido objetivos durante los últimos 20 años, que han llevado a mejorar el proceso y lograr mejores instrumentos de control. En el desarrollo de esta presentación los autores ponen especial énfasis en la explicación de aquellos trabajos que fueron realizados siguiendo experiencias propias y a través de los técnicos que pertenecen al staff de la empresa.
PorRaúlD.López,ingenieromecánico,tecnólogoproyectosdeacería;yJaimeM.Usart,ingenieroelectrónico,tecnólogomantenimientodeacería

49D O S S I E R T E C N O L Ó G I C O
• Una Colada Continua de Desbastes de 2 líneas de 165 y 180 mm de espesor y anchos de 670 a 1600 mm. Las líneas eran en arcos de círculo (10 y 20,40 m de radio) con dos puntos de enderezado.
2. LA PRODUCCIÓN ANTES DEL PLAN DE TRANSFORMACIONES
La diversidad de productos que se obtenían en la Acería LD de SOMISA era:
• Lingotes para su posterior laminación básica.
• Tochos de 190 x 190 mm para ser laminados a palanquillas y perfiles estructurales.
• Tochos de 290 x 290 mm para ser laminados a rieles.
• Desbastes de 165 y 180 mm de espesor y anchos de 670 a 1.600 mm para su posterior laminación.
FIGURA 1. Etapa de montaje de la Acería LD en 1972
FIGURA 2. Producción de acero desde 1973
P. en M.: puesta en marcha.
Resultaba imposible poder transformar en eficientes la capacidad de producción de tantas líneas de solidificación, en función de la disponibilidad de aceración que se disponía. En la FIGURA2 está graficada la producción por producto
antes y después de la privatización de SOMISA.
Es por ello que los objetivos de eficientización propuestos, trataban de apuntar a seleccionar productos más específicos (chapa laminada),
SOMISA
P. e
n M
. Ace
ría
LD: F
eb/7
3
Priv
atiz
ació
n 26
Nov
/92
SIDERAR
Producción de la acería LD (t/año)
1973
1974
1975
0
250.000
500.000
750.000
1.000.000
1.250.000
1.500.000
1.750.000
2.000.000
2.250.000
2.500.000
2.750.000
3.000.000
1976
1977
1978
1979
1980
1981
1982
1983
1984
1985
1986
1987
1988
1989
1990
1991
1992
1993
1994
1995
1996
1997
1998
1999
2000
2001
2002
2003
2004
2005
2006
2007
2008
2009
2010
2011
2012

50
mejoras de calidad y poner las instalaciones a su máximo punto de aprovechamientos. O sea, aumentar la eficiencia y productividad de acuerdo al balance de producción posible.
3. TRANSFORMACIONES EN COLADA CONTINUA DE DESBASTES
Ni bien comenzado el traspaso el 26 de noviembre de 1992 y durante 20 años comienza la transformación ininterrumpida de sus instalaciones logrando dar por hecho los objetivos y obteniendo marcas y eficiencias nunca jamás pensadas.
Dentro de las principales transformaciones y agregado de nuevas instalaciones fue para el caso de la colada continua de desbastes N°1 que permitió que el 100% de la producción del acero líquido fuese solidificado en planchones en esta
única colada continua, alcanzando niveles de producción del orden de los 3.000.000 t/año.
Para completar y adecuar toda la Acería LD a las exigencias de la única Colada Continua de Desbastes se hicieron varias inversiones y cuyos hitos se detallan en el gráfico de la FIGURA3.
Los datos básicos originales de la CCD1, cuya puesta en marcha había sido en octubre de 1984 eran:
• Tecnología: SMS/Concast.• Líneasdecolado: 2.• Anchosdecolado: 750 a 1.630
mm.• Espesores: 165 y 180 mm.• Tipodemolde: curvo de 900 mm.• Capacidaddetundish: 24 t.• Longitudmetalúrgica: 19.662 mm.• Radiosdecolado: 10.400/20.000
mm.
• Puntosdeenderezado: 2.• Segmentosguíadelínea: 7 con 5
pares de rodillos.• Segmentosextractores: 5 con 3
pares de rodillos.
Desde 1992 la colada continua es la línea de producción que mayor cantidad de transformaciones ha sido objeto en toda la acería. Ello fue realizado con la finalidad de aumentar la producción, la calidad del acero procesado y la disponibilidad de máquina por ser la única posibilidad de solidificación que iba a disponer la acería LD.
Las características siguientes mencionan los datos básicos según como quedó transformada la colada continua:
• Seccionesdecolado: 750/1.630 x 200 mm espesor.
• Tipodemolde: ancho variable.
FIGURA 3. Producción histórica de la acería LD (t/año) y los principales hitos
P. en M.: puesta en marcha.Puesta en marcha. Desulfuración diciembre de 1999. / Reactivaciónconvertidor 1: febrero de 2005.
P. e
n M
. HC:
Abr
/95
Transformación CCD1
(t/a
ño)
0
250.000
500.000
750.000
1.000.000
1.250.000
1.500.000
1.750.000
2.000.000
2.250.000
2.500.000
2.750.000
3.000.000
1992
1993
1994
1995
1996
1997
1998
1999
2000
2001
2002
2003
2004
2005
2006
2007
2008
2009
2010
2011
2012
Cris
is d
el 2
001
Pues
ta e
n m
arch
a: tr
imm
ing:
Oct
/98
Pues
ta e
n m
arch
a: d
esul
fura
ción
: Dic
/99
Reac
tivac
ión
conv
ertid
or 1
: Feb
/05
Relin
ing
AH
1
Relin
ing
AH
2
Priv
atiz
ació
n: 2
6 N
ov/9
2

51D O S S I E R T E C N O L Ó G I C O
• Capacidaddetundish: 36 t.• Carrosportatundish: elevación
servocontrolado.• Longitudmetalúrgica: 24.462 mm.• Segmentosextractores: 9 con 3
pares de rodillos.• Independizacióndelíneas: salida,
pesado, rebabado, etcétera.
4. CONCEPTOS APLICADOS PARA EL AUMENTO DE LA PRODUCCIÓN
Se destaca la carrera sucesiva e ininterrumpida con el propósito de aumentar la velocidad de colado que de 1,30 m/min en el año 1992 con espesor 180 mm, se arriba finalmente a 1,95 m/min pero con espesor de 200 mm. Esto se pudo lograr no tan solo por las inversiones realizadas sino con una serie de desarrollos tecnológicos propios que serán descritos en el punto 5.
Tresconceptosparaelaumentodelaproducción
1. Aumento de la velocidad de colada.2. Aumento de la secuencialidad.3. Aumento de la disponibilidad de
máquina.
4.1. Aumento de la longitud metalúrgica
En la FIGURA4 se muestra como fue incrementada en 3 etapas la longitud metalúrgica de la máquina de colada continua.
4.2. EVOLUCIÓN DE LA VELOCIDAD DE COLADO
Simultáneamente con el incremento de la longitud metalúrgica se fue modificando e incrementando todo el sistema de refrigeración.
En la FIGURA5 se resumen, por etapas, los incrementos de velocidades de colado, relacionados con los incrementos de longitudes metalúrgicas y los cambios que se iban realizando en los sistemas de refrigeración.
FIGURA 4. Evolución de la longitud metalúrgica
FIGURA 5. Evolución de la velocidad de colado
5. DESARROLLOS TECNOLÓGICOS
Entre los desarrollos tecnológicos que contribuyeron al aumento de producción y la seguridad y continuidad operativa, cabe mencionar:
• SistemadeBombasBoosterparaelAguadeSpray: permitió obtener una versatilidad de caudales para amplio rango de secciones y velocidades de colada, evitando
así y con idénticos resultados un costoso reemplazo por Air-Mist al sistema de enfriamiento secundario (FIGURA6-izquierda).
• SistemadeControldePicosTapados: mediante mediciones on-line de la presión y caudal y en comparativa con los márgenes admisibles el programa calcula e indica la zona donde hay presencia de Picos Tapados o en Fugas marcando el porcentaje
�1985 - 1993: 1,20 m/min(Con las instalaciones originales)
�1993 - 1997: 1,45 m/min(Segmentos 13 y 14)
�1997 - 2002: 1,70 m/min(Mejoras de refrigeración)
�2003 - 2004: (Espesor 200 mm)(Zona 5) 1,73 m/min(+Segmento 15) 1,80 m/min(+Enfriamiento) 1,83 m/min(+Caudal) 1,85 m/min
�2005 - 2006:(+Segmento 16) 1,93 m/min(+Refriger. Cric. Cerrado) 1,95 m/min

52
FIGURA 6. Curvas de caudal-presión y control de picos tapados
Caudal (m3/Hr)
0 500,00
2,00
4,00
6,00
8,00
10,00
12,00
14,00
16,00
100 150 200
25%
50%
50%
100%
700 rpm
900 rpm
1.100 rpm
1.480 rpm
25%60%
5%
A
1
2
3
4
250 300 350 400 450 500 550
Pres
ión
en s
ala
de v
álvu
las
(bar
) Bomba Booster
Bomba Principal
correspondiente (FIGURA6-derecha).
• FlujoPulsante: en muy bajas velocidades de colado, para evitar el sobreenfriamiento y el tapado de picos, se desarrolló con éxito la tecnología de flujo pulsante.
• ControlDinámicodelEnfriamientoSecundarioenlosRegímenes
Transitorios: los caudales se ajustan y compensan en los cambios de velocidad para evitar sobreenfriamientos.
• ControldeDesgastedeBuza: sistema de control mediante el uso del sistema de elevación hidráulico del tundish asegurando la mejor distribución del desgaste de la buza sumergida (FIGURA7).
• ControldeNiveldeAceroenelMolde: este sistema permitió tener un menisco estable y controlado.
Básicamente tiene una estructura de control Master/Slave. El primer lazo controla el set de nivel de acero en el molde y el segundo la posición del tapón (stopper) con alta precisión (FIGURA8).
FIGURA 7. Control de desgaste de buza sumergida
USW
1234.51234.5
1234.5
ALTURA CARRO
mm
mm BUZA
480 mm
180 mm
175 mmZona de trabajo
NVEL:123,4%
NVEL:123,4%
PROFUNDIDAD PROFUNDIDAD
LÍNEA 1 LÍNEA 1
ANTERIORVIDA 5/6COLADAS
ANTERIORVIDA 11/12COLADAS

53D O S S I E R T E C N O L Ó G I C O
FIGURA 8. Control del nivel en el molde
FIGURA 9. Tecnología de movimiento recíproco de línea para cambio de repartidor
Las características principales son:a. Variaciones de nivel por debajo
de los +/–2 mm de amplitud;b. Velocidad de cambio del
menisco inferior a los 1,5 mm/s;c. Ganancia adaptativa según
ancho y espesor del slab;d. Control “Feed Foward” con
velocidad de colado y peso en repartidor.
• TecnologíadeMovimientoRecíprocodeLíneaparaCambiodeRepartidor(Reciprocal Strand Technology = “Rest”): esta tecnología desarrollada permite prolongar los tiempos de cambio de repartidor en coladas secuenciales evitando deformación de rodillos, el efecto barrilamiento del desbaste y la detención de la línea que se producía antes de su implementación (FIGURA9).
INVERSIONES Y PERFORMANCES EN EL PERÍODO 1992-2012
Las inversiones en proyectos en la acería en millones de dólares/año y acumulado se muestran en la FIGURA10.
Los indicadores que más significativamente han mejorado durante este período son los siguientes:
• Aumento de producción de 780 Mt/año en 1992 a 2.847 Mt/año en 2011.
0 2-0,8
-0,6
-0,4
-0,2
0
4
Tiempo (min)
Movimiento del menisco durante el cambio de repartidor
Cambio de repartidor
Posi
ción
del
men
isco
con
res
pect
o al
top
e
6 8
Baja velocidadRest
0-1
-0,5
0
0,5
1
1,5
5
Tiempo (min)
Velocidad de colado durante el cambio de repartidor
Cambio de repartidor
Posi
ción
del
men
isco
con
res
pect
o al
top
e
8 1510
Baja velocidadRest
Área peligrosa
Área crítica
Área segura
X: variable controlada (nivel de molde); W: set point; E: error variable controlada; FF: acción de feed forward; Y: control de posición del stopper; Yr: control de posición del stopper modulada; Yr’: realimentación de posición del stopper.
Funciones especialesEquipo suministrado
StopperYr’FFW
+ +
+– –+
X
E Y Yr

54
FIGURA 10. Inversiones en proyectos, años 1992-2012
FIGURA 11. Porcentaje de acero en el molde y porcentaje de órdenes no aprobadas
4
4
Total Año
Acumulado
6
10
18
28
5
34
7
41
10
51
12
63
18
81
9
90
5
95
2
97
10
107
13
120
4
124
23
148
16
164
17
181
46
227
45
271
1993 1994 1995 1996 1997 1998 1999 2000 2001 2002 2003 2004 2005 2006 2007 2008 2009 2010 2011 2012
78
350
4 10
10
0
50
100
150
200
250
300
350
400
20
30
40
50
Mill
ones
de
US$
/año
Mill
ones
de
US$
/acu
mul
ado
60
70
80
90
2834
4151
63
8190 95 97
107120 124
148
164
181
227
271
350
50,0
55,0
60,0 58
1993
65,0
70,0
75,0
80,0
85,0
90,0
95,0
100,0%
CCD - Porcentaje acero en molde
65
1994
77
1995
89
1996
89
1997
91
1998
87
1999
90
2000
85
2001
89
2002
91
2003
92
2004
92
2005
91
2006
91
2007
92
2008
92
2009
94
2010
93
2011
87
2012
0,00
0,25
0,50
0,75
1,00
1,25
1,50
1,75
2,00
2,25
2,50
2,75
3,00
3,25
2,30
1993
%Porcentaje no aprobado a la orden de programación
2,46
1994
2,96
1995
1,97
1996
1,84
1997
1,33
1998
1,53
1999
3,01
2000
2,40
2001
1,65
2002
1,02
2003
0,99
2004
0,92
2005
0,75
2006
0,76
2007
0,53
2008
0,60
2009
0,53
2010
0,45
2011
0,58
2012

55D O S S I E R T E C N O L Ó G I C O
CUADRO 1. Registro de récords de secuencialidad
Cantidad de coladas
11/01/96al 17/01/96
178
29/02/96al 09/03/96
270
20/03/96al 01/04/96
348
23/06/96al 10/07/96
481
13/10/96al 31/10/96
517
19/10/00al 03/11/00
520
05/08/04al 21/08/04
560
10/09/04al 30/09/04
830
04/02/06al 27/02/06
965
• Seguridad industrial: tasa de accidentes con tiempo perdido de 32 a 6, trabajo más seguro.
• Aumento de la productividad neta: 180 t/hora a 360 t/hora en la colada continua.
• Aumento de porcentaje de acero en molde en colada continua pasando del 58% al 95%.
• Aumento de velocidad máxima de colada de 1,25 a 1,95 m/min.
• Mejora cualitativa: reducción del desclasado de planchones (2,3% al 0,53%).
Algunos gráficos que señalan el aumento de la eficiencia vinculado con la productividad se muestran en la FIGURA11. A la izquierda, se relaciona con el porcentaje del tiempo en el cual estuvieron los moldes de colada continua con acero en el molde. A la derecha se ve la mejora en cuanto a lo “No aprobado a la Orden de Programación”.
Otra marca para distinguir es el tamaño de las coladas secuenciales, sobre todo para posibilitar el incremento de producción. El promedio se secuencialidad en el año 2011 fue de 203 coladas. En el CUADRO1 se marcan temporalmente los distintos récord de secuencialidad.
6. CONCLUSIONES
La transformación de la Colada Continua permitió cumplir objetivos de productividad y eficiencia que superaron las expectativas iniciales. También permitió a su personal técnico la elaboración de innumerables desarrollos tecnológicos, que por sus innovaciones y aportes al proceso, ayudaron que estas metas fueran alcanzables.
Con la incorporación de un desgasificador de aceros al vacío de tipo RH-TOP en el presente,
para ampliar el tratamiento de la metalurgia secundaria y de una nueva colada continua de desbastes para el año 2014, se inició otro nuevo ciclo en Ternium Siderar que seguro será tan promisorio como el presentado en este documento.
7. AGRADECIMIENTOS
Los autores agradecen el apoyo prestado por Daniela Maggione de Recursos Humanos de Ternium Siderar y de Ignacio Lew de Relaciones con las Universidades de Techint para encarar presentaciones en las universidades. El aliento que recibimos de ellos y de los docentes y alumnos nos incentivó para la redacción de este artículo. ••

56
PARA MAYOR INFORMACIÓN /
www.wits.ac.za
PARA MAYOR INFORMACIÓN /
www.biografiasyvidas.com
PARA MAYOR INFORMACIÓN /
www.iiasa.ac.at
ANTROPOLOGÍA
Encuentran un nuevo homínido en Sudáfrica
“Sebuscanexpertosoexpertasenantropología,delgadas,bajitasyquenotenganclaustrofobia”.EsteanunciodetrabajolanzóhacedosañoselpaleoantropólogoLeeBerger.Buscabagentecapazdemeterseporunagrietade18centímetrosde ancho y sacar a la luz lo que prometíaseruncargamentodefósileshumanossinigual.Las astronautas de las profundidades,comoselasconocenahoraformaronpartedelequipocoordinadoporcientíficosdelaUniversidaddeWitwatersrand,Sudáfrica,quieneshanpublicadoenlarevista“eLife”elhallazgodemásfósilespertenecientesaindividuosencontradosenlacuevaDinaledi,a50kmdeJohannesburgo.Losfósilesmuestranunparticularmosaico anatómico, más similar al género Homo que al de Australopithecus por lo que a nuevaespeciefuebautizadacomoHomo naledi. El nombre recuerda eltérmino“estrella”enelidiomasotho,yhomenajeatambiénalascuevasdondefuerondescubiertoslos restos.
ARTE
Los 500 años de “El jardín de las delicias”
La conmemoración internacional del 500 aniversario de la muerte del pintorElBoscocomenzóenfebreropasadoenelNoordbrabantsMuseumdeBolduque,laciudadholandesaenlaquenació.Perolagranexposición,la más importante nunca dedicada alartista,secelebraráenelMuseoNacionaldelPrado(Madrid),entreel 31 de mayo y el 11 de septiembre, con65obrasjamásreunidas.La obra más conocida del pintor es“Eljardíndelasdelicias”,untrípticopintadoalóleosobremadera. Al abrirse, presenta, en el panel izquierdo, una imagen del paraísodondesedescribeelúltimodíadelacreación,conAdányEva.Enelpanelcentral(fotografía)serepresentalalujuria;apareceelactosexualyesdondesedescubrentodotipo de placeres carnales, que son lapruebadequeelhombrehabíaperdidolagracia.Porúltimo,latabla de la derecha donde aparece lacondenaenelinfierno;enellael pintor nos muestra un escenario apoteósico y cruel en el que el ser humano es condenado por su pecado.
ENERGÍA
El cambio climático amenaza la generación de electricidad
UnestudiodelInstitutoInternacionalparaelAnálisisdeSistemasAplicadossobremásde25.000 centrales termoeléctricas, hidroeléctricas y las nucleares que necesitan del agua para mover sus turbinas,afirmóquesonvulnerablesalcalentamientoglobal.TodoslosescenariosdelosinformesdelaONUsostienen que el agua se va a volver cada vez más escasa, irregular y caliente.Paracuandoacabelacenturia,más de las tres cuartas partes de lascentralesestudiadassufriránmermas en su capacidad de producir quepodríansuperarel30%.Aunqueelaportedelasenergíaseólicayfotovoltaicanodejadecrecer,el98%delaelectricidadgeneradaenelplanetalaprodujeroncentraleshidroeléctricas(17%)otermoeléctricas(81%).Entre las medidas que sugieren los autoresdelestudioestálamejoradelaeficienciadelascentralesyaenfuncionamiento,sustitucióndel carbón por gas en las térmicas convencionales y uso de agua de maroaireparalarefrigeración.Pero,como escriben en sus conclusiones, “el cambio tecnológico en el sector energético se caracteriza en general por la inercia debido a la gran duracióndelasinfraestructurasenergéticas”.

57
PARA MAYOR INFORMACIÓN /
www.elpais.com
PARA MAYOR INFORMACIÓN /
www.nitto.com
C O L A D A C U L T U R A L
LITERATURA
A 150 años de la publicación de “Alicia en el país de las maravillas”
Lostrabajospublicadosenlossuplementosliterariosporlos150añosdelaprimeraediciónde“Aliciaenelpaísdelasmaravillas”secentranentratardedesentrañaralgunosdesusmisteriossobrelapersonalidaddeLewisCarroll(pseudónimodelclérigoyprofesorCharlesLutwidgeDogson)ydeAliceLinddell, la inspiración real de la Alicia del cuento.SegúnescribióCarrollensudiario,fueel4dejuliode1862cuando,acompañadoporelreverendoRobinsonDuckworth,compañerodelChristChurchCollege,habíanavegadoporelTámesishacialavilladeGodstowenunbotejuntoaAliceLiddell(quetenía10años)ysushermanas.Estaslehabíanpedidouncuentoyél,sinsabercómocontinuaría,comenzólahistoriaimaginándose a Alicia cayendo por una madriguera.Uncuentoparaniñosperoconuncontenidoprofundo,llenodecódigosocultosyfrasesinsólitas.ParaAlbertoManguel“elverdaderoprotagonistadeloslibrosdeAlicianoeslaniñaaventurerayrazonable,sinolapalabra”.EldiscursoquehaceHumptyDumptyaAlicia,explicándoleque“cuandoyousounapalabra,quieredecirloquequieroyoquediga,nimásnimenos”.LarespuestadeAlicia:“lacuestiónessiunopuedehacerquelaspalabrasquierandecirtantascosasdiferentes”.YlaconclusióndeHumptyDumpty:“lacuestiónesquiéneselquemanda,esoestodo”,resumenlaparadojadetodolenguajeydeclaranlalibertadyloslímitesdelatraducciónliteraria.
TECNOLOGÍA
La silla que “se lleva puesta”
En el creciente mundo de los exoesqueletosabundanlaspropuestasaparatosas:lanecesidadde incorporar motores compromete el buen diseño.Ahora,unapropuestajaponesaaprovechalaanatomíadelaspiernasparareforzarsuspropiedadesdesujeciónyaliviarsucargacuandosepermanece de pie largo rato.“Archelis”(queenjaponéssignificaalgoparecidoa“sillacaminante”)esundispositivoimprimibleen3Dque,fijadosobrelosmuslosylosgemelos, sostiene la parte superior delcuerpo.Suaparienciaesmuchomáslivianaquelosexoesqueletoshabituales al tratarse de un sistema pasivo que, aunque no sustituya los movimientos del cuerpo, permitetrabajarconcomodidadaprofesionalesquetienenquepasarlargashorasdepie,comocirujanosoempleadosdefábricas.Los creadores del modelo, de momentounprototipo,confíanenlanzarlo comercialmente a lo largo de 2016.El dispositivo es obra de una empresadediseño,Nitto,quesehaasociado con tres grandes centros tecnológicosjaponeses,UniversidadChiba,HiroakiNishimurayJapanPolymerTechnology.
IlustracióndeJohnTennieldelaprimeraediciónde1865.

58
CONSUMO DE ACERO LAMINADOPRODUCCIÓN DE ACERO LAMINADO
millones de toneladas fue la producción de acero laminado en 2015, 5% inferior a 2014
millones de toneladas fue el consumo de acero laminado en 2015
millones de toneladas fue la brecha entre la producción y el consumo de laminados en 2015
68,7 -15,453,3
País
ArgentinaVariación % 2015/2014
BrasilVariación % 2015/2014
ChileVariación % 2015/2014
ColombiaVariación % 2015/2014
Costa RicaVariación % 2015/2014
EcuadorVariación % 2015/2014
El SalvadorVariación % 2015/2014
GuatemalaVariación % 2015/2014
MéxicoVariación % 2015/2014
PerúVariación % 2015/2014
Rep. DominicanaVariación % 2015/2014
UruguayVariación % 2015/2014
VenezuelaVariación % 2015/2014
América LatinaVariación % 2015/2014
País
ArgentinaVariación % 2015/2014
Brasil*Variación % 2015/2014
ChileVariación % 2015/2014
ColombiaVariación % 2015/2014
Costa RicaVariación % 2015/2014
EcuadorVariación % 2015/2014
El SalvadorVariación % 2015/2014
GuatemalaVariación % 2015/2014
MéxicoVariación % 2015/2014
PerúVariación % 2015/2014
Rep. DominicanaVariación % 2015/2014
UruguayVariación % 2015/2014
VenezuelaVariación % 2015/2014
América LatinaVariación % 2015/2014
Oct 2015
412–1%
1.884–13%
10422%
1676%
453%
7824%
63%
583%
1.4941%
1202%
504%
83%
94–29%
4.574–5%
Oct 2015
4425%
1.650–26%
24131%
43042%
76–6%
147–19%
27–9%
97–8%
1.9560%
221–9%
504%
20–5%
165–21%
5.678–7%
Nov 2015
398–6%
1.838–10%
96–4%
1594%
473%
603%
43%
603%
1.4091%
1263%
29–45%
83%
92–21%
4.383–5%
Nov 2015
44219%
1.501–23%
2332%
34410%
68–5%
125–11%
1516%
800%
1.8750%
269–5%
29–45%
1711%
148–8%
5.257–7%
Dic 2015
372–12%
1.515–14%
84–12%
137–2%
503%
593%
03%
643%
1.380–6%
1326%
20–63%
53%
89–30%
3.961–10%
Dic 2015
4160%
1.239–28%
2339%
267–9%
78–7%
1239%
3084%
100–5%
1.783–5%
246–4%
20–63%
2582%
142–21%
4.840–12%
Acumulado Ene/Dic2015
4.572–9%
22.631–9%
1.0352%
1.8603%
4743%
7618%
853%
5913%
17.540–1%
1.3881%
426–17%
813%
1.261–7%
53.268–5%
Acumulado Ene/Dic2015
5.2415%
21.328–17%
2.85110%
4.1633%
8466%
1.7173%
34111%
1.0626%
24.0855%
2.839–9%
426–17%
2345%
2.1442%
68.704–4%
Cifras en negrita son estimadas, cifras en miles de toneladas.Total América Latina incluye países mencionados más Cuba, Paraguay y Trinidad y Tobago.Estadísticas al 1 de marzo de 2016.
* Consumo de Brasil proporcionado por el Instituto Aço Brasil, según su metodología interna (Ventas internas + Importaciones).Cifras en negrita son estimadas, cifras en miles de toneladas.Total América Latina incluye países mencionados más Bolivia, Honduras y Panamá.Estadísticas al 1 de marzo de 2016.

59E S T A D Í S T I C A S
PRODUCCIÓN DE LARGOS PRODUCCIÓN DE PLANOS
PRODUCCIÓN DE TUBOS SIN COSTURA
AMÉRICA LATINA: COMERCIO SIDERÚRGICO ÚLTIMOS 13 MESES
País
Argentina
Brasil
Chile
Colombia
Costa Rica
Cuba
Ecuador
El Salvador
Guatemala
México
Paraguay
Perú
Rep. Dominicana
Trinidad y Tobago
Uruguay
Venezuela
América LatinaVariación % 2015/2014
País
Argentina
Brasil
Colombia
México
Perú
Venezuela
América LatinaVariación % 2015/2014
País
Argentina
Brasil*
México
América LatinaVariación % 2015/2014
Dic 2015
128
441
84
97
50
7
59
0
64
630
3
127
20
44
5
43
1.801–14%
Dic 2015
215
1.074
40
682
5
46
2.062–5%
Dic 2015
29
–
69
98–33%
Nov 2015
142
779
96
120
47
13
60
4
60
713
2
121
29
42
8
43
2.278–1%
Nov 2015
227
1.059
40
652
5
49
2.032–7%
Nov 2015
29
–
44
73–51%
Oct 2015
151
827
104
127
45
12
78
6
58
701
2
115
50
40
8
47
2.3720%
Oct 2015
225
1.057
39
729
5
46
2.101–8%
Oct 2015
36
–
64
100–39%
Acumulado Ene/Dic2015
1.656
9.242
1.035
1.420
474
126
761
85
591
8.208
24
1.336
426
413
81
504
26.382–5%
Acumulado Ene/Dic2015
2.556
13.389
440
8.596
52
756
25.790–2%
Acumulado Ene/Dic2015
360
–
736
1.096–40%
Cifras en negrita son estimadas, cifras en miles de toneladas.Estadísticas al 1 de marzo de 2016.
Cifras en negrita son estimadas, cifras en miles de toneladas.Estadísticas al 1 de marzo de 2016.
* Producción de tubos sin costura de Brasil está considerada en el cuadro Produccióndelargos.Cifras en negrita son estimadas, cifras en miles de toneladas.Estadísticas al 1 de marzo de 2016.
Dic 14 Ene 15 Feb 15 Mar 15 Abr 15 May 15 Jun 15 Jul 15 Ago 15 Sep 15 Oct 15 Nov 15 Dic 15
3.000 7.000
Impo
rtacio
nes/
Expo
rtacio
nes (
mile
s de
tone
lada
s)Consum
o (miles de toneladas)
Importaciones laminados Exportaciones laminados Consumo laminados
6.000
5.000
4.000
3.000
2.000
1.000
00
2.500
2.000
1.500
1.000
500

60
PRODUCCIÓN DE ACERO CRUDO PRODUCCIÓN DE HIERRO PRIMARIO
País
ArgentinaVariación % 2015/2014
BrasilVariación % 2015/2014
ChileVariación % 2015/2014
ColombiaVariación % 2015/2014
CubaVariación % 2015/2014
EcuadorVariación % 2015/2014
El SalvadorVariación % 2015/2014
GuatemalaVariación % 2015/2014
MéxicoVariación % 2015/2014
ParaguayVariación % 2015/2014
PerúVariación % 2015/2014
Trinidad y TobagoVariación % 2015/2014
UruguayVariación % 2015/2014
VenezuelaVariación % 2015/2014
América LatinaVariación % 2015/2014
País
ArgentinaVariación % 2015/2014
BrasilVariación % 2015/2014
ChileVariación % 2015/2014
ColombiaVariación % 2015/2014
MéxicoVariación % 2015/2014
ParaguayVariación % 2015/2014
PerúVariación % 2015/2014
Trinidad y TobagoVariación % 2015/2014
VenezuelaVariación % 2015/2014
América LatinaVariación % 2015/2014
Oct 2015
469–2%
2.983–2%
1008%
1205%
2822%
7123%
123%
393%
1.355–16%
53%
986%
593%
103%
77–52%
5.425–7%
Oct 2015
3824%
2.4341%
52–3%
163%
649–31%
73%
4–28%
2183%
43–69%
3.806–8%
Nov 2015
405–12%
2.548–5%
10121%
1255%
2937%
7531%
133%
413%
1.364–5%
53%
955%
623%
113%
100–29%
4.973–5%
Nov 2015
354–8%
2.1691%
5519%
163%
686–15%
83%
3–57%
2293%
103–30%
3.623–4%
Dic 2015
372–17%
2.462–6%
966%
565%
3027%
575%
133%
433%
1.377–9%
53%
950%
653%
113%
116–22%
4.800–7%
Dic 2015
331–17%
2.276–7%
579%
173%
730–19%
83%
4–47%
2403%
111–12%
3.775–10%
Acumulado Ene/Dic2015
5.028–8%
33.247–2%
1.1123%
1.2110%
28411%
7208%
1242%
4032%
18.228–4%
483%
1.0820%
5910%
974%
1.345–9%
63.520–3%
Acumulado Ene/Dic2015
3.934–11%
27.8033%
64410%
2403%
10.074–9%
733%
72–18%
2.1991%
1.356–3%
46.396–1%
Cifras en negrita son estimadas, cifras en miles de toneladas.Estadísticas al 1 de marzo de 2016.
Cifras en negrita son estimadas, cifras en miles de toneladas.Estadísticas al 1 de marzo de 2016.

61A G E N D A
EXPOSICIÓN INTERNACIONAL DE MAQUINARIAS Y EQUIPOSOrganiza: AbimaqApoya: Instituto Aço BrasilLugar: São Paulo Expo Exhibition & Convention Center • BRASIL
FERIA INTERNACIONAL DE MÁQUINAS, HERRAMIENTAS Y AUTOMACIÓN INDUSTRIALOrganiza: Abimaq/BTS InformaApoya: Instituto Aço BrasilLugar: São Paulo Expo, São Paulo • BRASIL
CONFERENCIA Y EXPO IAS 2016Organiza: Instituto Argentino de SiderurgiaLugar: Rosario • ARGENTINA
27MO CONGRESO BRASILEÑO DEL ACERO - 2016Organiza: Instituto Aço BrasilLugar: Centro de Convenciones Frei Caneca, Sao Paulo • BRASIL
Contacto: www.abimaq.org.br
Contacto: www.abimaq.org.br
Contacto: siderurgia.org.ar
Contacto: www.acobrasil.org.br/congresso2016
02-06
08-12
13-16
08-09
MAY
MAY
SEP
JUN
2016
2017
CONGRESO LATINOAMERICANO DEL ACERO • ALACERO-57Organiza: Asociación Latinoamericana del Acero, AlaceroLugar: Hotel Windsor Barra, Río de Janeiro • BRASIL
EXPOALACERO 2016Organiza: Asociación Latinoamericana del Acero, AlaceroLugar: Hotel Windsor Barra, Río de Janeiro • BRASIL
Contacto: [email protected]://rio57.alacero.org
Contacto: Andrea Ortiz • [email protected]://rio57.alacero.org
24-26 OCT
24-26 OCT

62
03
04
G U Í A D E P R O V E E D O R E S
Para avisar en esta sección, por favor contáctenos en: [email protected] o [email protected]
Productores, procesadores e insumos
ACERBRAGwww.acerbrag.com
ARCELORMITTAL BRASILhttp://brasil.arcelormittal.comhttp://tubarao.arcelormittal.com
ARMAFERROwww.deacero.com
GERDAUwww.gerdau.com
TENARISwww.tenaris.com
TERNIUMwww.ternium.com
VOTORANTIM SIDERURGIAwww.vsiderurgia.com.br
Transporte
SOCIEDAD PORTUARIA REGIONAL DE PUERTO DE BARRANQUILLAwww.zonafrancabarranquilla.com
Entidades
PROBARRANQUILLAwww.probarranquilla.org
SIDEREXwww.siderex.es
Equipamiento, maquinaria e ingeniería
AL-JONwww.aljon.com
APPLICAZIONI TECNOLOGICHE SIDERURGICHE - ATSwww.ats.ud.it
BEROA DE ARGENTINA - DOMINIONwww.beroa-group.com
CUPRUMwww.cuprum.es
DANIELIwww.danieli.com
INDUSTRIAL TECHNOLOGIES - INDUTECSAwww.indutecsa.com
JASOhttp://jaso.com
PRIMETALS TECHNOLOGIES AUSTRIAwww.primetals.com
RUSSULAwww.russula.com
SAPOTECH OYwww.sapotech.fi
SIDERTECHwww.sidertech.com
SMS GROUPwww.sms-group.com
SUNCOKE ENERGYwww.suncoke.com
THE BRADBURY GROUPwww.bradburygroup.com
01 02


N° 5
55
marzo · abril2016555
Avances tecnológicosReciclado de laminillo delaminación y colada continua
Demanda de aceroLa importancia en lasprovincias y zonas de China
MUSEO DEL MAÑANA · RÍO DE JANEIRO · BRASIL
PRESIDENTE DE ALACERO
Sin mejora en la economíano habrá recuperación
importante de la industriasiderúrgica
And
re L
uiz
Mor
eira
· s
hutt
erst
ock.
com