-
8/17/2019 7 SAVIJANJE
1/90
1
Savijanje
-
8/17/2019 7 SAVIJANJE
2/90
2
Savijanje
Na osnovu tehnoloških karakteristika procesa, oblika i
dimenzija pripremka i karaktera proizvodnje, savijanje semože
podijeliti na:
1. Savijanje na presama pomoću alata;
. Savijanje valjcima na rotacionim mašinama za
savijanje
!. Savijanje na specijalnim mašinama za savijanje.
-
8/17/2019 7 SAVIJANJE
3/90
3
Savijanje
Savijanje U i V profila
-
8/17/2019 7 SAVIJANJE
4/90
4
Savijanje " pro#ila
a$ Slobodno savijanje
-
8/17/2019 7 SAVIJANJE
5/90
5 b$ Savijanje u kalupu
Savijanje " pro#ila
-
8/17/2019 7 SAVIJANJE
6/90
6
Savijanje
Jednostrano savijanje
-
8/17/2019 7 SAVIJANJE
7/90
7
Savijanje
Savijanje preko valjaka
-
8/17/2019 7 SAVIJANJE
8/90
8
Savijanje cijevi
-
8/17/2019 7 SAVIJANJE
9/90
9
Savijanje cijevi
-
8/17/2019 7 SAVIJANJE
10/90
10
Savijanje pro#ila pomoću valjaka
-
8/17/2019 7 SAVIJANJE
11/90
11
Savijanje pro#ila pomoću valjaka
-
8/17/2019 7 SAVIJANJE
12/90
12
-
8/17/2019 7 SAVIJANJE
13/90
13
Savijanje
Prikaz savijenog dijela
-
8/17/2019 7 SAVIJANJE
14/90
14
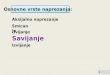
Savijanje
Naponi i de#ormacije
r u % unutrašnji radijus; r s & vanjski
radijus; ' & u(ao pro#ila; r n% radijus
neutralne linije; s & debljina lima; b%širina pro#ila
-
8/17/2019 7 SAVIJANJE
15/90
15
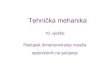
Savijanje
Naponi i de#ormacije
d$
a$ )isto elasti*no savijanjeb$ +lasti*no%plasti*no savijanjec$
)isto plasti*no savijanjed$ )isto plasti*no savijanje sa
nelinearnim
oja*anjem
-
8/17/2019 7 SAVIJANJE
16/90
16
Savijanje
omenti savijanja
-
8/17/2019 7 SAVIJANJE
17/90
17
Savijanje
Sila savijanja " pro#ila
-
8/17/2019 7 SAVIJANJE
18/90
18
Savijanje
Sila savijanja " pro#ila
Dijagram sile savijanja V profila
-
8/17/2019 7 SAVIJANJE
19/90
19
Savijanje
Sila savijanja - pro#ila
-
8/17/2019 7 SAVIJANJE
20/90
20
Sila savijanja preko valjaka
Savijanje
(dje su:b% širina komada,s/0s & vanjski pre*nik komada
0p & (ranica te*enja+% modul elasti*nosti
-
8/17/2019 7 SAVIJANJE
21/90
21
Savijanje
2dre3ivanje dimenzija pripremka & razvijanje elemenata
( )∑ ∑= =
⋅++=n
i
N
i
iiii sr l L1 1180
ξ ϕ π
-
8/17/2019 7 SAVIJANJE
22/90
22
-
8/17/2019 7 SAVIJANJE
23/90
23
4,1 4, 4,! 4,5 4,6 4,7 4,8 4,9
4,! 4, 4,! 4,!6 4,!8 4,!9 4,! 4,54
1,4 1, 1,6 ,4 !,4 5,4 6,4 14,4
4,51 4,5 4,55 4,56 4,57 4,58 4,59 4,64
s
r
ξ
sr
ξ
Savijanje
"rijednosti koe#icijenta za metaleξ
-
8/17/2019 7 SAVIJANJE
24/90
24
Savijanje
0adijus savijanja
inimalni radijus savijanja de#inisan je obrascem:
c% #aktor koji zavisi od vrste materijala
aksimalni radijus savijanja odre3uje se po obrascu:
(dje su:+%modul elasti*nostis%debljina materijala
0p% (ranica te*enja
-
8/17/2019 7 SAVIJANJE
25/90
25
+lasti*no ispravljanje
+lasti*no ispravljanje za ).474
-
8/17/2019 7 SAVIJANJE
26/90
26
+lasti*no ispravljanje
Elastično ispravljanje kod jednostranog savijanja
-
8/17/2019 7 SAVIJANJE
27/90
27
+lasti*no ispravljanje
α α α α ∆−==
∆−==
21
21
t
t r r r r
1
2
2
1
2
2
ϕ
ϕ =
+
+=
sr
sr K
radijus tiska*a
u(ao tiska*a
aktor elasti*no( ispravljanja ra*una se po izrazu:
-
8/17/2019 7 SAVIJANJE
28/90
28
-
8/17/2019 7 SAVIJANJE
29/90
29
-
8/17/2019 7 SAVIJANJE
30/90
30
imenzionisanje alata za savijanje
2221 s sr K r r t
− +==
0adijus tiska*a ra*una se po izrazu:
(dje je:< & #aktor elasti*no( ispravljanja =odre3uje se
iz od(ovarajućih dija(rama$r % zadani radijus savijanja radno(
predmeta
s%debljina lima
K 2
11 180180 ϕ
ϕ α −=−=
-(ao tiska*a:
(dje je:>%u(ao savijanja =>/194%'$
-
8/17/2019 7 SAVIJANJE
31/90
31
imenzionisanje alata za savijanje
0adijus kalupa bira se tabelarno u zavisnosti od visine komada
idebljine lima.
inimalna vrijednost radijusa kalupa je:
mmr k 3≥
0adijus na dnu (ravure kalupa
( )( ) sr R t k +÷=
8,06,0
užina kraka kalupa
k r E 3>
-
8/17/2019 7 SAVIJANJE
32/90
32
?lati za pro#ilno savijanje na presama
-
8/17/2019 7 SAVIJANJE
33/90
33
?lati za pro#ilno savijanje na presama
-
8/17/2019 7 SAVIJANJE
34/90
34
@ro#ilno savijanje složeno( komada
-
8/17/2019 7 SAVIJANJE
35/90
35
?lat za savijanje na klasi*nim presama
-
8/17/2019 7 SAVIJANJE
36/90
36
1 % nosa* donje( dijela alata,
% donja me3uplo*a,
! & kalup za savijanje,
5 & svlaka* radno( predmetasa tiska*a,
6 & nosa* tiska*a,
7 & (ornja me3uplo*a,
8 & nosa* (ornje( dijela alata,
9 & cilindri*ni ko*ić,
& cilindri*ni rukavac,
14 & *aura za vo3enje stubne
vo3ice,11 & stubna vo3ica,
1 & tiska*,
1! & izbaciva* radno(predmeta iz kalupa za
savijanje.
-
8/17/2019 7 SAVIJANJE
37/90
37
Savijanje pomoću valjaka
-
8/17/2019 7 SAVIJANJE
38/90
38
Savijanje pomoću valjaka
-
8/17/2019 7 SAVIJANJE
39/90
39
Savijanje pomoću valjaka
-
8/17/2019 7 SAVIJANJE
40/90
40
Savijanje pomoću valjaka
-
8/17/2019 7 SAVIJANJE
41/90
41
Savijanje pomoću valjaka
-
8/17/2019 7 SAVIJANJE
42/90
42
@ro#ilno savijanje pomoću valjaka
-
8/17/2019 7 SAVIJANJE
43/90
43
Savijanje cijevi
-
8/17/2019 7 SAVIJANJE
44/90
44
Savijanje žice
-
8/17/2019 7 SAVIJANJE
45/90
45
Savijanje žice
-
8/17/2019 7 SAVIJANJE
46/90
-
8/17/2019 7 SAVIJANJE
47/90
-
8/17/2019 7 SAVIJANJE
48/90
48
@re*nik neutralne naponske linije:
mmr Rn 5,242030 =⋅=⋅= ρ
0educirani polupre*nik krivine:
45,210
5,24===
s
n
r
ρ ρ
⇒
-
8/17/2019 7 SAVIJANJE
49/90
49
aksimalna de#ormacija:
185,05,24
20
130
5,24
111max =−=−=−=−= nn r
R ρ
ρ
ψ
⇒=>= 14,0185,0max mψ ψ najveći
stvarni napon savijanja leži upodru*ju 2
max /670 mm N k k m
>>
oment savijanja u *isto plasti*nom podru*ju =obrazac 95$:
( )
⋅−+−
⋅+⋅⋅= r R
R
r R
Rr B s B Db M
3
4
3
1
24
22
β
-
8/17/2019 7 SAVIJANJE
50/90
50
(dje su:
56114,01
14,021670
1
21
=−
⋅−
=−
−
= mm
mk D
ψ
ψ
77914,01
670
1=
−=
−==
m
mm
k tg B
ψ α
( )kNm M 63,52030
3
4
30
20
3
130
2
2030779
4
1077956130015,1
22
≈
⋅−+
⋅−
⋅+⋅=
-
8/17/2019 7 SAVIJANJE
51/90
51
oment savijanja po približnom obrascu =6$:
4
2bsn M m ⋅⋅= σ
n & koe#icijent koji uzima u obzir o*vršćavanje
za tvr3i materijal6,1=n
kNm Nmm M 95,61095,64
103005806,1
62
=⋅=⋅
⋅=
2vaj obrazac daje nešto veće vrijednosti.
-
8/17/2019 7 SAVIJANJE
52/90
52
oment savijanja po obrascu 99 kojim se zanemaruju e#ekti
o*vršćavanja:
kNm Nmmbs
M v 31034
103004004
6
22
≈⋅=⋅
⋅=⋅=σ
Sila savijanja:
l M F 4=
mm sr r l k t 45101520
=++=++=
-
8/17/2019 7 SAVIJANJE
53/90
53
kN N F 67,50050067045
56325394 ==⋅=
?ko se savijanje vrši sa drža*em lima:
kN F F 87,65067,5003,13,11
=⋅=⋅=
?ko se savijanje vrši sa poravnavanjem & sila kalibriranja
=obrazac 9$:
A p F ⋅=
p =tabela 51$2
/140 mm N p =⇒
-
8/17/2019 7 SAVIJANJE
54/90
54
( ) ( ) 2480003002022002 mmbr c A
=⋅⋅−=⋅−=
MN F 7,648000140 =⋅=
-
8/17/2019 7 SAVIJANJE
55/90
55
. @rora*unati silu za savijanje komada sa slike, ako je
zadano:
)10(1121.
125
10
5
5
5120
C Č
mmr
mmr
mm s
mmr mmb
k
t
=
=====
α
-
8/17/2019 7 SAVIJANJE
56/90
-
8/17/2019 7 SAVIJANJE
57/90
57
Bz dija(rama sa slike 19:
3155 mm
Nmma =
2
1
/44535,0
155mm N
ak k sr ====
ϕ
Nm Nmm M 3803800004
512044515,1
2
==⋅
⋅⋅=
-
8/17/2019 7 SAVIJANJE
58/90
58
Sila savijanja =obrazac $:
( )ϕ sin1+= l M
F
55125180180
205105
=−=−=
=++=++=
α ϕ
mm sr r l k t
( ) kN N F
6,3434600819,0120
380000==+=
Ukupna sila potrebna za savijanje i pridržavanje:
kN N N F F
4545000346003,13,11 ==⋅=⋅=
-
8/17/2019 7 SAVIJANJE
59/90
59
!. 2drediti silu savijanja "%pro#ila, ako je zadano:
( )2/705,99120
4
4
2
25
400
mm N Al
mmr
mmr
mm s
mmh
mmb
m
t
=
==
===
=
σ
α
-
8/17/2019 7 SAVIJANJE
60/90
60
0ješenje:
Sila savijanja =obrazac 141$
25,0
2 ϕ ctg
sr
M F
t ⋅+=
( )45,2
2
41
2
41 =
+=
+=
⋅+=
⋅==
s
r
s
r
s
r sr
s
r R
sn
r
ρ ρ
-
8/17/2019 7 SAVIJANJE
61/90
61
Nmmbs
n M m 50500
4
2400708,1
4
22
=⋅
⋅⋅=⋅⋅= σ
60120180180 =−=−= α ϕ
kN N F 353500073,125,04
505002==⋅
⋅+
⋅=
Sila savijanja i izbacivanja:
kN F F 5,45353,13,11
=⋅=⋅=
-
8/17/2019 7 SAVIJANJE
62/90
62
5. 2drediti silu savijanja doboša: vanjsko( pre*nika ;
širine ;
% debljine ;
aterijal: kotlovski lim ).145oboš se savija na mašini za
savijanje sa tri valjka.0astojanje izme3u centara valjaka je ,
apre*nik valjaka .
mm D 2000=
mmb 1000=
mm s 10=
( )22 /240;/)450410( mm N mm N
vm =÷= σ σ
mml v 600=mmd 200=
-
8/17/2019 7 SAVIJANJE
63/90
63
0ješenje:
@rovjera da li će se u krajnjim vlaknima doboša javiti trajne
plasti*nede#ormacije =nejedna*ina 145$:
1+<v
E
s
D
σ
20010
2000==
s
D8971
240
102151
3
=+⋅
=+v
E
σ
⇒
-
8/17/2019 7 SAVIJANJE
64/90
64
-(ao savijanja:
'48152002000
60
arcsinarcsin2
=+=+= d D
l vϕ
Sila savijanja =obrazac 146$:
( )
23
2
22
2 ϕ σ σ ctg
E
s D s
s D
b F vv ⋅
−−
−
⋅=
( )kN N F 4443972534,3
102153
10200024010
102000
1000240
62
22 ≈=⋅
⋅⋅−
−−
⋅=
-
8/17/2019 7 SAVIJANJE
65/90
65
6. 0adni predmet prikazan na Slici ! dobija se savijanjem.
2dreditidimenzije pripremka =razvijenu dužinu elementa$, ako je
poznato:
l1/ 74 mml/ 94 mml!/ 64 ms/ 1,6 mmr 1/ 16 mm
r / 9 mm / !4Cα
Slika !
-
8/17/2019 7 SAVIJANJE
66/90
66
( )∑ ∑= =
⋅++=n
i
N
iiiii sr l L
1 1180ξ ϕ
π
∑=
=++=3
1
190508060i
i mml
( ) ( ) ( )∑=
=+=⋅++⋅+=⋅+2
1
9,3313,973,245,148,083
5,15,0152i
iii mm sr
π π ξ ϕ
( ) mm sr l Ln
i
N
i
iiii 6,1909,33
180
190
1801 1
=⋅+=⋅++= ∑ ∑= =
π ξ ϕ
π
-
8/17/2019 7 SAVIJANJE
67/90
67
7.@otrebno je saviti - pro#il prema podacima:
% dužina pro#ila ;
% debljina lima ;
% materijal ).18!1 stanje žareno
@rovjeriti da li od(ovara zadani radijus savijanja ,
odosno dužina pro#ila c.
mmr c 4002 ==
mm s 1=
( ) 2/850700 mm N m ÷=σ
( )
2
/680560 mm N v ÷=σ mmr
200=
-
8/17/2019 7 SAVIJANJE
68/90
68
0ješenje:
aksimalan radijus savijanja =obrazac 114$:
mm E s
r v
5,1736202
102151
2
3
max =⋅⋅⋅
=⋅⋅
=σ
mmr c 3472 maxmax ==
Dadani pro#il se ne može saviti jer je:
.345400
5,173200
max
max
mmcmmc
immr mmr
=>=
=>=
-
8/17/2019 7 SAVIJANJE
69/90
69
8. Savija se " pro#il kod ko(a se po konstruktivnom crtežu
zahtjeva radijus savijanja . ebljina lima je ,
a materijal ?l(Si stanje polutvrdo.@rovjeriti da li od(ovara
zadani radijus savijanja.
mmr 5= mm s 3=
0ješenje:
scr ⋅=min
Da ?l(Si i iz Eabele 55mm s 3= 1,2=⇒
c
-
8/17/2019 7 SAVIJANJE
70/90
70
mm scr 3,631,2min =⋅=⋅=
Dadani radijus savijanja treba povećati jer je
mmr mmr 3,65min
=
-
8/17/2019 7 SAVIJANJE
71/90
71
9.2drediti de#ormacioni rad savijanja dvostruko( u(aonika, ako
je zadano:
2/575
10
20
300
mm N
mm s
mmr
mmb
m ==
===
σ π ϕ
-
8/17/2019 7 SAVIJANJE
72/90
72
0ješenje:
( )[ ]223
22 ϕ σ ⋅−+⋅+
= r sr b sr
sW m
( )[ ] kNm NmmW 6,15106,152
20102030010202
10
3
575 622 =⋅=⋅−+⋅+⋅
= π
-
8/17/2019 7 SAVIJANJE
73/90
73
.@rora*unati de#ormacioni rad savijanja " pro#ila po
podacima:
2/70
120
2
4
400
mm N
mm s
mmr mmb
m ==
===
σ
α
-
8/17/2019 7 SAVIJANJE
74/90
74
0ješenje:
( ) ( )
3180
120180
180
180 π π α π ϕ =
−=
−=
( )[ ]223
22 ϕ σ
⋅−+⋅+
= r sr b sr
sW m
( )[ ] N NmmW 86,336,338576
424400242
2
3
70 22 ==⋅−+⋅+⋅
= π
-
8/17/2019 7 SAVIJANJE
75/90
75
14.@rora*unati silu savijanja - pro#ila sa dimenzijama komada i
alata:
mmr mmr
mm s
mmr c
mmr
mmb
k
t
10
100
4
2002
100
1000
==
===
==
aterijal : polutvrdi mesin( Au78Dn2
2
/3058,0
/380
mm N
mm N
mv
m
==
=
σ σ
σ
-
8/17/2019 7 SAVIJANJE
76/90
76
0ješenje:
mm sr R 1044100 =+=+=5,25
4
100104=
⋅=
⋅=
s
r Rr ρ
⇒
-
8/17/2019 7 SAVIJANJE
77/90
77
mm sr r l k t 114410100
=++=++=
kN N l
M F 8,4242807
114
1022,144 6 ==⋅⋅==
Sila za savijanje i izbacivanje:
kN F F 64,558,423,13,11
=⋅==
-
8/17/2019 7 SAVIJANJE
78/90
78
11.io prikazan na slici treba izraditi savijanjem u alatu na
presi.
aterijal dijela je ).4157 sa naponom na (ranici razvla*enja
. ?ko je radijus kalupa imodul elasti*nosti , potrebno je
odrediti:
a$ dimenzije alata za savijanje i veli*ine elasti*no(
ispravljanja;b$ silu savijanja.
2/230 mm N v =σ
mmr k 6=24 /1021
mm N E ⋅=
-
8/17/2019 7 SAVIJANJE
79/90
79
0ješenje:
a! "a odnos #sa dija$ra%a!955,00146.43,1015,1
12
=⇒== ek Č i sr
( ) ( ) mm s sr k r r
et 43,112/15,12/15,112955,02/2/21
=−+=−+==
-(ao savijanja pod opterećenjem:
53,78955,0
7521 ===
ek
ϕ ϕ
-
8/17/2019 7 SAVIJANJE
80/90
80
U$ao pro&ila tiska'a:47,10153,781801 =−==
α α t
(eli'ine elasti'no$ ispravljanja:
53,347,10110557,043,1112
12
12
=−=−=∆ =−=−=∆ α α α mmr r r
-
8/17/2019 7 SAVIJANJE
81/90
81
b$Sila savijanja
( ) ( ) mmr sr r Rn
56,121215,112 =⋅+=⋅+=⋅= ρ
⇒=== 925,1015,1
56,12
sn
r
ρ ρ linearno elasti'noplasti'no
savijanje
Nmm E
bs M r vv 43,16726
210000
92,1023023
12
15,1220230
23
12
2222
=
⋅⋅−
⋅=
⋅−=
ρ σ σ
-
8/17/2019 7 SAVIJANJE
82/90
82
)rak sile savijanja:
mm sr r l k t
58,1815,143,116 =++=++=
*ila savijanja
( ) ( ) N l
M F 9,356453,78sin1
58,18
43,167262sin1
2 =+⋅=+= ϕ
-
8/17/2019 7 SAVIJANJE
83/90
83
1. @rora*unati dimenzije alata , kao i potrebnu silu i
de#ormacionirad za savijanje elementa prikazano( na slici.aterijal
dijela je ).4158 sa i .2*vršćavanje izra*unati preko krive treće(
reda u obliku:
0adijus tiska*a iznosi .
2/340 mm N m =σ
24,0=mε
ϕ ⋅+= 421331k mmr t 3=
-
8/17/2019 7 SAVIJANJE
84/90
84
0ješenje:
( ) ( ) mmr sr r Rn
324,6535 =⋅+=⋅+=⋅= ρ
⇒
-
8/17/2019 7 SAVIJANJE
85/90
85
985,0147.66,13/5/2 =⇒==
ek OČ i sr Da #sa dija$ra%a!
1
2
2
1
2/
2/
ϕ ϕ =
++= sr sr k e
+adijus kalupa:
( ) mmr k 9,42/32/35985,0
=−+=
-
8/17/2019 7 SAVIJANJE
86/90
86
U$ao savijanja pod optere,enje%:
37,91985,0
9021 ===
ek
ϕ ϕ
U$ao pro&ila kalupa za savijanje je:
63,8837,91180180 11 =−=−= ϕ α
-
8/17/2019 7 SAVIJANJE
87/90
87
(eli'ine elasti'no$ ispravljanja:
37,163,8890
1,09,45
12
12
=−=−=∆=−=−=∆
α α α
mmr r r
)riva o'vr-,avanja tre,e$ reda u linearnoj zavisnosti:
ϕ 421331 +=k
( ) ( ) 215,024,01ln1ln =+=+= mm
ε ϕ
-
8/17/2019 7 SAVIJANJE
88/90
88
.aksi%alna vrijednost lo$arita%ske de&or%a/ije:
235,05/8ln/lnmax ===
r Rϕ (rijednost spe/i&i'no$ de&or%a/iono$
otpora za :maxϕ
2
max /430235,0421331 mm N k
=⋅+=*rednja vrijednost spe/i&i'no$ de&or%a/iono$
otpora:
2/5,380
2
430331mm N k sr =
+=
-
8/17/2019 7 SAVIJANJE
89/90
-
8/17/2019 7 SAVIJANJE
90/90
( )
[ ] 22322 ϕ
⋅−+⋅+= r sr b
sr
sk W
( )[ ] NmmW 1,1261181802
37,919,439,480
39,42
3
3
5,380 22 =
⋅
⋅−+⋅
+⋅
= π