Upload
vivek-jayaraj
View
239
Download
0
Embed Size (px)
Citation preview
8/4/2019 7th Sem BHM - F&B Service
1/71
What is Alcohol?
INTRODUCTION
The first distillers were probably perfume makers who made distillates not from liquids but
from flowers, scents and water.
Alcohol is a product that has provided a variety of functions for people throughout all history.From the earliest times to the present, alcohol has played an important role in religion andworship. Historically, alcoholic beverages have been widely used for their medicinal, antiseptic,and analgesic properties. The role of such beverages as thirst quenchers has played animportant role in enhancing the enjoyment and quality of life. They can be a social lubricant, canfacilitate relaxation, can provide pharmacological pleasure, and can increase the pleasure ofeating. Thus, while alcohol has always been misused by a minority of drinkers, it has proved tobe beneficial to most.
Alcohol is a volatile fluid obtained by fermenting a liquid containing sugar, and the strength can
further be increased by distillation. The name is derived from the Arabic word al-khol.
Although there are various kinds of alcohols, the main one is called methyl alcohol(methanol) and ethyl alcohol (ethanol). Methanol is used only in the industries. It is a dangerouspoison when consumed. But, ethanol (C2H5OH) when consumed sensibly is a beneficialalcohol. Alcohol is sometimes used as a medicine for treatment of certain physical conditions.
Ethanol (CH3CH2OH), the active ingredient in alcoholic beverages, is almost always producedby fermentation - the metabolism of carbohydrates by certain species of yeast in the absence ofoxygen. The process of culturing yeast under alcohol-producing conditions is referred to asbrewing.It has been suggested that alcoholic impurities (congeners) are the cause of hangovers.
However, it is more likely that they are caused by ethanal, a toxic breakdown intermediatenaturally produced by the liver as the alcohol is metabolised.It should be noted that in chemistry, alcohol is a general term for any organic compound inwhich a hydroxyl group (-OH) is bound to a carbon atom, which in turn is bound to other carbonatoms and further hydrogens. Other alcohols such as propylene glycol and the sugar alcoholsmay appear in food or beverages regularly, but these alcohols do not make them "alcoholic".Alcoholic contentThe concentration of alcohol in an alcoholic beverage may be specified in percent alcohol byvolume (ABV), in percentage by weight (sometimes abbreviated w/w forweight for weight), or inproof. The 'proof' measurement roughly corresponds in a 2:1 ratio to percent alcoholic contentby volume (e.g. 80 proof 40% ABV). Common distillation cannot exceed 192 proof because atthat point ethanol is an azeotrope with water. Alcohols of this purity are commonly referred to as
grain alcohol and are not meant for human consumption, with the notable exception of neutralgrain spirits.Most yeasts cannot grow when the concentration of alcohol is higher than about 18% byvolume, so that is a practical limit for the strength of fermented beverages such as wine, beer,and sake. Strains of yeast have been developed that can survive in solutions of up to 25%alcohol by volume, but these were bred for ethanol fuel production, not beverage production.Spirits are produced by distillation of a fermented product, concentrating the alcohol andeliminating some of the by-products. Many wines are fortified wines with additional grain alcoholto achieve higher ABV than is easily reached using fermentation alone.
8/4/2019 7th Sem BHM - F&B Service
2/71
ALCOHOLIC STRENGTH
Long before distillation became a science, the early distillers had a unique and entertainingmethod of testing alcoholic strength. They mixed equal quantities of spirit and gun powder andapplied flame to it. If the mixture failed to ignite, the spirit was too weak; if it exploded or burnedtoo brightly, it was too strong. If it burned evenly with a mild blue flame, it was proved suitable
safe to drink. Hence the word proof.
In the year 1816, from the Board of Excise a person by name Mr. Sykes introduced ahydrometer. He determined that 100 was proof of pure alcohol. 100 proof equals 57.1%alcohol and 42.9% water. This proof became very popular in UK and all spirits were sold at 70proof. So to convert British proof into percent by volume of alcohol, you need to multiply proofby four and divide by seven.
(70 X 4) / 7 = 40%
A French chemist by the name Joseph Gay-Lussac invented a system that was much easier tounderstand. The Gay-Lussac or GL system concluded that 0 indicates no alcohol and 100 ispure alcohol. Thus, degree equals percentage.
Meanwhile Americans decided that proof spirit was the balance of spirit and water and that purealcohol should be 200. Each degree of proof equals one-half percent of alcohol by volume. So,in simple words, a spirit marketed at 90 proof would contain 45% of alcohol by volume.
FlavoringEthanol is a moderately good solvent for many "fatty" substances and essential "oils", and thusfacilitates the inclusion of several coloring, flavoring, and aromatic compounds to alcoholicbeverages, especially to distilled ones. These flavoring ingredients may be naturally present inthe starting material, or may be added before fermentation, before distillation, or before bottling
the distilled product. Sometimes the flavour is obtained by allowing the beverage to stand formonths or years in barrels made of special wood, or in bottles where scented twigs or fruits or even insects have been inserted.The History of alcoholAlcoholic beverages have been widely consumed since prehistoric times by people around theworld, seeing use as a component of the standard diet, for hygienic or medical reasons, for theirrelaxant and euphoric effects, for recreational purposes, for artistic inspiration, as aphrodisiacs,and for other reasons. Some have been invested with symbolic or religious significancesuggesting the mystical use of alcohol, e.g. by Greco-Roman religion in the ecstatic rituals ofDionysus (also called Bacchus), god of drink and revelry; in the Christian Eucharist; and at theJewish Passover.Fermented beverages
Chemical analyses of organics absorbed and preserved in pottery jars from the Neolithic villageof Jiahu, in Henan province, Northern China, have revealed that a mixed fermented beverage ofrice, honey, and fruit was being produced as early as 9,000 years ago. This is approximately thesame time that barley beer and grape wine were beginning to be made in the Middle East.Recipes have been found on clay tablets and art in Mesopotamia that show individuals usingstraws to drink beer from large vats and pots.Wine was consumed in Classical Greece at breakfast or at symposia, and in the 1st century BCit was part of the diet of most Roman citizens. However, both Greeks and Romans generallyconsumed their wine watered (from 1 parts of wine to 1 part of water, to 1 part of wine to 4 partsof water). The transformation of water into wine at a wedding feast is one of the miracles
8/4/2019 7th Sem BHM - F&B Service
3/71
attributed to Jesus in the New Testament, and his use of wine in the Last Supper led to itbecoming an essential part of the Eucharist rite in most Christian traditions.In Europe during the Middle Ages, beer was consumed by the whole family, thanks to a triplefermentation process the men had the strongest, then women, then children. A document ofthe times mentions nuns having an allowance of six pints of ale a day. Cider and pomace winewere also widely available, while grape wine was the prerogative of the higher classes. After the
collapse of the Roman Empire, wine production in Europe appears to have been sustainedchiefly by monasteries.By the time the Europeans reached the Americas in the 15th century, several native civilizationshad developed alcoholic beverages. According to a post-Conquest Aztec document,consumption of the local "wine" (pulque) was generally restricted to religious ceremonies, butfreely allowed to those over 70 years old (possibly the all-time record for legal drinking age).The natives of South America manufactured a beer-like product from cassava or maize (cauim,chicha), which had to be chewed before fermentation in order to turn the starch into sugars.(Curiously, the same technique was used in ancient Japan to make sake from rice and otherstarchy crops.)The medicinal use of alcoholic beverages was mentioned in Sumerian and Egyptian texts datedfrom 2100 BC or earlier. The Hebrew Bible recommends giving alcoholic drinks to those who
are dying or depressed, so that they can forget their misery.Distilled beveragesBeer and wine are typically limited to a maximum 15 percent alcohol, although brewers havereached 25% alcohol. Beyond this limit yeast is adversely affected and cannot ferment. Sincethe fourth millennium BC in Babylonia, higher levels of alcohol have been obtained in a numberof ways. It was not until the still was invented by Islamic alchemists in the 8th or 9th centuriesthat the history of distilled beverages began. Distilled alcohol appeared first in Europe in the mid12th century and by the early 14th century it had spread throughout Europe. It also spreadeastward, mainly by the Mongols, and was practiced in China by the 14th century. However,recent archeological evidence has supported the idea that China has had wines and distilledbeverages dating back to 5000 BC. Paracelsus gave alcohol its modern name, taking it from theArabic word which means "finely divided", a reference to distillation.
UsesIn places and eras with poor public sanitation, such as Medieval Europe, consumption ofalcoholic beverages (particularly weak or "small" beer) was one method of avoiding water-bornediseases such as the cholera. Though strong alcohol kills bacteria, the low concentration in beeror even wine will have only a limited effect. Probably the boiling of water, which is required forthe brewing of beer, and the growth of yeast, which would tend to crowd out other micro-organisms, were more important than the alcohol itself. In any case, the ethanol (and possiblyother ingredients) of alcoholic beverages allows them to be stored for months or years in simplewood or clay containers without spoiling, which was certainly a major factor in their popularity.In colder climates, strong alcoholic beverages such as vodka are popularly seen as a way to"warm up" the body, possibly because ethanol is a quickly absorbed source of food energy anddilates peripheral blood vessels (Peripherovascular dilation). This however is a dangerous myth,
and people experiencing hypothermia should avoid alcohol. Although a drunk may feel warmer,the body loses heat and body temperature decreases, which may cause hypothermia, andeventually death. This is because of the dilation of blood vessels not in the core of the body;because of this increased bloodflow, the body loses its heat out of its less protected outerextremities.In many cultures, both contemporary and historical, alcoholic beverages mostly because oftheir neurological effects have also played an important role in various kinds of socialinteraction, providing a form of "liquid courage" (those who consume it "gain" confidence andlose discretion). While other psychoactive drugs (such as opium, coca, khat, cannabis, kava-
8/4/2019 7th Sem BHM - F&B Service
4/71
kava, etc.) also have millennial traditions of social use, only coffee, tea and tobacco have beenas universally used and accepted as ethanol is today.Alcohol consumption and healthModerate consumptionModerate consumption of alcohol is defined by the U.S. Department of Agriculture and theDietary Guidelines for Americans as no more than two drinks for men and one drink for women
per day. It is defined as four drinks per day, not to exceed 14 per week for a man and three perday, not to exceed 14 per week for a woman.An exhaustive review of all major heart disease studies has found that "alcohol consumption isrelated to total mortality in a J-shaped manner, where moderate consumers have a reducedtotal mortality compared with total non-consumers and heavy consumers" (La Porte et al.).Abstaining from alcohol is a risk factor for heart attack.A logical possibility is that many of the alcohol abstainers in research studies previously drankexcessively and had undermined their health, thus explaining their high levels of risk. To testthis hypothesis, some studies have excluded all but those who had avoided alcohol for theirentire lives. However, the conclusion remained the same: moderate drinkers are less likely tosuffer heart disease.Another possibility is that moderate drinkers have more healthful lifestyles (making them
healthier), higher economic status (giving them greater access to better foods or betterhealthcare), higher educational levels (causing them to be more aware of disease symptoms),etc. However, when these and other factors are considered, the conclusion again remains thesame: moderate drinkers are less likely to suffer heart disease.Excess consumptionExcess consumption is sometimes detrimental to an alcohol abusers health. The neurologicaleffects of alcohol use are often a factor in deadly motor vehicle accidents and fights. Peopleunder the influence of alcohol sometimes find themselves in dangerous or compromisingsituations where they would not be had they remained sober. Operating a motor vehicle orheavy machinery under the influence of alcohol is a serious crime in almost all nations.Some people are predisposed to developing a chemical dependency to alcohol, alcoholism. Theresults of alcoholism are considered a major health problem in many nations. The development
of alcoholism does not take place in the absence of alcohol, but neither does the presence ofalcohol cause it.Types of alcoholic beveragesAlcoholic beverages include low-alcohol-content beverages produced by fermentation of sugar-or starch-containing products, and high-alcohol-content beverages produced by distillation ofthe low-alcohol-content beverages. Sometimes, the alcohol content of low-alcohol-contentbeverages is increased by adding distilled products, particularly in the case of wines. Suchfortified wines include Port wine and Sherry.The process involved (as well as the resulting alcohol content) defines the finished product.Beer involves a relatively short (incomplete) fermentation process and an equally short agingprocess (a week or two) resulting in an alcohol content generally between 3-8%, as well asnatural carbonation. Wine involves a longer (complete) fermentation process, and a relatively
long aging process (months or years -- sometimes decades) resulting in an alcohol contentbetween 7-18%.Sparkling wine is generally made by adding a small amount of sugar before bottling, whichcauses a secondary fermentation to continue in the bottle. Distilled products are generally notmade from a "beer" that would normally be palatable as fermentation is normally completed, butno aging is involved until after distillation. Most are 30% or greater alcohol by volume. Liqueursare characterized by the way in which their flavors are infused and typically have high sugarcontent. Spirits typically contain 37.5% alcohol or greater and are not infused with flavors duringthe distilling process, however some modern spirits are infused with flavors after distilling (theSwedish vodka Absolut, for instance).
8/4/2019 7th Sem BHM - F&B Service
5/71
Standard drinks of alcoholic beverages in the United States all contain equivalent amounts ofalcohol, about 0.6 fl. oz. (American) each (17.75ml). A U.S. standard drink is a 12 ounce can orbottle of beer, a five ounce glass of dinner wine, or a 1.5 ounce drink of 40% distilled spirits(either straight or in a mixed drink).Note that in common speech, wine orbrandy is made from grapes unless the fruit is specified:"plum wine" or "cherry brandy" for example, although in some cases grape-derived alcohol is
added.In the USA and Canada, cideroften means unfermentedapple juice, while fermented cider iscalled hard cider. Unfermented cider is sometimes called sweet cider. Also, applejack wasoriginally made by a freezing process which was equivalent to distillation but more easily donein the cold climate of New England. In the UK, cider is always alcoholic, and in Australia it canbe either.Beeris generally made from barley, but can sometimes contain a mix of other grains. Whiskyissometimes made from a blend of different grains, especially Irish whiskey which may containseveral different grains. The style of whisky (Scotch, Rye, Bourbon) generally determines theprimary grain used, with additional grains usually added to the blend (most often barley, andsometimes oats).Two common distilled beverages are vodka and gin. Vodka can be distilled from any source
(grain and potatoes being the most common) but the main characteristic of vodka is that it is sothoroughly distilled as to exhibit none of the flavors derived from its source material. Gin is asimilar distillate which has been flavored by contact with herbs and other plant products,especially juniper berries. The name comes from the Dutch liquor genever, which in turn takesits name from the Dutch word for juniper.Effects of alcohol on the body
An alcoholic beverage is a drink containing ethanol. Ethanol is a drug, and depressant, andeven though alcohol is a legal drug, most societies regulate or restrict the sale and use of it.
The effects of alcohol on the human body take several forms.
Alcohol, specifically ethanol, is a potent psychoactive drug with a range of side effects. Theamount and circumstances of consumption play a large part in determining the extent of
intoxication; e.g., consuming alcohol after a heavy meal is less likely to produce visible signs ofintoxication than consumption on an empty stomach. Hydration also plays a role, especially indetermining the extent of hangovers. The concentration of alcohol in blood is usually given byBAC.
Alcohol has a biphasic effect on the body, which is to say that its effects change over time.Initially, alcohol generally produces feelings of relaxation and cheerfulness, but furtherconsumption can lead to blurred vision and coordination problems.
Cell membranes are highly permeable to alcohol, so once alcohol is in the bloodstream it candiffuse into nearly every tissue of the body. After excessive drinking, unconsciousness canoccur and extreme levels of consumption can lead to alcohol poisoning and death (aconcentration in the blood stream of 0.55% will kill half the population).
Death can also be caused by asphyxiation when vomit, a frequent result of overconsumption,blocks the trachea and the individual is too inebriated to respond. An appropriate first aidresponse to an unconscious, drunken person is to place them in the recovery position.
Intoxication frequently leads to a lowering of one's inhibitions, and intoxicated people will dothings they would not do while sober, often ignoring social, moral, and legal considerations. Theterm intoxication is typically used in legal proceedings when some crime has been committedduring a state of inebriation.
8/4/2019 7th Sem BHM - F&B Service
6/71
Assignment: 1. Make a mind map of the topic on alcohol from the notes given here andthe notes taken down during session. 2. Answer as many two marks question on alcoholas possible and submit during the next class.
Distillation:
In short: Distillation is defined as a process in which a liquid or vapour mixture of two ormore substances is separated into its component fractions of desired purity, by theapplication and removal of heat.
In detail: The process of separating a liquid's components by heating it to the point ofvaporization and collecting the cooled condensate (vapor that reverts to liquid throughcondensation) in order to obtain a purified and/or concentrated form. The apparatus thatperforms distillation is called a still, of which there are two types-pot still and continuous still.The pot still (which in France is called an alembic-sometimes spelled alambic) consists of acopper or copper-lined pot with a large rounded bottom and long tapering neck connected by acopper pipe to a condenser (a cooled spiral tube). As the fermented liquid (wine for
brandy, mash for whiskey) in the pot comes to a boil, it vaporizes. The vapor rises up into thestill's condenser, where it cools and returns to a liquid state. This condensation (condensate),which has a higher alcohol concentration than the original mixture, is collected in a receivingcompartment. However, because alcohol boils at 173.3F, water boils at 212F, and a mixture ofthe two boils somewhere in between, the condensed liquid still contains some water. Thismeans that redistilling (often several times) may be necessary to achieve the appropriatealcohol level-cognac and scotchwhisky are distilled twice, for example, whileirish whiskey undergoes 3 distillations.
Distillation is based on the fact that the vapour of a boiling mixture will be richer in thecomponents that have lower boiling points.
Therefore, when this vapour is cooled and condensed, the condensate will contain more volatilecomponents. At the same time, the original mixture will contain more of the less volatilematerial.
Distillation columns are designed to achieve this separation efficiently.
Although many people have a fair idea what distillation means, the important aspects thatseem to be missed from the manufacturing point of view are that:
distillation is the most common separation technique it consumes enormous amounts of energy, both in terms of cooling and heating
requirements it can contribute to more than 50% of plant operating costs
The best way to reduce operating costs of existing units, is to improve their efficiency andoperation via process optimisation and control. To achieve this improvement, a thoroughunderstanding of distillation principles and how distillation systems are designed is essential.
TYPES OF DISTILLATION COLUMNSThere are many types of distillation columns, each designed to perform specific types ofseparations, and each design differs in terms of complexity.
Batch and Continuous Columns
http://www.answers.com/topic/winehttp://www.answers.com/topic/mashhttp://www.answers.com/topic/cognachttp://www.answers.com/topic/scotch-whiskyhttp://www.answers.com/topic/whiskyhttp://www.answers.com/topic/whiskyhttp://www.answers.com/topic/winehttp://www.answers.com/topic/mashhttp://www.answers.com/topic/cognachttp://www.answers.com/topic/scotch-whiskyhttp://www.answers.com/topic/whiskyhttp://www.answers.com/topic/whisky8/4/2019 7th Sem BHM - F&B Service
7/71
One way of classifying distillation column type is to look at how they are operated. Thus wehave:
batch and Continuous columns.
Batch ColumnsIn batch operation, the feed to the column is introduced batch-wise. That is, the column is
charged with a 'batch' and then the distillation process is carried out. When the desired task isachieved, a next batch of feed is introduced.Continuous ColumnsIn contrast, continuous columns process a continuous feed stream. No interruptions occurunless there is a problem with the column or surrounding process units. They are capable ofhandling high throughputs and are the most common of the two types. We shall concentrateonly on this class of columns.Main Components of Distillation ColumnsDistillation columns are made up of several components, each of which is used either to tranferheat energy or enhance materail transfer. A typical distillation contains several majorcomponents:
a vertical shell where the separation of liquid components is carried out
column internals such as trays/plates and/or packings which are used to enhancecomponent separations
a reboiler to provide the necessary vaporisation for the distillation process
a condenser to cool and condense the vapour leaving the top of the column
a reflux drum to hold the condensed vapour from the top of the column so that liquid(reflux) can be recycled back to the column
The vertical shell houses the column internals and together with the condenser and reboiler,constitute a distillation column.
DISTILLATION PRINCIPLES
Separation of components from a liquid mixture via distillation depends on the differences inboiling points of the individual components. Also, depending on the concentrations of thecomponents present, the liquid mixture will have different boiling point characteristics.Therefore, distillation processes depends on the vapour pressurecharacteristics of liquidmixtures.
Vapour Pressure and Boiling
The vapour pressure of a liquid at a particular temperature is the equilibrium pressure exertedby molecules leaving and entering the liquid surface. Here are some important points regardingvapour pressure:
energy input raises vapour pressure vapour pressure is related to boiling a liquid is said to boil when its vapour pressure equals the surrounding pressure the ease with which a liquid boils depends on its volatility liquids with high vapour pressures (volatile liquids) will boil at lower temperatures the vapour pressure and hence the boiling point of a liquid mixture depends on the
relative amounts of the components in the mixture distillation occurs because of the differences in the volatility of the components in the
liquid mixture
8/4/2019 7th Sem BHM - F&B Service
8/71
FACTORS OF DISTILLATION
The principle of distillation is that ethyl alcohol vaporizes at a lower temperature than water -78C. The distillation of alcoholic spirits depends on three factors.
Ethyl alcohol vaporizes and becomes a gas when the temperature reaches 78C. Waterboils at 100C. The STILL is an apparatus which separates water and alcohol. Water is constantly vaporizing. Therefore, most of the distillation will contain someamount of water. The minor constituents, or congeners and few organic compounds give the product adistinctive taste and aroma. Alcohols are either distilled by pot still or patent still method.
THE POT STILL DISTILLATION
Pot still is a slow-temperature distillation process. Due to the slow temperature, the aroma andthe character are high. The pot still is shaped like a big onion. It has 2 parts namely the still and
the condenser.
This still is made of copper. It is therefore a good conductor of heat and does not react to anyacids. This type of distillation process is time consuming but the final spirit is rich in quality andflavour. This method is also time consuming since it requires cooling, cleaning and refilling aftereach distillation.
8/4/2019 7th Sem BHM - F&B Service
9/71
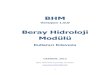
Fig:1 POT STILL (outside look & dissected look)
Distillation by pot still method
78C
Fermented liquid is placed in the still
Turned over direct flame
Alcoholic vapor rises
Led through worm into condenser
1st part
Heads or foreshots
Toxic and
unpalatable
2nd part
Heart 80% alc
Best art
3rd part
Weak in alcohol, has
impurities and
nauseating oils
Channeled into spirit
receiver and inturn into
maturing casks
Redistilled and refined. The
alcoholic strength is reduced to
63% after addition if ionized
water
8/4/2019 7th Sem BHM - F&B Service
10/71
The spirit is now ready for resting, maturating, blending, reducing the strength, colorenhancement etc. They mature only in porous containers like wood. Once bottled,
It stops maturing and the quality does not change.
Advantages of Pot Still
The basic advantage of this pot distillation process is its simplicity. It does not require a constantsupply of beer, which is often not available in minimum-labor fuel alcohol processes. It alsoprovides a very simple equipment system. with cooking, fermentation and boiling for distillationcarried out in the same vessel. This procedure may aid in sterilizing equipment betweensuccessive batches, since cooking and fermenting in the same vessel tends to heat-sterilize.Separation of the spent grain and large solids from the beer prior to heating for distillation is notnecessary, an added advantage.Dis-AdvantageThe disadvantage of the pot distillation process and its system simplicity is lower distillationefficiency, because of the diminishing alcohol concentration in the beer under continuous
boiling. Typically, a pot distillation unit requires about three times as much energy as anequivalent continuous distillation system, based on (by weight) feed 8 percent, stillage 0.4percent and product 90 percent. Less stored heat may be used at the end of cooking when theslurry is rapidly cooled for fermentation; and heat losses during cooking and distillation heatingcannot be minimized as readily as with the constant-feed process. Insulation applied to the potto conserve heat during cooking and distillation heating may hinder cooling necessary tofermentation in the summer. Thus, amount of energy required per gallon of alcohol for the potdistillation process is high.THE PATENT STILL
It was not until the late 1820s that a new form of still was invented by Robert Stien, whichproduced spirit in a continuous stream as long as wine, beer or some such mildly alcoholic wash
was fed into it. First going into commercial production in Cameronbridge distillery in Fife,Scotland. A Dublin Excise officer, Aeneas Coffey, attended a demonstration of the new still, tookthe idea and developed it further, and it was Coffey's version of the continuous still thateventually caught on worldwide.
This new still was called the 'Continuous Still' (also 'Column', or 'Patent', or 'Coffey Still'). Insimple terms, consists of two columns, one of which has steam rising and wash descendingthrough successive storeys inside (referred to as the 'Rectifier'). The steam stripped out thealcohol from the wash and carried over to the second column (referred to as the 'Analyzer')where it circulates until it can condense at the required strength.
The benefits of the continuous still is a cheaper and purer spirit [the alcohol produced is high in
strength - 90%].
Has two main parts, a 'Rectifier' and an 'Analyzer', whichboth resemble tall, wide tubes. They are both filled with steam. The liquid being distilled enters a pipe travelling down therectifier, and is heated almost to boiling point The alcohol from the primary liquid vaporizes and ischannelled along with the steam back to the base of the Rectifier.
8/4/2019 7th Sem BHM - F&B Service
11/71
Here it mixes with more steam around the pipes, bring withit more liquid to be distilled, hence a 'Continuous Still'. Roughly two-thirds up the Analyser, the vapour hits a coldplate condensing it into a liquid. This is channelled out as a distilledproduct. It does involve the task of emptying, cleaning and refilling. It consumes less fuel to operate
Today, alternatives open to distillers are to use the labour intensive pot still whichcarries the fragrances and flavours of the raw material, or the faster, cheapercontinuous still with its potential for high strength, pure but tasteless spirit.
How does it work:
Summary: Steam is fed into the base of the analyser and hot wash into the top. As the twomeet on the surface of the perforated plates, the wash boils and a mixture of alcoholvapours and uncondensed steam rises to the top of the column. The spent wash runs downand is led off from the base.
The hot vapours enter the rectifier at the base and as they rise through the chambers theypartially condense on the sections of a long coil through which wash is flowing. The spiritvapour condenses at the top of the rectifier and is run off through a water-cooled condenserto the spirit safe and on to the spirit receiver. Once the spirit begins to be collected it runscontinuously until the end of distillation.
The Process in detailThis distill has 2 main columns namely Analyzer and Rectifier. The role of the analyzer is toseparate the parts in the wash. The role of Rectifier is to enhance the character of spirit andalso to condense the alcoholic vapors.
Inside each of these columns, there are chambers. These chambers are divided by copperperforated plates. There is a drip pipe that runs through these chambers. The fermented liquidor the wash enters at the top of the rectifier. The rectifier is heated with steam. As the cold washpasses through the drip pipe, its temperature increases. By the time it reaches the bottom of therectifier, it is at boiling point.
When the wash reaches the bottom, it is pumped into the other column called Analyzer. Theanalyzer too has chambers that are divided by perforated plates. The hot wash enters theanalyzer from the top and passes through different chambers.
While the hot wash is being channeled downwards, gush of steam is injected into the analyzerfrom the bottom. The steam boils the wash and produces alcoholic vapors. The vapors riseupward and the spent wash goes to the bottom of the column. The spent wash is removedfrom the still at this stage.
The alcoholic vapors which rise pass through the different chambers and reach the top ofanalyzer. From here, it is channeled into another pipe to the bottom of the rectifier. These hotvapors pass through the perforated plates. As the fumes go up, it is met by drip pipe which iscarrying the cold wash. Due to the sudden change in temperature, partial condensation of thehot vapor takes place. The vapors keep getting cooler and the wash keeps getting hotter on itsway to the analyzer.
8/4/2019 7th Sem BHM - F&B Service
12/71
When the vapor has reached of its way up, it reaches the cold spiral plate and condensesfully. The first part of the liquid (heads) that is collected in the spirit receiver sent back fordistillation. This is because it is pungent and it is unpalatable.
The pure spirit which follows subsequently is collected. This pure spirit is reduced in strength bydeionised water. Deionised water is used since it does not alter the taste of the end product.After it has been treated with water, it is sent for maturing.
Some of the spirits that use patent still distillation are Vodka, Gin, Rum etc.
A rectified spirit or rectified alcohol is highly concentrated ethanol (drinking alcohol) whichhas been purified by means of rectification (repeated distillation). It is used in mixed drinks and
in the production of liqueurs.
FACTORS AFFECTING DISTILLATION COLUMN OPERATIONThe performance of a distillation column is determined by many factors, for example:
Feed conditionso state of feedo composition of feed
Internal liquid and fluid flow conditions State of trays (packings) Weather conditions
Some of these will be discussed below to give an idea of the complexity of the distillation
process.Feed ConditionsThe state of the feed mixture and feed composition affects the operating lines and hence thenumber of stages required for separation. It also affects the location of feed tray. Duringoperation, if the deviations from design specifications are excessive, then the column may nolonger be able handle the separation task. To overcome the problems associated with the feed,some column are designed to have multiple feed points when the feed is expected to containingvarying amounts of components.
8/4/2019 7th Sem BHM - F&B Service
13/71
Vapour Flow ConditionsAdverse vapour flow conditions can cause
foaming entrainment weeping/dumping flooding
FoamingFoaming refers to the expansion of liquid due to passage of vapour or gas. Although itprovides high interfacial liquid-vapour contact, excessive foaming often leads to liquidbuildup on trays. In some cases, foaming may be so bad that the foam mixes with liquidon the tray above. Whether foaming will occur depends primarily on physical propertiesof the liquid mixtures, but is sometimes due to tray designs and condition. Whatever thecause, separation efficiency is always reduced.
Entrainment
Entrainment refers to the liquid carried by vapour up to the tray above and is againcaused by high vapour flow rates. It is detrimental because tray efficiency is reduced:lower volatile material is carried to a plate holding liquid of higher volatility. It could alsocontaminate high purity distillate. Excessive entrainment can lead to flooding.
Weeping/DumpingThis phenomenon is caused by low vapour flow. The pressure exerted by the vapour isinsufficient to hold up the liquid on the tray. Therefore, liquid starts to leak throughperforations. Excessive weeping will lead to dumping. That is the liquid on all trays willcrash (dump) through to the base of the column (via a domino effect) and the column willhave to be re-started. Weeping is indicated by a sharp pressure drop in the column andreduced separation efficiency.
Flooding
Flooding is brought about by excessive vapour flow, causing liquid to be entrained in thevapour up the column. The increased pressure from excessive vapour also backs up theliquid in the downcomer, causing an increase in liquid holdup on the plate above.Depending on the degree of flooding, the maximum capacity of the column may beseverely reduced. Flooding is detected by sharp increases in column differentialpressure and significant decrease in separation efficiency.
Column DiameterMost of the above factors that affect column operation is due to vapour flow conditions: eitherexcessive or too low. Vapour flow velocity is dependent on column diameter. Weepingdetermines the minimum vapour flow required while flooding determines the maximum vapour
flow allowed, hence column capacity. Thus, if the column diameter is not sized properly, thecolumn will not perform well. Not only will operational problems occur, the desired separationduties may not be achieved.State of Trays and PackingsRemember that the actual number of trays required for a particular separation duty isdetermined by the efficiency of the plate, and the packings if packings are used. Thus, anyfactors that cause a decrease in tray efficiency will also change the performance of the column.Tray efficiencies are affected by fouling, wear and tear and corrosion, and the rates at which
http://lorien.ncl.ac.uk/ming/distil/distildes.htm#trayshttp://lorien.ncl.ac.uk/ming/distil/distildes.htm#trays8/4/2019 7th Sem BHM - F&B Service
14/71
these occur depends on the properties of the liquids being processed. Thus appropriatematerials should be specified for tray construction.Weather ConditionsMost distillation columns are open to the atmosphere. Although many of the columns are
insulated, changing weather conditions can still affect column operation. Thus the reboiler mustbe appropriately sized to ensure that enough vapour can be generated during cold and windyspells and that it can be turned down sufficiently during hot seasons. The same applies tocondensors.These are some of the more important factors that can cause poor distillation columnperformance. Other factors include changing operating conditions and throughputs, broughtabout by changes in upstream conditions and changes in the demand for the products.
Alcohol Quizhttp://www.quizmoz.com/quizzes/Liquor-Quizzes/a/Alcohol-Facts-Quiz.asphttp://www.quizmoz.com/quizzes/Liquor-Quizzes/a/Alcohol-Quiz.asp
http://www.quizmoz.com/quizzes/Liquor-Quizzes/a/Alcohol-Facts-Quiz.asphttp://www.quizmoz.com/quizzes/Liquor-Quizzes/a/Alcohol-Quiz.asphttp://www.quizmoz.com/quizzes/Liquor-Quizzes/a/Alcohol-Facts-Quiz.asphttp://www.quizmoz.com/quizzes/Liquor-Quizzes/a/Alcohol-Quiz.asp8/4/2019 7th Sem BHM - F&B Service
15/71
Production of Scotch Whisky
PRODUCTION
The raw materials required for the production of Malt Whisky are barley, water and yeast. Theproduction process can be broken down into five stages.
MALTING MASHING FERMENTATION DISTILLATION MATURATION
MALTING
First the barley is MALTED, that is the barley is germinated to convert the starches in each graininto a simple sugar. Distillers look for plump, ripe barley with plenty of starch and not too muchnitrogen.
Barley is a food cereal similar to wheat and oats. It has always been the primary raw material forconversion to malt. The preference for barley over other cereals is undoubtedly the fact that thecorn or seed is covered with a straw-like husk that is not removed by threshing and protects thegrain during the process stages in malting. The husk subsequently serves as a filter in themashing operations.
The origin of the barley is not important. Although Scottish barley is considered to be the mostsuitable, due to the soil and climatic conditions, there is not enough to satisfy the industry
demand. Barley is imported from England and other countries. Originally the barley was grownlocally and malted at the distillery, as evidenced by the familiar pagoda-shaped roofs of the maltkilns visible at some whisky distilleries. Today only a handful of distilleries have their ownmaltings; these include Highland Park, Glenfiddich, Bowmore, Laphroaig and Springbank.Specialist maltsters can provide distillers with more consistent malt made to their detailedspecifications.
A grain of barley consists of two main parts, the Embryo and the Endosperm. The embryo is theimportant part of the corn, all the organs which will develop into a future plant being presentthere in a modified form. The Endosperm is the chief food storage organ of the seed from whichthe Embryo draws its food supplies in the early stages of germination. Also present in the corn,both in the Embryo and the Endosperm (to a limited extent) are substances known as proteins.
Also secreted in the barley are Enzymes, which develop during germination and, in associationwith other Enzymes formed in the process, degrade the starch hydrolytically to provide simplefermentable sugars.
The object of malting is, therefore, to develop Enzymes and in particular Diastase of Malt and tomodify or make friable the starch contained in the grain. This is carried out in three stages,steeping, germinating and kilning or drying. These processes must be affected in such amanner as to provide maximum fermentable matter (Malt Extract), adequate Diastatic Powerand ensure minimum malting loss due to respiration etc.
http://whisky.com/production.html#MALTING%23MALTINGhttp://whisky.com/production.html#MASHING%23MASHINGhttp://whisky.com/production.html#FERMENTATION%23FERMENTATIONhttp://whisky.com/production.html#DISTILLATION%23DISTILLATIONhttp://whisky.com/production.html#MATURATION%23MATURATIONhttp://whisky.com/production.html#MALTING%23MALTINGhttp://whisky.com/production.html#MASHING%23MASHINGhttp://whisky.com/production.html#FERMENTATION%23FERMENTATIONhttp://whisky.com/production.html#DISTILLATION%23DISTILLATIONhttp://whisky.com/production.html#MATURATION%23MATURATIONhttp://whisky.com/production.html#PRODUCTION%23PRODUCTION8/4/2019 7th Sem BHM - F&B Service
16/71
STEEPINGThe steeping cycle in the steep tanks is variable according to the quality of the barley and is, ofcourse, dependent on the time taken for the moisture content of the barley to rise to the desiredlevel. Generally a 60-hour cycle is adequate. During this period the water will have beenchanged at least three times, air rests, the number and lengths of periods having been firstdetermined, will have taken place and regular periods of aeration of the steep water will also
have been carried out.
GERMINATIONUntil recent years, floor malting was operated in the conversion of barley to malt. Thedisadvantage of this system is the difficulty of removing or counteracting the influence exertedon the malting process by atmospheric conditions. A large amount of space is necessary andthe cost of employing the essential skilled workers is high.
Today floor malting is practically non-existent and the germination process is usually carried outin pneumatic malting either Box Malting or Drum Malting. Box Malting are generally morecommon and the essential feature is that temperature controlled air, saturated with moisture to ahumidity of 100%, is passed through the bed of germinating grain contained in a concrete box
and via perforations in the box floor. This system provides ideal conditions for the germination ofthe barley to proceed irrespective of the atmospheric conditions. The germination period isreduced in comparison with floor malting, production increased and a considerable economyaffected in labor.
Turners are provided in the germinating box to ensure that all the grain contained therein is keptfree, leveled and receive similar treatment in the passage of air throughout the bed. Havingsprouted, the barley is now termed "green malt" and is ready for drying.
KILNING OR DRYING
Germination having been completed the grain or "green malt" as it is now termed is transferredby screw and elevator to the Malt Kiln for drying. In Kilning, perfect control as far as is possible,should be established over the temperature of drying and economy in the use of Fuel. The Kilnis a tower shaped structure with a furnace provided at the base. The hot air chamber is locatedabove the furnace.It distributes the heat from the furnace evenly under the wedge wire floor onto which the grain has been spread. The wedge wire floor is so constructed as to allow an easypassage for the hot air to pass through the grain. The upward draught of hot air may be naturalbut is often assisted by a powered fan.
The furnace is a simple grate in which coke or anthracite and peat is burned. The drying of thegrain performs the following functions.
It stops germination and modification and fixes the Enzymes. It reduces the Diastatic Power of the grain which was at its maximum in "green malt". It physically changes and forms the malt into a condition suitable for milling or grinding at
a subsequent stage. It imparts a flavor to the malt as a result of the use of peat in the furnace.
Peat is formed from decomposed vegetable matter and the peat "reek" or smoke given off fromcombustion is imparted to the Malt. In the early drying stages whilst the grain is in a soft moistcondition the peat "reek" permeates into the corns. In the latter drying stages the outer skin ofthe seeds will also be flavored.
http://whisky.com/production.html#PRODUCTION%23PRODUCTION8/4/2019 7th Sem BHM - F&B Service
17/71
Finally, on termination of the Kilning the Malt is removed to be stored in Bins for five to sixweeks. This period of time is necessary to allow the heat to be dissipated naturally. The use ofhot Malt is not conducive to the satisfactory function of one of the later functions, i.e.,Fermentation.
In preparation for the next stage, Mashing, the malted barley must first be ground and this is
carried out on a four-roller mill. Magnets are installed in the Mill to prevent pieces of metalpassing through and making contact with the revolving rolls. Such an occurrence could cause aspark within the mill and create a fire and/or explosion.
The quality and consistency of the ground malt or Grist is all important if maximum extraction offermentable matter is to be obtained in the Mashing operation. An ideal Grist should have asmany of the husks as is possible, unbroken in appearance, although they should have been splitopen to release the starch. Unbroken husks provide a more buoyant Mash and give betterfiltration in the Mash-Tun by allowing the liquor to percolate through. Husks that have beencrushed into numerous small pieces are liable, due to liquid pressure, to pack and thus impairdrainage in and from the Mash-Tun.
In so far as the starch is concerned it is the aim of the Millman to break it down into minute grittyparticles without creating flour. Some flour is unavoidable but this should be kept to a minimum.Fine grits allow the water to mix readily but flour resists mixing. If too much flour has beenproduced it creates bad filtration and often "soggy" or "sticking" mashes giving bad drainage. Avisual examination of the grist provides an experienced operator with a good idea of the quality.
To obtain maximum efficiency, however, it is essential to know the exact quality of the grind. Forthis purpose a hand screening box which, when shaken, can separate a sample into threeportions is used. Ideal Grist should have the following components.
1. Coarse Materials and Husks 14% by weight2. Fine Grits 78% by weight3. Flour 8% by weight
Barley seeds and consequently Malt corns vary in size and it is therefore necessary to close oropen the Mill Rolls to ensure that a Grist of the quality described is obtained. This entails regularsampling and checking by the Millman in order to obtain a Grist, which will provide the maximumMash Tun Extract of fermentable matter.
MASHING
The object of Mashing is to render soluble and to dissolve as much of the valuable contents ofthe Malt as is possible. This produces a sweet liquid or sugar solution termed Wort containing in
addition to the sugars intermediate products.
The materials used in the Mashing process are Water and ground Malted Barley. The quality ofthe water plays an important part throughout this process and finally in the quality of the spiritproduced. All waters tend to differ to some extent in the quantity and type of minerals andorganisms contained therein. Generally speaking, hard waters are considered unsuitable andsoft waters are preferred. An ideal process water would be one rising from a whinstone orgranite strata, acid in nature and flowing through peaty soil with a minimum of metal content.
8/4/2019 7th Sem BHM - F&B Service
18/71
Springs and burns should be protected, wherever possible, to prevent contamination and watertanks and pipes should be scoured and sterilized frequently. It is undesirable to use water thathas lain in tanks and pipes for some time. Such water may well contain bacterial and dissolvedmetals. In short, poor quality water should never be used in the process and regular analysescan assist in this respect.
The only cereal in the production of Malt Spirit is malted barley. Malt, as stated, contains a highpercentage of starch together with enzymes that possess the power to convert starch to sugarwhen mixed or mashed with water. Enzymic action is influenced to a large extent bytemperature, Ph and concentration of the mash.
The ground malt or Grist is conveyed to a hopper or bin situated above the Mash-Tun andmashing can commence. The Mash-Tun is a circular metal vessel provided with mechanicalstirrers that revolve and rotate to thoroughly mix the Mash of Grist and Water as necessary. Aperforated false bottom, to allow the liquor to drain through and discharge to a holding tanktermed a Worts Receiver, covers the whole surface of the bottom of the Mash-Tun. Whilst theliquor drains off through the perforations the grains are retained in the Mash-Tun. The processinvolves the application of three waters.
First Water
Hot water at a temperature of 156F and the Grist are brought together simultaneously in aMashing Machine, situated above and discharging into the Mash-Tun. The mixing of the Gristand the Water combines to give a striking temperature of 148F - 149F. When the Mash-Tunhas been filled to the required capacity the temperature of the mass should be 147F -148F. At this temperature the desired conversion proceeds rapidly. Great care must beexercised in regulating mashing temperatures, as variations will seriously affect thefermentability of the liquor. The Mash is allowed to sit for 1 hour to ensure maximum conversionat this temperature.
The Wort is, thereafter, drained into the Wort's receiver, cooled through a Heat Exchanger andpumped to the fermenting vessels called Wash Backs. It is necessary to cool the Wort as Yeast,which is added to the sugar solution, will not live or propagate in high temperatures. The Wort istherefore cooled to 72F at which temperature fermentation is rapidly incited by the action ofthe Yeast. In cooling the Wort in the Heat Exchanger the cooling agent is, of course, water andthe heat from the Wort is transferred to same resulting in warm water at a temperature of125F being returned to the Brewing Tanks for further use. This practice effects a saving insteam and consequently an economy in the use of coal.
Second Water
All the First Water liquor having been drained from the Mash-Tun a second Water is added tothe bulk of the grains left in the Mash-Tun. No more Grist is added and the Second Water isapplied at 172F giving a temperature of the mixture in the Mash-Tun of 157/159F.Quantitively the Second Water is usually about half that used for the First Water. Thetemperature is raised to further assist extraction and render soluble ant starch particles whichhad not been dissolved at the lower temperature of the First Water. The Mash, when theSecond Water has been added, is again left "sitting" for a period of thirty minutes for conversionto take place. The liquor is thereafter drained, cooled and passed to the Wash Back.
8/4/2019 7th Sem BHM - F&B Service
19/71
Third Water
The grains left in the Mash-Tun still contain a small percentage of sugars. This is too valuable tolose and accordingly a Third Water raised to a temperature of 190F - 195F is applied. Thestirrers, in this instance, are used vigorously to ensure thorough mixing and complete the finalextraction. The liquor from the Third Water, which is a very weak sugar solution, is termed
Sparge. It is returned to the Brewing Tanks to be used as the mashing liquor of the First Waterof the next Mash. These operations should, therefore, obtain maximum extraction and minimumloss. The grains left in the Mash-Tun are, after the Third Water liquor has been drained off,removed mechanically and sold to Dairy Farmers. A high milk yield is forthcoming from the useof these grains known as Draff.
FERMENTATION
YEASTYeast is a unicellular microorganism, that is to say, it is a living organism whose individual unitsare visible only under the microscope. It belongs to the planet kingdom and is classified as oneof the fungi. There are many different species of yeast but the one normally encountered in thedistilling and brewing industries is called Saccharomyces Cerevisiae. To give some ideas of theminute size of this micro-organism, three fully grown yeast cells placed end to end will measureonly one thousandth part of an inch and in a 1 lb packet of yeast, there are approximately sevenbillion cells. (7,000,000,000,000).
REPRODUCTIONVEGETATIVE: - The usual way in which yeast reproduces itself is by "budding" i.e. asexualmeans of propagation. A small protuberance first appears on the cell wall and gradually growsuntil a new cell is formed. This new cell can have a daughter cell of its own and so on. Withideal growth conditions one yeast cell can produce thirty yeast cells in three days.SPORULATION: - this is also an asexual means of propagation which is very much more rare.When a yeast cell finds itself in a position where growth conditions are adverse, for example,when there is little or no food available, it forms spores. Within each cell four spores are formedand these eventually rupture the cell wall and escape into the surrounding liquid. Some of thesespores are male and some female and when conditions are once again favorable and food isavailable pairs of spores unite to form new yeast cells.
ACTION OF YEAST IN WORT
When yeast is introduced into a sugar solution such as Wort there are three ways in which itutilizes the sugar.
1. For multiplication i.e. it uses sugar to form new cell material.
2. Fermentation: - This is an anaerobic reaction in that it occurs in theabsence of air.3. Respiration:- This is an aerobic reaction and occurs if a constant sourceof oxygen is available.
The action of the yeast when added to the Wort can be divided into three phases.(1) The lag phase where there is little fermentation. The yeast is busy adapting itself to its newsurroundings and this is the period when contaminating bacteria can cause a great deal ofdamage.(2) The log phase being the period of rapid fermentation when there is a rapid rise in
http://whisky.com/production.html#PRODUCTION%23PRODUCTION8/4/2019 7th Sem BHM - F&B Service
20/71
temperature and fermentation is so vigorous that "switchers", rotating metal blades, must beemployed to keep down the frothy head.
(3) Phase of restricted growth where the fermentation slows down and eventually terminates.
Yeast (1% by volume) is added as soon as possible to the cooled Wort being pumped into theWash Back. This is done in the very early stages in order to quickly establish fermentation. It ismore readily accomplished by providing the yeast with the ideal nutrient, the strong high gravityWort of the initial liquor from the First Water. A strict control is kept on the Wort temperature andmaintained until all the Wort from both the first and second waters has been collected in theWash Backs. When all the Wort has been collected in the Wash Back the final temperatureshould be around 72F. however, if the sugar concentration of the Wort is likely to be high anda very quick acting yeast has been used, the collection or setting temperature should bedropped two or three degrees.
A rise in temperature takes place during fermentation from 72F - 94F. If the temperatureexceeds the last figure and the temperature rise has been excessively rapid, this can destroythe yeast resulting in a poor fermentation and loss of spirit. Great care must therefore beexercised in the setting temperature and due allowance made for any abnormalities such ashigh concentration of sugars in the Wort.
The rate of fermentation is variable and is dependent on many factors such as the type of yeast,quantity, its condition, the setting temperature, the temperature in the Fermenter Room, the typeof malt, the available Diastase, suspended solids in the Wort, mashing temperatures, purity ofwater and so on. Sometimes fermentation will appear to be continuing after fifty hours.Generally fermentation after forty-eight hours is negligible.
The cause of poor fermentation can be attributed to a number of factors, some of which aregiven below.
(1) The use of Malt low in Diastasic Power.(2) Bacterial infected yeast.(3) Excessively high percentage of dead cells in yeast.(4) Incorrect mashing temperatures.(5) Bacterial infection in vessels, pipes, pumps, valves etc.
It is of paramount importance that all vessels in the mashing and fermentation processes bekept 100% clean and free from bacteria. To this end a very strict cleaning and sterilization of allplant is adhered to and no relaxation of the cleaning operations is permissible. Bacterialinfection can have a serious effect on the yield of spirit and also adversely affect the quality ofthe spirit.
DISTILLATION
Distilling takes place in pairs of copper pot stills with tall 'swan-necks'. One is usually larger thanthe other, otherwise their shapes, heights and sizes vary from distillery to distillery. The life of astill is between 15 and 30 years, depending on how hard it is used.
The two main operations in distilling are turning liquid into vapor and then vapor into liquid i.e.vaporization and then condensation. Distillation is simply a means of separation by these
8/4/2019 7th Sem BHM - F&B Service
21/71
operations. A liquid can be separated from solids or one liquid from another and either thedistillate or the residue collected.
The wash is pumped into the larger of the two stills, called the 'wash still', where it is brought tothe boil. Stills are either heated directly from below (by gas, oil or coal) or from within by steamheated coils, not unlike those found in electric kettles.
The Wash contains solids such as dead yeast etc. from the fermentation process and it isnecessary to keep these solids in suspension during the distillation period. This is done bymeans of a "rummager" inside the still. The "rummager" consists of three rotating arms to whichare affixed webs of copper chain and also brass links. The webs scour the bottom and flueplates of the Still. This prevents the adherence of solids and thereby prevents the Still frombeing burnt.
The temperature has to be carefully controlled to prevent the foaming wash from rising up theswan-neck and into the condenser. A small window in the neck tells the distiller how far thewash has risen.
The alcoholic vapors and steam rise over the neck and into the condenser - essentially a seriesof pipes in a cold-water jacket. Here the vapors return to liquid at about 21 per cent alcohol andare termed low wines.
The Low Wines, thereafter, flow through the Spirit Safe, which is the control point of distillingoperations, to a vessel called the Low Wines & Feints receiver. Inside the Spirit Safe, fabricatedof brass or copper and glass and kept securely locked by the Customs & Excise, samples of therunning distillate may be drawn and the strength tested by means of a hydrometer locatedinside the Safe.
They then pass through into the second still, the 'low wines still' or 'spirit still'. The same process
is repeated in the second distillation, but this time the distiller watches the spirit carefully as itpasses through the spirit safe. The early part of the run (known as 'foreshots') is pungent andimpure. He test the spirit by adding water (which turns it cloudy), measuring its specific gravityand watching the clock, and until the foreshots run clear, he directs it back to the low wines andfeints charger to be redistilled. This takes between 15 and 45 minutes depending on the size ofthe still.
When he is sure that the run is clear, the stillman redirects the spout and begins to collect thespirit for maturing. This is 'new make', and will run between two and fours hours, depending onthe size of the still, commencing at about 70 to 75 percent alcohol and decreasing steadily downto between 60 to 65 percent.
The precise strengths, the speed at which he operates his still and the length of time he savesspirit (known as the 'cut') is part of his art and influences the flavor and quality of the product. Itvaries from distillery to distillery but the 'new make' may be about one third of the spirit distilled.Only part of the run is collected, because about halfway through the second distillation, variousoily compounds called 'feints' begin to vaporize. They are mild and pleasant at first, lendingcharacter and flavor to the whisky, but in time their intensity increases to such a degree that tocontinue to collect the spirit will spoil the whole batch.
8/4/2019 7th Sem BHM - F&B Service
22/71
The stillman will again direct the distillate to the low wines and feints charger for re-distillation.Distilling continues until all that is left is 'spent lees' (more or less water). The distillation of 1,500gallons (6,800 liters) of low wines and feints normally takes about six hours.
MATURATION
In this discourse up to this point no mention has been made of whisky. This is simply becausethe spirit produced cannot legally be termed Scotch Whisky until it has been matured in oakcasks for at least three years.
If it is intended to sell the Malt Spirit as a single Malt Whisky then at least eight years maturationor preferably ten to twelve years will be necessitated.
No reputable distiller would market Malt Whisky or even Blended Whisky at such an immatureage as three years. The maturation of whisky i.e. the change from a raw harsh spirit to thesmooth, mellow aromatic whisky, so acceptable to most, is to a great extent a closed book. It isknown, of course, that the spirit vaporizes and permeates through the cask into the atmosphereand that moisture from the atmosphere is drawn into and mixed with the spirit in the cask. It isalso known that, proportionally, the congenerics change in relation to their original content innew spirit. This is, of course, due to the variance in vaporization tendencies.
Many millions of gallons of spirit are lost due to the vaporization during maturation. In the pastefforts have been made to artificially mature whisky. These efforts, one is glad to state, haveproved unsuccessful. Electrolysis, the use of Catalysts and other methods have all been triedbut not with any real degree of success. It is to be hoped that no artificial process of quickmaturation will be forthcoming and thus ensure that, although more and more chemistry is beingapplied to the production of Scotch Whisky, it will still remain an art and not a science
The angels share
The advantage of oak for maturing alcohol is that it is not airtight. It lets surrounding air enter thecask (which explains the salted taste of a whisky aging near the sea), but is also lets evaporatethe whisky it contains. It is generally admitted that between 1 en 2% a year evaporates this way.Evaporation can affect water contained in the cask, but also the alcohol itself, resulting in adiminution of the alcohol percentage. That is called "the angels share". However, thispercentage is theoretical, because this could result in a strange situation, as old whiskies (30years and more) would lose their right to be called whisky. Indeed, assuming a whisky hasabout 70% of alcohol when it leaves the spirit still, and loses about 1% of alcohol a year a 30years old whisky would just have a percentage of 40%, which is the lowest limit for a whisky.
The angels share is indeed the part of alcohol which escapes to excise rights. Excise rights are
calculated on the amount of alcohol coming out of the still (and not on the amount of water). Asthis amount is diminishing over the years, it would not be fear to tax the marketed whisky basedon the alcohol percentage it had when it was distilled...
The nature of the warehouse is also very important. A damp cellar or a dry cellar will influencethe evaporation of the spirit differently. In a dry cellar (with a concrete floor), water will evaporatemainly, letting a dryer whisky with a higher alcoholic percentage. In a damp warehouse (beaten-earth floor) the alcohol will evaporate, letting a rounder whisky, with a smoother taste.
8/4/2019 7th Sem BHM - F&B Service
23/71
Bottling
Bottling is the last step before putting the whisky on the market.
Unlike wine, whisky does not mature anymore in the bottle. So a 12 years old whisky stays a 12years old even 12 years later, and does not become a 24 years old one....
When bottling, some residues are left in the whisky. The effect of this is that whisky looks"cloudy", and this is not always appreciated by the consumer. That's why distilleries found outthe "chill filtering", which removes all this residues. The problem with chill filtering is that it alsoremoves parts of the fragrances and of the taste.
During bottling, the alcohol percentage is reduced. This is the other operation where the qualityof water has a great influence on the taste of whisky. The minimum percentage of alcohol forwhisky is 40%. Most of the bottles are marketed at this percentage, because the excise rightsare calculated on the alcohol proportion in the bottle.
Often whisky is not diluted when bottled. That's called cask strength bottling.
Generally, the casks are mixed before bottling, to get a more standardized product, just likegreat wines. When the whisky comes from just one cask, it is called "single cask".
Useful sites
Whisky
Variety:http://www.examiner.com/x-12276-Austin-Bartender-Examiner~y2009m6d9-Liquor-101--Whiskey
Bottles: http://webexpedition18.com/articles/amazing-whiskey-bottles-and-packages-for-your-inspiration/
Taste:http://www.wikihow.com/Taste-Single-Malt-Scotch
A-Zhttp://www.encyclopedia.com/topic/whiskey.aspx
Cooking - http://www.scotchwhisky.net/cooking/index.htm
Videos: http://www.bruichladdich.com/windows(mpg_&_wmf).htm
Quiz:http://www.quizmoz.com/quizzes/Liquor-Quizzes/w/Whiskey-Quiz.asp
Quiz 1: http://health.howstuffworks.com/alcohol-quiz.htm
Short note on making Single Malt Whisky
Obtain sugar source, ferment, cook resulting beer to increase strength and mature for severalyears.
1. Malting - Sugar source
Encourage germination: Steep barley in water, so enzymes (fructase, maltase) turn the starchpresent in to sugar.
http://www.examiner.com/x-12276-Austin-Bartender-Examiner~y2009m6d9-Liquor-101--Whiskeyhttp://www.examiner.com/x-12276-Austin-Bartender-Examiner~y2009m6d9-Liquor-101--Whiskeyhttp://www.examiner.com/x-12276-Austin-Bartender-Examiner~y2009m6d9-Liquor-101--Whiskeyhttp://webexpedition18.com/articles/amazing-whiskey-bottles-and-packages-for-your-inspiration/http://www.wikihow.com/Taste-Single-Malt-Scotchhttp://www.wikihow.com/Taste-Single-Malt-Scotchhttp://www.encyclopedia.com/topic/whiskey.aspxhttp://www.encyclopedia.com/topic/whiskey.aspxhttp://www.scotchwhisky.net/cooking/index.htmhttp://www.bruichladdich.com/windows(mpg_&_wmf).htmhttp://www.quizmoz.com/quizzes/Liquor-Quizzes/w/Whiskey-Quiz.asphttp://www.quizmoz.com/quizzes/Liquor-Quizzes/w/Whiskey-Quiz.asphttp://health.howstuffworks.com/alcohol-quiz.htmhttp://www.examiner.com/x-12276-Austin-Bartender-Examiner~y2009m6d9-Liquor-101--Whiskeyhttp://www.examiner.com/x-12276-Austin-Bartender-Examiner~y2009m6d9-Liquor-101--Whiskeyhttp://webexpedition18.com/articles/amazing-whiskey-bottles-and-packages-for-your-inspiration/http://www.wikihow.com/Taste-Single-Malt-Scotchhttp://www.encyclopedia.com/topic/whiskey.aspxhttp://www.scotchwhisky.net/cooking/index.htmhttp://www.bruichladdich.com/windows(mpg_&_wmf).htmhttp://www.quizmoz.com/quizzes/Liquor-Quizzes/w/Whiskey-Quiz.asphttp://health.howstuffworks.com/alcohol-quiz.htm8/4/2019 7th Sem BHM - F&B Service
24/71
2. Kilning smoke drying
Stops germination to prevent sugar being used for growing. Dries damp barley ready for milling.Peat smoke flavours the barley grains.
3. Milling Flour creation
By grinding the harden barley grains a Grist is obtained (65% husk, 25% middle and 10%flour) making it possible to extract the sugars.
4. Mashing Sugar extraction
Using large vessel (Mash Tun), hot water is percolated through grist to extract dissolvedsugars, creating hot, sweet water (wort).
5. Fermenting alcohol creation
Cooled wort is put in fermentation vats (Wash-Backs), Yeast is added to eat the sugar andcreate weak alcohol called wash.
6. Distilling concentration of alcohol
Wash is cooked in stills vaporising at 80. The vapour is cooled until it recondenses to become30% spirit (low wines). This is repeated to obtain 70% spirit. The best bit (middle cut) isretained.
7. Maturing whisky creation
Raw British spirit is transformed in to mellow whisky by maturation in top quality oak casks overseveral years the longer the better.
STYLES OF SCOTCH WHISKY
Blended Whiskies: These whiskies are produced from a blend of malt and grain whisky usually50/50 basis. Blends that use a higher proportion of malt whisky are called Deluxe whiskies. Ifthere an age showing on the label it will reflect the number of years the youngest whisky in theblend has matured in cask. Whisky only improves when it is maturing in the cask.
BlendedWhiskies
Deluxe blends
Black & White Chivas RegalTeachers Johnnie Walker VAT 69 Haigs Dimple
Bells Antiquary
Malt Whisky: This is made entirely from malted barley.
Single cask malt: Exceptionally high quality whisky put to mature in a particular cask fora number of years.
Single Malt: Sometimes known as straight malt. It is the unblended product of one singledistillery.
Vatted malt: A marriage of single malts from different distilleries.
8/4/2019 7th Sem BHM - F&B Service
25/71
SCOTCH PRODUCING REGIONS
1. Highland malts2. Lowland Malts3. Campbeltown malts
4. Island or Seaside Malts There are many malts made in the Islands. E.g.: Islay,Jura, Mull, Syke.
Irish whiskey
HISTORY
King Henry II invaded Ireland in 12th century. The natives were drinking uisge beatha. By 1500,
there was so much drunkenness that there was a law against it. Tax was imposed on the 1228distilleries operating at that time. By the end of 1887, there were altogether only 28 distilleries inIreland. In 1966, three companies namely John Jameson, John Power and Cork Distillerscombined to for the IRISH DISTILLERS COMPANY. The oldest distillery in the world called theOld Bushmill founded in 1608 joined the Irish Distillers Company in 1972.
FACTS
Here the pot still and patent still work side by side Most of the Irish whiskey are blended from both stills It is made from malted barley and other grains
It is always triple distilled The legal maturing period for Irish Whiskey is 5 years. Sherry casks and charred American barrels are often used which gives it adistinctive smooth finish
BRAND NAMES ARE:
BushmillJamesonTullamore DewPaddy IrishPowers Gold Label
Middleton Rare
American Whiskey
The art of distilling was brought to America by Irish and Scottish immigrants who settled inPennsylvania, Maryland and Virginia. The product became so popular that in 1791 GeorgeWashington imposed a tax on it. This led to the whiskey rebellion of 1794. The temperancemovement and others had it banned by the notorious Fourteenth Amendment of November1920. This led to Prohibition which lasted 13 long years, ending in 1933. In 1964 the 38 th
Congress of the United States codified the various types of whiskey.
8/4/2019 7th Sem BHM - F&B Service
26/71
Rye whiskeyRye whiskey is made from a mash containing not less than 51% rye. Most comes fromPennsylvania and Maryland and there is a wide variety of quality and styles. There are somestraight ryes, but the majorities are blended with other whiskies or neutral spirit.Ex: Jim Beam
Corn whiskeyMade from a mash containing 80% maize, this gets little ageing and has a fiery flavour.
Straight whiskeyUnblended and made from one type of grain, this is aged for atleast 2 years in charred oakcasks
Blended WhiskeyThis is a combination blend of straight and neutral spirits.
Bourbon whiskey
The classic American Whiskey, this was named after Bourbon County, Kentucky where it wasfirst made. In 1789 the Reverend Elijah Craig, a Baptist Minister, set up a still beside alimestone creek in the Blue Grass Mountain of Kentucky and sold his product as KentuckyBourbon Whiskey. It is produced from mash containing 51% maize but more usually the mashcontains up to 70% maize. Famous examples of this quality whiskey are Jim Beam, Old Crow,Old Forrester, Old Granddad, Wild Turkey, Four Roses and Makers Mark.
Sour Mash BourbonThis is made from a mash which is fermented by using yeast from a previous fermentation.Typical examples are Makers Mark and Eagle Rare.
Tennessee: e.g. Jack Daniels
Canadian whisky
HISTORY OF CANADIAN WHISKY
Canada has been making distilled spirits for over two centuries according to Canadian DistillersAssociation. The first Canadian distillery was opened in Quebec City in 1769.
Canada had its own Prohibition too, from 1916 to 1917. During this ban, alcohol production waslimited only to military, medicinal, scientific, mechanical, and industrial purposes. WhenAmerican Prohibition was repealed in 1933, Canadian whisky became popular once again, thistime legally, both in Canada and in the United States.
By definition, Canadian whisky is a grain spirit that has been aged in charred oak barrels for aminimum of three years.
Canadians tend to give John Molson a credit as the first distiller to produce whisky in Canadain 1799.
The most important grain ingredient used in Canadian whisky is corn.
Master blenders of each distillery would usually take different types of matured whiskies toblend with a house recipe. When the criteria of quality and consistency are met by their
8/4/2019 7th Sem BHM - F&B Service
27/71
standard, whisky is sent off for the final step to be packaged. At Canadian Club distillery,blending takes place before aging their whiskies.
FACTS OF CANADIAN WHISKY
Canadian whisky is made from a mixture of grains namely corn, wheat, malted barley and rye.
Wheat Rye Corn
It is mostly made in multi columned continuous still. It is made is charred oak casks. It is slightlysweet in flavour; light in body and flavour. It is a very good mixer, used for cocktail preparations.
BRAND NAMES
Canadian Club Seagrams Crown Royal Royal Reserve Windros Wisers Deluxe
A GLOSSARY OF WHISKY TERMS
Scotch: means simply that the whisky was distilled and matured in Scotland. Scotch comesfrom Scotland.
Malt Whisky: This indicates that the raw material is barley malt, by itself fermented with yeastand distilled. This produced a far superior whisky to the common grain whisky found in blends.
Malt: Malt is essentially barley which has been allowed to germinate by soaking in water thenhas been dried by the application of heat. The malting process converts the stored starch intosoluble compounds such as the sugar maltose and by so doing makes fermentation possible.Drying the malt over a furnace stops the germinating process and adding peat imparts an aromato the malt.
Blended Scotch: Such a whisky contains a variable proportion of blended malt and grainwhiskies, commonly about 40% malt: 60% grain. A good quality blend may contain more than40% malt, a cheap one much less.
Age Statement: This gives the age of the youngest component of the whisky. Note that
maturation stops at bottling so both the year and the age may be significant. A 12-year-oldwhisky bottled 4 years ago is still a 12-year-old, not a 16-year-old though different years mayoccasionally be quoted.
The Malt Kiln: The fully germinated malt is next transferred to the kiln for drying on a mesh overa fire containing a certain amount of peat, thus contributing to the peaty taste evident in manymalt whiskies.
8/4/2019 7th Sem BHM - F&B Service
28/71
Dressing: The malt contains rootlets. These are removed and used as cattle food. The malt isthen coarsely ground and becomes known as 'malt grist'. This process is called dressing themalt.
Casks: Principally two types of cask are used - Olorosso sherry casks and American oakBourbon casks. Some distilleries use intact barrels. The barrel may be charred before use. No
two casks are the same - one may produce a fine whisky and may be refilled and used againwhereas its neighbour may taste woody after one filling.
Saccharify: To saccharify means to convert to sugar. In whisky distilling it refers to the processwhich takes place during the malting and mashtun stages by which enzymes in the malt,referred to as diastase; turn the starch in the cereals into sugar ready for the fermenting actionof the yeast.Diastase: When conditions of temperature and moisture flavour germination, the embryo andassociated parts of the barley grain secrete a mixture of enzymes commonly known as diastase.These act to modify and make soluble the starch in the barley, thus preparing it for conversionat a later stage to maltose.
Wort: Wort is the liquid drawn off the mash-tun in which the malted and unmalted cereals havebeen mashed with warm water. Wort contains all the sugars of the malt and certain secondaryconstituents. After cooling, it is passed to the fermenting vats.
In Malt distilleries the cereals are all malted; in Grain distilleries a proportion only is malted, theremainder being unmalted. In some cases, Grain distilleries do not separate off wort, passingthe complete mash to the fermentation vessels.Wash: The wort or mash technically becomes wash as soon as yeast is added to startfermentation. However, the term is usually used to refer to the liquid at the end of thefermentation. It is the wash which forms the raw material of the first distillation in the Pot Stillprocess and of the only distillation in the Patent Still process.
Worm: The worm and its surrounding bath of cold running water, or worm-tub, form together thecondenser unit of the Pot Still process of manufacture. The worm itself is a coiled copper tube ofdecreasing diameter. It is kept continuously cold by running water. In it the vapours from the stillcondense.
Low wines: This is the name given to the product of the first distillation in the Pot Still processof manufacture. It is the distillate derived from the wash and contains all the alcohol andsecondary constituents and some water. It forms the raw material of the second distillation,which is carried out in the Spirit Still. The feints and foreshots are added to the low wines whenthe Spirit Still is charged.Foreshots: Foreshots is the term applied to the first fraction of the distillate received during the
distillation of the low wines in the Spirit Still used in the Pot Still process of manufacture. Theyform the first raw runnings of this second distillation and their collection is terminated by thejudgment of the stillman. The following fraction of the distillate is the potable spirit. The foreshotsare returned to the still, together with the feints.
Feints: Feints is the name given to the third fraction of the distillate received from the seconddistillation in the Pot Still process (Tails). They form the undesirable last runnings of thedistillation. As noted above, they are returned with the foreshots to the Spirit Still when it isrecharged with low wines.
8/4/2019 7th Sem BHM - F&B Service
29/71
Principal by-products of Scotch Whisky: The liquids and solids remaining after distillation arenot wasted. It now makes an important contribution to the animal foodstuffs industry. These areextremely rich in protein and are sold in small form to farmers who use them to enrich cattlefood.Grain Whisky distilleries usually recover the carbon dioxide produced during the fermentationstage. This has several applications in industry and in the production of soft drinks.
Green Malt: This is the term used to describe the germinated barley. It is still alive so must bekiln-dried to stop the germination process.
BrandyBrandy has a long and ancient history. Concentrated spirits of wine were first used in ancientGreece and Rome, both as an antiseptic and as a primitive anesthetic. As early as the 13th
century, a kind of brandy was being made from wine in both Spain and Italy. The French did notbegin making this spirit until more than 100 years later.Brandy is distilled from fruits such as grapes, apples, blackberries, and apricots just to name afew. It is distilled around the globe. Depending on the region of origin and the type of fruit used,brandy can be classified into many different categories: Cognac and Armagnac, both Frenchbrandies, Applejack, an American apple brandy, Grappa, a grape brandy, etc. Brandy is, inessence, distilled wine. Most brandies are bottled at eighty proof, meaning 40% alcohol content.Brandy has a unique rating system intended to make identification of its many different typesand aging categories.The letters C, E, F, O, P, S, and V are used to describe the different varieties. C means cognac,
E means extra, F means fine, O means old, P means pale, S means special, and V means veryspecial. Combinations of these letters are used to distinguish different types of brandy. Forexample, VSOP is very special old pale which is aged for five years in a wood cask and oftencalled five star brandies. There is also other vocabulary that brandy drinkers are familiar with.Napoleon means the brandy is at least six years old, usually much older. Vintage means thatthe liquor must be kept inside a wooden cask until the time it is bottled, and Hors Dage meansthe exact age of the brandy is unknown. Brandy is best served at room temperature.Long before the sixteenth century wine was enjoying its status as one of the most popular drinksin Europe. In 1512 a Dutch trader, searching for a way in which to transport larger quantities ofwine, found that by removing the water from the wine he get more casks of wine onto his ship.He could then add the missing water back to the wine when he reached his destination. This
was known as brandewijn which meant burnt wine in Dutch and eventually became brandy.Cognac, one of the more famous and popular brandies, originated in the seventeenth centurywhen the Cognacais family began to double distill their wines. This drink quickly became one ofthe most essential and profitable exports in France. It was first exported to Holland, thebirthplace of the liquor, and was soon expended to England, the Far East, and the New World.In France cognac became the drink of choice for the aristocracy. The King use to partake of itsfruity and potent taste with strict regularity. Cognac, both then and to this present day, isproduced in the Cognac region of France. Cognac it made from white wine, which is producedfrom the vineyards of this area.
8/4/2019 7th Sem BHM - F&B Service
30/71
Brandies saw their introduction into the New World in the late seventeenth century. Spanishmonks, who developed a taste for the drink before they left Europe, brought with them to theNew World many casks of Brandy. However, when they ran out of it they quickly found that thenative grapes that grew in California were a perfect source for brandy. They also found thatother fruits could be used to produce the much-loved drink. At this time several other counties
were also discovering the cacophony of fruit that brandy could be derived from. Germany,Greece, Italy, Portugal, Australia, and South Africa were all producing fruit brandy by the end ofthe eighteenth century.
"Brandy" is derived from brandywijn, a word of Dutch origin for "burnt wine". Created in a still toleave the water and remove the alcoholic vapour which condenses back into liquid form as itcools. In other languages too, it is the burning that is the essential feature. Brandy wasdiscovered by accident. However, this accident has led to an entirely new market. It has manydifferent types and offer many different levels of sweetness, bitterness, and smoothness.
Grape Brandy is Brandy distilled from fermented grape juice or crushed but not pressed grapepulp and skin. This spirit is aged in wooden casks (usually oak) which colors it, mellows thepalate, and adds additional aromas and flavors.
Pomace Brandy (Italian Grappa and French Marc are the best-known examples) is Brandymade from the pressed grape pulp, skins, and stems that remain after the grapes are crushedand pressed to extract most of the juice for wine. Pomace Brandies, which are usually minimallyaged and seldom see wood, are an acquired taste. They often tend to be rather raw, althoughthey can offer a fresh, fruity aroma of the type of grape used, a characteristic that is lost inregular oak-aged Brandy.
Fruit Brandy is the default term for all Brandies that are made from fermenting fruit other thangrapes. It should not be confused with Fruit-Flavored Brandy, which is grape Brandy that hasbeen flavored with the extract of another fruit. Fruit Brandies, except those made from berries,are generally distilled from fruit wines. Berries tend to lack enough sugar to make a wine withsufficient alcohol for proper distillation, and thus are soaked (macerated) in high-proof spirit toextract their flavor and aroma. The extract is then distilled once at a low proof. Calvados, theApple Brandy from the Normandy region of Northwestern France, is probably the best knowntype of Fruit Brandy. Eau-de-vie ("water of life") is the default term in French for spirits ingeneral, and specifically for colorless fruit brandy, particularly from the Alsace region of Franceand from California.
Brandy, like Rum and Tequila, is an agricultural spirit. Unlike grain spirits such as Whisky,Vodka, and Gin, which are made throughout the year from grain that can be harvested andstored, Brandy is dependent on the seasons, the ripening of the base fruit, and the production ofthe wine from which it is made. Ty