Embed Size (px)
Citation preview
8.6 Processens duglighet (kapabilitet)8.6 Processens duglighet (kapabilitet)
σ
μLSL USL
μ
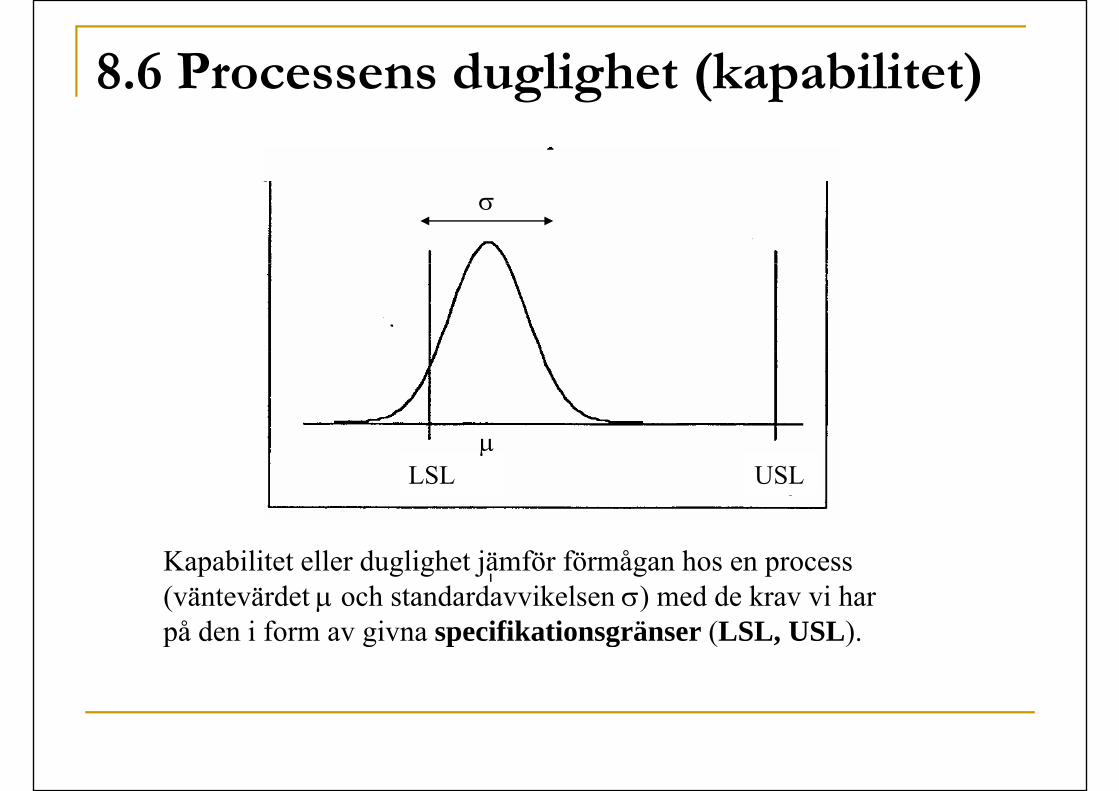
Kapabilitet eller duglighet jämför förmågan hos en process (väntevärdet μ och standardavvikelsen σ) med de krav vi har på den i form av givna specifikationsgränser (LSL, USL).

8.6 Processens duglighet (kapabilitet)Det är vanligtvis nödvändigt att få information om kapabiliteten för en process då den är under kontroll.
8.6 Processens duglighet (kapabilitet)
process då den är under kontroll.
Betrakta en normalfördelad population med väntevärde μ och standardavvikelse σstandardavvikelse σ.
För en sådan population är sannolikheten att få ett värde större än μ + 3σeller mindre än μ - 3σ cirka 0.0027.
Vi säger att de ”naturliga” toleransgränserna är:Vi säger att de naturliga toleransgränserna är:
NUTL= μ + 3σNLTL= μ - 3σ
Dvs för en process som är under kontroll bör 99 73% av observationernaDvs. för en process som är under kontroll bör 99.73% av observationerna hamna innanför de naturliga toleransgränserna.
8.6 Processens duglighet (kapabilitet)Två saker bör kommenteras:
8.6 Processens duglighet (kapabilitet)
1. 0.27% utanför dessa gränser låter lite men utgör 2700 felaktigaper 1 miljon tillverkadeper 1 miljon tillverkade.
2. Om processen inte är normalfördelad kan andelen utanför gränserna skilja sig mycket från 0.27%
Om vi har många observationer är histogrammet tillsammans med d l ä d t h t d d ik l fö b ti tt t ä kt ättmedelvärdet och standardavvikelsen för observationerna ett utmärkt sätt
att uppskatta de naturliga toleransgränserna μ ± 3σ.
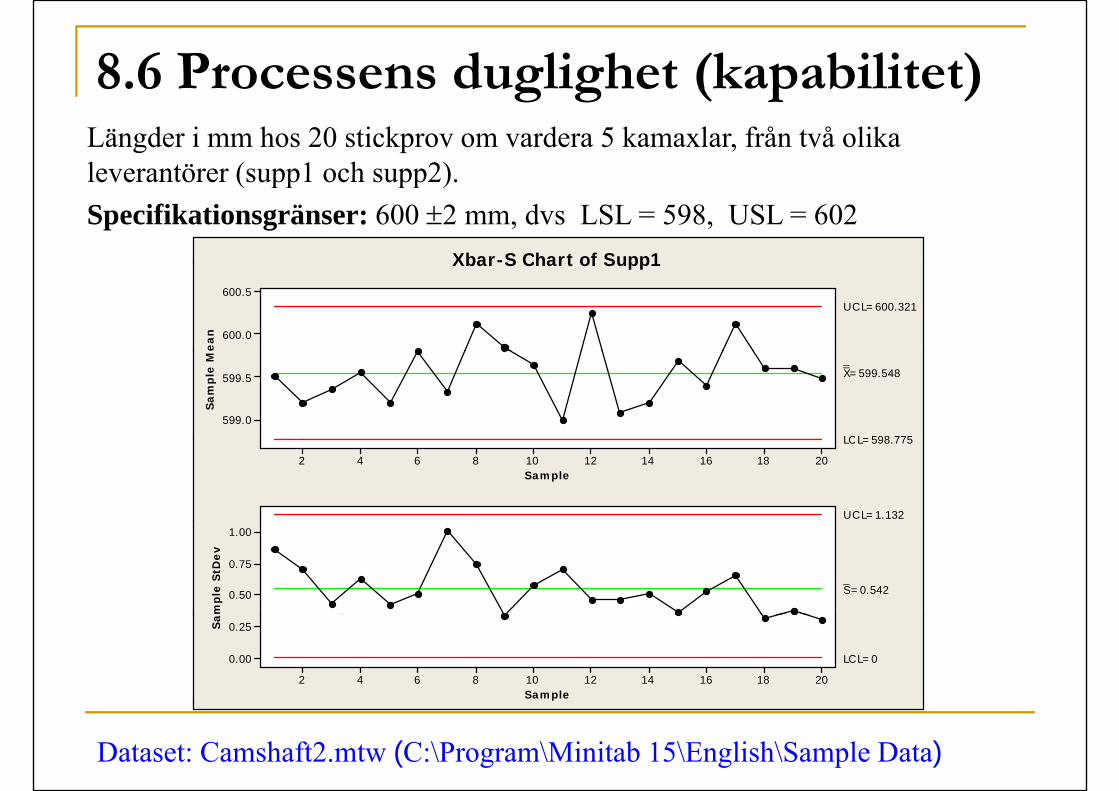
8.6 Processens duglighet (kapabilitet)Längder i mm hos 20 stickprov om vardera 5 kamaxlar, från två olika leverantörer (supp1 och supp2)
8.6 Processens duglighet (kapabilitet)
leverantörer (supp1 och supp2).Specifikationsgränser: 600 ±2 mm, dvs LSL = 598, USL = 602
Xbar-S Chart of Supp1
ea
n
600.5
600.0
UC L=600.321
Xbar S Chart of Supp1
Sa
mp
le M
599.5
599.0
__X=599.548
LC L=598 775
Sample2018161412108642
LC L=598.775
UC L=1.132
mp
le S
tDe
v
1.00
0.75
0.50_S=0.542
Sample
Sa
2018161412108642
0.25
0.00 LC L=0
Dataset: Camshaft2.mtw (C:\Program\Minitab 15\English\Sample Data)
8.6 Processens duglighet (kapabilitet)
A nderson-Darling Normality Test
Summary for Supp1
8.6 Processens duglighet (kapabilitet)
V ariance 0.38Sk 0 082566
A -Squared 0.84P-V alue 0.029
Mean 599.55StDev 0.62
Skewness -0.082566Kurtosis 0.745102N 100
Minimum 597.801st Q uartile 599.20Median 599.60
600.75600.00599.25598.50597.75
Median 599.603rd Q uartile 600.00Maximum 601.20
95% C onfidence Interv al for Mean
599.43 599.67
95% C onfidence Interv al for Median
Mean
599.40 599.60
95% C onfidence Interv al for StDev
0.54 0.7295% Confidence Intervals
Median
599.70599.65599.60599.55599.50599.45599.40
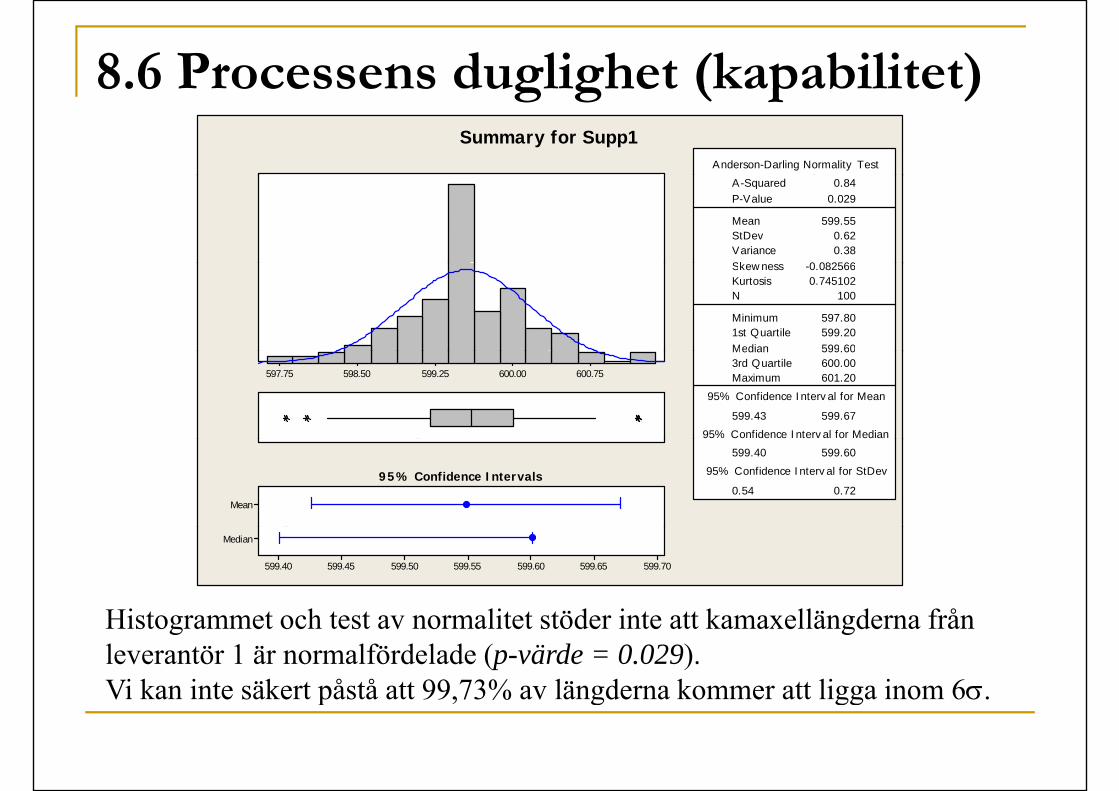
Hi t t h t t lit t töd i t tt k llä d f åHistogrammet och test av normalitet stöder inte att kamaxellängderna från leverantör 1 är normalfördelade (p-värde = 0.029).Vi kan inte säkert påstå att 99,73% av längderna kommer att ligga inom 6σ.p , g gg
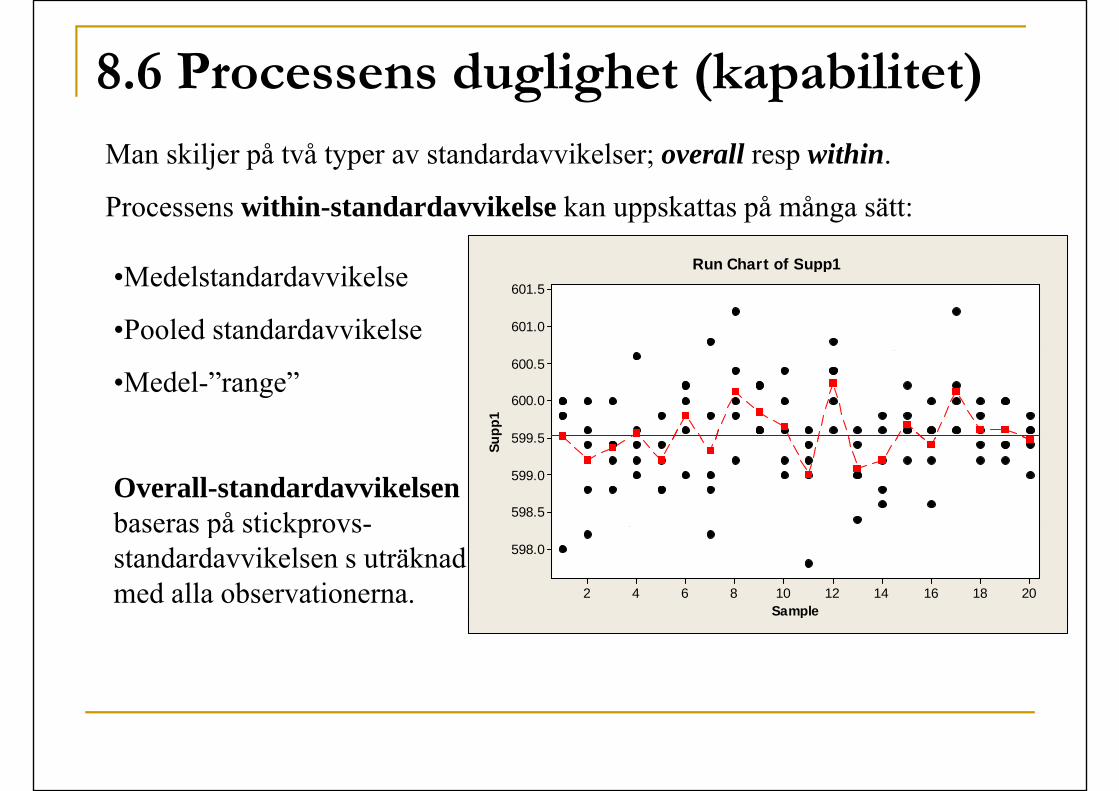
8.6 Processens duglighet (kapabilitet)Man skiljer på två typer av standardavvikelser; overall resp within.
8.6 Processens duglighet (kapabilitet)
Processens within-standardavvikelse kan uppskattas på många sätt:
Run Chart of Supp1601.5
601.0
Run Chart of Supp1•Medelstandardavvikelse
•Pooled standardavvikelse
upp1
600.5
600.0
599 5
•Medel-”range”
Su
599.5
599.0
598.5Overall-standardavvikelsenbaseras på stickprovs-
Sample2018161412108642
598.0
baseras på stickprovsstandardavvikelsen s uträknad med alla observationerna.
Sample
8.6 Processens duglighet (kapabilitet)8.6 Processens duglighet (kapabilitet)
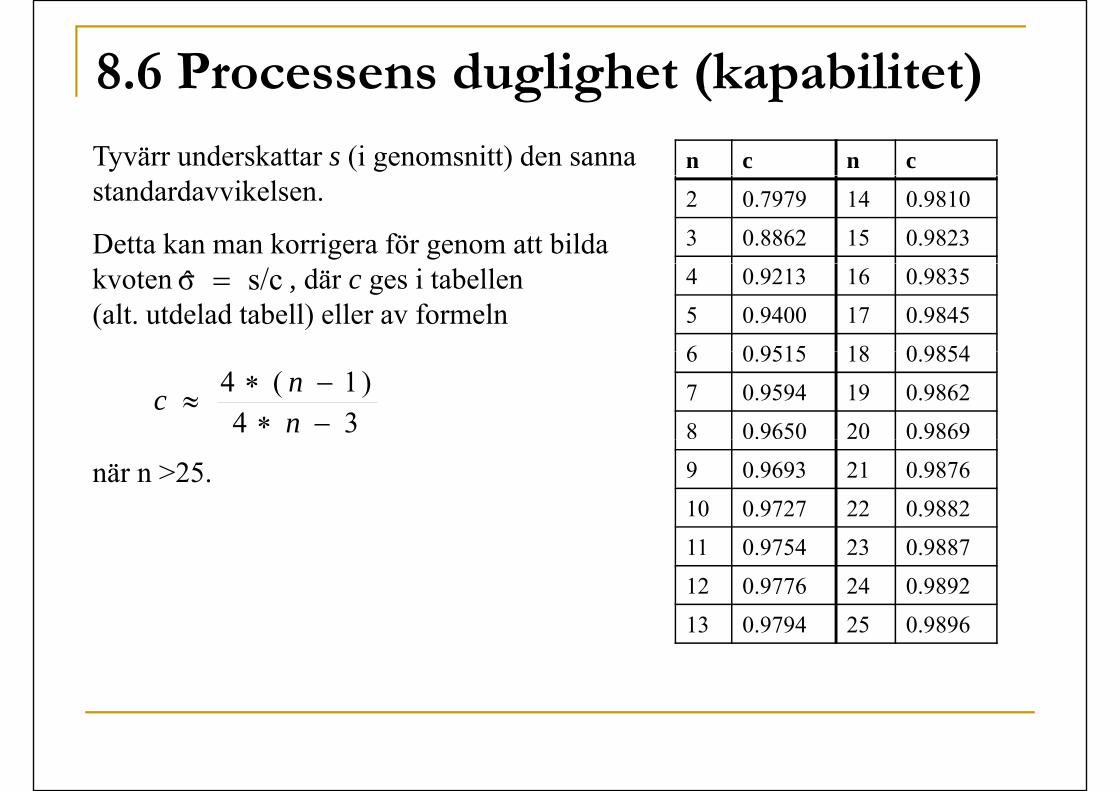
Tyvärr underskattar s (i genomsnitt) den sanna n c n cstandardavvikelsen.
Detta kan man korrigera för genom att bilda 2 0.7979 14 0.9810
3 0.8862 15 0.9823
kvoten , där c ges i tabellen (alt. utdelad tabell) eller av formeln
4 0.9213 16 0.9835
5 0.9400 17 0.9845
6 0 9515 18 0 9854
s/cσ̂ =
6 0.9515 18 0.9854
7 0.9594 19 0.9862
8 0.9650 20 0.986934)1(4
−∗−∗
≈nnc
när n >25. 9 0.9693 21 0.9876
10 0.9727 22 0.9882
11 0.9754 23 0.9887
12 0.9776 24 0.9892
13 0.9794 25 0.9896

8.6 Processens duglighet (kapabilitet)g g ( p )Stickprovets standardavvikelsen (overall) blir s = 0.62 (mer exakt 0.6193).Efter korrigering blir skattningenEfter korrigering blir skattningen
N t tt MINITAB älj tt i t k i ll d d ik l !.9975.0/6193.0/ˆ 0.6208=== csσ
Notera att MINITAB väljer att inte korrigera overall-standardavvikelsen!
Vi k ä k d d ik l ( i hi ) if å diVi kan även skatta standardavvikelsen (within) utifrån styrdiagrammet genom medelvärdet av 20 standardavvikelser vardera baserad på 5 kamaxellängder.
5440S
Efter korrigering blir skattningen .94.0/544.0/ˆ 0.5787=== csσ
544.0S =
Vi kan även skatta standardavvikelsen (within) utifrån styrdiagrammet genom medelvärdet av 20 variationsvidder vardera baserad på 5 kamaxellängder.
Efter korrigering blir skattningen .326.2/36.1/ˆ 2 5850.=== dRσ36.1R =

8.6 Processens duglighet (kapabilitet)g g ( p )Vi kan även skatta σ med den ”poolade” standardavvikelsen.
M d i l k i b ä l i i SS i i llMed variansanalys kan vi bestämma total variation SST, variation mellan stickprov SSTREATMENTS och den ”rena” (within) variationen SSE.
Varje stickprov betraktar vi som en behandling som är slumpmässig (randomeffect).
General Linear Model: Supp1 versus C7
Factor Type Levels ValuesStpr random 20 1; 2; 3; 4; 5; 6; 7; 8; 9; 10; 11; 12; 13;
14; 15; 16; 17; 18; 19; 20
Analysis of Variance for Supp1, using Adjusted SS for Testsy pp , g j
Source DF Seq SS Adj SS Adj MS F PStpr 19 11,5536 11,5536 0,6081 1,84 0,032Error 80 26 4160 26 4160 0 3302Error 80 26,4160 26,4160 0,3302Total 99 37,9696
S = 0,574630 R-Sq = 30,43% R-Sq(adj) = 13,91%

8.6 Processens duglighet (kapabilitet)g g ( p )Variansen skattar vi med MSE = 0.3304 ⇒ = 0.5748.EMS
För att få en väntevärdesriktig skattning av standardavvikelsen måste vi divideras med konstanten
c(df) ≈ 4(df-1)/(4*df-3) = 4(80-1)/(4*80-3) = 0.996845
dvs. vi får att den ”poolade” skattning av standardavvikelsen blir
0.5748/ 0.996845 = 0.57645

8.6 Processens duglighet (kapabilitet)8.6 Processens duglighet (kapabilitet)Beroende på hur vi väljer att skatta standardavvikelsen σ kan vi nu uppskatta det
t li t l änaturliga toleransgränserna.Vi kan antingen använda
(Rbar) 599 548 ± 3*0 585 = (597 79 601 30) eller(Rbar) 599.548 ± 3 0.585 (597.79, 601.30) eller (Sbar) 599.548 ± 3*0.5787 = (597.81, 601.28) eller (Pooled) 599.548 ± 3*0.5764 = (597.82, 601.28) eller ( ) ( , )(Overall) 599.548 ± 3*0.6193 = (597.69, 601.41).
Att jämföra med de i exemplet givna toleransgränserna (specifikationsgränserna)Att jämföra med de i exemplet givna toleransgränserna (specifikationsgränserna)598 respektive 602.
Den uppskattade nedre naturliga toleransgränsen ligger under den nedre toleransgränsen (specifikationsgränsen).Den övre toleransgränsen ligger under den övre toleransgränsenDen övre toleransgränsen ligger under den övre toleransgränsen.Dessutom har vi en produktion som ligger lägre i värde än vad som avses. (Här kan man fråga sig om börvärdet μ = 600 eller om μ är närmare 599.5)( g g μ μ )
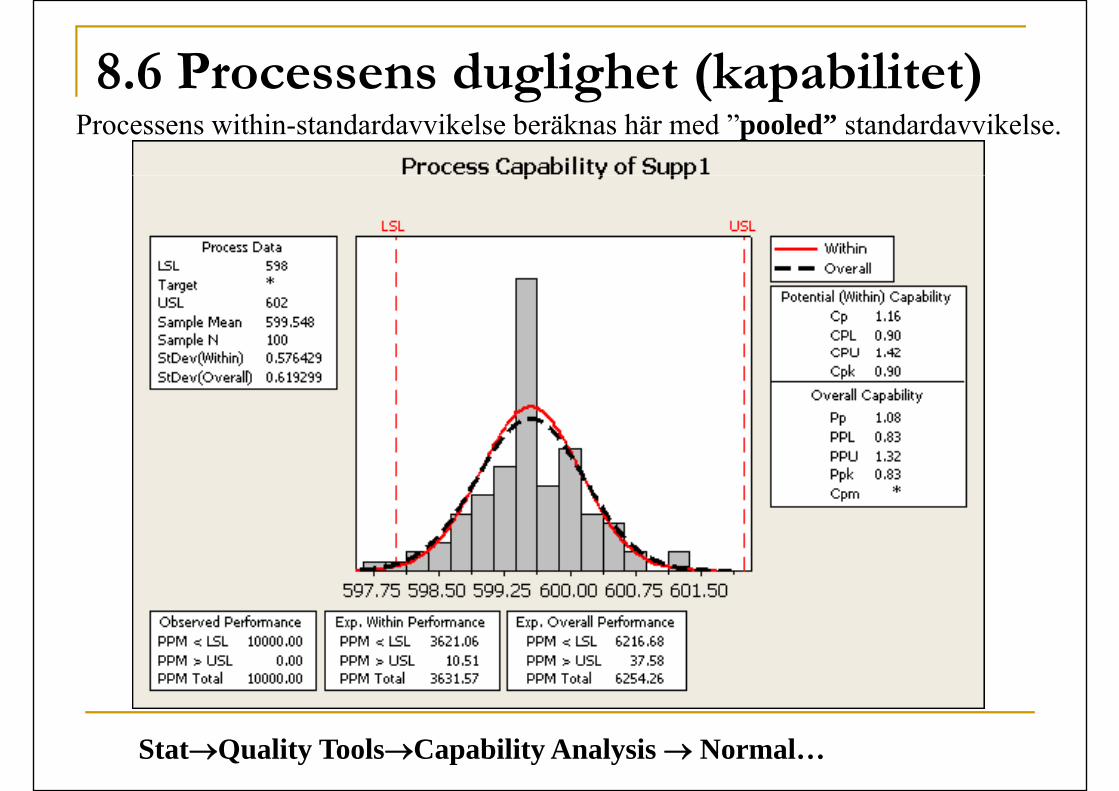
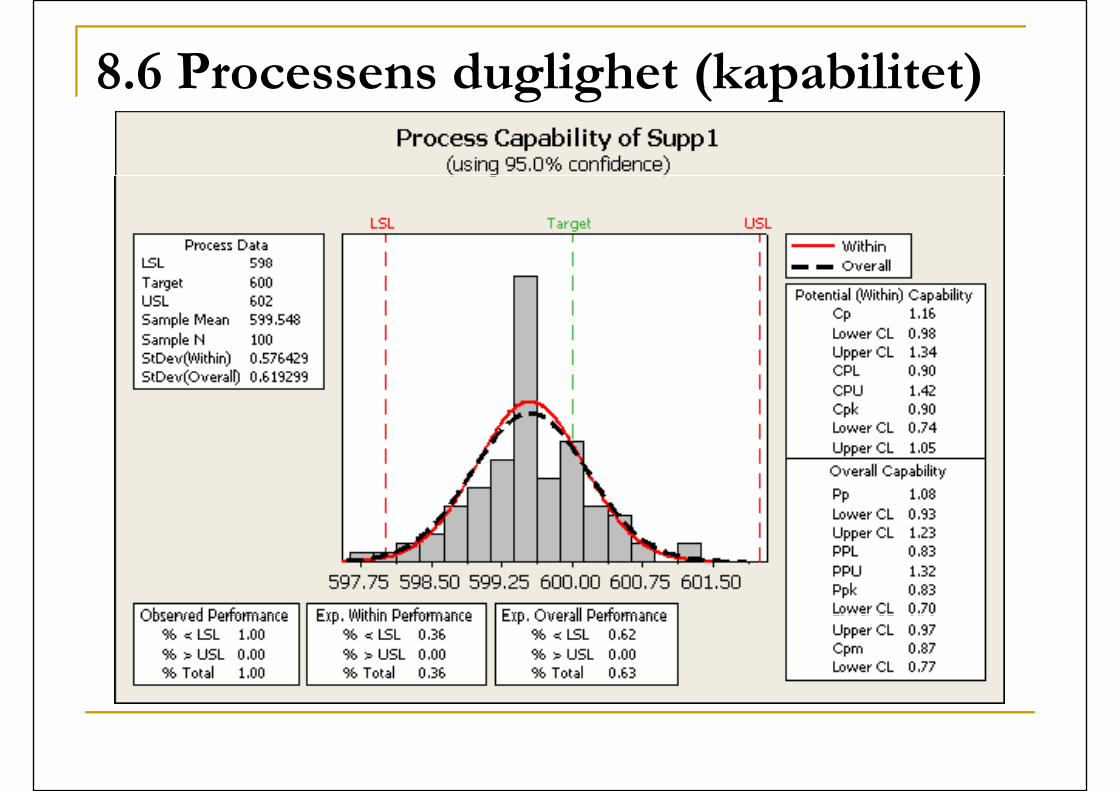
8.6 Processens duglighet (kapabilitet)Processens within-standardavvikelse beräknas här med ”pooled” standardavvikelse.8.6 Processens duglighet (kapabilitet)
Stat→Quality Tools→Capability Analysis → Normal…

8.6 Processens duglighet (kapabilitet)Ett mått på processens kapabilitet är kvoten
σ6LSLUSLCp −
=
8.6 Processens duglighet (kapabilitet)
där USL och LSL är specifikationsgränserna. Eftersom σ oftast är okänd ersätts den av en skattning av σ
σ6
Eftersom σ oftast är okänd ersätts den av en skattning av σ(antingen ”within” eller ”overall” standardavvikelsen).
A ä d ” ll” k tt i b t k k t P i MINITABAnvänds ”overall”-skattningen betecknas kvoten Pp i MINITAB.
Cp och Pp (potentiell kapabilitetskvot) är mått på förmågan hos processen att p p (p p ) p g ptillverka produkter som uppfyller specifikationerna.
Toleransområdets bredd (6σ) bör inte vara bredare än specifikationsviddens ( ) pbredd (USL-LSL).
(1/Cp)*100 anger hur stor procentuell andel av specifikationsvidden som(1/Cp) 100 anger hur stor procentuell andel av specifikationsvidden som används av processen.

8.6 Processens duglighet (kapabilitet)Cp > 1 innebär att de flesta enheterna uppfyller specifikationsgränserna
8.6 Processens duglighet (kapabilitet)
(om processen är centrerat runt önskat väntevärde µ).
Cp ≅ 1 innebär att cirka 99.73% av enheterna uppfyller specifikationsgränserna (om processen är centrerat runt önskat väntevärde µ).
Cp < 1 innebär att en låg andel av enheterna uppfyller specifikations-gränserna.
T l ( li t MINITAB) C > 1 33Tumregel (enligt MINITAB) Cp > 1.33.
I exemplet blirpCp = (602-598)/(6*0.5764) = 1.157 (within, ”pooled”)Pp = (602-598)/(6*0.6208) = 1.074 (overall)

8.6 Processens duglighet (kapabilitet)8.6 Processens duglighet (kapabilitet)
Cp (Pp) tar inte hänsyn till var processens medelvärde är lokaliserat i förhållande till specifikationsgränserna.
Cp mäter endast utbredningen av specifikationerna i förhållande till 6 i tb d i i6-sigma utbredningen i processen.
Om processen har ett medelvärde som avviker från centrum avOm processen har ett medelvärde som avviker från centrum av specifikationen kommer den aktuella kapabiliteten att vara lägre än Cp (den potentiella kapabiliteten). ( p p )

8.6 Processens duglighet (kapabilitet)Ett mått på den aktuella kapabiliteten definieras som
8.6 Processens duglighet (kapabilitet)
⎥⎦⎤
⎢⎣⎡=⎥⎦
⎤⎢⎣⎡ −−
=σσσ
μσ
μ3
,3
min3
,3
minCpk CPLCPULSLUSL
vilken skattas med
⎥⎤
⎢⎡ −− LSLX,XUSLmin
I exemplet får vi med ”poolad within-skattning”
⎥⎦⎢⎣ σσ ˆ3,
ˆ3min
I exemplet får vi med poolad within skattning
Cpk = min[(602–599.548)/(3*0.5764), (599.548-598)/(3*0.5764)] = p [( ) ( ), ( ) ( )]
= min[1.42, 0.90] = 0.90

8.6 Processens duglighet (kapabilitet)För ”overall”-skattningen får vi motsvarande mått
8.6 Processens duglighet (kapabilitet)
Ppk = min[(602–599.548)/(3*0.6193), (599.548-598)/(3*0.6193)] =
= min[1.32, 0.83] = 0.83

8.6 Processens duglighet (kapabilitet)Ett ytterligare mått på den aktuella kapabiliteten som MINITAB ger är
8.6 Processens duglighet (kapabilitet)
⎥⎦⎤
⎢⎣⎡ −−
=σ
μσ
μ3
ˆ,3
ˆminCCpk LSLUSL
där
⎪⎨
⎧jiShSS )/2( S
anges target omtarget
⎪⎩
⎪⎨=
annarstargetejmen angivet är LSLoch USLomLSL)/2- (USLˆ
xμ
MINITAB anger också kapabilitetsmåttet Cpm som tar hänsyn till hur långt man ligger i förhållande till target när standardavvikelsen beräknas.
)1/()( 2 −−= ∑ nxStDev i target
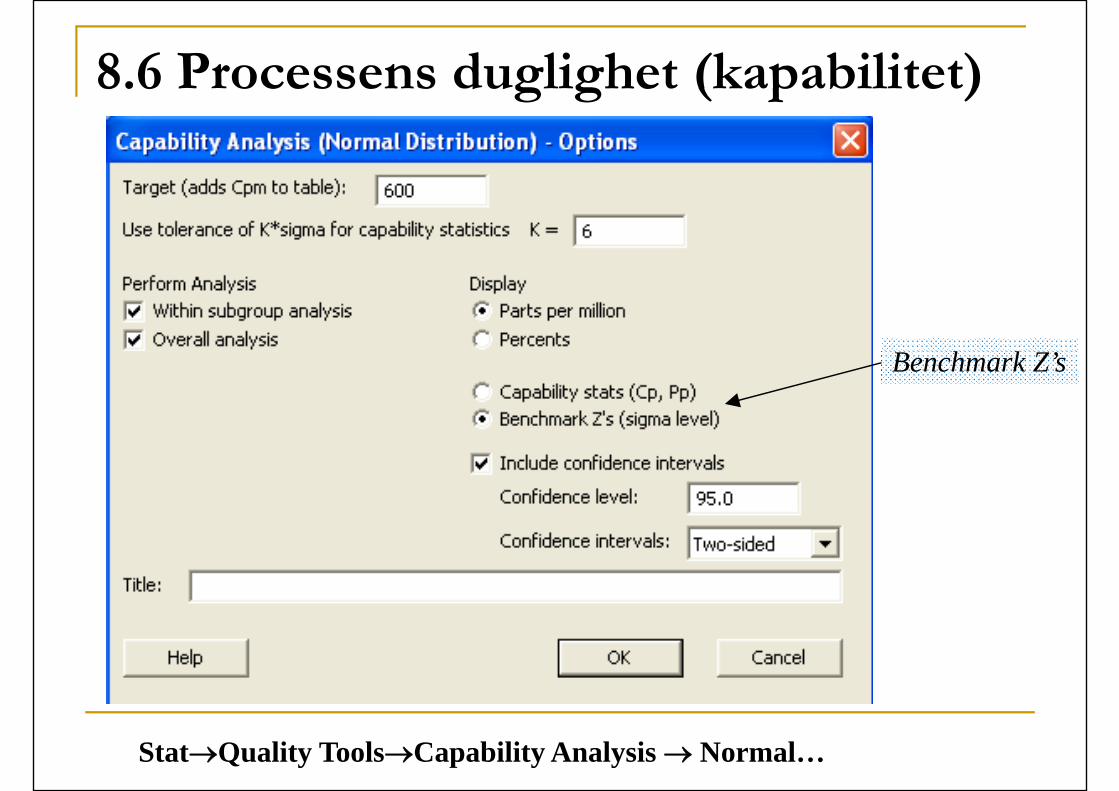
Target specificeras under options.

8.6 Processens duglighet (kapabilitet)8.6 Processens duglighet (kapabilitet)Estimate…se nästa slide
Targetvärde
se nästa slide
gspecificeras under Options…
Under Storage…kan vi sparakan vi spara undan alla kapabilitetsmått.
Stat→ Quality Tools→ Capability Analysis → Normal…

8.6 Processens duglighet (kapabilitet)8.6 Processens duglighet (kapabilitet)
Här kan man välja om skattningarna av standardavvikelsernastandardavvikelserna skall korrigeras eller inte.
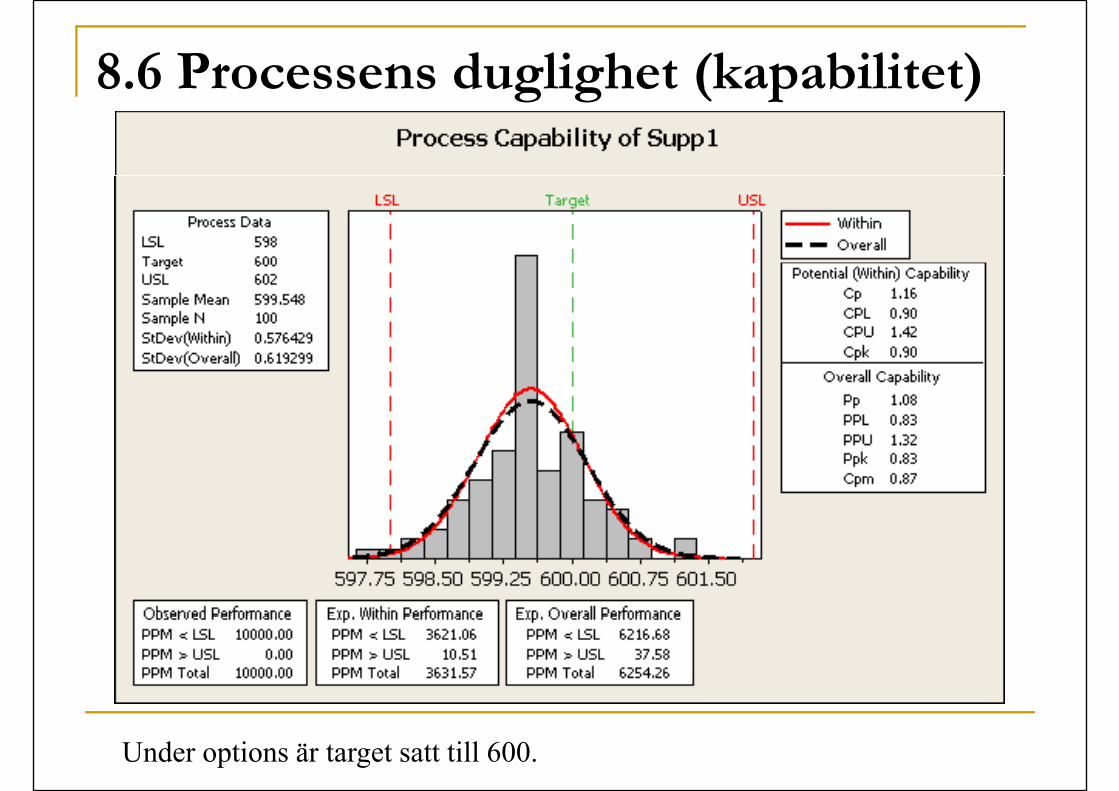
8.6 Processens duglighet (kapabilitet)8.6 Processens duglighet (kapabilitet)
Under options är target satt till 600.

8.6 Processens duglighet (kapabilitet)
Betraktar vi datamaterialet finner man att en observation var lägre än LSL
8.6 Processens duglighet (kapabilitet)
medan noll stycken var större an USL.Vi observerade 1 på 100 som var mindre än LSL, dvs 10000 ppm (parts per million)dvs. 10000 ppm (parts per million)Vi fann också att 0 ppm var större än USL. Totalt: 10000 ppm var utanför toleransgränsernapp g
Eftersom vi antar att observationerna är normalfördelade kan vi bestämma sannolikheterna att en observation skall hamna utanför toleransgränsernasannolikheterna att en observation skall hamna utanför toleransgränserna.P(Obs < LSL) = P((Obs-μ)/σ < (LSL-μ)/σ) = Φ((LSL-μ)/σ) =
= Φ(598 599 548)/0 57643) = Φ( 2 6855) = 0 00362= Φ(598-599.548)/0.57643) = Φ(-2.6855) = 0.00362Vi förväntar oss i genomsnitt att finna 3621.1 av en miljon observationer nedanför LSL. Räknar vi med StDev (Overall) = 0.6193 får vi att P(Obs < LSL) = Φ(598-599.548)/ 0.6193) = Φ(-2.4996) = 0.00622( ) ( ) ) ( )
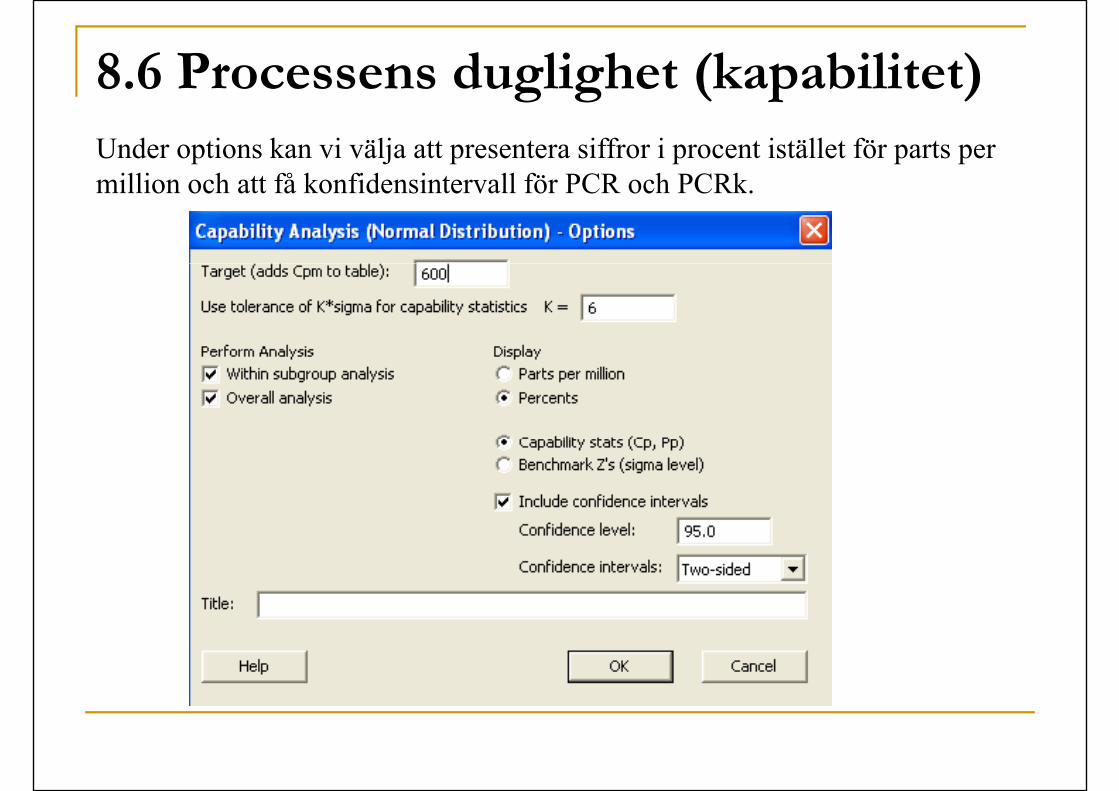
8.6 Processens duglighet (kapabilitet)8.6 Processens duglighet (kapabilitet)Under options kan vi välja att presentera siffror i procent istället för parts per
illi h tt få k fid i t ll fö PCR h PCRkmillion och att få konfidensintervall för PCR och PCRk.
8.6 Processens duglighet (kapabilitet)8.6 Processens duglighet (kapabilitet)

8.6 Processens duglighet (kapabilitet)8.6 Processens duglighet (kapabilitet)
601 5
Run Chart of Supp1601,5
601,0
600 5
upp1
600,5
600,0
599,5
Su
,
599,0
598,5
2018161412108642
598,0
Sample
Number of runs about median: 13Expected number of runs: 11,00000
Number of runs up or down: 13Expected number of runs: 13,00000
0,17906
Longest run about median: 3Approx P-Value for Clustering: 0,82094Approx P-Value for Mixtures: 0,50000
Longest run up or down: 3Approx P-Value for Trends: 0,50000Approx P-Value for Oscillation:
Stat→Quality Tools→Run Chart…
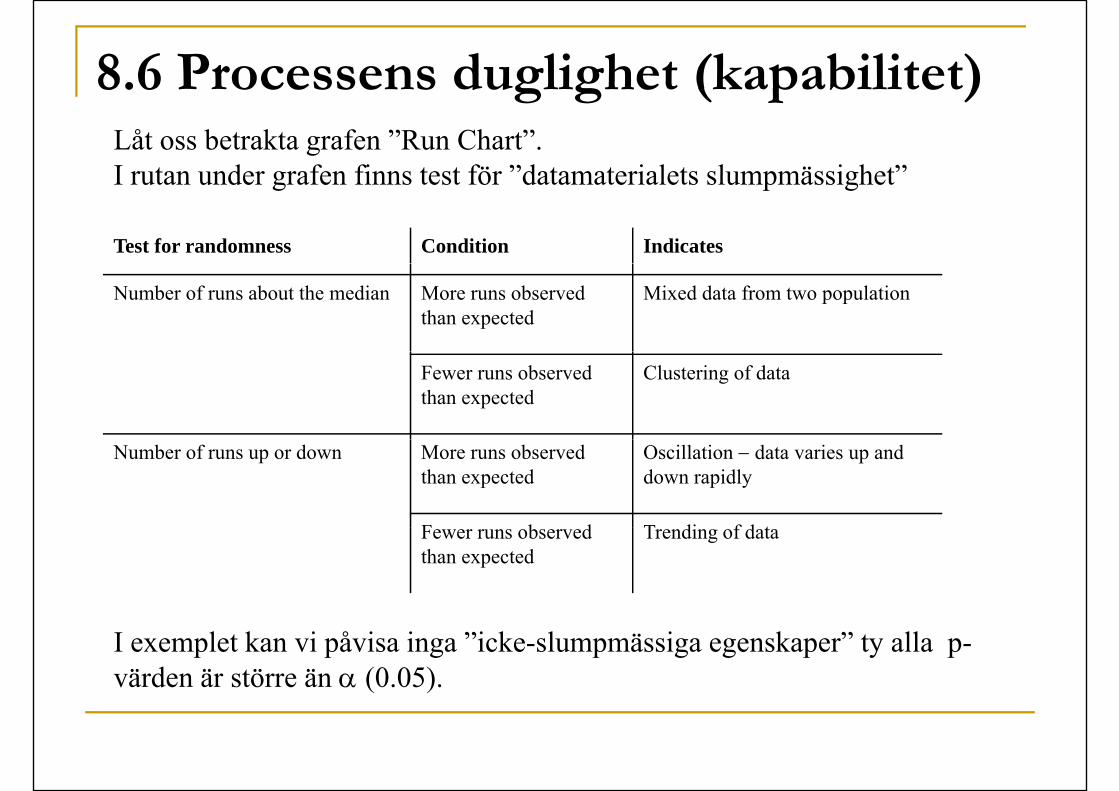
8.6 Processens duglighet (kapabilitet)8.6 Processens duglighet (kapabilitet)Låt oss betrakta grafen ”Run Chart”.I rutan under grafen finns test för ”datamaterialets slumpmässighet”I rutan under grafen finns test för datamaterialets slumpmässighet
Test for randomness Condition Indicates
Number of runs about the median More runs observed than expected
Mixed data from two population
Fewer runs observed than expected
Clustering of data
Number of runs up or down More runs observed than expected
Oscillation − data varies up and down rapidly
F b d T di f d tFewer runs observed than expected
Trending of data
I exemplet kan vi påvisa inga ”icke-slumpmässiga egenskaper” ty alla p-värden är större än α (0.05).
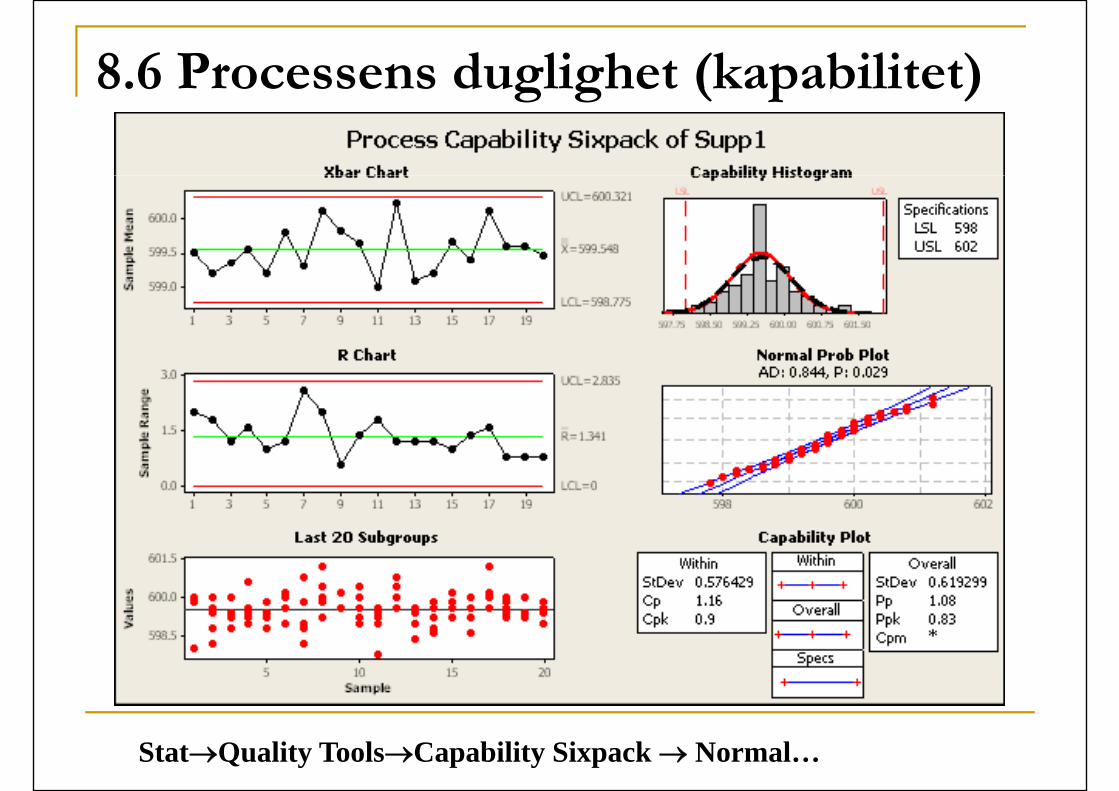
8.6 Processens duglighet (kapabilitet)8.6 Processens duglighet (kapabilitet)
Stat→Quality Tools→Capability Sixpack → Normal…
8.6 Processens duglighet (kapabilitet)8.6 Processens duglighet (kapabilitet)
h kBenchmark Z’s
Stat→Quality Tools→Capability Analysis → Normal…
8.6 Processens duglighet (kapabilitet)8.6 Processens duglighet (kapabilitet)
Stat→Quality Tools→Capability Analysis → Normal…

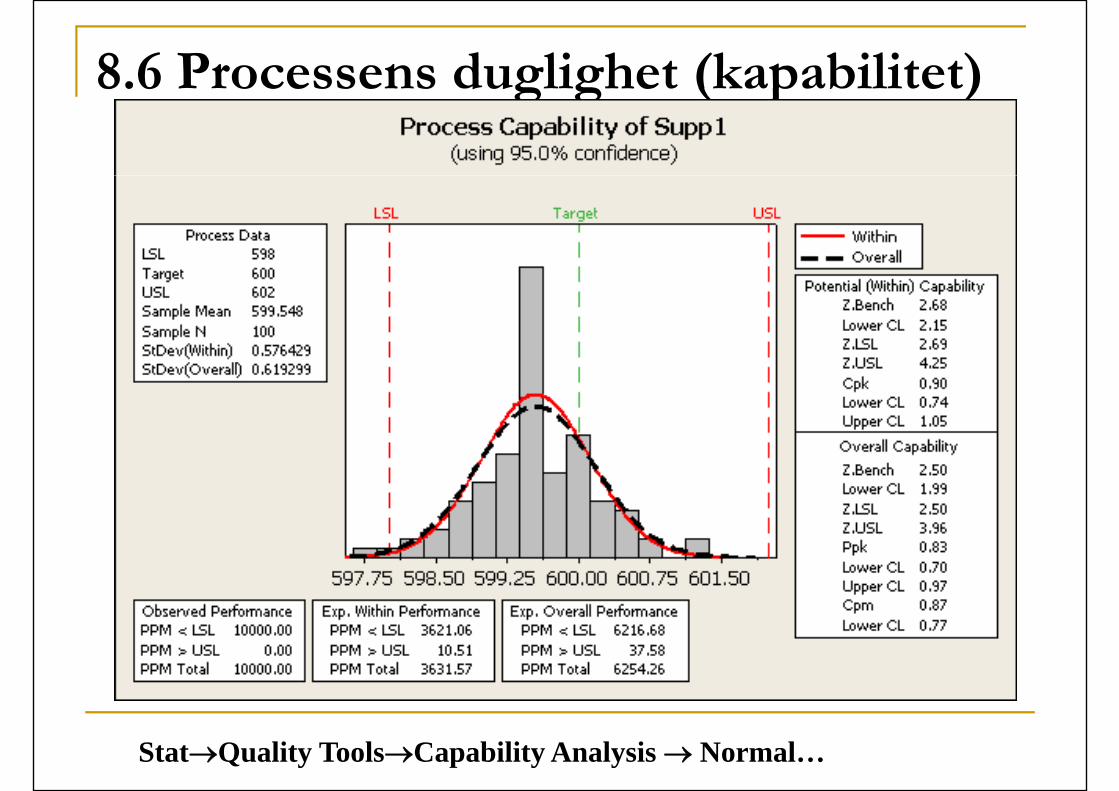
8.6 Processens duglighet (kapabilitet)Betraktar man ”within-analysen” finner man att
8.6 Processens duglighet (kapabilitet)
2.69 och 4.25. =−
=WITHIN
xσ̂
LSLZ.LSL ==WITHIN
xσ̂
-USLZ.USL
D v s LSL ligger 2.69* enheter till vänster om medelvärdet och
att USL ligger 4.25* enheter till höger om medelvärdet.WITHINσ̂
WITHINσ̂att US gge . 5 e ete t öge o ede vä det.
Cpk-värde > 1 om och endast om både Z.LSL och Z.USL är större än 3.
WITHIN
P(Obs < LSL) = 0.00362106P(Obs > USL) = 0.00001051P(Obs utanför gränserna) = 0.00362106 + 0.00001051 = 0.0036316
8.6 Processens duglighet (kapabilitet)
Z.Bench = 2.68 är bestämd så att sannolikheten att vi skall ligga
8.6 Processens duglighet (kapabilitet)
gg
2.68*σWITHIN till vänster om medelvärdet är 0.0036316,
( lt ti t ä likh t tt i k ll li 2 68* till hö(alternativt är sannolikheten att vi skall ligga 2.68*σWITHIN till höger om
medelvärdet är 0.00363)
Ju större Z.Bench-värde desto mindre är sannolikheten att vi skall hamna utanför specifikationsgränserna.
Motsvarande kan vi bestämma m h a ”overall”-standardavvikelsen.

8.6 Processens duglighet (kapabilitet)För att sannolikheter, test och konfidensintervall skall vara pålitliga så
8.6 Processens duglighet (kapabilitet)
bör observationerna vara normalfördelade.
Om de inte är normalfördelade känner vi kanske till den korrektaOm de inte är normalfördelade, känner vi kanske till den korrekta fördelningen.Då kan vi utnyttja detta vid konstruktionen av kapabilitetsanalysen.
Skulle vi inte känna till den korrekta fördelningen kan vi försöka att transformera data till att likna normalfördelade datatransformera data till att likna normalfördelade data.

8.6 Processens duglighet (kapabilitet)8.6 Processens duglighet (kapabilitet)
Stat→Quality Tools→Individual Distribution Identification

8.6 Processens duglighet (kapabilitet)8.6 Processens duglighet (kapabilitet)
Stat→Quality Tools→Individual Distribution Identification
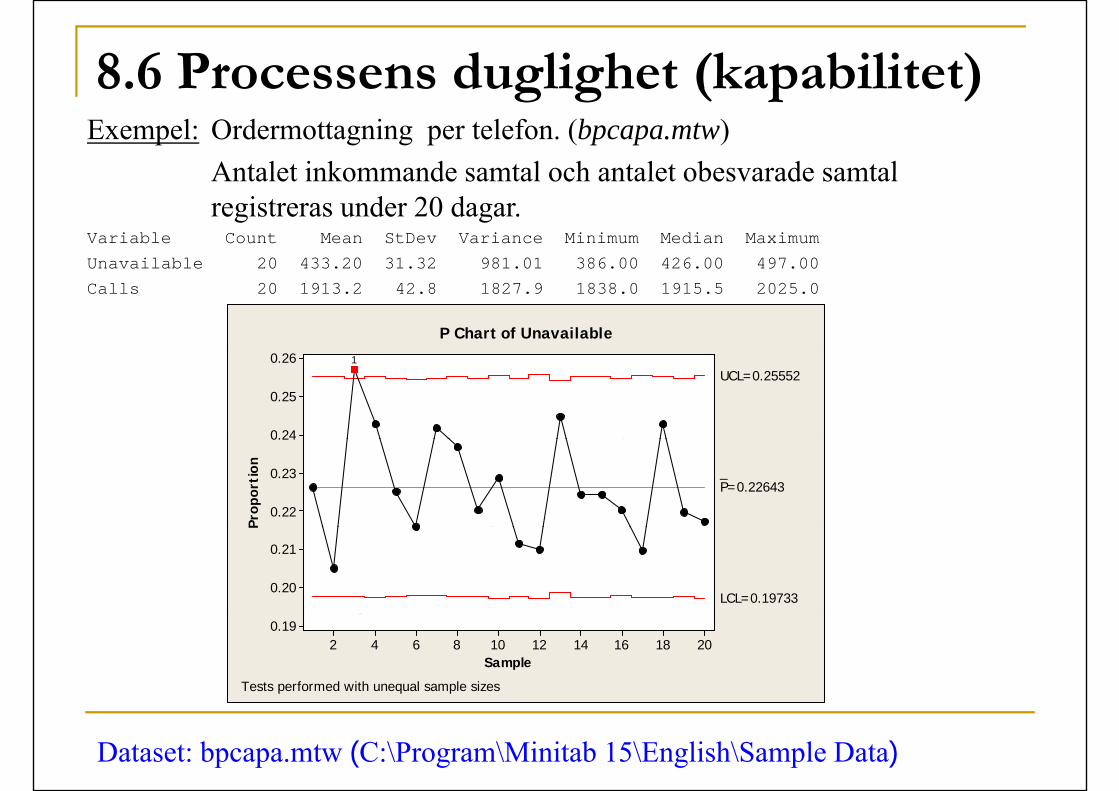
8.6 Processens duglighet (kapabilitet)Exempel: Ordermottagning per telefon. (bpcapa.mtw)
Antalet inkommande samtal och antalet obesvarade samtal
8.6 Processens duglighet (kapabilitet)
Antalet inkommande samtal och antalet obesvarade samtal registreras under 20 dagar.
Variable Count Mean StDev Variance Minimum Median Maximum
Unavailable 20 433 20 31 32 981 01 386 00 426 00 497 00Unavailable 20 433.20 31.32 981.01 386.00 426.00 497.00Calls 20 1913.2 42.8 1827.9 1838.0 1915.5 2025.0
P Chart of Unavailable0.26
0.25
0.24
UCL=0.255521
Prop
orti
on
0.24
0.23
0.22
_P=0.22643
P
0.21
0.20LCL=0.19733
Sample2018161412108642
0.19
Tests performed with unequal sample sizes
Dataset: bpcapa.mtw (C:\Program\Minitab 15\English\Sample Data)

8.6 Processens duglighet (kapabilitet)8.6 Processens duglighet (kapabilitet)
Stat→Quality Tools→Capability Analysis → Binomial…

8.6 Processens duglighet (kapabilitet)Binomial Process Capability Analysis of Unavailable
8.6 Processens duglighet (kapabilitet)rt
ion
0.26
0.24_
UC L=0.25552
ect
ive
26
24
1
P Chart Rate of Defectives
Pro
po
r
2018161412108642
0.22
0.20
P=0.22643
LC L=0.19733
%D
efe
200019201840
22
20
Sample2018161412108642
Sample Size200019201840
Tests performed w ith unequal sample sizes
Cumulative %Defective Dist of %Defective
ve
23.5
23.0
Summary Stats
(using 95.0% confidence)
%Defectiv e: 22.64
8
6
Tar
%D
efe
ctiv
22.5
22.0
0.00PPM Def: 226427Lower C I: 222241
Lower C I: 22.22Upper C I: 23.07Target:
4
2
Sample2015105
21.5
Lower C I: 222241Upper C I: 230654Process Z: 0.7507Lower C I: 0.7367Upper C I: 0.7646
242016128400
8.6 Processens duglighet (kapabilitet)Procentuell andel defekta med motsvarande konfidensintervall.
8.6 Processens duglighet (kapabilitet)
”Parts per million” defekta med motsvarande konfidensintervall.
Ju större Process Z-värde desto mindre andel defekta!
Om andelen defekta är 50% blir Process Z = 0Om andelen defekta är 50% blir Process Z 0Om andelen defekta är 25% blir Process Z = 0.6745Om andelen defekta är 10% blir Process Z = 1.2815Om andelen defekta är 5% blir Process Z =1.6448Om andelen defekta är 1% blir Process Z =2.3263 Om andelen defekta är 0 001% blir Process Z =4 2649Om andelen defekta är 0.001% blir Process Z 4.2649
Samband: SQL= Process Z + 1 5Samband: SQL Process Z + 1.5.

8.6 Processens duglighet (kapabilitet)Exempel: Antal defekter - poissonfördelning (bpcapa.mtw)
Antalet defekter på 100 elektriska kablar är registrerade.
8.6 Processens duglighet (kapabilitet)
p gÄven varje kabels längd är registrerad.
Variable Count Mean StDev Variance Minimum Median Maximum
Weak Spots 100 3.290 1.893 3.582 0.000000000 3.000 11.000Length 100 124.06 15.69 246.20 100.00 124.00 150.00
0 08
U Chart of Weak Spots
Unit
0.08
0.07
0.06
UCL=0.06904
1
e Co
unt
Per
U
0.05
0.04
0.03 _U 0 02652
Sam
ple
0.02
0.01
U=0.02652
Sample1009080706050403020101
0.00 LCL=0
Tests performed with unequal sample sizes
Dataset: bpcapa.mtw (C:\Program\Minitab 15\English\Sample Data)
8.6 Processens duglighet (kapabilitet)8.6 Processens duglighet (kapabilitet)
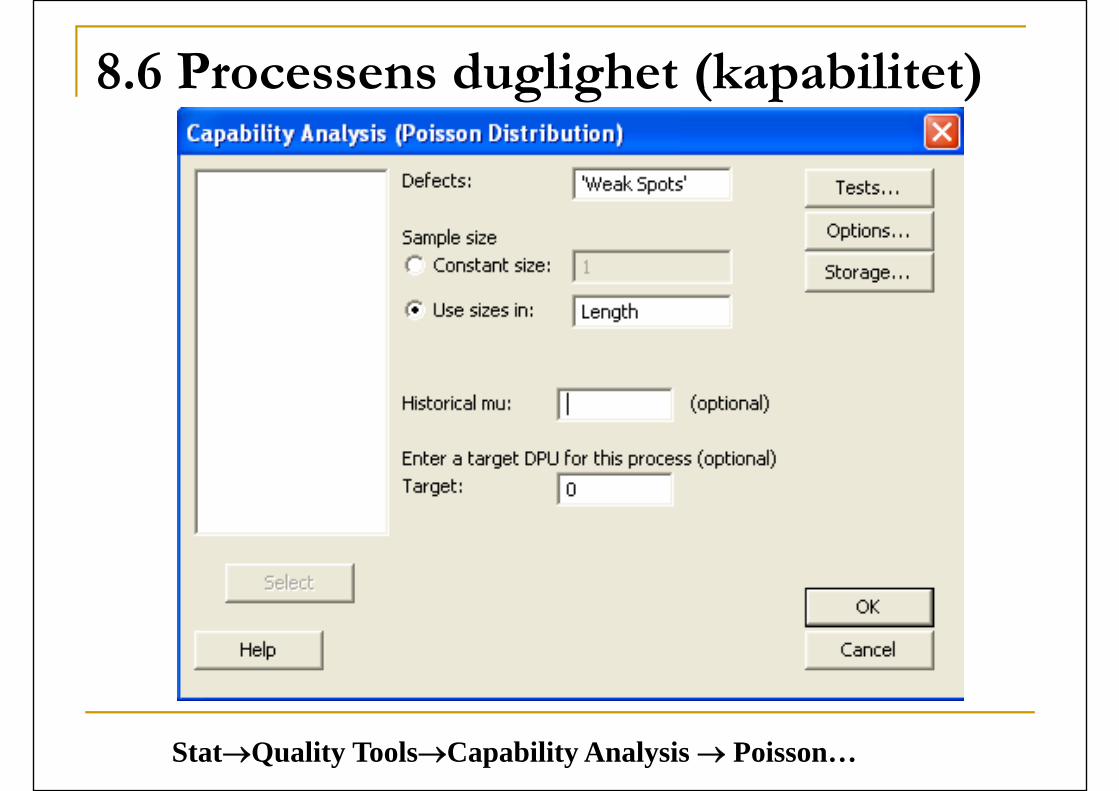
Stat→Quality Tools→Capability Analysis → Poisson…

8.6 Processens duglighet (kapabilitet)n
it
1
Poisson Capability Analysis of Weak SpotsU Chart Defect Rate
8.6 Processens duglighet (kapabilitet)C
ou
nt
Pe
r U
n
0.075
0.050
0 025_U=0.02652
UC L=0.06904
DP
U
0.075
0.050
0 025
1
Sample
Sa
mp
le C
1009080706050403020101
0.025
0.000
U 0.02652
LC L=0
Sample Size140120100
0.025
0.000
0 030Summary Stats Tar
Tests performed w ith unequal sample sizes
Cumulative DPU Dist of DPU
DP
U
0.030
0.025
0 0000
(using 95.0% confidence)
Mean DPU: 0.0265Lower C I: 0.0237Upper C I: 0.0295Min DPU:
16
12
8D
0.020
0.015
0.0000Max DPU: 0.0753Targ DPU: 0.0000
Min DPU:
76543210
8
4
0
Sample100806040200
0.07
0.06
0.05
0.04
0.03
0.02
0.01
0.00
Mean DPU: antal defekter per längdenhet
Stat→Quality Tools→Capability Analysis → Poisson…
Mean DPU: antal defekter per längdenhet

8.9 Mätprocessers duglighet8.9 Mätprocessers duglighet”Gage Repeatability & Reproducibility” används för att utröna hur stor del av
i ti k f å tö h h t d lprocessens variation som kommer från operatörer och hur stor del som kommer från mätinstrument.
Repeterbarhet - mätutrustningens variation. Den variation man har då samma objekt mäts om och
i d b ti lom igen under samma betingelser.
Reproducerbarhet - mätsystemets variation.Den variation man har då olika operatörer mäter sammaobjekt om och om igen under samma betingelser.
42
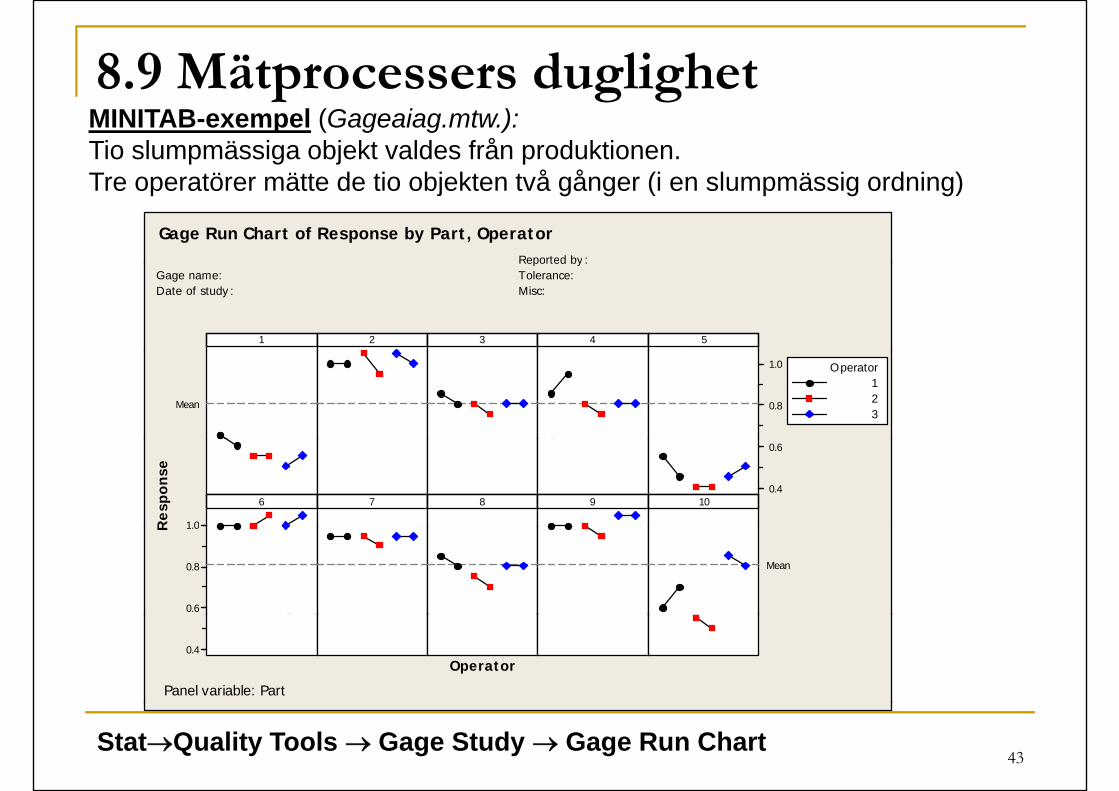
8.9 Mätprocessers duglighet8.9 Mätprocessers duglighetMINITAB-exempel (Gageaiag.mtw.):Tio slumpmässiga objekt valdes från produktionen.T tö ätt d ti bj kt t å å (i l ä i d i )Tre operatörer mätte de tio objekten två gånger (i en slumpmässig ordning)
Reported by :
Gage Run Chart of Response by Part, Operator
1 2 3 4 5
Gage name:Date of study :
Reported by :Tolerance:Misc:
Mean
1.0
0.8
O perator
3
12
Re
spo
nse
0.6
0.4
1 0
6 7 8 9 10
R 1.0
0.8
0.6
Mean
Operator0.4
Panel variable: Part
43Stat→Quality Tools → Gage Study → Gage Run Chart

8.9 Mätprocessers duglighetYijk = μ + parti + operj + (part*oper)ij + εijk , i = 1,2,… ,10, j = 1,2,3, k=1,2.
8.9 Mätprocessers duglighet
Total variation
“Part-to-part” Mätsystem
“Repeterbarhet”Mätutrustningen
“Reproducerbarhet” Operatörer
O öSamspelO töOperatör Operatör
Part
44
8.9 Mätprocessers duglighet
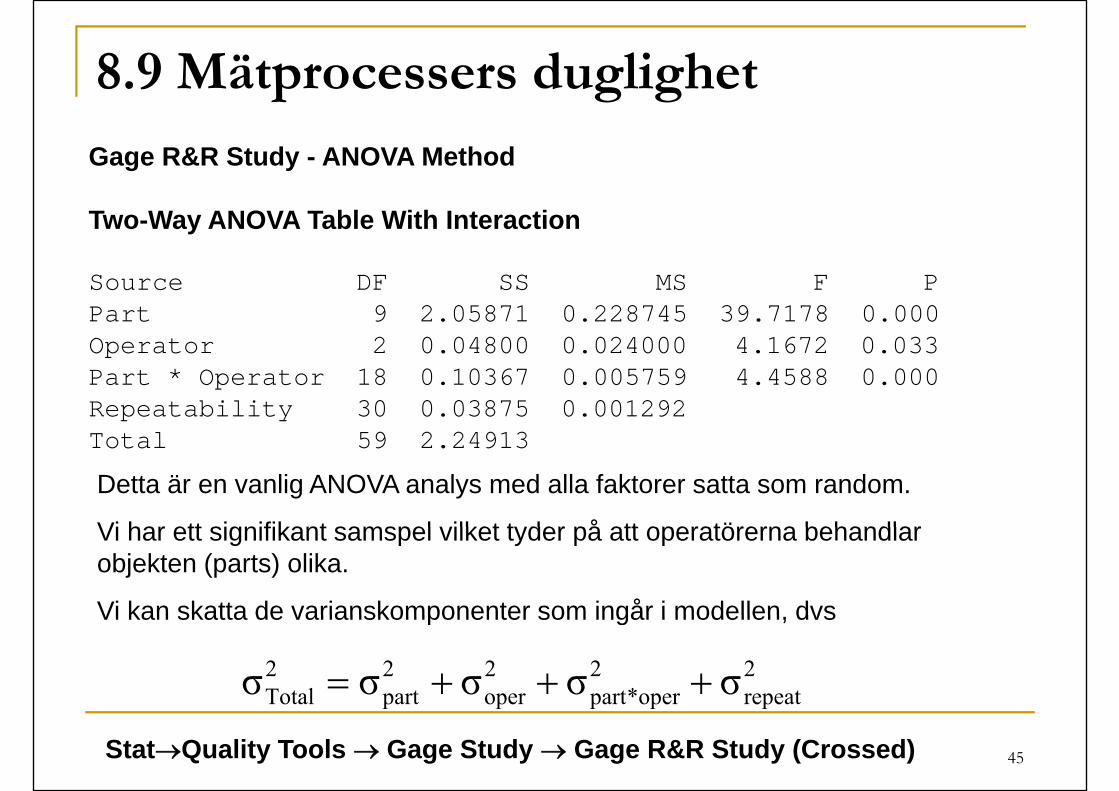
Gage R&R Study - ANOVA Method
8.9 Mätprocessers duglighet
Two-Way ANOVA Table With Interaction
Source DF SS MS F PPart 9 2.05871 0.228745 39.7178 0.000Operator 2 0.04800 0.024000 4.1672 0.033Operator 2 0.04800 0.024000 4.1672 0.033Part * Operator 18 0.10367 0.005759 4.4588 0.000Repeatability 30 0.03875 0.001292Total 59 2 24913Total 59 2.24913
Detta är en vanlig ANOVA analys med alla faktorer satta som random.
Vi har ett signifikant samspel vilket tyder på att operatörerna behandlarVi har ett signifikant samspel vilket tyder på att operatörerna behandlar objekten (parts) olika.
Vi kan skatta de varianskomponenter som ingår i modellen dvsVi kan skatta de varianskomponenter som ingår i modellen, dvs
2repeat
2*operpart
2oper
2part
2Total σσσ σσ +++=
45
repeatoperpartoperpartTotal
Stat→Quality Tools → Gage Study → Gage R&R Study (Crossed)
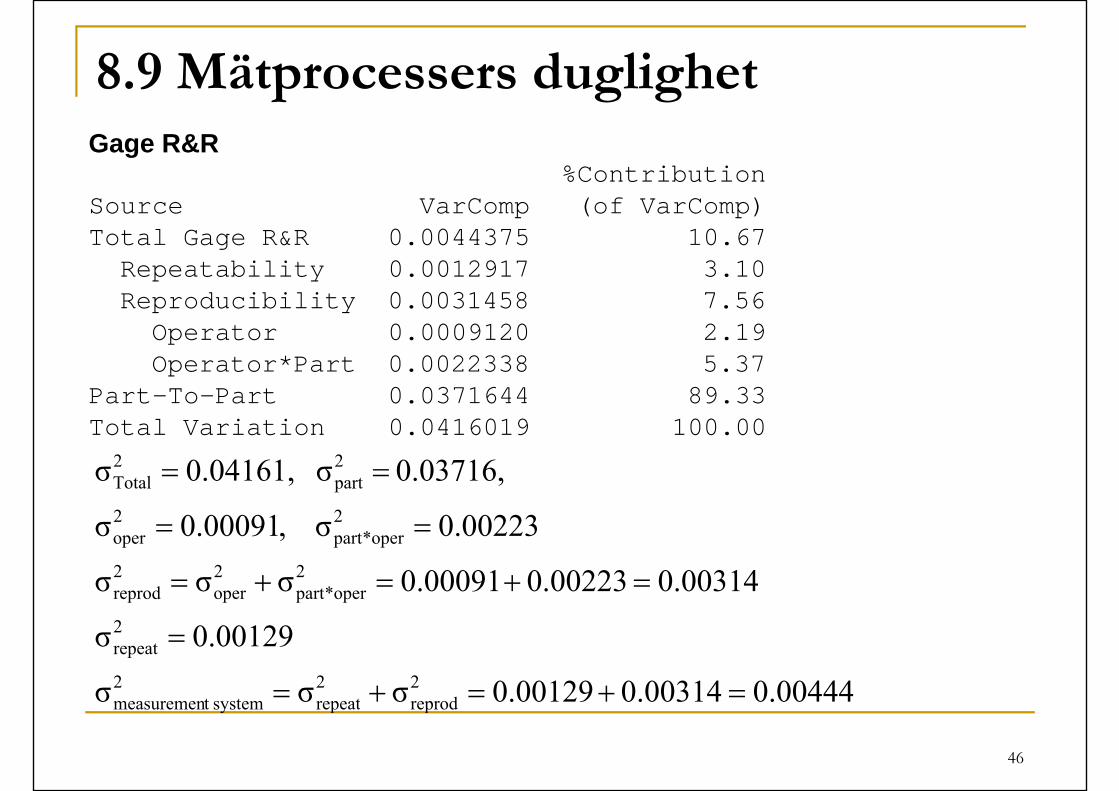
8.9 Mätprocessers duglighetGage R&R
%Contribution
8.9 Mätprocessers duglighet
%ContributionSource VarComp (of VarComp)Total Gage R&R 0.0044375 10.67R t bilit 0 0012917 3 10Repeatability 0.0012917 3.10Reproducibility 0.0031458 7.56Operator 0.0009120 2.19Operator*Part 0.0022338 5.37
Part-To-Part 0.0371644 89.33Total Variation 0.0416019 100.00
002230σ000910σ
0.03716, σ 0.04161,σ22
2part
2Total
==
==
00314.000223.000091.0σσσ
00223.0σ ,00091.0σ2
*operpart2oper
2reprod
*operpartoper
=+=+=
==
00444.000314.000129.0σσσ
00129.0σ2reprod
2repeat
2systemtmeasuremen
2repeat
=+=+=
=
46
reprodrepeatsystemt measuremen
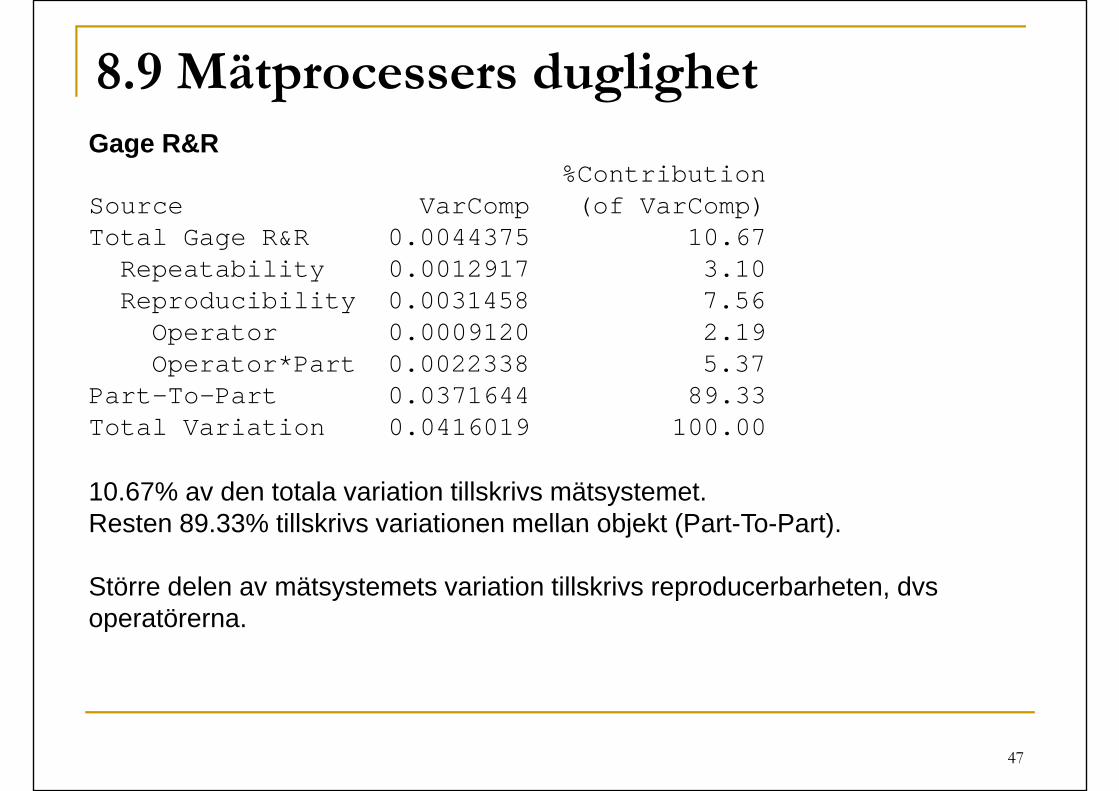
8.9 Mätprocessers duglighetGage R&R
%Contribution
8.9 Mätprocessers duglighet
%ContributionSource VarComp (of VarComp)Total Gage R&R 0.0044375 10.67R t bilit 0 0012917 3 10Repeatability 0.0012917 3.10Reproducibility 0.0031458 7.56Operator 0.0009120 2.19Operator*Part 0.0022338 5.37
Part-To-Part 0.0371644 89.33Total Variation 0.0416019 100.00
10.67% av den totala variation tillskrivs mätsystemet.Resten 89 33% tillskrivs variationen mellan objekt (Part-To-Part)Resten 89.33% tillskrivs variationen mellan objekt (Part To Part).
Större delen av mätsystemets variation tillskrivs reproducerbarheten, dvs operatörernaoperatörerna.
47
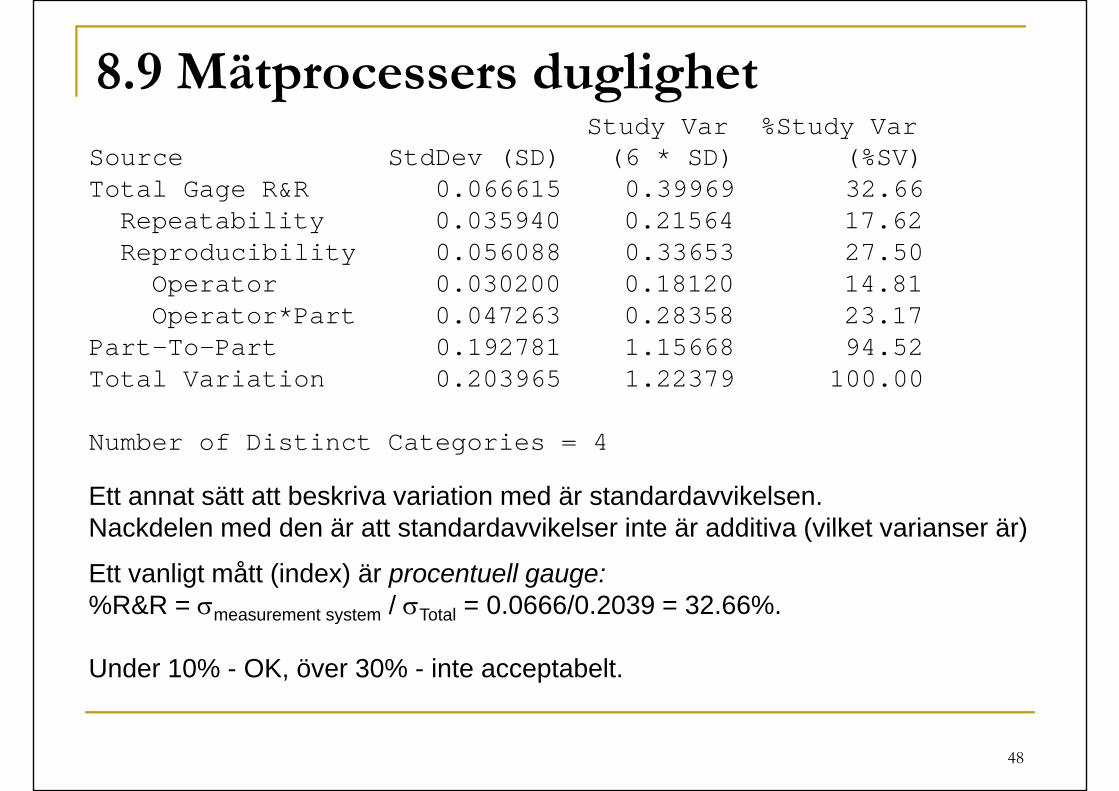
8.9 Mätprocessers duglighetStudy Var %Study Var
Source StdDev (SD) (6 * SD) (%SV)
8.9 Mätprocessers duglighet
Total Gage R&R 0.066615 0.39969 32.66Repeatability 0.035940 0.21564 17.62Reproducibility 0.056088 0.33653 27.50p yOperator 0.030200 0.18120 14.81Operator*Part 0.047263 0.28358 23.17
Part-To-Part 0 192781 1 15668 94 52Part To Part 0.192781 1.15668 94.52Total Variation 0.203965 1.22379 100.00
Number of Distinct Categories 4Number of Distinct Categories = 4
Ett annat sätt att beskriva variation med är standardavvikelsen.Nackdelen med den är att standardavvikelser inte är additiva (vilket varianser är)Nackdelen med den är att standardavvikelser inte är additiva (vilket varianser är)
Ett vanligt mått (index) är procentuell gauge: %R&R = σmeasurement system / σTotal = 0.0666/0.2039 = 32.66%.measurement system Total
Under 10% - OK, över 30% - inte acceptabelt.
48

8.9 Mätprocessers duglighetStudy Var %Study Var
Source StdDev (SD) (6 * SD) (%SV)
8.9 Mätprocessers duglighet
Total Gage R&R 0.066615 0.39969 32.66Repeatability 0.035940 0.21564 17.62Reproducibility 0.056088 0.33653 27.50p yOperator 0.030200 0.18120 14.81Operator*Part 0.047263 0.28358 23.17
Part-To-Part 0 192781 1 15668 94 52Part To Part 0.192781 1.15668 94.52Total Variation 0.203965 1.22379 100.00
Number of Distinct Categories 4Number of Distinct Categories = 4
”Number of Distinct Categories ” = Heltalsdelen av g
08.441.10.19278141.1för Parts vikelseStandardav =∗=∗
Rekommendation: 5 eller större tyder på ett bra mätsystem.
08.441.1066615.0
41.1Gageför vikelseStandardav
49

8.9 Mätprocessers duglighet
Reported by :
Gage R&R (ANOVA) for Response
8.9 Mätprocessers duglighet
Gage name:Date of study :
Reported by :Tolerance:Misc:
Components of Variation Response by Part
Per
cent
100
50
% Contribution
% Study Var1.00
0.75
0.50
Components of Variation Response by Part
Part-to-PartReprodRepeatGage R&R0
UCL=0.12521 2 3
Part10987654321
1 00
R Chart by OperatorResponse by Operator
Sam
ple
Ran
ge 0.10
0.05
0.00
_R=0.0383
LCL=0321
1.00
0.75
0.50
Mea
n
1.00__X 0 8075UCL=0.8796
1 2 3
Operator321
ge1.00 Operator
1
2
Xbar Chart by Operator Operator * Part Interaction
Sam
ple
M
0.75
0.50
X=0.8075LCL=0.7354
Part
Ave
rag
10 9 8 7 6 5 4 3 2 1
0.75
0.50
23
50

8.9 Mätprocessers duglighetDen översta grafen till vänster illustrerar hur andelen standardavvikelse (contribution) respektive varians (Study var) fördelar sig.
8.9 Mätprocessers duglighet
(contribution) respektive varians (Study var) fördelar sig.
De två nedre graferna till vänster är R chart och Xbar chart uppdelade på de tre operatörerna.För Xbar chart är larm ”bra”, för det indikerar på att mätprocessen är bra på att skilja på olika objekt (parts).R chart beskriver hur variationen ser ut inom respektive operatör. p pOm variationen är olika för olika operatörer tyder på att handhavandet är olika och att ”mät-utbildning” kan behövas.
De två övre graferna på höger sida är s.k. individual value plots (finns under Graph).
Samspelsplotten i det nedre högra hörnet bör motivera det signifikantaSamspelsplotten i det nedre högra hörnet bör motivera det signifikanta samspelet vi fann i analysen.
51

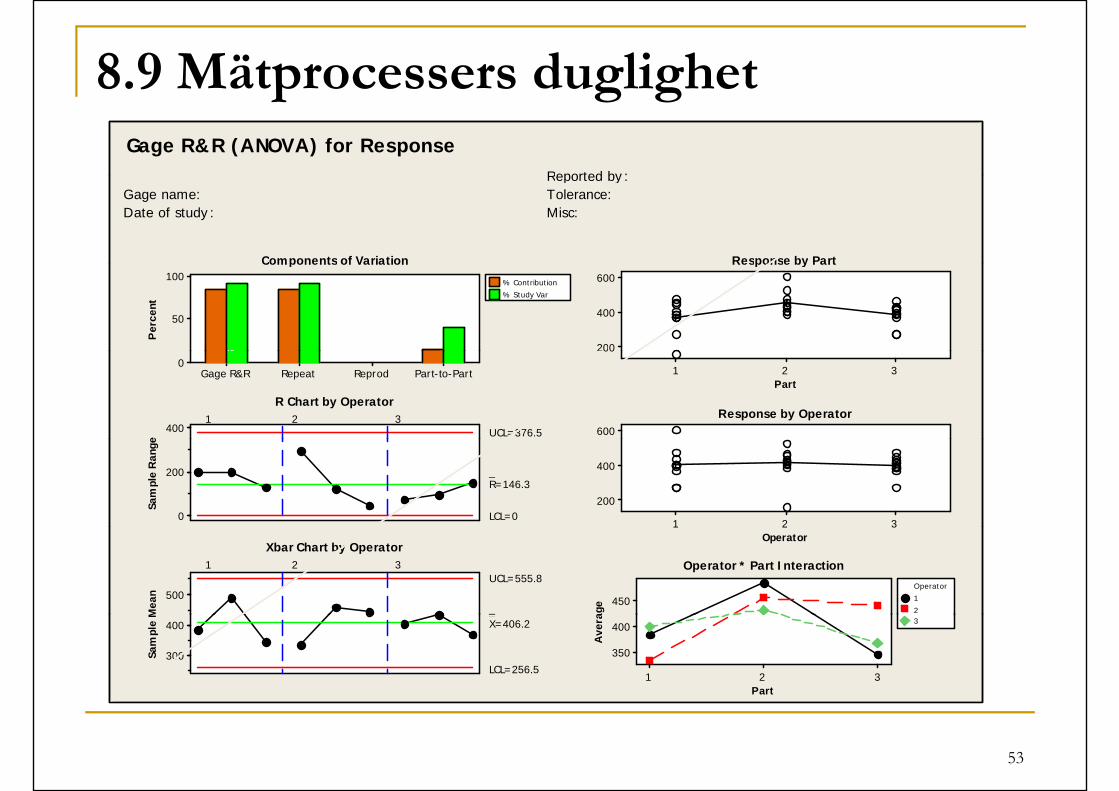
8.9 Mätprocessers duglighetMINITAB-exempel (Gage2.mtw):Tre slumpmässiga objekt valdes från produktionen.T tö ätt d t bj kt t å (i l ä i d i )
8.9 Mätprocessers duglighet
Tre operatörer mätte de tre objekten tre gånger (i en slumpmässig ordning)
Reported by :
Gage Run Chart of Response by Part, Operator
Gage name:Date of study :
Reported by :Tolerance:Misc:
600
1 2 3 O perator
3
12
esp
on
se
500
400 Mean
Re
300
Operator
200
Panel variable: Part
52Stor variation inom operatör (dålig repeterbarhet).
8.9 Mätprocessers duglighet
Reported by :
Gage R&R (ANOVA) for Response
8.9 Mätprocessers duglighet
Gage name:Date of study :
Reported by :Tolerance:Misc:
Components of Variation Response by Part
Per
cent
100
50
% Contribution
% Study Var
600
400
200
Components of Variation Response by Part
Part-to-PartReprodRepeatGage R&R0
e
400 UCL=376.51 2 3
Part321
00
600
R Chart by OperatorResponse by Operator
Sam
ple
Ran
ge
200
0
_R=146.3
LCL=0321
400
200
Mea
n 500_
UCL=555.81 2 3
Operator321
age 450
Operator
1
2
Xbar Chart by Operator Operator * Part Interaction
Sam
ple
M
400
300
_X=406.2
LCL=256.5
Part
Ave
ra
321
400
350
3
53
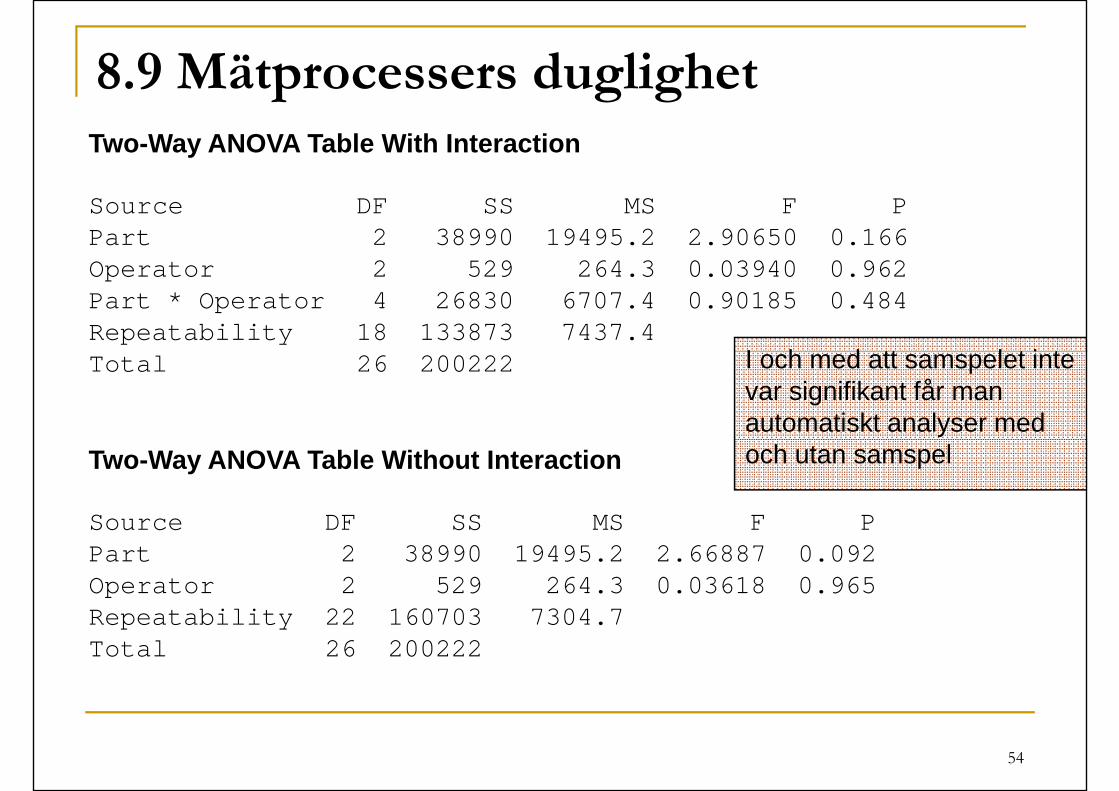
8.9 Mätprocessers duglighetTwo-Way ANOVA Table With Interaction
8.9 Mätprocessers duglighet
Source DF SS MS F PPart 2 38990 19495.2 2.90650 0.166O t 2 529 264 3 0 03940 0 962Operator 2 529 264.3 0.03940 0.962Part * Operator 4 26830 6707.4 0.90185 0.484Repeatability 18 133873 7437.4
I h d tt l t i tTotal 26 200222 I och med att samspelet inte var signifikant får man automatiskt analyser med
Two-Way ANOVA Table Without Interaction
Source DF SS MS F P
och utan samspel
Source DF SS MS F PPart 2 38990 19495.2 2.66887 0.092Operator 2 529 264.3 0.03618 0.965Repeatability 22 160703 7304 7Repeatability 22 160703 7304.7Total 26 200222
54

8.9 Mätprocessers duglighet%ContributionSource VarComp (of VarComp)T t l G R R 7304 67 84 36
8.9 Mätprocessers duglighet
Total Gage R&R 7304.67 84.36Repeatability 7304.67 84.36Reproducibility 0.00 0.00Operator 0.00 0.00
Part-To-Part 1354.50 15.64Total Variation 8659.17 100.00
Study Var %Study VarSource StdDev (SD) (6 * SD) (%SV)Source StdDev (SD) (6 SD) (%SV)Total Gage R&R 85.4673 512.804 91.85Repeatability 85.4673 512.804 91.85Rep od cibilit 0 0000 0 000 0 00Reproducibility 0.0000 0.000 0.00Operator 0.0000 0.000 0.00
Part-To-Part 36.8036 220.821 39.55Total Variation 93.0547 558.328 100.00
Number of Distinct Categories = 1
55
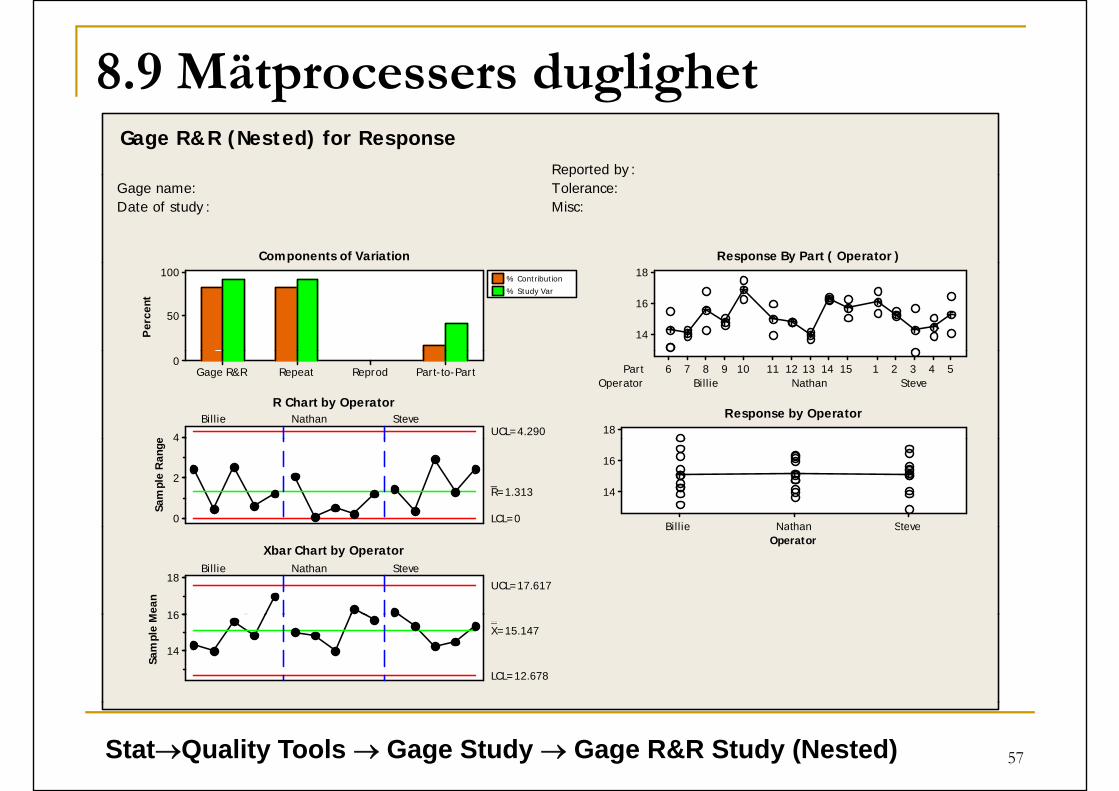
8.9 Mätprocessers duglighetMINITAB-exempel (Gagenest.mtw):T tö ätt d f bj kt t å å
8.9 Mätprocessers duglighet
Tre operatörer mätte vardera fem objekt två gånger. Notera att objekten var olika från operatör till operatör (de kanske förstörs vid mätning).
I och med att alla operatörer inte kan mäta på samma objekt kommer objekten att vara unika för respektive operatör.
Man säger att objekten är ”nested” under operatör, dvs vi har en så kallad ”nested” design.
Här kan man inte göra en ”Gage Run Chart”.
56
8.9 Mätprocessers duglighet
Reported by :
Gage R&R (Nested) for Response
8.9 Mätprocessers duglighet
Gage name:Date of study :
p yTolerance:Misc:
Components of Variation Response By Part ( Operator )
Per
cent
100
50
% Contribution
% Study Var
18
16
14
Part-to-PartReprodRepeatGage R&R0
e 4 UCL=4.290Billie Nathan Steve
OperatorPart
SteveNathanBillie543211514131211109876
18
R Chart by OperatorResponse by Operator
Sam
ple
Ran
ge
4
2
0
_R=1.313
LCL=0SteveNathanBillie
16
14
Mea
n
18
16
UCL=17.617
Billie Nathan Steve
OperatorSteveNathanBillie
Xbar Chart by Operator
Sam
ple
M 16
14
__X=15.147
LCL=12.678
57Stat→Quality Tools → Gage Study → Gage R&R Study (Nested)
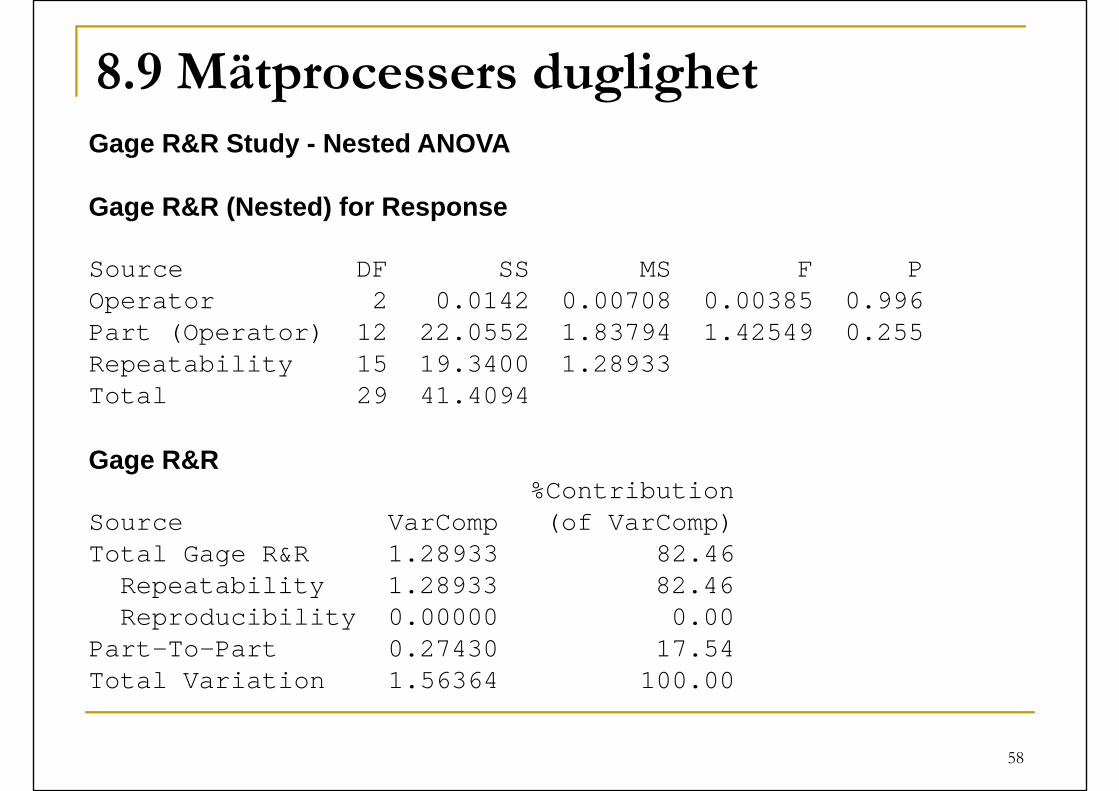
8.9 Mätprocessers duglighetGage R&R Study - Nested ANOVA
8.9 Mätprocessers duglighet
Gage R&R (Nested) for Response
S DF SS MS F PSource DF SS MS F POperator 2 0.0142 0.00708 0.00385 0.996Part (Operator) 12 22.0552 1.83794 1.42549 0.255Repeatability 15 19.3400 1.28933Total 29 41.4094
Gage R&R %Contribution
Source VarComp (of VarComp)Source VarComp (of VarComp)Total Gage R&R 1.28933 82.46Repeatability 1.28933 82.46Reproducibility 0 00000 0 00Reproducibility 0.00000 0.00
Part-To-Part 0.27430 17.54Total Variation 1.56364 100.00
58
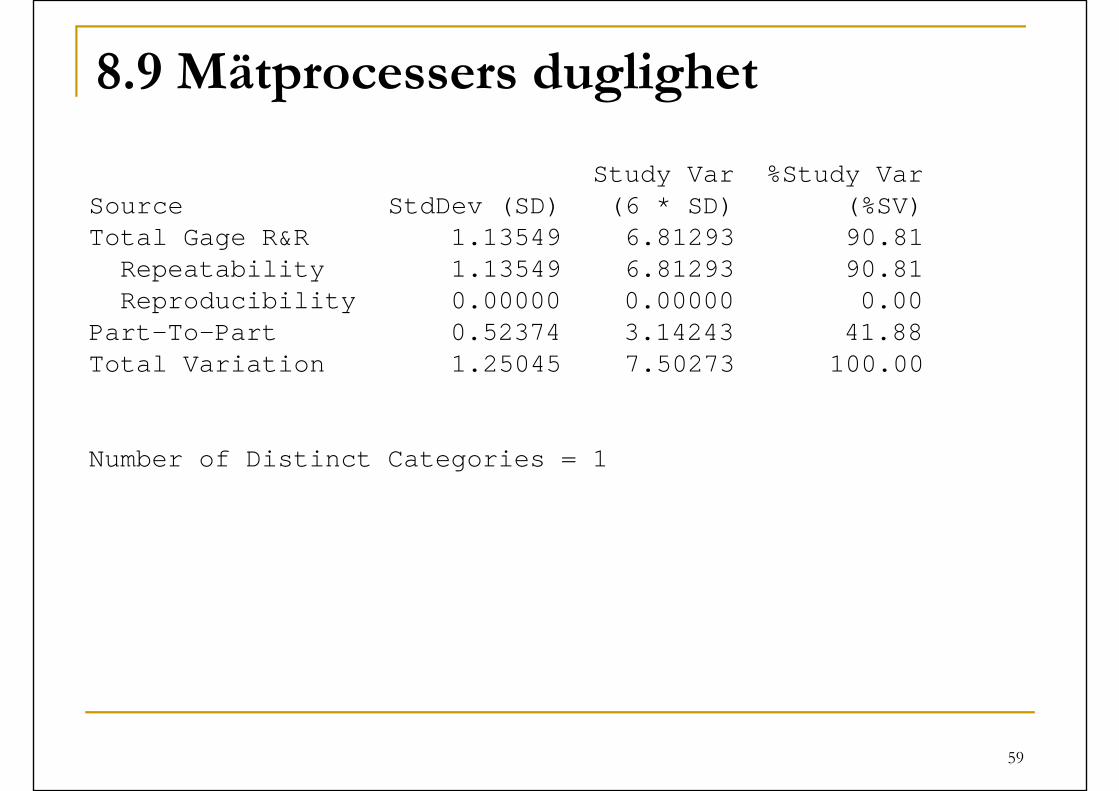
8.9 Mätprocessers duglighet
Study Var %Study Var
8.9 Mätprocessers duglighet
Study Var %Study VarSource StdDev (SD) (6 * SD) (%SV)Total Gage R&R 1.13549 6.81293 90.81R t bilit 1 13549 6 81293 90 81Repeatability 1.13549 6.81293 90.81Reproducibility 0.00000 0.00000 0.00
Part-To-Part 0.52374 3.14243 41.88Total Variation 1.25045 7.50273 100.00
Number of Distinct Categories = 1
59

![BAJY - 202.pdf · BAJY - 202@ch0,0ts0okbZ0- 202 eqgwÙkZ fopkj mÙkjk[k.M eqDr fo'ofo|ky;] rhuikuh ckbZ ikl jksM] VªkUliksVZ uxj ds ikl] gY}kuh & 263139 iQksu ua- 05946 & 261122]](https://img.pdfslide.tips/doc/110x75/5fb47e87ba7af0182644f9d5/bajy-202-bajy-202ch00ts0okbz0-202-eqgwkz-fopkj-mkjkkm-eqdr-foofoky.jpg)



























