Embed Size (px)
Citation preview
A Informática no Contexto da Automação Industrial
- Uma Visão Abrangente do que é a Informática Industrial -
A Informática no Contexto da Automação Industrial
- Uma Visão Abrangente do que é a Informática Industrial -
Eduardo Manuel de Médicis TovarApontamentos de Suporte às Aulas da Disciplina de
Informática Industrial
ISEP, Novembro de 2002
Eduardo Tovar, Novembro 2002 2
Plano das Aulas
1. Introdução2. Sistemas de Fabrico3. Actividades na Gestão do Processo Produtivo4. Aplicações de Software5. e-Manufacturing6. Conclusões
Eduardo Tovar, Novembro 2002 3
n Indústria: o (ou ‘um’?) Sector Secundário da Economia– Actividades Económicas (Dicionário de Língua Portuguesa da Porto Editora, 1998)
• Primário: “… conjunto de actividades que produzem as matérias-primas − agricultura, pesca, caça, extracção de minerais, etc.”
• Terciário: “… terceiro escalão das actividades económicas, quecongrega os serviços (comércio transportes, finanças, educação,saúde, e serviços pessoais em geral).”
• Secundário: !!!? (não consta)
Será a Indústria uma actividade secundária da economia?
Introdução (1)
Eduardo Tovar, Novembro 2002 4
Introdução (2)
n Objectivo da Empresa Industrial– aumento da competitividade e do lucro
n Meio ⇒ Automatização Industrial– senso lato: realização automática das actividades industriais– por motivações económicas (daí a relação com a gestão), uma
constante necessidade de re-engenharia– sequência de protagonistas
• primeiro, a Mecânica
• depois, a Electrotecnia• nas décadas mais recentes, a Informática
“The success of tomorrow's industrial plant will depend on itsability to gather, share, and utilise information.” J.T. O’Rourke
“The success of tomorrow's industrial plant will depend on itsability to gather, share, and utilise information.” J.T. O’Rourke
Eduardo Tovar, Novembro 2002 5
Introdução (3)
n Informática Industrial:– o ramo da informática que se dedica às aplicações desta no
mundo industrial• dificuldade em expor, num tempo tão limitado, o âmbito da
Informática Industrial
– introdução à Informática Industrial• objectivo
– entender a especificidade das metodologias e ferramentas– enquadrar, numa perspectiva global, as tecnologias existentes
• diferentes níveis de abstracção– visão abrangente da problemática (um desafio)– alguns pormenores de uma técnica ou conceito
Eduardo Tovar, Novembro 2002 6
Introdução (4)
n Tipos de Indústria
– indústria de processos contínuos– produtos: químicos, petroquímicos, cerveja, etc.
– processos fortemente automatizados: os operários da produção “sitaround and watch the dials”
– indústria de componentes discretos• produção em massa
– compensa ter máquinas para cada propósito específico
– tenta emular as características da produção contínua– variações e evolutibilidade de produto pouco significativas
• produção job-shop (foco desta aula)– variedade de produtos e componentes requerendo sequências de
processamento e máquinas diferentes
– variações e evolutibilidade de produto significativas
Eduardo Tovar, Novembro 2002 7
1. Introdução √√
2. Sistemas de Fabrico3. Actividades na Gestão do Processo Produtivo
4. Aplicações de Software
5. e-Manufacturing6. Conclusões
Eduardo Tovar, Novembro 2002 8
n Inovações Industriais (1800-1950)– produtos com componentes normalizados– produção de múltiplos produtos
n Inovações da Segunda Metade do Séc. XX– problemas colocados pela produção multi-produto
• 1º problema: ter a matéria prima (ou inacabado) no sítio e instantescorrectos do processo produtivo
• 2º problema: adequar o lote (production run) à procura
– custo e tempo do changeover (passar da produção de um produtopara outro)
» quanto maior, maior terá de ser o lote (diluição do custo de changeover),mas
» grandes stocks de produtos finais constituem também investimentoempatado
Sistemas de Fabrico (1)
MáquinasPrecisasMáquinasPrecisas
Escalonamentoda ProduçãoEscalonamentoda Produção
Transportee ManipulaçãoTransportee Manipulação
CondicionantesEconómicasCondicionantesEconómicas
Eduardo Tovar, Novembro 2002 9
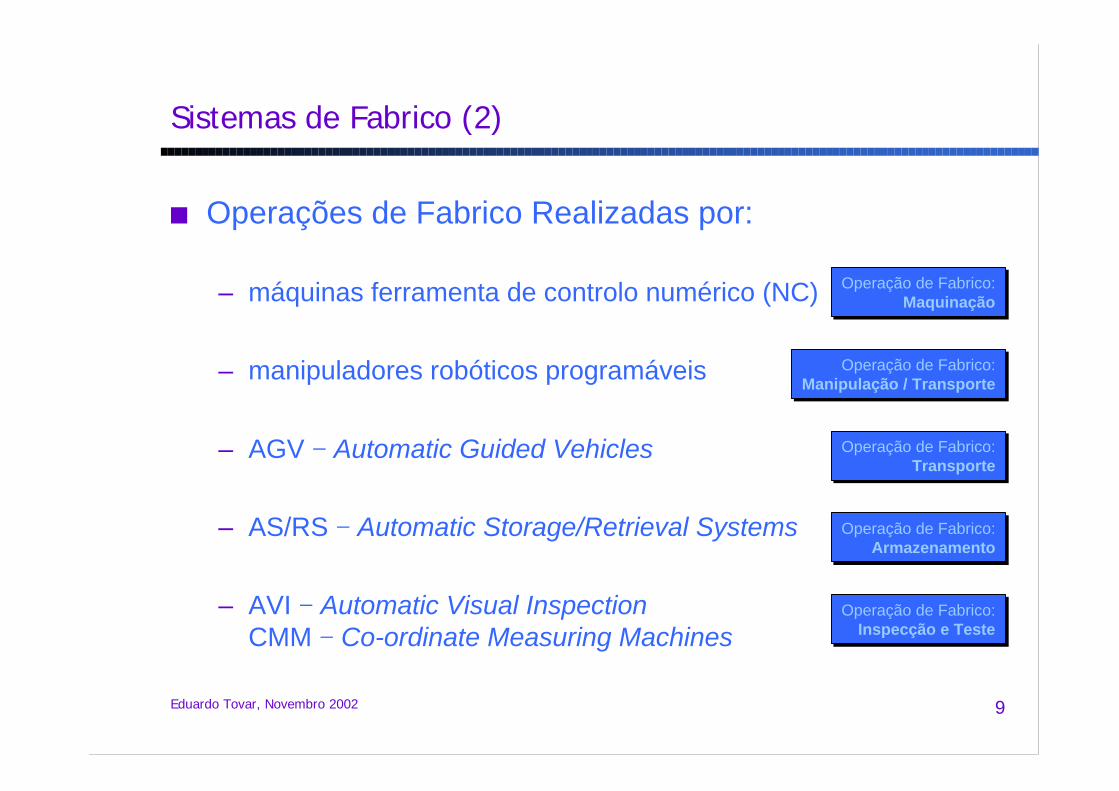
n Operações de Fabrico Realizadas por:
– máquinas ferramenta de controlo numérico (NC)
– manipuladores robóticos programáveis
– AGV − Automatic Guided Vehicles
– AS/RS − Automatic Storage/Retrieval Systems
– AVI − Automatic Visual InspectionCMM − Co-ordinate Measuring Machines
Sistemas de Fabrico (2)
Operação de Fabrico:Maquinação
Operação de Fabrico:Maquinação
Operação de Fabrico:Manipulação / Transporte
Operação de Fabrico:Manipulação / Transporte
Operação de Fabrico:Transporte
Operação de Fabrico:Transporte
Operação de Fabrico:Armazenamento
Operação de Fabrico:Armazenamento
Operação de Fabrico:Inspecção e Teste
Operação de Fabrico:Inspecção e Teste
Eduardo Tovar, Novembro 2002 10
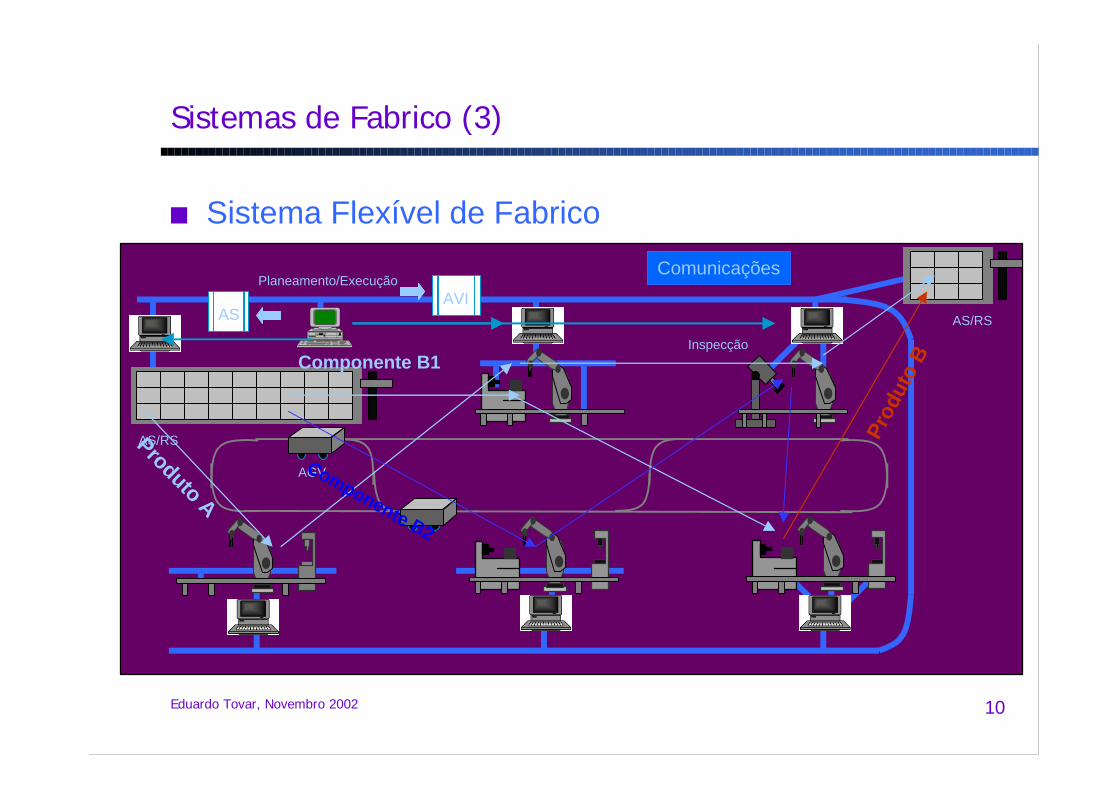
n Sistema Flexível de Fabrico
Sistemas de Fabrico (3)
Comunicações
AS/RS
Inspecção
AGV
Planeamento/Execução
AS/RS
Produto A
Componente B1
Componente B2
Prod
uto
B
NCAS
AVI
Eduardo Tovar, Novembro 2002 11
Sistemas de Fabrico (4)
n Integração dos Sistemas de Fabrico– um sistema flexível de fabrico
• integra várias células e subsistemas de transporte earmazenamento, apresentando um alto grau de flexibilidade,evolutibilidade, eficiência e qualidade
– uma célula flexível de fabrico• conjunto de recursos básicos (robós, NCs, etc.) integrados, que
executam (de uma forma coordenada) uma função ou conjunto defunções específicas
– Mudança do Nível de Abstracção• Redes de Comunicação Industriais e “Wrappers”
⇒ ficheiro wrappers.pdf
Eduardo Tovar, Novembro 2002 12
Sistemas de Fabrico (5)
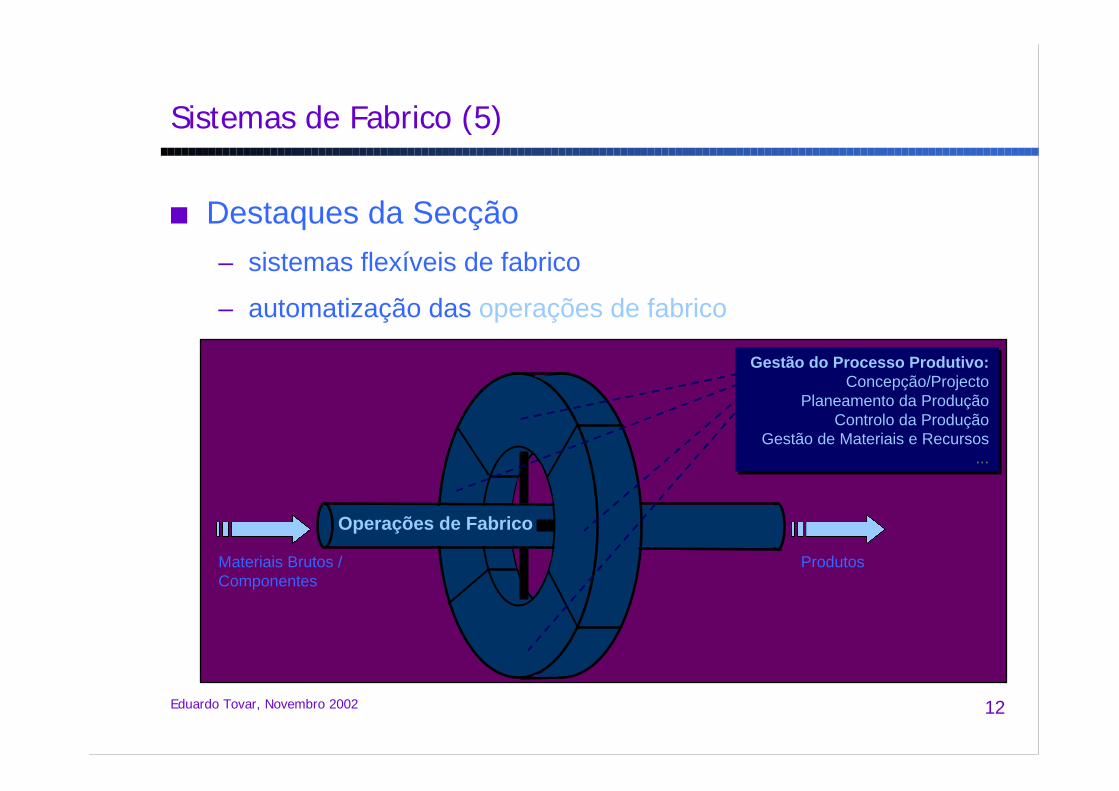
n Destaques da Secção
– sistemas flexíveis de fabrico
– automatização das operações de fabrico
Operações de Fabrico
Materiais Brutos /Componentes
Produtos
Gestão do Processo Produtivo:Concepção/Projecto
Planeamento da ProduçãoControlo da Produção
Gestão de Materiais e Recursos...
Gestão do Processo Produtivo:Concepção/Projecto
Planeamento da ProduçãoControlo da Produção
Gestão de Materiais e Recursos...
Eduardo Tovar, Novembro 2002 13
1. Introdução √2. Sistemas de Fabrico √
3. Actividades na Gestão do Processo Produtivo4. Aplicações de Software
5. e-Manufacturing6. Conclusões
Eduardo Tovar, Novembro 2002 14
Actividades na Gestão do Processo Produtivo (1)
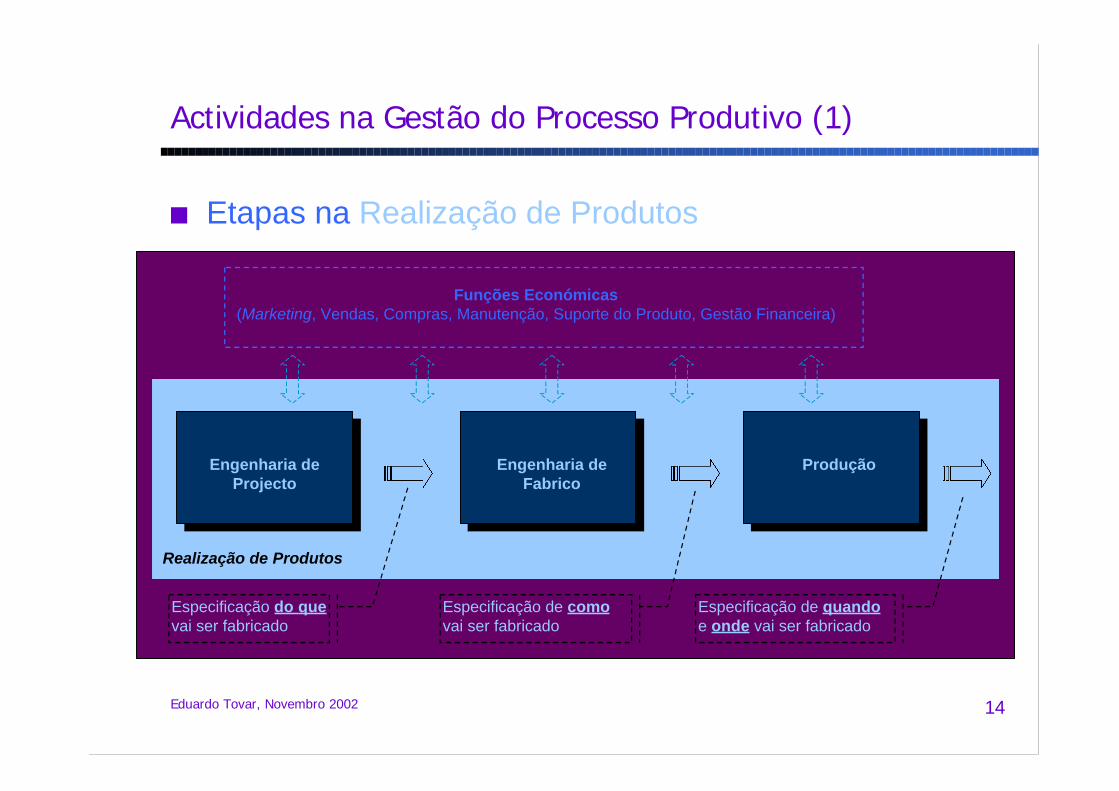
n Etapas na Realização de Produtos
Especificação do quevai ser fabricado
Especificação de comovai ser fabricado
Especificação de quandoe onde vai ser fabricado
Funções Económicas(Marketing, Vendas, Compras, Manutenção, Suporte do Produto, Gestão Financeira)
Realização de Produtos
Engenharia deProjecto
Engenharia deFabrico
Produção
Eduardo Tovar, Novembro 2002 15
Actividades na Gestão do Processo Produtivo (2)
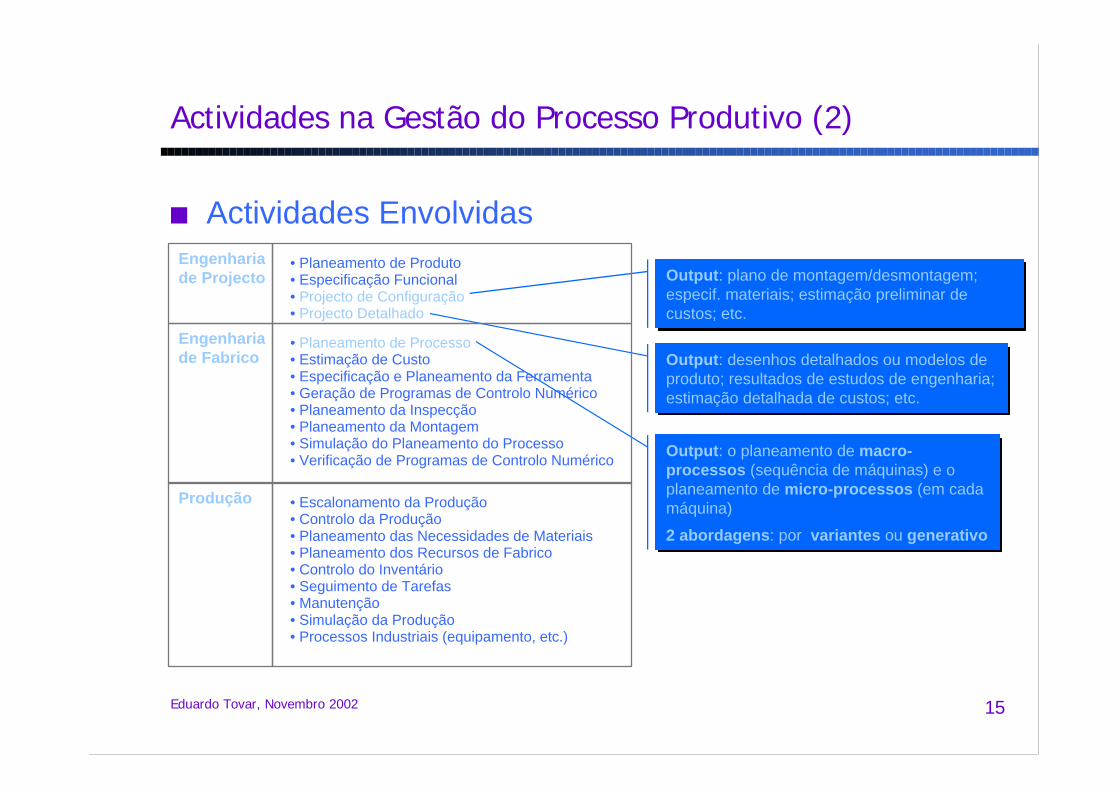
n Actividades EnvolvidasEngenhariade Projecto
Engenhariade Fabrico
Produção
Output: o planeamento de macro-processos (sequência de máquinas) e oplaneamento de micro-processos (em cadamáquina)
2 abordagens: por variantes ou generativo
Output: o planeamento de macro-processos (sequência de máquinas) e oplaneamento de micro-processos (em cadamáquina)
2 abordagens: por variantes ou generativo
Output: plano de montagem/desmontagem;especif. materiais; estimação preliminar decustos; etc.
Output: plano de montagem/desmontagem;especif. materiais; estimação preliminar decustos; etc.
Output: desenhos detalhados ou modelos deproduto; resultados de estudos de engenharia;estimação detalhada de custos; etc.
Output: desenhos detalhados ou modelos deproduto; resultados de estudos de engenharia;estimação detalhada de custos; etc.
• Planeamento de Produto• Especificação Funcional• Projecto de Configuração• Projecto Detalhado
• Planeamento de Processo• Estimação de Custo• Especificação e Planeamento da Ferramenta• Geração de Programas de Controlo Numérico • Planeamento da Inspecção• Planeamento da Montagem• Simulação do Planeamento do Processo• Verificação de Programas de Controlo Numérico
• Escalonamento da Produção• Controlo da Produção• Planeamento das Necessidades de Materiais• Planeamento dos Recursos de Fabrico• Controlo do Inventário• Seguimento de Tarefas• Manutenção• Simulação da Produção• Processos Industriais (equipamento, etc.)
Eduardo Tovar, Novembro 2002 16
Actividades na Gestão do Processo Produtivo (3)
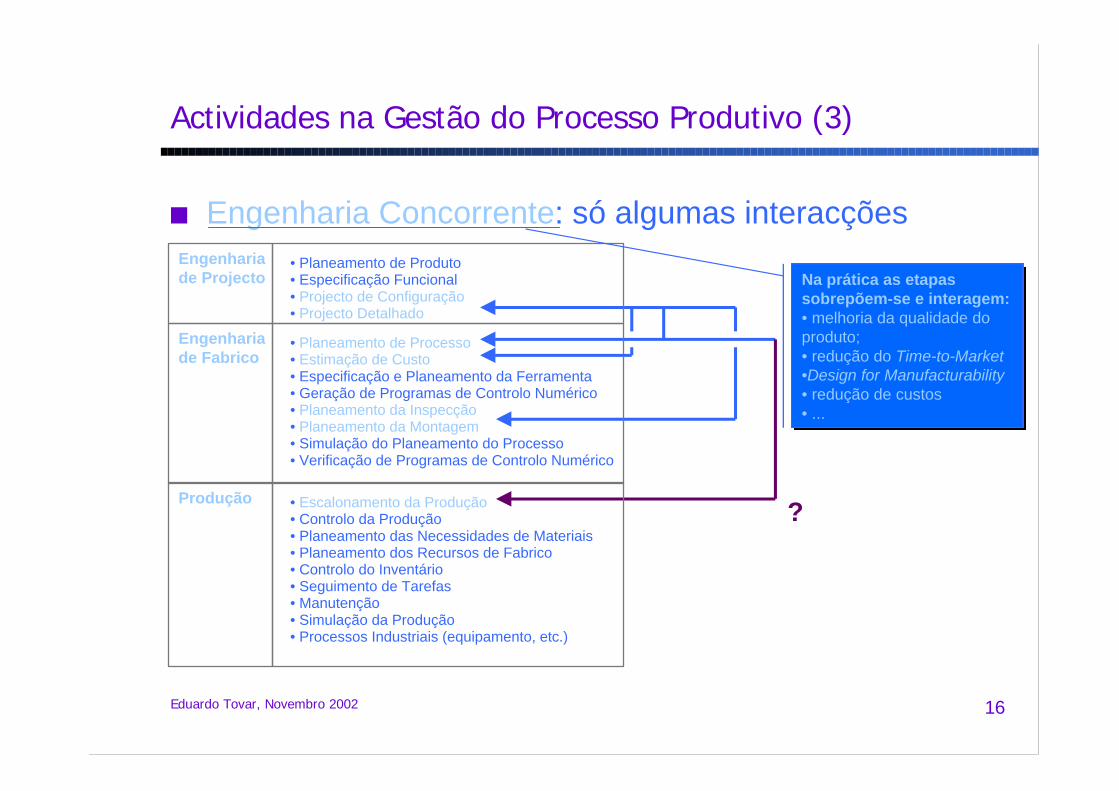
n Engenharia Concorrente: só algumas interacções• Planeamento de Produto• Especificação Funcional• Projecto de Configuração• Projecto Detalhado
• Planeamento de Processo• Estimação de Custo• Especificação e Planeamento da Ferramenta• Geração de Programas de Controlo Numérico • Planeamento da Inspecção• Planeamento da Montagem• Simulação do Planeamento do Processo• Verificação de Programas de Controlo Numérico
• Escalonamento da Produção• Controlo da Produção• Planeamento das Necessidades de Materiais• Planeamento dos Recursos de Fabrico• Controlo do Inventário• Seguimento de Tarefas• Manutenção• Simulação da Produção• Processos Industriais (equipamento, etc.)
Na prática as etapassobrepõem-se e interagem:• melhoria da qualidade doproduto;• redução do Time-to-Market•Design for Manufacturability• redução de custos• ...
Na prática as etapassobrepõem-se e interagem:• melhoria da qualidade doproduto;• redução do Time-to-Market•Design for Manufacturability• redução de custos• ...
Engenhariade Projecto
Engenhariade Fabrico
Produção?
Eduardo Tovar, Novembro 2002 17
Actividades na Gestão do Processo Produtivo (4)
n Necessidade de Modelos Formais Para Descrever– as actividades– e fluxos de informação para as suportar– IDEF0 (Integration Definition for Function Modelling)
• desenvolvido no âmbito do programa ICAM (Integrated Computer-Aided Manufacturing) da USAF
• técnica de modelização independente dos métodos ou ferramentasCASE
• Mudança do Nível de Abstracção– IDEF0
⇒ ficheiro idef.pdf
Eduardo Tovar, Novembro 2002 18
Actividades na Gestão do Processo Produtivo (5)
– Modelização de Processos• ao contrário do IDEF0, que apenas permite uma modelização
funcional, as Redes de Petri (RdP) permitem modelizar– precedência– acções repetitivas
– sincronização
– tempo
• forte componente gráfica de modelização
• utilizadas em ferramentas de simulação e validação de modelosdinâmicos (planeamento de processo)
• Mudança do Nível de Abstracção– RdP
⇒ ficheiro rdp.pdf
Eduardo Tovar, Novembro 2002 19
Actividades na Gestão do Processo Produtivo (6)
n Destaques da Secção
– descrição sucinta das actividades envolvidas na gestão doprocesso produtivo
• complexidade das interacções (fluxos de informação)
• necessidade de modelos formais para a descrição das actividades
– IDEF0 como ferramenta de modelização funcional
– RdP como ferramenta de modelização de processos (dinâmicos)
Eduardo Tovar, Novembro 2002 20
1. Introdução √2. Sistemas de Fabrico √3. Actividades na Gestão do Processo Produtivo √
4. Aplicações de Software5. e-Manufacturing6. Conclusões
Eduardo Tovar, Novembro 2002 21
Aplicações de Software (1)
n Um Sistema de Produção Integrada
– vários “módulos” de software, para suporte da concepção,análise, planeamento, operações de fabrico, controlo, etc.
• cada qual um sistema de informação per si
– gera, guarda, adquire (de) e passa informação a outros sistemas
– os módulos individuais estão distribuídos por um conjunto deplataformas de hardware
– desafio: funcionamento efectivo do conjunto
• permitir que esses “módulos” partilhem a informação e façam usodas capacidades uns dos outros
• permitir a agilização dos sistemas industriais
Eduardo Tovar, Novembro 2002 22
Aplicações de Software (2)
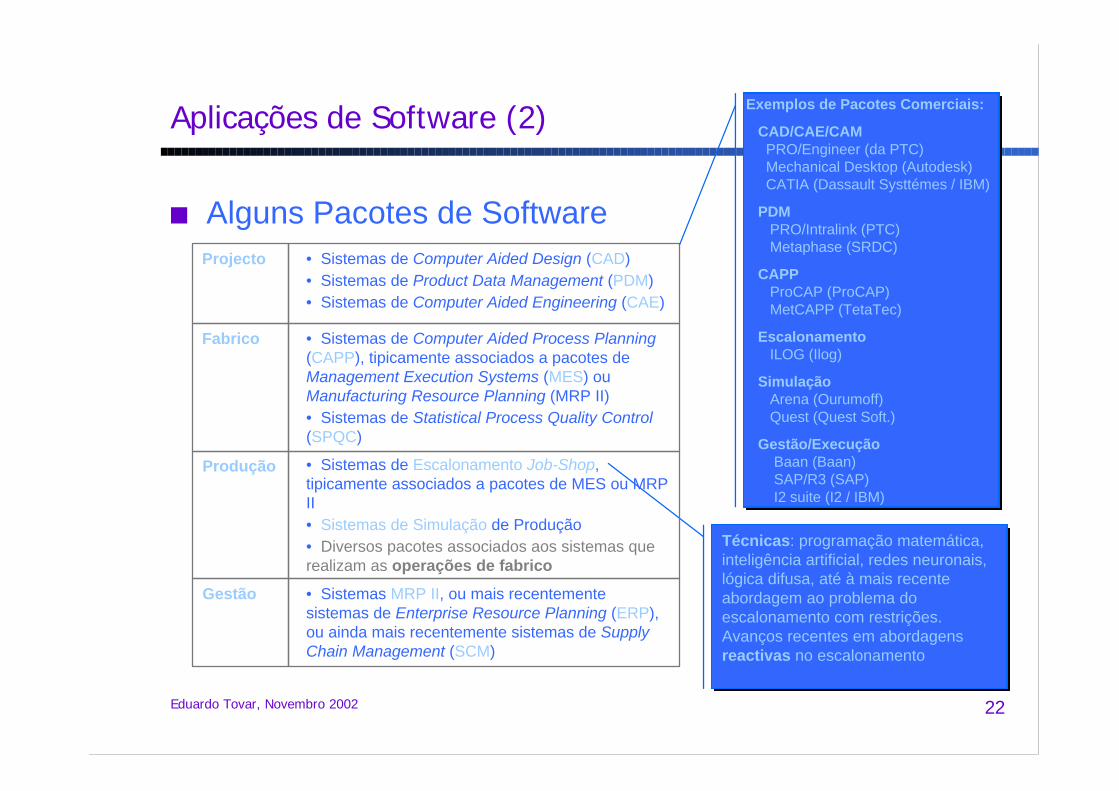
n Alguns Pacotes de SoftwareProjecto
Fabrico
Produção
Gestão
Técnicas: programação matemática,inteligência artificial, redes neuronais,lógica difusa, até à mais recenteabordagem ao problema doescalonamento com restrições.Avanços recentes em abordagensreactivas no escalonamento
Técnicas: programação matemática,inteligência artificial, redes neuronais,lógica difusa, até à mais recenteabordagem ao problema doescalonamento com restrições.Avanços recentes em abordagensreactivas no escalonamento
• Sistemas de Computer Aided Design (CAD)• Sistemas de Product Data Management (PDM)• Sistemas de Computer Aided Engineering (CAE)
• Sistemas de Computer Aided Process Planning(CAPP), tipicamente associados a pacotes deManagement Execution Systems (MES) ouManufacturing Resource Planning (MRP II)• Sistemas de Statistical Process Quality Control(SPQC)
• Sistemas de Escalonamento Job-Shop,tipicamente associados a pacotes de MES ou MRPII• Sistemas de Simulação de Produção• Diversos pacotes associados aos sistemas querealizam as operações de fabrico
• Sistemas MRP II, ou mais recentementesistemas de Enterprise Resource Planning (ERP),ou ainda mais recentemente sistemas de SupplyChain Management (SCM)
Exemplos de Pacotes Comerciais:
CAD/CAE/CAM PRO/Engineer (da PTC) Mechanical Desktop (Autodesk) CATIA (Dassault Systtémes / IBM)
PDM PRO/Intralink (PTC) Metaphase (SRDC)
CAPP ProCAP (ProCAP) MetCAPP (TetaTec)
Escalonamento ILOG (Ilog)
Simulação Arena (Ourumoff) Quest (Quest Soft.)
Gestão/Execução Baan (Baan) SAP/R3 (SAP) I2 suite (I2 / IBM)
Exemplos de Pacotes Comerciais:
CAD/CAE/CAM PRO/Engineer (da PTC) Mechanical Desktop (Autodesk) CATIA (Dassault Systtémes / IBM)
PDM PRO/Intralink (PTC) Metaphase (SRDC)
CAPP ProCAP (ProCAP) MetCAPP (TetaTec)
Escalonamento ILOG (Ilog)
Simulação Arena (Ourumoff) Quest (Quest Soft.)
Gestão/Execução Baan (Baan) SAP/R3 (SAP) I2 suite (I2 / IBM)
Eduardo Tovar, Novembro 2002 23
Aplicações de Software (3)
n Agilizar
– produtos cada vez mais complexos e com ciclos de vida cadavez mais curtos
• sistemas CAD
– modelização paramétrica (dimensões na fixas)
– modelização com restrições (“superfícies planas são paralelas”; círculoA é concêntrico com círculo B” )
– modelização feature-based e codificação de tecnologias de grupo(componentes de modelos e repositórios de modelos)
– Design and Manufacturing (CAD/CAM)
– Design, Manufacturing and Engineering (CAD/CAM/CAE)
CAD suportadirectamente:Tool Path Generation(prog. NC);verificação decolisões;programas para CMMe AVI;ficheiros STL(prototipagem rápida);etc.
CAD suporta ligação apacotes de análise deengenharia (CAE):elementos finitos (FEA);aerodinâmica; tolerância;cinemática; etc.
Eduardo Tovar, Novembro 2002 24
Aplicações de Software (4)
n Agilizar
– sistemas CAD, desafios a vencer
• mais adequados a uma abordagem “bottom-up” (primeiro aconcepção de componentes individuais) do que a uma abordagem“top-down” (que é a mais natural num projecto de configuração)
• difícil a automatização da interligação com o CAE (e.g., FEA)
– dificuldade dos computadores em tomarem decisões com base eminformação incompleta, como os humanos fazem
IA e Sistemas Baseados em Conhecimento
IA e Sistemas Baseados em Conhecimento
Eduardo Tovar, Novembro 2002 25
Aplicações de Software (5)
n Agilizar
– produtos cada vez mais complexos e com ciclos de vida cadavez mais curtos
• sistemas PDM (emergiram separadamente dos produtos CAD)
– sistemas CAD começaram a trazer “extensões” ditas PDM
– usual hoje em dia virem associados aos produtos ERP ou SCM
• a gestão da informação é o núcleo das actividades industriais
– o PDM gere todas as informações e processos relativos ao ciclo devida de um produto, visando explorar ao máximo os benefícios daengenharia concorrente
» norma para a troca de informação de produto: STEP (STandard for theExchange of Product model data)
» outras normas relevantes para o mesmo efeito: IGES (Initial GraphicsExchange Specification); DXF (Design eXchange Format)
Bases de Dados eSGBDs
Bases de Dados eSGBDs
Normas deModelização da Informação
Normas deModelização da Informação
Eduardo Tovar, Novembro 2002 26
Aplicações de Software (6)
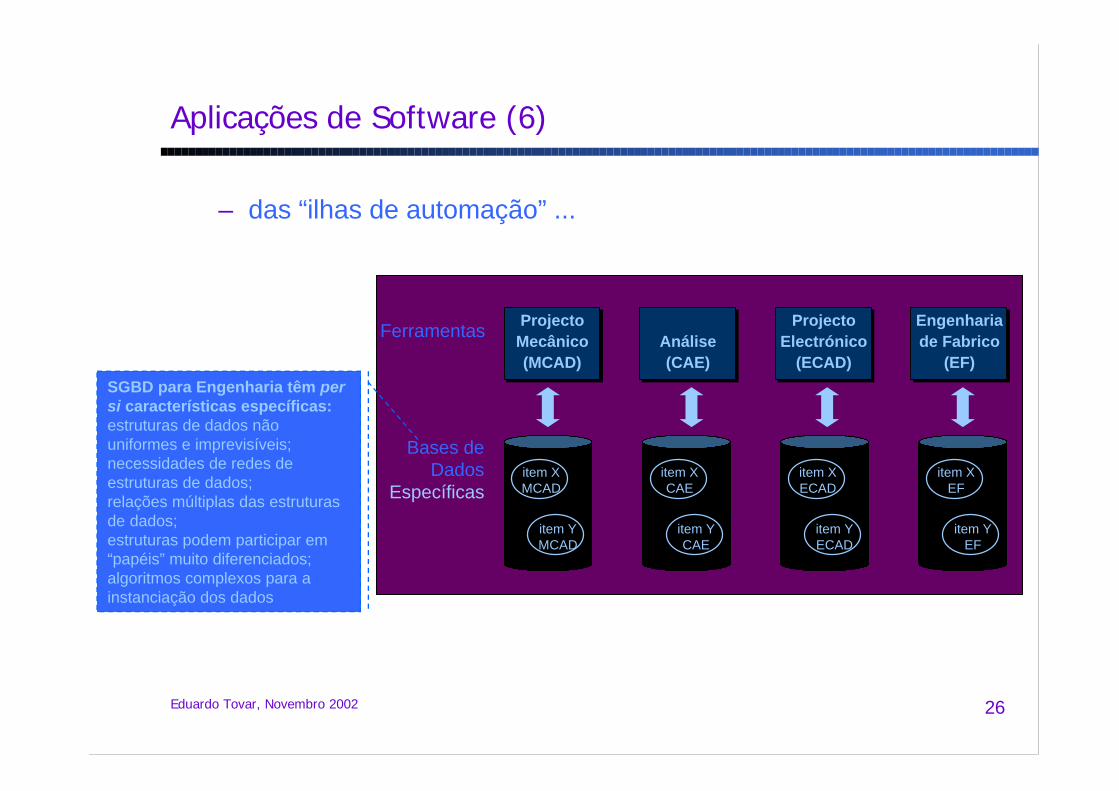
– das “ilhas de automação” ...
ProjectoMecânico(MCAD)
Análise(CAE)
ProjectoElectrónico
(ECAD)
Engenhariade Fabrico
(EF)
item XMCAD
item YMCAD
item XCAE
item YCAE
item XECAD
item YECAD
item XEF
item YEF
Ferramentas
Bases deDados
Específicas
SGBD para Engenharia têm persi características específicas:estruturas de dados nãouniformes e imprevisíveis;necessidades de redes deestruturas de dados;relações múltiplas das estruturasde dados;estruturas podem participar em“papéis” muito diferenciados;algoritmos complexos para ainstanciação dos dados
Eduardo Tovar, Novembro 2002 27
Aplicações de Software (7)
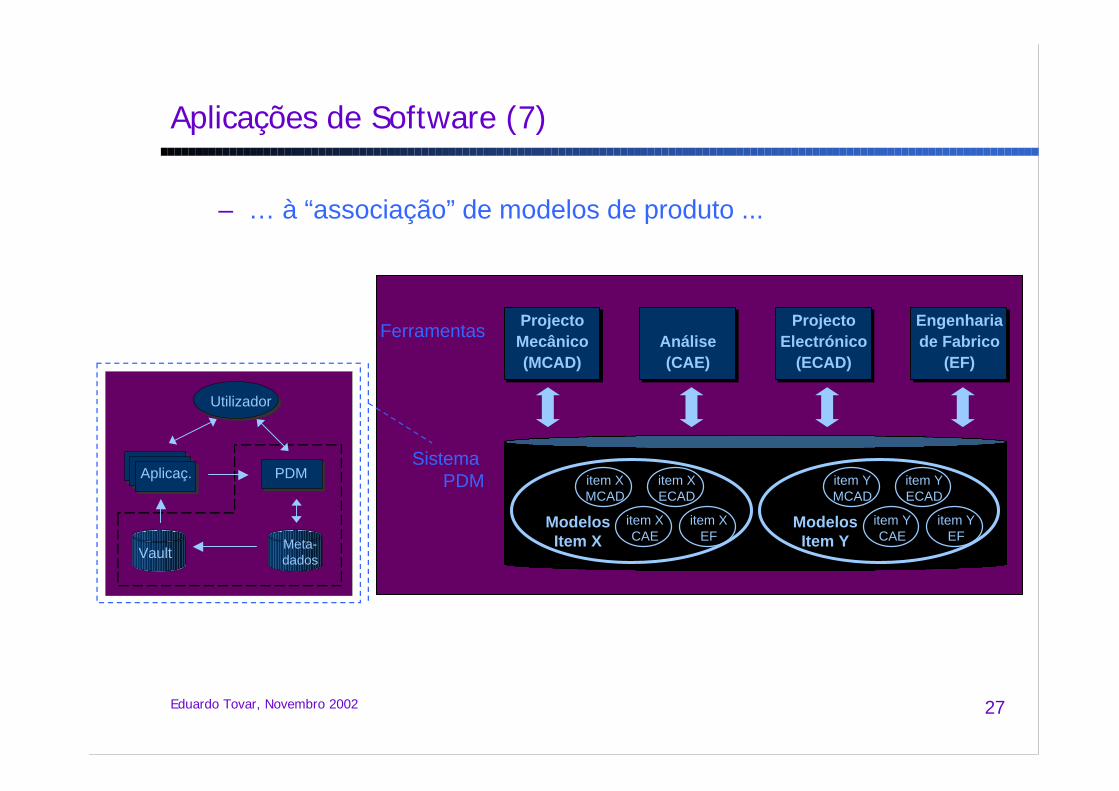
– … à “associação” de modelos de produto ...
Sistema PDM item X
MCADitem XECAD
item XEF
item XCAE
ModelosItem X
item YMCAD
item YECAD
item YEF
item YCAE
ModelosItem Y
VaultMeta-dados
PDMAplicaç.
Utilizador
ProjectoMecânico(MCAD)
Análise(CAE)
ProjectoElectrónico
(ECAD)
Engenhariade Fabrico
(EF)
Ferramentas
Eduardo Tovar, Novembro 2002 28
Aplicações de Software (8)
– … à integração de modelos:
• a utilização de normas para a descrição e manipulação deinformação de produto facilita a implementação do PDM
– STEP/EXPRESS; IGES; DXF …
– uma só norma é ainda melhor: STEP/EXPRESS o expoente
• que mais pode fazer o STEP/EXPRESS para agilizar a realizaçãode produtos ?
– EXPRESS-X: da “associação” à “Integração” de Modelos
– Mudança do Nível de Abstracção
» EXPRESS-X, EXPRESS e STEP
⇒ ficheiro step.pdf
Eduardo Tovar, Novembro 2002 29
Aplicações de Software (9)
n Agilizar
– sistemas MES (Management Execution System)
• interacção software CAPP com ferramentas de CAD √
• interacção de software CAPP com ferramentas de planeamento daprodução ?
– normalmente encaradas como duas actividades sequenciais edistintas, mas
» decisões no planeamento do processo (p. ex., selecção de máquinas e asequência de tarefas) restringem escolhas de optimização no planeamentoda produção
» o planeamento do processo e o escalonamento podem ter conflito deobjectivos: tecnologia necessária vs. utilização de recursos
Eduardo Tovar, Novembro 2002 30
Aplicações de Software (10)
– a interoperabilidade de software CAPP com pacotes deplaneamento/escalonamento da produção é mais complexa(porquê ?)
– necessidade de ontologias e conversão de sintaxe e semântica
• o papel da PSL (Process Specification Language) na integração dainformação de processo
– Mudança do Nível de Abstracção
» PSL
Em aplicaçõesde workflow:recurso éusualmenteconotado coma informaçãonecessária.
Em aplicaçõesCAPP, recursosignificapessoa ou amáquina.
Em aplicaçõesde workflow:recurso éusualmenteconotado coma informaçãonecessária.
Em aplicaçõesCAPP, recursosignificapessoa ou amáquina.
⇒ ficheiro psl.pdf
Eduardo Tovar, Novembro 2002 31
Aplicações de Software (11)
n Destaques da Secção
– produtos cada vez mais complexos e com ciclos de vida cadavez mais curtos
• agilização de software CAD/CAE/CAM
• os pacotes PDM fulcrais na gestão da informação de produto (emtodo o seu ciclo de vida)
• o STEP como a norma para a descrição e manipulação dainformação de produto (durante o seu ciclo de vida)
• a integração do planeamento de processo com o planeamento daprodução
– a PSL como linguagem para a descrição e manipulação da informaçãode processo
EngenhariaConcorrenteEngenharia
Concorrente
Papel das Ontologias na
Integração da Informação
Papel das Ontologias na
Integração da Informação
Eduardo Tovar, Novembro 2002 32
1. Introdução √2. Sistemas de Fabrico √3. Actividades na Gestão do Processo Produtivo √4. Aplicações de Software √
5. e-Manufacturing6. Conclusões
Eduardo Tovar, Novembro 2002 33
e-Manufacturing (1)
n Novos Desafios para os Inovadores
– a Internet como ferramenta de comércio e habilitadora detecnologia
– um consumidor muito, mesmo muito, instável
Eu posso encomendar o que eu quiser − pelaInternet, numa loja ou de outra forma qualquer. Euposso pedir que incluam as características que euquero, e espero que me seja entregue quando eu
precisar dele. Se não, vou a outro sítio qualquerpara obter aquilo de que eu preciso!
InternetInternet
Eduardo Tovar, Novembro 2002 34
e-Manufacturing (2)
n Empresa Virtual / Estendida
– consórcio temporário de empresas industriais independentesque se juntam para rapidamente explorar oportunidades deprodutos num mercado global e dinâmico
• a realidade não é nova, mas o conceito ganha outra dimensão naera da Internet
• os 80s e 90s (TQM - Total Quality Management) sãocaracterizados por redução de custos internos, particularmente dasempresas OEM - Original Equipment Manufacturers
– outsourcing (move elementos críticos do processo de concepção ouprodução para a cadeia de fornecedores)
– lean manufacturing (transferindo funções não cruciais para fora da suaorganização)
o SCM (Supply ChainManagement),
não é um conceito de hoje
o SCM (Supply ChainManagement),
não é um conceito de hoje
Eduardo Tovar, Novembro 2002 35
e-Manufacturing (3)
n e-Manufacturing
– combinação dos dois atributos da era da qualidade (outsourcinge lean manufacturing) na era da Internet:
“All agree that the e-Manufacturing term is much like the phrase, ‘e-Business’.One day, the ‘e’ will be so common it’s no longer needed.It will be manufacturing as usual.”
em “Making Sense of e-Manufacturing: a Roadmap for Manufacturers”,Rockwell Automation White Paper, 2000
e-Manufacturing
Eduardo Tovar, Novembro 2002 36
e-Manufacturing (4)
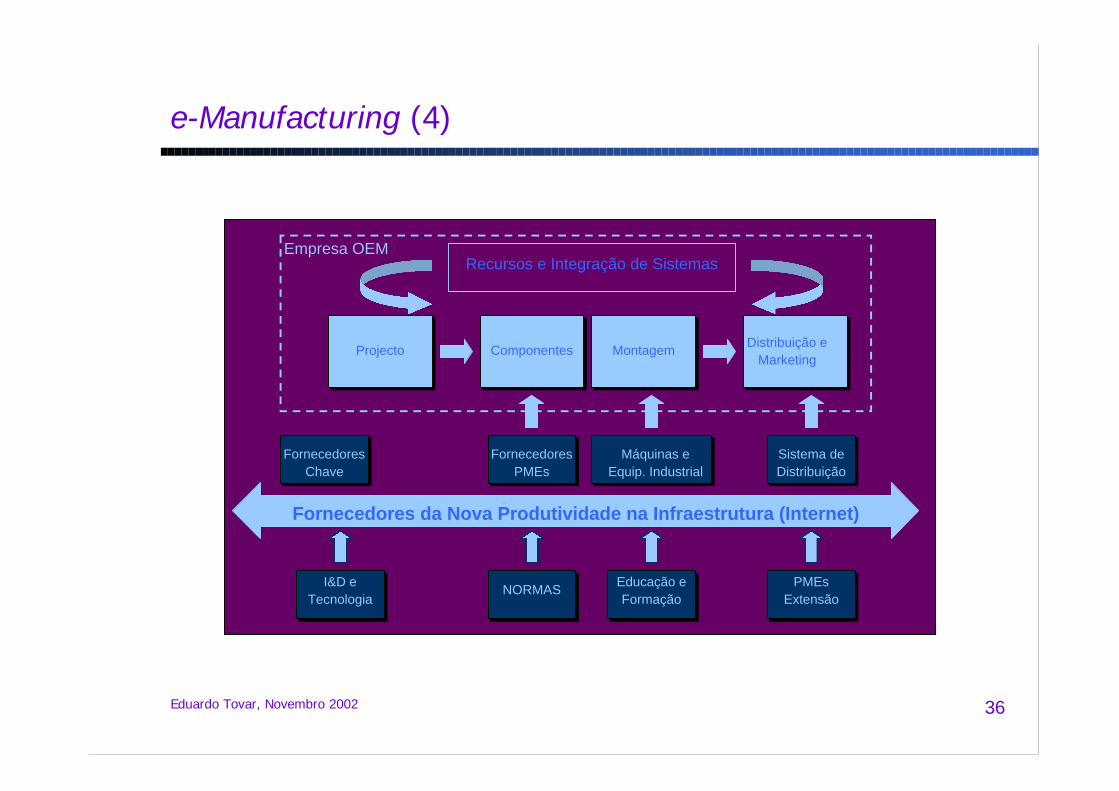
ComponentesProjecto MontagemDistribuição e
Marketing
Empresa OEM
FornecedoresChave
FornecedoresPMEs
Máquinas eEquip. Industrial
Sistema deDistribuição
Fornecedores da Nova Produtividade na Infraestrutura (Internet)
NORMASEducação eFormação
PMEsExtensão
I&D eTecnologia
Recursos e Integração de Sistemas
Eduardo Tovar, Novembro 2002 37
e-Manufacturing (5)
n Iniciativas e-Business
– na próxima vaga de iniciativas de e-Business (e daquelascapazes de sobreviver à primeira vaga)
• uma verdade básica: não funciona sem uma cadeia defornecedores de excelência ligada a uma cadeia de produtores deexcelência
– a fábrica é o sangue vital de qualquer empresa fabril, o sítio onde amais valia é criada
» continua a ser assim hoje em dia, não obstante o turbilhão “dot.com”
Eduardo Tovar, Novembro 2002 38
e-Manufacturing (6)
n e-Manufacturing
– acrescidos níveis de agilidade são requeridos às empresasprodutoras de bens
– algumas aplicações e tecnologias emergentes• sistemas de comunicação industriais cada vez mais potentes
– JAVA/Jini e os mais recentes RT-Java e PicoJAVA como elementosfederadores e integradores “from bottom (plant-floor) to top”
– Industrial Ethernet
• integração da informação de produto e cooperação (na Internet)– XML (eXtended Markup Language)
» repositórios de modelos na Internet
– VRML (Virtual Reality Modelling Language)
Ao contrário doHTML(visualização deinformação porpessoas) o XML épara serinterpretado poraplicações
Ao contrário doHTML(visualização deinformação porpessoas) o XML épara serinterpretado poraplicações
Produtividade nodesenvolvimentode softwarecomplexo edistribuído
Forte poder deintegraçãoproporcionadopela plataformavirtual JVM
Produtividade nodesenvolvimentode softwarecomplexo edistribuído
Forte poder deintegraçãoproporcionadopela plataformavirtual JVM
Tempo-RealTempo-Real
Eduardo Tovar, Novembro 2002 39
e-Manufacturing (7)
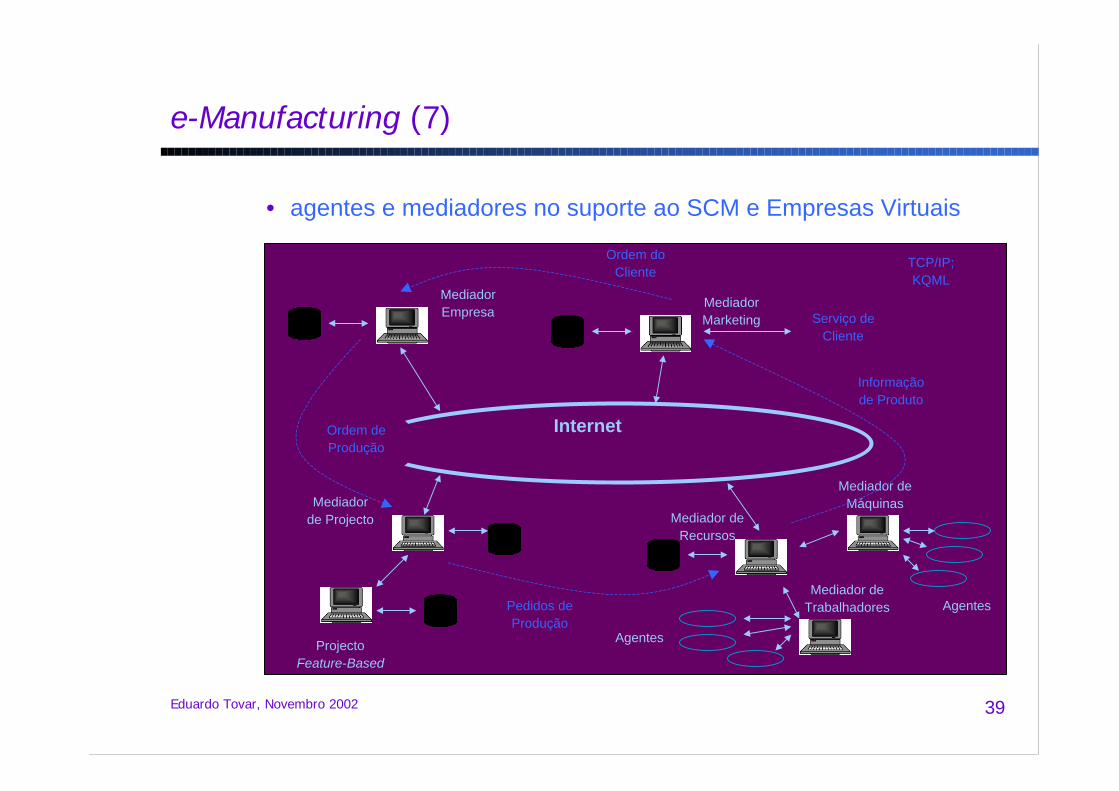
• agentes e mediadores no suporte ao SCM e Empresas Virtuais
MediadorEmpresa
Internet
MediadorMarketing Serviço de
Cliente
Mediadorde Projecto
ProjectoFeature-Based
Mediador deRecursos
Mediador deMáquinas
Mediador deTrabalhadores
Agentes
Agentes
Ordem deProdução
Ordem doCliente
Informaçãode Produto
Pedidos deProdução
TCP/IP;KQML
Eduardo Tovar, Novembro 2002 40
1. Introdução √2. Sistemas de Fabrico √3. Actividades na Gestão do Processo Produtivo √4. Aplicações de Software √5. e-Manufacturing √
6. Conclusões
Eduardo Tovar, Novembro 2002 41
Conclusões (1)
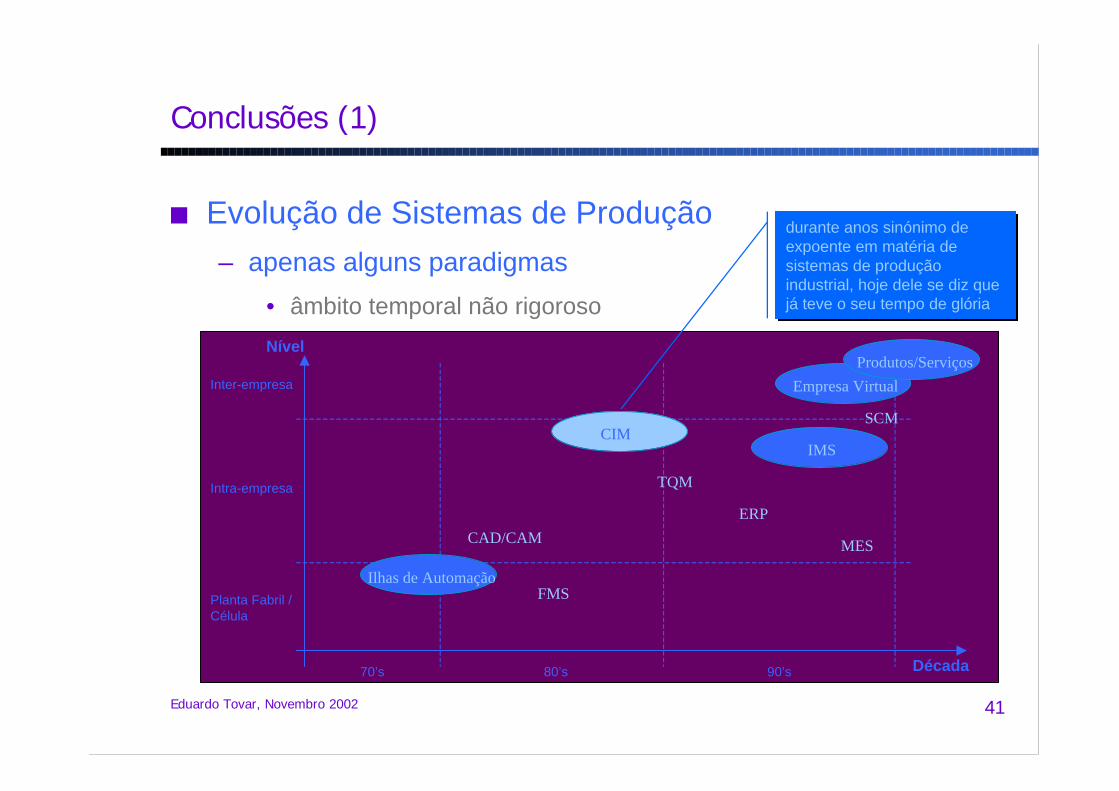
n Evolução de Sistemas de Produção
– apenas alguns paradigmas
• âmbito temporal não rigoroso
Planta Fabril /Célula
Intra-empresa
Inter-empresa
70’s 80’s 90’s
FMS
MES
TQM
ERP
CAD/CAM
SCM
Empresa Virtual
IMS
Ilhas de Automação
Produtos/Serviços
CIM
durante anos sinónimo deexpoente em matéria desistemas de produçãoindustrial, hoje dele se diz quejá teve o seu tempo de glória
durante anos sinónimo deexpoente em matéria desistemas de produçãoindustrial, hoje dele se diz quejá teve o seu tempo de glória
Nível
Década
Eduardo Tovar, Novembro 2002 42
Conclusões (2)
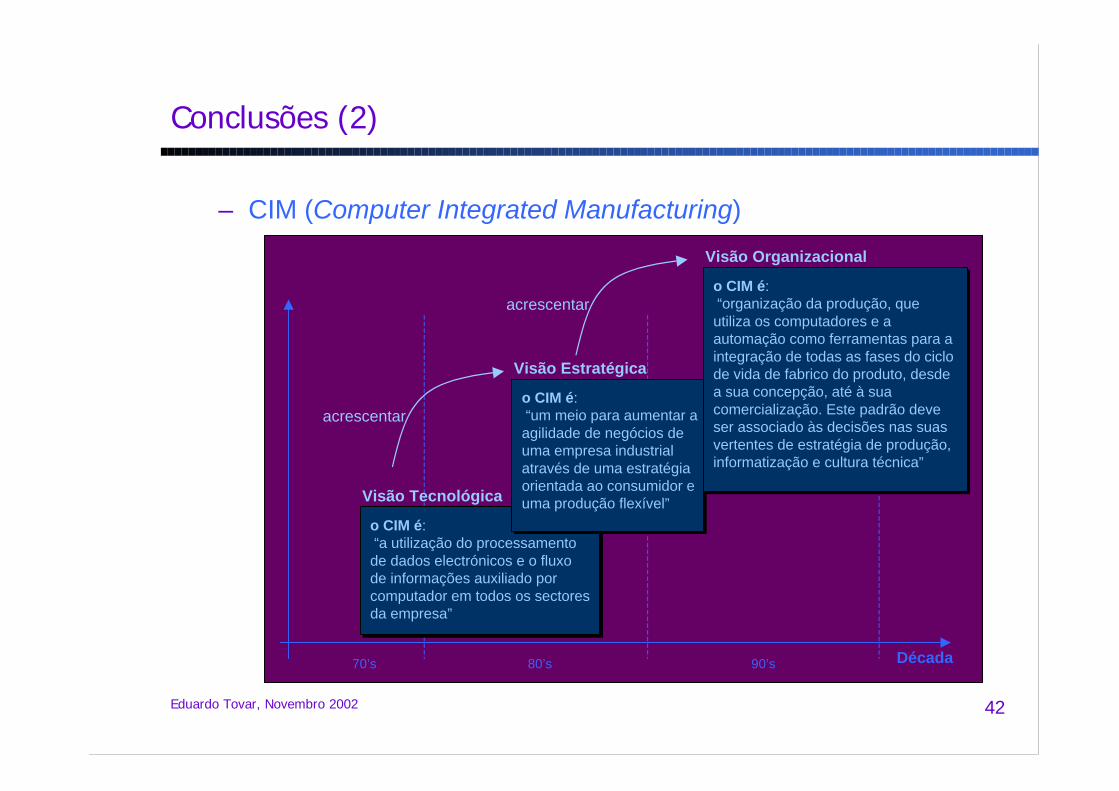
– CIM (Computer Integrated Manufacturing)
70’s 80’s 90’s Década
o CIM é: “a utilização do processamentode dados electrónicos e o fluxode informações auxiliado porcomputador em todos os sectoresda empresa”
Visão Tecnológica
o CIM é: “um meio para aumentar aagilidade de negócios deuma empresa industrialatravés de uma estratégiaorientada ao consumidor euma produção flexível”
Visão Estratégica
acrescentar
o CIM é: “organização da produção, queutiliza os computadores e aautomação como ferramentas para aintegração de todas as fases do ciclode vida de fabrico do produto, desdea sua concepção, até à suacomercialização. Este padrão deveser associado às decisões nas suasvertentes de estratégia de produção,informatização e cultura técnica”
Visão Organizacional
acrescentar
Eduardo Tovar, Novembro 2002 43
Conclusões (3)
– CIM (Computer Integrated Manufacturing)
• ainda é actual, se for lida com uma ênfase mais na integração(letra ‘I’) e menos nos computadores (letra ‘C’), e sempreconsiderando o sistema produtivo (a letra ‘M’) como aspectonuclear
– info-conectividade de todos os subsistemas que protagonizam aempresa (estendida/virtual) industrial
» automatização dos processos de troca de informação, incluindo osnecessários mapeamentos, para aumentar a agilidade (diminuição dostempos de resposta)
» qualidade das decisões, por serem tomadas com base em informaçãoactualizada e consistente
Eduardo Tovar, Novembro 2002 44
Conclusões (4)
– se CIM for mais redutor do que Empresa Virtual (ou que SCM;ou que ERP), será sempre preferível o termo e-Manufacturing:
• a planta fabril é o ponto de partida para a info-conectividade
– o equipamento ligado às operações de fabrico geram abundanteinformação sobre produtividade, qualidade e instantes de execução
“And in the race to e-Business, one can not forget the plant floor -electronic management of the factory and the product is crucial tothe e-Business effort”
em “How and Why You Will Use e-Manufacturing System”,AMR Research, 2000
“And in the race to e-Business, one can not forget the plant floor -electronic management of the factory and the product is crucial tothe e-Business effort”
em “How and Why You Will Use e-Manufacturing System”,AMR Research, 2000
ManutençãoManutenção
Eduardo Tovar, Novembro 2002 45
“The world is moving so fast these days, that the man who saysit can´t be done is generally interrupted by someone doing it.”
E. Hubbard
“The world is moving so fast these days, that the man who saysit can´t be done is generally interrupted by someone doing it.”
E. Hubbard
Conclusões (5)
n Sim, mas afinal o que é a Informática Industrial?
e-Manufacturing
CAD/CAM/CAE
CAPP
PDM
STEP
SCM
Simulação
PSL
JAVA
XML
Agentes
Corba
SQL
OPC
DDE
OLE
RdP
MRPII
AVI
Ethernet
RC
Workflow
AS/RS
CMM
e-Business
TQM
e-Procurement
Jini
C
EDI
Ada 95EXPRESS
Inferno
Visual Basic
Device-Net
RT-Linux
SAP R/3
KIF
Visual C
Cl-dat
FEA
SAP R/3
KIF
Visual C
Cl-dat
FEAWorldFIP
Inferno
Visual Basic
PROFIBUS
RT-LinuxIMS Agentes





























