Embed Size (px)
Citation preview

i
LỜI CAM ĐOAN
Tôi xin cam đoan:
Những kết quả nghiên cứu được trình bày trong luận án là hoàn toàn do bản
thân tự nghiên cứu, không sao chép của bất kỳ ai hay nguồn nào (trừ những điểm
được trích dẫn).
Các kết quả tính toán (trừ những điểm được trích dẫn) đều được thực hiện
nghiêm túc, trung thực, không chỉnh sửa, không sao chép của bất kỳ nguồn nào.
Thái Nguyên, ngày 20 tháng 9 năm 2019
Tác giả luận án
Lê Xuân Hưng

ii
LỜI CẢM ƠN
Trước hết, với lòng kính trọng và biết ơn sâu sắc, tôi xin được bày tỏ lòng biết
ơn chân thành tới tập thể người hướng dẫn khoa học là những người thầy đã dành
nhiều thời gian hướng dẫn, tận tình chỉ bảo tôi trong suốt quá trình nghiên cứu.
Tôi xin trân trọng cảm ơn Ban Giám hiệu, Phòng Đào tạo, Khoa Cơ khí của
Trường Đại học Kỹ thuật Công nghiệp, Đại học Thái Nguyên đã tạo mọi điều kiện
giúp đỡ tôi trong suốt quá trình học tập, nghiên cứu và hoàn thành Luận án.
Để có được những kết quả như ngày hôm nay, tôi xin trân trọng cảm ơn sự
giúp đỡ nhiệt tình của cán bộ, công nhân của Doanh nghiệp tư nhân Cơ khí chính
xác Thái Hà và Công ty cổ phần Phụ tùng máy số 1 đã giúp đỡ tôi hoàn thành các
công việc liên quan đến thí nghiệm, thực nghiệm và đo đạc.
Tôi xin được bày tỏ lòng biết ơn sâu sắc tới gia đình, bạn bè, đồng nghiệp
những người luôn bên cạnh tôi, đã động viên, chia sẻ, giúp đỡ tôi trong suốt quá
trình học tập, nghiên cứu để hoàn thành Luận án.
Tác giả luận án
Lê Xuân Hưng

iii
MỤC LỤC
LỜI CAM ĐOAN ...................................................................................................... i
LỜI CẢM ƠN ........................................................................................................... ii
DANH MỤC KÝ HIỆU, CHỮ CÁI VIẾT TẮT ................................................... vi
DANH MỤC HÌNH VẼ ............................................................................................ x
DANH MỤC BẢNG BIỂU ................................................................................... xiii
PHẦN MỞ ĐẦU ....................................................................................................... 1
Tính cấp thiết của đề tài ..................................................................................... 1
Đối tượng nghiên cứu ........................................................................................ 3
Mục đích nghiên cứu ......................................................................................... 3
Phạm vi nghiên cứu ………………………………………………………… 3
Phương pháp nghiên cứu ................................................................................... 3
Nội dung nghiên cứu .......................................................................................... 3
Những đóng góp mới ......................................................................................... 4
Cấu trúc của luận án ........................................................................................... 4
Ý nghĩa của đề tài .............................................................................................. 4
CHƯƠNG 1. TỔNG QUAN VỀ MÀI LỖ .............................................................. 5
1.1. Giới thiệu về mài lỗ. ........................................................................................ 5
1.1.1. Các sơ đồ mài lỗ ...................................................................................... 5
1.1.2. Trục mang đá của đá mài lỗ ..................................................................... 6
1.1.3. Vị trí và vai trò của nguyên công mài lỗ trong quy trình công nghệ ....... 8
1.2. Các đặc điểm của quá trình mài lỗ .................................................................. 9
1.2.1. Chiều dài cung tiếp xúc lk ........................................................................ 9
1.2.2. Chiều dày lớp cắt khi mài az .................................................................. 10
1.2.3. Đường kính tương đương của đá mài .................................................... 11
1.2.4. Quá trình tách phoi của hạt mài ............................................................. 11
1.2.5. Năng suất bóc tách của quá trình mài .................................................... 13
1.2.6. Lực trong quá trình mài ......................................................................... 14
1.3. Mòn đá và tuổi bền của đá mài ..................................................................... 16
1.3.1. Mòn đá mài ............................................................................................ 16
1.3.2. Tuổi bền của đá ...................................................................................... 18

iv
1.3.3. Chất lượng bề mặt sau mài. ................................................................... 20
1.3.4. Topography của đá mài ......................................................................... 22
1.4. Tổng quan các nghiên cứu về mài lỗ ............................................................ 23
1.4.1. Ảnh hưởng của bôi trơn làm nguội (BTLN) đến quá trình mài lỗ. ....... 24
1.4.2. Ảnh hưởng của chế độ sửa đá đến quá trình mài lỗ. ............................. 29
1.4.3. Ảnh hưởng của chế độ cắt và đá mài đến quá trình mài lỗ. .................. 33
1.4.4. Các mô hình tính toán chi phí trong gia công mài ................................. 37
1.5. Kết luận chương 1 ......................................................................................... 41
Nhận xét ........................................................................................................... 41
Định hướng vấn đề nghiên cứu. ....................................................................... 41
CHƯƠNG 2. MÔ HÌNH NÂNG CAO HIỆU QUẢ QUÁ TRÌNH MÀI LỖ VÀ
XÂY DỰNG HỆ THỐNG THÍ NGHIỆM ........................................................... 43
2.1. Mô hình nâng cao hiệu quả quá trình mài lỗ ................................................. 43
2.1.1. Sơ đồ và cơ sở của nghiên cứu nâng cao hiệu quả quá trình mài lỗ ...... 43
2.1.2. Chọn thông số đầu vào .......................................................................... 44
2.1.3. Các tham số điều khiển được ................................................................. 45
2.1.4. Các tham số nhiễu .................................................................................. 45
2.1.5. Các thông số đầu ra ................................................................................ 45
2.1.6. Các giải pháp nâng cao hiệu quả quá trình mài lỗ ................................. 46
2.2. Hệ thống thí nghiệm ...................................................................................... 47
2.3. Kết luận chương 2 ......................................................................................... 50
CHƯƠNG 3. NGHIÊN CỨU THỰC NGHIỆM ĐÁNH GIÁ ẢNH HƯỞNG
CỦA CHẾ ĐỘ BÔI TRƠN – LÀM NGUỘI ĐẾN QUÁ TRÌNH MÀI LỖ ...... 51
3.1. Mục đích thí nghiệm ..................................................................................... 52
3.2. Thiết kế thí nghiệm ....................................................................................... 52
3.3. Thực nghiệm và xử lý kết quả ....................................................................... 55
3.3.1. Với dầu Caltex Aquatex 3180 ............................................................... 55
3.3.2. Với dầu Emulsion .................................................................................. 57
3.4.3. Xác định chế độ bôi trơn – làm nguội hợp lý khi mài lỗ ....................... 60
3.5. Kết luận chương 3. ........................................................................................ 62
CHƯƠNG 4. NGHIÊN CỨU THỰC NGHIỆM ĐÁNH GIÁ ẢNH HƯỞNG
CỦA CHẾ ĐỘ SỬA ĐÁ ĐẾN QUÁ TRÌNH MÀI LỖ ....................................... 63

v
4.1. Mục đích thí nghiệm ..................................................................................... 64
4.2. Thiết kế thí nghiệm ....................................................................................... 64
4.3. Ảnh hưởng của chế độ sửa đá đến nhám bề mặt và năng suất khi mài lỗ .... 69
4.3.1. Kết quả thực nghiệm .............................................................................. 69
4.3.2. Đánh giá kết quả thực nghiệm và tối ưu hóa đơn mục tiêu ................... 69
4.4. Tối ưu hóa đa mục tiêu .................................................................................. 79
4.5. Kết luận chương 4. ........................................................................................ 86
CHƯƠNG 5. XÁC ĐỊNH ĐƯỜNG KÍNH ĐÁ MÀI KHI THAY ĐÁ TRONG
GIA CÔNG MÀI LỖ .............................................................................................. 87
5.1. Phân tích chi phí cho quá trình mài lỗ .......................................................... 87
5.1.1. Tổng thời gian mài 01 chi tiết, tt ............................................................ 88
5.1.2. Chi phí cho máy Cm,h ............................................................................. 90
5.1.3. Chi phí cho con người và chi phí gián tiếp Cwa,h ................................... 90
5.1.4. Chi phí cho đá mài Cgw,p ........................................................................ 90
5.2. Ảnh hưởng của các thông số đến chi phí của quá trình mài lỗ ..................... 91
5.2.1. Mức độ ảnh hưởng ................................................................................. 93
5.2.2. Đặc điểm ảnh hưởng .............................................................................. 94
5.3. Đường kính thay đá hợp lý ............................................................................ 96
5.3.1. Xác định đường kính thay đá hợp lý ..................................................... 96
5.3.2. Ảnh hưởng của các thông số đến đường kính thay đá hợp lý ............... 97
5.3.3. Mô hình hồi quy xác định đường kính đá mài khi thay hợp lý ........... 101
5.4. Kết luận chương 5 ....................................................................................... 102
KẾT LUẬN CHUNG VÀ HƯỚNG PHÁT TRIỂN CỦA LUẬN ÁN.............. 104
Kết luận chung ................................................................................................... 104
Hướng nghiên cứu tiếp theo. .............................................................................. 105
DANH MỤC CÁC CÔNG TRÌNH ĐÃ CÔNG BỐ LIÊN QUAN ĐẾN ĐỀ TÀI
................................................................................................................................ 106
TÀI LIỆU THAM KHẢO .................................................................................... 108

vi
DANH MỤC CHỮ CÁI VIẾT TẮT
Ký hiệu Ý nghĩa Đơn vị
ANOVA Phân tích phương sai (Analysis of Variance)
BTLN Bôi trơn làm nguội
CCD Dạng kế hoạch hỗn hợp tâm xoay (Central Composite Design)
MSD Tổng bình phương trung bình của giá trị đo
LL Lưu lượng dung dịch lít/phút
NĐ Nồng độ dung dịch %
Stiff Độ cứng vững trục mang đá
S/N Tỷ số tín hiệu nhiễu (Signal-to-noise)
DANH MỤC KÝ HIỆU CHÍNH
Ký hiệu Ý nghĩa Đơn vị
Amt Diện tích mà máy chiếm chỗ m2
ae,tot lượng dư gia công mm
az Chiều dày lớp cắt khi mài mm
aed Tổng chiều sâu sửa đá mm
a Đoạn chạy vượt quá khi mài mm
Bgw Chiều rộng đá mài mm
Cm,h chi phí cho máy theo giờ VNĐ/h
Cwa,h chi phí cho con người, quản lý theo giờ VNĐ/h
Cmt,h Chi phí cho máy, quản lý, con người theo giờ VNĐ/h
Cgw Giá thành viên đá mài VNĐ/h
Cgw,p Chi phí cho đá mài tính cho một chi tiết VNĐ/h
Cmt,p Chi phí cho máy, quản lý, con người theo chi tiết VNĐ/h
Cmc,y chi phí hệ thống gia công hàng năm VNĐ/năm
Cin,y Chi phí trả lãi ngân hàng hàng năm VNĐ/năm
Cro,y Chi phí cho nhà xưởng hàng năm VNĐ/năm
Cma,y Chi phí duy tu bảo dưỡng hàng năm VNĐ/năm

vii
Ký hiệu Ý nghĩa Đơn vị
Cen,y Chi phí cho năng lượng (điện) hàng năm VNĐ/năm
Cen giá điện VNĐ/kWh
Cmc Chi phí mua hệ thống gia công VNĐ
Csqm Chi phí nhà xưởng cho 1m2 trong 1 năm VNĐ/m2năm
CK Số lần sửa đá siêu tinh
D Đường kính trục mang đá mm
D0 Đường kính đá mài ban đầu mm
De Đường kính đá mài khi thay mm
Dtd Đường kính tương đương của đá mài mm
Dgw Đường kính đá mài mm
dw Đường kính chi tiết mm
dw0 Đường kính chi tiết trước gia công mm
dwe Đường kính chi tiết sau gia công mm
E Modul đàn hồi của vật liệu làm trục mang đá
N/mm2
fa Lượng chạy dao dọc mm/phút
fr Lượng chạy dao hướng kính mm/htđ
k Số nhân tố khảo sát nghiên cứu thực nghiệm
L Chiều dài trục mang đá mm
lk Chiều dài cung tiếp xúc mm
lw Chiều dài chi tiết mm
MRR Năng suất của nguyên công mài mm3/s
Nd Số chi tiết mài được sau 1 lần sửa đá
Nw Số chi tiết mài được của 1 viên đá
nsđ Số lượt sửa đá
nthô, ntinh Số lần sửa đá thô, sửa đá tinh mm
nw Tốc độ quay của chi tiết vòng/phút
nđ Tốc độ quay của đá mài vòng/phút
nht Tốc độ quay chuyển động hành tinh vòng/phút
Px Lực dọc trục N

viii
Ký hiệu Ý nghĩa Đơn vị
Py Lực pháp tuyến N
Pz Lực tiếp tuyến N
Ptot Công suất tổng thể của hệ thống gia công kWh
q Độ mòn đá mg/m
Qw Năng suất bóc tách vật liệu mm3/s
Rld Tỷ số lw/dw
Ra Nhám bề mặt m
rs Bán kính lưỡi cắt mm
Ssđ Lượng chạy dao sửa đá mm/phút
Srg Cấp độ nhám
t Chiều sâu cắt mm
tsđ Chiều sâu sửa đá mm
tthô, ttinh Chiều sâu sửa đá thô, sửa đá tinh mm
tw Tuổi bền phút
tt Tổng thờ gian mài một chi tiết giờ
td Thời gian sửa đá giờ
td,p Thời gian sửa đá tính cho mài một chi tiết giờ
tcw Thời gian thay đá giờ
tcw,p Thời gian thay đá tính cho mài một chí tiết giờ
tc Thời gian cơ bản khi mài giờ
tL Thời gian thay chi tiết giờ
ts Thời gian mài hết hoa lửa giờ
tg Cấp chính xác chi tiết
Tuse Thời gian sửa dụng máy giờ/năm
Ttot Số năm khấu hao máy năm
U Độ mòn đá m
Vct Vận tốc chi tiết mm/phút
Vđ Vận tốc cắt m/s
Vm Thể tích vật liệu bị bóc đi mm3

ix
Ký hiệu Ý nghĩa Đơn vị
Vm Thể tích kim loại bị bóc tách mm3
wpd Lượng mòn đá mài sau mỗi chu kỳ tuổi bền mm
α Góc sau độ
Tỷ số giữa đường kính đá mài khi thay chia cho đường kính đá
mài ban đầu
Tỷ số giữa đường kính lỗ chia cho đường kính đá mài ban đầu

x
DANH MỤC HÌNH VẼ
Hình 1.1. Sơ đồ mài lỗ có tâm ................................................................................... 5
Hình 1.2 Sơ đồ nguyên lý mài tròn trong vô tâm ..................................................... 5
Hình 1.3. Kết cấu trục mang đá của đá mài lỗ ........................................................... 6
Hình 1.4. Kết cấu gắn đá mài với trục mang đá ......................................................... 7
Hình 1.5. Các lựa chọn cho quá trình gia công tinh bề mặt lỗ .................................. 8
Hình 1.6. Chiều dài cung tiếp xúc của các phương pháp mài .................................. 10
Hình 1.7. Hình dạng hạt mài và phân tích lưỡi cắt ................................................... 12
Hình 1.8. Quá trình tách phoi của hạt mài ............................................................... 12
Hình 1.9. Quá trình tạo phoi khi mài ....................................................................... 13
Hình 1.10. Lực cắt tác dụng lên hạt mài .................................................................. 14
Hình 1.11. Quan hệ Py – Pz ..................................................................................... 16
Hình 1.12. Các dạng của đá mài .............................................................................. 16
Hình 1.13. Các trạng thái mòn của đá mài .............................................................. 17
Hình 1.14. Sự biến đổi của lượng mòn, dạng mòn theo thời gian gia công ............ 17
Hinh 1.15: Qua trinh mon cua đa ............................................................................. 18
Hình 1.16. Sự hình thành độ nhám bề mặt khi mài .................................................. 20
Hình 1.17. Biên dạng của đá mài. ............................................................................ 23
Hình 1.18. Mô hình hóa quá trình mài .................................................................... 24
Hình 1.19. Hai dạng vòi phun dung dịch BTLN ..................................................... 25
Hình 1.20. Vị trí của vòi phun trong mài lỗ ............................................................ 25
Hình 1.21. Hệ thống BTLN của Nadolny ................................................................ 26
Hình 1.22. Ảnh hưởng của loại dung dịch BTLN và áp suất BTLN đến độ nhám bề
mặt mài .................................................................................................................... 26
Hình 1.23. Độ nhám bề mặt gia công khi mài lỗ 24,4 .......................................... 27
Hình 1.24. Lực mài (Py) khi bôi trơn tối thiểu có chất phụ gia vật liệu nano ......... 28
Hình 1.25. Độ nhám bề mặt (Ra) khi làm nguội tối thiểu có chất phụ gia nano ..... 28
Hình 1.26. Ảnh hưởng của nồng độ dung dịch đến độ nhám bề mặt mài ................ 28
Hinh 1.27. Dung cu sưa đa kim cương ..................................................................... 30

xi
Hình 1.28. Biểu đồ Schmitt mô tả ảnh hưởng của tốc độ bóc tách và lượng tiến dao
khi mài lỗ đến nhám bề mặt .................................................................................... 30
Hình 1.29. Ảnh bề mặt của đá mài CBN trước (phải) và sau (trái) sửa đá ............. 31
Hinh 1.30. Cach ga mui sưa đa kim cương môt hat và ảnh hưởng tới ..................... 31
độ nhám bề mặt ........................................................................................................ 31
Hình 1.31: Sơ đồ thí nghiệm giám sát quá trình mài lỗ .......................................... 34
Hình 1.32. Phương pháp mài lỗ chạy dao dọc một lần chạy dao (single-pass) ...... 35
Hình 1.33. Biểu đồ chi phí cho quá trình mài ......................................................... 39
Hình 2.1. Sơ đồ nghiên cứu thực nghiệm ................................................................. 43
Hình 2.2. Mô hình nâng cao hiệu quả của quá trình mài lỗ ..................................... 46
Hình 2.3. Quan hệ giữa thời gian làm việc của đá mài với chi phí mài ................... 47
Hinh 2.4 Phôi thí nghiệm thép 90CrSi ..................................................................... 48
Hình 2.5. Hình ảnh máy đo nhám Mitutoyo SV-3100 ............................................. 48
Hình 2.6. Kính hiển vi kỹ thuật số Keyence VHX-6000 ......................................... 49
Hinh 2.7: Đá mài ...................................................................................................... 49
Hinh 2.8: Mũi sửa đá kim cương .............................................................................. 50
Hình 3.1. Ảnh hưởng của các thông số BTLN tới các tham số và kết quả của quá
trình mài .................................................................................................................... 51
Hình 3.2. Sơ đồ thí nghiệm ....................................................................................... 52
Hình 3.3. Sơ đồ quy hoạch thực nghiệm .................................................................. 53
Hình 3.4. Phân tích kết quả thí nghiệm khi sử dụng dung dịch Caltex Aquatex 3180
.................................................................................................................................. 56
Hình 3.5. Đồ thị bề mặt chỉ tiêu tối ưu hóa khi sử dụng dầu Caltex Aquatex 3180 57
Hình 3.6. Phân tích kết quả thí nghiệm khi sử dụng dung dịch Emulsion ............... 59
Hình 3.7. Đồ thị bề mặt chỉ tiêu khi tối ưu hóa sử dụng dung dịch Emulsion ......... 59
Hình 3.8. Số liệu kết quả tối ưu hóa sử dụng dung dịch Aquatex 3180 ................... 60
Hình 3.9. Đồ thị tối ưu hóa sử dụng dung dịch Aquatex 3180 ................................ 61
Hình 3.10. Số liệu kết quả tối ưu hóa sử dụng dung dịch Emulsion ........................ 61
Hình 3.11. Đồ thị tối ưu hóa sử dụng dung dịch Emulsion ...................................... 61
Hình 4.1. Mô hình quá trình sửa đá với phương pháp sửa đá tiếp xúc .................... 63
Hình 4.2. Sơ đồ thí nghiệm sửa đá ........................................................................... 64
Hình 4.3. Ảnh hưởng của các thông số đến Ra ........................................................ 71

xii
Hình 4.4. Ảnh hưởng của các thông số đến tỷ số S/N của Ra .................................. 73
Hình 4.5. Ảnh hưởng của các thông số công nghệ sửa đá đến MRR trung bình ..... 76
Hình 4.6. Topography đá mài ................................................................................... 77
Hình 4.7. Ảnh hưởng của các thông số đến tỷ số S/N của MRR ............................. 78
Hình 4.8. Đồ thị các ảnh hưởng chính của các thông số .......................................... 83
Hình 5.1. Đồ thị Pareto ảnh hưởng các thông số đến chi phí mài ............................ 93
Hình 5.2. Ảnh hưởng của các thông số đến chi phí gia công khi mài lỗ.................. 94
Hình 5.3. Mối quan hệ giữa đường kính đá mài khi thay với chi phí mài ............... 96
Hình 5.4. Khai báo biến thí nghiệm trong phần mềm Minitab ................................ 98
Hình 5.5. Đồ thị các ảnh hưởng chính đến De,op ....................................................... 99
Hình 5.6. Đồ thị ảnh hưởng chung của các yếu tố ................................................. 100
Hình 5.7. Đồ thị Pareto của các yếu tố ảnh hưởng D0, Bw, aed, tg, Tw, Wpd, Cmh, Cwh,
Cgw, Rld đến Dop ...................................................................................................... 100

xiii
DANH MỤC BẢNG BIỂU
Bảng 1.1. Ưu điểm và nhược điểm của tiện cứng và mài khi gia công tinh bề mặt lỗ
.................................................................................................................................... 9
Bang 1.2. Chê đô sưa đa với đâu sưa đa kim cương cua Winter ............................. 32
Bảng 1.3. Chế độ sửa đá khi mài lỗ sử dụng mũi sửa đá một hạt ............................ 33
Bảng 2.1. Thành phần hóa học của mẫu thí nghiệm 90CrSi .................................... 48
Bảng 3.1. Giá trị mã hóa tại các điểm thí nghiệm .................................................... 54
Bảng 3.2. Kết quả đo nhám bề mặt khi sử dụng dung dịch BTLN Caltex Aquatex
3180 .......................................................................................................................... 55
Bảng 3.3. Kết quả đo nhám bề mặt khi sử dụng dung dịch BTLN Emulsion .......... 58
Bảng 4.1. Mức và các thông số đầu vào ................................................................... 66
Bảng 4.2. Sơ đồ thí nghiệm theo thiết kế Taguchi L18 ............................................ 67
Bảng 4.3. Đặc trưng đầu ra cho các thông số ........................................................... 68
Bảng 4.4. Kết quả trị số độ nhám Ra, MRR và tỷ số S/N của chỉ tiêu. ................... 69
Bảng 4.5. Thứ tự ảnh hưởng của các thông số đến trị số độ nhám trung bình ......... 70
Bảng 4.6. Phân tích ANOVA cho giá trị trị số độ nhám trung bình ........................ 70
Bảng 4.7. Thứ tự ảnh hưởng của các thông số đến tỷ số S/N của trị số độ nhám .... 72
Bảng 4.8. Phân tích ANOVA cho tỷ số S/N của trị số độ nhám .............................. 73
Bảng 4.9. Thứ tự ảnh hưởng của các thông số đến MRR ........................................ 75
Bảng 4.10. Phân tích ANOVA cho tỷ số S/N của MRR .......................................... 75
Bảng 4.11. Trị số S/N, giá trị chuẩn hóa S/N Zij và giá trị tuyệt đối của sai lệch j(k)
.................................................................................................................................. 80
Bảng 4.12. Thể hiện trị số quan hệ xám ứng với các mục tiêu và trị số quan hệ xám
trung bình .................................................................................................................. 81
Bảng 4.13. Mức độ ảnh hưởng của các thông số đến hệ số quan hệ xám ................ 82
Bảng 4.14. Kết quả phân tích hồi quy phương sai của trị số quan hệ xám .............. 84
Bảng 4.15. Kết quả so sánh giữa tính toán và thực nghiệm. .................................... 85

xiv
Bảng 5.1 Các nhân tố ảnh hưởng tới chi phí mài và các giá trị của chúng .............. 92
Bảng 5.2. Số liệu thí nghiệm và kết quả tính chi phí mài ........................................ 92
Bảng 5.3 Phạm vi khảo sát các biến thực nghiệm .................................................... 97
Bảng 5.4. Giá trị các tham số khảo sát ảnh hưởng chi phí mài lỗ ............................ 98
Bảng 5.5. Kế hoạch thí nghiệm sàng lọc .................................................................. 98
Bảng 5.6. Thông tin mô hình hồi quy sau khi loại bỏ các yếu tố và tương tác có ảnh
hưởng yếu đến De,op. ............................................................................................... 102
Bảng 5.7. Bảng hệ số hồi quy được triết xuất từ Minitab ...................................... 102

1
PHẦN MỞ ĐẦU
Tính cấp thiết của đề tài
Với sự tiến bộ vượt bậc của kỹ thuật và công nghệ, sản phẩm cơ khí ngày nay
phải đáp ứng các yêu cầu ngày càng cao về chất lượng và năng suất. Trên thực tế,
đa số các nguyên công cuối trong quy trình công nghệ chế tạo chi tiết cơ khí là
nguyên công mài. Bởi vì, mài có thể gia công với chiều sâu cắt rất nhỏ, vận tốc cắt
lớn Thêm vào đó, độ chính xác và độ nhám bề mặt sau khi mài đạt rất cao (cấp
chính xác từ 5-7, nhám bề mặt từ 0,2-3,2 μm) [31, 35, 51]. Mài đặc biệt chiếm ưu
thế khi gia công tinh các chi tiết đã tôi cứng, các chi tiết có độ cứng, độ bền cao
vv… Chính nhờ các ưu điểm trên, mài được dùng rất phổ biến trong gia công cơ khí
để gia công tinh và bán tinh. Mài chiếm khoảng 20-25% [35] tổng chi phí cho gia
công cơ nói chung. Do đó, nâng cao hiệu quả cho quá trình mài – giảm chi phí cho
gia công mài mà vẫn đảm bảo độ chính xác gia công là một trong các hướng nghiên
cứu được nhiều nhà khoa học quan tâm.
So với mài tròn ngoài và mài phẳng, quá trình mài lỗ (hay mài tròn trong)
được thực hiện trong điều kiện khó khăn, phức tạp hơn. Thứ nhất, không gian gia
công khi mài lỗ bị giới hạn bởi kích thước của chi tiết, đặc biệt khi mài lỗ nên dung
dịch bôi trơn - làm nguội (BTLN) khó tiếp cận vùng cắt nên việc thoát phoi và làm
nguội khó khăn. Thứ hai, đường kính đá mài nhỏ nên đường kính trục mang đá nhỏ.
Điều đó làm giảm độ cứng vững của trục mang đá mài, giảm vận tốc cắt và dẫn đến
giảm năng suất mài. Cũng do những khó khăn về điều kiện kỹ thuật như vậy nên
việc nghiên cứu quá trình mài lỗ cũng gặp nhiều khó khăn hơn. Do đó, mài lỗ ít
được các nhà khoa học quan tâm nghiên cứu hơn mài tròn ngoài hay mài phẳng.
Để nâng cao hiệu quả cho quá trình mài lỗ, nhiều giải pháp được đề xuất nhằm
cải thiện các chỉ tiêu kinh tế, kỹ thuật của quá trình như: sử dụng những loại đá mài
cao cấp (đá mài kim cương, đá mài CBN), mài cao tốc (tăng vận tốc cắt), tối ưu hóa
thông số quá trình (chế độ cắt, bôi trơn – làm nguội, sửa đá) và cải thiện điều kiện
bôi trơn – làm nguội. Trong đó, tối ưu hóa thông số quá trình mài được nhiều nhà
khoa học quan tâm, nghiên cứu vì nó vừa có thể cải thiện rõ rệt chỉ tiêu về kỹ thuật
đồng thời góp phần nâng cao hiệu quả về kinh tế.

2
Trên thực tế, việc sử dụng dung dịch bôi trơn – làm nguội là biện pháp hiệu
quả nhằm làm giảm nhiệt, giảm mòn đá khi mài. Qua đó, năng suất và chất lượng
của quá trình mài được cải thiện [51]. Thêm vào đó, nghiên cứu trong [5] cho thấy
chế độ sửa đá có ảnh hưởng nhiều đến topography của đá và qua đó ảnh hưởng đến
khả năng cắt của nó. Trong gia công mài, vận tốc cắt của đá là nhân tố rất quan
trọng quyết định đến năng suất [31, 34, 35, 51] và giá thành quá trình gia công. Bên
cạnh đó, đường kính đá mài khi thay (hay tuổi thọ của đá mài) là nhân tố liên quan
trực tiếp vận tốc cắt của đá. Do đó, nó là nhân tố ảnh hưởng lớn tới chất lượng và
năng suất mài. Với các trường hợp máy mài có tốc độ trục đá không thay đổi được,
khi đá mài còn mới, đá có đường kính lớn nên vận tốc mài lớn sẽ cho năng suất mài
và chất lượng cao. Khi mòn, đường kính của đá mài giảm, vận tốc cắt giảm nên sẽ
làm giảm chất lượng và năng suất của quá trình mài. Vì vậy, sẽ tồn tại một giá trị
đường kính đá mài khi thay tối ưu (hay tuổi thọ tối ưu của đá). Cho đến nay chưa có
nghiên cứu nào đề cập đến tuổi thọ (hay đường kính khi thay) tối ưu của đá mài khi
mài lỗ.
Thép 90CrSi là thép hợp kim dụng cụ có độ bền cơ học và tính chịu mài mòn
cao, thường được dùng để chế tạo khuôn, dụng cụ cắt có tốc độ cắt thấp và các chi
tiết đòi hỏi tuổi bền cao, có khả năng chịu mài mòn. Các cơ sở sản xuất chế tạo vật
tư cho máy của ngành dược ở miền Bắc nước ta thường sử dụng thép 90CrSi để chế
tạo các chi tiết đặc biệt là chày, cối dập thuốc. Công nghệ mài lỗ được áp dụng gia
công tinh lần cuối bề mặt lỗ cối dập thuốc viên nén. Mặc dù vậy, chất lượng bề mặt
cũng như năng suất của quá trình gia công còn chưa cao. Do vậy, những kết quả
nghiên cứu trong đề tài sẽ góp phần cung cấp những lời khuyên hợp lý nhằm nâng
cao hiệu quá trình gia công mài lỗ ở những cơ sở này.
Từ phân tích nêu trên ta thấy có thể nâng cao hiệu quả của quá trình mài (tăng
năng suất hay giảm chi phí mài) bằng việc thực hiện 3 giải pháp sau:
+) Xác định chế độ bôi trơn làm nguội hợp lý;
+) Xác định chế độ sửa đá hợp lý;
+) Xác định đường kính tối ưu khi thay đá hay tuổi thọ tối ưu của đá mài;
Xuất phát từ những đặc điểm và tình hình trên đây là định hướng cho việc
chọn đề tài “Nghiên cứu chế độ công nghệ sửa đá, bôi trơn – làm nguội và xác
định đường kính đá mài tối ưu khi thay đá để nâng cao hiệu quả của quá trình
mài lỗ”

3
Đối tượng nghiên cứu
Đối tượng nghiên cứu của đề tài là công nghệ mài lỗ, với đối tượng thực
nghiệm là thép 90CrSi qua tôi.
Mục tiêu nghiên cứu
- Giảm chi phí gia công, cải thiện độ nhám của bề mặt chi tiết gia công và
nâng cao năng suất mài.
- Bằng nghiên cứu lý thuyết và thực nghiệm, xác định chế độ bôi trơn làm
nguội, chế độ sửa đá hợp lý và đường kính thay đá mài hợp lý nhằm đạt nhám bề
mặt gia công nhỏ nhất, năng suất gia công cao nhất và chi phí mài nhỏ nhất góp
phần nâng cao hiệu quả của quá trình mài lỗ chi tiết từ thép 90CrSi đã qua tôi.
Phạm vi nghiên cứu
Phạm vi nghiên cứu của đề tài là tập trung nghiên cứu công nghệ mài lỗ chạy
dao dọc với vật liệu thép 90CrSi qua tôi.
Luận án tập trung nghiên cứu ảnh hưởng và xác định chế độ bôi trơn – làm
nguội hợp lý, chế độ sửa đá hợp lý và đường kính đá mài khi thay hợp lý để cải
thiện độ nhám bề mặt, giảm chi phí quá trình mài lỗ.
Phương pháp nghiên cứu
Phương pháp nghiên cứu kế hợp lý thuyết với thực nghiệm
Nghiên cứu lý thuyết: Phân tích và tổng hợp cơ sở lý thuyết của công nghệ
mài lỗ, lý thuyết tính toán chi phí mài.
Nghiên cứu thực nghiệm: thực nghiệm nghiên cứu ảnh hưởng của các thông
số cũng như xác định các thông số hợp lý của chế độ bôi trơn làm nguội (BTLN),
sửa đá và đường kính đá khi thay trong gia công mài lỗ.
Nội dung nghiên cứu
Nghiên cứu tổng quan quá trình mài lỗ.
Nghiên cứu ảnh hưởng của loại, chế độ BTLN, chế độ sửa đá đến nhám bề
mặt, năng suất mài.
Nghiên cứu xây dựng mô hình tính toán chi phí gia công quá trình mài lỗ và
ảnh hưởng của các nhân tố đến chi phí mài.
Nghiên cứu xác định đường kính đá mài khi thay đá trong gia công mài lỗ
(tuổi thọ hợp lý của đá mài).

4
Những đóng góp mới
Đã phân tích chi phí của nguyên công mài lỗ và nghiên cứu ảnh hưởng của các
thông số đến chi phí gia công.
Xây dựng mô hình xác định đường kính đá mài khi thay hợp lý (tuổi thọ hợp
lý) trong gia công mài lỗ và ảnh hưởng của các thông số đến đường kính đá mài khi
thay.
Thực nghiệm nghiên cứu ảnh hưởng, xác định chế độ bôi trơn – làm nguội,
chế độ sửa đá với mài lỗ thép 90CrSi.
Cấu trúc của luận án
Luận án gồm các phần: Mở đầu, 5 chương, kết luận và phần phụ lục
Chương 1: Tổng quan về mài lỗ.
Chương 2: Mô hình nâng cao hiệu quả quá trình mài lỗ và xây dựng hệ thống
thí nghiệm.
Chương 3: Nghiên cứu thực nghiệm đánh giá ảnh hưởng của chế độ bôi trơn –
làm nguội đến quá trình mài lỗ.
Chương 4: Nghiên cứu thực nghiệm đánh giá ảnh hưởng của chế độ sửa đá
đến quá trình mài lỗ
Chương 5: Xác định đường kính đá mài khi thay đá trong gia công mài lỗ.
Ý nghĩa của đề tài
Ý nghĩa khoa học
Nội dung luận án làm rõ ảnh hưởng của các yếu tố của chế độ BTLN, chế độ
sửa đá đến độ nhám bề mặt và năng suất khi mài lỗ thép 90CrSi. Xây dựng mô hình
xác định chi phí quá trình mài lỗ, đề xuất công thức xác định đường kính đá mài tối
ưu khi thay đá. Đề tài đóng góp kết quả vào hướng nghiên cứu về mài lỗ, chi phí
mài đang dành được sự quan tâm của các nhà khoa học.
Ý nghĩa thực tiễn
Kết quả nghiên cứu xác định các biện pháp nâng cao hiệu quả của quá trình
mài lỗ nhằm nâng cao năng suất, giảm giá thành khi mài lỗ chi tiết thép 90CrSi. Kết
quả này có thể áp dụng vào quá trình gia công trong thực tế để gia công các sản
phẩm lỗ cối dập thuốc viên nén.

5
CHƯƠNG 1. TỔNG QUAN VỀ MÀI LỖ
1.1. Giới thiệu về mài lỗ.
1.1.1. Các sơ đồ mài lỗ
Khi mài lỗ, với đường kính lỗ nhỏ hơn 50mm, đường kính đá mài bằng 0,7÷
0,9 đường kính lỗ cần mài [35]. Mài lỗ cũng được tiến hành bằng hai phương pháp
đó là mài có tâm (hình 1.1) và mài vô tâm (hình 1.2). Cụ thể trong nghiên cứu này
ta sẽ sử dụng phương pháp mài có tâm là phương pháp thường dùng và phổ biến
hơn cả.
Hình 1.1. Sơ đồ mài lỗ có tâm [1]
Hình 1.2 Sơ đồ nguyên lý mài tròn trong vô tâm [1]
Mài lỗ có tâm có hai cách gá đặt chi tiết.
- Cách thứ nhất: chi tiết được kẹp chặt trên mâm cặp và quay tròn với tốc độ
nw (hình 1.1a). Trục đá quay (nđ) và thực hiện cả chuyển động chạy dao dọc hoặc
chuyển động chạy dao ngang (fa, fr). Phương pháp này thường dùng để mài chi tiết
nhỏ, các mặt tròn xoay, các vật dễ gá trên mâm cặp.
n®
n®nct
n
Sd
Sn
Sn
Sd
ht
a) b)
nw
nw

6
- Cách thứ hai: chi tiết đươc gá cố định trên bàn máy (hình 1.1b). Trục mang
đá thực hiện tất cả các chuyển động gồm: chuyển động quay tròn của đá (nđ),
chuyển động chạy dao dọc hoặc ngang (fa, fr) và chuyển động hành tinh (nht) của đá
xung quanh tâm lỗ gia công để cắt hết bề mặt chu vi lỗ. Thực chất chuyển động
hành tinh của đá ở cách thứ hai là thay cho chuyển động quay tròn của chi tiết gia
công của cách thứ nhất. Cách thứ hai này thuận tiện khi gia công các chi tiết lớn
như thân động cơ, các loại hộp, các chi tiết cồng kềnh.
1.1.2. Trục mang đá của đá mài lỗ
Trục mang đá (quill) có công dụng đưa đá mài tiếp cận đến vùng cắt. Do trục
chính của máy mài thường được thiết kế theo tiêu chuẩn nên trục mang đá có độ tùy
biến cao và giúp mở rộng công năng của trục chính. Kết cấu trục mang đá ảnh
hưởng nhiều đến độ cứng vững của đá mài, do đó làm ảnh hưởng tới độ chính xác
gia công.
a. Kết cấu trục mang đá gắn với trục chính
Có 2 phương pháp gắn trục mang đá với trục chính và phụ thuộc vào thiết kế
trục chính gồm: gắn bằng ren và gắn bằng bề mặt côn (hình 1.3). Loại trục mang đá
gắn với trục chính bằng ren là loại rất phổ biến nhất.
Hình 1.3. Kết cấu trục mang đá của đá mài lỗ
b. Kết cấu gắn đá mài với trục mang đá
Có 3 phương pháp gắn đá mài với trục mang đá

7
- Gắn bằng keo (hình 1.4a): phương pháp này thường được sử dụng với đá mài
có đường kính nhỏ và giúp cho trục mang đá có độ cứng vững cao. Tuy nhiên, việc
thay đá có nhiều khó khăn.
a) Gắn đá mài bằng keo b) Gắn đá mài bằng ren
c) gắn đá mài bằng collet
Hình 1.4. Kết cấu gắn đá mài với trục mang đá
- Gắn bằng ren (hình 1.4b): phương pháp này được sử dụng cho sản xuất loạt
lớn và đòi hỏi phải thay đá thường xuyên.
- Gắn bằng collet (hình 1.4c): phương pháp này được sử dụng khi đá mài có
kích thước khác nhau và giúp thay đổi đá mài dễ dàng.
c. Các thông số của trục mang đá
- Chiều dài trục mang đá càng nhỏ thì độ cứng vững của đá càng. Tuy nhiên,
chiều dài trục mang đá cần đủ dài để mài hết chiều dài lỗ.

8
- Đường kính trục mang đá: đường kính trục mang đá nên chọn lớn nhất có thể
để vừa đảm bảo độ cứng vừa tăng được tuổi thọ của đá mài.
- Độ cứng vững: độ cứng vững hợp lý được xác định [44] như sau:
4
3
.E DStiff
L
(1.1)
Trong đó: E – Modul đàn hồi của vật liệu làm trục mang đá (N/mm2)
D – Đường kính trục mang đá (mm)
L – Chiều dài trục mang đá (mm).
1.1.3. Vị trí và vai trò của nguyên công mài lỗ trong quy trình công nghệ
Trong quy trình công nghệ gia công các chi tiết lỗ sau nhiệt luyện, mài và tiện
cứng là hai phương pháp gia công thường được các nhà công nghệ lựa chọn. Việc
lựa chọn phương pháp gia công nào phụ thuộc vào yêu cầu của sản phẩm cũng như
ưu nhược điểm của từng phương pháp gia công. Trong hình 1.5, các bước gia công
thô, gia công tinh khi gia công bề mặt lỗ có thể lựa chọn tiện hoặc mài. Thông
thường tiện được lựa chọn cho gia công thô còn phương pháp mài được chọn là
phương pháp gia công tinh lần cuối [17].
.
Hình 1.5. Các lựa chọn cho quá trình gia công tinh bề mặt lỗ [17]
Với mỗi phương pháp gia công tinh lần cuối (mài lỗ, tiện cứng) đều có những
ưu nhược điểm khác nhau. Không có phương pháp nào là có lợi thế tuyệt đối, thay
vào đó mỗi phương pháp sẽ có những ưu nhược điểm bổ trợ cho nhau như bảng 1.1.
Ưu điểm nổi trội của phương pháp mài đó là chi phí cho gia công rẻ mà vẫn đảm
bảo tốt các yêu cầu kỹ thuật.
Gia công thô Gia công tinh
Tiện Mài
Mài Mài
Tiện Tiện cứng

9
Bảng 1.1. Ưu điểm và nhược điểm của tiện cứng và mài khi gia công tinh bề mặt lỗ [17]
Tiện cứng Mài lỗ
Ưu điểm:
- Độ linh hoạt cao
- Năng suất cao
- Có thể cắt khô – thân thiện với môi
trường
- Chất lượng bề mặt tốt
Ưu điểm:
- Tính ổn định cao
- Chất lượng bề mặt tốt
- Có thể kiểm soát các dạng hỏng trên
lớp bề mặt gia công
- Lượng dư gia công nhỏ
- Chi phí cho đá mài rẻ
Nhược điểm:
- Cắt khô có thể gây nhiệt cắt lớn
- Quá trình cắt thiếu ổn định do dao tiện
chỉ cắt đơn điểm
- Lớp bề mặt bị biến trắng do nhiệt cao
- Chi phí cho dụng cụ cắt lớn
- Khó gia công lỗ sâu
- Lượng dư gia công lớn
Nhược điểm:
- Bắt buộc phải sử dụng dung dịch
BTLN – gây ô nhiễm môi trường
- Khó (không thể) tái chế phoi
- Mức độ tiêu thụ năng lượng cao
- Không linh hoạt
- Năng suất bóc tách không cao
- Phải sửa đá (mất nhiều thời gian)
1.2. Các đặc điểm của quá trình mài lỗ
1.2.1. Chiều dài cung tiếp xúc lk
Khi bỏ qua biến dạng đàn hồi của hệ thống công nghệ, chiều dài cung tiếp xúc
giữa đá mài và chi tiết khi gia công mài lỗ được xác định theo công thức: [11]
2 2
w w
w w
. .1 .
60. 60.
gctk
d d g
D d tV ul
V V d D
(1.2)
Trong đó: Vct – vận tốc chi tiết (mm/ph)
Vđ – vận tốc cắt (m/s)
u = nw.fa
Dgw – đường kính đá mài
dw – đường kính chi tiết

10
t – chiều sâu cắt
Dấu “+” được lấy khi chi tiết và đá mài quay cùng chiều, dấu
“-” được lấy khi chi tiết và đá mài quay ngược chiều
Khi mài chạy dao ngang, fa = 0 thì u = 0 ta có:
w wct
w w
. .1 .
60.
g
k
d g
D d tvl
v d D
(1.3)
Nếu coi như trong quá trình mài chi tiết đứng yên (vw = 0) và u = 0 thì:
w w
w w
. .g
k
g
D d tl
d D
(1.4)
Từ công thức 1.4, ta thấy rõ đường kính đá mài Dgw càng lớn so với đường
kính chi tiết dw chiều dài cung tiếp xúc càng lớn và ngược lại. Theo [11], so sánh
chiều dài cung tiếp xúc lk giữa các phương pháp mài với nhau, ta thấy:
lo ph ng
k k kl l l (1.5)
Hình 1.6. Chiều dài cung tiếp xúc của các phương pháp mài
Chiều dài cung tiếp xúc giữa đá mài và chi tiết trong trường hợp mài lỗ là lớn
nhất trong các phương pháp mài.
1.2.2. Chiều dày lớp cắt khi mài az
Chiều dày lớp cắt được tính theo công thức tổng quát sau [11] (hình 1.9)
w
w w w w w
1. . . .
60. 2.
dz
g g g
v sa l t
v v D d B
(1.6)

11
Trong đó:
t – Chiều sâu cắt thực tế của một hạt mài (mm)
l – Khoảng cách thực tế giữa cát hạt mài (mm)
Bgw – Chiều rộng của đá (mm)
ξ – Hệ số: với mài lỗ ξ = -1, với mài ngoài ξ = +1, với mài phẳng ξ = 0.
Từ phương trình 1.6 suy ra: chiều dày lớp cắt phụ thuộc vào tất cả thông số
của mài. Trị số az quyết định tải trọng tác dụng trên hạt mài, tuổi bền và độ mòn đá
[5]. Do vậy, phương trình 1.6 được xem như phương trình cơ bản của quá trình mài.
Chiều dày lớp cắt của một hạt mài của các dạng mài lỗ, mài phẳng và mài tròn
ngoài có quan hệ như sau [11]:
w w w w
w w w w w
1: : : :
. .
g glo phang ngoai
z z z
g g g
d D D da a a
d D D D d
(1.7)
1.2.3. Đường kính tương đương của đá mài
Đường kính tương đương cũng được sử dụng trong quá trình nghiên cứu về
mài. Đường kính tương đương được xác định theo [31]:
w w
w w
. g
td
g
d DD
d D
(1.8)
Dấu “+” được lấy khi mài tròn ngoài, dấu “-” được lấy khi mài lỗ, còn khi mài
phẳng đường kính tương đương bằng đường kính đá mài. Từ phương trình 1.8 suy
ra đường kính tương đương khi mài lỗ là lớn nhất, tiếp đến là khi mài phẳng và
trong trường hợp mài tròn ngoài, đường kính tương đương là nhỏ nhất.
1.2.4. Quá trình tách phoi của hạt mài
Các hạt mài được giữ chặt trong đá mài bằng chất dính kết. Hạt mài có nhiều
cạnh cắt và có bán kính tròn rs ở đỉnh (hình 1.7).
Theo Grof [65], quá trình tách phoi của hạt có thể chia làm 6 giai đoạn được
minh họa trong hình 1.8.
+ Giai đoạn 1: Hạt mài tiếp xúc với chi tiết, biến dạng tại đây là biến dạng đàn
hồi và chưa hình thành phoi.

12
+ Giai đoạn 2: Khi hạt mài tiếp xúc sâu hơn vào trong chi tiết, mảnh phoi được
hình thành, bị nén và uốn cong. Do góc cắt của hạt mài lớn, phoi lúc này sẽ có dạng
phẳng.
Hình 1.7. Hình dạng hạt mài và phân tích lưỡi cắt [31]
+Giai đoạn 3: Khi lượng chạy dao nhỏ, phoi hình thành có dạng sợi. Trong
trường hợp lượng chạy dao lớn, lưỡi cắt sẽ xuyên vào vật liệu sâu hơn, gần ¾ hạt
mài sẽ tiếp xúc với vật liệu và tạo ra nhiệt lớn.
Hình 1.8. Quá trình tách phoi của hạt mài [65]
+ Giai đoạn 4: Ảnh hưởng của nhiệt làm nóng chảy một phần phoi và nếu như
quá trình tiếp xúc giữa lưỡi cắt và vật liệu gia công kết thúc tại giai đoạn này sẽ tạo
ra phoi có dạng như “nòng nọc”

13
+ Giai đoạn 5: Nếu như lưỡi cắt và vật liệu gia công vẫn tiếp tục tiếp xúc phoi
sẽ có dạng sợi và rơi ra khỏi bề mặt vật liệu gia công.
+ Giai đoạn 6: Phoi nóng chảy sẽ trở thành dạng cầu do sức căng mặt ngoài.
Hình 1.9. Quá trình tạo phoi khi mài [35]
Quá trình tạo phoi còn có thể được mô tả như hình 1.9. Do đá mài có bán kính
lưỡi cắt là rs và góc α nhỏ nên ban đầu phoi không được hình thành mà vật liệu bị
biến dạng đàn hồi, biến dạng dẻo. Vật liệu bị đẩy sang hai bên hoặc bị dồn qua mặt
trước và mặt sau của hạt mài.
Khi lưỡi cắt tiếp tục ăn sâu vào chi tiết với chiều sâu đủ lớn, với chiều dày lớp
cắt az tương ứng bằng hoặc lớn hơn chiều sâu cắt tối thiểu T. Phoi được hình thành
đồng thời quá trình dồn ép kim loại gây biến dạng dẻo và biến dạng đàn hồi xảy ra
đồng thời. Hình dáng hình học của lưỡi cắt, vận tốc cắt ảnh hưởng đến chiều dầy
lớp cắt khi mài az.
1.2.5. Năng suất bóc tách của quá trình mài
a, Năng suất bóc vật liệu.
Với mài lỗ chạy dao dọc năng suất của một bước gia công được tính theo
công thức sau [31]:
w w. . .a rQ d f f (1.9)
Trong đó: dw – Đường kính phôi (mm)
fa – Lượng chạy dao dọc (mm/giây)
fr – Lượng chạy dao hướng kính (mm/hành trình)

14
b, Năng suất của nguyên công mài
Năng suất mài (tính cho một nguyên công mài) được tính bằng thể tích hoặc
khối lượng kim loại bị bóc đi trên một đơn vị thời gian thời gian mài và được xác
định thức sau:
2 2
we w0 w( ).
4.
m
c c
V d d lMRR
t t
(1.10)
Trong đó: MRR – năng suất mài (mm3/s)
Vm – Thể tích kim loại bị bóc đi (mm3)
tc – Thời gian cơ bản của mài (s)
dw0, dwe – Đường kính phôi trước và sau khi gia công
1.2.6. Lực trong quá trình mài
Lực cắt khi mài xác định theo công thức:
cP =
1
n
i
i
P
(1.11)
Trong đó:
n - số hạt mài đồng thời tham gia cắt.
Pi - lực cắt tác dụng lên một hạt mài.
Lực cắt tác dụng lên một hạt mài Pi có thể phân thành hai thành phần: Piz
theo phương tiếp tuyến và Piy theo phương pháp tuyến với bề mặt gia công.
Hình 1.10. Lực cắt tác dụng lên hạt mài [11]
Theo [11]:
Piz = )sin().()).cos(.-.(1 sin
)sin..f.(cos
x
,,
s
x
xx (1.12)
Piy = )sin().()).cos(.-.(1 sin
)sin..f.(cos
x
,,
s
x
xx (1.13)
d
Piz
PiP
iy
x
az

15
Trong đó:
s - ứng suất tiếp.
f - diện tích cắt.
- hệ số ma sát ở mặt trước hạt mài.
x - góc trước của hạt mài.
’ - hệ số ma sát trong trên mặt trượt.
Các công thức (1.12), (1.13) cho thấy:
- Lực Piy lớn hơn Piz.
- Lực cắt Piz, Piy phụ thuộc vào rất nhiều yếu tố: vật liệu hạt mài, vật liệu gia
công (s, , ’), kích thước lớp cắt (f), hình dáng, kích thước hạt mài (, ), chế độ
cắt và các điều kiện gia công khác.
Khi mài phẳng chạy dao dọc có thể phân lực cắt Pc làm ba thành phần:
cP = xP + yP +zP (1.14)
Trong đó:
Px - lực dọc trục.
Py - lực pháp tuyến.
Pz - lực tiếp tuyến.
Vì chiều dày lớp cắt khi mài nhỏ, đỉnh các lưỡi cắt của hạt mài thường có bán
kính và góc trước âm làm cho Py lớn hơn nhiều so với Pz (ví dụ khi mài thép tôi thường
Py/Pz ≈ 2÷3). Lực Px rất nhỏ so với Py, Pz nên có thể bỏ qua .
Theo [34] thì khi mài các hạt mài vừa cắt vừa trượt trên bề mặt gia công do đó còn
có thể phân Py, Pz thành:
Pz = Pzc + Pzt = Pzc + Ap..,, (1.15)
Py = Pyc + Pyt = Pyc + Ap. (1.16)
Trong đó:
Pzc - lực cắt tiếp tuyến.
Pyc - lực cắt pháp tuyến.
Pyt - lực trượt pháp tuyến.
Pzt - lực trượt tiếp tuyến.
A - diện tích tiếp xúc giữa vùng mòn của các hạt mài và bề mặt gia công.
p - áp suất tiếp xúc.

16
’’ - hệ số ma sát giữa vùng mòn của các hạt mài với bề mặt gia công.
Từ (1.15) và (1.16) có:
Py = ,,
,,
,,
1
zcyc
z
PPP
(1.17)
Với điều kiện gia công cho trước thì Pyc và Pzc coi như là hằng số do đó đồ thị
quan hệ Py – Pz như hình 1.11.
Hình 1.11. Quan hệ Py – Pz [34]
1.3. Mòn đá và tuổi bền của đá mài
1.3.1. Mòn đá mài
Mòn đá mài là quá trình làm thay đổi kích thước, hình dạng và khả năng cắt
ban đầu của đá. Mòn là quá trình cơ, lý, hóa phức tạp. Mòn đá phụ thuộc vào nhiều
yếu tố như đặc tính của đá mài, topography đá mài, tính gia công của vật liệu, chế
độ công nghệ khi mài. Khi lượng mòn lớn sẽ gây ra mòn hướng kính và mòn
góc đá mài (hình 1.12a) còn khi lượng mòn nhỏ sẽ gây ra mòn hạt mài (hình
1.12b)
a, b,
Hình 1.12. Các dạng của đá mài [31]
Trong quá trình mài, lưỡi cắt trên các hạt mài sẽ bị mòn và cùn, hình dáng
hình học của mặt cắt của đá mài sẽ bị biến dạng. Trong hình 1.13, các dạng của mòn
đá mài được thể hiện (hình 1.13a đỉnh hạt mài bị mòn, hình 1.13b hạt mài bị vỡ

17
mảnh, hình 1.13c hạt mài bị bật khỏi chất dính kết, hình 1.13d hạt mài bị mất góc
cắt, hình 1.13e hạt mài bị che lấp bởi phoi và tạp chất)
Hình 1.13. Các trạng thái mòn của đá mài [11]
Ngoài ra, hạt mài có thể tự tạo ra các đỉnh nhọn mới, dẫn tới khả năng cắt của
đá được phục hồi. Hiện tượng này gọi là hiện tượng tự mài sắc. Độ bám của chất
kết dính không cao cũng góp phần gây lên hiện tượng tương tự như mài sắc của đá.
Vì khi này các hạt mài đã bị cùn và dễ dàng bị bứt ra khỏi bề mặt làm việc, tạo ra
một lớp bề mặt làm việc với các hạt cắt mới có khả năng cắt cao hơn. Khi mài tinh
với đá mài có độ cứng cao và khi mài tinh hiện tượng tự mài sắc không xảy ra. Khi
đá bị mòn nhám bề mặt tăng lên, xuất hiện các dao động, khả năng cắt của đá giảm
đi rất nhanh ta buộc phải tiến hành sửa đá. Theo thời gian cắt lượng mòn tăng lên sẽ
xảy ra các hiện tượng này đối với hạt mài. Sự biến đổi này được trình bày ở hình
1.14.
Hình 1.14. Sự biến đổi của lượng mòn, dạng mòn theo thời gian gia công [35]

18
Hinh 1.15: Qua trinh mon cua đa
Qua trinh mon cua đa mai chia lam 3 giai đoan (hinh 1.15).
- Giai đoan I: Giai đoan mon ban đâu. Trong giai đoan nay, thơi gian mon nho
nhưng đô mon lơn. Nguyên nhân la do sau khi sưa đa cac hat mai co đinh săc nhon
va nhiêu hat không bam chăt vao chât dinh kêt. Cac hat mai nay se bi mai mon đinh
nhon nhanh chong hoăc bi bât khoi đa mai.
- Giai đoan II: giai đoan mon ôn đinh (con goi la mon binh thương). Thơi gian
lam viêc cua đa đươc tinh bằng thời gian của giai đoan nay. Đô mon cua đa trong
giai đoan nay chu yêu phu thuôc vao tai trong cơ nhiêt.
- Giai đoan III: Giai đoan mon khôc liêt. Khi nay, cac hat đa mai đa bi mai mât
cac canh săc va cac lô rông trên bê măt đa mai bi phoi va cac san phâm cua qua
trinh mon lâp đây. Đa mât kha năng căt. Vi vây, đên giai đoan nay cân tiên hanh sưa
đa.
1.3.2. Tuổi bền của đá
Tuổi bền đá mài là khoảng thời gian làm việc của đá giữa hai lần sửa đá. Tuổi
bền đá mài phản ánh khả năng của đá mài chống lại quá trình mòn các lưỡi cắt, sự
dính bám vật liệu mài lên hạt mài và sự phá huỷ hình dáng hình học đúng của đá
mài. Theo [34] quan hệ giữa tuổi bền và độ mòn đá mài có dạng:
q =w
t
m
C
T (1.18)
Trong đó:
q - độ mòn của đá mài (m).
tw - tuổi bền đá mài (phút).

19
Ct , m - hệ số và số mũ phụ thuộc điều kiện mài.
Có thể sử dụng các phương pháp sau để xác định tuổi bền đá mài [3]:
1. Mài các chi tiết thử nghiệm: kiểm tra chất lượng và độ chính xác gia công
của các chi tiết thử nghiệm để xác định số lượng chi tiết gia công lớn nhất giữa hai
lần sửa đá.Việc hiệu chỉnh để tránh phế phẩm thường giảm đáng kể số lượng chi tiết
gia công lớn nhất làm giảm năng suất của quá trình mài và tăng giá thành gia công.
Hiện nay người ta dùng điều khiển thích nghi để giải quyết vấn đề này: đo lượng
mòn của đá ngay trong quá trình mài để làm tín hiệu tự động điều khiển chuyển
động bù của máy sao cho luôn đảm bảo lượng mòn đá nhỏ hơn giá trị cho phép. Khi
đá mòn khốc liệt (không còn đảm bảo biên dạng đúng của đá, không đảm bảo độ
nhẵn bóng bề mặt gia công, xuất hiện vết cháy.v.v.) thì phải sửa đá.
2. Theo dõi của người thợ: khi thấy xuất hiện vết cháy, sóng bề mặt, tăng độ
nhám bề mặt chi tiết gia công, có âm thanh gắt...thì đó là thời điểm phải sửa đá.
Phương pháp này cho độ chính xác thấp.
3. Đo lực pháp tuyến Py: lực Py tăng theo mức độ mòn của đá mài, thời điểm
Py tăng đột ngột là thời điểm bề mặt gia công bị cháy và phải sửa đá. Tuy nhiên
chưa xác định được mối liên hệ rõ ràng giữa lực Py và chất lượng bề mặt gia công
cũng như chưa biết quy luật thống nhất của sự tăng Py ở các điều kiện mài khác
nhau làm cho việc ứng dụng phương pháp này bị hạn chế.
4. Đo lực tiếp tuyến Pz: năng lượng và công suất mài được xác định qua lực Pz.
Tuy nhiên nhiều nghiên cứu cho thấy không có một quy luật nhất định về sự thay
đổi của Pz theo độ mòn của đá .
5. Đo tốc độ bóc kim loại trong quá trình mài: sự giảm tốc độ bóc kim loại
phản ánh sự suy giảm khả năng cắt của đá do mòn. Tốc độ bóc kim loại giảm đến
giới hạn gây cháy bề mặt được chọn làm giới hạn tuổi bền đá mài.
6. Đo nhiệt mài: nhiệt độ mài tăng lên cùng với độ mòn của đá làm xấu đi chất
lượng bề mặt gia công. Việc đo nhiệt mài quá phức tạp làm cho phương pháp này
không thể ứng dụng trong sản xuất.
7. Đo hệ số khả năng cắt của đá Kc, sự thay đổi của Kc theo thời gian mài phản
ánh mức độ mòn của đá:
Kc = Kc0. e- (1.19)

20
Trong đó:
Kc - trị số Kc tại thời điểm .
Kc0 - trị số Kc ở thời điểm đầu chu kỳ tuổi bền.
- hệ số phụ thuộc vào các điều kiện mài.
Việc áp dụng phương pháp này còn gặp hạn chế vì cùng lúc phải đo hai đại
lượng Py và Qw. Ngoài ra trong chu kỳ tuổi bền của đá thường Kc thay đổi ít (1,2
2 lần), sai số của phép đo Py và Qw làm sai lệch kết quả xác định Kc.
8. Đo rung động hoặc biên độ dao động của lực cắt: sự tăng biên độ dao động
của đá mài cùng với sự mòn đá là nguyên nhân làm xấu đi chất lượng bề mặt gia
công (độ sóng, độ nhám, vết cháy). Có thể lấy thời điểm dao động tăng rõ rệt làm
giới hạn sửa đá. Phương pháp này được dùng nhiều trong thực tế vì việc đo rung động
tương đối dễ dàng với mức độ chính xác cần thiết [23].
1.3.3. Chất lượng bề mặt sau mài.
a. Độ nhám bề mặt gia công sau mài
Độ nhám bề mặt mài hình thành chủ yếu bởi các vết cào xước chồng lên nhau
của các điểm cắt có chiều cao không bằng nhau (hình 1.16).
Hình 1.16. Sự hình thành độ nhám bề mặt khi mài [17]
b. Các yếu tố ảnh hưởng đến độ nhám bề mặt khi gia công mài.
Độ nhám bề mặt mài chịu ảnh hưởng của nhiều yếu tố:
- Sự hình thành nhám bề mặt trước hết là do in dập quỹ đạo chuyển động của
các hạt mài, vết của các hạt mài tạo ra biên dạng hình học tế vi trên bề mặt gia công.
Chế độ cắt ảnh hưởng tới quỹ đạo chuyển động của các hạt mài vì vậy ảnh hưởng
tới độ nhám bề mặt mài: tăng Sđ, Vct làm tăng chiều sâu cắt az của các hạt mài, do
đó độ nhám bề mặt tăng; tăng tốc độ cắt Vđ làm tăng sự “xếp chồng” đường cắt của

21
các hạt mài nên chiều sâu cắt az giảm dẫn đến độ nhám bề mặt mài giảm nhiều.
Ngoài ảnh hưởng trực tiếp như trên, chế độ cắt còn ảnh hưởng gián tiếp đến độ
nhám bề gia công, nhiệt cắt và rung động (vì nhiệt cắt, rung động tăng thì nhám bề
mặt tăng).
- Độ hạt và chế độ sửa đá (Ssđ, tsđ) có ảnh hưởng tương tự nhau đến nhám bề
mặt mài: hạt mài có kích thước lớn hơn, sửa đá thô hơn dẫn đến độ nhám bề mặt
tăng.
- Rung động làm tăng độ nhám bề mặt.
- Mức độ biến dạng dẻo của vật liệu càng lớn thì độ nhám bề mặt càng cao:
khi mài vật liệu dẻo, dai cho độ nhám bề mặt cao hơn so với mài vật liệu cứng,
giòn.
- Nhiệt độ ở vùng mài càng cao thì vật liệu gia công ở lớp bề mặt càng biến
dạng dẻo mạnh đồng thời còn có thể gây cháy, nứt bề mặt: công nghệ tưới nguội, hệ
số truyền nhiệt của vật liệu gia công và của đá mài ảnh hưởng tới nhiệt độ ở vùng
mài qua đó ảnh hưởng tới độ nhám bề mặt mài.
c. Các phương pháp đánh giá độ nhám sau mài.
Để đánh giá độ nhám bề mặt người ta thường dùng các phương pháp sau:
+ Phương pháp quang học (dùng kính hiển vi Linich): phương pháp này đo
được bề mặt có độ nhẵn bóng cao (độ nhám thấp) thường từ cấp 10 đến cấp 14.
+ Phương pháp đo độ nhám Ra, Rz, Rmax...bằng máy đo prôfin: phương pháp
này sử dụng mũi dò để đo prôfin lớp bề mặt có cấp độ nhẵn đến cấp 11.
+ Phương pháp so sánh:
- So sánh bằng mắt: dùng mắt quan sát và so sánh bề mặt gia công với bề mặt
vật mẫu và kết luận xem bề mặt gia công đạt cấp độ bóng nào. Phương pháp này
đơn giản, có thể xác định được cấp độ bóng từ cấp 3 đến cấp 7 nhưng độ chính xác
thấp và phụ thuộc nhiều vào kinh nghiệm của người thực hiện.
- So sánh bằng kính hiển vi quang học: dùng kính hiển vi quang học để quan
sát và so sánh bề mặt gia công với bề mặt vật mẫu và kết luận xem bề mặt gia công
đạt cấp độ bóng nào. Phương pháp này có độ chính xác cao hơn nhưng vẫn phụ
thuộc vào kinh nghiệm của người thực hiện. Trong nghiên cứu của đề tài này, máy

22
đo độ nhám Mitutoyo SV-3100 được sử dụng để đo độ nhám bề mặt khi mài chi tiết
90CrSi qua tôi.
1.3.4. Topography của đá mài
Topography của đá mài là tập hợp tất cả các lồi lõm trên bề mặt đá mài.
Tính chất của Topography [5]:
- Topography phụ thuộc vào điều kiện và chế độ sửa đá và các thông số đặc
trưng của đá mài như: độ cứng, độ hạt, cấu trúc, vật liệu hạt mài, chất dính kết.
- Dưới tác động của lực cắt và nhiệt độ cao, lưỡi cắt của các hạt mài dần dần bị
phá hủy. Hiện tượng này làm topography đá mài thay đổi rất phức tạp, khó đoán
định từ đó ảnh hưởng tới khả năng cắt của đá mài và kết quả quá trình mài.
Quá trình biến đổi của topography như sau [10]:
- Giai đoạn 1: Khi đá bắt đầu cắt, Topography của đá biến đổi mạnh mẽ.
Nguyên nhân là do khi bắt đầu cắt, trên đá mài có một lượng các hạt mài có vị trí
không thuận lợi cho quá trình cắt, một số hạt mài không gắn chặt vào chất kết dính
và bị phá hủy khi sửa đá. Dưới tác dụng của tải trọng, các hạt này bị bong ra khỏi bề
mặt đá. Số lượng các hạt này phụ thuộc vào loại dụng cụ sửa đá, đặc tính đá mài và
chế độ sửa đá.
- Giai đoạn 2: Đây là giai đoạn làm việc ổn định của đá mài. Ở giai đoạn này,
lưỡi cắt của hạt mài bắt đầu bị mòn. Sự biến đổi của Topography đá mài trong giai
đoạn này phụ thuộc vào vật liệu gia công, chế độ công nghệ và Topography khởi
thủy của đá mài sau khi sửa đá. Kết thúc giai đoạn này là kết thúc tuổi bền của đá và
ta cần phải sửa đá.
Các phương pháp đánh giá Topography của đá mài [10]:
Với sự phát triển của công nghệ mà các phương pháp đánh giá Topography đá
mài được nghiên cứu ngày một hoàn thiện. Một số phương pháp đánh giá
Topography cụ thể như sau:
- Dùng ống nhòm, máy quay phim hoặc thiết bị chụp ảnh trong không gian 3
chiều theo dõi đánh giá sự thay đổi liên tục của Topography.
- Nghiên cứu cấu trúc bề mặt đá mài và biểu đồ biên dạng đá mài nhờ thiết bị
dò tiếp xúc trực tiếp, khi đó biên dạng đá mài được ghi lại như hình 1.17.

23
Hình 1.17. Biên dạng của đá mài.
- Nghiên cứu Topography thông qua tính chất tiếp xúc thực tế giữa đá và bề
mặt chi tiết gia công bằng phương pháp in dấu.
Nghiên cứu bề mặt đá mài bằng mẫu đá mài nhìn từ hình chiếu cạnh để thấy
cấu trúc đá.
- Nghiên cứu cấu trúc hình học từng hạt mài, loại hạt, nghiên cứu ma sát, biến
dạng vết cắt do hạt mài trên bề mặt gia công.
- Xác định khả năng cắt của đá mài thông qua thể tích vật liệu được hớt đi
trong một đơn vị thời gian
- Xác định kích thước, số lượng hạt mài nằm trong vùng cắt để xác định số
lượng lưỡi cắt trực tiếp tham gia cắt. Sử dụng phương pháp như: chụp ảnh không
gian 3 chiều, ghi lại xung nhiệt.
- Phương pháp đánh giá Topography gián tiếp thông số gián tiếp như: lực cắt,
rung đọng, mòn đá, chất lượng bề mặt gia công…
- Phương pháp đo Topography của đá mài bằng đầu đo lazer.
1.4. Tổng quan các nghiên cứu về mài lỗ
Quá trình mài/mài lỗ chịu ảnh hưởng bởi nhiều yếu tố phức tạp khác nhau.
Hình 1.18 dưới đây mô tả ảnh hưởng của các thông số đầu vào đến quá trình mài và
kết quả của nó. Từ sơ đồ này ta thấy quá trình mài nói chung hay mài lỗ nói riêng
chịu ảnh hưởng bởi chế độ cắt, đá mài, chế độ bôi trơn làm nguội và chế độ sửa đá.
Do vậy, phần nghiên cứu tổng quan này sẽ tập trung vào ba vấn đề trên. Cụ thể như
sau:

24
Hình 1.18. Mô hình hóa quá trình mài [5, 31]
1.4.1. Ảnh hưởng của bôi trơn làm nguội (BTLN) đến quá trình mài lỗ.
Dung dịch BTLN sẽ giúp giảm ma sát trong vùng cắt, giảm lực cắt, tải nhiệt ra
khỏi vùng cắt và làm sạch phoi ra khỏi vùng cắt. Sự cần thiết của dung dịch BTLN
(BTLN) trong gia công mài đã được khẳng định trong nhiều nghiên cứu.
Có 3 phương pháp BTLN cho mài đó là: Mài khô (Dry grinding), BTLN tối
thiểu (Minimum quality grinding – MQL) và BTLN tưới tràn (Flood cooling). Mỗi
phương pháp đều có những ưu/nhược điểm cũng như phạm vi ứng dụng khác nhau.
Về khía cạnh bảo vệ môi trường thì mài khô và BTLN tối thiểu đang được áp dụng
và nghiên cứu khá nhiều trong gia công cơ khí. Tuy nhiên, trong gia công mài, đặc
biệt là mài lỗ, BTLN tưới tràn vẫn được sử dụng thông dụng tiếp đó là BTLN tối
thiểu. Mài khô được ứng dụng chủ yếu trong mài phẳng và cho đến nay chưa có
công bố nào áp dụng cho mài lỗ.
Cách thức đưa dung dịch BTLN vào vùng cắt cũng được nhiều nghiên cứu
quan tâm. Vì đường kính đá bằng 0,7 – 0,9 đường kính lỗ gia công nên việc dung
dịch BTLN tiếp cận vùng cắt là khá khó khăn. Do đó, vị trí đặt vòi phun, hình dáng
vòi phun cũng là một chủ đề được quan tâm.
a. Ảnh hưởng của vị trí, hình dạng vòi phun dung dịch BTLN.

25
Webster đã nghiên cứu về các dạng vòi phun khác nhau, vị trí của vòi phun
dung dịch BTLN trong quá trình mài [59]. Nghiên cứu này đã đề xuất dạng vòi
phun như hình 1.19a để thay thế cho vòi phun truyền thống (hình 1.19b) được giới
thiệu bởi Owczarek và Rockwell vào năm 1972.
Hình 1.19. Hai dạng vòi phun dung dịch BTLN [59]
kiểu Webster (a) kiểu phẳng (b)
Cho đến này đã có nhiều nghiên cứu về dạng thiết kế vòi phun, vị trí, khoảng
cách vòi phun tuy nhiên hầu hết tập trung vào mài tròn ngoài và mài phẳng [13, 18,
28, 46] còn đối với mài lỗ số lượng các nghiên cứu còn hạn chế.
Do hạn chế về không gian gia công, dung dịch BTLN khó tiếp cận tới vùng
gia công nên vị trí đặt vòi phun là rất quan trọng. Trong [16] Baines-Jones và các
cộng sự có chỉ ra vị trí tốt nhất của vòi phun dung dịch BTLN khi mài lỗ (hình
1.20).
Hình 1.20. Vị trí của vòi phun trong mài lỗ [16]
Trong [42], Nadolny và cộng sự đã có các nghiên cứu nhằm đưa dung dịch
BTLN tiếp cận nhanh và hiệu quả đến vùng cắt. Khi đó, dung dịch BTLN được đưa
vào trong lòng của trục mang đá, và phun ra ngoài qua các rãnh hướng kính trên đá
mài như hình 1.21. Kết quả cho thấy, lưu lượng dung dịch BTLN giảm từ 5 lít/phút
xuống còn 1 lít/phút nhưng các kết quả đo về nhám bề mặt và công suất mài vẫn

26
đảm bảo. Cho đến nay, chưa có công bố nào của các tác giả trong nước về ảnh
hưởng của dạng vòi phun, vị trí vòi phun đến kết quả của quá trình mài.
Hình 1.21. Hệ thống BTLN của Nadolny [42]
b .Ảnh hưởng của phương pháp, loại và chế độ dung dịch BTLN.
Ngoài các nghiên cứu về vị trí và hình dạng vòi phun thì phương pháp, loại và
chế độ dung dịch BTLN cũng được các nhà khoa học nghiên cứu:
* Các nghiên cứu ngoài nước:
Ảnh hưởng của loại dung dịch BTLN, chế độ BTLN cũng được Monici và các
cộng sự [37] quan tâm và đánh giá qua nghiên cứu thực nghiệm với 2 loại đá Oxit
nhôm và đá CBN, 4 loại đầu vòi phun và 2 loại dung dịch BTLN là Emulsion 5%
và dầu nguyên chất. Kết quả đo độ nhám được thể hiện trên hình 1.22. Từ đồ thị này
nhận thấy rằng chất lượng bề mặt khi gia công bằng đá CBN tốt hơn khi gia công
bằng đá mài Oxit nhôm. Khi mài bằng đá mài Oxit nhôm sử dụng dầu nguyên chất
cho nhám bề mặt thấp hơn so với Emulsion tổng hợp.
Hình 1.22. Ảnh hưởng của loại dung dịch BTLN và áp suất BTLN đến độ nhám bề
mặt mài [37]

27
Khi mài bằng đá mài CBN với 2 loại dung dịch BTLN thì nhận được độ nhám
bề mặt gần như nhau. Với đá mài Oxit nhôm đường kính đầu vòi phun càng nhỏ (áp
suất dung dịch BTLN càng lớn) thì chất lượng bề mặt càng tốt, còn khi sử dụng đá
mài CBN thì chất lượng bề mặt thay đổi không đáng kể. Như vậy, việc sử dụng đá
cao cấp như đá CBN giúp cải thiện rõ rệt chất lượng gia mài.
Năm 2000, Hafenbraedl và Malkin [24] là những người đầu tiên áp dụng
BTLN tối thiểu khi mài lỗ thép AISI 52100 với lưu lượng dầu ester với lưu lượng
12 ml/giờ, áp suất 69kPa. Kết quả cho thấy, năng lượng mài giảm đáng kể, tỷ số
mài cao, khi so với mài khô và BTLN tưới tràn. Tuy nhiên, do nhiệt độ vùng mài rất
cao dẫn đến chi tiết bị biến dạng do nhiệt làm giảm độ chính xác. Tiếp đó đến năm
2009, Alves và các cộng sự đã nghiên cứu BTLN tối thiểu cho mài lỗ thép SAE
52100 với đá mài CBN [14]. Tuy nhiên khi so sánh kết quả này với làm nguội tưới
tràn thì độ nhám bề mặt gia công không tốt bằng bôi trơn tưới tràn (hình 1.23) còn
độ không tròn thì gần tương đương. Nguyên nhân là do khi làm nguội tối thiểu,
lượng dung dịch BTLN không đủ để làm sạch bề mặt gia công. Dầu và phoi tạo
thành hỗn hợp dạng bùn và bám dính lên chi tiết và đá mài [14].
Hình 1.23. Độ nhám bề mặt gia công khi mài lỗ 24,4 [14]
Một phương án giúp giảm nhiệt và giảm nhám được áp dụng là sử dụng các
vật liệu nano trộn vào dung dịch BTLN như CNT, TiO2, Al2O3, MoS2 đã được sử
dụng như vật liệu trộn vào dung dịch trong các nghiên cứu trong mài phẳng. Tới
năm 2012 Pil-Ho Lee đã áp dụng phương án này cho mài lỗ và đạt được kết quả rất
tốt khi mà cả độ nhám và lực mài đều giảm hơn so với làm nguội tối thiểu truyền
thống [32] (hình 1.24 và hình 1.25).

28
Hình 1.24. Lực mài (Py) khi bôi trơn tối thiểu có chất phụ gia vật liệu nano [32]
Hình 1.25. Độ nhám bề mặt (Ra) khi làm nguội tối thiểu có chất phụ gia nano [32]
*) Nghiên cứu trong nước:
Một nghiên cứu của Ngô Cường, Nguyễn Đình Mãn đã nghiên cứu thực
nghiệm về ảnh hưởng của nồng độ dung dịch BTLN đến độ nhám bề mặt khi mài
thép không gỉ 3X13 bằng đá mài cacbit silic đen [3].
Hình 1.26. Ảnh hưởng của nồng độ dung dịch đến độ nhám bề mặt mài [3]
Lự
c p
háp
tu
yến P
y (
N)
Nhám
bề
mặt
Ra
(m
)

29
Từ kết quả trên hình 1.26 ta thấy: độ nhám bề mặt lớn nhất khi dùng dung dịch
BTLN là nước. Khi thay đổi nồng độ Emulsion từ 5÷10% thì nhám bề mặt giảm
nhiều (từ 0,57 đến 0,48µm). Khi thay đổi nồng độ Emulsion từ 10÷15% thì nhám bề
mặt cũng giảm nhưng ít hơn từ 0,48 đến 0,41µm. Bên cạnh đó, đã có một số nghiên
cứu về BTLN cho mài nhưng chỉ có các nghiên cứu với mài tròn ngoài và mài
phẳng chưa có nghiên cứu nào được công bố về BTLN cho mài lỗ.
d. Nhận xét:
- Mặc dù BTLN tối thiểu (MQL) hay gia công khô đang là xu thế hiện nay
trong gia công cắt gọt nhằm bảo vệ môi trường nhưng với mài và đặc biệt là mài lỗ
BTLN tưới tràn là phương pháp hiệu quả hơn và dễ dàng đảm bảo yêu cầu kỹ thuật
hơn.
- Nên có phương pháp đưa dung dịch BTLN tiếp cận nhiều nhất vùng cắt.
Trong gia công mài lỗ, vị trí đặt vòi phun dung dịch BTLN có vai trò quan trọng.
- Chế độ BTLN là thông số công nghệ quan trọng. Để ứng với mỗi loại dung
dịch, chế độ dung dịch BTLN tối ưu hoặc hợp lý được áp dụng nhằm đạt mục tiêu
nào đó.
1.4.2. Ảnh hưởng của chế độ sửa đá đến quá trình mài lỗ.
Mon đá mài la qua trinh lam thay đôi kich thươc, hinh dang va kha năng căt
cua đa. Qua trinh mon đa mai la môt qua trinh cơ, ly, hoa rât phưc tap. Như đã phân
tích trên, khi đá mòn sẽ ảnh hưởng rất lớn đến quá trình mài nó phản ánh trực tiếp
lên chất lượng bề mặt và độ chính xác của chi tiết gia công. Nghiên cứu về mòn là
nghiên cứu ảnh hưởng của tuổi bền đá đến chất lượng bề mặt chi tiết. Sửa đá và chế
độ sửa đá ảnh hưởng đến sự hình thành và sự ổn định topography đá mài nên cũng
ảnh hưởng nhiều đến quá trình mài. Quá trình sửa đá gồm 2 giai đoạn: tạo biên dạng
và làm sắc. Tạo biên dạng đá là tạo cho đá mài có biên dạng chính xác phù hợp với
biên dạng của chi tiết cần gia công. Làm sắc là quá trình tạo khả năng cắt cho đá
mài. Trong đó có hạ thấp độ cao của chất dính kết trên chiều cao biên dạng đá để
tạo ra không gian chứa phoi và làm cho các hạt mài nhô cao khỏi chất dính kết và
tạo các lưỡi cắt trên hạt mài.
Co nhiêu phương phap sưa đa vơi dung cu sưa đa khac nhau như: sưa đa băng
dung cu sưa đa kim cương, sưa đa băng chum tia nươc hat mai [53, 56], sưa đa băng

30
laser [15], sửa đá bằng cắt dây [30]. Vơi cac đa mai truyên thông (đa SiC hoăc
Corindon) nhất là đá mài lỗ (có kích thước nhỏ), thương sưa đa băng dung cu sưa đa
tinh vơi dung cu sưa đa kim cương môt hat hoăc nhiêu hat [31]. Phương phap sưa
đa băng dung cu sưa đa tinh co nguyên ly giông như phương phap tiên. Ơ đây, dung
cu sưa đa đong vai tro như dao tiên, con đa mai đong vai tro của phôi. Phương phap
sưa đa nay hay dung vi no đơn gian, đô tin cây cao, năng suât va chât lương bê măt
sưa đa tôt. Dung cu sưa đa kim cương đươc phân ra: loai môt hat va loai nhiêu hat:
Dung cu sưa đa kim cương môt hat có goc ơ đinh hat kim cương thương la 600 hoăc
900. Loai nay thương đê sưa va tao biên dang đinh hinh cho đa (hình 1.27 a). Dung
cu sưa đa kim cương nhiêu hat (hinh 1.27b) la loai dung phô biên va kinh tê nhât đê
sưa đa co biên dang thăng.
a) Loại một hạt b) Loại nhiều hạt
Hinh 1.27. Dung cu sưa đa kim cương [26]
Hình 1.28. Biểu đồ Schmitt mô tả ảnh hưởng của tốc độ bóc tách và lượng tiến dao
khi mài lỗ đến nhám bề mặt [19]

31
Trong [19], đá mài lỗ được sửa bằng đĩa sửa đá quay. Nghiên cứu kết luận
rằng, ảnh hưởng của tỷ số trùng khớp sửa đá Ud tuân theo đúng như biểu đồ Schmitt
như hình 1.28. Theo Daneshi, đá mài suy giảm khả năng cắt, lực mài tăng, độ nhám
chi tiết gia công tăng sau một thời gian mài là do phoi bám vào đá mài gây bịt
khoảng trống giữa các hạt mài (hình 1.29). Trong [19], tác giả cũng nhận xét và
đánh giá cao việc phải có giai đoạn sửa đá siêu tinh (sửa đá có chiều sâu sửa đá t =
0, spark – out). Quá trình này làm cùn bớt cạnh sắc của hạt mài sau khi sửa. Điều đó
giúp tăng tuổi bền của đá.
Hình 1.29. Ảnh bề mặt của đá mài CBN trước (phải) và sau (trái) sửa đá [19]
Với đá mài có kích thước nhỏ, thông thường bút chì kim cương một hạt được
sử dụng với mục đích có thể điều khiển chính xác vị trí tiếp xúc giữa mũi sửa đá với
đá mài.
Hinh 1.30. Cach ga mui sưa đa kim cương môt hat và ảnh hưởng tới
độ nhám bề mặt [43]

32
Trong tai liêu nay nêu ro, vơi mui sưa kim cương môt hat, khi sưa cân ga
nghiêng mui sưa môt goc 10 - 150 và thấp hơn tâm đê đat đươc hiêu qua tôt nhât
(Hinh 1.30). Thêm vao đo, lương chay dao khi sưa đa phu thuôc vao sô vong quay
cua đa mai trong môt phut va cơ hat cua đa mai.
Công ty Noritake và Norton đưa ra hương dân chê đô công nghê sưa đa khi
mai ngoai khi dung dung cu sưa đa kim cương nhiêu hat như bảng 1.2 [43, 45].
Trong tài liệu này, chế độ sửa đá được chia thành bước sửa thô, sửa tinh. Lương
chay dao doc cua dung cu sưa đa Ssđ va chiêu sâu sưa đa tsđ đêu phu thuôc vao đô
nham yêu câu cua bê măt gia công.
Công ty Winter cung giơi thiêu chê đô công nghê khi sưa đa băng dung cu sưa
đa kim cương nhiêu hat cho trương hơp mai ngoai. Trong chê đô nay, lương chay
dao doc cua dung cu sưa đa Ssđ phu thuôc vao đô hat cua đa va tôc đô đa mai (v/ph).
Chiêu sâu sưa đa tsđ cung phu thuôc vao đô hat cua đa (bang 1.2).
Bang 1.2. Chê đô sưa đa với đâu sưa đa kim cương cua Winter [52]
Đô hat tsđ Tôc đô đa mai (v/ph)
cua đa (mm) 500 1000 1500 2000 2500 3000 3500 4000 4500 5000
150 0,005 25 50 75 100 125 150 175 200 225 250
100 0,15 75 150 225 300 375 420 525 600 675 750
60 0,25 125 250 375 500 625 750 875 1000 1125 1250
46 0,35 175 350 525 700 875 1050 1225 1400 1575 1750
<46 0,45 225 450 675 900 1125 1350 1575 1800 2025 2250
Lương chay dao khi sưa đa (mm/ph)
Наерман M.C. [64] đê xuât chê đô công nghê sưa đa cho mai tron ngoai chay
dao doc khi dung dung cu sưa đa kim cương nhiêu hat nhăm đat đô nham bê măt gia
công. Theo tac gia, chê đô công nghê sưa đa đươc phân ra sưa thô (2-3 lân), sưa đa
tinh (1-2 lân) va sửa siêu tinh (1-2 lân).
Kozuro đưa ra chọn chế độ sửa đá (bảng 1.3) khi mài lỗ và mũi sửa đá một
hạt [63]. Chế độ sửa đá được chia thành các bước sửa thô, sửa tinh và sửa siêu tinh
như lời khuyên của Noritake và Norton.

33
Bảng 1.3. Chế độ sửa đá khi mài lỗ sử dụng mũi sửa đá một hạt [63]
Nham bê
măt fa
Chiêu sâu sưa đa (mm/htđ) Sô hanh
trinh sửa
siêu tinh Khi sưa thô Khi sưa tinh
Ra (μm) (mm/ph) Chiêu sâu
Sô
hanh
trinh
Chiêu
sâu
Sô hanh
trinh
1-4 lân 0.8 0,3-0,4 0,01 1-2 lân
0,4 0,2-0,3 0,02-0,03 1-3 lân 0,01 1-2 lân
0,2 0,1-0,2 0,02-0,03 2-3 lân 0,01 1-3 lân
0,1 0,05-0,1 0,02-0,03 2-3 lân 0,005 1-4 lân
Chế độ sửa đá trong mài tròn ngoài được nhiều tác giả trong nước quan tâm
nghiên cứu. Trần Minh Đức trong [5] đã nghiên cứu ảnh hưởng của chế độ sửa đá
khi mài ngoài thép 45 tôi cải thiện và thường hóa. Trong đó tác giả đã có đánh giá
bằng lực mài, hệ số lực mài, nhám bề mặt và rung động. Vũ Ngọc Pi nghiên cứu sửa
đá khi mài tròn ngoài thép 90CrSi. Trong nghiên cứu này, phương án sửa đá được
chia thành ba bước là sửa thô, sửa tinh và sửa đá siêu tinh [9].
*Nhận xét:
- Với đá mài truyền thống có kích thước nhỏ, mũi sửa đá kim cương một hạt là
dụng cụ sửa đá thường được dùng trong sản xuất. Góc gá mũi sửa đá cũng là nhân
tố cần được quan tâm khi sửa đá
- Để đạt được hiệu quả trong sửa đá, chế độ sửa đá được chia thành các bước
thô, tinh, siêu tinh.
1.4.3. Ảnh hưởng của chế độ cắt và đá mài đến quá trình mài lỗ.
* Các nghiên cứu ngoài nước:
Cac thông sô của chê đô căt khi mai gôm: chiêu sâu cắt, tôc đô chi tiêt gia
công, lương chay dao và tôc đô căt. Nhưng thông sô này đều anh hương lơn đên
năng suât va chât lương mai cung như topography, đô mon va tuôi bên cua đa mai.
Vì vậy, nghiên cưu vê anh hương cua chế độ cắt đên qua trinh mai, việc lưa chon
hơp ly hoăc tinh toan tôi ưu cac thông sô nay được các nhà khoa học quan tâm. Số
lượng các nghiên cứu về chế độ cắt chiếm tỷ lệ lớn. Tuy nhiên, số lượng các nghiên
cứu về chế độ cắt cho mài lỗ vẫn chưa nhiều và được tập trung ở một số nghiên cứu
sau:

34
G. Xiao, S. Malkin [62] cũng thực hiện một nghiên cứu về tối ưu hóa on-line
quá trình mài lỗ nhằm giảm thời gian gia công mà vẫn đảm bảo các yêu cầu về chất
lượng bề mặt gia công như độ nhám. Việc áp dụng kết quả nghiên cứu cho phép
giảm thời gian mài lỗ vòng bi trong thực tế từ 50-70%. Tönshoff [58] đã tối ưu hóa
các thông sô chế độ cắt, thời gian mài qua chỉ tiêu đánh giá là lực hướng kính.
Ngoai cac nghiên cưu đa nêu trên, con kha nhiêu cac nghiên cưu cua cac tac
gia ngoai nươc vê lựa chọn các thông số tối ưu trong quá trình mài như xac đinh vận
tốc quay của đá, vận tốc quay của phôi, chiều sâu sửa đá vv… đã được giới thiệu
trong [60] cho mài phẳng, và trong [22, 33] cho mài tròn ngoài. Bên cạnh đó, vấn
đề tối ưu hóa đa mục tiêu cho quá trình mài cũng đã được khảo sát trong [36].
Chế độ cắt ảnh hưởng rất lớn đến độ chính xác và năng suất khi mài, độ mòn
và tuổi bền của đá mài. Do đó hiện nay chế độ cắt là đối tượng của rất nhiều các
nghiên cứu trong và ngoài nước. Tuy nhiên, Các tác giả trong nước chủ yếu nghiên
cứu về mài ngoài và mài phẳng. các nghiên cứu về mài lỗ được một số ít tác giả
nước ngoài quan tâm.
Trong gia công mài lỗ, có một số công bố tập trung nghiên cứu về các thông
số của chế độ cắt nhằm nâng cao hiệu quả của quá trình gia công. Inasaki đã thực
nghiệm nghiên cứu phương pháp mài với lượng chạy dao nhanh [27]. Nghiên cứu
này được thực hiện khi mài lỗ 30 với vật liệu là thép S45C, SUJ2 và sử dụng đá
mài nhôm oxit và CBN. Kết quả cho thấy thời gian mài giảm từ 45,4s xuống 27,4s.
Hình 1.31: Sơ đồ thí nghiệm giám sát quá trình mài lỗ [27]

35
Salje và cộng sự đã nghiên cứu ảnh hưởng của các loại đá mài (hạt mài kim
cương, hạt mài Al2O3, hạt mài SiC), năng suất bóc tách và tốc độ cắt đến nhám bề
mặt, độ không tròn và lực cắt khi mài [54]. Kết quả thực nghiệm cho thấy đá mài
với hạt mài kim cương cho kết quả tốt nhất.
Việc sử dụng đá có một phần dạng côn có hiệu quả cao trong quá trình mài.
Phần đá mài côn có hạt thô có tác dụng mài thô để mài hết lượng dư của chi tiết.
Phần đá hình trụ có hạt mài mịn để mài tinh (hình 1.32). Trong phương pháp này
toàn bộ lượng dư sẽ được mài hết trong một lần chạy dao dọc. Phương pháp này
còn gọi là phương pháp mài single-pass và được Nadolny và cộng sự giới thiệu
trong [38]. Tiếp đó, nhóm tác giả này còn cải tiến kết cấu của đá mài như tạo các lỗ
hướng kính trong lòng đá mài [39] và đưa dung dịch BTLN vào trục mang đá như
hình 1.21 [42]. Mặt khác một phương pháp nữa được sử dụng là lưu huỳnh hóa đá
mài có chất dính kết gốm. Phương pháp này giúp tăng khả năng cắt của đá mài khi
mài vật liệu Titan [40, 41]. Ngoài ra, một mô hình động học mới cho mài lỗ có kích
thước lớn hơn 100mm được giới thiệu trong [57]. Khi này tốc độ cắt, độ cứng vững
được tăng lên đáng kể dẫn đến nâng cao độ chính xác và năng suất.
Hình 1.32. Phương pháp mài lỗ chạy dao dọc một lần chạy dao (single-pass) [38]
Pereverzev là một trong số ít tác giả có nhiều công bố về mài lỗ. Trong [47,
48] tác giả đã tiến hành nghiên cứu tối ưu hóa các thông số của chu trình mài lỗ.
Nghiên cứu đề xuất một phương pháp tính toán, xác định chế độ công nghệ (lượng
chạy dao dọc, lượng chạy dao hướng kính) cho mài lỗ với mục tiêu để thời gian mài
là nhỏ nhất.

36
Alief Regyan Wisnuadi và các cộng sự đã kết hợp hai phương pháp Taguchi
và PCR-TOPSIS để tối ưu hóa đa mục tiêu các thông số như vận tốc cắt, lượng chạy
dao và thời gian mài hết hoa lửa (spark – out) để quá trình mài đạt độ không tròn
nhỏ nhất và thời gian mài nhỏ nhất cho quá trình mài lỗ của vòng ngoài ổ bi [61].
Nghiên cứu tìm ra rằng:
+ Điều kiện tối ưu đạt được kết hợp có mức trung bình cao nhất là: tốc độ cắt
36 (m/s), lượng chạy dao 18 μm/s), và thời gian mài hết hoa lửa 0,5s. Với bộ thông
số đó độ nhám.
+ Độ không tròn đạt được: giảm từ 0,523 μm xuống 0,398 μm, thời gian mài
giảm từ 8,5s xuống còn 8,1s.
* Các nghiên cứu trong nước:
Cho đến nay có nhiều nghiên cứu trong nước tập trung về khảo sát ảnh hưởng
và lựa chọn tối ưu các thông số của chế độ cắt khi mài. Cụ thể như sau:
Ảnh hưởng của các thông số quá trình mài tròn ngoài như vận tốc chi tiết,
chiều sâu cắt và lượng chạy dao dọc đến chất lượng bề mặt, lực mài, rung động và
tuổi bền của đá mài [3, 10].
Nghiên cứu tối ưu hóa các thông số của quá trình mài là một trong những
hướng nghiên cứu thu hút nhiều nhà nghiên cứu trong nước. Phương pháp nghiên
cứu tối ưu quá trình mài tròn ngoài chạy dao dọc [2] đã được phân tích. Các hàm
mục tiêu lựa chọn cho tối ưu hóa quá trình mài có thể là giá thành chi tiết khi mài
nhỏ nhất hoặc thời gian gia công nhỏ nhất. Ngoài ra, tối ưu hóa chế độ mài nhằm
đạt tuổi bền của đá là lớn nhất cũng đã được khảo sát.
Các tác giả trong nước cũng đã chú ý đến nghiên cứu về lực cắt trong quá
trình mài, ảnh hưởng của nó đến chất lượng chi tiết gia công và các phương pháp đo
lực cắt khi mài. Phương pháp đo lực cắt khi mài đã được giới thiệu trong [5, 7]. Ảnh
hưởng của chế độ cắt đến lực cắt khi mài tròn ngoài, mài phẳng cũng đã được kể
đến trong [3, 6, 10]. Ngoài ra, việc sử dụng bảng tra chế độ cắt cũng đã được đơn
giản hóa khi mà tất cả các các bảng tra chế độ cắt trong [63] được đưa thành các
công thức rất thuận lợi cho tính toán.
Gần đây, Vũ Ngọc Pi và các cộng sự [50] đã chỉ ra khi gia công mài tròn ngoài
nên thay đá khi nó đạt một giá trị nhất định gọi là đường kính tối ưu khi thay đá.

37
Khi thay đá với đường kính đó, chi phí cho gia công mài sẽ nhỏ nhất. Thêm vào đó,
các tác giả đã xây dựng được một công thức sau để xác định đường kính thay đá tối
ưu:
De,op ≈ 0.785D1.0276 0.0176
0 / sđt (1.20)
Trong đó: De,op – đường kính đá mài khi thay đá tối ưu;
tsđ – chiều sâu sửa đá;
D0 – Đường kính đá mài ban đầu.
* Nhận xét:
- Chế độ cắt là bộ thông số quan trọng khi nghiên cứu về mài và được nhiều
nhà khoa học quan tâm. Nhiều phương pháp, lời khuyên về chế độ mài được đưa ra
và áp dụng có hiệu quả.
- Đường kính đá mài liên quan mật thiết tới vận tốc mài từ đó ảnh hưởng lớn
tới chất lượng và năng suất mài. Cách xác định đường kính đá mài tối ưu khi thay
đá (tuổi thọ tối ưu của đá mài) được đề xuất cho mài ngoài bởi tác giả Vũ Ngọc Pi.
1.4.4. Các mô hình tính toán chi phí trong gia công mài
Việc tính chi phí của nguyên công mài cũng là vấn đề được đề cập tới trong
một số nghiên cứu. Trong [55] một mô hình toán học tính toán chi phí mài phẳng
được phân tích. Tiếp đó, năm1980, Filde trong [21], năm 1989 Malkin trong [34] và
năm 2003 Ebbrell trong [20] cũng đã đưa ra các mô hình phân tích chi phí của
nguyên công mài.
a. Mô hình Tarasow - Shaw
Năm 1959, L.P Tarasov đã giới thiệu một mô hình xác định chi phí của quá
trình mài phẳng. Trong đó, chi phí của đá mài, của máy được tổng hợp để xác định
chi phí mài khi mài một lớp vật liệu có chiều dày t. Mô hình tính toán với 6 chi tiết
dạng hộp chữ nhật có kích thước (18x3x3 inch) với diện tích mài là 6x18x3 =324
(inch2). Khi này chi phí mài phẳng c khi mài một lớp vật liệu có chiều dày là t
(inch) xác định như sau:
w
tx Aty Atxc
d G GA d (1.21)
Trong đó, c là chi phí mài (cents); t là chiều dày lớp kim loại bị bóc tách
(lượng dư gia công) (inch); x là chi phí cho máy và quản lý (cents/phút); d là lượng

38
chạy dao (inch/phút); A là diện tích vùng gia công (mm2); G là tỷ số mài (khối
lượng vật liệu bị bóc tách/khối lượng đá mài bị mòn) được xác định từ lượng chạy
dao thông qua đồ thị; y là chi phí trung bình cho đá mài trên 1 đơn vị thể tích phôi
được bóc tách (cents/inch3).
Thêm vào đó, Shaw đã đưa ra các nhận xét [55] như sau: Thứ nhất, chi phí
máy có ảnh hưởng rất lớn tới chi phí quá trình mài. Bên cạnh đó, chi phí cho đá mài
chiếm từ 27 đến 35% chi phí của quá trình mài phẳng. Ngoài ra, giá trị tối ưu của
lượng chạy dao d* không phụ thuộc vào chiều dày lớp vật liệu. Hơn thế nữa, tác giả
nhấn mạnh rằng, muốn tăng tỷ số mài (G*) lên bao nhiêu lần thì cần tăng chi phí đá
mài lên bấy nhiêu lần.
Mô hình của Shaw cũng có hạn chế là việc tính toán khá phức tạp và dựa
nhiều vào đồ thị nên kết quả có độ chính xác không cao và chỉ phù hợp với tính toán
bằng tay. Bên cạnh đó, mô hình này chưa kể đến giá chi phí cho nhân công mà mới
chỉ tính đến chi phí cho máy và đá mài. Hơn nữa, mô hình chưa hiển thị được ảnh
hưởng của vận tốc cắt đến chi phí mài.
b. Mô hình của Field
M. Field đã giới thiệu cách tính toán chi phí cho mài tròn ngoài chạy dao
hướng kính [21]. Theo mô hình này, chi phí mài Ct,p cho một chi tiết được tính theo
công thức sau:
,
w gw www
w
. . . . . .60 60 60 60 60 60
.60
f o drt p s L
r f d
g d gc dg
d td
a t taM R M M M M MC t t
r f f N N
C D a Bt CM VC
N G N N
(1.22)
Trong đó, aed là tổng lượng chạy dao hướng kính khi sửa đá (inch); af là lượng
dư khi mài tinh (inch); ar là lượng dư khi mài thô (inch); Bgw là chiều rộng đá mài
(inch); Dgw đường kính đá mài (inch); ff là lượng chạy dao hướng kính khi mài tinh
(inch/phút); fr là lượng chạy dao hướng kính khi mài thô (inch/phút); r là tốc độ
chạy dao khi tiếp cận chi tiết (inch/phút); tcw là thời gian thay đá (phút); td là thời
gian sửa đá (phút); tL là thời gian thay chi tiết (phút); ts là thời gian chạy không ăn
dao (phút); to là thời gian thiết lập máy, hệ thống (phút); Ct,p là chi phí mài 1 chi tiết
(USD); Cd là chi phí dụng cụ sửa đá (USD); Cgw là chi phí đá mài trên 1 đơn vị thể

39
tích phoi (USD /inch3); G là tỷ số mài = khối lượng phoi/khối lượng đá mòn trong
khi mài; M là chi phí quản lý, nhân công (USD /giờ); N là số chi tiết cho loạt sản
xuất; Nd là số chi tiết mài được của đá mài sau 1 lần sửa đá; Ntd là tổng số chi tiết
mài được trong suốt thời gian làm việc của dụng cụ sửa đá; Nw là tổng số chi tiết
mài được của 1 viên đá; R là khoảng cách chạy dao nhanh (inch); V là khối lượng
phoi bị bóc tách của 1 viên đá mài (inch3/viên đá).
Thêm vào đó, tác giả đã đưa ra biểu đồ chi phí cho quá trình mài (hình 1.33).
Từ hình vẽ nhận thấy rằng, chi phí cho thời gian mài cơ bản chiếm quá nửa chi phí
cho quá trình mài. Do đó, tối ưu hóa các thông số công nghệ như chế độ cắt, chế độ
sửa đá nhằm mục tiêu giảm thời gian mài cơ bản luôn là các yếu tố được các nhà
khoa học quan tâm. Ngoài ra, thời gian thay chi tiết cũng ảnh hưởng đáng kể đến
chi phí mài nên việc ứng dụng cơ khí hóa, tự động hóa việc cấp phôi và tháo chi tiết
sẽ giúp giảm thời gian này và làm giảm chi phí mài.
Hình 1.33. Biểu đồ chi phí cho quá trình mài [21]
Mô hình Field có ưu điểm là đơn giản, dễ sử dụng, dễ ứng dụng bằng máy tính
để giải. Thêm vào đó, mô hình đã đưa ra biểu đồ chi phí, phân tích và chỉ rõ các ảnh
hưởng của từng chi phí thành phần đến chi phí của quá trình mài. Tuy nhiên, mô
hình này còn chưa kể đến được ảnh hưởng của vận tốc cắt đến năng suất và chi phí
mài. Thêm vào đó, mô hình tính toán cũng chưa kể đến chi phí cho máy và hệ thống
gia công.
c. Mô hình của Ebbrells – Rowe.

40
Mô hình này được tác giả đề xuất năm 2003 trong luận án tiến sỹ của mình
[20]. Trong đó, chi phí mài tròn ngoài Ct,p khi chạy dao hướng kính được xác định
như sau:
w w, gw
0 w
2(w ) ( )
( )
pd d mc s dt p l s
e d t d d
a C a R d b nC C C t
D D N y Q v N
(1.23)
Trong đó, ,m pC là chi phí cho máy tính theo giờ (USD/giờ); mcC là chi phí mua
máy (USD); mcN là số chi tiết mài được trong thời gian khấu hao máy; yt là thời
gian khấu hao máy (giờ); Cgw là chi phí cho đá mài (USD/viên); Cl là chi phí nhân
công trực tiếp, gián tiếp và và các khoản khấu hao tài sản, bất động sản…; Nw là số
chi tiết mài được của 1 viên đá; D0 là đường kính đá mài khi mới (mm); De là đường
kính đá mài khi thay (mm); Nd là số chi tiết mài được sau mỗi lần sửa đá; Wpd là
lượng mòn của đá sau mỗi lần mài 1 chi tiết (mm); aed là tổng chiều sâu sửa đá
(mm).
Mô hình Ebbrell – Rowe có ưu điểm là đã kể đến được các chi phí không chỉ
chi phí máy gia công, chi phí lương… mà còn đã tính đến thời gian khấu hao. Thêm
vào đó, ảnh hưởng của tuổi bền đá mài đến giá thành mài đã được kể đến trong mô
hình này. Hơn thế nữa, đường kính đá khi thay De (hay tuổi thọ của đá) đã có mặt
trong mô hình này. Tuy nhiên, mô hình còn chưa kể đến các thông số chế độ cắt
như lượng chạy dao và vận tốc cắt. Ngoài ra, cũng giống như 2 mô hình đã kể
trước, mô hình này cũng chưa xét đến ảnh hưởng của đường kính đá khi thay đến
chi phí mài và việc xác định đường kính đá khi thay tối ưu. Nhược điểm này của
các mô hình nghiên cứu trước đây sẽ được giải quyết trong chương 5 của luận án
này.
* Nhận xét:
- Chi phí cho quá trình gia công mài là một thông số phức tạp với ảnh hưởng
của nhiều yếu tố. Các tác giả đi trước đã đề xuất cách tính chi phí cho các quá trình
mài phẳng và mài tròn ngoài.
- Đường kính đá mài khi thay De được đề xuất trong [20] tuy nhiên tác giả này
chưa có những nghiên cứu sâu về De.

41
1.5. Kết luận chương 1
Nhận xét
Từ những kết quả nghiên cứu tổng quan về mài và mài lỗ, rút ra được một số
nhận xét sau:
Cải thiện các yếu tố kỹ thuật (giảm nhám bề mặt, nâng cao độ chính xác, tăng
năng suất) là xu hướng của rất nhiều nghiên cứu về mài. Các thông số công nghệ
được quan tâm nghiên cứu là chế độ cắt, chế độ BTLN, chế độ sửa đá.
Nhiều nghiên cứu đề xuất các giải pháp nhằm tăng năng suất mài, tuổi bền đá
mài. Tuy nhiên, khái niệm về tuổi thọ đá mài tối ưu (đường kính đá mài tối ưu khi
thay đá) mới chỉ được nhắc đến, quan tâm gần đây trong [50] với mài tròn ngoài.
Chi phí cho quá trình mài là một yếu tố phức tạp. Một số tác giả đã nghiên cứu
và xây dựng cách tính chi phí cho quá trình mài phẳng, mài tròn ngoài. Do đó, xây
dựng cách tính chi phí cho quá trình mài lỗ cũng cần được quan tâm. Đồng thời,
đường kính đá mài khi thay đá tối ưu trong gia công mài lỗ cũng là yếu tố cần được
nghiên cứu.
Mài lỗ với những đặc thù, khó khăn trong nghiên cứu nên đến nay vẫn còn ít
các nhà khoa học quan tâm. Nhiều hiện tượng trong quá trình gia công chưa được
làm rõ, các tác giả đưa ra các lời khuyên khác nhau dẫn đến khó khăn trong quá
trình áp dụng thực tiễn.
Định hướng vấn đề nghiên cứu.
Nâng cao hiệu quả quá trình mài lỗ là nâng cao hiệu quả về kỹ thuật gồm nâng
cao độ chính xác mài, cải thiện chất lượng bề mặt mài và nâng cao hiệu quả về kinh
tế tức là giảm chi phí cho quá trình mài.
Để nâng cao hiệu quả của quá trình mài lỗ có thể có các giải pháp sau:
Nghiên cứu xác định chế độ bôi trơn, làm nguội hợp lý;
Nghiên cứu xác định chế độ sửa đá tối ưu;
Nghiên cứu xác định tuổi thọ tối ưu của đá (hay đường kính đá mài tối ưu khi
thay đá).
Hai giải pháp đầu nhằm tăng năng suất, nâng cao chất lượng bề mặt (được
trình bày ở chương 3 và chương 4) còn giải pháp thứ ba nhằm tăng tốc độ cắt trung

42
bình, giảm thời gian gia công và dẫn đến giảm chi phí gia công mà vẫn đảm bảo yêu
cầu kỹ thuật cho trước sẽ được trình bày ở chương 5.
Nghiên cứu về đường kính đá mài khi thay tối ưu sẽ ứng dụng cho các máy
mài vạn năng không có khả năng thay đổi số vòng quay trục chính, loại máy này
được sử dụng rộng rãi trong gia công mài.

43
CHƯƠNG 2. MÔ HÌNH NÂNG CAO HIỆU QUẢ QUÁ TRÌNH MÀI LỖ
VÀ XÂY DỰNG HỆ THỐNG THÍ NGHIỆM
2.1. Mô hình nâng cao hiệu quả quá trình mài lỗ
Trong sản xuất công nghiệp, sản phẩm được sản xuất ra cần đảm bảo độ chính
xác đồng thời dự đoán được kết quả quá trình nhằm điều khiển quá trình gia công
theo chủ ý của con người. Các yếu tố kỹ thuật cần đảm bảo gồm độ chính xác kích
thước, chất lượng bề mặt và tính kinh tế của sản phẩm (chi phí gia công nhỏ).
Thông thường các nghiên cứu sẽ tập trung vào hiệu quả kỹ thuật của quá trình gia
công đó là nâng cao độ chính xác, cải thiện chất lượng bề mặt gia công, giảm lực,
nhiệt, rung động hoặc tìm các giải pháp nâng cao năng suất gia công. Để giải quyết
hài hòa cả 2 hướng nghiên cứu này, luận án xây dựng một mô hình để nghiên cứu
nâng cao hiệu quả của quá trình mài lỗ.
2.1.1. Sơ đồ và cơ sở của nghiên cứu nâng cao hiệu quả quá trình mài lỗ
Mài nói chung và mài lỗ nói riêng là quá trình phức tạp và nhạy cảm với các
điều kiện cụ thể. Đến nay, mô hình ở hình 1.18 được coi là mô hình rất tổng quát và
phù hợp với quá trình mài. Tuy nhiên, với từng mục đích nghiên cứu và điều kiện
công nghệ khác nhau, để áp dụng kết quả nghiên cứu vào thực tiễn sản xuất cần có
những nghiên cứu riêng gắn liền với các điều kiện cụ thể.
Hình 2.1. Sơ đồ nghiên cứu thực nghiệm [4]
Theo [4], sơ đồ nghiên cứu thực nghiệm được thể hiện ở hình 2.1. Trong đó:
X là các thông số đầu vào, là những thông số cần nghiên cứu và cần xây dựng
kế hoạch nghiên cứu thực nghiệm.
Y là các thông số đầu ra hay đó là kết quả
Z là các tham số điều khiển được. Tùy thuộc vào mục đích của nghiên cứu giá
trị của Z có thể được lựa chọn
X
E
QUÁ TRÌNH
MÀI LỖ Y
Z

44
E là các “nhiễu” hay nói cách khác đây chính là các tham số không điều khiển
được. Trong nghiên cứu thực nghiệm các tham số nhiễu này rất đa dạng.
Mục đích của quá trình nghiên cứu thực nghiệm là xây dựng mối quan hệ giữa
thông số đầu và và đầu ra để từ đó có thể điều khiển được quá trình hoặc dự báo
được kết quả đầu ra khi đã biết thông số đầu vào. Các thí nghiệm có thể được tiến
hành trực tiếp trên đối tượng hoặc tiến hành trên mô hình thực nghiệm. Do vậy mô
hình thực nghiệm cần đảm bảo độ chính xác cần thiết để thu thập thông tin.
2.1.2. Chọn thông số đầu vào
Theo [8], việc lựa chọn các thông số đầu vào cần thỏa mãn các yêu cầu sau:
- Là các biến độc lập, điều chỉnh được, điều này cho phép nhận được các ước
lượng riêng biệt của các hệ số hồi qui.
- Là các thông số định lượng.
- Có ảnh hưởng đến các hàm mục tiêu lớn hơn nhiều so với mức độ ảnh hưởng
của nhiễu.
Việc lựa chọn thông số đầu vào dựa vào một số cơ sở sau: từ quan sát hiện
tượng thực tế, tài liệu tham khảo, ý kiến của chuyên gia hoặc nghiên cứu thực
nghiệm thăm dò.
Các thông số này được chia thành năm nhóm: (1) máy và chế độ cắt; (2) chi
tiết gia công; (3) đá mài; (4) công nghệ sửa đá và (5) công nghệ BTLN. Với năm
nhóm thông số đầu vào này ta có thể chọn một số các thông số nổi bật để đưa vào
khảo sát như sau:
- Hệ thống công nghệ và chế độ cắt: vận tốc cắt (Vđ), vận tốc chi tiết (Vct),
lượng chạy dao dọc (fa), lượng chạy dao ngang (fr), lượng dư gia công (ae,tot), chi
phí cho máy (Cm,h), chi phí cho con người (Cwa,h),
- Chi tiết gia công: đường kính lỗ (dw), tỷ lệ Rld = lw/dw yêu cầu về cấp chính
xác (tg), yêu cầu về nhám bề mặt (Srg).
- Đá mài: đường kính đá ban đầu (D0), bề rộng đá (Bgw), lượng mòn đá sau
mỗi chu kỳ tuổi bền (wpd), giá thành đá mài (Cgw), tuổi bền (tw).
- Công nghệ sửa đá: chiều sâu sửa đá (tsđ), lượng chạy dao sửa đá (Ssđ), số lượt
sửa đá (n).

45
- Công nghệ bôi trơn làm nguội: nồng độ dung dịch (NĐ), lưu lượng dung
dịch (LL).
Để nâng cao hiệu quả kinh tế và kỹ thuật của quá trình mài lỗ, các thông số
đầu vào được đưa vào nghiên cứu rất đa dạng bao gồm cả các thông số kỹ thuật và
thông số kinh tế (hình 2.2).
2.1.3. Các tham số điều khiển được
Bên cạnh các thông số đầu vào X, các tham số điều khiển được Z được đưa
vào trong quá trình nghiên cứu thực nghiệm và nhận được giá trị không đổi nào đó.
Các tham số Z bao gồm:
- Thời gian thay chi tiết (tL);
- Thời gian mài hết hoa lửa (tS)
- Thời gian thay đá (tcw).
Đây đều là các thông số ảnh hưởng tới năng suất mài và là thông số kinh tế.
2.1.4. Các tham số nhiễu
Trong mài các yếu tố nhiễu E rất nhiều và ảnh hưởng đáng kể đến kết quả đầu
ra Y. Khi nghiên cứu ta cần xác định các yếu tố này và tìm cách hạn chế ảnh hưởng
của nó. Các tham số nhiễu bao gồm:
- Sai số của phôi thí nghiệm (độ chính xác, cơ tính…);
- Sai số trong đo kiểm (phương pháp đo, dụng cụ đo…);
- Sai só do máy và thiết bị công nghệ trong quá trình thí nghiệm;
- Do quá trình tự mài sắc lại của đá mài.
2.1.5. Các thông số đầu ra
Các thông số đầu ra phụ thuộc vào mục tiêu của nghiên cứu. Ở chương 1 đã
phân tích, Ra là chỉ tiêu được nhiều nhà nghiên cứu quan tâm và thông số này là
nhân tố quan trọng, dễ kiểm tra đo đạc. Do vậy, độ nhám bề mặt (Ra) cũng được lựa
chọn làm chỉ tiêu đánh giá về mặt kỹ thuật.
Theo nghiên cứu tại phần tổng quan, chi phí cho quá trình mài đã được một số
tác giả đi trước nghiên cứu, tuy nhiên chi phí cho quá trình mài lỗ chưa có công bố
nào. Đồng thời khái niệm về tuổi thọ tối ưu của đá mài hay đường kính đá mài tối
ưu khi thay đá cũng mới chỉ được đề cập ở mài tròn ngoài do đó trong phạm vi
nghiên cứu của luận án chi phí gia công tính cho mài một chi tiết (Ct,p) và đường

46
kính đá mài tối ưu khi thay đá sẽ là thông số đầu ra khi xét đến tiêu chí về mặt kinh
tế.
2.1.6. Các giải pháp nâng cao hiệu quả quá trình mài lỗ
Để nâng cao hiệu quả của quá trình mài lỗ 03 giải pháp được sử dụng gồm có:
BTLN giúp giảm nhám bề mặt gia công, tăng tuổi bền đá mài; Chế độ sửa đá giúp
giảm nhám bề mặt, tăng tuổi bền đá mài, tăng năng suất gia công; Tuổi thọ tối ưu
của đá mài giúp giảm chi phí gia công. Các giải pháp này được trình bày trong các
chương tiếp theo của luận án.
Căn cứ vào những lập luận đó ta có thể đưa ra mô hình để nghiên cứu nâng
cao hiệu quả của quá trình mài lỗ như hình 2.2.
Hình 2.2. Mô hình nâng cao hiệu quả của quá trình mài lỗ
Trong ba giải pháp được đề xuât và nghiên cứu nhằm nâng cao hiệu quả của
quá trình mài lỗ. Trong đó, áp dụng tuổi thọ tối ưu của đá mài (đường kính đá mài
tối ưu khi thay đá) chưa được nhiều nhà khoa học quan tâm, nghiên cứu. Hình 2.3
biểu diễn mối quan hệ giữa thời gian làm việc của đá tính theo giờ (L) tới chi phí
cho đá mài khi mài một chi tiết(Cgw,p), chi phí cho máy, lương công nhân và quản lý
(Cmt,p) khi mài một chi tiết.
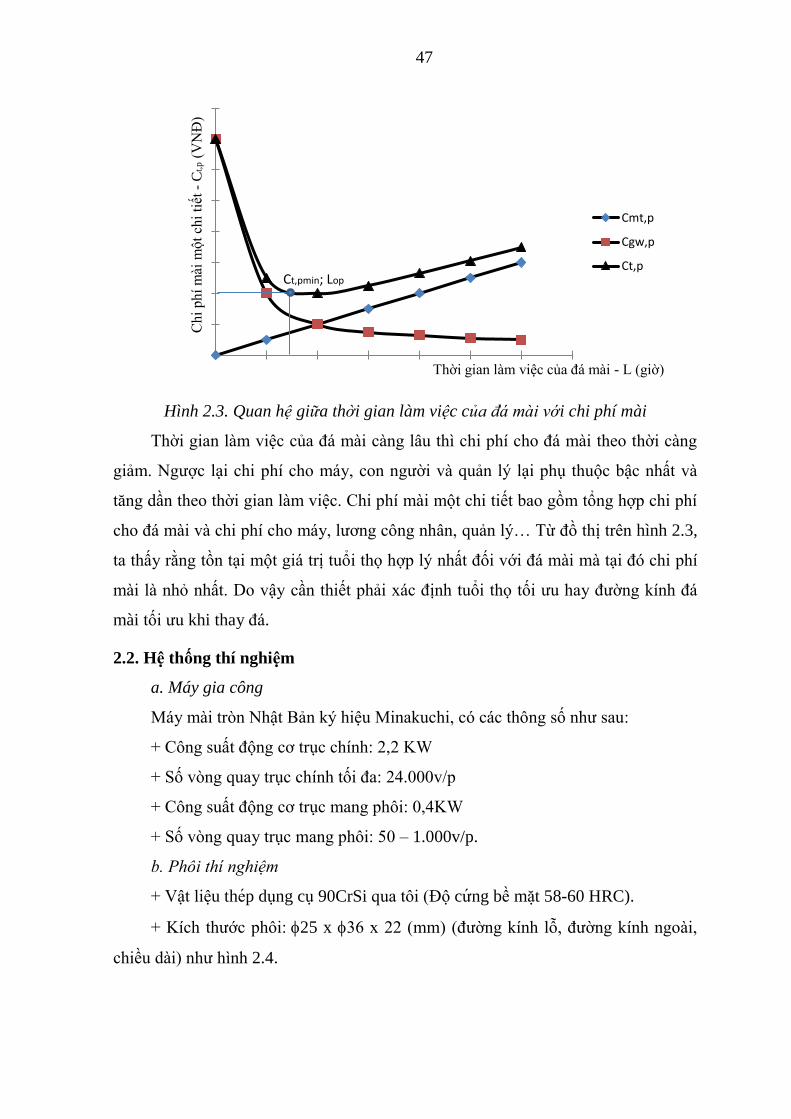
47
Hình 2.3. Quan hệ giữa thời gian làm việc của đá mài với chi phí mài
Thời gian làm việc của đá mài càng lâu thì chi phí cho đá mài theo thời càng
giảm. Ngược lại chi phí cho máy, con người và quản lý lại phụ thuộc bậc nhất và
tăng dần theo thời gian làm việc. Chi phí mài một chi tiết bao gồm tổng hợp chi phí
cho đá mài và chi phí cho máy, lương công nhân, quản lý… Từ đồ thị trên hình 2.3,
ta thấy rằng tồn tại một giá trị tuổi thọ hợp lý nhất đối với đá mài mà tại đó chi phí
mài là nhỏ nhất. Do vậy cần thiết phải xác định tuổi thọ tối ưu hay đường kính đá
mài tối ưu khi thay đá.
2.2. Hệ thống thí nghiệm
a. Máy gia công
Máy mài tròn Nhật Bản ký hiệu Minakuchi, có các thông số như sau:
+ Công suất động cơ trục chính: 2,2 KW
+ Số vòng quay trục chính tối đa: 24.000v/p
+ Công suất động cơ trục mang phôi: 0,4KW
+ Số vòng quay trục mang phôi: 50 – 1.000v/p.
b. Phôi thí nghiệm
+ Vật liêu thep dung cu 90CrSi qua tôi (Đô cưng bê măt 58-60 HRC).
+ Kích thước phôi:25 x 36 x 22 (mm) (đường kính lỗ, đường kính ngoài,
chiều dài) như hình 2.4.
Chi
phí
mài
một
chi
tiết
-C
t,p
(VN
Đ)
Thời gian làm việc của đá mài - L (giờ)
Cmt,p
Cgw,p
Ct,pCt,pmin; Lop

48
Hinh 2.4 Phôi thí nghiệm thép 90CrSi
+ Thành phần hóa học của mẫu thí nghiệm được cho trong bảng 2.1.
Bảng 2.1. Thành phần hóa học của mẫu thí nghiệm 90CrSi
Nguyên tố C Si P Mn Ni Cr Mo
Hàm lượng(%) 0,8623 1,2351 0,0241 0,58631 0,03216 1,113 0,01917
Nguyên tố V Cu W Ti Al Fe
Hàm lượng(%) 0,14987 0,28763 0,1768 0,0299 0,0011 95,4722
c. Thiết bị đo
- Đo trị số nhám bề mặt gia công (Ra) bằng máy đo đầu dò kiểu tiếp xúc
Mitutoyo SV-3100.
Hình 2.5. Hình ảnh máy đo nhám Mitutoyo SV-3100
- Topography của đá mài được nghiên cứu bằng việc sử dụng kính hiển vi kỹ
thuật số Keyence VHX-6000 như hình 2.6. Máy có thể phóng đại 3000 lần và có thể
chụp ảnh 3D cho bề mặt.

49
Hình 2.6. Kính hiển vi kỹ thuật số Keyence VHX-6000
d. Dung dịch bôi trơn – làm nguội
- Sử dụng phương pháp tưới tràn với 2 loại dung dịch BTLN:
+ Dung dịch Emulsion pha với nước đạt nồng độ 3%-6% (theo lời khuyên của
nhà sản suất).
+ Caltex Aquatex 3180 có thể dùng trong mài lỗ pha với nước đạt nồng độ
2%-5% (theo lời khuyên của nhà sản suất).
e. Đá mài
Trong thí nghiệm ta dùng đá mài của Nhật Bản có các ký hiệu: 19A 120 L 8
AS1 V 1A; Kích thước: 20258 mm; chất dính kết: thủy tinh; vật liệu hạt mài:
Oxit nhôm; cỡ hạt: 120; độ cứng đá: Trung bình.
Hinh 2.7: Đá mài
f. Dụng cụ sửa đá
Bút chì kim cương 1 hạt; số hiệu DKB3E002110; cỡ hạt 0,2; kích thước
đường kính 10; chiều dài 80.

50
Hinh 2.8: Mũi sửa đá kim cương
g. Chế độ cắt
Tổng lượng dư gia công 0,1 mm; vận tốc phôi : 150 (vòng/phút); vận tốc đá :
12.000 (vòng/phút) 12,56 (m/s); lượng chạy dao dọc: 1.200 (mm/phút); lượng
chạy dao ngang: 0,0025 (mm/htd).
2.3. Kết luận chương 2
Từ các kết quả trong chương 2, rút ra kết luận như sau:
1. Đã phân tích được cơ sở và lựa chọn được các thông số đầu vào và kết quả
đầu ra của nghiên cứu:
- Thông số đầu vào gồm: Vận tốc đá Vđ, Vận tốc chi tiết Vct, lượng chạy dao
dọc fa, lượng chạy dao ngang fr,lượng dư mài ae,tot, chi phí cho máy theo giờ Cm,h,
chi phí cho con người và quản lý theo giờ Cwa,h, đường kính lỗ gia công dw, tỷ lệ
chiều sâu lỗ Rld cấp chính xác yêu cầu tg, cấp độ nhám yêu cầuSrg, đường kính đá
mài ban đầu D0, bề rộng đá mài Bgw, lượng mòn đá wpd, giá một viên đá mài Cgw,
tuổi bền tw, chiều sâu sửa đá tsđ, lượng chạy dao khi sửa đá Ssđ, số lượt sứa đá nsđ,
nồng độ dung dịch NĐ, lưu lượng dung dich LL.
- Thông số đầu ra: nhám bề mặt gia công Ra, chi phí cho mài một chi tiết Ct,p
và đường kính đá mài khi thay tối ưu De,op
2. Đã đề xuất mô hình nâng cao hiệu quả quá trình mài lỗ với 03 giải pháp
chính đó là: xác định chế độ BTLN hợp lý, xác định chế độ sửa đá tối ưu và tối ưu
hóa đường kính đá mài khi thay đá. Các giải pháp này sẽ được trình bày trong các
chương tiếp theo của luận án
3. Đã xây dựng được hệ thống thí nghiệm đáp ứng được yêu cầu của nghiên
cứu thực nghiệm.

51
CHƯƠNG 3. NGHIÊN CỨU THỰC NGHIỆM ĐÁNH GIÁ ẢNH HƯỞNG
CỦA CHẾ ĐỘ BÔI TRƠN – LÀM NGUỘI ĐẾN QUÁ TRÌNH MÀI LỖ
Như đã trình bày trong chương 1, BTLN tưới tràn được sử dụng phổ biến nhất
trong mài lỗ. Do đó, nghiên cứu này đã chọn BTLN tưới tràn là một trong hướng để
nghiên cứu nâng cao hiệu quả quá trình mài.
Nhiệt cắt sinh ra trong quá trình mài ảnh hưởng lớn đến chất lượng bề mặt
mài, tuổi bền và khả năng làm việc của chi tiết máy. Ngoài ra, dung dịch BTLN còn
có tác dụng làm sạch bề mặt gia công, làm sạch phoi bám trên bề mặt đá mài. Điều
này giúp tăng chất lượng bề mặt gia công. Chất lượng bề mặt mài có ảnh hưởng rất
lớn đến hiệu quả kinh tế kỹ thuật. Việc ứng dụng công nghệ BTLN hợp lý có tác
dụng rất lớn trong việc giảm ma sát và nhiệt cắt, qua đó nâng cao được chất lượng
bề mặt chi tiết gia công khi mài. Mài thường là nguyên công gia công tinh lần cuối
nên việc sử dụng các loại dung dịch biện pháp công nghệ BTLN để giảm nhiệt cắt
nâng cao chất lượng bề mặt gia công được rất nhiều nhà nghiên cứu quan tâm và
nghiên cứu.
Hình 3.1. Ảnh hưởng của các thông số BTLN tới các tham số và kết quả của quá
trình mài
ĐẠI LƯỢNG VÀO
3. Thông số dung
dịch
- Loại dung dịch
- Thành phần
1. Phương pháp tưới
- Mài khô
- Bôi trơn tối thiểu
- Bôi trơn tưới tràn
4. Chế độ BTLN
- Lưu lượng
- Áp suất (dầu, khí)
2. Thiết kế vòi phun
CÁC ĐẠI
LƯỢNG XUẤT
HIỆN TRONG
QUÁ TRÌNH
MÀI LỰC MÀI
NHIỆT
RUNG ĐỘNG
ĐẠI LƯỢNG RA
1. Chất lượng SP:
- Độ chính xác: kích
thước, hình dáng
hình học
- Chất lượng bề mặt:
nhám, tính chất cơ lý
bề mặt…
2. Kinh tế:
- Năng suất
- Giá thành
3. Mòn đá, khả năng
cắt của đá, tuổi bền

52
Ảnh hưởng của dung dịch BTLN tới kết quả quá trình mài là rất phức tạp và
phụ thuộc vào nhiều yếu tố. Cụ thể hóa từ hình 1.18 và 2.2 ta có mô hình quá trình
tưới làm nguội của quá trình mài như hình 3.1.
3.1. Mục đích thí nghiệm
- Đánh giá mức độ ảnh hưởng của loại dung dịch BTLN và chế độ dung dịch
BTLN (nồng độ và lưu lượng) đến trị số nhám bề mặt gia công khi mài lỗ vật liệu
90CrSi qua tôi.
- Đề xuất chế độ BTLN hợp lý khi mài lỗ vật liệu 90CrSi qua tôi. Sử dụng chế
độ BTLN hợp lý này làm tham số cố định cho bước tối ưu hóa chế độ sửa đá
3.2. Thiết kế thí nghiệm
a. Sơ đồ thí nghiệm
Sơ đồ thí nghiệm như sau:
Hình 3.2. Sơ đồ thí nghiệm
1, Phôi 2, Đá mài 3, Thùng chứa dầu 4, Lưu lượng kế 5, Van điều chỉnh
b. Lựa chọn các thông số đầu vào và đầu ra.
Với nghiên cứu thực nghiệm về chế độ công nghệ BTLN, lưu lượng và nồng
độ dung dịch được lựa chọn là thông số đầu vào. Khoảng giá trị của chế độ công
nghệ BTLN ứng với 2 loại dung dịch Emulsion và Cantex Aquatex 3180 được lấy
theo lời khuyên của nhà sản xuất và được trình bày ở mục 2.2 chương 2.
Các tham số độc lập là các yếu tố công nghệ đã được trình bày ở mục 2.2
chương 2.
Giá trị đầu ra được lựa chọn làm thông số đánh giá là nhám bề mặt gia công
Ra.
c. Hàm mục tiêu
1 2 3
4
5
nw
ngw

53
Từ những định hướng nghiên cứu chất lượng bề mặt khi mài lỗ thép 90CrSi
qua tôi, nghiên cứu thực nghiệm được xác định với hàm mục tiêu: tìm cặp giá trị
lưu lượng và nồng độ dung dịch để nhám bề mặt là nhỏ nhất.
Để thực hiện khảo sát hàm mục tiêu cần xác định dạng hàm hồi quy cho các
đại lượng trên.
d. Dạng hàm hồi quy
Quá trình mài là quá trình phức tạp,
có nhiều yếu tố ảnh hưởng đến quá trình
mài. Việc chọn hàm hồi quy bậc nhất hay
bậc hai không đầy đủ không phù hợp với
quá trình nghiên cứu thực nghiệm. Do đó
ta sử dụng dạng hàm khảo sát là hàm hồi
quy dạng mô hình thống kê bậc hai dạng
đầy đủ k nhân tố, đảm bảo phản ánh trung
thực quy luật, độ chính xác và tin cậy của
các kết quả thí nghiệm.
Hàm hồi quy bậc hai [4] có dạng:
(3.1)
Ứng với số nhân tố k =2 , ta quy ước x1 là lưu lượng dung dịch BTLN, x2 là
nồng độ dung dịch BTLN. Phương trình hồi quy có dạng:
(3.2)
Ứng dụng phần mềm Minitab thực hiện xây dựng kế hoạch thực nghiệm bề
mặt chỉ tiêu dạng hỗn hợp tâm xoay (CCD-Central Composite Design) và xác định
các hệ số của phương trình hồi quy. Thiết kế thí nghiệm theo kế hoạch thực nghiệm
CCD có ưu điểm là vừa xác định ảnh hưởng của các nhân tố đến kết quả đầu ra nhờ
giá trị của các hệ số đồng thời mô hình toán học biểu diễn mối quan hệ giữa nhân tố
đầu vào đầu ra được tìm ra một cách nhanh chóng.
e. Xây dựng kế hoạch thực nghiệm
Hình 3.3. Sơ đồ quy hoạch thực nghiệm
0
1
1
-1
-1 P3
P1P2
P4
P5
P6
P7
P8
P9
L u l î ng
(L/p)
Nång
®é
(%)

54
Sử dụng sơ đồ quy hoạch thực nghiệm, ma trận quy hoạch thực nghiệm thể
hiện cụ thể như sau:
Bảng 3.1. Giá trị mã hóa tại các điểm thí nghiệm
TT Điểm TN Giá trị mã hóa
Lưu lượng ( x1) Nồng độ ( x2)
1 P1 1,41 0
2 P2 1 1
3 P3 0 1,41
4 P4 -1 1
5 P5 -1,41 0
6 P6 -1 -1
7 P7 0 -1,41
8 P8 1 -1
9 P9 0 0
Sơ đồ quy hoạch thực nghiệm với hai thông số thay đổi là nồng độ dung dịch
BTLN và lưu lượng dung dịch BTLN (l/p). Với chỉ tiêu đánh giá chất lượng bề mặt:
nhám Ra,…Ta có bảng giá trị mã hóa tại các điểm thí nghiệm như bảng 3.1.
f. Quá trình thí nghiệm
Quá trình thí nghiệm được thực hiện theo các bước sau:
Bước 1: Tiến hành thí nghiệm với từng loại dung dịch BTLN theo ma trận
thực nghiệm đã thiết kế như bảng 3.1. Tại mỗi điểm thí nghiệm ta tiến hành sửa đá
với bộ thông số công nghệ sửa đá không đổi.
Bước 2: Tiến hành mài tròn trong chạy dao dọc với chế độ công nghệ Vđ=
12,56 (m/s), nw= 150(v/p), fa=1.200mm/p, fr = 0,0025(mm/htd). Lưu lượng và nồng
độ dung dịch thay đổi theo trình tự kế hoạch thực nghiệm đã xây dựng.
Để đảm bảo tính ngẫu nhiên, giảm sai số do nhiễu, đối với mỗi điểm thí
nghiệm ta lặp lại 3 lần, đo kết quả rồi lấy giá trị trung bình của ba lần thí nghiệm đó
Bước 3: Đo các thông số đánh giá nhám bề mặt Ra để đảm bảo độ tin cậy ta
tiến hành đo sau khi mài hết lượng dư 0,1mm, các phép đo được thực hiện ở 3 vị trí
bất kỳ rồi lấy giá trị trung bình

55
Bước 4: Tiến hành xử lý kết quả và đưa ra kết luận.
3.3. Thực nghiệm và xử lý kết quả
3.3.1. Với dầu Caltex Aquatex 3180
a. Kết quả thí nghiệm
- Tiến hành thí nghiệm với dầu Caltex Aquatex 3180 pha với nước đạt nồng độ từ
2% đến 5% (theo lời khuyên của nhà sản xuất)
- Lưu lượng BTLN từ 1l/p đến 4l/p (theo khả năng công nghệ của hệ thống)
Với sơ đồ thực nghiệm như trên, ứng dụng phần mềm minitab ta có ma trận kế
hoạch thực nghiệm, tiến hành thí nghiệm theo kế hoạch ta thu được kết quả bảng
3.2.
Bảng 3.2. Kết quả đo nhám bề mặt khi sử dụng dung dịch BTLN Caltex
Aquatex 3180
TT Điểm TN
Giá trị mã hóa Giá trị thực
Ra(µm) Lưu
lượng Nồng độ
Lưu
lượng
(l/p)
Nồng độ
(%)
1 P6 -1 -1 1 2 0,598
2 P8 1 -1 4 2 0,590
3 P3 0 1,4 2,5 5,6 0,518
4 P2 1 1 4 5 0,476
5 P9 0 0 2,5 3,5 0,418
6 P1 1,4 0 4,6 3,5 0,517
7 P9 0 0 2,5 3,5 0,414
8 P7 0 -1,4 2,5 1,3 0,618
9 P9 0 0 2,5 3,5 0,419
10 P4 -1 1 1 5 0,577
11 P5 -1,4 0 0,3 3,5 0,593
12 P9 0 0 2,5 3,5 0,423
13 P9 0 0 2,5 3,5 0,417
b. Phân tích kết quả thí nghiệm
Sử dụng phần mềm Minitab 18 tiến hành phân tích kết quả thí nghiệm ta thu
được kết quả phân tích phương sai của mô hình hồi quy (Analysis of Variance for

56
Ra) như trên hình 3.4. Từ hình 3.4a ta thấy giá trị P=0,847 (ứng với hàng Lack of
Fit) lớn hơn rất nhiều so với mức ý nghĩa bằng 0,05. Điều này có nghĩa là mô hình
hồi quy là phù hợp và ta có các hệ số của phương trình hồi quy như sau: b0= 1,048;
b1= -0,229; b2 = -0,133; b11=0,037; b22 = 0,030; b12= -0,010.
a) Phân tích phương sai của mô hình hồi quy
b. Mô hình hồi quy
Hình 3.4. Phân tích kết quả thí nghiệm khi sử dụng dung dịch Caltex Aquatex 3180
Qua hình 3.4b, các hệ số hồi quy Coef trên thể hiện mức độ ảnh hưởng của các
nhân tố lưu lượng (b1, b11), nồng độ (b2, b22), tích hợp lưu lượng và nồng độ (b12) tới
hàm mục tiêu trị số nhám (Ra). Nồng độ và lưu lượng của dung dịch BTLN đều có
ảnh hưởng tới nhám bề mặt (ảnh hưởng bậc nhất, ảnh hưởng bậc 2 và ảnh hưởng
lẫn nhau). Thay chúng vào biểu thức (3.2) ta có phương trình hồi quy:
Y = 1,048 - 0,229x1 – 0,133x2 + 0,033x12 + 0,030x2
2 - 0,010x1x2 (3.3)
c. Ảnh hưởng của chế độ BTLN đến nhám bề mặt
Từ hình 3.5, ta thấy khi nồng độ dung dịch BTLN ảnh hưởng lớn nhất tới trị
số nhám bề mặt gia công (b1 = -0,229, b11 = 0,033). Khi nồng độ dung dịch tăng, trị
số trị số nhám giảm và đạt cực tiểu. Tuy nhiên, nếu tiếp tục tăng nồng độ thì trị số
trị số nhám sẽ tăng. Nguyên nhân là vì việc tăng nồng độ dung dịch giúp tăng tính

57
chất bôi trơn của dung dịch, giảm ma sát. Còn khi nồng độ dung dịch quá cao sẽ
làm dung dịch quá đậm đặc, tăng tính nhớt làm tăng lượng phoi bám dính lên đá
mài dẫn đến nhám bề mặt tăng. Tương tự, lưu lượng dung dịch cũng có ảnh hưởng
tới trị số nhám (b2 = - 0,133, b22 = 0,03).
Hình 3.5. Đồ thị bề mặt chỉ tiêu tối ưu hóa khi sử dụng dầu Caltex Aquatex 3180
Tồn tại một giá trị lưu lượng hợp lý để đạt trị số nhám nhỏ nhất. Vì khi tăng
lưu lượng dung dịch, giúp cho lượng dung dịch vào làm nguội và bôi trơn vùng cắt
do đó làm giảm trị số nhám bề mặt. Tuy nhiên, do không gian của mài lỗ rất hạn chế
(đá mài có đường kính bằng 80% đường kính lỗ mài) nên việc có tăng thêm nữa lưu
lượng cũng không giúp cho lượng dung dịch BTLN có thể tiếp cận vùng gia công.
Ngoài ra, việc tăng lượng dung dịch BTLN cũng khiến cho lượng dầu vào trong
vùng gia công nhiều dẫn đến tăng độ đậm đặc của dung dịch và làm tăng trị số
nhám bề mặt (ảnh hưởng lẫn nhau của yếu tố nồng độ dung dịch tới yếu tố lưu
lượng.
3.3.2. Với dầu Emulsion
a. Kết quả thí nghiệm
- Tiến hành thí nghiệm với dầu emulsion pha với nước đạt nồng độ (3% - 6%)
- Lưu lượng BTLN : 1l/p đến 4l/p
Với sơ đồ thực nghiệm như trên, ứng dụng phần mềm Minitab ta có ma trận kế
hoạch thực nghiệm, tiến hành thí nghiệm trình tự theo kế hoạch ta thu được kết quả
như bảng 3.4:

58
Bảng 3.3. Kết quả đo nhám bề mặt khi sử dụng dung dịch BTLN Emulsion
TT Điểm TN
Giá trị mã hóa Giá trị thực
Ra(µm) Lưu
lượng Nồng độ
Lưu
lượng
(l/p)
Nồng độ
(%)
1 P6 -1 -1 1 3 0,303
2 P8 1 -1 4 3 0,42
3 P3 0 1,4 2,5 6,6 0,45
4 P2 1 1 4 6 0,435
5 P9 0 0 2,5 4,5 0,377
6 P1 1,4 0 4,6 4,5 0,445
7 P9 0 0 2,5 4,5 0,366
8 P7 0 -1,4 2,5 2,4 0,311
9 P9 0 0 2,5 4,5 0,371
10 P4 -1 1 1 6 0,487
11 P5 -1,4 0 0,38 4,5 0,452
12 P9 0 0 2,5 4,5 0,354
13 P9 0 0 2,5 4,5 0,356
b. Phân tích kết quả thí nghiệm
Sử dụng phần mềm minitab tiến hành phân tích kết quả thí nghiệm ta thu được
kết quả như sau:
a.Mô hình hồi quy
Hình 3.6. Phân tích kết quả thí nghiệm khi sử dụng dung dịch Emulsion

59
b. Phân tích phương sai của mô hình hồi quy
Hình 3.6. Phân tích kết quả thí nghiệm khi sử dụng dung dịch Emulsion
Từ kết quả xử lý số liệu ta có các hệ số của phương trình hồi quy như sau:
b0= 0,218; b1= -0,006; b2= 0,038; b11=0,016; b22=0,004; b12=-0,016;
Thay vào biểu thức (3.2) ta có phương trình hồi quy:
Y= 0,218 – 0,006x1+0,038x2 - 0,016x1x2 + 0,016x12 + 0,004x2
2 (3.4)
Trong hình 3.6b phân tích phương sai của mô hình hồi quy (Analysis of
Variance for Ra) với giá trị ở cột P ứng với hàng Lack of Fit (P=0,965), so với mức
ý nghĩa bằng 0,05 thì giá trị P lớn hơn rất nhiều. Điều này có nghĩa là mô hình hồi
quy là phù hợp. Vậy hàm quan hệ giữa nhám bề mặt (Ra) với lưu lượng BTLN (x1)
và nồng độ dung dịch BTLN ( x2) như sau:
Ra = 0,218 – 0,006x1+0,038x2 - 0,016x1x2 + 0,016x12 + 0,004x2
2 (3.5)
c. Ảnh hưởng của chế độ BTLN đến trị số nhám bề mặt khi sử dụng dầu bôi
trơn Emulsion
Hình 3.7. Đồ thị bề mặt chỉ tiêu khi tối ưu hóa sử dụng dung dịch Emulsion

60
Từ hình 3.7, ta nhận thấy khi lưu lượng dung dịch BTLN thấp, nồng độ dung
dịch ảnh hưởng mạnh tới trị số nhám bề mặt. Càng tăng nồng độ dung dịch thì trị số
nhám càng tăng. Khi tăng lưu lượng BTLN mới đầu làm giảm trị số nhám và sau đó
tang lên. Khi lưu lượng đạt tới gần 4l/p giá trị trị số nhám Ra gần như không đổi
ứng với mọi giá trị nồng độ dung dịch. Nhìn chung lượng dung dịch Emulsion càng
nhiều sẽ càng làm tăng trị số nhám bề mặt. Điều này có thể được lý giải là do dung
dịch Emulsion có độ sánh, quện khá cao nên sử dụng dung dịch này sẽ gây khó
khăn cho việc thoát phoi và hạn chế việc làm sạch bề mặt gia công.
3.4.3. Xác định chế độ bôi trơn – làm nguội hợp lý khi mài lỗ
a. Phương pháp
Sử dụng chức năng “tối ưu hóa” (Reponse Optimizer) trong phần mềm
Minitab để xác định chế độ BTLN hợp lý. Thực hiện các bước như sau trên máy
tính.
Stat => DOE => Response Surface => Reponse Optimizer
Từ phương trình hồi quy biểu diễn mối quan hệ giữa lưu lượng, nồng độ
dung dịch BTLN với trị số nhám bề mặt, ta có thể nội suy để tìm ra bộ giá trị hợp lý
và giá trị trị số nhám nhỏ nhất ứng với chế độ BTLN hợp lý đó.
b. Phân tích kết quả thí nghiệm
* Chế độ BTLN hợp lý khi sử dụng dầu Aquatex 3180
Từ phần trước, ta đã đưa ra phương trình hồi quy biểu diễn mối quan hệ giữa
trị số nhám bề mặt với chế độ BTLN (lưu lượng, nồng độ dung dịch).
Hình 3.8. Số liệu kết quả tối ưu hóa sử dụng dung dịch Aquatex 3180

61
Hình 3.9. Đồ thị tối ưu hóa sử dụng dung dịch Aquatex 3180
Như vậy, với dung dịch dầu Aquatex 3180 trị số nhám bề mặt tối ưu
Ramin=0,4102 µm khi lưu lượng có giá trị 2,86 l/p và nồng độ dung dịch BTLN có
giá trị 3,91 %.
* Chế độ BTLN hợp lý khi sử dụng dầu Emulsion
Tương tự ta có thể xác định được chế độ BTLN hợp lý khi sử dụng dầu
Emulsion
Hình 3.10. Số liệu kết quả tối ưu hóa sử dụng dung dịch Emulsion
Hình 3.11. Đồ thị tối ưu hóa sử dụng dung dịch Emulsion

62
Như vậy, với dung dịch dầu Emulsion, lưu lượng có giá trị 1,38 l/p, nồng độ
dung dịch có giá trị 2,37% sẽ cho kết quả trị số nhám bề mặt nhỏ nhất Ramin=0,3
µm.
3.5. Kết luận chương 3.
Chương 3 đã tập trung nghiên cứu thực nghiệm nhằm đánh giá ảnh hưởng của
các loại, chế độ dung dịch BTLN đến nhám bề mặt khi mài với 2 loại dung dịch là
dầu Caltex Aquatex 3180 và Emulsion. Kết quả nghiên cứu cho thấy:
- Khi mài và sử dụng dầu Emulsion sẽ cho trị số nhám bề mặt trung bình tốt hơn
khi sử dụng dầu Aquatex 3180.
- Đã xác định được chế độ BTLN hợp lý khi sử dụng 2 loại dung dịch BTLN là
dầu Aquatex 3180 và Emulsion khi mài lỗ thép 90CrSi qua tôi với hàm mục tiêu trị
số nhám bề mặt nhỏ nhất. Cụ thể các giá trị tối ưu này như sau:
+) Với dung dịch dầu Aquatex 3180: lưu lượng là 2,86 l/p và nồng độ dung dịch
BTLN là 3,91 %.
+) Với dung dịch dầu Emulsion: lưu lượng là 1,38 l/p và nồng độ dung dịch là
2,37%.

63
CHƯƠNG 4. NGHIÊN CỨU THỰC NGHIỆM ĐÁNH GIÁ ẢNH HƯỞNG
CỦA CHẾ ĐỘ SỬA ĐÁ ĐẾN QUÁ TRÌNH MÀI LỖ
Trong chương 1 và chương 2 đã chỉ ra, công nghệ sửa đá có ảnh hưởng mạnh
mẽ đến quá trình mài lỗ. Mô hình quá trình sửa đá với phương pháp sửa đá tiếp xúc
được biểu diễn trên hình 4.1. Chế độ sửa đá có ảnh hưởng không những đến chất
lượng sản phẩm gia công (hay đặc tính kỹ thuật của sản phẩm) mà còn đến hiệu quả
kinh tế. Do vậy, nghiên cứu ảnh hưởng của chế độ sửa đá đến nâng cao năng suất và
chất lượng mài là cần thiết.
Chương này sẽ nghiên cứu thực nghiệm ảnh hưởng của chế độ sửa đá khi mài lỗ
đến nhám bề mặt và năng suất mài. Thêm vào đó, chế độ sửa đá tối ưu nhằm đạt độ
nhám yêu cầu mà vẫn có năng suất mài cao cũng được đề xuất.
Hình 4.1. Mô hình quá trình sửa đá với phương pháp sửa đá tiếp xúc
ĐẠI LƯỢNG VÀO
1. Dụng cụ sửa đá
- Loại (mũi sửa đá,
đĩa sửa đá, dây sửa
đá)
- Số hạt và cách sắp
xếp
2. Chế độ sửa đá
- Vận tốc sửa đá V
- Chiều sâu sửa đá tsđ
- Lượng chạy dao
khi sửa đá (Ssđ)
- Số lần sửa siêu tinh
NCK
QUÁ TRÌNH
SỬA ĐÁ VÀ
CÁC ĐẠI
LƯỢNG
TRONG QUÁ
TRÌNH SỬA
ĐÁ
Tuổi thọ dụng cụ
sửa đá
ĐẠI LƯỢNG RA
1. Chất lượng SP:
- Độ chính xác: kích
thước, hình dáng
hình học
- Chất lượng bề mặt:
nhám, tính chất cơ lý
bề mặt…
2. Kinh tế:
- Năng suất
- Giá thành
3. Mòn đá, khả năng
cắt của đá,
Topography của đá
Tuổi bề của đá

64
4.1. Mục đích thí nghiệm
- Nghiên cứu ảnh hưởng của các thông số chế độ sửa đá đến nhám bề mặt và
năng suất bóc tách vật liệu khi mài lỗ vật liệu thép 90CrSi qua tôi.
- Đề xuất chế độ sửa đá tối ưu khi mài lỗ vật liệu thép 90CrSi qua tôi.
4.2. Thiết kế thí nghiệm
a. Sơ đồ thí nghiệm
Sơ đồ thí nghiệm về sửa đá như hình 4.2. Trong đó, mũi sửa đá (2) được gá
thấp hơn tâm 0,5mm và nghiêng 150 so với phương nằm ngang nhờ đồ gá (1). Đá
mài (3) được lắp trên trục chính của đầu mài lỗ và có thể điều khiển được tốc độ
theo yêu cầu.
Hình 4.2. Sơ đồ thí nghiệm sửa đá
1, đồ gá mũi sửa đá; 2, mũi sửa đá; 3, đá mài
b. Lựa chọn thông số đầu vào đầu ra
Với nghiên cứu thực nghiệm về chế độ sửa đá, các thông số đầu vào gồm có
chiều sâu sửa đá, lượng chạy dao khi sửa đá và số lượt sửa đá. Theo các nghiên cứu
ở phần tổng quan, chế độ sửa đá được chia thành các bước sửa thô, sửa tinh và sửa
siêu tinh. Do vậy, các thông số đầu vào là chiều sâu sửa đá thô (tthô), số lần sửa thô
(nthô), chiều sâu sửa đá tinh (ttinh), số lần sửa đá tinh (ntinh), số lần sửa đá siêu tinh
(CK) – sửa đá với chiều sâu sửa đá bằng 0.
2 3 1

65
Tham số điều khiển được: tương tự mục 2.2. Riêng chế độ BTLN được lấy
theo kết quả của nghiên cứu thực nghiệm trong chương 3. Dung dịch BTLNlà
Aquatex 3180 với nồng độ 3,91%, lưu lượng 2,86 l/p
Thông số đầu ra là nhám bề mặt gia công (Ra) và năng suất mài (MRR)
c. Hàm mục tiêu
Tối ưu hóa chế độ sửa đá nhằm đạt các đơn mục tiêu như : nhám bề mặt nhỏ
nhất, năng suất mài cao nhất và tối ưu hóa đa mục tiêu thương lượng hai mục tiêu
nhám bề mặt nhỏ nhất và năng suất cao nhất.
d. Phương pháp quy hoạch thực nghiệm
Taguchi (Nhật bản) là người đặt nền móng cho phương pháp thiết kế thí
nghiệm này, cũng là người đề ra phương pháp thực nghiệm mang tên ông. Các ma
trận thí nghiệm được thiết kế dựa vào các ma trận trực giao cố định. Các thông
số công nghệ đưa vào ma trận thí nghiệm với số lượng lớn (3÷50) và các mức có
thể khác nhau (cả trị số và số lượng). Điều này cho phép xác định được ảnh hưởng
của hầu hết các thông số đến giá trị trung bình của kết quả đầu ra với số
lượng thí nghiệm nhỏ nhất, thời gian và chi phí ít nhất. Đồng thời xác định được các
thông số ảnh hưởng mạnh nhất đến các kết quả đầu ra, từ đó đưa ra những
thử nghiệm tiếp theo và loại bỏ những thông số có ảnh hưởng không đáng kể
(ảnh hưởng yếu). Mục đich là điều chỉnh các thông số đến mức tối ưu để quá
trình/sản phẩm ổn định ở mức chất lượng tốt nhất. Do đó, phương pháp này cho
phép sử dụng tối thiểu các thí nghiệm cần thiết để để nghiên cứu ảnh hưởng của các
thông số lên một đặc tính được lựa chọn nào đó của một quá trình/sản phẩm từ đó
nhanh chóng điều chỉnh các thông số tiến đến tối ưu nhanh nhất.
Vì sửa đá chia thành 3 bước: sửa đá thô, sửa đá tinh, sửa đá có chiều sâu sửa
đá bằng 0 (sửa đá siêu tinh) nên chế độ sử đá gồm 6 yếu tố: chiều sâu sửa đá thô, số
lần sửa đá thô, chiều sâu sửa đá tinh, số lần sửa đá tinh, số lần sửa đá siêu tinh và
lượng chạy dao dọc sửa đá). Do các biến sẽ có nhiều mức khác nhau đồng các biến
cũng là các biến rời rạc. Đồng thời số biến và các mức khá lớn nên sử dụng quy
hoạch thực nghiệm theo phương pháp Taguchi sẽ giúp giảm số lượng thí nghiệm mà
kết quả vẫn đảm bảo độ chính xác cần thiết. Sơ đồ thí nghiệm thiết kế theo phương
pháp Taguchi được sử dụng để nghiên cứu ảnh hưởng của các thông số chế độ sửa

66
đá đến trị số độ nhám bề mặt, năng suất mài khi mài lỗ 25 vật liệu thép 90CrSi qua
tôi.
Bảng 4.1. Mức và các thông số đầu vào
STT Yếu tố Ký
hiệu
Mức của yếu tố
Mức 1 Mức 2 Mức 3 Mức 4 Mức 5 Mức 6
1 Số lần sửa đá
siêu tinh CK 0 1 2 3 4 5
2
Chiều sâu
sửa đá thô
(mm)
tthô 0,02 0,025 0,03 - - -
3 Số lần sửa
thô nthô 1 2 3 - - -
4
Chiều sâu
sửa đá tinh
(mm)
ttinh 0,005 0,01 0,015 - - -
5 Số lần sửa đá
tinh ntinh 1 2 3 - - -
6
Lượng chạy
dao sửa đá
(m/p)
Ssđ 1 1,2 1,4 - - -
Sử dụng Minitab để thiết kế Taguchi L18 (1 biến 6 mức và 5 biến 3 mức), sơ
đồ thí nghiệm như bảng 4.2. Dựa vào bảng này, 18 thí nghiệm được tiến hành với
18 chế độ sửa đá khác nhau. Để tăng độ chính xác của thực nghiệm, tiến hành lặp 3
lần với mỗi chế độ sửa đá.
Phương pháp Taguchi sử dụng tỷ số tín hiệu/nhiễu (signal-to-noise) - tỷ số
S/N: Thí nghiệm có giá trị tỷ số S/N cao nhất sẽ cho kết quả tối ưu ít bị ảnh hưởng
bởi nhiễu nhất. Tỷ số S/N dùng để xác định mức cho kết quả đầu ra tối ưu. Tỷ số
S/N của các kết quả đầu ra được xác định như sau:
- Phân tích bài toán: Trong quá trình tối ưu hóa ta có thể sử dụng 3 hệ số (S/N)
tương ứng với các trường hợp sau:
+ Nhỏ hơn là tốt hơn
S/N = -10 Log10 (MSD) (4.1)
MSD – Tổng bình phương trung bình của các giá trị đo.
n
yyyMSD n
22
2
2
1 ...
(4.2)

67
Bảng 4.2. Sơ đồ thí nghiệm theo thiết kế Taguchi L18
Chế độ CK tthô nthô ttinh ntinh Ssđ
1 0 0,02 1 0,005 1 1
2 0 0,025 2 0,01 2 1,2
3 0 0,03 3 0,015 3 1,4
4 1 0,02 1 0,01 2 1,4
5 1 0,025 2 0,015 3 1
6 1 0,03 3 0,005 1 1,2
7 2 0,02 2 0,005 3 1,2
8 2 0,025 3 0,01 1 1,4
9 2 0,03 1 0,015 2 1
10 3 0,02 3 0,015 2 1,2
11 3 0,025 1 0,005 3 1,4
12 3 0,03 2 0,01 1 1
13 4 0,02 2 0,015 1 1,4
14 4 0,025 3 0,005 2 1
15 4 0,03 1 0,01 3 1,2
16 5 0,02 3 0,01 3 1
17 5 0,025 1 0,015 1 1,2
18 5 0,03 2 0,005 2 1,4
Công thức trên thường được sử dụng trong các trường hợp xuất hiện các hiện
tượng không mong như: các khuyết tật, sai số… mà trị số lí tưởng là bằng không.
Ngoài ra khi giá trị lí tưởng là một trị số hữu hạn và một giá trị lớn nhất hoặc nhỏ
nhất được xác định bởi k, tiếp theo sự khác nhau giữa giá trị đo và giá trị lí tưởng
dự kiến sẽ càng nhỏ càng tốt. Và hệ số S/N sẽ trở thành:
S/N = -10 Log10 (MSD) (4.3)
n
kykykyMSD n
22
2
2
1 )(...)()(
(4.4)
+ Lớn hơn là tốt hơn:
S/N = -10 Log10 (MSD) (4.5)
68
MSD – Tổng nghịch đảo bình phương trung bình của các giá trị đo.
n
yyyMSD n
22
2
2
1
1...
11
(4.6)
+ Giá trị danh nghĩa là tốt nhất:
S/N = -10 Log10 (MSD) (4.7)
n
mymymyMSD n
22
2
2
1 )(...)()(
(4.8)
m – Giá trị mục tiêu.
Trong mọi trường hợp, tỷ số S/N càng lớn thì đặc tính nhận được càng tốt.
Phương pháp thực nghiệm Taguchi do không sử dụng toàn bộ các tổ hợp thí nghiệm
nên không đưa ra được một con số chính xác về ảnh hưởng của một thông số đầu
vào nào đó đến kết quả đầu ra mà chỉ mang tính chất định hướng. Mặc dù vậy, bằng
việc đánh giá qua tỷ số S/N giúp những nhà công nghệ biết xu hướng và mức độ
ảnh hưởng của từng thông số công nghệ đến kết quả đầu ra. Từ các nhận biết này sẽ
giúp các nhà nghiên cứu nhanh chóng tìm ra các thông số công nghệ và phạm vi cần
tác động để nhận được hiệu quả đầu ra tốt nhất. Trên cơ sở đánh giá ảnh hưởng
riêng lẻ các thông số có thể tìm ra được tổ hợp các thông số công nghệ tối ưu cho
kết quả đặc tính đầu ra mong muốn.
Bảng 4.3. Đặc trưng đầu ra cho các thông số
STT Đặc trưng cho kết quả Kiểu đặc trưng Đơn vị
1 Trị số độ nhám bề mặt (Ra) Thấp hơn là tốt hơn µm
2 Năng suất bóc tách (MRR) Cao hơn là tốt hơn mm3/phút
Trong nghiên cứu này, tỷ số S/N của đặc trưng nhám bề mặt (Ra) và năng suất
bóc tách (MRR) là: lớn hơn thì tốt hơn
e. Tiến trình thí nghiệm
-Bước 1: Sửa đá với chế độ lấy trong bảng 4.2
-Bước 2: Với mỗi chế độ sửa đá, tiến hành mài chi tiết với lượng dư 0,1mm
(theo bán kính)
-Bước 3: Tiến hành đo trị số độ nhám bề mặt và năng suất bóc tác ứng với
từng chế độ sửa đá.

69
4.3. Ảnh hưởng của chế độ sửa đá đến nhám bề mặt và năng suất khi mài lỗ
4.3.1. Kết quả thực nghiệm
Các kết quả thực nghiệm Ra và kết quả xử lý số liệu thể hiện ở bảng 4.4.
Phần mềm Minitab được sử dụng để phân tích dữ liệu theo quy hoạch thực nghiệm
của Taguchi.
Bảng 4.4. Kết quả trị số độ nhám Ra, MRR và tỷ số S/N của chỉ tiêu.
TT Trị số độ nhám Ra (µm) MRR (mm3/s)
Lần 1 Lần 2 Lần 3 Ra S/N Lần 1 Lần 2 Lần 3 MRR S/N
1 0,502 0,273 0,409 0,395 7,836 2,098 2,153 2,075 2,109 6,477
2 0,418 0,452 0,310 0,393 8,003 1,876 2,022 2,063 1,987 5,942
3 0,371 0,451 0,453 0,425 7,397 2,305 2,199 2,191 2,232 6,965
4 0,437 0,302 0,312 0,35 8,979 2,058 2,213 2,056 2,109 6,466
5 0,362 0,426 0,448 0,412 7,668 1,977 2,169 2,094 2,080 6,341
6 0,573 0,658 0,448 0,56 4,939 1,832 2,043 1,852 1,909 5,586
7 0,505 0,366 0,413 0,428 7,293 3,142 2,863 2,813 2,939 9,335
8 0,449 0,451 0,425 0,442 7,095 2,178 2,354 2,251 2,261 7,073
9 0,514 0,456 0,509 0,493 6,131 2,115 2,324 2,231 2,223 6,921
10 0,538 0,657 0,547 0,581 4,684 2,465 2,276 2,348 2,363 7,455
11 0,483 0,462 0,602 0,516 5,691 2,933 2,813 2,945 2,897 9,232
12 0,482 0,658 0,479 0,54 5,254 2,054 2,213 2,110 2,126 6,538
13 0,686 0,646 0,583 0,638 3,88 2,322 2,132 2,179 2,211 6,875
14 0,648 0,626 0,552 0,609 4,293 2,786 2,532 2,626 2,648 8,438
15 0,614 0,748 0,471 0,611 4,133 2,465 2,564 2,334 2,454 7,779
16 0,51 0,599 0,588 0,566 4,928 3,032 2,956 2,847 2,945 9,373
17 0,512 0,491 0,538 0,514 5,78 2,886 3,054 2,777 2,906 9,245
18 0,633 0,645 0,55 0,609 4,282 3,012 2,845 3,028 2,962 9,420
4.3.2. Đánh giá kết quả thực nghiệm và tối ưu hóa đơn mục tiêu
a. Mức độ ảnh hưởng của các thông số đến Ra.
Thứ tự ảnh hưởng của các thông số và ANOVA giá trị trung bình của nhám bề
mặt (𝑅𝑎 ) được thể hiện trong bảng 4.5 và 4.6. Từ kết quả ANOVA cho thấy thứ tự
ảnh hưởng của các thông số khảo sát đến nhám bề mặt Ra: Số lần sửa đá siêu tinh ;

70
chiều sâu sửa thô đá; số lần sửa thô đá; chiều sâu sửa tinh đá; số lần sửa tinh đá;
lượng chạy dao sửa đá.
Bảng 4.5. Thứ tự ảnh hưởng của các thông số đến trị số độ nhám trung bình
Mức CK tthô nthô ttinh ntinh Ssđ
1 0,4043 0,4929 0,4797 0,5193 0,5146 0,5023
2 0,4407 0,4808 0,5034 0,4836 0,5059 0,5144
3 0,4542 0,5396 0,5302 0,5104 0,4929 0,4967
4 0,5453 - - - - -
5 0,6193 - - - - -
6 0,5629 - - - - -
Delta 0,2150 0,0588 0,0505 0,0357 0,0217 0,0177
Thứ tự ảnh
hưởng 1 2 3 4 5 6
Bảng 4.6. Phân tích ANOVA cho giá trị trị số độ nhám trung bình
Thông số Bậc tự do Seq SS Adj SS Adj MS F P
CK 5 0,1047 0,1046 0,0209 5,48 0,162
tthô 2 0,0115 0,0115 0,0057 1,51 0,398
nthô 2 0,0076 0,0076 0,0038 1,00 0,499
ttinh 2 0,0041 0,0041 0,0021 0,54 0,648
ntinh 2 0,0014 0,0014 0,0007 0,19 0,842
Ssđ 2 0,0009 0,0009 0,0005 0,13 0,886
Lỗi 2 0,0076 0,0076 0,0038
Tổng 17 0,1381

71
Hình 4.3. Ảnh hưởng của các thông số đến Ra
Kết quả cho thấy:
Số lần sửa đá siêu tinh ảnh hưởng mạnh nhất đến nhám bề mặt. Nhám bề mặt
đạt trị số nhỏ nhất khi không sửa đá siêu tinh sau đó tăng dần khi số lần sửa đá siêu
tinh tăng và lớn nhất khi số lần sửa đá siêu tinh là 4 lần, cuối cùng giảm khi số lần
sửa đá siêu tinh là 5 lần. Nguyên nhân do việc không sửa đá siêu tinh sẽ khiến cho
bề mặt đá mài nhấp nhô hơn, không gian thoát phoi, chứa phoi lớn làm giảm nhiệt
cắt, lực cắt và nhám Ra, Số lần sửa đá siêu tinh càng nhiều càng làm giảm các đỉnh
nhấp nhô, giảm không gian thoát phoi do đó làm tăng Ra [5].
Chiều sâu sửa thô đá tthô = 0,025 mm cho nhám bề mặt nhỏ nhất so với chiều
sâu sửa thô đá 0,02 mm và 0,03 mm. Trị số trị số nhám thay đổi không đáng kể ở 2
mức tthô = 0,02mm và 0,025mm nhưng tăng mạnh khi tthô = 0,03mm. Khi chiều sâu
sửa đá tăng làm nhấp nhô tế vi bề mặt lớn đồng thời cũng tăng tuổi bền, năng suất
mài (chế độ này phù hợp với mài thô). Số lần sửa thô càng tăng thì nhám bề mặt
cũng tăng theo. Số lần sửa thô là 1 lần cho nhám bề mặt nhỏ nhất. Nguyên nhân do
số lần sửa thô đá tăng lên thì số đỉnh nhấp nhô trong tiết diện dọc trục của đá tăng
lên dẫn đến nhám bề mặt tăng theo.
Chiều sâu sửa tinh là 0,01mm cho trị số nhám bề mặt nhỏ nhất so với
0,005mm và 0,015mm. Đó là do chiều sâu sửa tinh đá quá nhỏ dẫn đến chiều cao
nhấp nhô trên bề mặt đá nhỏ dẫn đến khi mài khó chứa và thoát phoi dẫn đến nhám
bề mặt tăng. Còn khi chiều sâu sửa tinh đá lớn, các nhấp nhô tinh trên các nhấp nhô

72
thô của bề mặt đá trong tiết diện dọc sẽ cao và nhanh chóng bị san phẳng dẫn đến đá
nhanh mòn và làm tăng nhám bề mặt.
Số lần sửa tinh càng tăng thì nhám bề mặt càng nhỏ. Điều này có thể được lý
giải như sau: khi số lần sửa tinh tăng, số nhấp nhô trên các nhấp nhô thô trong tiết
diện dọc trục của đá tăng lên làm số hạt mài tham gia cắt trên một diện tích bề mặt
đá tăng lên làm nhám bề mặt giảm xuống.
Trong trường hợp cụ thể này, lượng chạy dao sửa đá không ảnh hưởng nhiều
tới trị số độ nhám bề mặt. Khi Ssđ là 1 m/p và 1,4 m/p cho nhám bề mặt thấp hơn
1,2 m/p. Điều đó có thể do khi bước tiến dao lớn làm cho điều kiện thoát phoi dễ
dàng hơn dẫn đến nhám bề mặt giảm. Nhám bề mặt đạt trị số nhỏ nhất khi lượng
chạy dao sửa đá là 1,4 m/p và lớn nhất khi lượng chạy dao sửa đá là 1,2 m/p.
b. Tối ưu hóa Ra
Tỷ số S/N của Ra có đặc trưng “nhỏ hơn tốt hơn” và được tính toán cho trong
bảng 4.4. Với phương pháp quy hoạch thực nghiệm theo phương pháp Taguchi.
nhiều tác giả thường sử dụng tỷ số S/N để tính toán tối ưu hóa. Kết quả phân tích
mức độ ảnh hưởng của các thông số chế độ sửa đá đến tỷ số S/N và phân tích
ANOVA tỷ số S/N của Ra thể hiện trong bảng 4.7 và bảng 4.8.
Bảng 4.7. Thứ tự ảnh hưởng của các thông số đến tỷ số S/N của trị số độ nhám
Mức CK tthô nthô ttinh ntinh Ssđ
1 7,745 6,266 6,425 5,722 5,797 6,018
2 7,196 6,422 6,063 6,399 6,062 5,805
3 6,840 5,356 5,556 5,923 6,185 6,221
4 5,210 - - - - -
5 4,102 - - - - -
6 4,997 - - - - -
Delta 3,644 1,066 0,869 0,676 0,388 0,415
Thứ tự ảnh hưởng 1 2 3 4 6 5

73
Bảng 4.8. Phân tích ANOVA cho tỷ số S/N của trị số độ nhám
Thông số Bậc tự do Seq SS Adj SS Adj MS F P
CK 5 31,239 31,239 6,248 5,02 0,174
tthô 2 3,976 3,976 1,988 1,60 0,385
nthô 2 2,286 2,286 1,143 0,92 0,521
ttinh 2 1,447 1,447 0,723 0,58 0,632
ntinh 2 0,471 0,471 0,235 0,19 0,841
Ssđ 2 0,517 0,517 0,258 0,21 0,828
Lỗi 2 2,490 2,490 1,245
Tổng 17 42,428
Theo đó, thứ tự ảnh hưởng của các thông số khảo sát đến tỷ số S/N của nhám
bề mặt Ra: Số lần sửa đá siêu tinh; chiều sâu sửa thô đá; số lần sửa thô đá; chiều sâu
sửa tinh đá; lượng chạy dao sửa đá dọc; số lần sửa tinh đá. Trị số tối ưu của Ra
được xác định bởi mức của các thông số công nghệ (khoanh tròn) trong hình 4.4:
CK = 0 lần (A1); Tthô = 0,025 mm (B2); Nthô = 1 lần (C1); Ttinh = 0,01mm (D2);
Ntinh = 3 lần (E3); Ssđ = 1,4 m/HTĐ (F3),
Hình 4.4. Ảnh hưởng của các thông số đến tỷ số S/N của Ra

74
Giá trị tối ưu Ra
Trị số Ra tối ưu được xác định theo công thức tại các mức: CK (A1); Tthô
(B2); Nthô (C1); Ttinh (D2); Ntinh (E3); Ssđ (F3),
1 2 1 2 3 3 5.toiuu ggRa A B C D E F T (4.9)
Trong đó:
𝐴1 : 𝑅𝑎 với số lần sửa đá siêu tinh là 0 lần, 𝐴1
= 0,404𝜇𝑚
𝐵2 : 𝑅𝑎 với chiều sâu sửa thô đá là 0,02 mm, 𝐵2
= 0,481𝜇𝑚
𝐶1 : 𝑅𝑎 với số lần sửa thô đá là 1 lần 𝐶1
= 0,48𝜇𝑚
𝐷2 : 𝑅𝑎 với chiều sâu sửa tinh đá là 0,01 mm 𝐷2
= 0,484𝜇𝑚
𝐸3 : 𝑅𝑎 với số lần sửa tinh đá là 3 lần 𝐸3
= 0,493𝜇𝑚
𝐹3: 𝑅𝑎 với lượng chạy dao dọc sửa đá là 1,4 m/HTĐ 𝐹3 = 0,497𝜇𝑚
𝑇𝑔𝑔 : là giá trị trung bình của Ra
𝑇𝑔𝑔 = ∑ 𝑅𝑎1+∑ 𝑅𝑎2+∑ 𝑅𝑎3
181
181
181
54= 0,504𝜇𝑚 (4.10)
Thay số vào có:
𝑅𝑎𝑡𝑜𝑖𝑢𝑢 = 0,404 + 0,481 + 0,480 + 0,484 + 0,493 − 5 ∗ 0,504 = 0,318𝜇𝑚
Khoảng tin cậy CI được tính như sau:
1 1
1, , , 0,14e e
e
CI F f VN R
(4.11)
Trong đó, 𝐹∝(1, 𝑓𝑒) 8,5262 là hệ số tra bảng với mức ý nghĩa %=90%, fe =2
là bậc tự do của lỗi, Ve = 0,003822 là sai số trung bình của lỗi, neff là số lần lặp hiệu
quả, R = 3 là số lần lặp của một thí nghiệm,
𝑁𝑒 =𝑇ổ𝑛𝑔 𝑠ố 𝑡ℎí 𝑛𝑔ℎ𝑖ệ𝑚
1 + 𝑇ổ𝑛𝑔 𝑠ố 𝑏ậ𝑐 𝑡ự 𝑑𝑜 𝑐ủ𝑎 𝑐á𝑐 𝑦ế𝑢 𝑡ố 𝑡í𝑛ℎ 𝑡𝑜á𝑛 𝑡𝑟𝑜𝑛𝑔 𝑐ô𝑛𝑔 𝑡ℎứ𝑐 𝑡ố𝑖 ư𝑢
=54
1 + 15= 3,375
Theo đó, với mức ý nghĩa = 90% thì nhám bề mặt được dự đoán với mức tối
ưu của các thông số đầu vào nCK1/ttho2/ntho1/ttint2/ntinh3/S3 như sau:
(0,318 − 0,14) ≤ 𝑅𝑎𝑜𝑝 ≤ (0,318 + 0,14) hay 0,178 ≤ Raop ≤0,458 µm
c. Mức độ ảnh hưởng của các thông số đến MRR.

75
Năng suất bóc tách kim loại MRR (mm3/s) được xác định bằng thể tích bóc
tách kim loại trên một đơn vị thời gian. Thể tích kim loại bóc tách trong một quá
trình mài được xác định bằng cách đo kiểm đường kính lỗ phôi thí nghiệm trước và
sau khi mài. Tuổi bền được xác định bằng kinh nghiệm người thợ hoặc xác định sự
biến thiên của lực mài Py. Kết quả của MRR ứng với 18 chế độ sửa đá khác nhau
được kê tại bảng 4.4.
Thứ tự ảnh hưởng của các thông số và ANOVA giá trị trung bình của năng
suất bóc tách được thể hiện trong bảng 4.9 và 4.10. Từ kết quả ANOVA cho thấy
thứ tự ảnh hưởng của các thông số khảo sát đến năng suất bóc tách MRR: Số lần
sửa đá siêu tinh; số lần sửa tinh đá; chiều sâu sửa tinh đá; chiều sâu sửa thô đá;
lượng chạy dao sửa đá dọc; số lần sửa thô đá.
Bảng 4.9. Thứ tự ảnh hưởng của các thông số đến MRR
Mức CK tthô nthô ttinh ntinh Ssđ
1 2,109 2,446 2,450 2,577 2,253 2,355
2 2,033 2,463 2,384 2,314 2,382 2,426
3 2,475 2,318 2,393 2,336 2,591 2,445
4 2,462 - - - - -
5 2,438 - - - - -
6 2,937 - - - - -
Delta 0,905 0,146 0,066 0,264 0,338 0,090
Thứ tự ảnh hưởng 1 4 6 3 2 5
Bảng 4.10. Phân tích ANOVA cho tỷ số S/N của MRR
Thông số Bậc tự do Seq SS Adj SS Adj MS F P
CK 5 1,556 1,556 0,311 9,69 0,096
tthô 2 0,076 0,076 0,038 1,18 0,458
nthô 2 0,015 0,015 0,007 0,24 0,809
ttinh 2 0,256 0,256 0,128 3,99 0,200
ntinh 2 0,348 0,348 0,174 5,43 0,156
Ssđ 2 0,027 0,027 0,013 0,42 0,703
Lỗi 2 0,064 0,064 0,032
Tổng 17 2,343

76
Theo đó, thứ tự ảnh hưởng của các thông số khảo sát đến tỷ số S/N của MRR:
Số lần sửa siêu tinh; số lần sửa tinh đá; chiều sâu sửa tinh đá; chiều sâu sửa thô đá;
lượng chạy dao sửa đá dọc; số lần sửa thô đá, Trị số tối ưu của MRR được xác định
bởi mức của các thông số công nghệ (khoanh tròn) trong hình 4.5: CK = 5 lần (A1);
tthô = 0,025 mm (B2); nthô = 1 lần (C1); ttinh = 0,005mm (D2); ntinh = 3 lần (E3); Ssđ =
1,4 m/HTĐ (F3).
Từ bảng 4.9, 4.10 và hình 4.5 ta có nhận xét như sau:
Số lần sửa đá siêu tinh ảnh hưởng lớn tới năng suất bóc tách (bảng 4.9). Càng
tăng số lần sửa siêu tinh thì năng suất càng tăng (ngược lại so với ảnh hưởng tới
Ra). Khi tăng số lần sửa siêu tinh, bề mặt đá mài càng mịn, mật độ lưỡi cắt nhiều
hơn và số lượng các rãnh chứa phoi cũng vẫn nhiều. Đồng thời, chiều cao nhấp nhô
cũng thấp, sự bám dính của hạt mài với chất dính kết cũng chắc chắn hơn, tuổi bền
tăng dẫn đến năng suất bóc tách tăng.
Hình 4.5. Ảnh hưởng của các thông số công nghệ sửa đá đến MRR trung bình
Chiều sâu sửa đá thô và sửa đá tinh càng tăng làm giảm năng suất. Chiều sâu
sửa đá thô từ 0,02mm đến 0,025mm hầu như không làm thay đổi MRR và khi tthô =
0,03mm thì MRR giảm. Khi chiều sâu sửa đá tinh tăng từ 0,005mm đến 0,01mm thì
MRR giảm và khi ttinh tăng lên 0,015mm thì MRR cũng không tăng nhiều. Sở dĩ,
chiều sâu sửa đá tăng làm giảm MRR.
Số lần sửa đá thô hầu như không ảnh hưởng tới MRR có thể vì với độ hạt 120
thì chỉ cần 1 lần sửa đá thô thì lớp đá bị mòn đã bị bóc hết và có tăng số lần sửa đá

77
thô cũng không làm thay đổi MRR. Số lần sửa đá tinh lại là nhân tố ảnh hưởng
mạnh thứ 2 tới MRR sau số lần sửa siêu tinh. MRR tỷ lệ thuận với số lần sửa đá
tinh.
Lượng chạy dao khi sửa đá không làm thay đổi nhiều đến MRR (tương tự như
ảnh hưởng tới Ra). Đây là đặc điểm khác với các kết quả nghiên cứu về sửa đá với
mài tròn ngoài và mài phẳng.
Hình 4.6 thể hiện ảnh chụp topography của đá mài trong các trường hợp: chỉ
sửa thô (hình 4.6a), sửa thô và sửa tinh (hình 4.6b) và sửa thô, sửa tinh và sửa siêu
tinh (hình 4.6c). Nhận thấy rằng, nếu chỉ sửa thô thì bề mặt đá rất nhấp nhô và khi
đó topography sẽ không ổn định. Còn nếu có sửa đá tinh và sửa siêu tinh thì bề mặt
đá mài sẽ bớt nhấp nhô hơn, topography ổn định hơn. Khi sửa tinh số đỉnh lưỡi cắt
cũng cao hơn nếu chỉ sửa thô hoặc có sửa siêu tinh. Tuy nhiên nếu không sửa siêu
tinh sẽ làm giảm năng suất mài (hình 4.5). Do đó, khi sửa đá cần phải sửa siêu tinh
nhằm ổn định topography của đá mài.
a) b) c)
Hình 4.6. Topography đá mài
a) Đá mài chỉ sửa thô; b) Đá mài sửa thô và sửa tinh; c) Đá mài có sửa siêu tinh
d. Tối ưu hóa MRR
Với phân tích tỷ số S/N của MRR như hình 4.4 (tiêu chí lớn hơn thì tốt hơn),
ta xác định được các điểm mà MRR có giá trị lớn nhất.
Trị số MRR max được xác định theo công thức tại các mức: CK (A6); tthô
(B2); nthô (C1); ttinh (D1); ntinh (E3); Ssđ (F3).
5 2 1 1 3 3 5.toiuu ggMRR A B C D E F T (4.12)
Trong đó:
6A = 2,937 (mm3/s): MRR với số lần sửa siêu tinh là 5 lần.
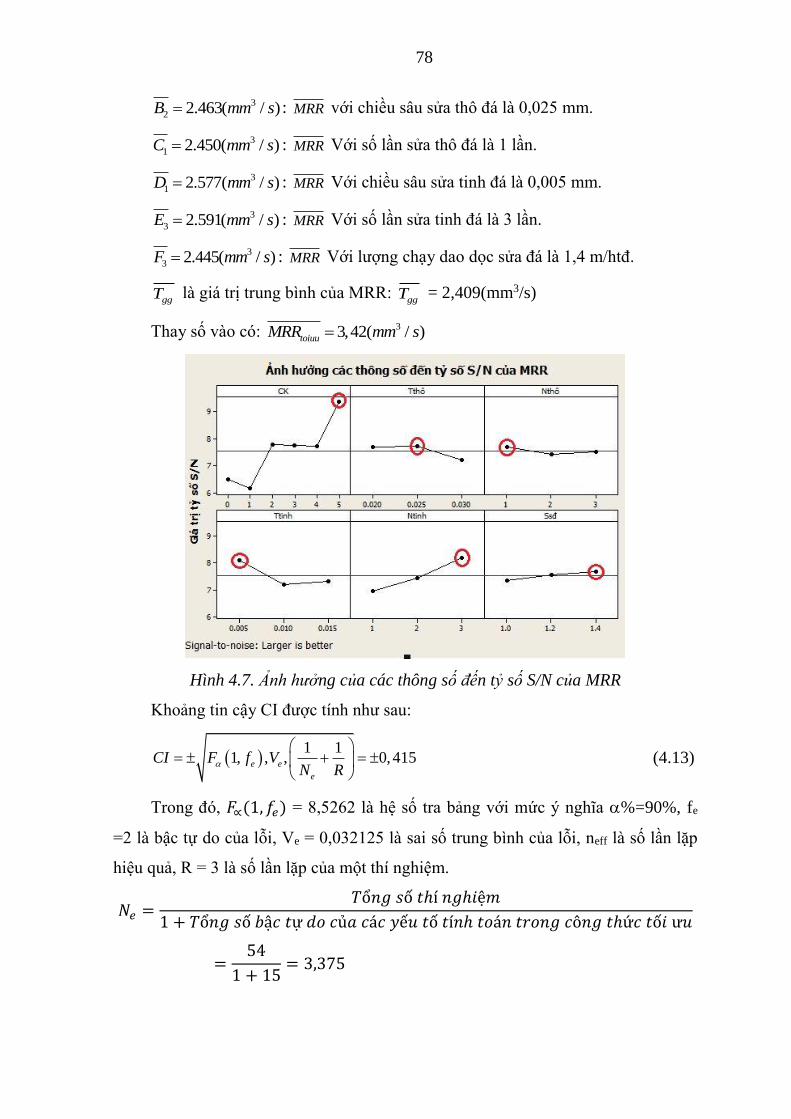
78
3
2 2.463( / )B mm s : MRR với chiều sâu sửa thô đá là 0,025 mm.
3
1 2.450( / )C mm s : MRR Với số lần sửa thô đá là 1 lần.
3
1 2.577( / )D mm s : MRR Với chiều sâu sửa tinh đá là 0,005 mm.
3
3 2.591( / )E mm s : MRR Với số lần sửa tinh đá là 3 lần.
3
3 2.445( / )F mm s : MRR Với lượng chạy dao dọc sửa đá là 1,4 m/htđ.
ggT là giá trị trung bình của MRR: ggT = 2,409(mm3/s)
Thay số vào có: 33,42( / )toiuuMRR mm s
Hình 4.7. Ảnh hưởng của các thông số đến tỷ số S/N của MRR
Khoảng tin cậy CI được tính như sau:
1 1
1, , , 0, 415e e
e
CI F f VN R
(4.13)
Trong đó, 𝐹∝(1, 𝑓𝑒) = 8,5262 là hệ số tra bảng với mức ý nghĩa %=90%, fe
=2 là bậc tự do của lỗi, Ve = 0,032125 là sai số trung bình của lỗi, neff là số lần lặp
hiệu quả, R = 3 là số lần lặp của một thí nghiệm.
𝑁𝑒 =𝑇ổ𝑛𝑔 𝑠ố 𝑡ℎí 𝑛𝑔ℎ𝑖ệ𝑚
1 + 𝑇ổ𝑛𝑔 𝑠ố 𝑏ậ𝑐 𝑡ự 𝑑𝑜 𝑐ủ𝑎 𝑐á𝑐 𝑦ế𝑢 𝑡ố 𝑡í𝑛ℎ 𝑡𝑜á𝑛 𝑡𝑟𝑜𝑛𝑔 𝑐ô𝑛𝑔 𝑡ℎứ𝑐 𝑡ố𝑖 ư𝑢
=54
1 + 15= 3,375

79
Theo đó, với mức ý nghĩa = 90% thì nhám bề mặt được dự đoán với mức tối
ưu của các thông số đầu vào nCK6/ttho2/ntho1/ttint1/ntinh3/S3 như sau:
(3,388 − 0,415) ≤ 𝑀𝑅𝑅 𝑜𝑝 ≤ (3,388 + 0,415) hay
32.973 3.803( / )opMRR mm s
4.4. Tối ưu hóa đa mục tiêu
Phương pháp Taguchi được ứng dụng để giải bài toán tối ưu hóa chỉ duy nhất
một kết quả đầu ra. Tuy nhiên, một thuật toán tối ưu mạnh thì phải giải quyết được
đồng thời càng nhiều mối quan hệ đầu ra càng tốt. Một số nghiên cứu gần đây đã tối
ưu hóa thành công đồng thời nhiều kết quả đầu ra của EDM và PMEDM bằng sự
kết hợp giữa phân tích quan hệ xám (GRA) với phương pháp Taguchi . Trong
phân tích kết hợp Taguchi – GRA, một cấp quan hệ xám thu được sử dụng để đánh
giá đồng thời các kết quả đầu ra. Điều này đã biến bài toán tối ưu hóa nhiều đặc
tính phức tạp thành tối ưu hóa cấp quan hệ xám duy nhất. Trong nghiên cứu
này, sự kết hợp giữa phương pháp Taguchi và GRA được sử dụng để tối ưu hóa
thương lượng đồng thời 2 kết quả đầu ra của chế độ sửa đá khi gia công mài lỗ:
MRR và Ra.
Bước 1: Tiền xử lý dữ liệu
Ở bước này, ta xác định tỷ số S/N của các kết quả đầu ra. Sau đó trị số S/N
được chuyển đổi thành một chuỗi so sánh và đại lượng không thứ nguyên. Các kết
quả được chuẩn hóa trong khoảng (0 1). Kết quả mong muốn đối với nhám bề mặt
là “Nhỏ hơn thì tốt hơn”. Tỷ số này xác định như sau:
𝑆/𝑁 = −10𝑙𝑜𝑔10(1
𝑛∑ 𝑦𝑖
2)𝑛𝑖=1 (4.14)
Còn đối với năng suất cắt MRR, mong muốn “lớn hơn thì tốt hơn” và được
xác định theo công thức:
𝑆/𝑁 = −10𝑙𝑜𝑔10(1
𝑛∑
1
𝑦𝑖2)𝑛
𝑖=1 (4.15)
Trong đó: n là số lần lặp ở mỗi thí nghiệm
yi là giá trị đo được ở lần đo thứ i = 1, 2, …,n (n=3)
Bước 2: Xác định giá trị chuẩn hóa

80
Tỷ số S/N lớn hơn sẽ cho kết quả đáng tin cậy nhất và ít bị ảnh hưởng bởi
nhiễu nhất, Tỷ số này được chuẩn hóa bằng Zij (0≤Zij≤1) theo công thức sau đây để
tránh ảnh hưởng của việc sử dụng các đơn vị khác nhau và để giảm sự biến đổi.
𝑍𝑖𝑗 =𝑆𝑁𝑖𝑗−min (𝑆𝑁𝑖𝑗,𝑗=1,2,,,𝑘)
max(𝑆𝑁𝑖𝑗,𝑗=1,2,,,𝑛)−min (𝑆𝑁𝑖𝑗,𝑗=1,2,,,𝑛) (4.16)
Trong đó: j là số thí nghiệm (j=18).
Tỷ số S/N và giá trị chuẩn hóa Zij ứng với mỗi mục tiêu đầu ra được thể hiện
trong bảng 4.11.
Bảng 4.11. Trị số S/N, giá trị chuẩn hóa S/N Zij và giá trị tuyệt đối của sai lệch j(k)
TT
S/N Zij j(k)
Ra MRR
Ra MRR
Ra MRR Trị số tham chiếu
1,000 1,000
1 7,840 6,477 0,777 0,232 0,223 0,768
2 7,998 5,942 0,808 0,093 0,192 0,907
3 7,402 6,965 0,691 0,360 0,309 0,640
4 8,979 6,466 1,000 0,230 0,000 0,770
5 7,666 6,341 0,742 0,197 0,258 0,803
6 4,938 5,586 0,207 0,000 0,793 1,000
7 7,294 9,335 0,669 0,978 0,331 0,022
8 7,095 7,073 0,630 0,388 0,370 0,612
9 6,133 6,921 0,442 0,348 0,558 0,652
10 4,684 7,455 0,157 0,487 0,843 0,513
11 5,693 9,232 0,355 0,951 0,645 0,049
12 5,256 6,538 0,270 0,248 0,730 0,752
13 3,882 6,875 0,000 0,336 1,000 0,664
14 4,294 8,438 0,081 0,744 0,919 0,256
15 4,131 7,779 0,049 0,572 0,951 0,428
16 4,926 9,373 0,205 0,988 0,795 0,012
17 5,775 9,245 0,371 0,954 0,629 0,046
18 4,282 9,420 0,079 1,000 0,921 0,000

81
Bước 3: Xác định hệ số quan hệ xám
𝛾(𝑘) =∆𝑚𝑖𝑛+𝜁Δ𝑚𝑎𝑥
Δ𝑗(𝑘)+𝜁Δ𝑚𝑎𝑥 (4.17)
Trong đó:
+) j=1, 2,…n; k=1, 2, …,m, n là số thí nghiệm, k là số mục tiêu đầu ra.
∆oj là trị số sai lệch của dãy tham chiếu.
Δ0𝑗 = ‖𝑍0(𝑘) − 𝑍𝑗(𝑘)‖ là giá trị tuyệt đối của sai lệch giữa Z0(k) (trị số tham
chiếu) và Zj(k) (trị số Z của thí nghiệm thứ j của mục tiêu thứ k).
+) Δmin = min∀𝑗∈𝑖
min∀𝑘
‖𝑍0(𝑘) − 𝑍𝑗(𝑘)‖ là giá trị nhỏ nhất của 0j
+) Δmax = max∀𝑗∈𝑖
max∀𝑘
‖𝑍0(𝑘) − 𝑍𝑗(𝑘)‖ là giá trị lớn nhất của 0j
+) là hệ số phân biệt, được xác định trong khoảng 0≤K≤1 (giá trị có thể được
điều chỉnh dựa trên yêu cầu thực tế của hệ thống, =0,5 được sử dụng tính toán
trong nghiên cứu này).
Bước 4: Xác định mức độ Quan hệ xám theo công thức:
𝛾�� =1
𝑘∑ 𝛾𝑖𝑗
𝑚𝑖=1 (4.18)
Đây là giá trị trung bình của các tương tác trong quan hệ xám đã xác định ở
bước 3, k là số mục tiêu cần tối ưu.
Bảng 4.12. Thể hiện trị số quan hệ xám ứng với các mục tiêu và trị số quan hệ
xám trung bình
TT Trị số quan hệ xám j
TT
Trị số quan
hệ xám j
Ra MRR Ra MRR
1 0,691 0,394 0,543 10 0,372 0,494 0,433
2 0,722 0,355 0,539 11 0,437 0,911 0,674
3 0,618 0,439 0,528 12 0,406 0,399 0,403
4 1,000 0,394 0,697 13 0,333 0,430 0,381
5 0,660 0,384 0,522 14 0,352 0,661 0,507
6 0,387 0,333 0,360 15 0,345 0,539 0,442
7 0,602 0,957 0,780 16 0,386 0,976 0,681
8 0,575 0,450 0,512 17 0,443 0,916 0,680

82
9 0,472 0,434 0,453 18 0,352 1,000 0,676
Bước 5: Xác định mức tối ưu của các yếu tố tối ưu:
Trị số quan hệ xám cao hơn hàm ý chất lượng sản phẩm tốt hơn. Do đó, dựa
trên mức độ quan hệ xám, có thể ước lượng tác động của yếu tố và mức độ tối ưu
cho mỗi yếu tố có thể kiểm soát. Bảng 4.12 cho thấy trị số quan hệ xám cho mỗi thí
nghiệm và trị số quan hệ xám tương tác. Theo đó, thí nghiệm số 7 (tthô1, nthô2, CK3,
ntinh1, ttinh3, S2) có trị số quan hệ xám tương tác lớn nhất. Điều đó chỉ ra rằng thí
nghiệm số 7 thu được có tỷ số S/N tương ứng gần với tỷ số S/N được chuẩn hóa và
nó có nhiều đặc tính tốt trong số 18 thí nghiệm. Tuy nhiên, đây chưa chắc là mức độ
tối ưu của các yếu tố. Theo phương pháp của Taguchi, cần xác định trị số quan hệ
xám trung bình cho mỗi yếu tố ở các mức khác nhau. Trị số quan hệ xám trung bình
tại các mức của mỗi yếu tố được xác định trong bảng 4.13 hình 4.8 (sử dụng phần
mềm Minitab để phân tích).
Bảng 4.13. Mức độ ảnh hưởng của các thông số đến hệ số quan hệ xám
Mức Thông số
CK tthô nthô ttinh ntinh Ssđ
1 0,5366 0,5858 0,5813 0,5898 0,4798 0,5181
2 0,5262 0,5722 0,5501 0,5456 0,5508 0,5388
3 0,5817 0,477 0,5036 0,4996 0,6044 0,5781
4 0,5033
5 0,4433
6 0,6789
Delta 0,2356 0,1089 0,0777 0,0903 0,1245 0,0599
Thứ tự ảnh hưởng 1 3 5 4 2 6
Trị số quan hệ xám trung bình 0,545

83
Hình 4.8. Đồ thị các ảnh hưởng chính của các thông số
Trị số quan hệ xám của mỗi yếu tố ở mức nào là lớn nhất là mức tối ưu của
yếu tố đó. Do đó, theo bảng 4.13 và hình 4.8 bộ thông số tối ưu của quá trình sửa đá
khi mài lỗ đáp ứng cả nhám bề mặt năng suất gia công là:
tthô1/nthô1/CK6/ntinh3/ttinh1/Ssđ3 tương ứng với tthô=0,02mm, nthô = 1 lần, CK = 5 lần,
ntinh = 3 lần, ttinh = 0,005 mm, Ssđ = 1,4 m/ph.
Bước 6: Thực hiện phân tích hồi quy phương sai (Analysis of Variance –
ANOVA) để xác định các yếu tố quan trọng.
Phân tích hồi quy phương sai là áp dụng phương pháp thống kê để xác định
ảnh hưởng của mỗi yếu tố. Qua đó xác định được tác động của từng yếu tố đến mục
tiêu của quá trình. Tỷ lệ đóng góp khi sử dụng ANOVA sẽ bù đắp cho việc không
đánh giá được ảnh hưởng của các thông số trên toàn bộ quá trình của phương pháp
Taguchi.
Tổng độ lệch bình phương SS (Sum of Squares) được phân tách thành hai
nguồn: Tổng các độ lệch bình phương do mỗi tham số quy trình và tổng bình
phương của lỗi (the sum of the squared deviations due to each process parameter
and the sum of the squared error). Phần trăm đóng góp của mỗi tham số quy trình
trong tổng số độ lệch bình phương SS được sử dụng để đánh giá tầm quan trọng của
thay đổi của tham số. Sự thay đổi của tham số quá trình được đánh giá có ảnh

84
hưởng đáng kể đến mục tiêu khi giá trị F lớn trị số F tra bảng với mức % tương
ứng
Bảng 4.14. Kết quả phân tích hồi quy phương sai của trị số quan hệ xám
Thông số DF SS Adj SS MS F C %
CK 5 0,09534 0,09534 0,019068 1,45 36,02
tthô 2 0,0422 0,0422 0,0211 1,6 15,94
nthô 2 0,01837 0,01837 0,009185 0,7 6,94
ttinh 2 0,02445 0,02445 0,012225 0,93 9,24
ntinh 2 0,04683 0,04683 0,023415 1,78 17,69
Ssđ 2 0,01112 0,01112 0,00556 0,42 4,20
Lỗi 2 0,02637 0,02637 0,013185 9,97
Tổng 17 0,26467 100
Kết quả ANOVA trong bảng 4.14 cho thấy: Số lần sửa đá siêu tinh (CK)
(36,02%) có ảnh hưởng mạnh nhất, tiếp theo là số lần sửa đá tinh ntinh (17,69%).
chiều sâu sửa đá thô tthô (15,94%), chiều sâu sửa đá tinh (9,24%), số lần sửa đá thô
nthô (6,94%) cuối cùng là lượng chạy dao Ssđ (4,2%).
Bước 7: Tính toán tối ưu hóa và kiểm nghiệm
Xác định trị số quan hệ mờ tối ưu được xác định:
𝜇𝑜𝑝 = 𝜂𝑚 + ∑ (�� − 𝜂𝑚)6𝑖=1 = 𝑡𝑡ℎô1 + 𝑛𝑡ℎô1 + 𝐶𝐾6 + 𝑛𝑡𝑖𝑛ℎ3 + 𝑡𝑡𝑖𝑛ℎ1 + 𝑆𝑠đ3 − 5 ∗ 𝜂𝑚
Trong đó: m là trị số quan hệ xám trung bình T = 0,545, các trị số tthô1, nthô1,
CK4, nt3, tt1, S1 là trị số quan hệ xám của các thông số ứng với mức tối ưu hóa tương
ứng và được lấy từ bảng 4.13.
Xác định kết quả tối ưu.
Căn cứ vào mức tối ưu của các thông số đầu vào, giá trị tối ưu của các kết quả
đầu ra Ra và Fl được xác định theo công thức sau:
(𝑅𝑎, MRR)𝑇𝑜𝑖𝑢𝑢 = 𝑡𝑡ℎô1 + 𝑛𝑡ℎô1 + 𝐶𝐾6 + 𝑛𝑡𝑖𝑛ℎ3 + 𝑡𝑡𝑖𝑛ℎ1 + 𝑆𝑠đ3 − 5 ∗ ��
Trong đó:
(𝑅𝑎, MRR)𝑇𝑜𝑖𝑢𝑢 là trị số nhám bề mặt hoặc năng suất tối ưu
𝑡𝑡ℎô1 là trị số trung bình nhám bề mặt hoặc năng suất cắt khi chiều sâu sửa đá
thô ở mức 1.

85
𝑛𝑡ℎô1 là trị số trung bình nhám bề mặt hoặc năng suất cắt khi số lần sửa đá thô
ở mức 1.
𝐶𝐾6 là trị số trung bình nhám bề mặt hoặc năng suất cắt khi số lần sửa đá siêu
tinh ở mức 6.
𝑛𝑡𝑖𝑛ℎ3 là trị số trung bình nhám bề mặt hoặc năng suất cắt khi số lần sửa đá
tinh ở mức 3.
𝑡𝑡𝑖𝑛ℎ1 là trị số trung bình nhám bề mặt hoặc năng suất cắt khi chiều sâu sửa đá
tinh ở mức 1.
𝑆𝑠đ3 là trị số trung bình nhám bề mặt hoặc năng suất cắt khi lượng chạy dao
sửa đá ở mức 3.
�� là trị số trung bình nhám bề mặt hoặc năng suất cắt của toàn bộ thí nghiệm.
Theo đó:
(𝑅𝑎)𝑇𝑜𝑖𝑢𝑢 = 0,4929 + 0,4797 + 0,563 + 0,5193 + 0,4929 + 0,4966 − 5
∗ 0,5045 = 0,522 µ𝑚
(𝑀𝑅𝑅)𝑇𝑜𝑖𝑢𝑢 = 2,446 + 2,45 + 2,937 + 2,577 + 2,591 + 2,445 − 5 ∗ 2,4089
= 3,402 𝑚𝑚3/𝑠
Để đánh giá độ chính xác của việc tính toán, tiến hành thực nghiệm kiểm
chứng với bộ thông số tối ưu đã tìm được với số lần lặp là 2 lần, Bộ thông số thực
nghiệm là: CK= 5 lần, tthô=0,02 mm, nthô= 1 lần, ttinh = 0,005 mm, ntinh = 3 lần, , S =
1,4 m/ph. Kết quả tối ưu hóa đa mục tiêu gần như kết quả tối ưu hóa đơn mục tiêu
để đạt MRRmax. Kết quả thực nghiệm và so sánh với kết quả tính toán tối ưu được
thể hiện trong bảng 4.15.
Bảng 4.15. Kết quả so sánh giữa tính toán và thực nghiệm.
Đặc trưng gia công
Thông số tối ưu
Tính toán Thực nghiệm
% sai
lệch
tthô1, nthô1,
CK6, ntinh3,
ttinh1, Ssđ3
tthô1, nthô1,
CK6, ntinh3,
ttinh1, Ssđ3
Nhám bề mặt Ra (µm) 0,522 0,566 8,43
Năng suất cắt MRR (mm3/s) 3,402 3,1 8,82
Giá trị quan hệ xám 0,8933 0,828

86
Kết quả thực nghiệm cho thấy, sai số lớn nhất giữa tính toán và thực nghiệm là
8,82% khi xác định năng suất cắt nên phương pháp tính toán hoàn toàn có thể được
sử dụng để dự báo nhám bề mặt và năng suất cắt.
4.5. Kết luận chương 4.
Chương 4 đã nghiên cứu về ảnh hưởng và mối quan hệ giữa chế độ sửa đá đến
nhám bề mặt và năng suất quá trình mài lỗ sử dụng phương pháp Taguchi và tối ưu
hóa đa mục tiêu theo quan hệ xám GRA. Một số kết luận sau đã được rút ra:
1. Quá trình sửa đá cần thực hiện theo các bước sửa thô, sửa tinh và sửa siêu
tinh giúp tạo sự ổn định cho Topography của đá. Số lần sửa đá siêu tinh ảnh hưởng
mạnh mẽ nhất đến trị số độ nhám bề mặt và năng suất mài. Không sửa siêu tinh khi
sửa đá có thể giúp giảm trị số độ nhám nhưng việc sửa siêu tinh giúp tăng năng suất
mài lên đáng kể. Chiều sâu sửa đá tthô, ttinh càng lớn có thể làm tăng nhám bề mặt và
giảm MRR mài. Đồng thời còn gây tăng chi phí cho đá mài. Do đó, nên chọn chiều
sâu sửa đá hợp lý. Số lần sửa thô càng lớn cũng gây tăng nhám bề mặt và giảm
MRR, số lần sửa tinh càng nhiều thì càng tốt và sẽ giúp giảm nhám bề mặt và tăng
MRR.
2. Kết quả nghiên cứu giúp cho việc lựa chọn loại các chế độ sửa đá hợp lý khi
mài lỗ thép 90CrSi qua tôi để đạt được các điều kiện về kinh tế, kỹ thuật khác nhau:
+) Khi cần đạt trị số độ nhám nhỏ nhất (mài tinh) chế độ sửa đá là (CK = 0; tthô
= 0,025mm; nthô = 1; ttinh = 0,01mm; ntinh = 3; Ssđ = 1,4m/p) Ramin = 0,318µm
+) Khi cần đạt năng suất mài cao nhất (mài thô) chế độ sửa đá là (CK = 5; tthô
= 0,025mm; nthô = 1; ttinh = 0,005mm; ntinh = 3; Ssđ = 1,4m/p) MRRmax = 3,42 mm3/s)
+) Khi cần đạt hài hòa cả 2 mục tiêu năng suất mài cao nhất CK = 5, tthô
=0,02mm; nthô = 1, ttinh = 0,005mm, ntinh = 3, Ssđ = 1,4m/p và lúc này MRR =
3,402mm3/s, Ra = 0,522µm.

87
CHƯƠNG 5. XÁC ĐỊNH ĐƯỜNG KÍNH ĐÁ MÀI KHI THAY ĐÁ
TRONG GIA CÔNG MÀI LỖ
Như chương 2 đã nêu, đường kính đá của đá mài ảnh hưởng đến chi phí của
quá trình gia công. Thêm vào đó, tồn tại một giá trị đường kính thay thế tối ưu (hay
tuổi thọ tối ưu) của đá mà tại đó chi phí mài là nhỏ nhất. Chương này sẽ nghiên cứu
tính toán chi phí gia công của quá trình mài lỗ, ảnh hưởng của các thông số đến chi
phí mài lỗ và đường kính đá mài khi thay đá tối ưu.
5.1. Phân tích chi phí cho quá trình mài lỗ.
Trong chương 1, các mô hình tính toán chi phí mài nói chung được xây dựng
bao gồm chi phí cho đá mài, chi phí cho máy và con người [20, 21, 34 và 55].
Trong đó mô hình của Ebbrells – Rowe là tương đối đầy đủ và chi tiết. Tuy nhiên,
mô hình này chưa kể đến trực tiếp ảnh hưởng của lượng chạy dao, vận tốc cắt, chi
phí cho máy vẫn còn sơ xài. Trong nghiên cứu của Karpuschewki [29], mô hình
tính toán chi phí cho một sản phẩm của quá trình gia công nói chung đã được giới
thiệu với rất nhiều thông số như chi phí cho vật liệu, chi phí cho gia công, chi phí
cho thiết kế, chi phí cho thiết kế và chi phí cho phân phối. Trong [49, 50], Vũ Ngọc
Pi đã đưa ra mô hình tính chi phí cho quá trình gia công cắt tia nước có hạt mài và
mài tròn ngoài. Theo đó, chi phí cho 1 giờ khi cắt tia nước và một sản phẩm mài
tròn ngoài được chi thành chi phí cố định, chi phí thay đổi. Tất cả các thành phần có
ảnh hưởng tới chi phí và lợi nhuận của quá trình gia công đều được kể đến. Trên cơ
sở tham khảo các mô hình tính chi phí của quá trình gia công kể trên, một mô hình
mới tính chi phí quá trình mài lỗ đã được đề xuất. Cụ thể như sau:
Chi phí cho quá trình mài lỗ được chia thành chi phí cho đá (đá sẽ bị mòn
trong khi gia công và khi sửa), chi phí cho máy (bao gồm chi phí máy mài, nhà
xưởng, khấu hao, điện…) và chi phí cho con người (chi phí cho công nhân, quản
lý).
, w , , , , ,( ). .t p a h m h t gw p mt h t gw pC C C t C C t C (5.1)
Trong đó:
Cmt,h chi phí cho máy và con người theo giờ (VNĐ/giờ)
Cwa,h chi phí quản lý, chi phí cho lương con người (VNĐ/giờ)
Cm,h chi phí cho máy theo giờ (VNĐ/giờ)
Cgw,p chi phí cho đá mài khi mài 1 chi tiết (VNĐ)
tt là tổng thời gian mài một chi tiết (giờ)

88
5.1.1. Tổng thời gian mài 01 chi tiết, tt
Thời gian tổng thể để mài 01 chi tiết bao gồm thời gian mài cơ bản tc, thời
gian thay chi tiết tL, thời gian chạy không ăn dao ts; thời gian sửa đá tính cho 01 chi
tiết td,p; thời gian thay đá tcw; bỏ qua thời gian thiết lập máy và thời gian đá mài tiếp
cận đến vùng cắt.
tt = tc + tL + ts + td,p + tcw,p (5.2)
a. Thời gian sửa đá mài tính cho mài 1 chi tiết, td,p
,d
d p
d
tt
N (td thời gian trung bình của 1 lần sửa đá (giờ))
Với w
d
c
tN
t (Nd là số chi tiết mài được sau 1 lần sửa đá; tw Tuổi bền (giờ);
Do đó ,
w
.d cd p
t tt
t (5.3)
b. Thời gian thay đá mài tính cho mài 1 chi tiết, tcw,p
,
W
cwcw p
tt
N (thời gian thay đá mài khi mài 1 chi tiết, Nw là số chi tiết mài được
của 1 viên đá mài trong suốt thời gian làm việc)
Với 0 0 ww
( ) ( ).
2(w ) 2(w ).
e ed
pd ed pd ed c
D D D D tN N
a a t
(5.4)
Do đó ,
0 w
2. (w ).
( ).
cw pd ed c
cw p
e
t a tt
D D t
(5.5)
c. Thời gian cơ bản khi mài tc
w ,'.
.
e tot
c
r a
l at
f f (5.6)
lw’ = (lw + 2a) là chiều dài mài (mm)
lw là chiều dài chi tiết mài (mm)
a là đoạn chạy vượt quá khi mài (mm)
fr là lượng chạy dao hướng kính (mm/htd)
fa là lượng chạy dao dọc (mm/giờ)
ae,tot là lượng dư theo phương bán kính (mm)
*Lượng chạy dao khi mài
Vật liệu sử dụng cho nghiên cứu này là thép 90CrSi nhiệt luyện đạt độ cứng
Rockwell HRC = 58 – 62. Dựa theo tài liệu [12] ta có các công thức xác định lượng
chạy dao và các hệ số:

89
Lượng chạy dao dọc fa (mm/phút)
0,9865 0,0821 2,9833 1,247122.88a gw w rg wf B d S n (5.7)
Tốc độ quay của chi tiết nw = 1255,8.dw-0,3491 (5.8)
Với Bgw : chiều rộng đá mài (mm)
dw : đường kính gia công (mm)
Srg : cấp độ nhám cần đạt
dw : đường kính lỗ cần mài (mm)
Thay công thức 5.8 vào công thức 5.7 ta được công thức tính lượng chạy dao
dọc fa
0,9865 2,9833 0,35326167540,5a gw rg wf B S d (5.9)
Lượng chạy dao ngang fr (mm/htđ)
, 1 2 3 4r r tabf f c c c c (5.10)
fr,tab là lượng chạy dao hướng kính được tra trong bảng tra trong tài liệu
0,567 0,9693 0,1269
, ,30,2944r tab e tot a wf a f d (5.11)
c1, c2, c3, c4 là các hệ số được xác định như sau
1,4153
1 0.0288c tg (tg là cấp chính xác cần đạt) (5.12)
0.153
2 0.5657 ec D (5.13)
c3 = 1 (5.14)
0,5079
0,5079w
4
w
1,0642 1,0642. ld
lc R
d
(5.15)
Thay công thức từ 5.11 đến 5.15 vào công thức 5.10 ta thu được công thức
tính lượng chạy dao ngang fr.
0,567 0,9693 0,1269 1,4153 0.153 0,5079
,30,2944 0,0288 0,5657 1 1,0642r e tot a w e ldf a f d tg D R (5.16)
Ta có công thức tính thời gian mài cơ bản tc
w ,
0,0303 0,0916 0,1377 1,4153 0,5079 0,153
w w
(R . ).
0,759. . . . .
ld e tot
c
g rg g ld e
d a at
B S d t R D
(5.17)
Vậy tổng thời gian mài một chi tiết là
w ,
0,0303 0,0916 0,1377 1,4153 0,5079 0,153
w w 0
2(w ).(R . ).. 1
0,759. . . . . ( ).
pd ed cwld e tot dt L s
g rg g ld e w e w
a td a a tt t t
B S d t R D t D D t
(5.18)

90
5.1.2. Chi phí cho máy Cm,h
, , , , ,
,
us
mc y in y ro y ma y en y
m h
e
C C C C CC
T
(5.19)
Cmc,y = Cmc/Ttot; Cin,y = Cmc.xint; Cro,y = Csqm.Amt; Cma,y = xma.Cmc;
Cen,y = Tuse.Cen.Ptot.dop; Tuse = xsh.tsh.dwor.xut
int w
,
w
( / ) ( . ) ( . ) ( . ) ( . . . . . . )
. . .
mc tot mc sqm mt mc ma en sh sh or ut tot op
m h
sh sh or ut
C T C x C A C x C x t d x P dC
x t d x
(5.20)
Trong đó: Cmc,y là chi phí hệ thống gia công hàng năm, (VNĐ/năm); Cin,y là
chi phí trả lãi ngân hàng hàng năm (VNĐ/năm); Cro,y là chi phí cho nhà xưởng hàng
năm (VNĐ/năm); Cma,y là chi phí duy tu bảo dưỡng hàng năm (VNĐ/năm); Cen,y là
chi phí cho năng lượng (điện) hàng năm (VNĐ/năm); Tuse là thời gian sửa dụng máy
(giờ/năm); Cmc là chi phí mua hệ thống gia công (VNĐ); Ttot là số năm khấu hao
máy (năm); xint là lãi suất ngân hàng theo năm (%); Csqm là chi phí nhà xưởng cho
1m2 trong 1 năm (VNĐ/m2năm); Amt là diện tích mà máy chiếm chỗ (m2); xma là tỷ
lệ chi phí dành cho duy tu, bảo dưỡng (3-8%); Cen giá điện (VNĐ/kWh); Ptot là công
suất tổng thể của hệ thống gia công (kWh); dop là tỷ lệ thời gian hoạt động (70%);
xsh số ca làm việc trong ngày; tsh là số giờ làm việc trong ca (giờ/ca); dwor là số ngày
làm việc trong 01 năm (ngày/năm); xut là tỷ lệ sử dụng máy (0,7 - 0,8); (Chi phí cho
mũi sửa đá, dung dịch bôi trơn được kể đến chi phí cho hệ thống gia công Cmc)
5.1.3. Chi phí cho con người và chi phí gián tiếp Cwa,h
Chi phí cho con người bao gồm chi phí cho người công nhân trực tiếp đứng
máy, chi phí cho quản lý, các chi phí gián tiếp khác được tính như sau [25]
, ,
,
( )la h ov h
wa h
ut
C CC
x
(5.21)
Trong đó: Cla,h là chi phí cho công nhân trực tiếp đứng máy gia công tính theo
giờ; Cov,h là chi phí cho quản lý, chiếu sáng và các chi phí gián tiếp; xut là tỷ lệ sử
dụng máy (0,7 - 0,8).
5.1.4. Chi phí cho đá mài Cgw,p
gw
w,
w
g p
CC
N
(5.22)
Cgw : Chi phí một viên đá mài (VNĐ)

91
Cgw,p : Chi phí đá mài khi mài một chi tiết
Nw : tổng số chi tiết mài được của một viên đá (tương ứng với tuổi thọ của đá
mài).
0w
( )
2(w )
ed
pd ed
D DN N
a
(5.23)
w, gw gw
0 w 0
2(w ). 2(w )
( ). ( ).
pd ed c pd ed
g p
e e d
a t aC C C
D D t D D N
(5.24)
Trong đó:
Cgw là chi phí viên đá mài (VNĐ)
D0 là đường kính đá mài khi mới (mm)
De là đương kính đá mài khi thay (mm)
wpd là lượng mòn của đá sau mỗi lần mài 1 lần sửa đá (mm)
aed là tổng chiều sâu sửa đá (mm)
Thay công thức 5.20 và 5.27 vào công thức 5.4 ta được mô hình xác định chi
phí mài một chi tiết khi mài lỗ.
, w ,
, gw
0 0 w
2(w ). 2(w ).. 1
60 ( ). ( ).
pd ed cw pd ed cm h a h dt p L s c
w e w e
a t a tC C tC t t t C
t D D t D D t
(5.25)
5.2. Ảnh hưởng của các thông số đến chi phí của quá trình mài lỗ
Như phần 5.1 đã nêu, chi phí gia công khi mài lỗ bị ảnh hưởng bởi rất nhiều
các thông số. Các thông số đó gồm 18 thông số quá trình mài như đường kính đá
ban đầu, chiều rộng đá mài, đường kính lỗ mài, lượng chạy dao dọc, lượng chạy dao
hướng kính, đường kính đá mài khi thay… và các chi phí thành phần như chi phí
máy, chi phí con người, chi phí đá mài vv… Để khảo sát ảnh hưởng của các thông
số này đến chi phí của quá trình mài lỗ, dựa trên phân tích chi phí trong phần 5.1,
một thí nghiệm mô phỏng đã được thiết kế và tiến hành nhờ chương trình máy tính.
Trong thí nghiệm này đã bỏ qua ảnh hưởng của thời gian thay chi tiết, thời gian
chạy mài hết hoa lửa và thời gian thay đá. Do đó, số các thông số đưa vào khảo sát
là 15. Bảng 5.1 biểu diễn các thông số ảnh hưởng, ký hiệu và giá trị của chúng khi
khảo sát ảnh hưởng của chúng đến chi phí mài. Sử dụng quy hoạch riêng phần 2k-p
với 15 biến số, phần mềm Minitab đưa ra bảng dữ liệu gồm 128 thí nghiệm. Sử
dụng lập trình tính ta có dữ liệu trong với công thức 5.1 - 5.25. Kết quả cụ thể như
sau:

92
Bảng 5.1 Các nhân tố ảnh hưởng tới chi phí mài và các giá trị của chúng
STT Thông số Ký hiệu Đơn vị Giá trị
1 Cgw A VNĐ 23.000 – 92.000
2 Cm,h B VNĐ/giờ 46.000 – 230.000
3 Cwa,h C VNĐ/giờ 34.500 – 138.000
4 td D phút 0,2 – 2
5 tw E phút 2 – 30
6 wpd F mm 0,01 – 0,07
7 aed G mm 0,05 – 0,15
8 = De/D0 H - 0,65 – 0,95
9 Rld = lw/dw J - 1,2 – 4
10 = dw/D0 K mm 1,11 – 2
11 ae,tot L mm 0,03 – 0,2
12 Bgw M mm 8 – 30
13 Srg N - 6 – 8
14 tg O - 6 – 8
15 D0 P - 10 – 40
16 tL phút 0,54
17 ts phút 0,3
18 tcw phút 2
Bảng 5.2. Số liệu thí nghiệm và kết quả tính chi phí mài
ST
T Cgw Cm,h Cwa,h td tw wpd aed Rld aetot Bgw
Sr
g tg D0 Ct,p
1 230.000 230.000 138.000 2 2 0,01 0,05 0,95 4 2 0,2 30 8 6 10 439.185
2 23.000 230.000 34.500 2 30 0,01 0,15 0,95 1,2 1,11 0,2 30 8 6 40 20.793
3 23.000 230.000 34.500 2 2 0,01 0,15 0,95 4 2 0,03 30 6 8 10 61.844
4 230.000 46.000 34.500 2 2 0,01 0,15 0,95 1,2 1,11 0,03 30 8 8 10 26.565
5 230.000 46.000 138.000 0,2 2 0,01 0,05 0,65 1,2 1,11 0,03 8 6 6 10 6.529
6 230.000 230.000 34.500 0,2 2 0,07 0,15 0,95 1,2 1,11 0,2 30 6 6 40 110.483
7 23.000 230.000 34.500 2 2 0,01 0,05 0,65 4 2 0,2 8 8 6 40 389.449
8 23.000 46.000 138.000 0,2 2 0,07 0,05 0,65 1,2 2 0,2 30 8 8 10 8.584
.. .. .. … … … … … … … … … … … … … …
127 230.000 46.000 138.000 2 2 0,01 0,15 0,95 4 1,11 0,2 8 6 8 10 312.010
128 230.000 230.000 138.000 2 2 0,01 0,15 0,65 4 2 0,03 8 6 8 40 190.023

93
5.2.1. Mức độ ảnh hưởng
Hình 5.1. Đồ thị Pareto ảnh hưởng các thông số đến chi phí mài
Hình 5.1 biểu diễn đồ thị Pareto về mức độ ảnh hưởng của các nhân tố tới chi
phí của quá trình mài lỗ. Từ đồ thị này ta thấy các nhân tố ảnh hưởng đáng kể tới
chi phí mài gồm Rld, tw, ae,tot, Cgw, Cm,h, và . Bên cạnh đó, các nhân tố D0, tg, td,
wpd, aed, Cwa,h, Srg, Bgw là những nhân tố ảnh hưởng nhỏ đối với chi phí. Đặc biệt
nhân tố Srg, Bgw, wpd, aed, Cwa,h ảnh hưởng không đáng kể đến chi phí mài lỗ.
Trong các thông số ảnh hưởng thì tỉ số giữa chiều dài và đường kính lỗ Rld (J)
là nhân tố ảnh hưởng mạnh nhất đến chi phí mài lỗ. Sở dĩ như vậy là vì thông số
này đặc trưng cho độ sâu của lỗ. Lỗ càng sâu càng khó gia công và đòi hỏi công
nghệ mài phức tạp hơn. Khi này, lượng chạy dao ngang bị hạn chế (đặc biệt với lỗ
có đường kính nhỏ) do lực hướng kính Py lớn làm biến dạng trục mang đá. Đường
kính chi tiết gia công tw (E) cũng là nhân tố ảnh hưởng mạnh thứ 2 đến chi phí mài.
Tiếp đến là ảnh hưởng của lượng dư mài ae,tot (L), giá thành đá mài Cgw (A), chi phí
cho máy Cm,h (B), tỷ lệ đá mài De/D0 (delta – H). Nhân tố H đại diện cho đường
kính đá mài khi thay, nó ảnh hưởng tới chi phí cho đá mài, ảnh hưởng tới vận tốc
cắt trung bình. Trong khoảng nghiên cứu này, đường kính đá mài ban đầu không
ảnh hưởng nhiều đến chi phí gia công. Vì D0 còn bị ảnh hưởng bởi dw thông qua hệ
số . Khi mà D0 tăng thì đồng thời dw cũng tăng theo nên nhân tố D0 ít ảnh hưởng
tới chi phí mài.

94
5.2.2. Đặc điểm ảnh hưởng
Hình 5.2. Ảnh hưởng của các thông số đến chi phí gia công khi mài lỗ
Đồ thị Pareto phản ảnh mức độ ảnh hưởng của các thông số đến chi phí mài.
Tuy nhiên đồ thị này không phản ảnh được xu hướng ảnh hưởng của các thông số.
Vì lý do đó đồ thị ảnh hưởng của các nhân tố chính đã được vẽ trên hình 5.2. Đồ thị
này biểu diễn ảnh hưởng của 15 nhân tố tới chi phí mài trung bình khi mài một chi
tiết.
a. Ảnh hưởng của các chi phí thành phần
Từ hình 5.2a,b,c ta thấy, chi phí cho máy Cm,h, chi phí con người, quản lý theo
giờ Cwa,h và chi phí đá mài Cgw có ảnh hưởng đồng biến tới chi phí gia công. Nghĩa
là khi các giá trị này tăng sẽ làm tăng chi phí quá trình mài.
b. Ảnh hưởng của các thông số liên quan đến chế độ công nghệ (td, aed, ae,tot).
Tổng chiều sâu sửa đá aed tăng cũng làm tăng chi phí nhưng mức độ ảnh
hưởng cũng không đáng kể (hình 5.2g). Thời gian sửa đá td là nhân tố ảnh hưởng
không lớn tới chi phí gia công. Khi tăng td làm tăng chi phí mài. Sở dĩ như vậy là vì
thời gian sửa đá càng lâu càng làm tăng thời gian mài tt và dẫn tới tăng chi phí mài
(hình 5.2d). Do vậy, để giảm chi phí mài cần nghiên cứu giảm thời gian sửa đá như
tự động hóa quá trình sửa đá, giảm thời gian tháo lắp dụng cụ sửa đá… Bên cạnh
đó, lượng dư mài ae,tot là nhân tố ảnh hưởng nhiều nhất đến chi phí (xếp thứ 3 về
mức độ ảnh hưởng) (hình 5.2l). Lượng dư mài càng lớn thì thời gian mài tc càng
a) b) c) d) e) f) g) h)
l) m) j) k) n) o) p)

95
tăng và dẫn đến tăng chi phí mài. Do đó, lượng dư mài nên được lựa chọn hợp lý,
phù hợp với yêu cầu gia công và để giảm chi phí.
c. Ảnh hưởng của các thông số liên quan đến chi tiết gia công (Rld, , Srg, tg)
Ảnh hưởng đến chi phí mài mạnh mẽ nhất là tỷ số chiều dài chi lỗ trên đường
kính lỗ Rld và đường kính chi tiết (hình 5.2j). Khi lỗ càng sâu và càng lớn chi phí
gia công sẽ tăng. Khi đó, điều kiện gia công sẽ khắc nghiệt hơn lượng chạy dao
ngang không thể lớn được, khối lượng bóc tách vật liệu cũng lớn nên làm tăng chi
phí gia công. Bên cạnh đó, cấp độ nhám Srg càng lớn (giá trị nhám giảm) và cấp
chính xác tg càng giảm (độ chính xác tăng) làm tăng chi phí (hình 5.2n,o). Nguyên
nhân là do yêu cầu kỹ thuật tăng đòi hỏi chế độ gia công phù hợp hơn (lượng chạy
dao dọc và ngang đều nhỏ). Do vậy để giảm chi phí mài không nên chọn Rld lớn
(nếu có thể). là nhân tố liên quan mật thiết tới đường kính chi tiết dw và đường
kính đá mài ban đầu D0, tỷ số càng lớn đồng nghĩa với việc lỗ chi tiết có kích
thước lớn (thể tích vật liệu bóc tách lớn) và đường kính D0 nhỏ (vận tốc cắt trung
bình nhỏ). Do vậy khi tăng tỷ số sẽ làm tăng chi phí mài.
d. Ảnh hưởng của thông số liên quan đến đá mài D0 và De/D0, tw, wpd, Bgw
Như phân tích trên, chi phí đá mài tăng làm tăng chi phí mài. Tuy nhiên, tuổi
bền của đá tw càng cao sẽ làm giảm chi phí và ảnh hưởng của tuổi bền lớn hơn ảnh
hưởng của chi phí đá mài (Hình 5.2e). Ngoài ra, lượng mòn đá wpd và bề rộng đá
Bgw không ảnh hưởng nhiều tới chi phí gia công (Hình 5.2f,m). Do vậy, nếu ta sử
dụng loại đá có chất lượng cao (giá đắt, tuổi bền cao) vẫn có thể giảm được chi phí
gia công. Việc tối ưu hóa chế độ công nghệ để có thể tăng tuổi bền đá mài cũng
giúp ích nhiều cho việc giảm chi phí gia công.
Đường kính ban đầu của đá D0 và đường kính chi tiết là hai thông số phụ
thuộc nhau qua hệ số . Do đó nếu D0 tăng có thể làm tăng vận tốc cắt trung bình,
giảm thời gian gia công. Tuy nhiên, khi này điều kiện gia công cũng thay đổi dw
tăng làm tăng thể tích vật liệu phải bóc tách và làm tăng chi phí mài (hình 5.2p).
Bên cạnh đó, đường kính thay đá De cũng sẽ ảnh hưởng đến chi phí mài. Cụ thể,
trên hình 5.2h khi delta (De/D0) giảm (hay De giảm) thì sẽ làm giảm chi phí.

96
5.3. Đường kính thay đá hợp lý
Phần này sẽ nghiên cứu ảnh hưởng của các thông số quá trình mài cũng như
các chi phí thành phần đến đường kính thay đá tối ưu và xây dựng mô hình tính
đường kính này. Việc nghiên cứu này được thực hiện trên cơ sở phân tích chi phí
của quá trình mài lỗ ở phần 5.2.
Từ phân tích chi phí mài trong phần 5.2, đường kính thay đá tối ưu có thể xác
định bằng việc cực tiểu hóa chi phí mài cho một chi tiết Ct,p (công thức 5.25). Do
đó, bài toán cực tiểu hóa chi phí mài có thể được biểu diễn như sau:
,min min ( )t p eC f D (5.26)
5.3.1. Xác định đường kính thay đá hợp lý
Có thể tính toán cụ thể với các số liệu cụ thể sau: D0=20 (mm); Bgw=25 (mm);
aed=0,12 (mm); Cm,h=70.000 (VNĐ/h); Cwa,h=46.000 (VNĐ/h); Cgw=70.000 (VNĐ);
tw=20 (min); wpd=0,02 (mm); tg=7; Rld=2, td=0,3 (phút), tcw=2,4 (phút), tL=0,54
(phút), ts=0,3(phút), Srg = 7, dw=25 (mm), ae,tot=0,1 (mm). Mối quan hệ giữa chi phí
mài một chi tiết Ct,p (VNĐ/h) với đường kính đá khi thay De (mm) được thể hiện ở
hình 5.3. Từ hình vẽ này ta thấy chi phí mài phụ thuộc nhiều vào đường kính thay
đá (hay tuổi thọ của đá). Thêm vào đó, tồn tại một giá trị đường kính thay đá tối ưu
mà tại đó chi phí mài sẽ đạt giá trị nhỏ nhất (Cmin = 5.927VNĐ; De,op 17,5mm).
Trị số đường kính thay đá tối ưu này lớn hơn khá nhiều đường kính thay đá truyền
thống (trong trường hợp này bằng khoảng 14 mm).
Hình 5.3. Mối quan hệ giữa đường kính đá mài khi thay với chi phí mài
5600
6100
6600
7100
7600
8100
13 14 15 16 17 18 19 20
Chi
phí
mài
mọt
chi
tiết
-
Ct,
p
(VN
Đ/c
t)
Đường kính đá mài khi thay - De (mm)
Cmin = 5.927 VNĐ De,op = 17,5
C = 6.528VNĐ Demin = 14

97
Như trên đã nêu, vì đường kính đá thay đá ảnh hưởng lớn đến chi phí gia công
nên việc tìm giá trị đường kính đá mài khi thay hợp lý sẽ giúp cho giảm chi phí gia
công đáng kể. So sánh chi phí mài khi thay đá tại đường kính tối ưu De,op 17,5mm
với chi phi khí thay đá tại đường kính khi thay truyền thống De,min = 14mm ta thấy
chi phí giảm từ 6.528 VNĐ/chi tiết xuống còn 5.927 VNĐ/chi tiết (giảm 9,2%).
Tổng thời gian gia công trung bình giảm từ 192 (giây) xuống còn 164 (giây) (giảm
14,7%).
5.3.2. Ảnh hưởng của các thông số đến đường kính thay đá hợp lý
Cũng từ phân tích giá thành ta thấy, giá trị của đường kính thay đá hợp lý phụ
thuộc vào rất nhiều thông số. Để đánh giá ảnh hưởng của các thông số đến đường
kính thay đá hợp lý, 10 thông số đã được chọn để khảo sát. Các thông số này trong
bảng 5.3. Do vậy, đường kính thay đá hợp lý có thể biểu diễn theo hàm sau:
, 0 w , ,( , , , , , w , , , , )e op wg ed g pd m h wa h gw ldD f D B a t T C C C R (5.27)
Bảng 5.3 Phạm vi khảo sát các biến thực nghiệm
Nhân tố Ký hiệu Đơn vị Mức thấp Mức cao
Đường kính đá mài ban đầu D0 mm 10 40
Bề rộng đá mài Bgw mm 8 30
Tổng chiều sâu sửa đá aed mm 0,05 0,15
Cấp chính xác tg - 6 8
Tuổi bền tw min. 2 30
Lượng mòn đá wpd mm 0,01 0,07
Chi phí cho máy theo giờ Cmh VNĐ/h 46.000 230.000
Chi phí cho con người, quản lý Cwa VNĐ/h 34.500 138.000
Giá 1 viên đá Cgw VNĐ/p. 23.000 230.000
Tỷ số lw/dw Rld - 1,2 4
Để khảo sát chi tiết ảnh hưởng của các thông số đến hàm mục tiêu, một thí
nghiệm mô phỏng đã được thiết kế và thực hiện bởi một chương trình máy tính.
Phần mềm Minitab được chọn để xây dựng kế hoạch thí nghiệm và phân tích số liệu
với dạng thiết kế thí nghiệm toàn phần 2 mức được chọn để khảo sát. Thí nghiệm

98
được tiến hành với 10 biến nêu trên với phạm vi khảo sát của chúng được cho trên
bảng 5.3. Ngoài ra, với cùng một điều kiện công nghệ, cùng một dạng gia công nên
một số thông số được giữ cố định như trong bảng 5.4.
Bảng 5.4. Giá trị các tham số khảo sát ảnh hưởng chi phí mài lỗ
Hình 5.4. Khai báo biến thí nghiệm trong phần mềm Minitab
Bảng 5.5. Kế hoạch thí nghiệm sàng lọc
TT D0 Bgw aed tg tw wpd Cm,h Cwa,h Cgw Rld De,op
1 40 8 0,15 6 30 0,07 230.000 34.500 230.000 1,2 28,0
2 10 8 0,15 6 30 0,07 230.000 138.000 230.000 4 5,6
3 40 8 0,15 6 2 0,07 230.000 34.500 23.000 1,2 27,7
4 10 8 0,05 8 2 0,01 230.000 34.500 23.000 1,2 5,8
5 40 8 0,15 8 30 0,01 230.000 34.500 23.000 1,2 35,0
… … … … … … … … … … … …
127 40 30 0,05 8 30 0,01 230.000 34.500 23.000 4 36,0
128 10 8 0,05 6 30 0,01 230.000 34.500 23.000 4 8,1
Cách thức khai báo các biến thí nghiệm cho bước khởi tạo kế hoạch thí
nghiệm được minh họa trên hình 5.4. Kế hoạch thí nghiệm với 128 bộ dữ liệu và
các giá trị của đường kính hợp lý tính toán được từ chương trình cho trên bảng 5.5.
Thông số Đơn vị Giá trị Thông số Đơn vị Giá trị
dw mm 1,1xD0 tcw phút 2,4
ae,tot mm 0,1 tL phút 0,54
td phút 0,3 ts phút 0,3

99
Các thông số thí nghiệm ảnh hưởng chính đến nhám bề mặt Ra được xác định
một cách định tính thông qua đồ thị các ảnh hưởng chính. Trong đồ thị này, ảnh
hưởng của mỗi biến thí nghiệm được vẽ độc lập trên một biểu đồ chung (Hình 5.5).
Hình 5.5. Đồ thị các ảnh hưởng chính đến De,op
Trên hình 5.5, mười đồ thị thể hiện ảnh hưởng của mười biến được vẽ trong
các ô độc lập. Từ các đồ thị này ta thấy, khi D0 thay đổi từ 10 (giá trị mã hóa là -1)
đến 40 (giá trị mã hóa là +1), hàm mục tiêu De,op thay đổi từ 5,0 đến 26,5. Độ dốc
của đồ thị này là (26,5– 5,0)/2 = 10,75. Tương tự, độ dốc của De,op khi Bgw, aed, tg,
tw, wpd, Cm,h, Cwa,h, Cgw và Rld, thay đổi lần lượt là: (15.8 – 15.8)/2=0.0; (16.5-
15.1)/2=0.7; (15.8-15.7)/2=0.05, (18.8-12.8)/2=3, (15.8-15.8)/2=0.0, (16.9-
14.6)/2=1.15, (16.5-15.1)/2=0.7, (18.7-12.8)/2=2.95, (15.8-15.8)/2=0.0. So sánh
định tính cho thấy, độ dốc của đồ thị ảnh hưởng của D0 là lớn nhất; kế tiếp là đồ thị
tw, Cgw, Cm,h, Cwa,h, aed, còn tg và Bgw ảnh hưởng không đáng kể do trị số độ dốc sấp
sỉ 0, cuối cùng là wpd và Rld không ảnh hưởng vì độ dốc của đồ thị này có giá trị 0.
Tuy nhiên để đánh giá mức độ ảnh hưởng của các thông số này ta có thể sử dụng
các đồ thị ảnh hưởng chung (hình 5.8) hoặc đồ thị Pareto của các ảnh hưởng tiêu
chuẩn (hình 5.9).
a) b) c) d) e)
f) g) h) j) k)

100
Hình 5.6. Đồ thị ảnh hưởng chung của các yếu tố
Hình 5.7. Đồ thị Pareto của các yếu tố ảnh hưởng D0, Bw, aed, tg, Tw, Wpd, Cmh, Cwh,
Cgw, Rld đến Dop
Trên hình 5.6, đồ thị được vẽ cho hàm mục tiêu với mức ý nghĩa bằng 0,05.
Các yếu tố có ảnh hưởng lớn (Significant) được biểu diễn qua các điểm hình vuông
màu đỏ. Các yếu tố ảnh hưởng đáng kể đến đường kính đá mài hợp lý khi thay đá
(De,op) này bao gồm: A (biến D0), J (biến Cgw), E (biến tw), G (biến Cm,h), H (biến
Cwa,h), J (biến Cgw), C (biến aed) và các tương tác bậc 2: AE (D0*tw), AJ (D0*Cgw),
AG (D0*Cmh), EJ (tw*Cgw), AH (D0*Cwah), AC (D0*aed), GH (Cmh*Cwah), GJ

101
(Cmh*Cgw) và BC (Bgw*aed). Nhân tố D (tg), wpd (F) và Rld (K) không ảnh hưởng tới
đường kính hợp lý.
Trên đồ thị hình 5.7, biểu đồ Pareto, Minitab sử dụng giá trị mức ý nghĩa để vẽ
đường giới hạn (có hoành độ 1,99 trên đồ thị). Các giá trị ảnh hưởng (đã chuẩn hóa)
được biểu diễn dưới dạng các thanh nằm ngang. Các yếu tố ứng với thanh biểu diễn
vượt quá bên phải đường giới hạn là các giá trị có ảnh hưởng đáng kể. Những yếu
tố có biểu diễn nằm về bên trái đường giới hạn là những yếu tố có ảnh hưởng yếu.
Đồ thị cho thấy thứ tự ảnh hưởng của các yếu tố và tương tác từ cao đến thấp là: D0,
D0*tw, D0*Cgw, Cgw, tw, D0*Cmh, Cm,h, Cwa,h, tw*Cgw, D0*Cwah, D0*aed, Cmh*Cwah,
Cmh*Cgw, aed cuối cùng là Bgw*aed. Những nhân tố này sẽ được kể đến trong phương
trình hồi quy xác định đường kính hợp lý khi thay đá.
5.3.3. Mô hình hồi quy xác định đường kính đá mài khi thay hợp lý
Mô hình hồi quy ở mức tương tác hai yếu tố đã được xác định. Sau khi loại bỏ
các yếu tố và tương tác có ảnh hưởng yếu hoặc không ảnh hưởng, kết quả thể hiện
như phương trình 5.28. Mô hình này rất khớp với dữ liệu ở bảng 5.5 với hệ số tương
quan r2 = 99,63%. Phương trình quan hệ giữa De,op và các thông số ảnh hưởng chính
có thể được viết như sau:
De,op = -2.614 + 0.6620 D0 + 0.0408 Bgw + 7.45 aed - 0.0304 tw
+ 0.000003 Cm,h + 0.000010 Cwa,h - 0.000011 Cgw - 0.5421 D0*aed
+ 0.008034 D0*tw + 0.000001 D0*Cwa,h - 0.000001 D0*Cgw
- 0.416 Bgw*aed
(5.28)
Công thức (5.28) rất phù hợp với mô hình đã chọn vì các hệ số adj-R2 và
pred-R2 có giá trị cao (bảng 5.6). Trong phương trình 5.28, các hệ số ở biến Cm,h,
Cwa,h, Cgw, D0*Cwa,h, D0*Cgw có trị số rất nhỏ nhưng giá trị của các biến chi phí này
lại lớn từ 23.000 VNĐ đến 230.000 VNĐ nên khi nhân với các hệ số vẫn sẽ có giá
trị tương đối. Vậy ta không loại bỏ được những thành phần có các biến đó ra khỏi
phương trình hồi quy.

102
Bảng 5.6. Thông tin mô hình hồi quy sau khi loại bỏ các yếu tố và tương tác
có ảnh hưởng yếu đến De,op.
Term Effect Coef SE Coef T-Value P-Value VIF
Constant 16,037 0,284 56,45 0,000
D0 22,089 11,045 0,188 58,67 0,000 7,52
Bgw -0,0181 -0,0091 0,0686 -0,13 0,895 1,00
aed -1,4000 -0,7000 0,0686 -10,20 0,000 1,00
tw 4,772 2,386 0,108 22,01 0,000 2,49
Cm,h 0,000125 0,000062 0,000007 9,12 0,000 5,27
Cwa,h 0,000109 0,000055 0,000005 10,17 0,000 3,25
Cgw -0,000291 -0,000146 0,000005 -27,06 0,000 3,25
D0*aed -0,8131 -0,4066 0,0686 -5,92 0,000 1,00
D0*tw 3,3744 1,6872 0,0686 24,58 0,000 1,00
D0*Cm,h 0,000060 0,000030 0,000003 10,02 0,000 3,25
D0*Cwa,h 0,000038 0,000019 0,000003 6,36 0,000 3,78
D0*Cgw -0,000147 -0,000073 0,000003 -24,55 0,000 2,49
Bgw*aed -0,4575 -0,2287 0,0686 -3,33 0,001 1,00
tw*Cgw 0,000042 0,000021 0,000003 6,98 0,000 2,49
Cm,h*Cwa,h -0,000000 -0,000000 0,000000 -5,18 0,000 6,03
Cm,h*Cgw 0,000000 0,000000 0,000000 3,82 0,000 4,74
Bảng 5.7. Bảng hệ số hồi quy được triết xuất từ Minitab
S R-sq R-sq(adj) R-sq(pred)
0,776592 99,63% 99,58% 99,51%
5.4. Kết luận chương 5
Chương 5 đã nghiên cứu về chi phí của quá trình mài lỗ và đường kính hợp lý
khi thay đá trong quá trình mài lỗ. Thêm vào đó, nhờ áp dụng quy hoạch thực
nghiệm, ảnh hưởng của các thông số đến chi phí mài lỗ và đường kính hợp lý của
đá mài khi thay đá được nghiên cứu.
103
1. Đã xây dựng được mô hình tính toán chi phí gia công khi mài lỗ với nhiều
thông số được xét đến. Từ mô hình này ảnh hưởng của các thông số quá trình mài
và các chi phí thành phần đến chi phí mài lỗ đã được khảo sát. Qua đó rút ra một số
kết luận sau:
- Tỷ số giữa chiều dài và đường kính lỗ mài ảnh hưởng mạnh mẽ nhất đến chi
phí mài lỗ;
- Chi phí cho hệ thống công nghệ, chi phí con người và chi phí đá mài có ảnh
hưởng đáng kể tới chi phí gia công. Chi phí mài lỗ sẽ tăng khi các chi phí này tăng;
- Một số biện pháp giảm chi phí khi mài đã được đề xuất như: giảm các chi phí
máy, chi phí đá mài, chi phí con người (công nhân, quản lý…); Sử dụng đá mài có
tuổi bền cao và nghiên cứu các biện pháp nâng cao tuổi bền của đá; xác định lượng
dư mài và lượng dư sửa đá hợp lý; Nghiên cứu áp dụng các biện pháp để giảm thời
gian sửa đá như tự động hóa quá trình sửa đá, giảm thời gian tháo lắp dụng cụ sửa
đá…
2. Đường kính đá mài khi thay ảnh hưởng lớn tới chi phí mài lỗ và tồn tại một
giá trị đường kính đá mài khi thay hợp lý để đạt hàm mục tiêu chi phí nhỏ nhất.
Công thức để xác định đường kính đá mài hợp lý khi thay đá De,op đã được đề xuất.
3. Ảnh hưởng của các nhân tố tới đường kính đá mài hợp lý khi thay đá như
sau: Đường kính đá mài ban đầu D0 ảnh hưởng mạnh mẽ nhất đến đường kính đá
mài khi thay hợp lý De,op, tiếp đến là giá thành viên đá Cgw, tuổi bền tw, và chi phí
cho máy Cm,h, chi phí cho con người và quản lý Cwa,h và tổng chiều sâu sửa đá aeđ. tỷ
số Rld, lượng mòn đá wpd, cấp chính xác tg không ảnh hưởng tới De,op. Các nhân tố
bậc hai ảnh hưởng tới De,op là D0*tw, D0*Cgw, D0*Cmh, tw*Cgw, D0*Cwah, D0*aed,
Cmh*Cwah, Cmh*Cgw vàcuối cùng là Bgw*aed ,.
- Hiệu quả kinh tế khi áp dụng đường kính thay đá hợp lý giúp cho chi phí khi
mài một sản phẩm đã giảm giảm 9,2%, tổng thời gian mài giảm giảm 14,7%.

104
KẾT LUẬN CHUNG VÀ HƯỚNG PHÁT TRIỂN CỦA LUẬN ÁN
Kết luận chung
Mục tiêu của luận án này là nghiên cứu nâng cao hiệu quả của quá trình mài
lỗ. Để thực hiện điều đó cần thiết phải giải quyết các bài toán sau: Xác định chế độ
bôi trơn làm nguội hợp lý, xác định chế độ sửa đá hợp lý và xác định đường kính đá
mài khi thay hợp lý. Các kết quả chính và đóng góp mới của luận án có thể được
tóm tắt như sau:
1. Đề xuất mô hình nâng cao hiệu quả khi mài lỗ. Từ đó đề xuất các giải pháp
để nâng cao hiệu quả khi mài.
2. Đã nghiên cứu thực nghiệm ảnh hưởng của lưu lượng, nồng độ dung dịch
BTLN của 2 loại dung dịch BTLN là Aquatex 3180 và Emulsion đến nhám bề mặt
và đề xuất chế độ BTLN hợp lý đối với 2 loại dung dịch khi mài lỗ vật liệu thép
90CrSi.
3. Đã nghiên cứu ảnh hưởng của chế độ sửa đá mài đến độ nhám bề mặt và
năng suất mài. Chế độ sửa đá được chia thành 03 bước: sửa thô, sửa tinh và sửa siêu
tinh. Trong đó, số lần sửa đá siêu tinh ảnh hưởng mạnh mẽ nhất đến trị số độ nhám
bề mặt và năng suất mài. Chế độ sửa đá hợp lý khi mài lỗ thép 90CrSi qua tôi đã
giúp cải thiện chất lượng bề mặt và tăng năng suất đáng kể.
4. Xây dựng được mô hình tính toán chi phí mài lỗ và khảo sát ảnh hưởng của
các nhân tố đến chi phí mài lỗ. Trong mô hình này đã kể đến ảnh hưởng của 18
nhân tố chi phí mài. Các nhân tố này bao gồm các chi phí thành phần như chi phí
máy mài, chi phí con người (bao gồm chi phí công nhân, quản lý…), chi phí đá mài
… và các thông số quá trình mài như đường kính đá ban đầu, chiều rộng đá mài, độ
mòn của đá, tổng chiều sâu sửa đá, thời gian sửa đá vv… và đặc biệt là mô hình đã
đưa thông số đường kính đá khi thay (hay tuổi thọ của đá) vào để khảo sát.
5. Xây dựng được phương pháp xác định đường kính đá mài khi thay hợp lý
cho mài lỗ nhằm đạt chi phí gia công nhỏ nhất – đó là xây dựng và giải bài toán cực
tiểu hóa giá thành mài. Nhờ áp dụng công thức đường kính đá mài khi thay hợp lý
chi phí mài có thể giảm 9,2%, tổng thời gian mài giảm 14,7%. Phương pháp này có
thể áp dụng trong các trường hợp máy mài không có khả năng thay đổi tốc độ quay
trục chính của đá mài.

105
6. Xây dựng mô hình hồi quy giúp xác định đường kính đá mài khi thay để chi
phí gia công nhỏ nhất.
Hướng nghiên cứu tiếp theo.
Mặc dù nghiên cứu này đã tìm ra được một số giải pháp để nâng cao hiệu quả
quá trình mài nhưng vẫn còn những vấn đề cần thiết phải đầu tư nghiên cứu tiếp. Cụ
thể gồm những hướng nghiên cứu sau:
1. Nghiên cứu sâu hơn về phương pháp BTLN và tìm cách đưa dung dịch
BTLN vào tiếp cận sâu hơn vùng gia công.
2. Với lỗ có đường kính nhỏ hơn 10mm, chiều sâu lớn điều kiện gia công rất
khốc liệt và đòi hỏi thiết bị hiện đại, có độ cứng vững cao do đó cần được tiếp tục
quan tâm.
3. Khảo sát ảnh hưởng của chế độ BTLN và chế độ sửa đá đến các tính chất
cơ, lý của bề mặt chi tiết gia công.
106
DANH MỤC CÁC CÔNG TRÌNH ĐÃ CÔNG BỐ LIÊN QUAN ĐẾN ĐỀ TÀI
* Tạp chí trong nước
1. Bành Tiến Long, Vũ Ngọc Pi, Lê Xuân Hưng, Tạ Việt Cường, Nghiên cứu
ảnh hưởng của chế độ tưới nguội tới độ nhám bề mặt gia công trong mài lỗ thép
90CrSi qua tôi, Tạp chí Cơ khí Việt Nam, trang 71-76, số tháng 5, năm 2016, trang
71 – 76.
2. Bành Tiến Long, Vũ Ngọc Pi, Lê Xuân Hưng, Lưu Anh Tùng, Xây dựng
công thức tính chế độ cắt cho mài lỗ, Tạp chí Khoa học Công nghệ ĐHTN, tháng 9
năm 2016, trang 15 – 18.
* Tạp chí quốc tế.
3. Vu Ngoc Pi, Le Xuan Hung, Luu Anh Tung and Banh Tien Long, “Cost
Optimization of Internal Grinding”, Journal of Materials Science and Engineering B
6 (11-12) (2016) page 291 – 296.
4. Le Xuan Hung, Tran Thi Hong, Le Hong Ky, Luu Anh Tung, Nguyen Thi
Thanh Nga, Vu Ngọc Pi, “Optimum dressing parameters for maximum material
removal rate when internal cylindrical grinding using Taguchi method”,
International Journal of Mechanical Engineering and Technology (IJMET),
Volume 9, Issue 12, December 2018, pp. 123–129. Scopus
5. Le Xuan Hung, Vu Ngoc Pi, Tran Thi Hong, Le Hong Ky, Vu Thi Lien,
Luu Anh Tung, Banh Tien Long, “Multi-objective Optimization of Dressing
Parameters of Internal Cylindrical Grinding for 90CrSi Aloy Steel Using Taguchi
Method and Grey Relational Analysis”, 9th International Conference on Materials
Processing and Characterization, 8th – 10th March 2019, Materials Today:
Proceedings, Available online at www.sciencedirect.com. Scopus (Chấp nhận đăng)
6. Le Xuan Hung, Vu Thi Lien, Luu Anh Tung, Vu Ngoc Pi, Le Hong Ky,
Tran Thi Hong, Hoang Tien Dung, Banh Tien Long, “A study on cost optimization
of internal cylindrical grinding”, International Journal of Mechanical Engineering
and Technology (IJMET), Volume 10, Issue 1, January 2019, pp. 414 – 423. Scopus
7. Thi-Hong Tran, Xuan-Hung Le, Quoc-Tuan Nguyen, Hong-Ky Le, Tien-
Dung Hoang, Anh-Tung Luu, Tien-Long Banh and Ngoc-Pi Vu, “Optimization of

107
Replaced Grinding Wheel Diameter for Minimum Grinding Cost in Internal
Grinding”, Applied Sciences, 9(7), March, 2019, pp. 1363. SCIE
8. Le Xuan Hung, Vu Thi Lien, Vu Ngoc Pi, Banh Tien Long, “A Study on
Coolant Parameters in Internal Grinding of 90CrSi Steel”, Materials Science
Forum, Vol. 950, pp 24-31, Apirl, 2019 Trans Tech Publications, Switzerland.
Scopus
9. Le Xuan Hung, Tran Thi Hong, Le Hong Ky, Nguyen Quoc Tuan, Luu
Anh Tung, Banh Tien Long, Vu Ngoc Pi, A study on calculation of optimum
exchanged grinding wheel diameter when internal grinding, 9th International
Conference on Materials Processing and Characterization, 8th – 10th March 2019,
Materials Today: Proceedings, Available online at www.sciencedirect.com. Scopus
(Chấp nhận đăng)

108
TÀI LIỆU THAM KHẢO
I. Tài liệu Tiếng Việt
[1] Lưu Đức Bình. (2005). Giáo trình công nghệ chế tạo máy.
[2] Ngô Cường. (2006). Xây dựng cơ sở cho bài toán tối ưu hóa quá trình mài
tròn ngoài.
[3] Ngô Cường. (2007). Nghiên cứu ảnh hưởng của chế độ cắt đến một vài
thông số đặc trưng cho quá trình cắt khi mài tinh thép ШХ15 và X12M bằng
đá mài Hải Dương trên máy mài tròn ngoài. Đại học Bách khoa Hà Nội.
[4] Nguyễn Văn Dự, Nguyễn Đăng Bình. (2011). Quy hoạch thực nghiệm trong
kỹ thuật. NXB khoa học kỹ thuật.
[5] Trần Minh Đức (2002). Nghiên cứu ảnh hưởng của các thông số công nghệ
khi sửa đá tới Topography của đá mài. Luận án Tiến sỹ kỹ thuật, Đại học
Bách khoa Hà nội.
[6] Hoàng Văn Điện (2007). Nghiên cứu quá trình mòn của đá mài và ảnh
hưởng của nó đến chất lượng bề mặt chi tiết khi mài phẳng. Đại học Bách
khoa Hà nội.
[7] Nguyễn Thị Phương Giang, Bành Tiến Long, Trần Thế Lục (2006). Nghiên
cứu ảnh hưởng của chế độ cắt đến lực cắt khi mài tròn ngoài bằng đá mài
chế tạo tại Việt nam (nhà máy đá mài Hải dương). Tạp chí Khoa học và
Công nghệ các trường Đại học Kỹ thuật, số 57.
[8] Phạm Văn Lang, Bạch Quốc Khánh. (1998). Cơ sở lý thuyết qui hoạch thực
nghiệm và Ứng dụng trong kỹ thuật nông nghiệp. Hà Nội: Nxb Nông nghiệp.
[9] Vũ Ngọc Pi. (2015). Nghiên cứu chế độ sửa đá hợp lý khi mài nhằm tăng độ
chính xác và tuổi bền khi mài.
[10] Trần Đức Quý. (2007). Nghiên cứu ảnh hưởng của một số yếu tố công nghệ
đến chất lượng bề mặt của chi tiết khi mài tròn ngoài. Đại học Bách khoa Hà
nội.
[11] Bành Tiến Long, Trần Sỹ Túy (2013). Nguyên lý gia công vật liệu. NXB
Khoa học kỹ thuật.
[12] Bành Tiến Long, Vũ Ngọc Pi, Lê Xuân Hưng, Lưu Anh Tùng (2016). Xây
dựng công thức tính chế độ cắt cho mài lỗ. Tạp chi khoa học công nghệ Đại
học Thái Nguyên, 154(9): pp. 15 - 18.

109
II. Tài liệu Tiếng Anh
[13] Alberdi R., Sanchez J., Pombo I., Ortega N., Izquierdo B., Plaza S., and
Barrenetxea D. (2011). Strategies for optimal use of fluids in grinding.
International Journal of Machine Tools and Manufacture, 51(6): pp. 491-499.
[14] Alves J.A.C., Fernandes U.d.B., Silva Júnior C.E.d., Bianchi E.C., Aguiar
P.R.d., and Silva E.J.d. (2009). Application of the minimum quantity
lubrication (MQL) technique in the plunge cylindrical grinding operation.
Journal of the Brazilian Society of Mechanical Sciences and Engineering,
31(1): pp. 1-4.
[15] Babu N.R. and Radhakrishnan V. (1989). Investigations on laser dressing of
grinding wheels—part II: grinding performance of a laser dressed aluminum
oxide wheel. Journal of Engineering for Industry, 111(3): pp. 253-261.
[16] Baines-Jones V., Morgan M., Allanson D., and Batako A. (2005). Grinding
Fluid Delivery System Design-Nozzle Optimisation. Liverpool John Moores
University.
[17] Bana I.V. (2006). Manufacturing of high precision bores. TU Delft, Delft
University of Technology.
[18] Brinksmeier E., Heinzel C., and Wittmann M. (1999). Friction, cooling and
lubrication in grinding. Cirp Annals, 48(2): pp. 581-598.
[19] Daneshi A., Jandaghi N., and Tawakoli T. (2014). Effect of dressing on
internal cylindrical grinding. Procedia CIRP, 14: pp. 37-41.
[20] Ebbrell.S (2003). Process requirements for precsion grinding. John Moores
University.
[21] Field M., Kegg R., and Buescher S. (1980). Computerized cost analysis of
grinding operations. CIRP Annals-Manufacturing Technology, 29(1): pp.
233-237.
[22] Fredj N.B., Sidhom H., and Braham C. (2006). Ground surface improvement
of the austenitic stainless steel AISI 304 using cryogenic cooling. Surface
and Coatings Technology, 200(16-17): pp. 4846-4860.
[23] Gradišek J., Baus A., Govekar E., Klocke F., and Grabec I. (2003).
Automatic chatter detection in grinding. International Journal of Machine
Tools and Manufacture, 43(14): pp. 1397-1403.
[24] Hafenbraedl D. and Malkin S. (2000). Environmentally-conscious minimum
quantity lubrication (MQL) for internal cylindrical grinding.
TRANSACTIONS-NORTH AMERICAN MANUFACTURING
RESEARCH INSTITUTION OF SME: pp. 149-154.
[25] Hoogstrate A., Pi V., and Karpuschewski B. (2006). Cost optimization for
multiple-head AWJ cutting. BHR’s conferece: pp. 13-15.
[26] http://www.innsotech.com.vn. http://www.innsotech.com.vn/vn/mui-sua-da-
co-dau-mai-kim-cuong.html. 2019.

110
[27] Inasaki I. (1991). Monitoring and optimization of internal grinding process.
CIRP Annals-Manufacturing Technology, 40(1): pp. 359-362.
[28] Irani R., Bauer R., and Warkentin A. (2005). A review of cutting fluid
application in the grinding process. International Journal of Machine Tools
and Manufacture, 45(15): pp. 1696-1705.
[29] Karpuschewski (2004). Fundamentals of machine tools, total structure.
(Lecture note).
[30] Klink A. (2010). Wire electro discharge trueing and dressing of fine
grinding wheels. CIRP annals, 59(1): pp. 235-238.
[31] Klocke F. (2009). Manufacturing Processes 2. Grinding, Honing, Lapping.
Springer.
[32] Lee P.-H., Nam J.S., Li C., and Lee S.W. (2012). An experimental study on
micro-grinding process with nanofluid minimum quantity lubrication (MQL).
International Journal of Precision Engineering and Manufacturing, 13(3): pp.
331-338.
[33] Malkin S., Koren Y., and Ber A. (1980). Off-line grinding optimization with
a micro-computer. CIRP Annals-Manufacturing Technology, 29(1): pp. 213-
216.
[34] Malkin S. (1989). Grinding technology: theory and application of machining
with abrasives. Ellis Horwood Limited.
[35] Marinescu I.D., Hitchiner M.P., Uhlmann E., Rowe W.B., and Inasaki I.
(2007). Handbook of machining with grinding wheels. CRC Press.
[36] Mitra K. (2009). Multiobjective optimization of an industrial grinding
operation under uncertainty. Chemical Engineering Science, 64(23): pp.
5043-5056.
[37] Monici R.D., Bianchi E.C., Catai R.E., and De Aguiar P.R. (2006). Analysis
of the different forms of application and types of cutting fluid used in plunge
cylindrical grinding using conventional and superabrasive CBN grinding
wheels. International Journal of Machine Tools and Manufacture, 46(2): pp.
122-131.
[38] Nadolny K. and Plichta J. (2006). Comparative method of thermovision
temperature measurement in single-pass internal cylindrical grinding.
Archives of Civil and Mechanical Engineering, 6(4): pp. 67-74.
[39] Nadolny K. (2012). The effect of integrating the structural modifications of
the grinding wheel upon the internal cylindrical grinding process. archives
of civil and mechanical engineering, 12(1): pp. 60-67.
[40] Nadolny K., Kapłonek W., and Wojtewicz M. (2013). Effects of sulfurization
of grinding wheels on internal cylindrical grinding of Titanium Grade 2®.
[41] Nadolny K., Sienicki W., and Wojtewicz M. (2015). The effect upon the
grinding wheel active surface condition when impregnating with non-

111
metallic elements during internal cylindrical grinding of titanium. Archives
of civil and mechanical engineering, 15(1): pp. 71-86.
[42] Nadolny K. (2015). Small-dimensional sandwich grinding wheels with a
centrifugal coolant provision system for traverse internal cylindrical
grinding of steel 100Cr6. Journal of Cleaner Production, 93: pp. 354-363.
[43] NORITAKE CO. L. (2018), Dressing and Truing.
[44] Northrup B. All About Grinding Quills. https://meister-abrasives-
toolbox.com/2013/12/13/all-about-grinding-quills/ 2013; Available from:
https://meister-abrasives-toolbox.com/2013/12/13/all-about-grinding-quills/.
[45] Norton C. (2018), Diamond tools.
[46] Owczarek J.A., Rockwell, D.O (1972). An Experimental Study of Flows in
Planer Nozzles. Journal of Basic Engineering, 94: pp. 123–130.
[47] Pereverzev P. and Akintseva A. (2015). Automatic cycles multiparametric
optimization of internal grinding. Procedia engineering, 129: pp. 121-126.
[48] Pereverzev P. and Pimenov D.Y. (2015). Optimization of control programs
for numerically controlled machine tools by dynamic programming. Russian
Engineering Research, 35(2): pp. 135-142.
[49] Pi V.N. (2008). Performance enhancement of abrasive waterjet cutting. TU
Delft, Delft University of Technology.
[50] Pi V.N., Khiem V.H., and Huong N.N. (2013). Cost optimization of external
cylindrical grinding. in Applied Mechanics and Materials. Trans Tech Publ,
pp. 982-989.
[51] Rowe W.B. (2013). Principles of modern grinding technology. William
Andrew.
[52] Sain-Gobain W. (2018). Catalogue No.5 Dressing Tools: WINTER diamond
tools for dressing grinding wheels.
[53] Salje E. and Mackensen H.v. (1984). Dressing of conventional and CBN
grinding wheels with diamond form rollers. CIRP Annals-Manufacturing
Technology, 33(1): pp. 205-209.
[54] Salje E., Damlos H.-H., and Möhlen H. (1985). Internal grinding of high
strength ceramic workpiece materials with diamond grinding wheels. CIRP
Annals, 34(1): pp. 263-266.
[55] Shaw M. and Farmer D. (1965). An Analysis of the Abrasive Machining of
Plane Surfaces. Journal of Engineering for Industry, 87(3): pp. 349-356.
[56] Shen J.Y., Xu X., Lin B., and Xu Y.S. (2001). Lap-grinding of Al2O3
ceramics assisted by water-jet dressing metal bond diamond wheel. in Key
Engineering Materials. Trans Tech Publ, pp. 171-176.
[57] Tawakoli T., Rasifard A., and Rabiey M. (2007). High-efficiency internal
cylindrical grinding with a new kinematic. International Journal of Machine
Tools and Manufacture, 47(5): pp. 729-733.

112
[58] Tönshoff H., Peters J., Inasaki I., and Paul T. (1992). Modelling and
simulation of grinding processes. CIRP Annals-Manufacturing Technology,
41(2): pp. 677-688.
[59] Webster J. and Ciu C. (1995). Flow rate and jet velocity determination for
design of a grinding cooling system. in 1st International Machining e
Grinding conference. pp. 12-14.
[60] Wen X., Tay A., and Nee A. (1992). Micro-computer-based optimization of
the surface grinding process. Journal of Materials Processing Technology,
29(1-3): pp. 75-90.
[61] Wisnuadi A.R., Damayanti R.W., and Pujiyanto E. (2018). Multi response
optimization of internal grinding process parameters for outer ring using
Taguchi method and PCR-TOPSIS. in AIP Conference Proceedings. AIP
Publishing, pp. 030029.
[62] Xiao G. and Malkin S. (1996). On-line optimization for internal plunge
grinding. CIRP Annals-Manufacturing Technology, 45(1): pp. 287-292.
II. Tài liệu Tiếng Nga
[63] Kozuro L.M P.A.A. R.E.I., Tristosepdov. P.S (1981). Handbook of Grinding
(in Russian). Minsk: Publish Housing of High-education.
[64] Наерман М. (1985). Справочник молодого шлифовщика.
II. Tài liệu Tiếng Đức
[65] Grof H.E. (1977). Beitrag zur Klärung des Trennvorganges beim Schleifen
von Metallen. TU München.

113
PHỤC LỤC
Hình PL1. Hình ảnh NCS làm thực nghiệm tại DNTN Cơ khí chính xác Thái Hà
Hình PL2. Hình ảnh đo độ nhám phôi thí nghiệm tại Công ty phụ tùng máy số 1

114
Hình PL2. Hình ảnh NCS đang chup ảnh topography đá mài trên máy kỹ thuật số Keyence VHX-6000
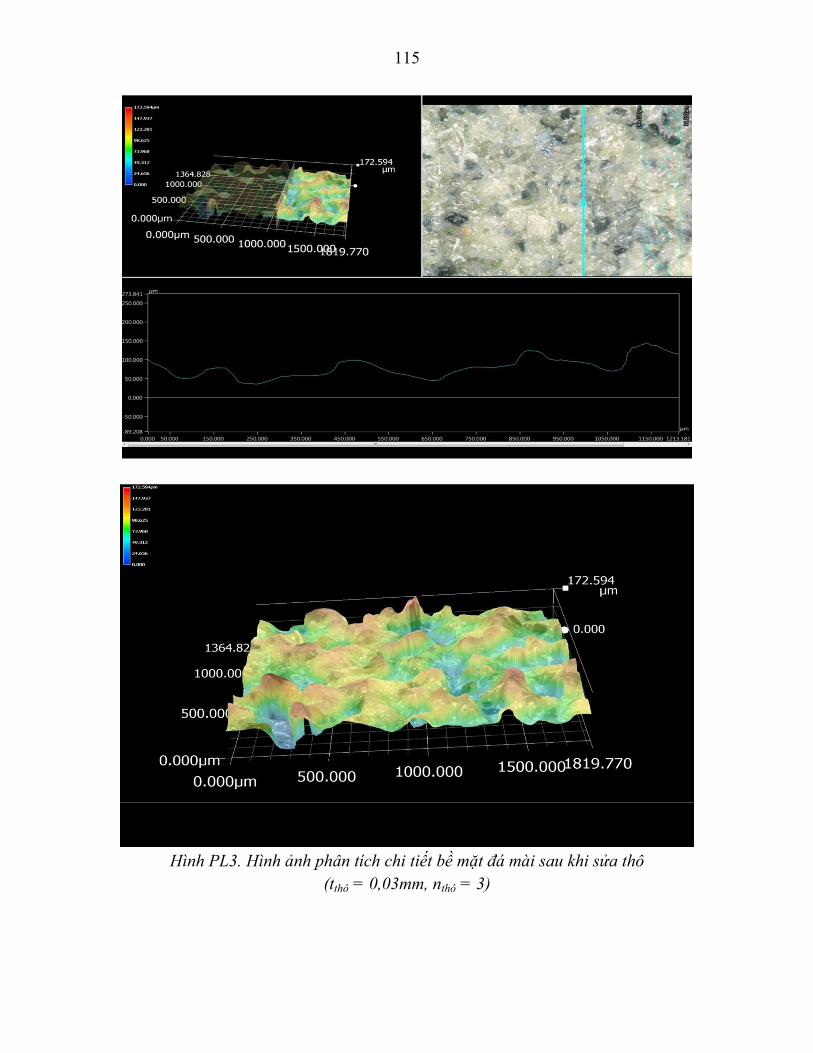
115
Hình PL3. Hình ảnh phân tích chi tiết bề mặt đá mài sau khi sửa thô (tthô = 0,03mm, nthô = 3)

116
Hình PL4. Hình ảnh phân tích chi tiết bề mặt đá mài sau khi sửa tinh
(tthô = 0,03mm, nthô=3,ttinh = 0,01, ntinh = 2)

117
Hình PL5. Hình ảnh phân tích chi tiết bề mặt đá mài sau khi sửa siêu tinh (tthô = 0,03mm, nthô=3,ttinh = 0,01, ntinh = 2, CK = 3 lượt)

118
Hình PL6. Hình ảnh phân tích chi tiết bề mặt đá mài khi hết tuổi bền

119
Hình PL7. Hình ảnh phân tích chi tiết bề mặt đá mài ban đầu

120
Bảng PL1. Chi tiết tính chi phí mài cho quá trình mài lỗ
STT Cgw
(VNĐ)
Cm,h
(VNĐ/h)
Cwa,h
(VNĐ/h)
td
(phút)
tw
(phút)
wpd
(phút)
aed
(mm) delta Rld
dw
(mm)
aetot
(mm)
Bgw
(mm) Srg tg
D0
(mm)
Ct,p
(VNĐ
1 230.000 230.000 138.000 2 2 0,01 0,05 0,95 4 2 0,2 30 8 6 10 439.185
2 23.000 230.000 34.500 2 30 0,01 0,15 0,95 1,2 1,11 0,2 30 8 6 40 20.793
3 23.000 230.000 34.500 2 2 0,01 0,15 0,95 4 2 0,03 30 6 8 10 61.844
4 230.000 46.000 34.500 2 2 0,01 0,15 0,95 1,2 1,11 0,03 30 8 8 10 26.565
5 230.000 46.000 138.000 0,2 2 0,01 0,05 0,65 1,2 1,11 0,03 8 6 6 10 6.529
6 230.000 230.000 34.500 0,2 2 0,07 0,15 0,95 1,2 1,11 0,2 30 6 6 40 110.483
7 23.000 230.000 34.500 2 2 0,01 0,05 0,65 4 2 0,2 8 8 6 40 389.449
8 23.000 46.000 138.000 0,2 2 0,07 0,05 0,65 1,2 2 0,2 30 8 8 10 8.584
9 230.000 46.000 34.500 0,2 2 0,07 0,05 0,95 1,2 2 0,2 8 8 8 40 71.638
10 230.000 230.000 138.000 0,2 2 0,01 0,05 0,95 1,2 2 0,2 8 6 6 40 99.131
11 23.000 46.000 34.500 2 2 0,01 0,15 0,65 4 1,11 0,2 30 6 8 40 42.561
12 230.000 46.000 138.000 0,2 30 0,07 0,15 0,65 1,2 1,11 0,03 8 6 8 40 6.249
13 23.000 230.000 34.500 0,2 30 0,01 0,05 0,65 4 1,11 0,03 30 8 8 40 31.596
14 23.000 46.000 138.000 2 2 0,01 0,15 0,65 1,2 1,11 0,03 8 8 8 40 9.901
15 23.000 46.000 34.500 2 2 0,01 0,05 0,95 4 1,11 0,03 8 8 6 10 16.036
16 23.000 46.000 34.500 2 30 0,01 0,15 0,65 1,2 2 0,03 30 8 6 10 2.486
17 230.000 230.000 138.000 0,2 30 0,07 0,15 0,95 1,2 2 0,2 8 6 8 10 22.537
18 23.000 230.000 138.000 2 2 0,01 0,15 0,95 1,2 2 0,2 8 8 8 10 37.685
19 23.000 46.000 34.500 2 2 0,07 0,05 0,65 1,2 2 0,03 30 8 8 40 7.063
20 23.000 230.000 138.000 0,2 30 0,07 0,15 0,65 4 2 0,03 8 8 8 40 83.448
21 230.000 46.000 138.000 0,2 2 0,07 0,15 0,65 4 2 0,2 8 8 6 10 212.940
22 230.000 46.000 34.500 0,2 30 0,07 0,05 0,95 4 1,11 0,03 8 6 6 10 13.786
23 23.000 46.000 34.500 0,2 30 0,01 0,05 0,95 4 2 0,2 30 8 8 10 11.953
24 230.000 46.000 34.500 0,2 30 0,01 0,15 0,95 1,2 2 0,2 8 8 6 10 13.833
25 230.000 230.000 138.000 2 30 0,07 0,05 0,65 4 2 0,03 8 6 6 10 40.134
26 23.000 230.000 138.000 0,2 30 0,01 0,05 0,65 1,2 1,11 0,2 8 6 8 40 20.636

121
STT Cgw
(VNĐ)
Cm,h
(VNĐ/h)
Cwa,h
(VNĐ/h)
td
(phút)
tw
(phút)
wpd
(phút)
aed
(mm) delta Rld
dw
(mm)
aetot
(mm)
Bgw
(mm) Srg tg
D0
(mm)
Ct,p
(VNĐ
27 230.000 230.000 34.500 2 2 0,07 0,05 0,65 4 1,11 0,03 30 6 8 40 70.159
28 230.000 46.000 34.500 2 2 0,01 0,05 0,65 1,2 1,11 0,2 8 6 6 40 14.980
29 230.000 46.000 138.000 2 30 0,01 0,05 0,65 1,2 2 0,2 30 6 8 10 7.272
30 230.000 230.000 34.500 2 30 0,01 0,15 0,65 4 1,11 0,03 30 6 6 10 17.489
31 23.000 46.000 138.000 0,2 30 0,07 0,15 0,95 4 1,11 0,2 8 8 8 10 17.970
32 23.000 46.000 34.500 2 30 0,01 0,05 0,95 1,2 2 0,2 8 6 8 40 7.713
33 23.000 230.000 138.000 0,2 2 0,07 0,15 0,65 1,2 1,11 0,2 8 6 6 10 16.163
34 23.000 46.000 138.000 2 2 0,07 0,15 0,95 4 2 0,03 30 8 6 10 91.944
35 23.000 230.000 138.000 2 30 0,07 0,15 0,65 1,2 2 0,03 30 6 8 10 9.058
36 23.000 230.000 138.000 2 30 0,01 0,15 0,95 4 1,11 0,03 8 6 6 40 65.941
37 230.000 46.000 34.500 2 2 0,07 0,05 0,95 4 2 0,2 30 6 8 10 397.523
38 23.000 230.000 138.000 2 2 0,01 0,05 0,65 1,2 2 0,03 30 6 6 40 42.277
39 230.000 230.000 34.500 2 30 0,07 0,05 0,65 1,2 2 0,2 30 8 6 10 14.444
40 230.000 230.000 138.000 0,2 2 0,07 0,15 0,95 4 1,11 0,03 8 8 6 40 316.740
41 23.000 230.000 138.000 2 2 0,07 0,05 0,95 4 1,11 0,03 8 6 8 10 40.496
42 230.000 230.000 138.000 0,2 30 0,01 0,15 0,65 4 1,11 0,2 30 6 6 40 137.902
43 230.000 46.000 34.500 2 30 0,01 0,15 0,95 4 2 0,2 30 6 6 40 102.807
44 230.000 230.000 34.500 2 2 0,01 0,15 0,65 1,2 2 0,2 30 8 8 40 57.383
45 230.000 46.000 34.500 0,2 30 0,01 0,05 0,65 1,2 2 0,03 30 6 8 40 3.945
46 23.000 46.000 138.000 0,2 2 0,07 0,15 0,95 1,2 2 0,03 8 6 6 40 22.270
47 23.000 46.000 34.500 0,2 30 0,07 0,15 0,95 1,2 1,11 0,03 30 6 8 10 1.806
48 23.000 46.000 138.000 0,2 2 0,01 0,15 0,65 4 1,11 0,03 30 6 8 10 10.613
49 230.000 230.000 138.000 2 30 0,07 0,15 0,95 4 2 0,2 30 8 8 40 221.693
50 23.000 230.000 138.000 0,2 2 0,07 0,05 0,95 1,2 1,11 0,03 30 8 8 40 14.385
51 23.000 230.000 34.500 0,2 2 0,01 0,15 0,95 1,2 2 0,03 8 8 8 40 18.809
52 23.000 46.000 138.000 0,2 30 0,01 0,15 0,65 1,2 2 0,2 30 8 6 40 24.265
53 23.000 46.000 34.500 0,2 2 0,01 0,05 0,95 1,2 1,11 0,03 30 6 6 40 4.520
54 23.000 46.000 138.000 2 30 0,01 0,15 0,65 4 2 0,2 8 6 6 10 40.251

122
STT Cgw
(VNĐ)
Cm,h
(VNĐ/h)
Cwa,h
(VNĐ/h)
td
(phút)
tw
(phút)
wpd
(phút)
aed
(mm) delta Rld
dw
(mm)
aetot
(mm)
Bgw
(mm) Srg tg
D0
(mm)
Ct,p
(VNĐ
55 230.000 230.000 34.500 0,2 30 0,07 0,15 0,95 4 2 0,03 30 8 8 10 38.779
56 23.000 230.000 138.000 0,2 2 0,01 0,05 0,65 4 2 0,03 8 8 6 10 42.543
57 230.000 46.000 138.000 0,2 2 0,07 0,05 0,95 4 2 0,03 30 6 8 40 198.562
58 23.000 46.000 34.500 2 30 0,07 0,15 0,95 4 1,11 0,03 8 8 8 40 11.127
59 230.000 230.000 34.500 0,2 30 0,07 0,05 0,65 4 2 0,2 8 6 6 40 195.540
60 23.000 230.000 138.000 0,2 30 0,07 0,05 0,95 4 2 0,2 30 6 6 10 73.974
61 23.000 46.000 34.500 2 2 0,07 0,15 0,95 1,2 2 0,2 8 6 6 10 28.946
62 230.000 230.000 138.000 0,2 30 0,01 0,05 0,95 4 1,11 0,03 8 8 8 10 18.993
63 230.000 230.000 138.000 2 30 0,01 0,15 0,65 1,2 1,11 0,2 8 8 6 10 14.189
64 23.000 230.000 34.500 0,2 30 0,07 0,15 0,65 1,2 2 0,2 30 6 8 40 23.922
65 230.000 46.000 138.000 2 2 0,07 0,05 0,95 1,2 2 0,03 8 8 8 10 39.672
66 23.000 46.000 138.000 2 30 0,07 0,05 0,65 1,2 1,11 0,03 8 8 6 10 4.398
67 23.000 46.000 138.000 2 2 0,07 0,05 0,65 4 2 0,2 8 6 8 40 180.994
68 23.000 230.000 34.500 2 30 0,01 0,05 0,65 1,2 1,11 0,03 8 6 8 10 5.379
69 230.000 46.000 34.500 2 30 0,07 0,05 0,95 1,2 1,11 0,03 30 8 6 40 4.767
70 23.000 46.000 34.500 0,2 2 0,07 0,15 0,95 4 2 0,2 30 8 6 40 171.286
71 23.000 230.000 34.500 0,2 2 0,07 0,15 0,65 4 1,11 0,03 30 8 6 10 21.826
72 23.000 46.000 34.500 0,2 30 0,07 0,05 0,65 1,2 1,11 0,2 8 8 6 40 6.401
73 230.000 46.000 34.500 2 30 0,07 0,15 0,65 1,2 1,11 0,2 8 6 8 10 3.063
74 23.000 230.000 138.000 2 30 0,01 0,05 0,65 4 1,11 0,2 30 8 8 10 31.102
75 230.000 46.000 138.000 2 30 0,01 0,15 0,95 1,2 2 0,03 8 8 6 40 16.242
76 230.000 230.000 34.500 2 30 0,07 0,15 0,95 1,2 2 0,03 8 6 8 40 16.329
77 230.000 46.000 138.000 0,2 30 0,01 0,05 0,65 4 2 0,2 8 8 8 40 92.968
78 230.000 230.000 34.500 0,2 2 0,01 0,15 0,65 4 2 0,2 8 6 8 10 121.835
79 230.000 230.000 138.000 0,2 2 0,07 0,05 0,65 4 1,11 0,2 30 6 8 10 63.250
80 23.000 230.000 138.000 2 2 0,07 0,15 0,65 4 1,11 0,2 30 8 6 40 280.699
81 23.000 46.000 138.000 0,2 30 0,07 0,05 0,65 4 1,11 0,03 30 6 6 40 31.071
82 230.000 46.000 34.500 0,2 2 0,07 0,15 0,65 1,2 2 0,03 30 6 6 10 15.262

123
STT Cgw
(VNĐ)
Cm,h
(VNĐ/h)
Cwa,h
(VNĐ/h)
td
(phút)
tw
(phút)
wpd
(phút)
aed
(mm) delta Rld
dw
(mm)
aetot
(mm)
Bgw
(mm) Srg tg
D0
(mm)
Ct,p
(VNĐ
83 230.000 230.000 34.500 0,2 2 0,01 0,05 0,95 4 2 0,03 30 8 6 40 210.810
84 230.000 46.000 34.500 2 2 0,07 0,15 0,65 4 2 0,03 8 8 6 40 121.316
85 230.000 46.000 138.000 0,2 30 0,01 0,15 0,95 4 2 0,03 30 6 6 10 38.975
86 230.000 230.000 138.000 2 2 0,07 0,15 0,95 1,2 1,11 0,03 30 6 6 10 62.906
87 230.000 46.000 34.500 2 30 0,01 0,05 0,65 4 2 0,03 8 8 8 10 6.841
88 23.000 230.000 138.000 2 30 0,07 0,05 0,95 1,2 2 0,2 8 8 6 40 50.992
89 23.000 230.000 34.500 2 30 0,07 0,05 0,95 4 2 0,03 30 6 6 40 84.557
90 23.000 230.000 34.500 0,2 2 0,07 0,05 0,95 4 1,11 0,2 8 6 8 40 97.341
91 23.000 230.000 34.500 2 30 0,07 0,15 0,65 4 2 0,2 8 8 8 10 40.768
92 23.000 46.000 34.500 0,2 2 0,07 0,05 0,65 4 2 0,03 8 6 8 10 8.913
93 230.000 230.000 138.000 2 2 0,07 0,05 0,65 1,2 1,11 0,2 8 8 8 40 42.072
94 230.000 230.000 34.500 2 30 0,01 0,05 0,95 4 1,11 0,2 8 8 8 40 76.302
95 230.000 46.000 138.000 2 30 0,07 0,05 0,95 4 1,11 0,2 8 6 6 40 89.087
96 230.000 46.000 138.000 2 30 0,07 0,15 0,65 4 1,11 0,03 30 8 8 10 9.969
97 230.000 230.000 138.000 0,2 2 0,01 0,15 0,65 1,2 2 0,03 30 8 8 10 15.887
98 230.000 46.000 138.000 2 2 0,01 0,05 0,65 4 1,11 0,03 30 8 6 40 69.961
99 23.000 46.000 138.000 2 30 0,01 0,05 0,95 4 2 0,03 30 8 8 40 40.636
100 23.000 230.000 34.500 0,2 30 0,07 0,05 0,95 1,2 2 0,03 8 8 6 10 8.098
101 230.000 230.000 34.500 2 2 0,07 0,15 0,95 4 1,11 0,2 8 8 6 10 670.527
102 230.000 230.000 34.500 0,2 30 0,01 0,15 0,65 1,2 1,11 0,03 8 8 6 40 11.552
103 230.000 46.000 34.500 0,2 30 0,07 0,15 0,65 4 1,11 0,2 30 8 8 40 23.872
104 23.000 46.000 34.500 0,2 2 0,01 0,15 0,65 1,2 1,11 0,2 8 8 8 10 3.334
105 23.000 46.000 138.000 0,2 2 0,01 0,05 0,95 4 1,11 0,2 8 8 6 40 92.735
106 230.000 46.000 34.500 0,2 2 0,01 0,15 0,95 4 1,11 0,03 8 6 8 40 121.920
107 23.000 46.000 34.500 0,2 30 0,01 0,15 0,65 4 2 0,03 8 6 6 40 26.401
108 23.000 230.000 138.000 0,2 30 0,01 0,15 0,95 1,2 1,11 0,03 30 8 6 10 8.602
109 23.000 46.000 138.000 2 2 0,01 0,05 0,95 1,2 1,11 0,2 30 6 6 10 13.280
110 230.000 46.000 138.000 0,2 2 0,01 0,15 0,95 1,2 1,11 0,2 30 8 8 40 54.683

124
STT Cgw
(VNĐ)
Cm,h
(VNĐ/h)
Cwa,h
(VNĐ/h)
td
(phút)
tw
(phút)
wpd
(phút)
aed
(mm) delta Rld
dw
(mm)
aetot
(mm)
Bgw
(mm) Srg tg
D0
(mm)
Ct,p
(VNĐ
111 230.000 230.000 34.500 2 2 0,01 0,05 0,95 1,2 2 0,03 8 6 6 10 36.127
112 230.000 230.000 138.000 2 30 0,01 0,05 0,95 1,2 1,11 0,03 30 6 8 40 12.171
113 230.000 46.000 34.500 0,2 2 0,01 0,05 0,65 4 1,11 0,2 30 8 6 10 33.537
114 23.000 230.000 138.000 0,2 2 0,01 0,15 0,95 4 2 0,2 30 6 8 40 252.174
115 230.000 46.000 138.000 2 2 0,07 0,15 0,65 1,2 2 0,2 30 6 6 40 69.569
116 23.000 230.000 34.500 2 2 0,07 0,15 0,65 1,2 1,11 0,03 8 6 6 40 19.161
117 230.000 230.000 138.000 0,2 30 0,07 0,05 0,65 1,2 2 0,03 30 8 6 40 24.516
118 230.000 230.000 34.500 0,2 30 0,01 0,05 0,95 1,2 1,11 0,2 30 6 8 10 8.339
119 23.000 230.000 34.500 0,2 30 0,01 0,15 0,95 4 1,11 0,2 8 6 6 10 32.895
120 23.000 46.000 34.500 2 30 0,07 0,05 0,65 4 1,11 0,2 30 6 6 10 9.726
121 23.000 230.000 34.500 0,2 2 0,01 0,05 0,65 1,2 2 0,2 30 6 6 10 14.509
122 23.000 46.000 138.000 0,2 30 0,01 0,05 0,95 1,2 2 0,03 8 6 8 10 4.483
123 230.000 230.000 34.500 0,2 2 0,07 0,05 0,65 1,2 1,11 0,03 8 8 8 10 8.456
124 230.000 46.000 138.000 0,2 30 0,07 0,05 0,95 1,2 1,11 0,2 30 8 6 10 10.315
125 23.000 46.000 138.000 2 30 0,07 0,15 0,95 1,2 1,11 0,2 30 6 8 40 10.505
126 23.000 230.000 34.500 2 2 0,07 0,05 0,95 1,2 1,11 0,2 30 8 8 10 16.328
127 230.000 46.000 138.000 2 2 0,01 0,15 0,95 4 1,11 0,2 8 6 8 10 312.010
128 230.000 230.000 138.000 2 2 0,01 0,15 0,65 4 2 0,03 8 6 8 40 190.023

125
Bảng PL2. Bảng chi tiết đường kính tối ưu khi thay đá
STT D0
(mm)
Bgw
(mm)
aed
(mm) tg
tw
(phút)
wpd
(mm)
Cm,h
(VNĐ/h)
Cwah
(VNĐ/h)
Cgw
(VNĐ) Rld
De,op
(mm)
1 40 8 0,15 6 30 0,07 230.000 34.500 230.000 1,2 28,0
2 10 8 0,15 6 30 0,07 230.000 138.000 230.000 4 5,6
3 40 8 0,15 6 2 0,07 230.000 34.500 23.000 1,2 27,7
4 10 8 0,05 8 2 0,01 230.000 34.500 23.000 1,2 5,8
5 40 8 0,15 8 30 0,01 230.000 34.500 23.000 1,2 35,0
6 40 8 0,05 6 30 0,01 46.000 34.500 23.000 1,2 33,8
7 10 8 0,15 6 2 0,07 230.000 138.000 23.000 4 5,3
8 40 30 0,05 8 30 0,01 46.000 138.000 23.000 4 35,5
9 10 8 0,05 6 2 0,07 46.000 138.000 230.000 1,2 2,6
10 40 30 0,05 6 30 0,07 230.000 34.500 230.000 4 30,2
11 10 8 0,15 8 30 0,01 230.000 138.000 23.000 4 7,9
12 40 8 0,05 8 30 0,01 46.000 34.500 230.000 4 24,6
13 40 8 0,15 8 2 0,01 230.000 34.500 230.000 1,2 16,3
14 40 8 0,05 8 2 0,07 46.000 34.500 23.000 1,2 25,3
15 10 8 0,05 8 2 0,07 46.000 138.000 23.000 4 5,4
16 10 8 0,05 6 2 0,01 230.000 34.500 230.000 4 3,0
17 10 30 0,15 6 30 0,07 230.000 34.500 23.000 4 7,7
18 10 30 0,15 6 30 0,01 230.000 34.500 23.000 1,2 7,7
19 10 30 0,15 8 2 0,01 230.000 34.500 23.000 4 5,0
20 40 30 0,05 8 2 0,01 46.000 138.000 230.000 4 17,2
21 10 30 0,05 8 2 0,07 230.000 138.000 230.000 4 3,3
22 40 8 0,05 8 2 0,01 46.000 34.500 23.000 4 25,3
23 40 30 0,15 8 2 0,07 230.000 138.000 23.000 4 28,7
24 40 30 0,15 6 2 0,01 46.000 34.500 230.000 4 10,6
25 10 8 0,05 8 30 0,01 230.000 34.500 230.000 1,2 5,8
26 10 8 0,05 6 30 0,07 230.000 34.500 23.000 1,2 8,1
27 40 8 0,15 6 30 0,07 46.000 138.000 230.000 1,2 26,2
28 10 30 0,15 8 30 0,07 46.000 138.000 230.000 1,2 4,6
29 10 8 0,15 6 2 0,01 46.000 34.500 23.000 1,2 3,6
30 10 8 0,15 6 30 0,07 46.000 34.500 230.000 4 3,4
31 40 30 0,15 6 2 0,01 230.000 138.000 230.000 4 18,1
32 10 30 0,05 6 30 0,01 230.000 138.000 230.000 4 6,3
33 40 8 0,15 6 30 0,01 46.000 138.000 230.000 4 26,2
34 10 30 0,15 6 2 0,07 46.000 138.000 230.000 4 2,2
35 10 30 0,05 6 2 0,01 46.000 34.500 23.000 4 4,3
36 10 30 0,05 6 30 0,01 46.000 34.500 230.000 4 4,1
37 40 8 0,05 8 30 0,01 230.000 138.000 230.000 4 31,5

126
STT D0
(mm)
Bgw
(mm)
aed
(mm) tg
tw
(phút)
wpd
(mm)
Cm,h
(VNĐ/h)
Cwah
(VNĐ/h)
Cgw
(VNĐ) Rld
De,op
(mm)
38 40 8 0,15 8 2 0,07 46.000 138.000 230.000 4 14,4
39 10 8 0,05 8 2 0,01 46.000 138.000 23.000 1,2 5,4
40 10 30 0,15 8 30 0,01 230.000 34.500 230.000 4 5,1
41 40 8 0,05 8 30 0,07 230.000 138.000 230.000 1,2 31,5
42 40 30 0,15 6 2 0,07 46.000 34.500 230.000 1,2 10,6
43 10 8 0,05 8 30 0,01 46.000 138.000 230.000 1,2 5,3
44 10 30 0,15 8 30 0,07 230.000 34.500 230.000 1,2 5,1
45 40 30 0,15 8 30 0,07 230.000 138.000 230.000 4 29,4
46 40 30 0,05 8 30 0,07 230.000 34.500 23.000 1,2 36,0
47 10 8 0,15 8 2 0,07 230.000 138.000 230.000 1,2 2,7
48 10 8 0,15 8 2 0,01 46.000 34.500 230.000 4 2,0
49 10 30 0,05 8 30 0,07 46.000 34.500 23.000 4 7,2
50 10 8 0,15 6 30 0,01 230.000 138.000 230.000 1,2 5,6
51 40 30 0,05 6 2 0,01 46.000 138.000 23.000 1,2 28,8
52 10 8 0,05 6 30 0,01 46.000 138.000 23.000 4 7,9
53 10 8 0,05 8 30 0,07 46.000 138.000 230.000 4 5,3
54 40 8 0,15 6 30 0,01 230.000 34.500 230.000 4 28,0
55 40 30 0,05 6 30 0,01 230.000 34.500 230.000 1,2 30,2
56 40 8 0,15 8 30 0,07 230.000 34.500 23.000 4 35,0
57 10 8 0,15 8 2 0,01 230.000 138.000 230.000 4 2,7
58 10 30 0,15 8 2 0,01 46.000 138.000 23.000 4 4,6
59 40 8 0,05 6 30 0,07 230.000 138.000 23.000 4 36,4
60 10 30 0,15 8 2 0,07 46.000 138.000 23.000 1,2 4,6
61 40 8 0,05 6 2 0,07 46.000 34.500 230.000 4 12,8
62 40 30 0,05 8 2 0,01 230.000 34.500 230.000 4 19,3
63 10 8 0,15 8 30 0,01 46.000 34.500 23.000 4 6,6
64 10 8 0,15 6 30 0,01 46.000 34.500 230.000 1,2 3,4
65 40 8 0,05 6 2 0,01 230.000 138.000 230.000 1,2 21,2
66 10 30 0,15 8 30 0,01 46.000 138.000 230.000 4 4,6
67 10 8 0,05 6 2 0,01 46.000 138.000 230.000 4 2,6
68 10 30 0,05 6 30 0,07 46.000 34.500 230.000 1,2 4,1
69 40 30 0,15 8 2 0,01 46.000 34.500 23.000 1,2 22,4
70 10 30 0,05 8 30 0,07 230.000 138.000 23.000 4 8,3
71 40 8 0,05 8 30 0,07 46.000 34.500 230.000 1,2 24,6
72 40 8 0,15 6 2 0,07 46.000 138.000 23.000 1,2 26,3
73 40 30 0,15 6 30 0,07 46.000 34.500 23.000 1,2 32,2
74 40 30 0,05 8 2 0,07 230.000 34.500 230.000 1,2 19,3
75 40 8 0,15 8 30 0,01 46.000 138.000 23.000 1,2 34,3
76 40 8 0,05 8 2 0,07 230.000 138.000 23.000 1,2 30,9

127
STT D0
(mm)
Bgw
(mm)
aed
(mm) tg
tw
(phút)
wpd
(mm)
Cm,h
(VNĐ/h)
Cwah
(VNĐ/h)
Cgw
(VNĐ) Rld
De,op
(mm)
77 10 30 0,15 6 30 0,01 46.000 138.000 23.000 1,2 7,4
78 10 30 0,15 6 30 0,07 46.000 138.000 23.000 4 7,4
79 10 30 0,05 6 2 0,07 46.000 34.500 23.000 1,2 4,3
80 10 30 0,15 6 2 0,07 230.000 34.500 230.000 4 2,5
81 40 8 0,15 6 2 0,01 230.000 34.500 23.000 4 27,7
82 40 30 0,05 6 2 0,07 46.000 138.000 23.000 4 28,8
83 40 30 0,15 8 30 0,01 230.000 138.000 230.000 1,2 29,4
84 40 30 0,05 6 2 0,07 230.000 34.500 23.000 4 30,0
85 40 30 0,15 8 30 0,01 46.000 34.500 230.000 1,2 21,7
86 10 8 0,05 6 30 0,07 46.000 138.000 23.000 1,2 7,9
87 10 8 0,15 8 30 0,07 230.000 138.000 23.000 1,2 7,9
88 40 30 0,05 6 2 0,01 230.000 34.500 23.000 1,2 30,0
89 10 30 0,05 8 2 0,01 230.000 138.000 230.000 1,2 3,3
90 40 8 0,15 8 30 0,07 46.000 138.000 23.000 4 34,3
91 40 30 0,15 6 2 0,07 230.000 138.000 230.000 1,2 18,1
92 40 30 0,15 8 30 0,07 46.000 34.500 230.000 4 21,7
93 40 30 0,05 6 30 0,01 46.000 138.000 230.000 1,2 28,7
94 10 8 0,15 6 2 0,07 46.000 34.500 23.000 4 3,6
95 40 30 0,15 8 2 0,01 230.000 138.000 23.000 1,2 28,7
96 10 8 0,15 6 2 0,01 230.000 138.000 23.000 1,2 5,3
97 10 30 0,15 6 2 0,01 46.000 138.000 230.000 1,2 2,2
98 10 8 0,05 6 2 0,07 230.000 34.500 230.000 1,2 3,0
99 40 8 0,05 6 30 0,01 230.000 138.000 23.000 1,2 36,4
100 40 8 0,05 6 2 0,07 230.000 138.000 230.000 4 21,2
101 10 8 0,05 8 2 0,07 230.000 34.500 23.000 4 5,8
102 40 8 0,15 8 2 0,07 230.000 34.500 230.000 4 16,3
103 10 30 0,05 6 30 0,07 230.000 138.000 230.000 1,2 6,3
104 40 30 0,15 6 30 0,01 46.000 34.500 23.000 4 32,2
105 10 8 0,05 8 30 0,07 230.000 34.500 230.000 4 5,8
106 10 30 0,05 6 2 0,07 230.000 138.000 23.000 1,2 6,1
107 40 8 0,05 8 2 0,01 230.000 138.000 23.000 4 30,9
108 40 30 0,05 6 30 0,07 46.000 138.000 230.000 4 28,7
109 40 30 0,15 6 30 0,01 230.000 138.000 23.000 4 35,5
110 10 30 0,15 8 2 0,07 230.000 34.500 23.000 1,2 5,0
111 40 8 0,05 6 2 0,01 46.000 34.500 230.000 1,2 12,8
112 40 8 0,15 8 2 0,01 46.000 138.000 230.000 1,2 14,4
113 10 30 0,05 8 2 0,01 46.000 34.500 230.000 1,2 2,0
114 10 30 0,05 8 30 0,01 230.000 138.000 23.000 1,2 8,3
115 40 30 0,15 8 2 0,07 46.000 34.500 23.000 4 22,4

128
STT D0
(mm)
Bgw
(mm)
aed
(mm) tg
tw
(phút)
wpd
(mm)
Cm,h
(VNĐ/h)
Cwah
(VNĐ/h)
Cgw
(VNĐ) Rld
De,op
(mm)
116 10 30 0,15 6 2 0,01 230.000 34.500 230.000 1,2 2,5
117 10 30 0,05 6 2 0,01 230.000 138.000 23.000 4 6,1
118 10 8 0,15 8 30 0,07 46.000 34.500 23.000 1,2 6,6
119 10 8 0,15 8 2 0,07 46.000 34.500 230.000 1,2 2,0
120 10 30 0,05 8 30 0,01 46.000 34.500 23.000 1,2 7,2
121 40 30 0,15 6 30 0,07 230.000 138.000 23.000 1,2 35,5
122 40 30 0,05 8 30 0,07 46.000 138.000 23.000 1,2 35,5
123 40 8 0,15 6 2 0,01 46.000 138.000 23.000 4 26,3
124 40 8 0,05 6 30 0,07 46.000 34.500 23.000 4 33,8
125 10 30 0,05 8 2 0,07 46.000 34.500 230.000 4 2,0
126 40 30 0,05 8 2 0,07 46.000 138.000 230.000 1,2 17,2
127 40 30 0,05 8 30 0,01 230.000 34.500 23.000 4 36,0
128 10 8 0,05 6 30 0,01 230.000 34.500 23.000 4 8,1





























