Embed Size (px)
Citation preview
1
บทท� 1
บทนา
1.1 ความเปนมาและความสาคญของปญหา
เคร�องจกร CNC เปนเคร�องจกรท�พฒนามาจากเคร�องจกร NC เคร�องจกร NC เคร�องแรกถกสรางข'นไมนานหลงจากสงครามโลกคร' งท�สองส'นสดลง ในขณะน'นบรษทพารสนส เวอรกของนายจอรน พารสนส (John Parsons) เปนบรษทท�สามารถผลตใบพดเฮลคอบเตอรไดเท�ยงตรงและรวดเรว โดยใชเทคนคการผลต ดวยตวเลข (by-the-number) ผลตเทมเพรท เทคนคการผลตดวยตวเลขคอการใชเคร�องกดเจาะรตามตาแหนงท�กาหนดไวเปนรปรางท�ตองการคราวๆ จากน'นจงใชคนแตงละเอยดอกคร' ง นายบล สตอท (Bill Stout) วศวกรของบรษทพารสนส เวอรกไดพฒนาเทคนคน' โดยเขยนชดคาส�งใหคอมพวเตอรท�ใชในงานดานบญชในขณะน'นคานวณเพ�มจดเจาะจาก NO จดเปน PQQ จดและใชคนงานสองคนบงคบแกนของเคร�องกดคนละแกนใหเคล�อนท�ไปตามตารางท�สรางข'นเพ�อเจาะรตามตาแหนงท'งPQQจด ดวยวธน' เองท�ทาใหเวลาท�ใชในการแตงละเอยดแผนเทมเพรทลดลงอยางมากและแผนเทมเพรทท�ไดกมความเท�ยงตรงสง ขอเสยของเคร�องCNCกคอ คาบารงซอมแซมคอนขางสง การซอมแซมมความซบซอนอยมาก เพราะมท'ง ฮารดแวร และ ซอฟตแวร รวมถงคอมพวเตอรและอปกรณไฟฟา อเลคโทรนกส ตองใชชางผชานาญการในการซอมแซมเทาน'นและ คอนโทรลเลอร เปนภาษาองกฤษ ชางตองเรยนรและมการฝกอบรมการใชเคร�องและการเขยนโปรแกรมกอนเร�มใชเคร�องเพราะไมเชนน'นจะไมสามารถใชเคร�องได
1.2 วตถประสงคของโครงงาน 1.2.1 เพ�อศกษาข'นตอนการทางานของเคร�องกด CNC 1.2.2 เพ�อใหสามารถเขยนโปรแกรมควบคมเคร�องกด CNC ได
1.3 ขอบเขตของโครงงาน 1.3.1 ศกษาข'นตอนการทางานของเคร�องกด CNC เพ�อทาคมอการใชงานประจาเคร�อง
HYUNDAI 1.3.2 เขยนโปรแกรมครบคมเคร�องกด CNC โดยใช G-code เพ�อกดช'นสวนกลอนบานสวง
2
1.4 ข'นตอนการปฏบตงาน 1.4.1 รวบรวมขอมลของโครงงาน โดยการศกษา สารวจ และวเคราะหความตองการ ขอมลในการจดทาโครงงาน 1.4.2 วเคราะหระบบงาน ดาเนนการวเคราะหขอมล เม�อผานข'นตอนการศกษาขอมลตางๆแลว กเร� มเขาสการวเคราะหระบบ โดยเร�มต'งแตการรวบรวมขอมลตางๆ นามาเขยนรายงานการทางานของระบบ 1.4.3 ออกแบบระบบงาน ดาเนนการออกแบบกระบวนการของระบบงาน และ ขอเขตของระบบงานท�มขอมลเก�ยวของโดยตรงกบโครงงานอยางคราวๆ 1.4.4 เรยบเรยง และตรวจสอบระบบงาน ดาเนนการเรยบเรยง ปรบปรง ขอบกพรองตางๆของระบบงาน และตรวจสอบระบบงาน 1.4.5 จดทาเอกสารประกอบ ดาเนนการจดทาเอกสารประกอบโครงงาน โดยการนาขอมลจากการท�ไดออกแบบ วเคราะห และตรวจสอบ มาสรปจดทาเอกสารประกอบ ระยะเวลาการดาเนนงาน
ตารางท� 1.1 แสดงระยะเวลาการดาเนนงาน
ข'นตอนการดาเนนงาน ม.ค. fO เม.ษ. fO พ.ค. fO ม.ย. fO
N. รวบรวมขอมล
P. วเคราะหระบบ
g. ออกแบบระบบ
h. เรยบเรยงและตรวจสอบ
f. จดทาเอกสารประกอบ
1.5 ประโยชนท�คาดวาจะไดรบ 1.5.1 สามารถเพ�มประสทธภาพในการทางานของเคร�องจกร 1.5.2 เพ�มความร ความเขาใจใหแกผปฏบตงานใหทางานไดอยางถกตอง 1.5.3 เพ�มความเขาใจในการใช G - Code ไดอยางถกตอง
3
บทท� 2
ทฤษฎและหลกการท�เก�ยวของกบใชเคร�อง CNC
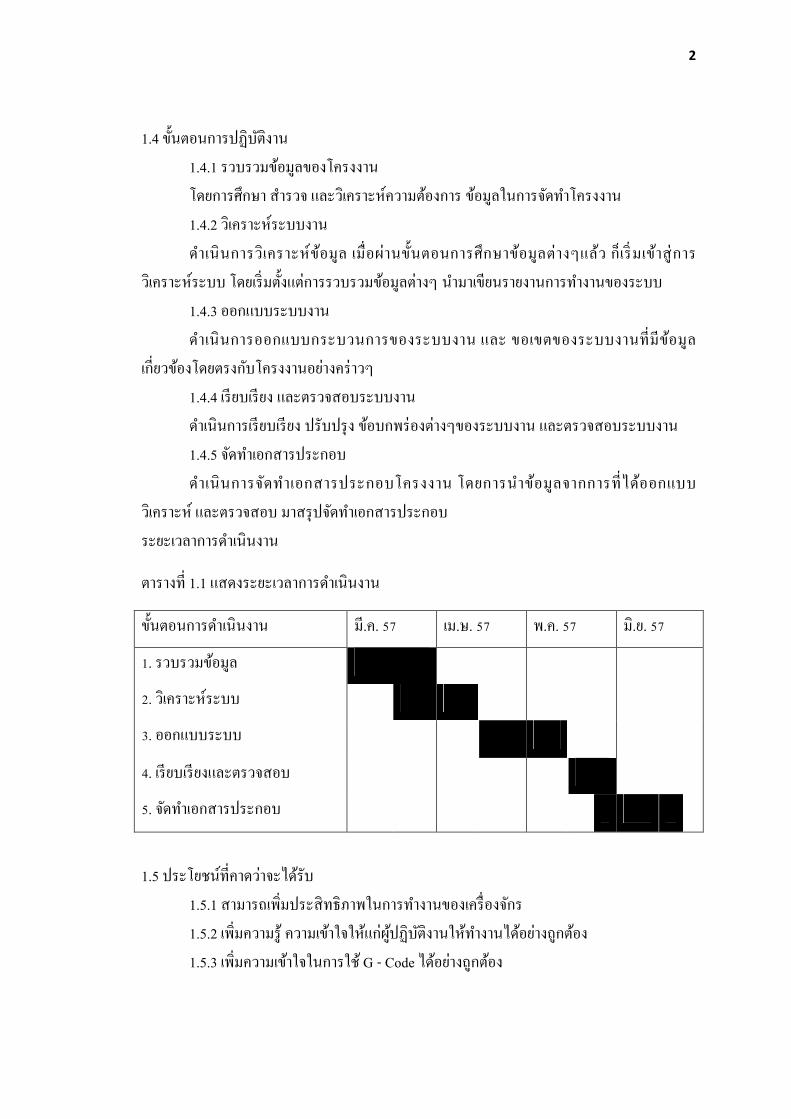
2.1 หลกการทางาน เคร�องกด CNC เปนเคร�องจกรกลท�พฒนามาระบบมาจากเคร�อง NC (Numerical Control) กลาวคอ เปนการนาเอาระบบคอมพวเตอรมาควบคมการทางานของเคร� อง Computerized Numerical Control หรอส�งใหเคร�องทางานโดยอาศยโปรแกรมหรอคาส�ง(M & G Code) ท�เขยนข'นมาผานชดควบคมการทางานของเคร�อง (Controller) เพ�อบงคบแนวแกนการเคล�อนท�ของเคร�องใหเดนไปตามโปรแกรมท�เขยนไวอยางตอเน�องต'งแตเร�มตนจนส'นสดกระบวนการทางานโดยมเพลาหมน (Spindle) จบยดเคร�องมอตด (Cutting Tool) อย ในแนวต'ง (Vertical) หรอแนวนอน (Horizontal) กไดซ� งเหมาะกบการผลตช'นงานจานวนมาก (Mass Production) และงานท�ตองการความเท�ยงตรงสงๆ
รปท� 2.1 เคร�องกด CNC แบบเพลาหมนแนวต'ง
4
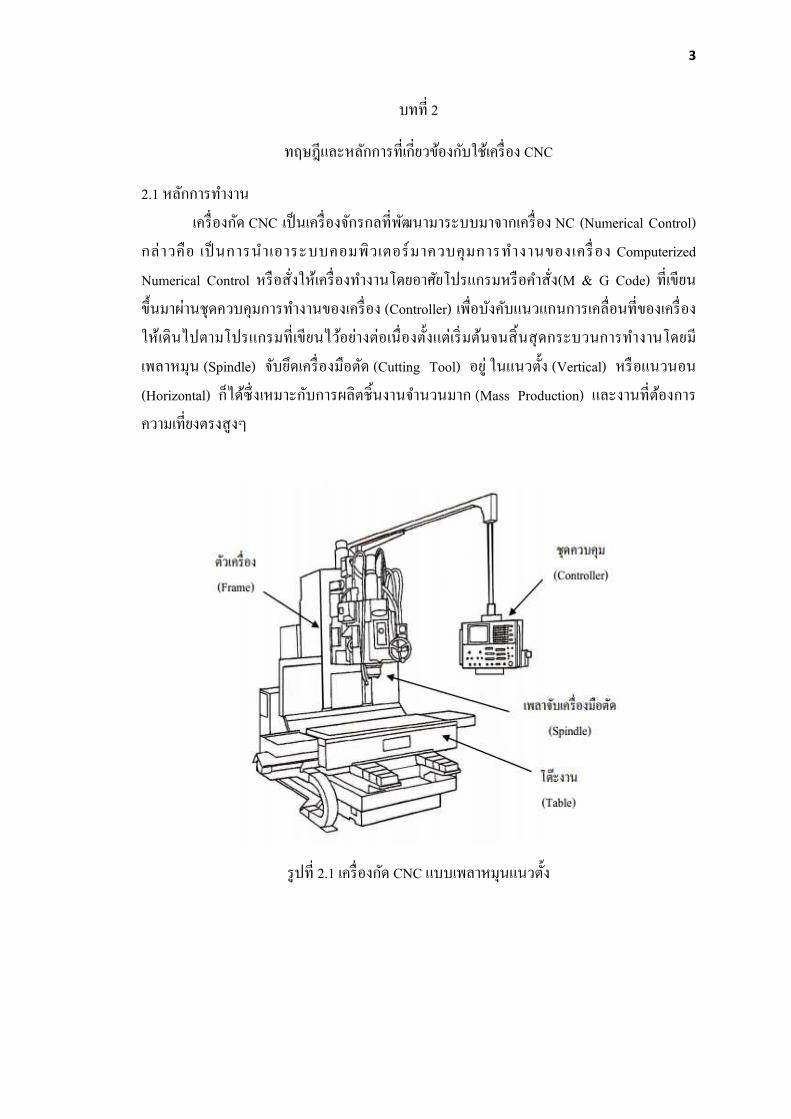
รปท� 2.2 เคร�องกด CNC แบบเพลาหมนแนวนอน
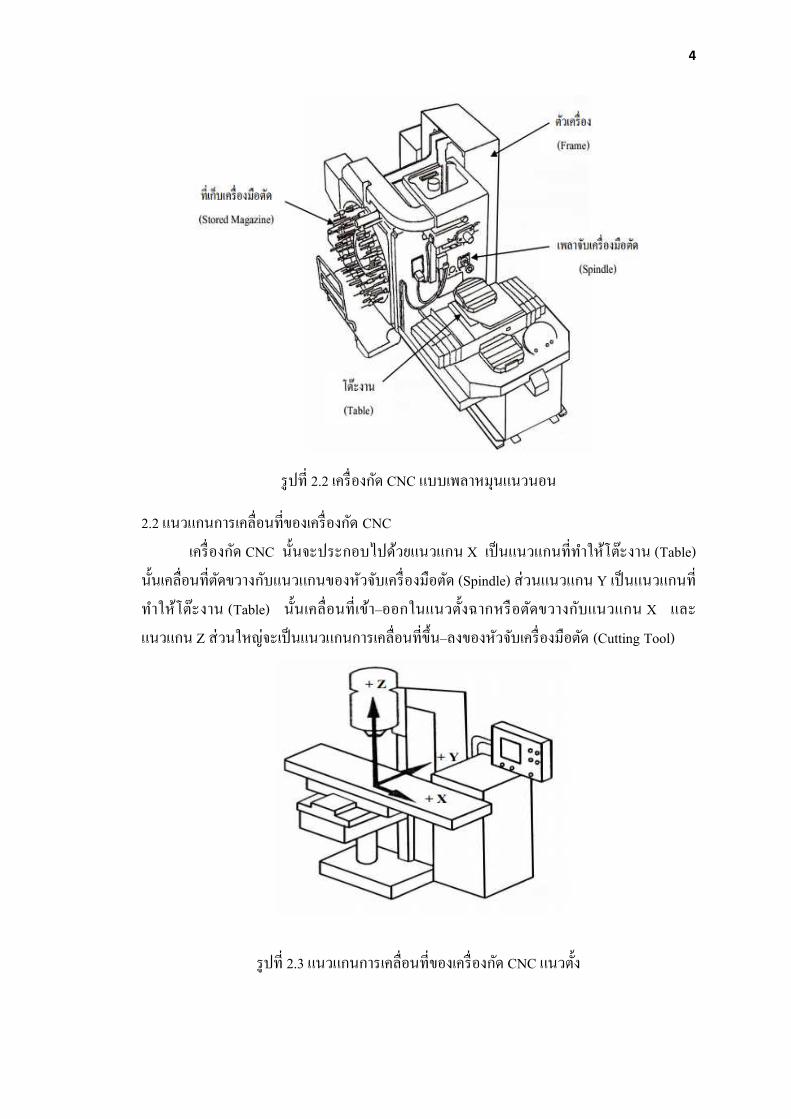
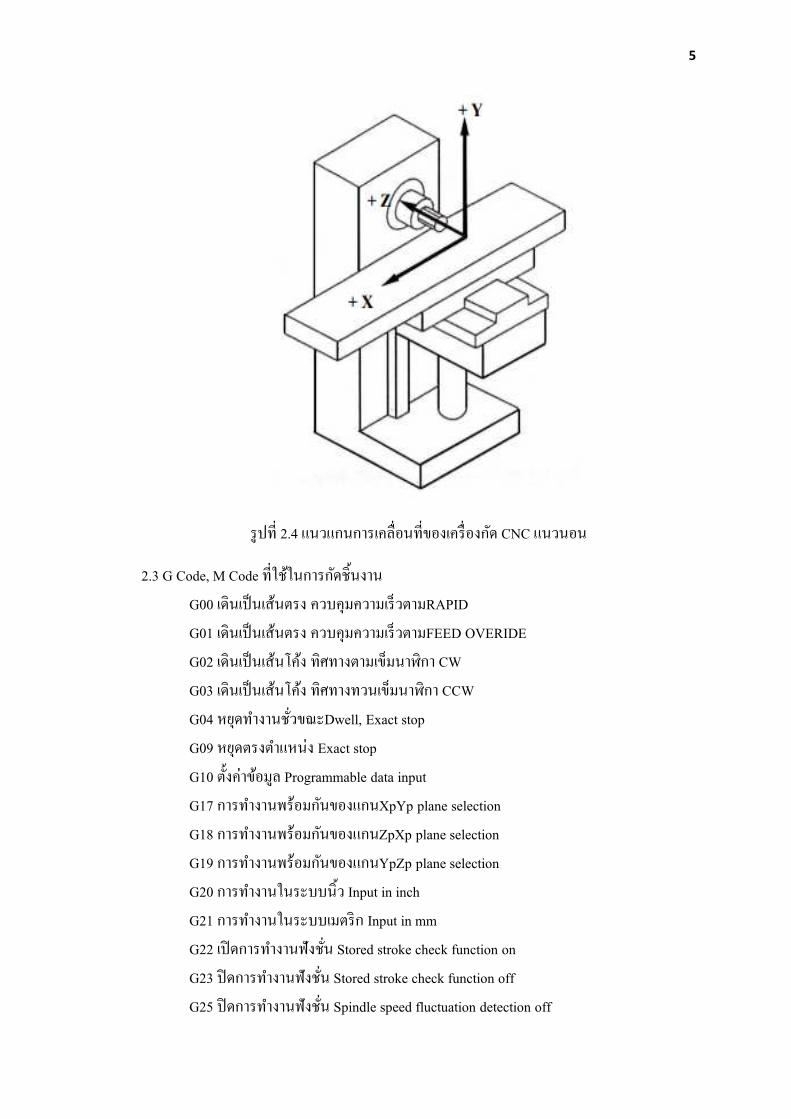
2.2 แนวแกนการเคล�อนท�ของเคร�องกด CNC เคร�องกด CNC น'นจะประกอบไปดวยแนวแกน X เปนแนวแกนท�ทาใหโตะงาน (Table) น'นเคล�อนท�ตดขวางกบแนวแกนของหวจบเคร�องมอตด (Spindle) สวนแนวแกน Y เปนแนวแกนท�ทาใหโตะงาน (Table) น'นเคล�อนท�เขา–ออกในแนวต'งฉากหรอตดขวางกบแนวแกน X และแนวแกน Z สวนใหญจะเปนแนวแกนการเคล�อนท�ข'น–ลงของหวจบเคร�องมอตด (Cutting Tool)
รปท� 2.3 แนวแกนการเคล�อนท�ของเคร�องกด CNC แนวต'ง
5
รปท� 2.4 แนวแกนการเคล�อนท�ของเคร�องกด CNC แนวนอน
2.3 G Code, M Code ท�ใชในการกดช'นงาน G00 เดนเปนเสนตรง ควบคมความเรวตามRAPID
G01 เดนเปนเสนตรง ควบคมความเรวตามFEED OVERIDE G02 เดนเปนเสนโคง ทศทางตามเขมนาฬกา CW G03 เดนเปนเสนโคง ทศทางทวนเขมนาฬกา CCW G04 หยดทางานช�วขณะDwell, Exact stop G09 หยดตรงตาแหนง Exact stop G10 ต'งคาขอมล Programmable data input G17 การทางานพรอมกนของแกนXpYp plane selection G18 การทางานพรอมกนของแกนZpXp plane selection G19 การทางานพรอมกนของแกนYpZp plane selection G20 การทางานในระบบน'ว Input in inch G21 การทางานในระบบเมตรก Input in mm G22 เปดการทางานฟงช�น Stored stroke check function on G23 ปดการทางานฟงช�น Stored stroke check function off
G25 ปดการทางานฟงช�น Spindle speed fluctuation detection off
6
G26 เปดการทางานฟงช�น Spindle speed fluctuation detection on G27 ตรวจสอบการเล�อนกลบตาแหนงอางอง Reference position G28 เล�อนกลบตาแหนงอางอง Automatic return to reference position G29 เล�อนออกจากตาแหนงอางอง Automatic return from reference position G30 เล�อนกลบตาแหนงอางองท� 2nd, 3rd and 4th G40 ยกเลกคาส�ง G41 G42 G41 ชดเชยคารศมของมดตดทางดานซาย (มดตดอยดานซายของทศทางการเดน) G42 ชดเชยคารศมของมดตดทางดานขวา (มดตดอยดานขวาของทศทางการเดน) G43 คาความยาวของมดตด เปนบวก G44 คาความยาวของมดตด เปนบวก G45 เพ�มคารศมของมดตด Tool offset increase G46 ลดคารศมของมดตด Tool offset decrease G47 เพ�มคารศมของมดตด2เทา Tool offset double increase G48 ลดคารศมของมดตด2เทา Tool offset double decrease G49 ยกเลกคาความยาวของมดตด Tool length G50 ยกเลกมาตราสวน Scaling cancel G51 กาหนดมาตราสวน Scaling G52 การต'งระบบ Local coordinate system setting G53 เลอกMachine coordinate system selection G54 คา X0 Y0 Z0 ของงานตวท�1 G55 คา X0 Y0 Z0 ของงานตวท�2 G56 คา X0 Y0 Z0 ของงานตวท�3 G57 คา X0 Y0 Z0 ของงานตวท�4 G58 คา X0 Y0 Z0 ของงานตวท�5 G59 คา X0 Y0 Z0 ของงานตวท�6 G73 การเจาะแบบหกเศษ Peck drilling cycle G80 ยกเลกงานเจาะ G81 การเจาะแบบลงท�เดยว Drilling cycle G82 การเจาะ Drilling cycle or counter boring cycle G83 การเจาะแบบคลายเศษ Peck drilling cycle G90 คาส�งโดยคดจากจด อางองAbsolute command G91 คาส�งโดยคดจากจดท� อยคร' งสดทาย Increment command

7
G92 การเปล�ยนจดศนยของงานท�ใชอางอง G98 การเล�อนกลบสตาแหนง Z+ ตวสดทาย G99 การเล�อนกลบสตาแหนง R M00 Program Stop หยดการทางานของโปรแกรม M01 Option Stop หยดการทางานช�วคราว (ตองกดปม Option Stop ท�เคร�องดวย) M03 หมนหว Spindle ตามเขมนาฬกา M04 หมนหว Spindle ทวนเขมนาฬกา M05 ปดหว M06 เปล�ยนหว M08 เปดน'าหลอเยน M09 ปดน'าหลอเยน M30 จบการทางานของโปรแกรม M�Q หมนโตะ
2.4 การคานวณหาความเรวรอบ ( Spindle Speed ) รอบ/นาท
Vc ท�ใชในการคานวณ เมตร/นาท Vc สแตนเลส คอ 15 ถง 18 Vc สแตนเลสหลอ คอ 12 ถง 15 Vc เหลก คอ 20 ถง 25 Vc เหลกหลอ คอ 25 ถง 30 D เสนผานศนยกลางช'นงาน
2.5 การหาความเรวในการกดช'นงาน ( Feed ) มม./นาท
N คอ จานวนฟนของมดกด S คอ ความเรวรอบ
8
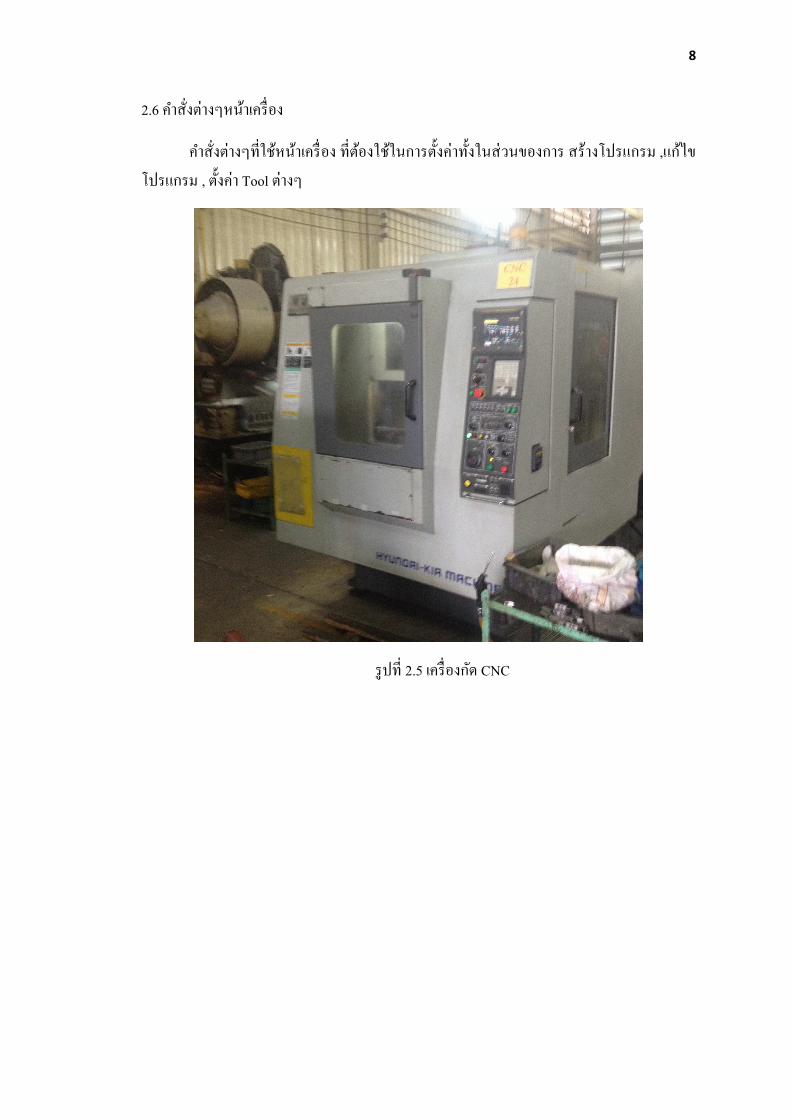
2.6 คาส�งตางๆหนาเคร�อง
คาส�งตางๆท�ใชหนาเคร�อง ท�ตองใชในการต'งคาท'งในสวนของการ สรางโปรแกรม ,แกไขโปรแกรม , ต'งคา Tool ตางๆ
รปท� 2.5 เคร�องกด CNC
9
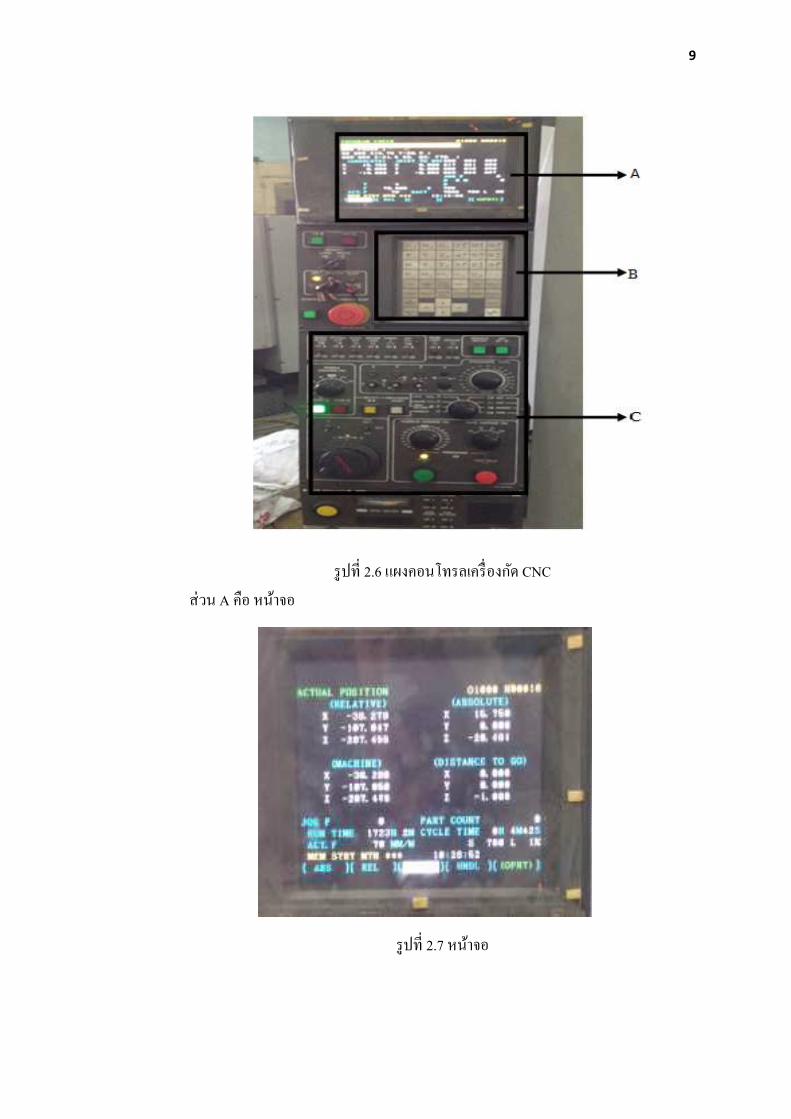
รปท� 2.6 แผงคอนโทรลเคร�องกด CNC สวน A คอ หนาจอ
รปท� 2.7 หนาจอ
10
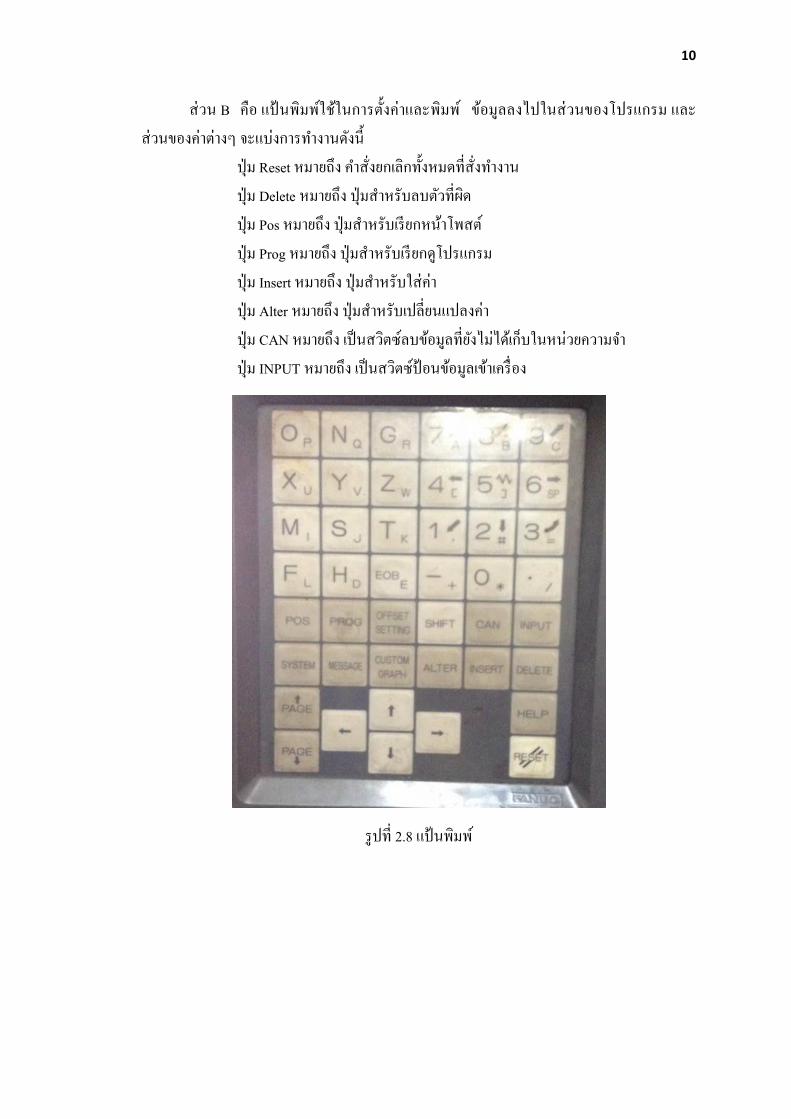
สวน B คอ แปนพมพใชในการต'งคาและพมพ ขอมลลงไปในสวนของโปรแกรม และสวนของคาตางๆ จะแบงการทางานดงน'
ปม Reset หมายถง คาส�งยกเลกท'งหมดท�ส�งทางาน ปม Delete หมายถง ปมสาหรบลบตวท�ผด ปม Pos หมายถง ปมสาหรบเรยกหนาโพสต ปม Prog หมายถง ปมสาหรบเรยกดโปรแกรม ปม Insert หมายถง ปมสาหรบใสคา ปม Alter หมายถง ปมสาหรบเปล�ยนแปลงคา ปม CAN หมายถง เปนสวตซลบขอมลท�ยงไมไดเกบในหนวยความจา ปม INPUT หมายถง เปนสวตซปอนขอมลเขาเคร�อง
รปท� 2.8 แปนพมพ
11
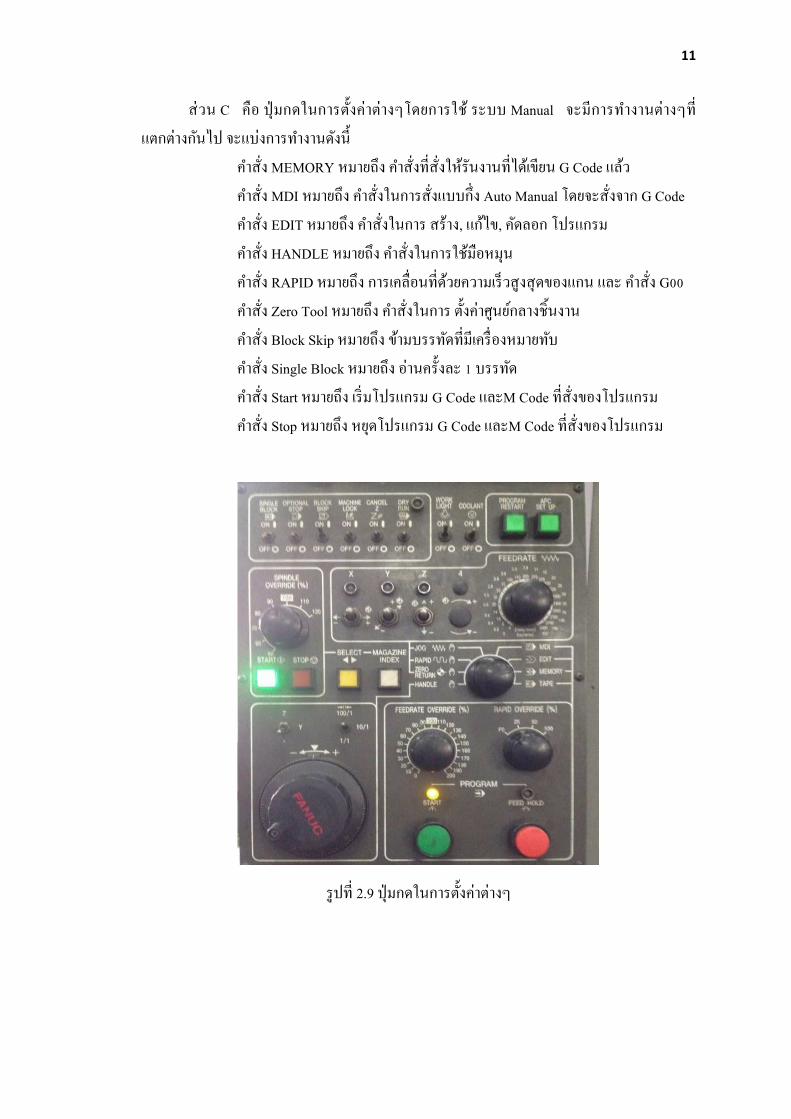
สวน C คอ ปมกดในการต'งคาตางๆโดยการใช ระบบ Manual จะมการทางานตางๆท�แตกตางกนไป จะแบงการทางานดงน'
คาส�ง MEMORY หมายถง คาส�งท�ส�งใหรนงานท�ไดเขยน G Code แลว คาส�ง MDI หมายถง คาส�งในการส�งแบบก�ง Auto Manual โดยจะส�งจาก G Code คาส�ง EDIT หมายถง คาส�งในการ สราง, แกไข, คดลอก โปรแกรม คาส�ง HANDLE หมายถง คาส�งในการใชมอหมน คาส�ง RAPID หมายถง การเคล�อนท�ดวยความเรวสงสดของแกน และ คาส�ง GQQ คาส�ง Zero Tool หมายถง คาส�งในการ ต'งคาศนยกลางช'นงาน คาส�ง Block Skip หมายถง ขามบรรทดท�มเคร�องหมายทบ คาส�ง Single Block หมายถง อานคร' งละ N บรรทด คาส�ง Start หมายถง เร�มโปรแกรม G Code และM Code ท�ส�งของโปรแกรม คาส�ง Stop หมายถง หยดโปรแกรม G Code และM Code ท�ส�งของโปรแกรม
รปท� 2.9 ปมกดในการต'งคาตางๆ
12
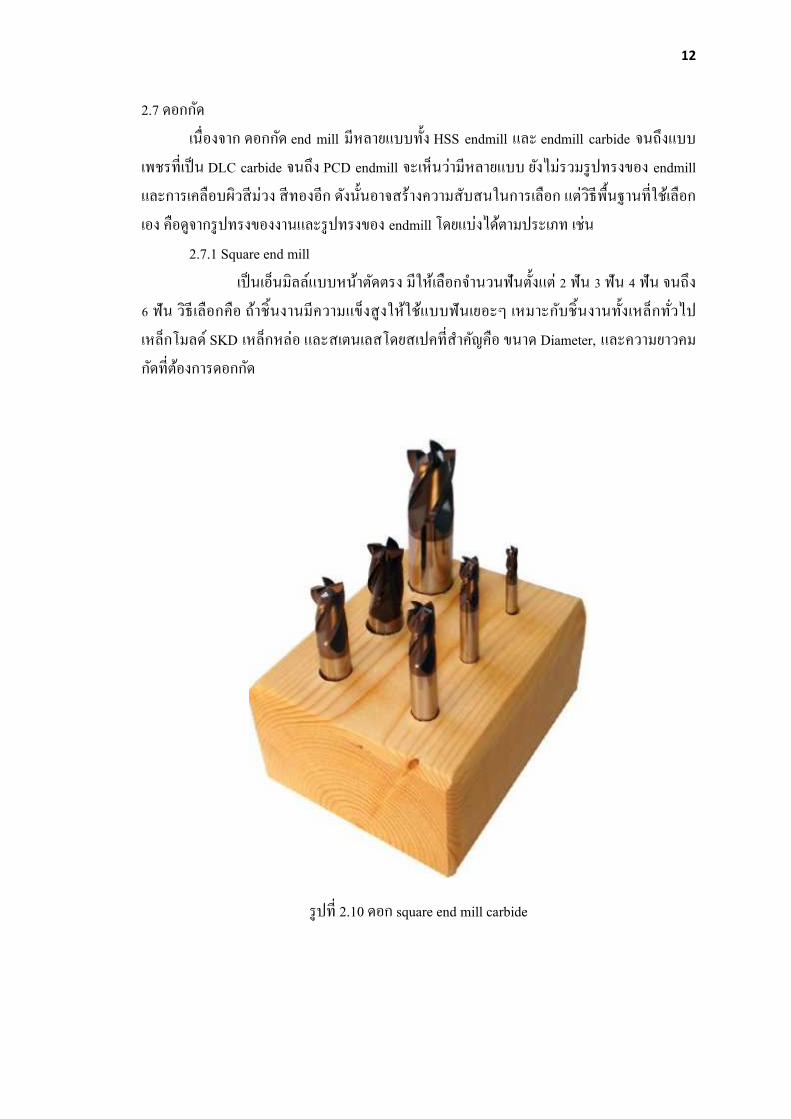
2.7 ดอกกด เน�องจาก ดอกกด end mill มหลายแบบท'ง HSS endmill และ endmill carbide จนถงแบบเพชรท�เปน DLC carbide จนถง PCD endmill จะเหนวามหลายแบบ ยงไมรวมรปทรงของ endmill และการเคลอบผวสมวง สทองอก ดงน'นอาจสรางความสบสนในการเลอก แตวธพ'นฐานท�ใชเลอกเอง คอดจากรปทรงของงานและรปทรงของ endmill โดยแบงไดตามประเภท เชน 2.7.1 Square end mill เปนเอนมลลแบบหนาตดตรง มใหเลอกจานวนฟนต'งแต P ฟน g ฟน h ฟน จนถง � ฟน วธเลอกคอ ถาช'นงานมความแขงสงใหใชแบบฟนเยอะๆ เหมาะกบช'นงานท'งเหลกท�วไป เหลกโมลด SKD เหลกหลอ และสเตนเลสโดยสเปคท�สาคญคอ ขนาด Diameter, และความยาวคมกดท�ตองการดอกกด
รปท� 2.10 ดอก square end mill carbide
13
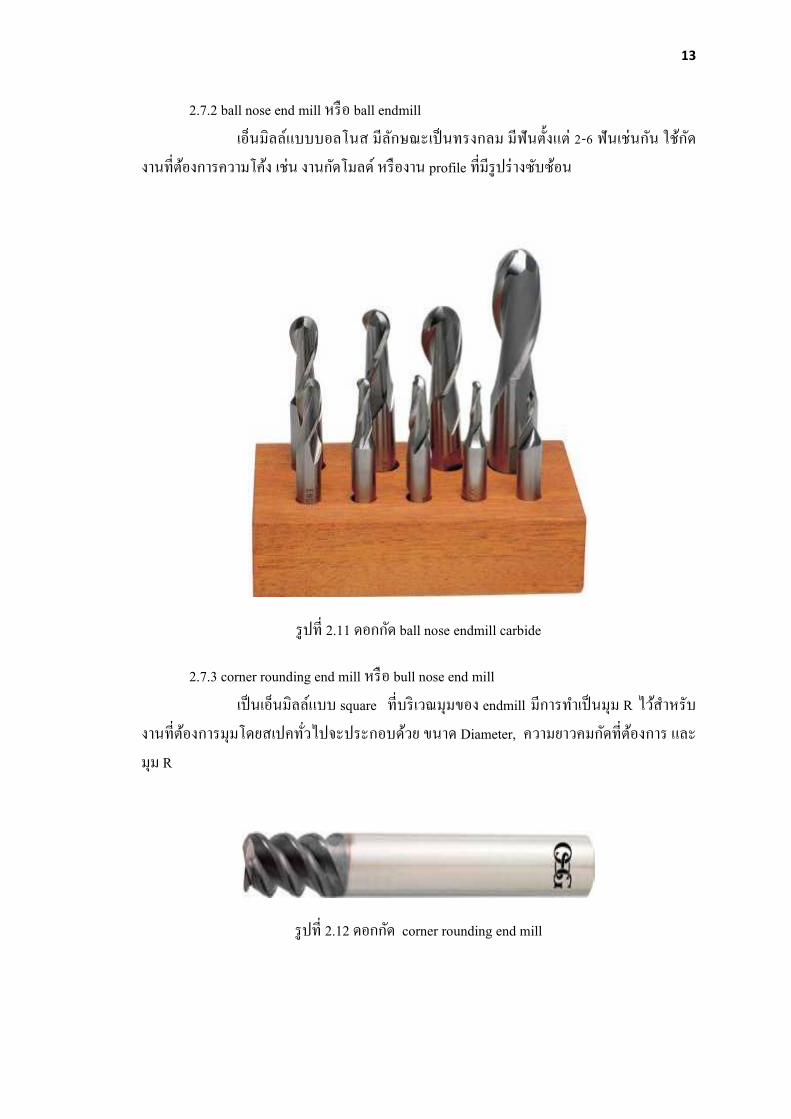
2.7.2 ball nose end mill หรอ ball endmill เอนมลลแบบบอลโนส มลกษณะเปนทรงกลม มฟนต'งแต P-� ฟนเชนกน ใชกดงานท�ตองการความโคง เชน งานกดโมลด หรองาน profile ท�มรปรางซบซอน
รปท� 2.11 ดอกกด ball nose endmill carbide
2.7.3 corner rounding end mill หรอ bull nose end mill เปนเอนมลลแบบ square ท�บรเวณมมของ endmill มการทาเปนมม R ไวสาหรบงานท�ตองการมมโดยสเปคท�วไปจะประกอบดวย ขนาด Diameter, ความยาวคมกดท�ตองการ และมม R
รปท� 2.12 ดอกกด corner rounding end mill
14
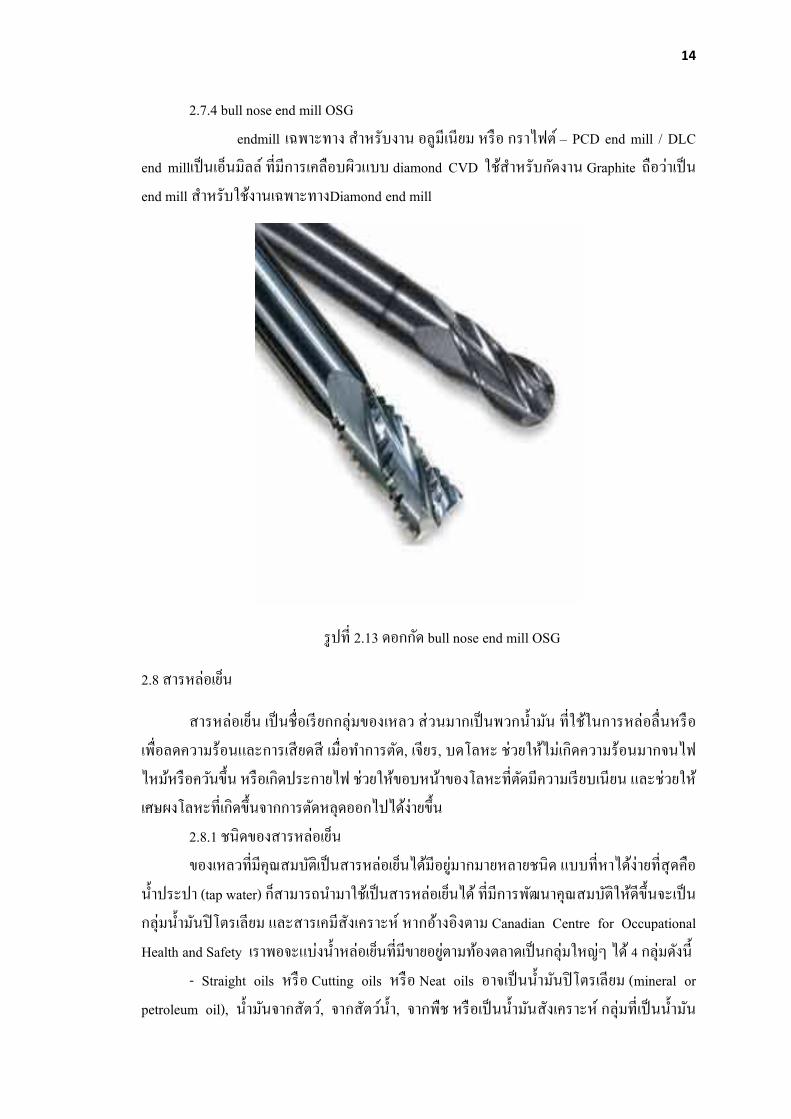
2.7.4 bull nose end mill OSG endmill เฉพาะทาง สาหรบงาน อลมเนยม หรอ กราไฟต – PCD end mill / DLC end millเปนเอนมลล ท�มการเคลอบผวแบบ diamond CVD ใชสาหรบกดงาน Graphite ถอวาเปน end mill สาหรบใชงานเฉพาะทางDiamond end mill
รปท� 2.13 ดอกกด bull nose end mill OSG
2.8 สารหลอเยน
สารหลอเยน เปนช�อเรยกกลมของเหลว สวนมากเปนพวกน' ามน ท�ใชในการหลอล�นหรอเพ�อลดความรอนและการเสยดส เม�อทาการตด, เจยร, บดโลหะ ชวยใหไมเกดความรอนมากจนไฟไหมหรอควนข'น หรอเกดประกายไฟ ชวยใหขอบหนาของโลหะท�ตดมความเรยบเนยน และชวยใหเศษผงโลหะท�เกดข'นจากการตดหลดออกไปไดงายข'น 2.8.1 ชนดของสารหลอเยน ของเหลวท�มคณสมบตเปนสารหลอเยนไดมอยมากมายหลายชนด แบบท�หาไดงายท�สดคอน'าประปา (tap water) กสามารถนามาใชเปนสารหลอเยนได ท�มการพฒนาคณสมบตใหดข'นจะเปนกลมน' ามนปโตรเลยม และสารเคมสงเคราะห หากอางองตาม Canadian Centre for Occupational Health and Safety เราพอจะแบงน'าหลอเยนท�มขายอยตามทองตลาดเปนกลมใหญๆ ได h กลมดงน' - Straight oils หรอ Cutting oils หรอ Neat oils อาจเปนน' ามนปโตรเลยม (mineral or petroleum oil), น' ามนจากสตว, จากสตวน' า, จากพช หรอเปนน' ามนสงเคราะห กลมท�เปนน' ามน
15
ปโตรเลยมท�คณภาพคอนขางดจะผานการกล�น (severely solvent refined หรอ severely hydrotreated) เพ�อลดสารกลม Polycyclic Aromatic Hydrocarbon (PAH) ซ� งเปนสารกอมะเรงใหนอยลง เน�องจากน' าหลอเยนกลมน' เปนน' ามนลวนๆ ฉะน'นจะไมละลายน' า บางคร' งอาจมการใสสารเตมแตง (additives) ลงไปดวย เพ�อเพ�มคณสมบตบางอยาง - Soluble oils ประกอบดวยน' ามนปโตรเลยม 30-85 % ผสมกบสารอมลสไฟเออร (emulsifier) ซ� งเปนสารท�มคณสมบตทาใหน'ามนละลายผสมกบน'าได - Semi-synthetic fluids หรอน' าหลอเยนกลมก�งสงเคราะห ประกอบดวยน' ามนปโตรเลยม 5-30 % ผสมกบน'า 30-50 % และสารเตมแตง - Synthetic fluids หรอน' าหลอเยนสงเคราะห กลมน' จะไมมสวนประกอบของน' ามนปโตรเลยมเลย แตจะเปนสารเคมกลมดเทอรเจนท (detergent) และใสสารเตมแตง 2.8.2 สารเตมแตง (additive) ท�ผสมอยในน' าหลอเยนน'นมหลายกลม ทาหนาท�เพ�มคณสมบตบางอยางใหกบน'าหลอเยน เชน
- เพ�มสารซลเฟอรหรอคลอรนเพ�อทาปฏกรยาเคม(sulphurized or chlorinated compounds)
- ปองกนการกดกรอน (calcium sulfonate, fatty acid, amines, boric acid) - ชวยใหทนความดนสงได (sulfurized fatty materials, chlorinated paraffins,
phosphorus derivertives) - ลดการเกดละออง (polyisobutylene polymer) - อมลสไฟเออร (triethanolamine, sodium petroleum sulphonates, salts of fatty acids
and non-ionic surfactants) - สารต'งตนของอมลสไฟเออร (alkanolamines) - ยาฆาเช'อ (triazine compounds, oxazolidine compounds) - สารเพ�มความคงตว (stabilizers) - ลดการเกดโฟม (defoamers) - สารแตงส (colorants) และสยอม (dyes) - สารแตงกล�น (odourants) และน'าหอม (fragrances) เปนตน
16
2.9 การหลอล�น
การหลอล�น คอ การลดแรงเสยดทาน หรอลดความฝดระหวางผวหนาของวตถท�เคล�อนท� เสยดสหรอสมผสกน โดยการใชฟลมน' ามนเขาไปแทรกอยระหวางผวหนาของวตถท'งสอง โดยปกตวตถใด ๆ กตามต'งแต 2 ช'นข'นไป และมการเคล�อนท�เสยดสกน ไมวาจะเปนรปแบบเคล�อนท�ไป-กลบ ในแนวด�ง หรอเคล�อนท�เสยดสกนแบบหมนรอบตวเอง หรอเคล�อนท�กนแบบกระแทกกน ซ� งกอใหเกดขบวนการตาง ๆ ดงน' เสยงดง เกดความรอน การหลอมละลาย การสกหรอ
รปท� 2.14 สารหลอล�น
17
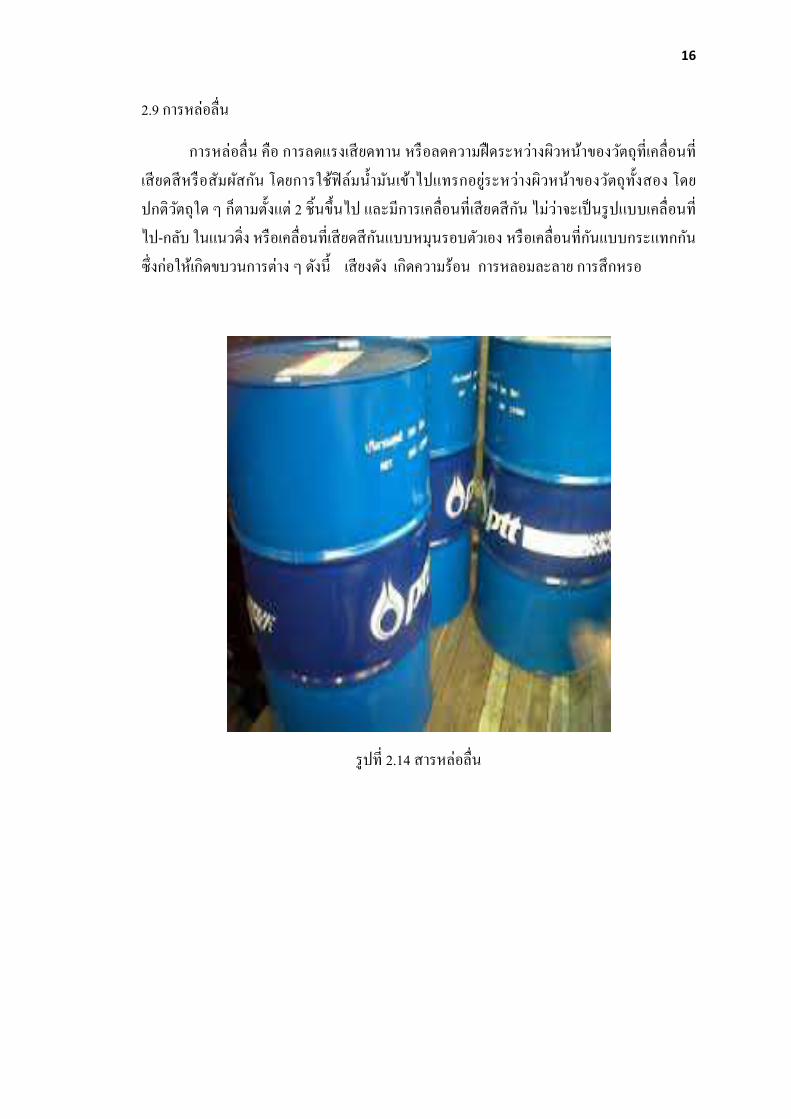
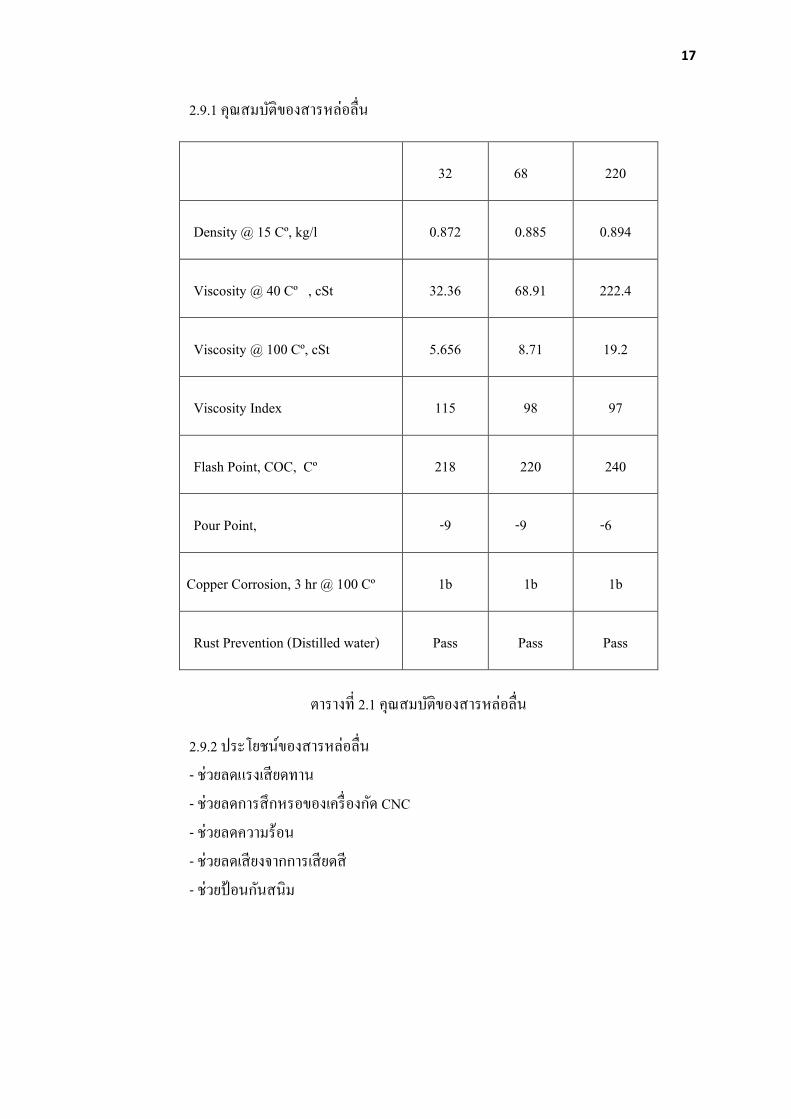
2.9.1 คณสมบตของสารหลอล�น
ตารางท� 2.1 คณสมบตของสารหลอล�น
2.9.2 ประโยชนของสารหลอล�น - ชวยลดแรงเสยดทาน - ชวยลดการสกหรอของเคร�องกด CNC - ชวยลดความรอน - ชวยลดเสยงจากการเสยดส - ชวยปอนกนสนม
32 68 220
Density @ 15 Cº, kg/l 0.872 0.885 0.894
Viscosity @ 40 Cº , cSt 32.36 68.91 222.4
Viscosity @ 100 Cº, cSt 5.656 8.71 19.2
Viscosity Index 115 98 97
Flash Point, COC, Cº 218 220 240
Pour Point, -9 -9 -6
Copper Corrosion, 3 hr @ 100 Cº 1b 1b 1b
Rust Prevention (Distilled water) Pass Pass Pass
18
บทท� 3 ข'นตอนการดาเนนงานการใชเคร�องกด CNC
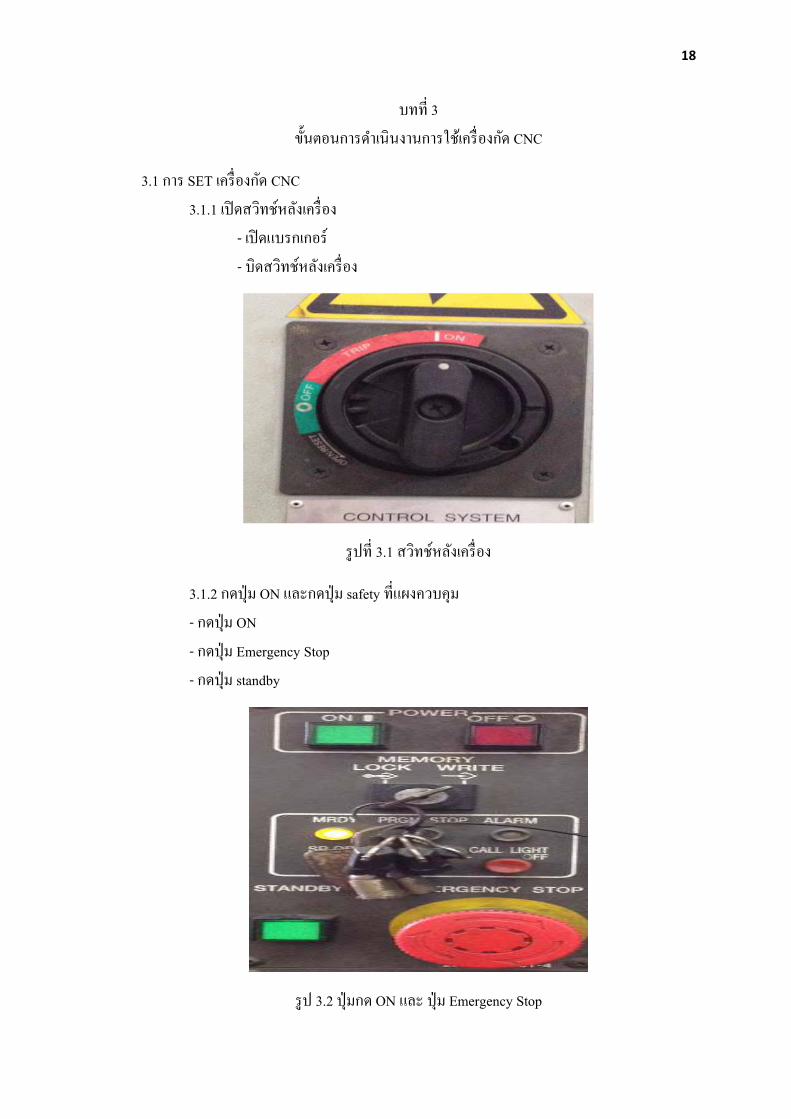
3.1 การ SET เคร�องกด CNC 3.1.1 เปดสวทชหลงเคร�อง - เปดแบรกเกอร - บดสวทชหลงเคร�อง
รปท� 3.1 สวทชหลงเคร�อง
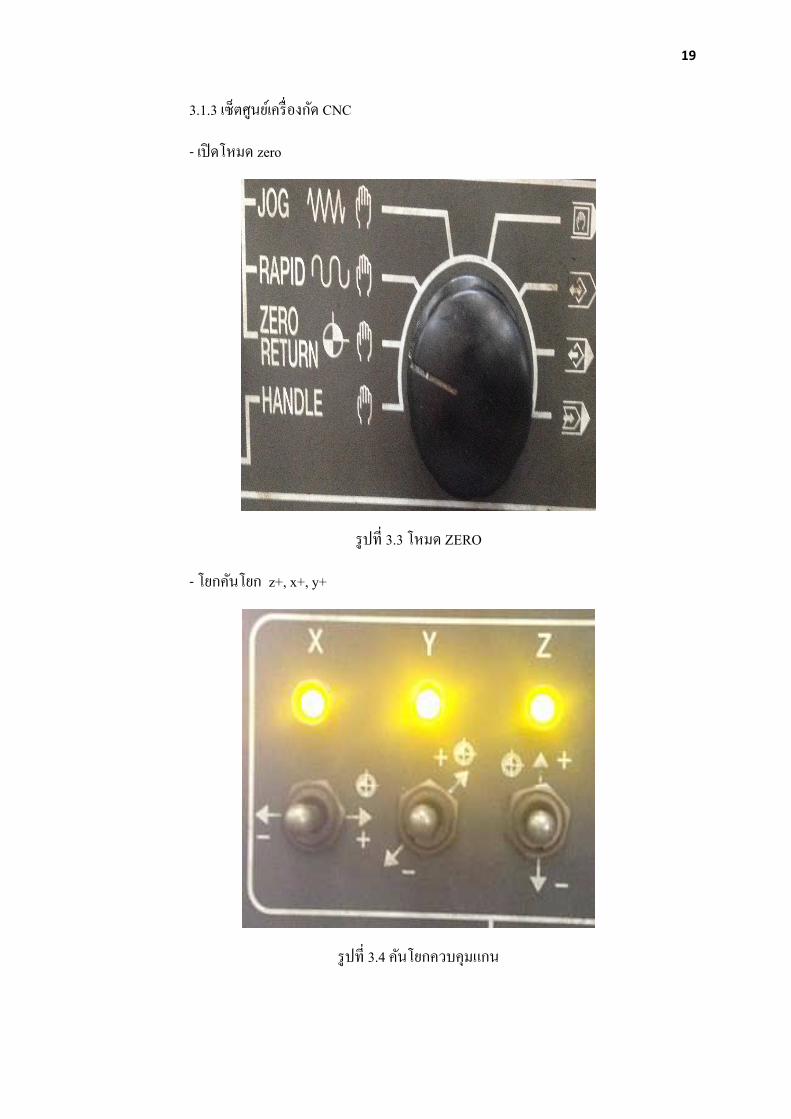
3.1.2 กดปม ON และกดปม safety ท�แผงควบคม - กดปม ON - กดปม Emergency Stop - กดปม standby
รป 3.2 ปมกด ON และ ปม Emergency Stop
19
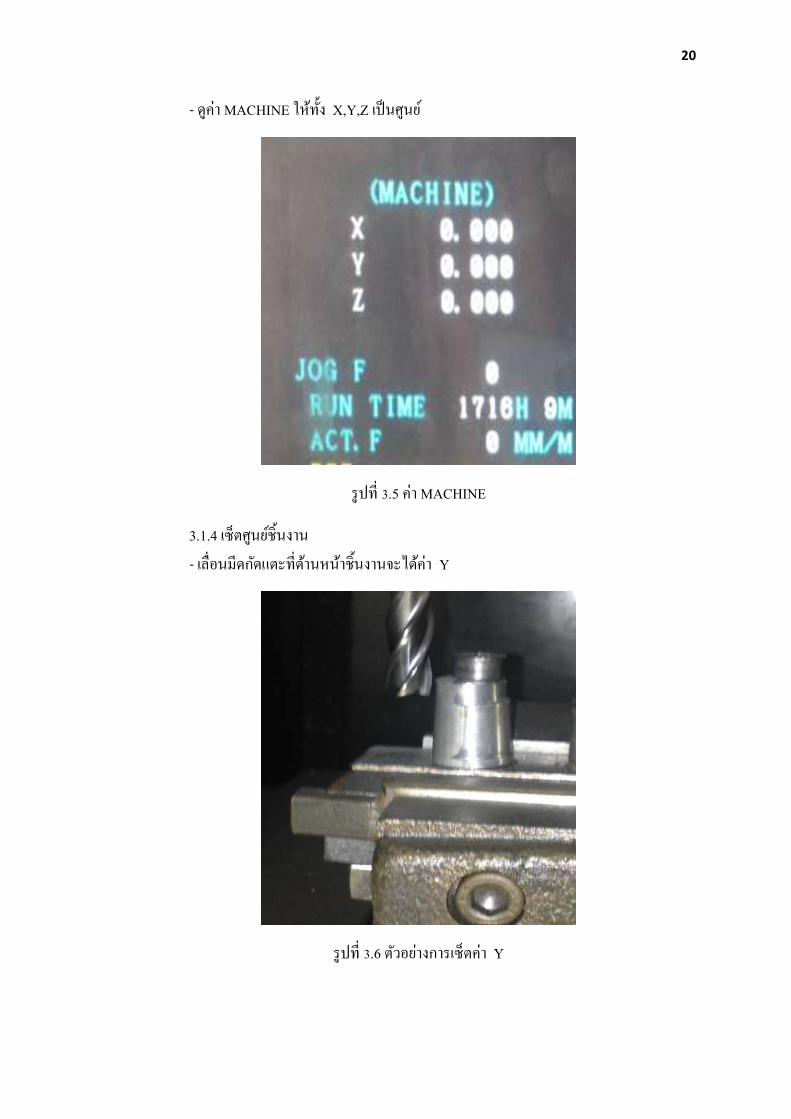
3.1.3 เซตศนยเคร�องกด CNC
- เปดโหมด zero
รปท� 3.3 โหมด ZERO
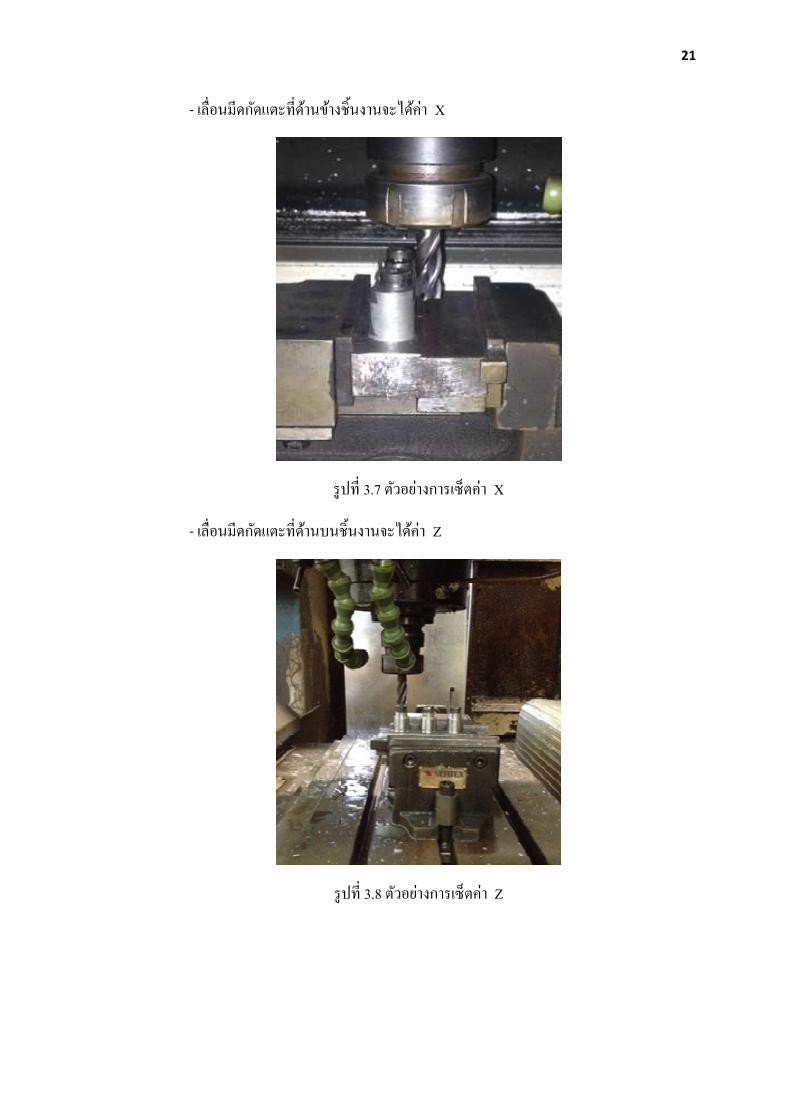
- โยกคนโยก z+, x+, y+
รปท� 3.4 คนโยกควบคมแกน
20
- ดคา MACHINE ใหท'ง X,Y,Z เปนศนย
รปท� g.5 คา MACHINE
3.1.4 เซตศนยช'นงาน - เล�อนมดกดแตะท�ดานหนาช'นงานจะไดคา Y
รปท� g.6 ตวอยางการเซตคา Y
21
- เล�อนมดกดแตะท�ดานขางช'นงานจะไดคา X
รปท� 3.7 ตวอยางการเซตคา X
- เล�อนมดกดแตะท�ดานบนช'นงานจะไดคา Z
รปท� 3.8 ตวอยางการเซตคา Z
22
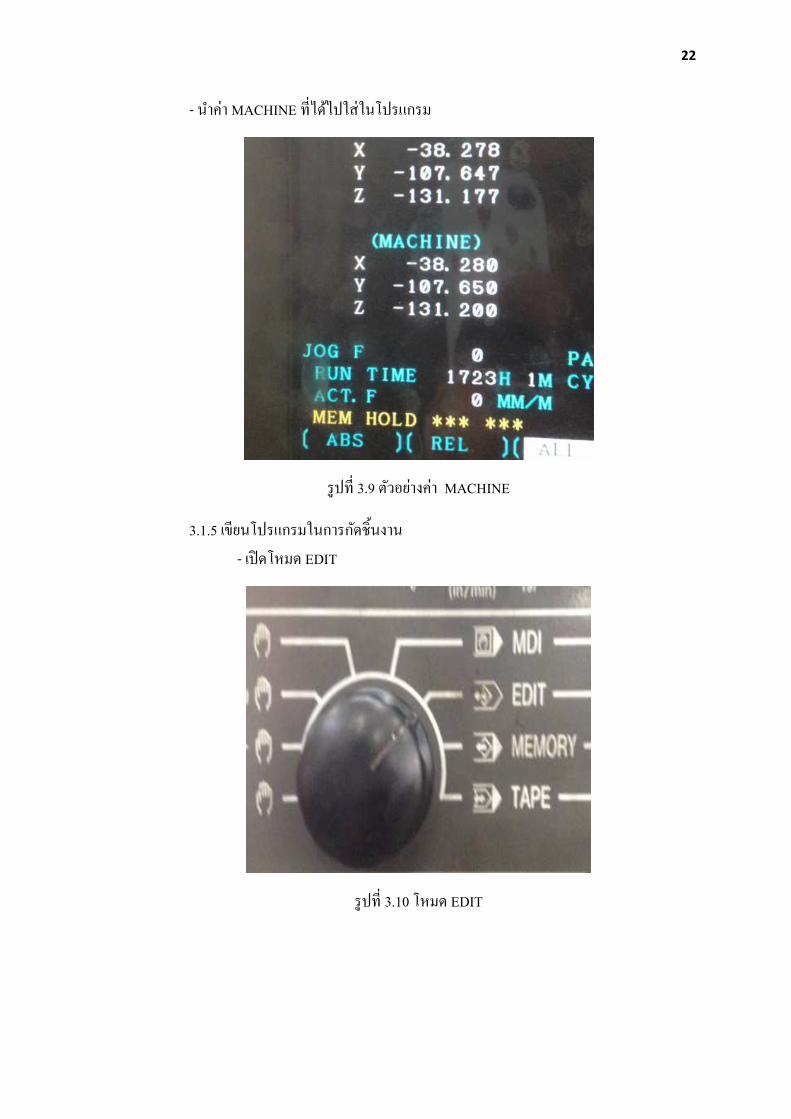
- นาคา MACHINE ท�ไดไปใสในโปรแกรม
รปท� 3.9 ตวอยางคา MACHINE
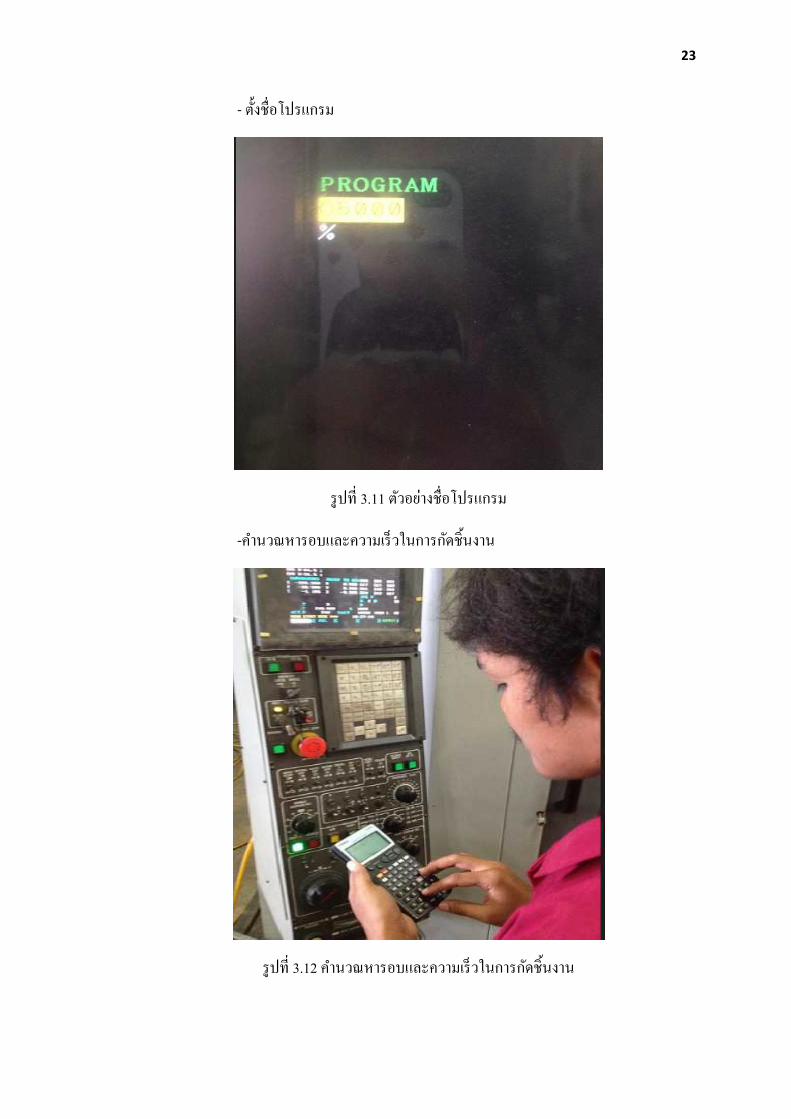
3.1.5 เขยนโปรแกรมในการกดช'นงาน - เปดโหมด EDIT
รปท� 3.10 โหมด EDIT
23
- ต'งช�อโปรแกรม
รปท� 3.11 ตวอยางช�อโปรแกรม
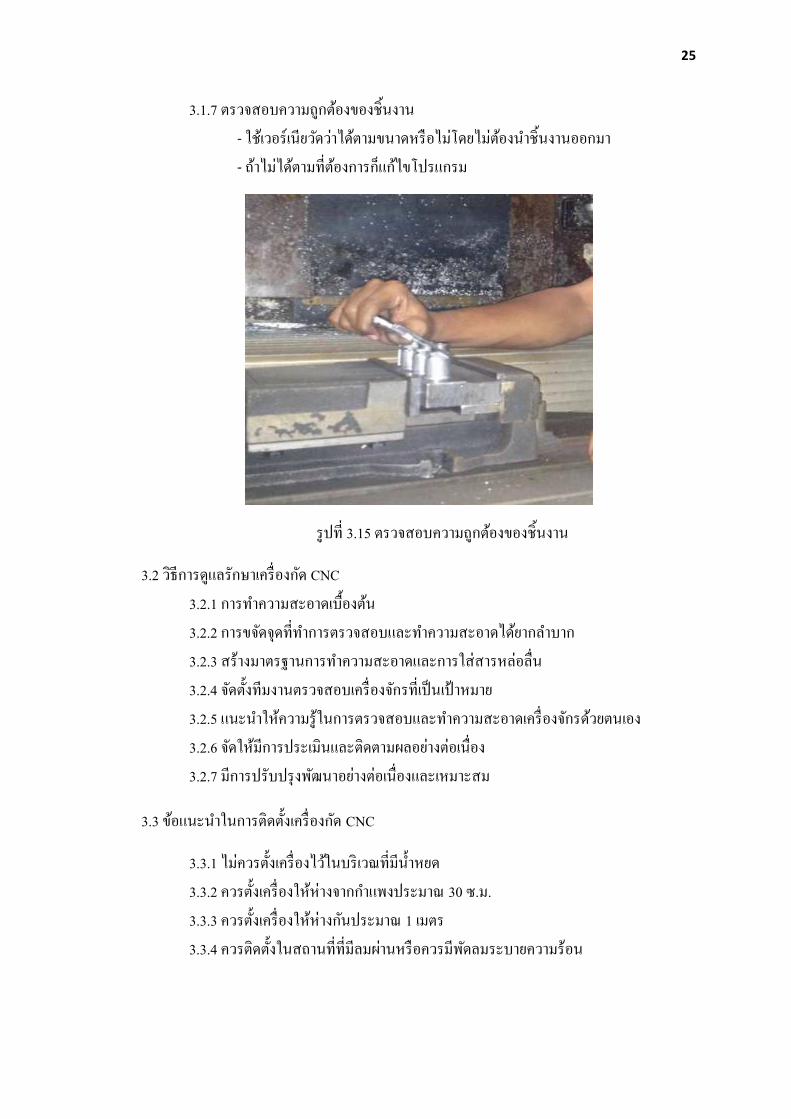
-คานวณหารอบและความเรวในการกดช'นงาน
รปท� 3.12 คานวณหารอบและความเรวในการกดช'นงาน
24
- พมพโปรแกรม
รปท� 3.13 ตวอยางโปรแกรมในการกดช'นงาน
3.1.6 ทดลองการทางานของโปรแกรม
รปท� 3.14 ทดลองการทางานของโปรแกรม
25
3.1.7 ตรวจสอบความถกตองของช'นงาน - ใชเวอรเนยวดวาไดตามขนาดหรอไมโดยไมตองนาช'นงานออกมา - ถาไมไดตามท�ตองการกแกไขโปรแกรม
รปท� 3.15 ตรวจสอบความถกตองของช'นงาน
3.2 วธการดแลรกษาเคร�องกด CNC 3.2.1 การทาความสะอาดเบ'องตน 3.2.2 การขจดจดท�ทาการตรวจสอบและทาความสะอาดไดยากลาบาก 3.2.3 สรางมาตรฐานการทาความสะอาดและการใสสารหลอล�น 3.2.4 จดต'งทมงานตรวจสอบเคร�องจกรท�เปนเปาหมาย 3.2.5 แนะนาใหความรในการตรวจสอบและทาความสะอาดเคร�องจกรดวยตนเอง 3.2.6 จดใหมการประเมนและตดตามผลอยางตอเน�อง 3.2.7 มการปรบปรงพฒนาอยางตอเน�องและเหมาะสม
3.3 ขอแนะนาในการตดต'งเคร�องกด CNC
3.3.1 ไมควรต'งเคร�องไวในบรเวณท�มน'าหยด 3.3.2 ควรต'งเคร�องใหหางจากกาแพงประมาณ 30 ซ.ม. 3.3.3 ควรต'งเคร�องใหหางกนประมาณ 1 เมตร 3.3.4 ควรตดต'งในสถานท�ท�มลมผานหรอควรมพดลมระบายความรอน

26
3.4 ความปลอดภยในการใชเคร�องกด CNC
3.4.1 ตองตอสายดนกบตวเคร�องกด CNC 3.4.2 พ'นท�ทางานจะตองมการระบายอากาศไดด 3.4.3 น'าหลอเยนตองไมใหขาด 3.4.4 ควรกดปม safety กอนปดเคร�องทกคร' ง
27
บทท� 4
สรปผลการทางาน
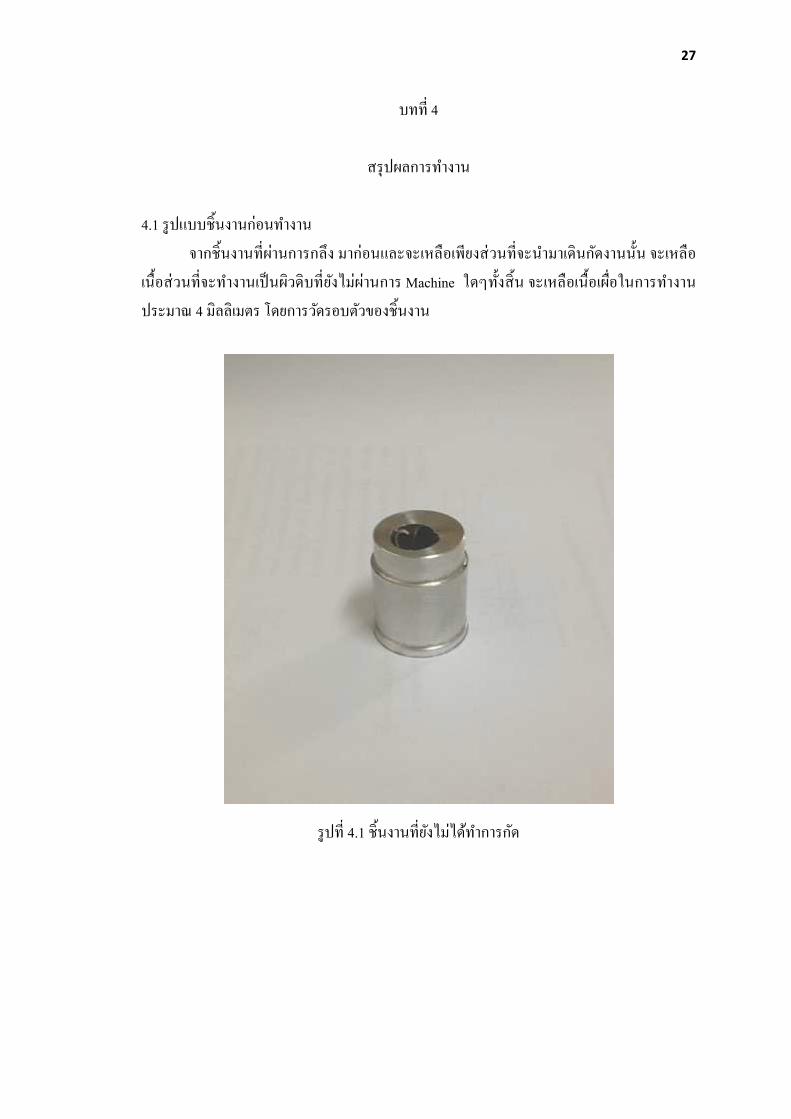
4.1 รปแบบช'นงานกอนทางาน จากช'นงานท�ผานการกลง มากอนและจะเหลอเพยงสวนท�จะนามาเดนกดงานน'น จะเหลอเน'อสวนท�จะทางานเปนผวดบท�ยงไมผานการ Machine ใดๆท'งส'น จะเหลอเน'อเผ�อในการทางาน ประมาณ 4 มลลเมตร โดยการวดรอบตวของช'นงาน
รปท� 4.1 ช'นงานท�ยงไมไดทาการกด
28
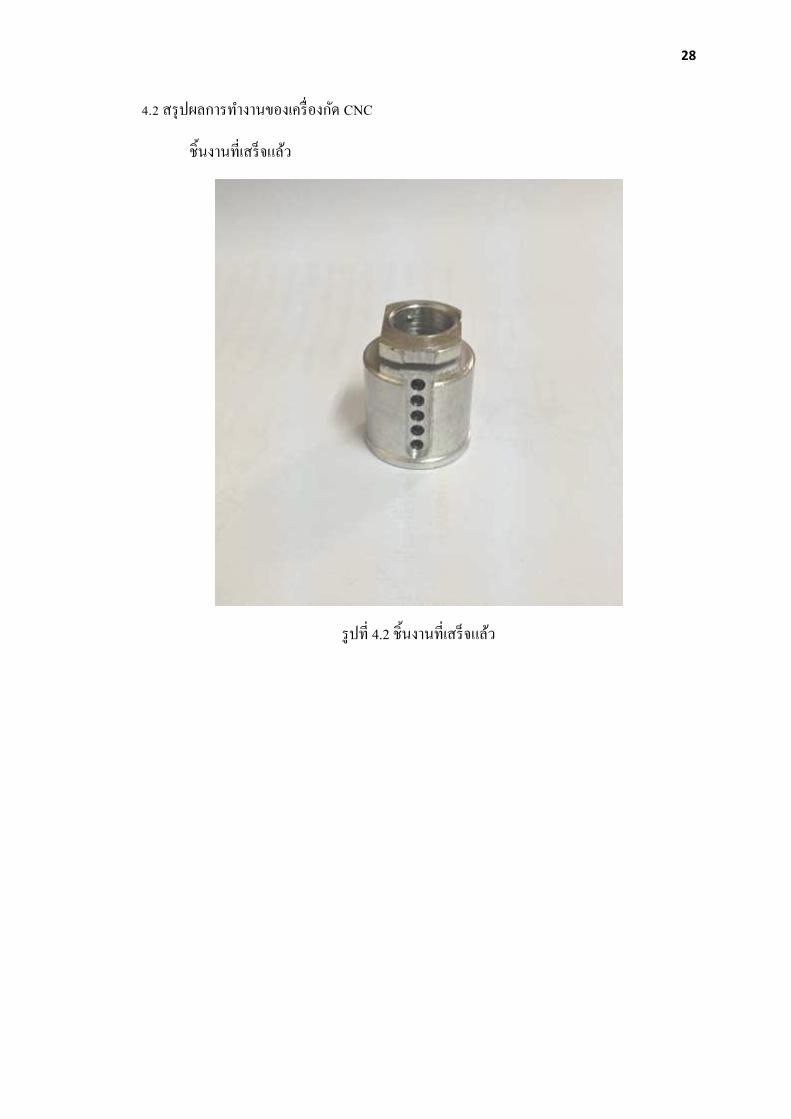
h.P สรปผลการทางานของเคร�องกด CNC
ช'นงานท�เสรจแลว
รปท� 4.2 ช'นงานท�เสรจแลว
29
บทท� 5 สรปผลโครงงานและขอเสนอแนะ
5.1 สรปผลของโครงงาน จากปญหาท�เกดข'น ขางตนไดมการปรบปรงแกไขปญหาท�เกดข'นในบรษท โดยการทาเอกสารเปนคมอและควรจดฝกอบรมบคลากร เพ�อชวยใหพนกงานในบรษทมความรความเขาใจมากย�งข'น และสามารถปฏบตงานไดอยางเปนไปตามข'นตอน มความถกตองแมนยาในการทางานและยงเปนการเพ�มศกยภาพและมาตรฐานในการทางาน 5.2 การวเคราะหปญหา จากการศกษาและวเคราะหปญหาในกระบวนการผลตพบวา พนกงานขาดความรความเขาใจในการใชงานเคร�องกด CNC ผท�สามารถใชงานเคร�องกด CNC ไดมเพยงคนเดยวและหากพนกงานท�ประจาตาแหนงเคร�องกด CNC หยดงาน กไมมพนกงานท�จะมาตดแทนไดจงทาใหเกดความลาชาในกระบวนการผลต จากปญหาดงกลาวจาเปนตองไดรบแกไขอยางเรงดวน โดยการจดทาเอกสารคมอการใชงานและจดฝกอบรมใหกบพนกงานภายในบรษท ใหมความรความเขาใจในการใชงานเคร�องกด CNC มากข'นจะชวยใหปญหาดงกลาวหมดไป 5.3 ขอเสนอแนะ 5.3.1 ผปฏบตงานจะตองมความรความเขาใจท'งทางดานทฤษฎ และความชานาญในดานการปฏบตควบค 5.3.2 บคคลท�เร�มปฏบตงานในชวงแรกจาเปนตองศกษารายละเอยดของงานใหมความร ความเขาใจกอนลงมอปฏบตงานเพ�อเพ�มระดบมาตรฐานของโรงงานน'น

30
เอกสารอางอง
[1] วชรชยนนท ภรเทเวศน, 2552, คมอการใชเคร�องจกร Machining Center: Control Fanuc, กรงเทพฯ, บรษท เพนตา มะชน ทลส จากด [2] http://www.teched.rmutt.ac.th

31
ภาคผนวก

32
ภาคผนวก ก สวนประกอบของเคร�อง Machining Center
หมายเหต การใชงานจรงจะตองทางานรวมกนท'งหมด

33
รปท� Nก เคร�อง Machining Center
รปท� Pก เคร�องป�มลม

34
รปท� gก เคร�อง AIR DRYERS
รปท� hก ถงพกลม

35
รปท� fก หวจบ Tool ER-hQ
รปท� �ก หวคอลเลต ER-hQ

36
รปท� Oก ดามขน Tool ER-hQ
37
ประวตผจดทา
ช�อ นายธญญวฒน ร�นสารวย ช�อเร�อง การใชเคร�องกด CNC เพ�อผลตช'นสวนกลอนบานสวง สาขาวชา วศวกรรมเคร�องกล โทรศพท 086-310-8911 อเมล [email protected] วนเดอนปเกด 17 กมภาพนธ 2534 ท�อยปจจบน 24 ซอย พทธบชา 25/1 แขวงบางมด เขตจอมทอง จงหวด กรงเทพฯ 10150 วฒการศกษา ปการศกษา PfhQ – Pfh� ระดบประถมศกษา โรงเรยนบางมดตนเปาวทยาคาร ปการศกษา Pfh� – Pfh� ระดบมธยมศกษาตอนตน โรงเรยนวดพทธบชา ปการศกษา Pfh� – PffP ระดบประกาศนยบตรวชาชพ โรงเรยนเทคโนโลยสยาม ปการศกษา PffP – Pffh ระดบประกาศนยบตรวชาชพช'นสงโรงเรยนเทคโนโลยสยาม ปการศกษา Pffh – PffO ระดบปรญญาตร มหาวทยาลยสยาม





























