Embed Size (px)
Citation preview

Oiti G. Paiva
1
A amplitude vibracional é a medida do nível de vibração em uma máquina. A mesma pode ser expressa nas seguintes grandezas: deslocamento, velocidade ou aceleração nas unidades métrica ou inglesa.
As medições em deslocamento servem para evidenciar características em baixas frequências onde o conhecimento do deslocamento real dos elementos faz-se necessário. Em aceleração tem-se uma melhor visualização da vibração gerada em alta freqüência (> 1000 Hz). Já as medições feitas em velocidade cobrem uma faixa mais abrangente do espectro, servindo para uma visão do comportamento da máquina como um todo.
UNIDADES DE MEDIDAS DE VIBRAÇÃO

Oiti G. Paiva
2
deslocamento
f(Hz)
aceleração
velocidade
Medições em deslocamento são melhores para avaliarmos eventos
em baixas freqüências mas são inúteis em altas freqüências
Medições em aceleração são melhores para avaliarmos eventos
em altas freqüências mas são inúteis em baixas freqüências
Medições em velocidade são usadas para uma avaliação
geral do espectro, pois cobremuma ampla faixa de freqüência.
Fig. 1

Oiti G. Paiva
3
De uma forma geral, os desalinhamentos e desbalanceamentos são comumente identificados analisando-se os espectros de vibração em velocidade, enquanto que as medições em aceleração são usadas para verificar condições dos rolamentos, cavitação, defeitos em slots e barras de motores, etc...
Dependendo do número de dentes da engrenagem e da velocidade do eixo envolvido, falhas de engrenamento e/ou rolamentos podem ser avaliadas em velocidade ou em aceleração.

Oiti G. Paiva
4
Problemas de alinhamento com máquinas rotativas muitas vezes resultam de problemas de fundação (base da máquina) ou da carcaça do equipamento. É evidente que o alinhamento dos eixos mudará se houver alguma deformação na base ou na carcaça devido às condições de trabalho. Este processo pode ser lento, como por exemplo, recalque da base devido a cargas impostas pelo equipamento, como também pode ser bem rápido devido ao aquecimento provocado pela máquina (quando alinhada a frio, sem considerar alterações térmicas). Deformações nas tubulações que estão ligadas a equipamentos rotativos podem contribuir para o desalinhamento dos mesmos.
BASES DE MÁQUINAS

Oiti G. Paiva
5
Com o avanço das técnicas de cálculo de estruturas sujeitas a cargas dinâmicas, fundações, estruturas e carcaças de máquinas podem ser rigorosamente projetadas e aferidas utilizando-se técnicas CAD e CAE. A dinâmica estrutural permite cálculos bem precisos de modo a não permitir que máquinas rotativas trabalhem em ressonância com sua própria base. Infelizmente, estas novas técnicas nem sempre são aplicadas a contento, e assim é comum depararmo-nos com máquinas assentadas em bases mal dimensionadas, trabalhando em condições desfavoráveis e exigindo reparos freqüentes.

Oiti G. Paiva
6
Uma inspeção visual deve ser feita pelo menos uma vez por ano, em todas as bases de equipamentos rotativos. Os pontos a serem observados são:
- Ancoragem das tubulações.- Juntas de expansão.- Parafusos soltos.- Trincas em bases e colunas de sustentação- Infiltração entre a base e o concreto.- Calços soltos.- Calços enferrujados.- Pinos guias soltos e trincados.
Mesmo em fundações bem projetadas, uma série de fatores, tais como contração do concreto e distorções térmicas podem levar o equipamento a não ficar bem assentado.

Oiti G. Paiva
7
A preparação e o planejamento do trabalho de alinhamento é proporcional ao sucesso que se obtém. Em alinhamento não há atalhos nem soluções simples. Somente um bom planejamento e bons ingredientes (dispositivos, ferramentas e pessoal treinado) permitirão o bom andamento do processo
ALINHAMENTO

Oiti G. Paiva
8
DISPOSITIVOS PARA ALINHAMENTO
Não existe nenhum tipo de dispositivo que atenda a todas as condições de alinhamento.Em certos casos é mais conveniente fabricar exatamente o que se necessita em sua própria instalação do que tentar procurar algo “pronto”, o que nem sempre é possível.
No próximo slide vemos um dispositivo muito comum utilizado em alinhamento. Este dispositivo é composto de uma corrente regulável que atende a vários diâmetros de eixos e uma haste na qual é preso o relógio comparador. Pesquisas comprovam que este dispositivo, se bem utilizado, atinge resultados excelentes, comparáveis ao alinhamento a laser, e evidentemente a um custo bem inferior.

Oiti G. Paiva
9
Quando o dispositivo de alinhamento gira da posição 12 horas até a posição 6 horas, o peso da haste e do relógio comparador flexionam a haste, alterando a medição real. Este fenômeno é conhecido como “Sag”. O Sag é uma das maiores fontes de erros em alinhamentos, porém facilmente contornado quando as características do dispositivo são conhecidas.
A flexão do dispositivo (SAG)
Fig. 2

Oiti G. Paiva
10
A determinação do Sag é feita prendendo-se o dispositivo de alinhamento em um tubo de 100 a 130 mm de diâmetro (teoricamente o diâmetro deveria ser o mesmo do eixo a ser alinhado) e com o relógio comparador na mesma distância que será usada no alinhamento. O tubo é girado de 90 em 90 graus e o sag que sempre terá um valor negativo, anotado. No cálculo final do desalinhamento, estes valores deverão ser adicionados de modo a se obter a medição verdadeira. De um modo geral, 0,07 mm é o máximo permitido de Sag para um dispositivo.

Oiti G. Paiva
11
Após conferir as condições da base e da máquina, os calços, o Sag e demais ferramentas a serem utilizadas no trabalho, o próximo passo será a medição da posição de um eixo em relação ao outro. É interessante como podemos ver até pequenos desalinhamentos com uma simples régua. Porém, à medida que estes vão ficando mais precisamente alinhados, é fácil perceber que este procedimento perde sua validade. Ainda assim é comum encontrar mecânicos que utilizam como ferramentas de alinhamento somente uma régua e um canivete de folgas e se dão por satisfeitos com o resultado.
MEDINDO O DESALINHAMENTO

Oiti G. Paiva
12
Este procedimento serve tão somente para o que chamamos de “alinhamento grosseiro”, ou seja, aquela parcela do alinhamento que coloca os eixos em condições de serem alinhados por um processo mais preciso, onde medições com relógios comparadores são indispensáveis. O alinhamento “grosseiro” é o primeiro passo da tarefa de alinhamento, e deve lançar mão de réguas, calibres de folga, micrômetros internos e externos. Uma vez alinhados grosseiramente os eixos, é iniciado o processo mais apurado, que vai deixá-los definitivamente alinhados dentro das tolerâncias normalmente exigidas. Dois destes métodos são mostrados a seguir: o método “Face e Borda” e o de “Leituras Reversas”.

Oiti G. Paiva
13
MÉTODO FACE E BORDA
O método Face e Borda é o mais tradicional e popular método de alinhamento.
M
B
P
A
Fig. 3

Oiti G. Paiva
14
O processo de alinhamento pelo método Face e Borda consiste em girar o eixo no qual estão fixos os relógios comparadores sendo que o outro eixo pode estar parado (desacoplado) ou não. Para melhor entendimento deste processo, consideremos como exemplo o alinhamento de um conjunto moto-bomba. Assim, na figura anterior, o eixo da esquerda será o do motor e o da direita da bomba. Para o conjunto em questão, o motor será considerado como sendo a máquina móvel e a bomba como a máquina fixa. Este artifício, que na grande maioria das vezes é verdadeiro, estará aqui sendo utilizado somente para facilitar a visualização do procedimento.

Oiti G. Paiva
15
O relógio que está na vertical é o que nos dá os desvios paralelos (P), e o que está na horizontal é o que nos dá os desvios angulares (A). Os desvios angulares e paralelos não necessitam ser medidos simultaneamente. A vantagem de se executar medições de desvios paralelos e angulares separadamente está no fato de que para isso só necessitamos de um relógio comparador, ou seja, o mesmo relógio é utilizado ora na vertical e ora na horizontal. Observa-se também que a montagem dupla de relógios aumenta o SAG, se estes estiverem presos a uma única haste.

Oiti G. Paiva
16
Os desvios paralelos são obtidos com o auxílio do relógio P. Estes desvios encontram-se nos planos vertical e horizontal. O resultado das medições do relógio P nos indicará as movimentações que faremos com a máquina móvel no plano vertical (subir ou descer o motor por meio da colocação ou retirada de calços) e no plano horizontal (movimentando o motor para a direita ou esquerda, procedimento geralmente feito com a ajuda de macaquinhos). Para efeito de referência, consideremos que o observador está colocado atrás do motor e olhando para frente, vendo em primeiro plano o motor e em segundo a bomba. O relógio comparador é do tipo comum, em que uma volta completa do ponteiro equivale a 1 mm e tem divisões em centésimos.
OS DESVIOS PARALELOS

Oiti G. Paiva
17
O desvio paralelo horizontal é medido com o relógio zerado na posição 3 horas e depois girado até a posição 9 horas.
A figura mostra uma situação em que o motor está deslocado para a esquerda em relação a bomba, porém na mesma altura, isto é, há somente um desalinhamento paralelo horizontal.
MB
DESVIO PARALELO HORIZONTAL
Fig. 4

Oiti G. Paiva
18
Imaginemos que o centro do eixo do motor está deslocado 10,5 centésimos de milímetro para a esquerda da bomba. Uma vez zerado o relógio comparador na posição 3 horas, qual será o desvio do ponteiro ao girarmos o eixo do motor até o relógio atingir a posição 9 horas?Quem não tem afinidades com o processo de alinhamento dirá que o ponteiro marcará -0,105 mm, o que não é verdade. Na realidade, quando a posição 9 horas é atingida, o valor encontrado no relógio é o dobro do desvio real, isto é, 21 centésimos de milímetro negativos, ou seja, o ponteiro gira para a esquerda indo de zero até a posição 79 centésimos.

Oiti G. Paiva
19
Para melhor esclarecer esta passagem, suponhamos que o eixo não tem desvio. Deste modo, se o relógio está zerado na posição 3 horas, ao ser atingida a posição 9 horas ele continuará marcando zero, obviamente.Imaginemos que o relógio está zerado na posição 3 horas e que o eixo da bomba é deslocado para a direita 0,105 mm. O relógio passa a marcar +0,105 mm. Se o eixo do motor é girado até que o relógio atinja a posição 9 horas, a leitura será de -0,105 mm. Como vemos, um desvio de 0,105 mm nos fornece +0,105 mm quando o relógio está em 3 horas e -0,105 mm quando às 9. Se mudarmos a referência, isto é, o relógio é zerado às 3 horas, os 0,105 mm aparecerão no relógio das 9 horas, que passará a marcar -0,21 mm.

Oiti G. Paiva
20
Com o desvio paralelo vertical, acontece o mesmo fenômeno que no horizontal, só que neste caso o relógio é inicialmente colocado na posição 12 horas e girado até a posição 6 horas. Desta maneira, se em 12 horas temos o relógio zerado e às 6 horas o ponteiro marca -0,63 mm, podemos concluir que o motor deverá ser levantado 0,315 mm.
DESVIO PARALELO VERTICAL

Oiti G. Paiva
21
CORREÇÃO DOS DESVIOS PARALELOS
Na prática, os desvios paralelos horizontal e vertical são medidos e corrigidos simultaneamente. O relógio comparador é zerado, ou na posição 12 horas ou às 3. O eixo do motor é então girado 360 graus e os valores anotados. A figura 11 mostra o resultado de uma medição:
- 42 - 21 - 21
- 63 - 42
0
0
+ 21
Fig. 5

Oiti G. Paiva
22
Observando a figura 5 podemos concluir que independe onde o relógio é zerado, pois podemos obter um resultado a partir do outro. No exemplo mostrado, o resultado quando o relógio é zerado em 3 horas foi obtido somando-se 21 aos valores encontrados na parte esquerda da figura .

Oiti G. Paiva
23
Os desvios angulares são obtidos com o auxílio A da figura 3. Assim como os desvios paralelos, os angulares se encontram nos planos vertical e horizontal. A correção dos desvios angulares verticais é feita mediante a colocação ou retirada de calços ou na traseira ou na dianteira do motor.A correção dos desvios angulares horizontais será conseguida movimentando o motor para a esquerda ou direita, na traseira ou na dianteira.
OS DESVIOS ANGULARES

Oiti G. Paiva
24
MB
ENTENDENDO O DESVIO ANGULAR VERTICAL
O desvio angular vertical é obtido com o relógio zerado na posição 12 horas e girado de 180° até atingir a posição 6 horas como visto na figura 6.
Fig. 6

Oiti G. Paiva
25
Ao ser girado de 12 horas para a posição 6 horas, o relógio marca um valor negativo, o que implicaria em subir a traseira do motor ou abaixar a dianteira. Alertamos para o fato de que se o relógio fosse montado invertido, (como na figura 3), ou seja, apontando para a bomba e não para o motor como na figura 6, a leitura em 6 horas seria positiva. No caso de desvios angulares, o quanto temos que subir ou abaixar a traseira (ou dianteira) do motor não é o valor registrado no relógio, mas sim, um valor proporcional, que depende das dimensões da montagem.

Oiti G. Paiva
26
O DESVIO ANGULAR HORIZONTAL
O desvio angular horizontal é obtido da mesma maneira anterior só que o relógio gira da posição 3 horas até a posição 9 horas.

Oiti G. Paiva
27
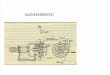
A CORREÇÃO DOS DESVIOS ANGULARES
A correção dos desvios angulares é feita, levando-se em consideração a geometria da montagem
P1 P2
A
B
F
H
Fig. 7
P1 / F = A / ( H + F )2 2
P2 / F = B / ( H + F )2 2

Oiti G. Paiva
28
Da figura 7 tiramos as seguintes relações:
onde:
P1 = desvio do pé traseiroP2 = desvio do pé dianteiroA = distância do pé traseiro do motor ao relógioB = distância do pé dianteiro do motor ao relógioF = Resultado da medição com o relógio zerado às 12 horas e girado até às 6 horas (desvio vertical), ou zerado às 3 horas e girado até às 9 horas (desvio horizontal. H = diâmetro que o relógio percorre.
P1 / F = A / ( H + F )2 2
P2 / F = B / ( H + F )2 2

Oiti G. Paiva
29
Observa-se que quanto maior for H, mais preciso é o resultado das medições. Sugere-se que H seja igual a 1,5 vezes o diâmetro do acoplamento. A utilização deste artifício requer que os eixos sejam acoplados e girados simultaneamente, uma vez que as medições não são executadas diretamente no eixo da bomba, mas utilizando um dispositivo que é idêntico ao que prende o relógio ao eixo do motor, mas no caso servirá apenas como anteparo.

Oiti G. Paiva
30
O MÉTODO DE LEITURAS REVERSAS
O método de leituras reversas é também muito popular e de simples visualização. A figura 8 mostra o esquema de montagem para este processo
Fig. 8

Oiti G. Paiva
31
No processo de Leituras Reversas os desvios paralelos são determinados exatamente como no método Face e Borda. Os desvios angulares são calculados a partir das diferentes trajetórias elípticas feitas pelo relógio. A figura 9 mostra como o relógio comparador “vê” um eixo inclinado:
O quê o relógio “vê”
Fig. 9

Oiti G. Paiva
32
Para o cálculo do desalinhamento imagine os dois relógios na horizontal, isto é, o relógio que gira solidário com o eixo do motor está na posição 3 horas, e o que gira com o eixo da bomba na posição 9 horas.O relógio das 3 horas marca um valor Y e o outro X.A figura 10 mostra esta geometria, de onde são retirados os valores dos desvios.
CÁLCULO DOS DESVIOS
A
P1 P2 X
B
C
Y
Fig. 10

Oiti G. Paiva
33
Correção dos desvios - Motor
P2 = B ( X + Y )C
- YP1 = A ( X + Y )
C- Y
A
B
C
P1 P2X Y
Estas são as soluções matemáticas quando usamos ométodo reverso.
Fig. 11

Oiti G. Paiva
34
PROCEDIMENTOS DE ALINHAMENTO NO CAMPO
Uma vez definido o método a ser utilizado, revisada a base e com as ferramentas e dispositivos adequados em mãos, dá-se início ao processo de alinhamento.
Alinhamento GrosseiroO alinhamento grosseiro é o primeiro passo a ser dado.Para isso usa-se um canivete de folgas e um micrômetro externo. O alinhamento grosseiro pode também ser executado com uma régua graduada para medir a folga entre os acoplamentos e o paralelismo

Oiti G. Paiva
35
MOVIMENTAÇÃO DA MÁQUINA
Após registrar os valores fornecidos pelos relógios comparadores é necessário compensar o “Sag”. A figura abaixo mostra os valores do Sag, os valores de campo e os valores reais com a compensação do Sag.
- 2 - 2 +5 +1 +7 +3
0 00
- 4 +6 +10
SAG CAMPO REAL

Oiti G. Paiva
36
Uma vez calculados os movimentos necessários para o alinhamento do equipamento, é então iniciado o processo de movimentação. A movimentação horizontal é feita mediante a ajuda de “macaquinhos”. A figura abaixo mostra um tipo de macaquinho muito popular:
macaquinho

Oiti G. Paiva
37
Quando se movimenta a dianteira do motor, um dos lados da traseira deve estar apertado de modo que haja uma pivotação em torno deste ponto. Na movimentação da traseira ocorre o oposto.
AperteMova

Oiti G. Paiva
38
A movimentação vertical é feita mediante a colocação de calços.
Após a execução do alinhamento descrito, a máquina deve ser colocada em operação e assim que for atingida a temperatura de trabalho o alinhamento deverá ser aferido. Se os valores encontrados estiverem fora das tolerâncias admissíveis um alinhamento a quente deverá ser providenciado.

Oiti G. Paiva
39
Normalmente os equipamentos rotativos possuem valores de desalinhamento admissível nos planos paralelos e angular definidos pelo fabricante. Este desalinhamento admissível é em função de alguns fatores, tais como:- rotação- torque- temperatura de trabalho- forma construtiva do acoplamento

Oiti G. Paiva
40
Mas, muitas vezes não possuímos em mãos esses valores ou o manual do equipamento. Assim, podemos usar a tabela apresentada no slide seguinte.
Essa tabela foi feita com base na experiência com equipamentos rotativos horizontais diversos e os valores somente são relacionados com a rotação de trabalho.

Oiti G. Paiva
41
0,10 0,08 0,07 0,05
RPM
0,09 0,07 0,06 0,04
0,07 0,04 0,04 0,03
0,05 0,03 0,02 0,02
0,03 0,02 0,01 0,01
600
750
1200
1800
3600
ACEITÁVEL ÓTIMO ACEITÁVEL ÓTIMO
TOLERANCIAS DE DESALINHAMENTO EM mm
TABELA DE TOLERÂNCIAS
Manual do alinhador a laser optaline.