Embed Size (px)
Citation preview

5/12/2018 Aluminio y aleaciones - slidepdf.com
http://slidepdf.com/reader/full/aluminio-y-aleaciones-55a4d68ce30ac 1/9
Aluminio
Designación de las aleaciones de aluminio
Series de mayor atención:
A. Series 1000
- 99% de aluminio o de mayor pureza
- Tiene alta conductividad térmica y eléctrica
- Excelente resistencia a la corrosión
- Baja resistencia , pero muy dúctil
- Aleación no tratable térmicamente
- Fácil de soldar
B. Series 2000
- Cobre es el mayor elemento aleante
- Tiene alta resistencia a la fluencia
- Tiene baja ductibilidad
- Pueden estar sujetas a corrosión integral
- Es una aleación tratable térmicamente
- Sujeto a fisuración durante el soldeo
C. Series 3000
- Manganeso es el mayor elemento aleante
- Aleaciones de mediana resistencia
- No tratable térmicamente
- De fácil soldabilidad
D. Series 4000
- Silicio es el mayor elemento aleante
- El silicio disminuye el punto de fusión de las aleaciones la cual hace apropiados los alambres
de aporte para la soldadura y el soldeo fuerte.
- Son aleaciones no tratables térmicamente.
E. Series 5000
- El magnesio es el mayor elemento aleante
- Son aleaciones de mediana y alta resistencia
- No son tratables térmicamente
- Son fácilmente soldables y con frecuencia usados para alambres de aporte de soldeo.
- Tienen buena resistencia a la corrosión
- Aleaciones con magnesio sobre 3 a 12% no son apropiados para servicio a elevadas
temperaturas (150F) debido a la susceptibilidad de fisuración por corrosión bajo tensión.
F. Series 6000
5/12/2018 Aluminio y aleaciones - slidepdf.com
http://slidepdf.com/reader/full/aluminio-y-aleaciones-55a4d68ce30ac 2/9
- Silicio y Magnesio son los mayores elementos aleantes.
- Son tratables térmicamente debido a la formación de siliciuro de magnesio.
- Son de mediana y alta resistencia
- Tienen buen comportamiento al conformado.
- Tienen buena resistencia a la corrosión.
- Son soldables, pueden ser usados sin TT o con TT post soldadura para mejorar sus propiedades
mecánicas.
G. Series 7000
- Zinc es el mayor elemento aleante
- Son aleaciones tratables térmicamente
- Tienen muy alta resistencia
- Muchas aleaciones generalmente no son soldables
- Las aleaciones soldables pierden sus propiedades mecánicas
H. Series 8000
- El estaño es el mayor elemento aleante
I. Series 9000
- Otros elementos
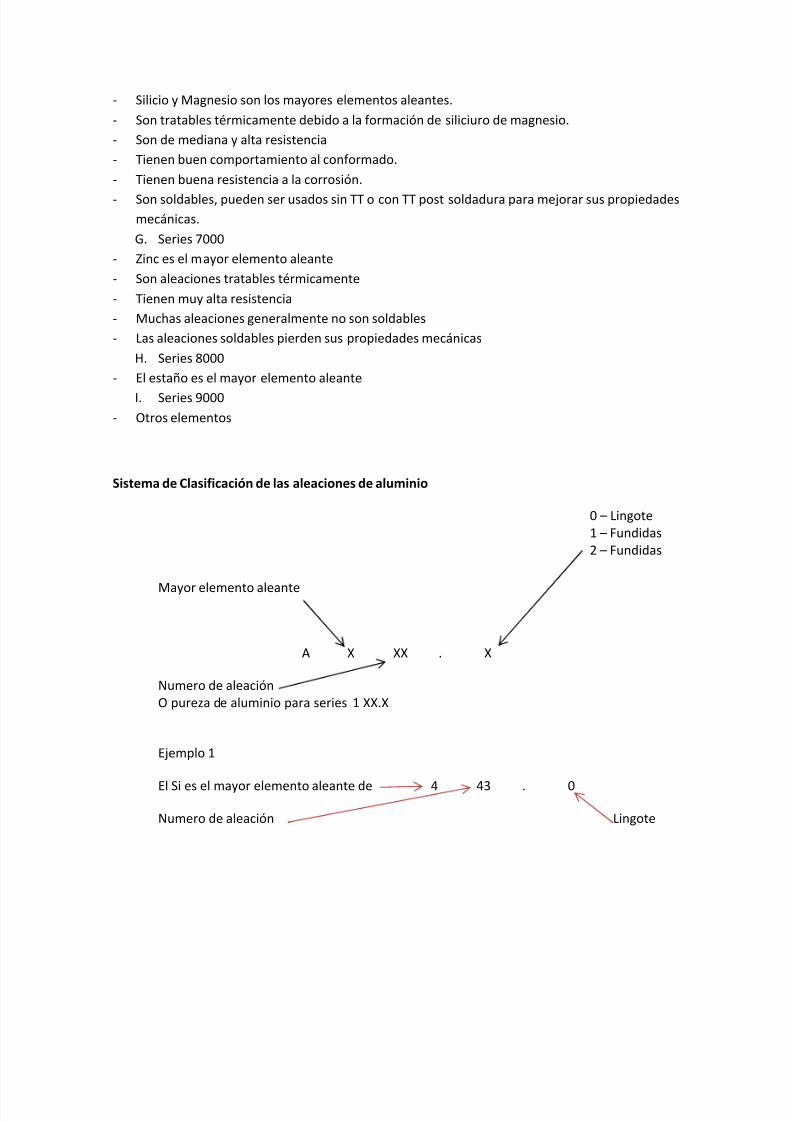
Sistema de Clasificación de las aleaciones de aluminio
0 Lingote
1 Fundidas
2 Fundidas
Mayor elemento aleante
A X XX . X
Numero de aleación
O pureza de aluminio para series 1 XX.X
Ejemplo 1
El Si es el mayor elemento aleante de 4 43 . 0
Numero de aleación Lingote

5/12/2018 Aluminio y aleaciones - slidepdf.com
http://slidepdf.com/reader/full/aluminio-y-aleaciones-55a4d68ce30ac 3/9
Sistemas de designación de Temple
F Tal como es fabricado
O Recocido o Recristalizado
H Endurecido por tensión (solo productos trabajados)
W Tratamiento Térmico por solución
T TT para producir temples estables diferentes a F, O o H
Subdivisiones del Temple H
Primer Digito Segundo Digito Tercer Digito
- H1 Solo endurecido por
tensión
- H2 Endurecido por
tensión luego
parcialmente recocido
- Endurecido por tensión y
laqueado o pintado
- HX1 1/8 duro
- HX2 ¼ duro
- HX3 3/8 duro
- HX4 ½ duro. 35% reducción
- HX5 5/8 duro
- HX6 ¾ duro. 55% reducción
- HX7 7/8 duro
- HX8 Completamente duro, 75%
reducción
- HX9 Extra duro
- Hxxx Una variación
del temple de dos
dígitos.

5/12/2018 Aluminio y aleaciones - slidepdf.com
http://slidepdf.com/reader/full/aluminio-y-aleaciones-55a4d68ce30ac 4/9
Subdivisión del temple T
T1 Enfriado desde una elevada temperatura proceso de conformado y envejecido natural hasta
condición sustancialmente estable.
T2 - Recocido (solo productos fundidos).
T3 TT por solución y luego trabajado en frio.
T4 TT por solución y envejecido natural hasta una condición sustancialmente estable.
T5 Enfriado desde una elevada temperatura proceso de conformado y luego envejecido
artificialmente.
T6 Tratado térmicamente por solución y luego envejecido artificialmente.
T7 Tratado térmicamente por solución y luego estabilizado.
T8 Tratado térmicamente por solución, trabajado en frio y luego envejecido artificialmente.
T9 Tratado térmicamente por solución, envejecido artificialmente y luego trabajado en frio.
T10 enfriado desde una elevada temperatura proceso de conformado, envejecido artificial y
luego trabajado en frio.
Solución a los Problemas de Soldeo de Aluminio
El aluminio en la industria tiene cada vez mayor importancia, y es preferido por los ingenieros y
diseñadores para una variedad de fabricación de estructuras, debido a su peso liviano, a su
excelente resistencia a la corrosión, alta resistencia, alta tenacidad, extrema capacidad térmica,
versatilidad para la extrusión y capacidad para el reciclaje.
Debido al incremento del uso del aluminio como material de construcción, la conversión del acero
a aluminio en la industria de la fabricación por soldeo se está tornando común.
Se indica a continuación los problemas más comunes encontrados durante el soldeo del alumno
tales como inconvenientes en el suministro de alambre (electrodo), porosidad, fisuración y
selección de la aleación del metal de aporte.
Inconvenientes en el Suministro de Alambre
Este es el mayor inconveniente que se presenta en el proceso de soldadura MIG.
El alambre de soldadura debe tener buena consistencia y alta calidad en cuanto al control de su
diámetro y suavidad de su superficie.

5/12/2018 Aluminio y aleaciones - slidepdf.com
http://slidepdf.com/reader/full/aluminio-y-aleaciones-55a4d68ce30ac 5/9
Excelente lubricación para la facilidad en la alimentación del alambre.
Seleccionar el sistema apropiado de alimentación del alambre, porque éste es blando y más
susceptible a la deformación y a adquirir irregularidades durante la operación de su alimentación.
Un exceso de la presión de los rodillos puede deformar el alambre e incrementar la fricción a
través de la guía y boquilla.
La precisión del diámetro de la boquilla y su calidad tiene gran importancia.
Porosidad
La porosidad es un resultado del gas de hidrogeno que se queda atrapado dentro del metal que se
solidifica durante el soldeo del aluminio y deja vacíos en el cordón de soldadura.
El hidrogeno es altamente soluble en el aluminio fundido
El hidrogeno puede ser intencionalmente introducido durante la operación de soldeo a través de
contaminantes dentro del área de soldeo tales como hidrocarburos y/o humedad.
Los hidrocarburos pueden ser encontrados sobre las planchas o el alambre de soldadura que han
sido contaminados con lubricantes, grasa, aceite o pintura.
La humedad (H2O) contiene hidrogeno y puede ser introducido al área de soldeo a través de las
fugas del sistema de refrigeración del equipo de soldeo, inadecuada pureza del gas protector,
óxidos de aluminio hidratados, condensación sobre las planchas o alambre a partir de la alta
humedad y cambios de temperatura.
El aluminio tiene una película de óxido protector. Esta película es relativamente delgada y se
forma sobre el aluminio inmediatamente.
El óxido de aluminio es poroso y fácilmente puede absorber la humedad.

5/12/2018 Aluminio y aleaciones - slidepdf.com
http://slidepdf.com/reader/full/aluminio-y-aleaciones-55a4d68ce30ac 6/9
Otras fuentes de contaminación están asociadas a los materiales empleados en la preparación de
los biseles, métodos de corte y esmerilado que pueden depositar contaminantes sobre la
superficie.
La porosidad es detectada mediante ensayos radiográficos.
La Fisuración
Durante el soldeo del aluminio se pueden encontrar las fisuras que ocurren durante la
solidificación o el problema de fisuración en caliente.
Esta forma de fisuras es causada por una combinación de la debilidad metalúrgica del metal de
soldadura, ya que se solidifica con un esfuerzo transversal aplicado transversalmente a la
soldadura.
La debilidad metalúrgica es frecuentemente un resultado de la errónea mezcla del metal de
aporte, el metal base y la tensión transversal a partir de la deformación durante la solidificación de
la soldadura.
Estas fisuras son llamadas fisuras en caliente debido a que ocurren cerca de las temperaturas de
solidificación.
Con la finalidad de reducir la fisuración en caliente, se debe reducir las tensiones transversales a la
soldadura y evitar el rango químico critico en las soldaduras.
El Si en una aleación de aluminio (metal de aporte) y la mezcla del metal de aporte (Al Si) entre
0.5 a 2.0% produce una composición de metal de soldadura que es sensible a la fisuración.
Una soldadura con esta composición usualmente se fisura durante la solidificación.
Se debe tener cuidado al soldar el metal base de las series 1xxx (aluminio puro) con el metal de
aporte de una aleación de las series 4xxx (Al-Si), para prevenir una composición del metal de
soldadura dentro de este rango de sensible a la fisuración.
El Mg en el aluminio desde 0.5 hasta 3.0% produce una composición del metal de soldadura que
es sensible a la fisuración y debe ser evitado.
Los metales base de aleaciones Al-Mg con menos de 2.8% de contenido de Mg puede ser soldadocon metales de aporte ya sea Al-Si (series 4xxx) o aleaciones Al-Mg (series 5xxx).
Las aleaciones Al-Mg (metal base) con mayor de 2.8% de Mg, no puede ser soldado
satisfactoriamente con metales de aporte Al-Si (series 4xxx), debido al problema eutéctico
asociado al exceso de silicato de magnesio (Mg2Si) en la estructura que disminuye la ductibilidad e
incrementa la sensibilidad a la fisuración.

5/12/2018 Aluminio y aleaciones - slidepdf.com
http://slidepdf.com/reader/full/aluminio-y-aleaciones-55a4d68ce30ac 7/9
Otro tipo de fisuración en el aluminio es la fisuración en el cráter. Este tipo de fisuración ocurre al
final de la soldadura y se evita con una técnica adecuada de soldeo.
Selección del metal de aporte
Cuando se suelda el acero, la selección del metal de aporte es frecuentemente basado en la
resistencia a la tracción del metal base solo.
La selección del metal de aporte para el aluminio no es tan simple y usualmente no está basado
solamente en la resistencia a la tracción del metal de soldadura.
Para el aluminio hay una serie de variables las cuales tienen que ser consideradas durante el
proceso de selección del metal de aporte.
Las variables a ser considerados durante la selección del metal de aporte son:
Facilidad de soldeo (libre de fisuración de la soldadura). Esto está basado en la
combinación del metal de aporte/metal base, su relativa sensibilidad a la fisuración con los
rangos críticos de composición.
Resistencia de la soldadura, esto está basado en la habilidad del metal de aporte de reunir
o exceder la resistencia de la unión soldada.
Frecuentemente con el aluminio la Haz de una soldadura en biseles rige la resistencia de la unión,
la resistencia de la unión de las soldaduras de filete está basada en la resistencia al corte que
puede ser afectado por la selección del metal de aporte.
5/12/2018 Aluminio y aleaciones - slidepdf.com
http://slidepdf.com/reader/full/aluminio-y-aleaciones-55a4d68ce30ac 8/9
La resistencia de la soldadura de filete es mayormente dependiente de la composición del metal
de aporte empleado en la soldadura de la unión.
Típicamente, los metales de aporte de las series 4xxx tienen baja ductibilidad y proporciona menor
resistencia acorte de uniones de filete.
Los metales de aporte de las series 5xxx típicamente tienen mayor ductibilidad y pueden
proporcionar aprox. Dos veces la resistencia al corte de un metal de aporte de las series 4xxx.
Ductibilidad de la Soldadura. La ductibilidad es una propiedad que describe la habilidad de un
material de fluir plásticamente antes de fracturarse.
Proporciones crecientes de ductibilidad de metales de aporte indica mayor habilidad para
deformarse plásticamente y redistribuir la carga por lo tanto disminuyendo la sensibilidad a la
propagación de la fisura.
Servicio a Temperatura. Los servicios a temperaturas sobre 66°C deben operar sin ningún efecto
no deseable en la unión soldada.
Las aleaciones Aluminio/Magnesio con mayor de 3% de Mg, que son expuestos a elevada
temperatura, pueden producir segregaciones de magnesio en los límites de grano del material.
Esta es una condición indeseable que puede resultar en una falla prematura del componente
soldado. Consecuentemente, tanto las aleaciones de metal base y metales de aporte con menos
de 3% de Mg han sido desarrollados para las aplicaciones a altas temperaturas.
Resistencia a la Corrosión. Muchas combinaciones de las aleaciones de metal base y metales de
aporte son bastante satisfactorias para la exposición general a la atmosfera. En los casos donde se
utilizan metales disimiles tanto metal de aporte y metal base, y hay un electrolito, es posible quese establezca una acción galvánica.
El parangón de color después del anodizado. El color de una aleación de aluminio cunado es
anodizado depende de su composición. El Si en aluminio causa oscurecimiento de la aleación
cuando es tratado químicamente durante el proceso de anodizado.
Tratamiento Térmico Post soldadura. Típicamente las aleaciones comunes de metal base tratable
térmicamente, por ejemplo 6061 T6, pierde una proporción sustancial de sus resistencias
mecánicas después del soldeo.
A fin de retornar el metal base a su resistencia original, puede ser una opción para desarrollar untratamiento térmico post soldadura.

5/12/2018 Aluminio y aleaciones - slidepdf.com
http://slidepdf.com/reader/full/aluminio-y-aleaciones-55a4d68ce30ac 9/9





























