Embed Size (px)
Citation preview

ANÁLISE E ESTUDO DO ARRANJO
FÍSICO PARA A RACIONALIZAÇÃO DO
PROCESSO PRODUTIVO EM UMA
EMPRESA FABRICANTE DE MÓVEIS
DE CAMPINA GRANDE - PB.
Soter Emidio da Costa Junior (UFCG )
Elisangela Silva Porto Sales (UFCG )
Ewerton Tavares Galdino (UFCG )
Eduardo Henrique Coura Schafer (UFCG )
MATEUS RAVI MEDEIROS ARCENIO (UFCG )
O presente estudo tem como objetivo promover a análise e
planejamento do layout produtivo da empresa, Móveis AIAM, como
busca de maior racionalização do processo produtivo e um fluxo de
materiais mais eficiente. Para tanto, foi utilizada a metodologia de
Nóbrega Jr. e Villar (2004), além de uma vasta pesquisa documental-
bibliográfica com coleta de dados, com o propósito do conhecimento
de toda a produção e das suas principais falhas. Ademais, com o
intuito de resolver o problema, houve a necessidade de uma pesquisa
exploratória e descritiva. Com o desenvolvimento e resultados da
pesquisa procurou-se melhorar e aperfeiçoar o fluxo de materiais na
planta produtiva e consequentemente as perdas por movimentação, a
diminuição dos custos de fábrica com transporte interno e, por
consequência, o aumento na produtividade da empresa.
Palavras-chave: Produtividade;Empresa de Móveis; Layout; Arranjo
Físico
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016.

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
2
1. Introdução
O contexto sócio-econômico contemporâneo impõe o imperativo da oferta de bens e serviços
no momento requerido, na quantidade adequada e a preços competitivos, tudo isso, associados
a critérios de produtividade, flexibilidade e qualidade. Neste sentido, dificilmente uma
empresa será bem sucedida ou até mesmo garantirá sua sobrevivência sem se preocupar com
um planejamento eficiente de suas atividades.
O planejamento pautado nos fatores que influenciam o processo produtivo, quais sejam,
previsão da demanda; determinar uma localização ótima; estabelecer a melhor distribuição
para o seu arranjo físico convergente para a otimização do processo produtivo, é de
fundamental importância para uma gestão eficiente e a racionalização de recursos. Assim, o
planejamento das instalações no projeto de uma empresa pode ser considerado um fator
estratégico no que se refere à eficiência produtiva.
Para Porto (2008), o arranjo físico desempenha um importante papel na gestão eficiente da
organização, tendo em vista que se trata de uma ferramenta interessante no que se refere a
agregação de valor, diminuição de custos de operação e contribuição no aumento da
produtividade a partir da distribuição física, adequadamente planejada, dos recursos de
transformação (alocação de instalações, máquinas, equipamentos e pessoal).
Por outro lado, o setor moveleiro tem experimentado um crescimento de demanda e uma
expansão econômica significativas. Segundo o Ministério do Desenvolvimento, Indústria e
Comércio Exterior, nos últimos dez anos, o crescimento do setor moveleiro nacional foi
superior a 200% e em 2010 apresentou os seguintes dados: 15,25 mil indústrias no setor,
275,6 mil empregados formais; faturamento de 29,72 bilhões de reais e valor total de
exportações foi de US$ 789,3 milhões
Sendo assim, o presente estudo tem como objetivo analisar o projeto de fábrica e layout de
uma empresa fabricante de móveis, a partir da metodologia de Nóbrega Jr. e Villar (2004),
situada em Campina Grande – PB. Desta forma, apresenta-se como estudo descritivo do tipo
estudo de caso, utilizando-se de uma análise quantitativa (levantando dados relativos aos
fatores de produção mencionados por Olivério, 1985) e qualitativo (procedendo com uma

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
3
séria de inferências dos pesquisadores pautadas em seu conhecimento bibliográfico e
experiência na área).
2. A Empresa
A Móveis AIAM dispõe de um Arranjo físico “por produto”, mas com um sistema produtivo
intermitente em lotes devido ao seu alto volume de peças e baixa variedade de processos. Não
obstante, variações do processo não interferem no volume de produção das peças por se
tratarem de pequenas mudanças, tais como, tipos de furação; ajustes simples nos cortes;
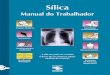
pintura etc. Assim, o processo produtivo inclui as seguintes operações: Corte das chapas de
madeira, colagem da fita de borda, furação das peças, pintura das peças e embalagem do
produto, conforme mostra a figura 1.
Figura 1 - Fluxograma
A
capacidade da empresa é mensurada pelo peso de madeira cortada em toneladas (por isso o
setor de corte é o "coração" da empresa). A meta diária da empresa é cortar 55 toneladas, mas
a média realizada nos últimos 6 meses de 2014 está na casa de 40 toneladas por dia, o que
significa 73% da meta. No ano decorrente a capacidade produtiva da empresa continua na
faixa de 40 toneladas por dia. O outro fator que mede a capacidade produtiva é a embalagem,
que também tem a meta de 55 toneladas, mas o realizado no mesmo período citado acima é de
35 toneladas.
Estocagem da matéria-prima (chapas de madeira)
Deslocamento das chapas até o setor de corte
Corte das chapas
Contagem das peças do lote
Deslocamento até o setor de colagem de borda
Colagem das fitas de borda
Contagem das peças do lote
Deslocamento até o setor de furação
Furação das peças
Montagem teste do produto “cru”
Contagem das peças do lote
Deslocamento até setor de pintura
Pintura das peças
Contagem das peças do lote
Deslocamento até o setor de embalagem
Embalagem do produto
Montagem teste final
Deslocamento até o setor de expedição
Estocagem de produto acabado

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
4
3. O Layout de Produção
A estimativa das áreas de um arranjo físico é extremamente importante para o incremento da
produtividade de uma empresa. Segundo MUTHER (1978) o principal foco do arranjo físico é
no ambiente interno da empresa, definindo e integrando os elementos de produção. Não é
somente uma disposição racional dos equipamentos, mas também, o estudo das condições
humanas de trabalho, de corredores projetados corretamente, de evitar controles
desnecessários, de qual meio de transporte vai-se utilizar para movimentação. Para Olivério
(1985, p. 169), o planejamento do layout deve responder à alguns objetivos; respeitar alguns
princípios e se pautar em algumas recomendações específicas para garantir maior eficiência
produtiva.
Os objetivos são, o aumento do moral e satisfação do trabalhador; incremento da produção; a
redução das demoras; redução do material em processo; economia do especo; redução do
manuseio de materiais; redução de lead times; melhor utilização dos recursos produtivos e a
diminuição dos custos indiretos e finaliza estabelecendo seis princípios e seis recomendações.
Já os princípios são, da integração (integração harmoniosa dos elementos que compõem a
produção e unicidade de propósito); mínima distância (lembrando que o transporte não
acrescenta valor ao produto, podendo, inclusive ocasionar defeitos e acidentes); obediência ao
fluxo de operações (evitando retrocessos, interrupções e cruzamentos); uso das três
dimensões; satisfação e segurança; flexibilidade (a depender do tipo de sistema de produção
envolvido). Por fim, as recomendações para o Layout, são: “planeje o todo e depois o
detalhe”; “Planeje o ideal e depois o prático”; “Planeje para o futuro”; “Procure a ideia de
todos”.
Por outro lado, o planejamento do layout deve ser realizado contemplando questões de
segurança do trabalho e garantir a segurança dos indivíduos e a segurança patrimonial. Como
justificativa a esta afirmação, Villar (2004) cita que os acidentes acarretam perdas monetárias
de grande valor; punições severas à empresa, além de outras implicações negativas de toda
ordem de fatores. Dentre as questões de segurança que influenciam diretamente o
planejamento do Layout, destaca-se a prevenção e combate a incêndios, por ser considerado
um risco de grande amplitude de efeito e consequências devastadoras.
Não obstante, a determinação dos fatores que influenciam o arranjo físico é de suma
importância para o planejamento do Layout de produção, pois funcionam como critérios
fundamentais que dão uma coerência ao projeto do arranjo físico quando ponderados

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
5
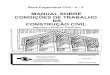
adequadamente. Segundo Olivério (1985), os fatores materiais (abordando considerações
como características físicas e químicas, quantidades, variedade etc.), equipamentos, mão-de-
obra, movimentação (aborda fluxo de materiais, fluxo de sequência da produção, fluxo de
área para área, transportes envolvidos e depósitos para material em movimento ou em espera),
espera, serviços, edifício (aspectos construtivos e de localização) e mudança devem ser
organizados de forma harmoniosa devido à influência que exercem no arranjo físico.
Figura 2 - Fatores que influenciam o Arranjo Físico
4. A metodologia para elaboração do layout
Os postulados científicos apresentam uma séria de metodologias para o planejamento do
layout, desde modelos heurísticos, passando pela aplicação de matemática avançada ou
métodos algoritmos e culminando na programação computacional. Contudo, algumas
metodologias básicas são as mais consideradas e citadas em trabalhos e publicações da área,
quais sejam, Mütter (1978); Olivério (1985); Tompkins et.al. (1996); Slack et. al. (1999);
Ivanqui (1997); Villar (2001) etc.
A metodologia de Villar (2001) baseia-se no modelo de Olivério (1985) com a adição das
técnicas de prevenção e combate a incêndio através da NR-23, NR 24 e dados do
FUNDACENTRO (1981) para tratar dos tópicos relacionados à higiene e segurança no
trabalho e prevenção e combate a incêndio. Assim, a elaboração do layout divide-se em
quatro etapas: Elaboração do arranjo físico geral preliminar; elaboração do arranjo físico
detalhado; ajustes do arranjo físico geral e; arranjo físico final.
Para o arranjo físico preliminar, Villar (2001) dimensiona as áreas tomando-se o cuidado com
a análise do inter-relacionamento quantificado relativamente ao fluxo, risco de incêndio e
substâncias extintoras, além de adotar a aplicação do algorítimo genérico desenvolvido por
Ivanqui (1997) para a otimização e alocação de instalações, que por sua vez a qual relaciona
fluxo; onde fluxo do relacionamento de uma instalação i como uma instalação j é a distância
de i pra j (em caso de distâncias desejáveis, aplica-se o valor número três “03”, caso contrário,
aplica-se o valor numérico zero “0”).

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
6
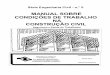
O segundo passo trata da elaboração do arranjo físico detalhado: o dimensionamento
dos posto de trabalho, através da metodologia de Olivério (1985), determinando-se as áreas
para equipamentos; processo; o operador na operação; manutenção; acesso dos meios de
transporte e movimentação de refugos, entre outras. Após determinar os dimensionamentos
das áreas são identificadas as particularidades passíveis de ocasionar incêndios. Em relação
aos sistemas especiais de combate a fogo, procede-se de forma semelhante e paralela aos
sistemas particulares de prevenção.
Em seguida tem-se o isolamento dos riscos de incêndio e da natureza de fogo das
seções e a escolha dos extintores que irão ficar em cada área de acordo com as substâncias
extintoras a que se destinam, bem como das áreas de circulação e aquelas dedicadas aos
equipamentos de prevenção e combate a incêndio. São determinados os ajustes finais do
arranjo físico, onde é analisado o sistema de combate a incêndio, a determinação dos
arruamentos interdepartamentais, localização da caixa d´água e para raio. E, conclui-se com a
documentação do arranjo físico final.
Figura 3 – Elaboração do Arranjo físico geral
Fonte: Villar (2004)
5. Elaboração do planejamento do layout – o estudo de caso.

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
7
Seguindo a metodologia de Villar(2004), o primeiro passo é definir o Arranjo Físico
Preliminar. Aqui são tratadas as questões relativas a elaboração do Layout geral preliminar; o
detalha e comentar as modificações e melhorias propostas. Como quantificações serão
apresentadas quadros e tabelas que tratam do dimensionamento de áreas e fluxo de produção,
sempre considerando as questões de prevenção e combate a incêndios e a representação
gráfica do planejamento proposto.
a) Arranjo físico geral preliminar – inicia-se com a estimativa das áreas realizada em
duas etapas, orientando-se pela NR 24 e normas da FUNDACENTRO: a primeira trata do
dimensionamento da área do centro de produção; a segunda etapa determina as áreas para
circulação, escritórios, instalações sanitárias, vestiários, refeitórios e cozinhas. Para
determinação da área ideal dos centros do processo produtivo, foi utilizado o método de
Guerchet, com definição nos valores k apresentados na tabela 2. A Fórmula de Guerchet é
apresentada por, cuet SSSS onde, eS (superfície que o equipamento projeta na
superfície horizontal); el a d o su SNS ; cS (área necessária para a circulação de materiais
entre os postos de trabalho), )( euc SSkS .
Tabela 1 - Método de Guerchet
Tipo de Indústria k
Grande Indústria mov. componente rolante 0,5 a 0,15
Linhas com mov. mecânica 0,10 a 0,25
Fiação tecelagem 0,05 a 0,25
Joalheiria, Relojoaria 0,5 a 1,0
Pequena Industria 0,5 a 2,0
Industria mecânica em geral 2,0 a 3,0 Fonte: Black (1998)
Área de escritório: A demanda considera é de uma sala de escritório (financeiro,
compras, direção, PCP, engenharia, TI e contabilidade). A Tabela 3 apresenta o
dimensionamento atual e o ideal para o escritório e quantos deveriam ser.
Tabela 1 – Área administrativa
Setor Área atual (m²) Pessoas Área mínima
sugerida (m²)
Administrativo 75 15 67,5
Pode-se perceber que há um dimensionamento se aproximando do limite mínimo sugerido
para a área de escritório.
Área de banheiros: Na empresa em estudo o número de funcionários corresponde a
117, em único turno, sendo este diurno. Portanto, o número de bacias sanitárias

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
8
necessárias segundo a NR 24 é de 6 privadas, sendo 4 para o sexo masculino e 2 para
o sexo feminino. Entretanto, observa-se um número maior para bacias sanitárias no
ambiente atual, 13 para cada sexo.
Tabela 3 – Bacias sanitárias
Setores Número de
funcionários
Bacias
sanitárias
(Masculino)
Bacias
sanitárias
(Feminino)
Produção/
Escritório 117 13 13
Área de vestiários:
Segundo a NR – 24 todos os estabelecimentos industriais, bem como aqueles em que a
atividade exija troca de roupas ou imposto o uso de uniforme, deverá haver local apropriado
para vestiário dotado de armários individuais, observada a separação de sexos. Os vestiários
devem possuir 1,5m² para cada trabalhador, enquanto os armários de um só compartimento
devem ter 0,8x0,3x0,4 (metros).Atualmente a empresa possui 2 vestiários: um feminino e
outro masculino, ambos com armário de um só compartimento; o vestiário feminino possui
aproximadamente 550 m², enquanto o masculino possui 550m².
Área de refeitório:
As áreas do ambiente alimentício obedecerão à norma regulamentadora 24 - condições
sanitárias e de conforto nos locais de trabalho. Portanto, as dimensões foram definidas a
seguir pelo número de funcionários do maior turno. Atualmente o refeitório possui uma área
de aproximadamente 300m², que por sua vez está isolada dos locais de trabalho, possuindo:
oito mesa, 16 bancos coletivos, 16 cadeiras, 2 fogões, 2 geladeiras e 2 freezers horizontais. É
importante salientar que existe nessa área de refeitório 1 lavabo.
Área de circulação:
As áreas de circulação serão reservadas para movimentações de pessoas e materiais dentro do
departamento. Para o caso estudado, foi utilizada como base a Norma Regulamentadora 11 -
transporte, movimentação, armazenagem e manuseio de materiais e a Norma
Regulamentadora 12 – segurança no trabalho em máquinas e equipamentos (Fig. 7).
Tabela 4 – Áreas de circulação
Tipo de Tráfego Sentidos Circulação
Sugerida (m)
Circulação
Atual (m) 1 2

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
9
Pessoas x 1,5 2,0
Carrinho manual x 3,5 5,0
Matéria Prima x 4,0 5,0
Produto Acabado x 4,0 5,0
Empilhadeiras x 4,0 5,0
b) Arranjo físico detalhado
Tendo em vista que a empresa apresentar um enorme Mix de produtos, foi selecionado um
dos itens de maior demanda, trazendo uma maior representatividade para os objetivos de
mudança propostos no layout final, que no caso foi Mesa Granito. Assim, será analisado seu
processo produtivo e fluxos representados no quadro 1, tabela 5 e a malha de operações
representada na figura 4.
Quadro 1 ‒ Representação dos fluxos
Tabela 5 ‒ Carta De Para
Figura 4 ‒ Malha de Operações

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
10
Neste tópico também buscou-se dimensionar a área ocupada pelas instalações de cada posto
de trabalho, de modo que seja possível realizar a devida alocação dos mesmos, dessa forma
todos os equipamentos utilizados na empresa foram analisados para que se pudesse otimizar o
posicionamento de cada área do centro de produção. No quadro X são apresentadas as áreas
de cada centro de produção e na Figura Y o layout detalhado.
Áreas para equipamentos: tratam das medidas relacionadas à projeção de cada
equipamento, tomando por base o plano horizontal, ou seja, o comprimento e a
largura, de forma a determinar a área ocupada por cada equipamento, como pode ser
visto na tabela 1.
Tabela 6 - Área ocupada por cada equipamento
Nº Equipamento Quantidade Comprimento
(m)
Largura
(m)
Área
ocupada pelo
equipamento
(m²)
1 Corte 2 9,00 7,00 63,00
2 Furo 4 2,00 4,00 8,00
3 Colagem de
borda 4 2,00 9,00 18,00
4 Pintura 3 2,00 80,00 160,00
5 Embalagem 1 2,00 25,00 50,00
6 Esteiras 290 0,5 5,00 2,50
Área para o processo: Nesta seção foram definidas as áreas mínimas necessárias para
que o equipamento possa desempenhar suas atividades perfeitamente, sem nenhum
tipo de limitação. Todos os valores determinados se encontram na tabela 7.
Tabela 7 ‒ Área ocupada para o processo
Nº Equipamento Quantidade Área para o processo (m²)
1 Corte 2 1,00

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
11
2 Furo 4 1,00
3 Colagem de borda 4 1,00
4 Pintura 3 1,00
5 Embalagem 1 1,00
6 Esteiras 290 2,50
Área para o operador na operação: Esta área contempla o espaço necessário para
deslocamento e movimentação do operador durante a operação da máquina. Para esses
dimensionamentos foram consideradas a realização da atividade pelo operador e
acesso ao estoque em processo. Abaixo, encontram-se os valores necessários:
Tabela 8 - Área do operador na execução das operações
Nº Equipamento Quantidade Área para o operador na operação (m²)
1 Corte 2 1,00
2 Furo 4 1,00
3 Colagem de borda 4 1,00
4 Pintura 3 1,00
5 Embalagem 1 1,00
6 Esteiras 290 2,50
Área para manutenção: A empresa dispõe de uma área destinada para manutenção de
9m², no entanto esta manutenção só é dada de forma corretiva. O maquinário é pesado,
por isso, a manutenção é feita no local deste. Percebe-se que há a necessidade de que a
empresa adote a chamada manutenção preventiva para evitar possíveis paradas não
previstas ou indesejadas.
Área para o acesso dos meios de transporte e movimentação: Na empresa em análise
os meios de transportes utilizados são empilhadeiras, “patinhas” e esteiras. Levando-se
em consideração que os corredores possuem largura 2,10m, superior ao indicado pela
norma regulamentadora, que é de 1,20m, verificou-se que a área para o acesso dos
meios de transporte e movimentação é adequada.
Materiais não processados e para peças processadas: Tendo em vista a necessidade de
se ter alguns armazenamentos ao longo do processo para balancear gargalos de
produção, definiu-se uma área de 800m² distribuídas entre esteiras, nos pallets e nas
prateleiras.

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
12
Área para Refugos, Cavacos e Resíduos: encontra-se no próprio setor de produção,
junto a cada posto de trabalho. Os resíduos gerados pelo setor de corte e furação são
aspirados por um exaustor posicionado junto às máquinas, enquanto que para os
resíduos gerados pelo setor de colagem de borda são despejados em toneis
posicionados ao lado dos operadores. A retirada do material é feita por empresas que
compram os resíduos e geralmente é realizada no final do expediente e por isso, esta
área não precisa ser dimensionada, para além da área do posto de trabalho.
Área para Ferramenta, Dispositivos e Instrumentos: Como as necessidades de setups
são frequentes, e para serem realizadas exigem ferramentas organizadas em maletas e
gavetas guardadas próximas às máquinas e equipamentos, por isto, esta medida foi
incluída a do posto de trabalho.
Área para Atendimento aos Dispositivos Legais: Segundo Villar e Nóbrega Júnior
(2004), entre as máquinas de qualquer local de trabalho, instalação ou pilhas de
materiais deverá haver uma passagem livre, de pelo menos 0,80 m. (oitenta
centímetros), que será de 1,30 m. (um metro e trinta centímetros), quando entre as
partes móveis da máquina. Esta orientação foi adota.
Armazenamento: As instalações dos almoxarifados de matéria-prima e de produto
acabado se encontram em edificações térreas. Quanto ao sistema de circulação para
armazenamento, do fornecedor para a empresa pode ser considerado direto e de fácil
entrega, já que o caminhão descarrega próximo ao estoque de matéria-prima, através
de um portão de entrada lateral para entrega da madeira. Na ocasião, usam-se as
empilhadeiras da empresa para descarregar a madeira dos caminhões e estas são
organizadas em pallets e/ou no chão. Já para as matérias-primas correspondentes as
chapas de MDF, fitas de borda, cola AG, tintas, verniz, primer, filme reciclado, filme
virgem, manta de espuma e papelão, que são recebidos pelo almoxarifado, ficam
distribuídos próximos da operação em que a matéria prima está diretamente ligada.
Já a distribuição do produto acabado é feito pela a própria empresa. Os caminhões são
estacionados na parte lateral, onde se encontra o setor de expedição.O fluxo ocorre de
forma livre e desimpedida, visto que os portões encontram-se do lado oposto ao portão

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
13
de entrega de matéria prima. Tanto o processo de movimentação de matéria prima,
como de produto acabado é facilitado pela utilização de empilhadeiras e palleteiras,
diminuindo assim o risco de acidentes e acelerando processo de carga/descarga.
Quanto à racionalização das instalações, movimentação e armazenagem são simples e
adequados para matéria-prima, haja vista o largo portão de entrada, facilitando a
passagem da empilhadeira com as madeiras. Os produtos acabados são embalados,
colocados em pallets, direcionados ao setor de expedição e organizados nos porta-
pallets, onde são mantidos em ótimo estado de conservação, num local isolado que não
impede a movimentação de funcionários, como também não obstrui nenhuma porta ou
extintor de incêndio.
6. Arranjo físico final
Para quantifica algumas das melhorias foi feito uma análise em alguns custos de produção.
Contudo, cabe ressaltar que a produção é de um lote diário composto por 50 mesas “Granito”
e o custo de confecção para produção de cada lote está avaliado em R$ 1666,00. Aqui serão
comentadas todas as melhorias indicadas, sendo estas quantitativas ou não, de forma a
analisar o layout segundo seus objetivos e princípios.
Perceberam-se perdas por movimentação entre os setores de furação e pintura. Essa perda é
proveniente da realocação das máquinas de pintura que ocasionava um aumento no
deslocamento de cerca de 80 metros para peças com pintura unilateral e 160 metros para
peças com pintura bilateral. Realizando um estudo de cronometragem, percebe-se que o
tempo médio do operador nesses 80 metros é de aproximadamente 1min e 6s. Para confecção
da Mesa Granito o operador realiza esse percurso oito vezes, duas vezes para cada uma das 4
peças que passam pela linha de pintura. Por outro lado, levando-se em consideração que o
salário do operador é de R$920,00 e que este trabalha 8h48min por dia, de segunda à sexta, o
valor da hora do trabalhador equivale a R$ 5,97.
Sendo assim, evitando este desperdício de 1min e 6s entre os setores de furação e pintura das
peças da Mesa Granito, evitarem-se desperdícios de aproximadamente R$0,88 por lote de
mesa. Essa mudança acarretará melhorias não apenas na confecção de lotes de mesa, mas
também na maioria dos produtos confeccionados por ela, entre eles: roupeiros, cômodas,
sapateiros, multiusos, cabeceiras, criados mudos, painéis e cozinhas.
Figura 4 – Mapafluxograma

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
14
7. Conclusão
Entende-se que a implantação desta proposta de layout influenciará diretamente na
produtividade da empresa. Isso possibilitará que a mesma receba uma alavancagem na sua
produção, pois a implantação deste projeto implicará em redução de transporte, otimização
dos espaços destinados a armazenamento e produção, mão de obra, onde os colaboradores
serão mais e melhor aproveitados. Tudo isso contribuirá para a redução de ledtime, que
significa redução de custos e aumento dos lucros. Vale ressaltar que o layout de qualquer
empresa precisa sempre ser revisado na intenção da aplicação da melhoria contínua.

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
15
A melhoria no layout de produção é facilmente percebida, tendo em vista que serão
eliminadas duas das “Sete grandes perdas” criadas por Ohno, que é a de movimentação e de
transporte. Visto que, analisando as alterações geradas pelo layout proposto, tem-se uma
redução de, no mínimo 80 metros de deslocamento de peças entre os setores de furação e
pintura, gerando assim uma melhoria na sua racionalização, consequentemente um aumento
de sua capacidade produtiva da empresa.
No que diz respeito à segurança e prevenção de incêndio, entende-se a importância da
elaboração de um projeto de segurança, como também acompanhamento e treinamento das
pessoas que atuam de forma direta na manutenção das normas regulamentadora. É preciso
uma cobrança maior da empresa junto aos seus colaboradores na busca da aplicação e
realização de melhorias do projeto inicial de segurança, trazendo condições ideais de trabalho,
reduzindo riscos de acidentes e conquentimente gerando alto índice de satisfação de todos.
Por fim, percebe-se a necessidade de implantação de todas as melhorias propostas, como
também uma análise minuciosa, utilizando um leque maior de ferramentas, softwares e dados
específicos para que o estudo tenha maior representatividade na empresa.
8. Referências ABNT – ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 5419:2005 - Proteção de estruturas
contra descargas atmosféricas. Rio de Janeiro, 2005.
CBMPB – Corpo de Bombeiros Militar da Paraíba. Norma Técnica 004/2013 – CBMPB. Disponível em: <
http://www.bombeiros.pb.gov.br/wp-content/uploads/2013/10/NT-n%C2%BA-0042013-CBMPB.pdf >
Acessado em 12 de novembro de 2015.
Ministério do Desenvolvimento, Indústria e Comércio Exterior,
http://www.mdic.gov.br/sitio/interna/noticia.php?area=2¬icia=14221. Acessado em 15/10/2015).
MUTHER, Richard. Planejamento do Layout: Sistema SLP. Supervisão ITIRO IIDA.Tradução Elizabeth de
Moura Vieira, Jorge AiubHijjar e Miguel de Simoni. São Paulo, Edgard Blücher, 1978. TUBINO, Dalvio;
NR 11 - TRANSPORTE, MOVIMENTAÇÃO, ARMAZENAGEM E MANUSEIO DE MATERIAIS –
Ministério do Trabalho e Emprego - Portaria SIT n.º 82, de 01 de junho de 2004;
Ministério do Trabalho e Emprego - Portaria SIT n.º 293, de 08 de dezembro de 2011;
NR-12 – SEGURANÇA NO TRABALHO EM MÁQUINAS E EQUIPAMENTOS

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
16
NR 24 - CONDIÇÕES SANITÁRIAS E DE CONFORTO NOS LOCAIS DE TRABALHO - Ministério do
Trabalho e Emprego - Portaria SSST n.º 13, de 17 de setembro de 1993.
NR 23 – PROTEÇÃO CONTRA INCÊNDIOS. Disponível em: <
http://www.guiatrabalhista.com.br/guia/nr23.htm > Acessado em 13 de novembro de 2015.
VILLAR, A. M.; NÓBREGA JÚNIOR, C. L. Planejamento das instalações industriais. João Pessoa: Manufatura,
2004.










![Material Nr-33 Fundacentro[1]](https://img.pdfslide.tips/doc/110x75/55cf865e550346484b96edb2/material-nr-33-fundacentro1.jpg)