Embed Size (px)
Citation preview

1 FRESADO FRONTALbull Avance perpendicular al eje de girobull Profundidad de corte en direccioacuten axialbull Corte producido por los filos perifeacutericosbull Acabado superficial producido por los filos de la cara frontal
2 FRESADO PERIFEacuteRICObull Avance perpendicular al eje de girobull Profundidad de corte en direccioacuten radialbull Corte producido por los filos perifeacutericos
3 AVANCE AXIALbull Avance y profundidad de corte en direccioacuten axialbull Corte producido por los filos de la Cara frontalbull Generalmente se taladra hasta una profundidad y luego se avanza radialmente
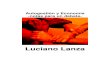
FRESADO EN CONCORDANCIA ndash EN OPOSICIOacuteNDEPENDIENDO DEL GIRO DE LA HERRAMIENTA RESPECTO A LA PIEZA
FRESADO EN OPOSICIOacuteN DIRECCIOacuteNDE AVANCE DE LA PIEZA OPUESTA A LADE ROTACIOacuteN DE LA FRESA EN EL AacuteREADE CORTE EL ESPESOR DE VIRUTACOMIENZA EN CERO E INCREMENTA SUESPESOR AL FINAL DEL CORTEbull FUERZAS TIENDEN A EMPUJAR PIEZAFUERA DE LA MESA
FRESADO EN CONCORDANCIADIRECCIOacuteN DE AVANCE DE LA PIEZA LA MISMA QUE LA DE ROTACIOacuteN DE LAFRESA EN EL AacuteREA DE CORTE ELESPESOR DE VIRUTA VA DISMINUYENDODESDE EL COMIENZO DE CORTE HASTAEL FINAL DEL CORTEbull PREFERIBLE CUANDO LO PERMITAN LAMAacuteQUINA-HERRAMIENTA LOS AMARRESY LA PIEZA DE TRABAJO
PERIFERICO
FRONTAL
FRESADO PERIFEacuteRICO
AacuteNGULO DE DESPRENDIMIENTO (γ)bull AFECTA AL CONSUMO DE POTENCIA DE CORTE RESISTENCIA DEL FILO Y LAFORMACIOacuteN DE VIRUTAbull UN GRAN AacuteNGULO POSITIVO PRODUCE PEQUENtildeAS FUERZAS DE CORTE Y POR LOTANTO MENOR POTENCIA REQUERIDA PERO DEBILITA EL FILObull MECANIZADO DE ACERO 1048782 ENTRE 10 Y 15ordmbull ALEACIONES LIGERAS 1048782 ENTRE 20 Y 25ordmbull AacuteNGULO DE INCIDENCIA (α)bull EVITA QUE LA HERRAMIENTA ROCE CON LA PIEZA POR LO GENERAL OSCILA ENTRE5 Y 12ordm PARA LOS MATERIALES DUacuteCTILES COMO EL COBRE SE REQUEREN MAYORESAacuteNGULOS QUE PARA LOS MATERIALES MAS DUROSbull AacuteNGULO DE LA HEacuteLICE (λ)bull HACE QUE LA ARISTA DE CORTE VAYA PENETRANDO PROGRESIVAMENTE EN ELMATERIAL PROVOCANDO UN CORTE SUAVE AL TIEMPO QUE REDUCE LA FUERZAAXIAL
FRESADO FRONTAL
AacuteNGULO DE POSICIOacuteN (κ)bull AFECTA A LA DIRECCIOacuteN DE LAS FUERZAS DE CORTE Y EL ESPESOR DE LA VIRUTAbull ESTE AacuteNGULO ESTAacute EN FUNCIOacuteN DE LA OPERACIOacuteN QUE SE VA A REALIZAR PARAESCUADRAR ES NECESARIO κ = 90ordm MIENTRAS QUE PARA PLANEAR SE PUEDE TOMAREL AacuteNGULO MAacuteS CONVENIENTE DESDE EL PUNTO DE VISTA DE DISTRIBUCIOacuteN DEESFUERZOSbull LOS AacuteNGULOS DE POSICIOacuteN MAacuteS FRECUENTES VARIacuteAN ENTRE 45 Y 75ordm EL AacuteNGULOMENOR A 90ordm HACE QUE EL FILO DE CORTE SEA ROBUSTO Y SE PRODUZCAFAacuteCILMENTE LA EVACUACIOacuteN DE LAS VIRUTASbull EL CONTACTO INICIAL PLAQUITA-PIEZA ES MAacuteS FAVORABLE CON AacuteNGULOSPEQUENtildeOSbull EL ESPESOR DE VIRUTA ES MAacuteXIMO PARA κ=90ordm DISMINUYENDO CON κbull CUANTO MAYOR ES κ MENOR ES LA FUERZA AXIALbull LOS EJES DE LAS FRESADORES TIENEN SU MAYOR RESISTENCIA EN SENTIDO AXIALbull LA COMPONENTE RADIAL TIENDE A PRODUCIR VIBRACIONESbull PARA EL MISMO TAMANtildeO DE PLAQUITA LA PROFUNDIDAD UacuteTIL AUMENTA CON κ
bull PARA EL MECANIZADO PESADO UTILIZAR UN AacuteNGULO DE 45ordm YA QUE EL FILO DECORTE ES MAacuteS ROBUSTO TAMBIEacuteN LA FUERZA DE CORTE AXIAL Y RADIAL SONSEMEJANTES LO CUAL PUEDE SER FAVORABLE PARA FRESADORAS DE GRAN TAMANtildeOEN LAS QUE LOS HUSILLOS TIENEN GRAN VOLADIZO POR TANTO LA FUERZA RADIALDEacuteBIL
AacuteNGULO DE DESPRENDIMIENTO (γr) Y DE INCLINACIOacuteN (γa)HAY TRES TIPOS DE FRESAS EN FUNCIOacuteN DE LA COMBINACIOacuteN DE LOS AacuteNGULOS DEDESPRENDIMIENTO E INCLINACIOacuteNDETERMINAN DE QUEacute MANERA TRABAJA LA HERRAMIENTA Y EJERCEN UN EFECTOCONSIDERABLE SOBRE LA CAPACIDAD DE CORTE SALIDA DE VIRUTA DURACIOacuteN DE LAHERRAMIENTA Y FUERZA DE CORTE DIRECCIOacuteN Y MAGNITUD
γa positivo γr positivobull Miacutenimas fuerzas de cortebull Poco consumo de potenciabull Formacioacuten de viruta ventajosa para su extraccioacutenbull Buena solucioacuten para materiales duacutectiles que presentanProblemas de filo de aportacioacutenbull Ventajoso para el mecanizado de piezas no muyEstables
γa negativo γr negativobull Robustez en los filos de las plaquitas bull Ideal para mecanizar con choquesbull Gran consumo de potenciabull Se necesita rigidez de fijacioacuten de la piezabull Desventajoso para materiales de virutalarga
γa positivo γr negativobull Ideal para profundidades de corte grandesbull Buen desalojo de virutabull Filo muy robustobull Buena solucioacuten para mecanizados engeneral
TAMANtildeO DE LA PLAQUITAbull SE RECOMIENDA QUE LA PROFUNDIDAD DE CORTE NO EXCEDA LAS 23 DE LALONGITUD DE LA ARISTA DE CORTEbull EL TAMANtildeO DE PLAQUITA MAacuteS HABITUAL ES DE 12 mm bull DIAacuteMETRO DE LA FRESAbull NORMALMENTE SE APLICAbull EL DIAacuteMETRO DE LA FRESA DEBE GUARDAR LA RELACIOacuteN CORRECTA A LA POTENCIADE ACCIONAMIENTO DISPONIBLEbull NO ES CONVENIENTE DISMINUIR EL AVANCE EN VEZ DEL DIAacuteMETRO DE LA FRESAPARA REDUCIR LA POTENCIAbull EL MECANIZADO MAacuteS ECONOacuteMICO SE OBTIENE SELECCIONANDO EL MAYOR DE LOSAVANCES RECOMENDADOS AL RESPECTObull EN ALGUNOS CASOS PUEDE SER MAacuteS VENTAJOSO SELECCIONAR UNA FRESA DEMENOR DIAacuteMETRO Y CUBRIR EL ANCHO EN DOS PASADASbull SE DEBE EVITAR QUE EL ANCHO DE FRESADO SEA IGUAL AL DIAacuteMETRO DE LA FRESAbull EL DIAacuteMETRO DE LA FRESA NO DEBE SOBREPASAR EL DOBLE DEL DIAacuteMETRO DELHUSILLO (TENDENCIA A VIBRACIONES)
PASO DE LA FRESAEL ESPESOR MIacuteNIMO DE LA VIRUTA DEBE SER SUPERIOR AL MIacuteNIMO Y POR LOMENOS DOS FILOS DEBEN ESTAR CORTANDO SIMULTAacuteNEAMENTE ADEMAacuteS ELESPACIO ENTRE DIENTES DEBE SER SUFICIENTE PARA PERMITIR ELALOJAMIENTO DE LA VIRUTA PRODUCIDAPASO GRANDEbull PARA PASADAS PROFUNDAS EN PIEZAS GRANDESbull PARA DESBASTES Y ACABADOS DE ACEROPASO NORMALbull PARA MECANIZADO EN GENERAL CUANDO LA POTENCIA DE LA MAacuteQUINA NO LIMITAEL AVANCE DE LA PLAQUITAbull PARA FRESADO DE SUPERFICIES ESTRECHAS EN EL CUAL ES CONVENIENTE QUEHAYA MAS DE UN DIENTE EN CORTEPASO REDUCIDObull MECANIZADO DE FUNDICIOacuteN CON GRANDES AVANCES Y EN PIEZAS CON SUJECIOacuteNDEacuteBIL CON RIESGO DE VIBRACIOacuteNbull GENERAN BUENOS ACABADOS SUPERFICIALES
1 Planeado
2 Planeado en escuadra
3 Escuadrado
4 Ranurado
5 Canteado
6 Alojamientos o vaciados
7 Copiados
8 Ranuras y cortes9 Chaflanes

PERIFERICO
FRONTAL
FRESADO PERIFEacuteRICO
AacuteNGULO DE DESPRENDIMIENTO (γ)bull AFECTA AL CONSUMO DE POTENCIA DE CORTE RESISTENCIA DEL FILO Y LAFORMACIOacuteN DE VIRUTAbull UN GRAN AacuteNGULO POSITIVO PRODUCE PEQUENtildeAS FUERZAS DE CORTE Y POR LOTANTO MENOR POTENCIA REQUERIDA PERO DEBILITA EL FILObull MECANIZADO DE ACERO 1048782 ENTRE 10 Y 15ordmbull ALEACIONES LIGERAS 1048782 ENTRE 20 Y 25ordmbull AacuteNGULO DE INCIDENCIA (α)bull EVITA QUE LA HERRAMIENTA ROCE CON LA PIEZA POR LO GENERAL OSCILA ENTRE5 Y 12ordm PARA LOS MATERIALES DUacuteCTILES COMO EL COBRE SE REQUEREN MAYORESAacuteNGULOS QUE PARA LOS MATERIALES MAS DUROSbull AacuteNGULO DE LA HEacuteLICE (λ)bull HACE QUE LA ARISTA DE CORTE VAYA PENETRANDO PROGRESIVAMENTE EN ELMATERIAL PROVOCANDO UN CORTE SUAVE AL TIEMPO QUE REDUCE LA FUERZAAXIAL
FRESADO FRONTAL
AacuteNGULO DE POSICIOacuteN (κ)bull AFECTA A LA DIRECCIOacuteN DE LAS FUERZAS DE CORTE Y EL ESPESOR DE LA VIRUTAbull ESTE AacuteNGULO ESTAacute EN FUNCIOacuteN DE LA OPERACIOacuteN QUE SE VA A REALIZAR PARAESCUADRAR ES NECESARIO κ = 90ordm MIENTRAS QUE PARA PLANEAR SE PUEDE TOMAREL AacuteNGULO MAacuteS CONVENIENTE DESDE EL PUNTO DE VISTA DE DISTRIBUCIOacuteN DEESFUERZOSbull LOS AacuteNGULOS DE POSICIOacuteN MAacuteS FRECUENTES VARIacuteAN ENTRE 45 Y 75ordm EL AacuteNGULOMENOR A 90ordm HACE QUE EL FILO DE CORTE SEA ROBUSTO Y SE PRODUZCAFAacuteCILMENTE LA EVACUACIOacuteN DE LAS VIRUTASbull EL CONTACTO INICIAL PLAQUITA-PIEZA ES MAacuteS FAVORABLE CON AacuteNGULOSPEQUENtildeOSbull EL ESPESOR DE VIRUTA ES MAacuteXIMO PARA κ=90ordm DISMINUYENDO CON κbull CUANTO MAYOR ES κ MENOR ES LA FUERZA AXIALbull LOS EJES DE LAS FRESADORES TIENEN SU MAYOR RESISTENCIA EN SENTIDO AXIALbull LA COMPONENTE RADIAL TIENDE A PRODUCIR VIBRACIONESbull PARA EL MISMO TAMANtildeO DE PLAQUITA LA PROFUNDIDAD UacuteTIL AUMENTA CON κ
bull PARA EL MECANIZADO PESADO UTILIZAR UN AacuteNGULO DE 45ordm YA QUE EL FILO DECORTE ES MAacuteS ROBUSTO TAMBIEacuteN LA FUERZA DE CORTE AXIAL Y RADIAL SONSEMEJANTES LO CUAL PUEDE SER FAVORABLE PARA FRESADORAS DE GRAN TAMANtildeOEN LAS QUE LOS HUSILLOS TIENEN GRAN VOLADIZO POR TANTO LA FUERZA RADIALDEacuteBIL
AacuteNGULO DE DESPRENDIMIENTO (γr) Y DE INCLINACIOacuteN (γa)HAY TRES TIPOS DE FRESAS EN FUNCIOacuteN DE LA COMBINACIOacuteN DE LOS AacuteNGULOS DEDESPRENDIMIENTO E INCLINACIOacuteNDETERMINAN DE QUEacute MANERA TRABAJA LA HERRAMIENTA Y EJERCEN UN EFECTOCONSIDERABLE SOBRE LA CAPACIDAD DE CORTE SALIDA DE VIRUTA DURACIOacuteN DE LAHERRAMIENTA Y FUERZA DE CORTE DIRECCIOacuteN Y MAGNITUD
γa positivo γr positivobull Miacutenimas fuerzas de cortebull Poco consumo de potenciabull Formacioacuten de viruta ventajosa para su extraccioacutenbull Buena solucioacuten para materiales duacutectiles que presentanProblemas de filo de aportacioacutenbull Ventajoso para el mecanizado de piezas no muyEstables
γa negativo γr negativobull Robustez en los filos de las plaquitas bull Ideal para mecanizar con choquesbull Gran consumo de potenciabull Se necesita rigidez de fijacioacuten de la piezabull Desventajoso para materiales de virutalarga
γa positivo γr negativobull Ideal para profundidades de corte grandesbull Buen desalojo de virutabull Filo muy robustobull Buena solucioacuten para mecanizados engeneral
TAMANtildeO DE LA PLAQUITAbull SE RECOMIENDA QUE LA PROFUNDIDAD DE CORTE NO EXCEDA LAS 23 DE LALONGITUD DE LA ARISTA DE CORTEbull EL TAMANtildeO DE PLAQUITA MAacuteS HABITUAL ES DE 12 mm bull DIAacuteMETRO DE LA FRESAbull NORMALMENTE SE APLICAbull EL DIAacuteMETRO DE LA FRESA DEBE GUARDAR LA RELACIOacuteN CORRECTA A LA POTENCIADE ACCIONAMIENTO DISPONIBLEbull NO ES CONVENIENTE DISMINUIR EL AVANCE EN VEZ DEL DIAacuteMETRO DE LA FRESAPARA REDUCIR LA POTENCIAbull EL MECANIZADO MAacuteS ECONOacuteMICO SE OBTIENE SELECCIONANDO EL MAYOR DE LOSAVANCES RECOMENDADOS AL RESPECTObull EN ALGUNOS CASOS PUEDE SER MAacuteS VENTAJOSO SELECCIONAR UNA FRESA DEMENOR DIAacuteMETRO Y CUBRIR EL ANCHO EN DOS PASADASbull SE DEBE EVITAR QUE EL ANCHO DE FRESADO SEA IGUAL AL DIAacuteMETRO DE LA FRESAbull EL DIAacuteMETRO DE LA FRESA NO DEBE SOBREPASAR EL DOBLE DEL DIAacuteMETRO DELHUSILLO (TENDENCIA A VIBRACIONES)
PASO DE LA FRESAEL ESPESOR MIacuteNIMO DE LA VIRUTA DEBE SER SUPERIOR AL MIacuteNIMO Y POR LOMENOS DOS FILOS DEBEN ESTAR CORTANDO SIMULTAacuteNEAMENTE ADEMAacuteS ELESPACIO ENTRE DIENTES DEBE SER SUFICIENTE PARA PERMITIR ELALOJAMIENTO DE LA VIRUTA PRODUCIDAPASO GRANDEbull PARA PASADAS PROFUNDAS EN PIEZAS GRANDESbull PARA DESBASTES Y ACABADOS DE ACEROPASO NORMALbull PARA MECANIZADO EN GENERAL CUANDO LA POTENCIA DE LA MAacuteQUINA NO LIMITAEL AVANCE DE LA PLAQUITAbull PARA FRESADO DE SUPERFICIES ESTRECHAS EN EL CUAL ES CONVENIENTE QUEHAYA MAS DE UN DIENTE EN CORTEPASO REDUCIDObull MECANIZADO DE FUNDICIOacuteN CON GRANDES AVANCES Y EN PIEZAS CON SUJECIOacuteNDEacuteBIL CON RIESGO DE VIBRACIOacuteNbull GENERAN BUENOS ACABADOS SUPERFICIALES
1 Planeado
2 Planeado en escuadra
3 Escuadrado
4 Ranurado
5 Canteado
6 Alojamientos o vaciados
7 Copiados
8 Ranuras y cortes9 Chaflanes

FRESADO PERIFEacuteRICO
AacuteNGULO DE DESPRENDIMIENTO (γ)bull AFECTA AL CONSUMO DE POTENCIA DE CORTE RESISTENCIA DEL FILO Y LAFORMACIOacuteN DE VIRUTAbull UN GRAN AacuteNGULO POSITIVO PRODUCE PEQUENtildeAS FUERZAS DE CORTE Y POR LOTANTO MENOR POTENCIA REQUERIDA PERO DEBILITA EL FILObull MECANIZADO DE ACERO 1048782 ENTRE 10 Y 15ordmbull ALEACIONES LIGERAS 1048782 ENTRE 20 Y 25ordmbull AacuteNGULO DE INCIDENCIA (α)bull EVITA QUE LA HERRAMIENTA ROCE CON LA PIEZA POR LO GENERAL OSCILA ENTRE5 Y 12ordm PARA LOS MATERIALES DUacuteCTILES COMO EL COBRE SE REQUEREN MAYORESAacuteNGULOS QUE PARA LOS MATERIALES MAS DUROSbull AacuteNGULO DE LA HEacuteLICE (λ)bull HACE QUE LA ARISTA DE CORTE VAYA PENETRANDO PROGRESIVAMENTE EN ELMATERIAL PROVOCANDO UN CORTE SUAVE AL TIEMPO QUE REDUCE LA FUERZAAXIAL
FRESADO FRONTAL
AacuteNGULO DE POSICIOacuteN (κ)bull AFECTA A LA DIRECCIOacuteN DE LAS FUERZAS DE CORTE Y EL ESPESOR DE LA VIRUTAbull ESTE AacuteNGULO ESTAacute EN FUNCIOacuteN DE LA OPERACIOacuteN QUE SE VA A REALIZAR PARAESCUADRAR ES NECESARIO κ = 90ordm MIENTRAS QUE PARA PLANEAR SE PUEDE TOMAREL AacuteNGULO MAacuteS CONVENIENTE DESDE EL PUNTO DE VISTA DE DISTRIBUCIOacuteN DEESFUERZOSbull LOS AacuteNGULOS DE POSICIOacuteN MAacuteS FRECUENTES VARIacuteAN ENTRE 45 Y 75ordm EL AacuteNGULOMENOR A 90ordm HACE QUE EL FILO DE CORTE SEA ROBUSTO Y SE PRODUZCAFAacuteCILMENTE LA EVACUACIOacuteN DE LAS VIRUTASbull EL CONTACTO INICIAL PLAQUITA-PIEZA ES MAacuteS FAVORABLE CON AacuteNGULOSPEQUENtildeOSbull EL ESPESOR DE VIRUTA ES MAacuteXIMO PARA κ=90ordm DISMINUYENDO CON κbull CUANTO MAYOR ES κ MENOR ES LA FUERZA AXIALbull LOS EJES DE LAS FRESADORES TIENEN SU MAYOR RESISTENCIA EN SENTIDO AXIALbull LA COMPONENTE RADIAL TIENDE A PRODUCIR VIBRACIONESbull PARA EL MISMO TAMANtildeO DE PLAQUITA LA PROFUNDIDAD UacuteTIL AUMENTA CON κ
bull PARA EL MECANIZADO PESADO UTILIZAR UN AacuteNGULO DE 45ordm YA QUE EL FILO DECORTE ES MAacuteS ROBUSTO TAMBIEacuteN LA FUERZA DE CORTE AXIAL Y RADIAL SONSEMEJANTES LO CUAL PUEDE SER FAVORABLE PARA FRESADORAS DE GRAN TAMANtildeOEN LAS QUE LOS HUSILLOS TIENEN GRAN VOLADIZO POR TANTO LA FUERZA RADIALDEacuteBIL
AacuteNGULO DE DESPRENDIMIENTO (γr) Y DE INCLINACIOacuteN (γa)HAY TRES TIPOS DE FRESAS EN FUNCIOacuteN DE LA COMBINACIOacuteN DE LOS AacuteNGULOS DEDESPRENDIMIENTO E INCLINACIOacuteNDETERMINAN DE QUEacute MANERA TRABAJA LA HERRAMIENTA Y EJERCEN UN EFECTOCONSIDERABLE SOBRE LA CAPACIDAD DE CORTE SALIDA DE VIRUTA DURACIOacuteN DE LAHERRAMIENTA Y FUERZA DE CORTE DIRECCIOacuteN Y MAGNITUD
γa positivo γr positivobull Miacutenimas fuerzas de cortebull Poco consumo de potenciabull Formacioacuten de viruta ventajosa para su extraccioacutenbull Buena solucioacuten para materiales duacutectiles que presentanProblemas de filo de aportacioacutenbull Ventajoso para el mecanizado de piezas no muyEstables
γa negativo γr negativobull Robustez en los filos de las plaquitas bull Ideal para mecanizar con choquesbull Gran consumo de potenciabull Se necesita rigidez de fijacioacuten de la piezabull Desventajoso para materiales de virutalarga
γa positivo γr negativobull Ideal para profundidades de corte grandesbull Buen desalojo de virutabull Filo muy robustobull Buena solucioacuten para mecanizados engeneral
TAMANtildeO DE LA PLAQUITAbull SE RECOMIENDA QUE LA PROFUNDIDAD DE CORTE NO EXCEDA LAS 23 DE LALONGITUD DE LA ARISTA DE CORTEbull EL TAMANtildeO DE PLAQUITA MAacuteS HABITUAL ES DE 12 mm bull DIAacuteMETRO DE LA FRESAbull NORMALMENTE SE APLICAbull EL DIAacuteMETRO DE LA FRESA DEBE GUARDAR LA RELACIOacuteN CORRECTA A LA POTENCIADE ACCIONAMIENTO DISPONIBLEbull NO ES CONVENIENTE DISMINUIR EL AVANCE EN VEZ DEL DIAacuteMETRO DE LA FRESAPARA REDUCIR LA POTENCIAbull EL MECANIZADO MAacuteS ECONOacuteMICO SE OBTIENE SELECCIONANDO EL MAYOR DE LOSAVANCES RECOMENDADOS AL RESPECTObull EN ALGUNOS CASOS PUEDE SER MAacuteS VENTAJOSO SELECCIONAR UNA FRESA DEMENOR DIAacuteMETRO Y CUBRIR EL ANCHO EN DOS PASADASbull SE DEBE EVITAR QUE EL ANCHO DE FRESADO SEA IGUAL AL DIAacuteMETRO DE LA FRESAbull EL DIAacuteMETRO DE LA FRESA NO DEBE SOBREPASAR EL DOBLE DEL DIAacuteMETRO DELHUSILLO (TENDENCIA A VIBRACIONES)
PASO DE LA FRESAEL ESPESOR MIacuteNIMO DE LA VIRUTA DEBE SER SUPERIOR AL MIacuteNIMO Y POR LOMENOS DOS FILOS DEBEN ESTAR CORTANDO SIMULTAacuteNEAMENTE ADEMAacuteS ELESPACIO ENTRE DIENTES DEBE SER SUFICIENTE PARA PERMITIR ELALOJAMIENTO DE LA VIRUTA PRODUCIDAPASO GRANDEbull PARA PASADAS PROFUNDAS EN PIEZAS GRANDESbull PARA DESBASTES Y ACABADOS DE ACEROPASO NORMALbull PARA MECANIZADO EN GENERAL CUANDO LA POTENCIA DE LA MAacuteQUINA NO LIMITAEL AVANCE DE LA PLAQUITAbull PARA FRESADO DE SUPERFICIES ESTRECHAS EN EL CUAL ES CONVENIENTE QUEHAYA MAS DE UN DIENTE EN CORTEPASO REDUCIDObull MECANIZADO DE FUNDICIOacuteN CON GRANDES AVANCES Y EN PIEZAS CON SUJECIOacuteNDEacuteBIL CON RIESGO DE VIBRACIOacuteNbull GENERAN BUENOS ACABADOS SUPERFICIALES
1 Planeado
2 Planeado en escuadra
3 Escuadrado
4 Ranurado
5 Canteado
6 Alojamientos o vaciados
7 Copiados
8 Ranuras y cortes9 Chaflanes

FRESADO FRONTAL
AacuteNGULO DE POSICIOacuteN (κ)bull AFECTA A LA DIRECCIOacuteN DE LAS FUERZAS DE CORTE Y EL ESPESOR DE LA VIRUTAbull ESTE AacuteNGULO ESTAacute EN FUNCIOacuteN DE LA OPERACIOacuteN QUE SE VA A REALIZAR PARAESCUADRAR ES NECESARIO κ = 90ordm MIENTRAS QUE PARA PLANEAR SE PUEDE TOMAREL AacuteNGULO MAacuteS CONVENIENTE DESDE EL PUNTO DE VISTA DE DISTRIBUCIOacuteN DEESFUERZOSbull LOS AacuteNGULOS DE POSICIOacuteN MAacuteS FRECUENTES VARIacuteAN ENTRE 45 Y 75ordm EL AacuteNGULOMENOR A 90ordm HACE QUE EL FILO DE CORTE SEA ROBUSTO Y SE PRODUZCAFAacuteCILMENTE LA EVACUACIOacuteN DE LAS VIRUTASbull EL CONTACTO INICIAL PLAQUITA-PIEZA ES MAacuteS FAVORABLE CON AacuteNGULOSPEQUENtildeOSbull EL ESPESOR DE VIRUTA ES MAacuteXIMO PARA κ=90ordm DISMINUYENDO CON κbull CUANTO MAYOR ES κ MENOR ES LA FUERZA AXIALbull LOS EJES DE LAS FRESADORES TIENEN SU MAYOR RESISTENCIA EN SENTIDO AXIALbull LA COMPONENTE RADIAL TIENDE A PRODUCIR VIBRACIONESbull PARA EL MISMO TAMANtildeO DE PLAQUITA LA PROFUNDIDAD UacuteTIL AUMENTA CON κ
bull PARA EL MECANIZADO PESADO UTILIZAR UN AacuteNGULO DE 45ordm YA QUE EL FILO DECORTE ES MAacuteS ROBUSTO TAMBIEacuteN LA FUERZA DE CORTE AXIAL Y RADIAL SONSEMEJANTES LO CUAL PUEDE SER FAVORABLE PARA FRESADORAS DE GRAN TAMANtildeOEN LAS QUE LOS HUSILLOS TIENEN GRAN VOLADIZO POR TANTO LA FUERZA RADIALDEacuteBIL
AacuteNGULO DE DESPRENDIMIENTO (γr) Y DE INCLINACIOacuteN (γa)HAY TRES TIPOS DE FRESAS EN FUNCIOacuteN DE LA COMBINACIOacuteN DE LOS AacuteNGULOS DEDESPRENDIMIENTO E INCLINACIOacuteNDETERMINAN DE QUEacute MANERA TRABAJA LA HERRAMIENTA Y EJERCEN UN EFECTOCONSIDERABLE SOBRE LA CAPACIDAD DE CORTE SALIDA DE VIRUTA DURACIOacuteN DE LAHERRAMIENTA Y FUERZA DE CORTE DIRECCIOacuteN Y MAGNITUD
γa positivo γr positivobull Miacutenimas fuerzas de cortebull Poco consumo de potenciabull Formacioacuten de viruta ventajosa para su extraccioacutenbull Buena solucioacuten para materiales duacutectiles que presentanProblemas de filo de aportacioacutenbull Ventajoso para el mecanizado de piezas no muyEstables
γa negativo γr negativobull Robustez en los filos de las plaquitas bull Ideal para mecanizar con choquesbull Gran consumo de potenciabull Se necesita rigidez de fijacioacuten de la piezabull Desventajoso para materiales de virutalarga
γa positivo γr negativobull Ideal para profundidades de corte grandesbull Buen desalojo de virutabull Filo muy robustobull Buena solucioacuten para mecanizados engeneral
TAMANtildeO DE LA PLAQUITAbull SE RECOMIENDA QUE LA PROFUNDIDAD DE CORTE NO EXCEDA LAS 23 DE LALONGITUD DE LA ARISTA DE CORTEbull EL TAMANtildeO DE PLAQUITA MAacuteS HABITUAL ES DE 12 mm bull DIAacuteMETRO DE LA FRESAbull NORMALMENTE SE APLICAbull EL DIAacuteMETRO DE LA FRESA DEBE GUARDAR LA RELACIOacuteN CORRECTA A LA POTENCIADE ACCIONAMIENTO DISPONIBLEbull NO ES CONVENIENTE DISMINUIR EL AVANCE EN VEZ DEL DIAacuteMETRO DE LA FRESAPARA REDUCIR LA POTENCIAbull EL MECANIZADO MAacuteS ECONOacuteMICO SE OBTIENE SELECCIONANDO EL MAYOR DE LOSAVANCES RECOMENDADOS AL RESPECTObull EN ALGUNOS CASOS PUEDE SER MAacuteS VENTAJOSO SELECCIONAR UNA FRESA DEMENOR DIAacuteMETRO Y CUBRIR EL ANCHO EN DOS PASADASbull SE DEBE EVITAR QUE EL ANCHO DE FRESADO SEA IGUAL AL DIAacuteMETRO DE LA FRESAbull EL DIAacuteMETRO DE LA FRESA NO DEBE SOBREPASAR EL DOBLE DEL DIAacuteMETRO DELHUSILLO (TENDENCIA A VIBRACIONES)
PASO DE LA FRESAEL ESPESOR MIacuteNIMO DE LA VIRUTA DEBE SER SUPERIOR AL MIacuteNIMO Y POR LOMENOS DOS FILOS DEBEN ESTAR CORTANDO SIMULTAacuteNEAMENTE ADEMAacuteS ELESPACIO ENTRE DIENTES DEBE SER SUFICIENTE PARA PERMITIR ELALOJAMIENTO DE LA VIRUTA PRODUCIDAPASO GRANDEbull PARA PASADAS PROFUNDAS EN PIEZAS GRANDESbull PARA DESBASTES Y ACABADOS DE ACEROPASO NORMALbull PARA MECANIZADO EN GENERAL CUANDO LA POTENCIA DE LA MAacuteQUINA NO LIMITAEL AVANCE DE LA PLAQUITAbull PARA FRESADO DE SUPERFICIES ESTRECHAS EN EL CUAL ES CONVENIENTE QUEHAYA MAS DE UN DIENTE EN CORTEPASO REDUCIDObull MECANIZADO DE FUNDICIOacuteN CON GRANDES AVANCES Y EN PIEZAS CON SUJECIOacuteNDEacuteBIL CON RIESGO DE VIBRACIOacuteNbull GENERAN BUENOS ACABADOS SUPERFICIALES
1 Planeado
2 Planeado en escuadra
3 Escuadrado
4 Ranurado
5 Canteado
6 Alojamientos o vaciados
7 Copiados
8 Ranuras y cortes9 Chaflanes

bull PARA EL MECANIZADO PESADO UTILIZAR UN AacuteNGULO DE 45ordm YA QUE EL FILO DECORTE ES MAacuteS ROBUSTO TAMBIEacuteN LA FUERZA DE CORTE AXIAL Y RADIAL SONSEMEJANTES LO CUAL PUEDE SER FAVORABLE PARA FRESADORAS DE GRAN TAMANtildeOEN LAS QUE LOS HUSILLOS TIENEN GRAN VOLADIZO POR TANTO LA FUERZA RADIALDEacuteBIL
AacuteNGULO DE DESPRENDIMIENTO (γr) Y DE INCLINACIOacuteN (γa)HAY TRES TIPOS DE FRESAS EN FUNCIOacuteN DE LA COMBINACIOacuteN DE LOS AacuteNGULOS DEDESPRENDIMIENTO E INCLINACIOacuteNDETERMINAN DE QUEacute MANERA TRABAJA LA HERRAMIENTA Y EJERCEN UN EFECTOCONSIDERABLE SOBRE LA CAPACIDAD DE CORTE SALIDA DE VIRUTA DURACIOacuteN DE LAHERRAMIENTA Y FUERZA DE CORTE DIRECCIOacuteN Y MAGNITUD
γa positivo γr positivobull Miacutenimas fuerzas de cortebull Poco consumo de potenciabull Formacioacuten de viruta ventajosa para su extraccioacutenbull Buena solucioacuten para materiales duacutectiles que presentanProblemas de filo de aportacioacutenbull Ventajoso para el mecanizado de piezas no muyEstables
γa negativo γr negativobull Robustez en los filos de las plaquitas bull Ideal para mecanizar con choquesbull Gran consumo de potenciabull Se necesita rigidez de fijacioacuten de la piezabull Desventajoso para materiales de virutalarga
γa positivo γr negativobull Ideal para profundidades de corte grandesbull Buen desalojo de virutabull Filo muy robustobull Buena solucioacuten para mecanizados engeneral
TAMANtildeO DE LA PLAQUITAbull SE RECOMIENDA QUE LA PROFUNDIDAD DE CORTE NO EXCEDA LAS 23 DE LALONGITUD DE LA ARISTA DE CORTEbull EL TAMANtildeO DE PLAQUITA MAacuteS HABITUAL ES DE 12 mm bull DIAacuteMETRO DE LA FRESAbull NORMALMENTE SE APLICAbull EL DIAacuteMETRO DE LA FRESA DEBE GUARDAR LA RELACIOacuteN CORRECTA A LA POTENCIADE ACCIONAMIENTO DISPONIBLEbull NO ES CONVENIENTE DISMINUIR EL AVANCE EN VEZ DEL DIAacuteMETRO DE LA FRESAPARA REDUCIR LA POTENCIAbull EL MECANIZADO MAacuteS ECONOacuteMICO SE OBTIENE SELECCIONANDO EL MAYOR DE LOSAVANCES RECOMENDADOS AL RESPECTObull EN ALGUNOS CASOS PUEDE SER MAacuteS VENTAJOSO SELECCIONAR UNA FRESA DEMENOR DIAacuteMETRO Y CUBRIR EL ANCHO EN DOS PASADASbull SE DEBE EVITAR QUE EL ANCHO DE FRESADO SEA IGUAL AL DIAacuteMETRO DE LA FRESAbull EL DIAacuteMETRO DE LA FRESA NO DEBE SOBREPASAR EL DOBLE DEL DIAacuteMETRO DELHUSILLO (TENDENCIA A VIBRACIONES)
PASO DE LA FRESAEL ESPESOR MIacuteNIMO DE LA VIRUTA DEBE SER SUPERIOR AL MIacuteNIMO Y POR LOMENOS DOS FILOS DEBEN ESTAR CORTANDO SIMULTAacuteNEAMENTE ADEMAacuteS ELESPACIO ENTRE DIENTES DEBE SER SUFICIENTE PARA PERMITIR ELALOJAMIENTO DE LA VIRUTA PRODUCIDAPASO GRANDEbull PARA PASADAS PROFUNDAS EN PIEZAS GRANDESbull PARA DESBASTES Y ACABADOS DE ACEROPASO NORMALbull PARA MECANIZADO EN GENERAL CUANDO LA POTENCIA DE LA MAacuteQUINA NO LIMITAEL AVANCE DE LA PLAQUITAbull PARA FRESADO DE SUPERFICIES ESTRECHAS EN EL CUAL ES CONVENIENTE QUEHAYA MAS DE UN DIENTE EN CORTEPASO REDUCIDObull MECANIZADO DE FUNDICIOacuteN CON GRANDES AVANCES Y EN PIEZAS CON SUJECIOacuteNDEacuteBIL CON RIESGO DE VIBRACIOacuteNbull GENERAN BUENOS ACABADOS SUPERFICIALES
1 Planeado
2 Planeado en escuadra
3 Escuadrado
4 Ranurado
5 Canteado
6 Alojamientos o vaciados
7 Copiados
8 Ranuras y cortes9 Chaflanes

TAMANtildeO DE LA PLAQUITAbull SE RECOMIENDA QUE LA PROFUNDIDAD DE CORTE NO EXCEDA LAS 23 DE LALONGITUD DE LA ARISTA DE CORTEbull EL TAMANtildeO DE PLAQUITA MAacuteS HABITUAL ES DE 12 mm bull DIAacuteMETRO DE LA FRESAbull NORMALMENTE SE APLICAbull EL DIAacuteMETRO DE LA FRESA DEBE GUARDAR LA RELACIOacuteN CORRECTA A LA POTENCIADE ACCIONAMIENTO DISPONIBLEbull NO ES CONVENIENTE DISMINUIR EL AVANCE EN VEZ DEL DIAacuteMETRO DE LA FRESAPARA REDUCIR LA POTENCIAbull EL MECANIZADO MAacuteS ECONOacuteMICO SE OBTIENE SELECCIONANDO EL MAYOR DE LOSAVANCES RECOMENDADOS AL RESPECTObull EN ALGUNOS CASOS PUEDE SER MAacuteS VENTAJOSO SELECCIONAR UNA FRESA DEMENOR DIAacuteMETRO Y CUBRIR EL ANCHO EN DOS PASADASbull SE DEBE EVITAR QUE EL ANCHO DE FRESADO SEA IGUAL AL DIAacuteMETRO DE LA FRESAbull EL DIAacuteMETRO DE LA FRESA NO DEBE SOBREPASAR EL DOBLE DEL DIAacuteMETRO DELHUSILLO (TENDENCIA A VIBRACIONES)
PASO DE LA FRESAEL ESPESOR MIacuteNIMO DE LA VIRUTA DEBE SER SUPERIOR AL MIacuteNIMO Y POR LOMENOS DOS FILOS DEBEN ESTAR CORTANDO SIMULTAacuteNEAMENTE ADEMAacuteS ELESPACIO ENTRE DIENTES DEBE SER SUFICIENTE PARA PERMITIR ELALOJAMIENTO DE LA VIRUTA PRODUCIDAPASO GRANDEbull PARA PASADAS PROFUNDAS EN PIEZAS GRANDESbull PARA DESBASTES Y ACABADOS DE ACEROPASO NORMALbull PARA MECANIZADO EN GENERAL CUANDO LA POTENCIA DE LA MAacuteQUINA NO LIMITAEL AVANCE DE LA PLAQUITAbull PARA FRESADO DE SUPERFICIES ESTRECHAS EN EL CUAL ES CONVENIENTE QUEHAYA MAS DE UN DIENTE EN CORTEPASO REDUCIDObull MECANIZADO DE FUNDICIOacuteN CON GRANDES AVANCES Y EN PIEZAS CON SUJECIOacuteNDEacuteBIL CON RIESGO DE VIBRACIOacuteNbull GENERAN BUENOS ACABADOS SUPERFICIALES
1 Planeado
2 Planeado en escuadra
3 Escuadrado
4 Ranurado
5 Canteado
6 Alojamientos o vaciados
7 Copiados
8 Ranuras y cortes9 Chaflanes

1 Planeado
2 Planeado en escuadra
3 Escuadrado
4 Ranurado
5 Canteado
6 Alojamientos o vaciados
7 Copiados
8 Ranuras y cortes9 Chaflanes