Embed Size (px)
Citation preview
CENTRAL HIDROELÉCTRICA DE CALDAS S.A. E.S.P. – CHEC
SUBGERENCIA ADMINISTRATIVA Y FINANCIERA
ÁREA OPERACIÓN Y CALIDAD
ESPECIFICACIONES TÉCNICAS PARA CONTRATAR LA VALIDACIÓN DEL
DISEÑO, FABRICACIÓN, SUMINISTRO, ADECUACIONES, MONTAJE,
PRUEBAS Y PUESTA EN FUNCIONAMIENTO DE COMPUERTAS RADIALES
PARA BOCATOMA MONTEVIDEO
MANIZALES, MAYO DE 2013
2. ESPECIFICACIONES TÉCNICAS
2.1. DESCRIPCIÓN DEL SISTEMA DE GENERACIÓN DE LA CHEC
2.1.1. CADENAS DE GENERACIÓN HIDRÁULICA
El sistema CHEC posee dos cadenas de generación denominadas menores y
mayores.
2.1.1.1. CADENAS DE PLANTAS MENORES
La cadena de plantas menores está conformada por las centrales Sancancio,
Intermedia y Municipal, las cuales aprovechan las aguas del río Chinchiná.
Las bocatomas, tanques y canales, cubren una longitud aproximada de 10 Km.,
desde 500 m arriba del Barrio La Playita en Manizales, hasta la Planta Municipal
ubicada en el pie de la ladera izquierda de la carretera a Chinchiná, sector de las
ladrilleras, jurisdicción del Municipio de Manizales.
Esta cadena posee las bocatomas Sancancio y Municipal, los tanques de carga
Sancancio, Intermedia y Municipal, unidades Pelton en Sancancio (1), Intermedia (1)
y Municipal (2) y una unidad Francis en Sancancio. La conducción entre las
bocatomas y las centrales se hace a través de canales en tierra y en menor cantidad
en concreto.
2.1.1.2. CADENAS DE PLANTAS MAYORES
La cadena de plantas mayores está conformada por las centrales Ínsula, Esmeralda
y San Francisco, las cuales aprovechan las aguas de los ríos Chinchiná,
Campoalegre, San Francisco y quebrada La Estrella y según la topología del
sistema.
2.2. DESCRIPCIÓN DE LA INSTALACIÓN EN DONDE SE
INSTALARAN LAS COMPUERTAS
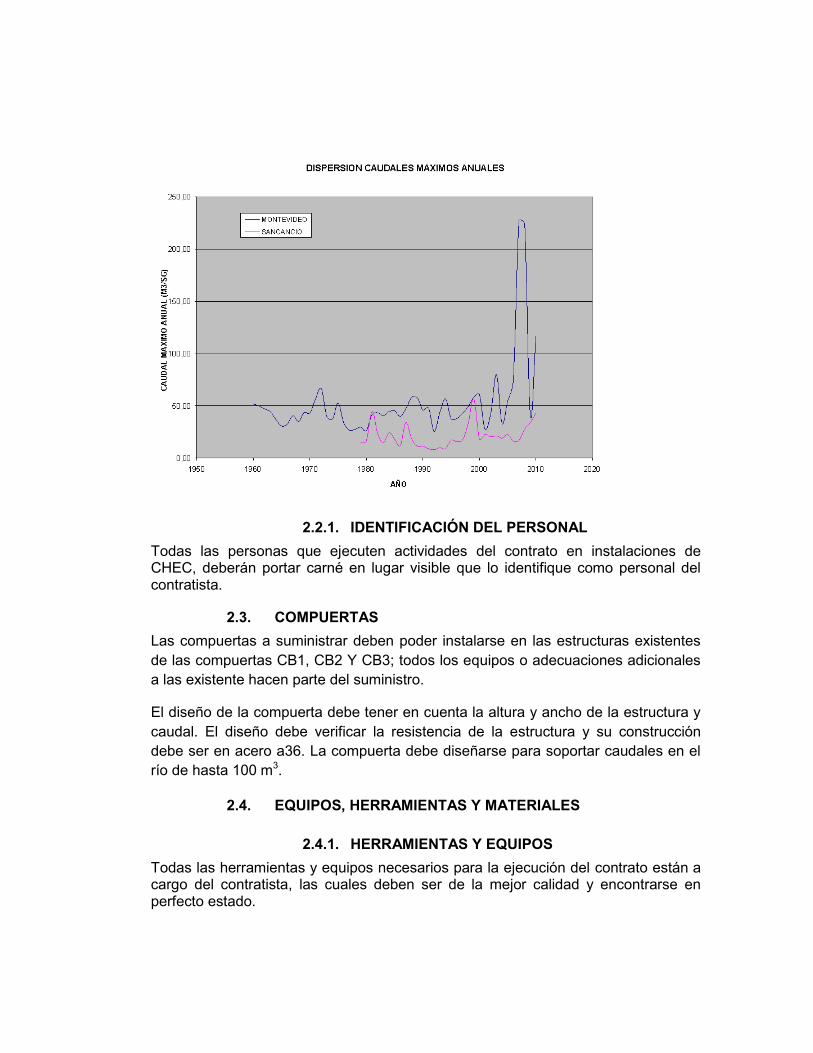
Lo bocatoma Montevideo está ubicada sobre la margen derecha del río Chinchiná,
en jurisdicción del Municipio de Manizales, en el sector conocido como Nueva
Primavera o Montevideo.
Curva de caudales
….
2.2.1. IDENTIFICACIÓN DEL PERSONAL
Todas las personas que ejecuten actividades del contrato en instalaciones de CHEC, deberán portar carné en lugar visible que lo identifique como personal del contratista.
2.3. COMPUERTAS
Las compuertas a suministrar deben poder instalarse en las estructuras existentes
de las compuertas CB1, CB2 Y CB3; todos los equipos o adecuaciones adicionales
a las existente hacen parte del suministro.
El diseño de la compuerta debe tener en cuenta la altura y ancho de la estructura y
caudal. El diseño debe verificar la resistencia de la estructura y su construcción
debe ser en acero a36. La compuerta debe diseñarse para soportar caudales en el
río de hasta 100 m3.
2.4. EQUIPOS, HERRAMIENTAS Y MATERIALES
2.4.1. HERRAMIENTAS Y EQUIPOS
Todas las herramientas y equipos necesarios para la ejecución del contrato están a cargo del contratista, las cuales deben ser de la mejor calidad y encontrarse en perfecto estado.
2.4.2. MATERIALES
Todos los materiales que el contratista vaya a usar en la construcción o montaje debe ser de la mejor calidad, certificada si es obligatoria por norma o corresponde a una práctica aceptada en la ingeniería. Todos los materiales deben estar especificados.
2.4.3. SIMULACIÓN Y DIGITALIZACIÓN DE PLANOS
Para la validación del diseño de los equipos a suministrar, el contratista deberá hacer las simulaciones usando programas de computador de análisis de elementos finitos que muestren que los materiales y el diseño en general del conjunto soporta las condiciones de operación a las cuales estará sometido y cumple las especificaciones técnicas. El contratista entregará a CHEC copia digital de todos los modelos usados con sus parámetros y demás información usada en las simulaciones para que CHEC pueda hacer las simulaciones en sus sistemas cuando lo considere necesaria. Además de los archivos magnéticos, el contratista entregará copia impresa de los planos contentivos de las dimensiones y especificaciones de materiales de los equipos y sistemas suministrados. Los planos se entregaran en formatos Autocad e Inventor además de los formatos nativos de los programas de simulación usados.
2.5. SUSPENSIÓN DEL CONTRATO
CHEC ejecutará la supervisión de los trabajos por intermedio del Interventor, vigilando el desarrollo de los trabajos con base en lo estipulado en el contrato y teniendo en cuenta los objetivos básicos de las labores a ejecutar para lo cual CHEC fijará oportunamente los mecanismos específicos. CHEC podrá modificar esta designación mediante el desarrollo del Contrato, sin que ello constituya motivo de reclamo por parte del Contratista. CHEC además podrá realizar ajustes y modificaciones al alcance de los trabajos, los mismos se acordarán entre las partes y deberán ser realizados por el Contratista. Todos los convenios entre CHEC y el Contratista relacionados con la ejecución y desarrollo de los trabajos, deberán realizarse por escrito, preferiblemente por medio de actas suscritas entre las partes.
2.6. ACTA FINAL DE TERMINACIÓN
A la terminación de los trabajos objeto del contrato, el Contratista presentará a CHEC una relación de los pagos hechos en desarrollo del mismo, de los elementos, materiales, equipos e instalaciones que tengan carácter de devolutivos y de los informes, memorias y diseños producidos durante los trabajos, entregando a satisfacción de CHEC los elementos y al información pendiente. Con base en lo anterior, se elaborará el acta de terminación del contrato en la cual
constará el valor definitivo del mismo.
2.7. ESPECIFICACIONES TÉCNICAS GENERALES
El contratista deberá cumplir con los siguientes requerimientos: Condiciones generales del diseño
Los esfuerzos admisibles que se utilizarán serán los recomendados por el “US Army Corps of Engineers” o equivalente, aplicados a equipos sometidos a cargas dinámicas o de difícil mantenimiento, los cuales se describen a continuación:
o Tracción 0.45 del limite elástico del material o Cizalladura 0.30 del limite elástico del material o Compresión 0.45 del limite elástico del material o Flexión 0.45 del limite elástico del material o Esfuerzos combinados 0.45 del limite elástico del material
La deflexión máxima admisible para todos los elementos estructurales de las compuertas que hacen parte de este suministro será un seiscientosavo (1/600) de sus respectivas luces. Una vez calculados los espesores de todos los elementos de las compuertas, para atender a los requerimientos estructurales, se deberán incrementar en un milímetro para compensar el efecto de la corrosión. Los planos que se entregan en esta especificación, son orientativos respecto a las dimensiones de las obras civiles que se tienen para la instalación de los equipos, pero el contratista debe diseñar y elaborar los planos para aprobación de chec de todas las piezas del suministro Partes embebidas El contratista deberá diseñar, fabricar y suministrar para ser embebidas en concreto secundario los asientos superior, inferior y guías laterales de la compuerta. Estos elementos deben cumplir con los siguientes requisitos: Los bordes de los elementos metálicos deberán ser preparados adecuadamente en fábrica para la soldadura que se realizará en campo, para conformar los miembros estructurales. El contratista deberá usar platinas tan largas como sea posible para reducir el numero de uniones. Las uniones deberán ser de soldadura a tope. Guías laterales: cada guía lateral deberá ser fabricada, en sección en una pieza y deberá ser de acero estructural. En su parte inferior, que será ocupada por el tablero en posición cerrada, cada guía lateral será solidaria con el asiento del sello lateral de la compuerta.
Las superficies deberán estar libres de torceduras, alabeos y dobleces. No se aceptaran uniones en la parte que ocupara el tablero en la posición completamente cerrada. Las partes que estarán en contacto con las zapatas de teflón, sellos y ballestas deberás estar provistas de laminas de acero inoxidable. Se deberán soldar dos cuñas de acero inoxidable a las superficies deslizantes de las guías laterales para el accionamiento de los resortes de carga de las ballestas, donde sea requerido. Estas cuñas deberán estar situadas de tal forma que la presión ejercida por los resortes sobre la compuerta solo actúe al finalizar el descenso de la misma. Platina de asiento inferior: la platina de asiento para el tablero deberá ser fabricada, en sección, en una pieza entera de acero al carbono, sobre la cual se soldará una placa de acero inoxidable, al cual, a su vez, se soldará a las placas inoxidables de los asientos laterales. Esta placa servirá como asiento del sello inferior del tablero. Las piezas de anclaje que queden embebidas en concreto y todos los materiales necesarios durante el montaje deberán hacer parte del suministro.
2.8. CÓDIGOS Y NORMAS
El diseño, fabricación y ensamble del conjunto de compuerta radial deberá considerar las normas y estándares aplicables y publicadas por los siguientes organismos:
ANSI American National Standard Institute
AWS American Welding Society
ASTM American Society for Testing and Materials
ASME American Society of Mechanical Engineers
ABFMA Anti friction Bearing Manufacturers Association
AGMA American Gears Manufacturers Association
NACE National Association of Corrosion Engineers. Latest edition
ISA Instrument Society of America
AISC American Institute of Steel Construction
En caso de conflicto entre diferentes estándares, regirá la norma más exigente desde el punto de vista técnico.
2.9. MATERIALES
Todos los componentes del conjunto de compuerta deberán ser fabricados con materiales nuevos, de primera calidad, adecuados para el uso propuesto y que
cumplan con las normas que se describen a continuación o equivalentes de organismos internacionalmente reconocidos, previamente aprobadas.
ASTM A 36 Specification for Structural Steel. ASTM A 283 Specification for Low and Intermediate Tensile Strength Carbon Steel Plates, Shapes and Bars". ASTM A 441 Specification for High-Strength Low-Alloy Structural Manganese Vanadium Steel.
Acero inoxidable: ASTM A167 Standard Specification for Stainless and Heat-Resisting Steel Plate, Sheet and Strip ASTM A276 Standard Specification for Stainless Steel Bars and Shapes ASTM A564 Standard Specification for Hot-Rolled and Cold-Finished Age-Hardening Stainless Bars and Shapes
Acero forjado: ASTM A668 Standard Specification for Steel Forgings, Carbon and Alloy, for General Industrial Use
Elastómero para sellos: ASTM D2000 Standard Classification System for Rubber Products in Automotive Applications
2.10. RECOMENDACIONES GENERALES
La pintura a utilizar tiene un tiempo de secado de aproximadamente 72 horas para
poder entrar en servicio, por lo que se sugiere mantener cerrada la conducción por
tal periodo para garantizar una correcta adherencia y acabado de la pintura a
utilizar.
2.11. PRUEBA DE MATERIALES Y SOLDADURA
2.11.1. GENERALIDADES
A todas las partes y ensambles se les deberán realizar pruebas, a menos que se ordene lo contrario, de acuerdo con los más modernos métodos aprobados de control de calidad y fabricación, con las normas aplicables para el tipo y clase particular de trabajo. En caso que el CONTRATISTA desee utilizar material almacenado que no sea especialmente fabricado para el trabajo cubierto por estas especificaciones, deberá
presentar evidencia satisfactoria a CHEC que dicho material cumple con los requerimientos de estas especificaciones. CHEC se reserva el derecho de exigir o no pruebas detalladas sobre estos materiales. A menos que se renuncie por escrito por parte de CHEC, todas las pruebas y
ensayos deberán ser realizadas en presencia de un representante autorizado por
CHEC. Copias certificadas de las pruebas realizadas y de los resultados de éstas,
deberán ser proporcionadas a CHEC por el Contratista lo más pronto posible. Las
pruebas deberán ser efectuadas durante la fabricación, ensamble, empaque y
entrega, en todo caso con antelación a la aprobación final.
Los resultados de estas pruebas deberán ser de tal forma que proporcionen los
medios de comprobar la conformidad, con las especificaciones aplicables para los
materiales probados.
El Contratista será responsable por cualquier daño que pueda ocurrir durante la
realización de cualquier prueba.
En caso de que cualquier material sea encontrado defectuoso o que no este en
conformidad con los requisitos de los documentos del contrato, CHEC tendrá el
derecho de rechazarlo, aceptarlo o de exigir su corrección de acuerdo con las
estipulaciones de este documento.
2.11.2. PRUEBAS MECÁNICAS Y COMPOSICIÓN QUÍMICA
Todas las pruebas mecánicas de productos, a menos que se indique lo contrario,
deberán realizarse de acuerdo con los requisitos aplicables de la última edición de la
respectiva norma aprobada.
Las muestras y probetas para los ensayos deberán ser claramente marcadas,
indicando el material que ellas representan y, si se requiere, deberán ser
apropiadamente empacadas en cajas y preparadas para su despacho. Muestras de
materiales deberán ser sometidas para aprobación cuando se ordene. Materiales o
piezas instaladas sin aprobación correrán el riesgo de ser rechazadas.
Certificados de pruebas en fábrica de propiedades mecánicas y composición
química de acuerdo con la correspondiente norma aprobada, deberán ser
presentados.
2.11.3. PRUEBAS NO DESTRUCTIVAS EN SOLDADURA Y MATERIALES
La inspección de las soldaduras y materiales deberán realizarse bajo costo del
Contratista, con personal calificado para su ejecución e interpretación. El sitio y
extensión de la inspección deberán ser realizados de acuerdo a los procedimientos
de control de calidad aprobados por CHEC.
Los defectos inaceptables en las soldaduras deberán repararse cincelando y
esmerilando hasta encontrar el metal puro, dejándolo en buenas condiciones para
soldar. Este proceso será inspeccionado completamente antes de aplicar la
soldadura de reparación.
Pruebas adicionales a las indicadas podrán solicitarse para confirmar la calidad de
los trabajos o materiales, sin costo adicional para CHEC.
Los procedimientos para las pruebas de las juntas soldadas deberán realizarse de
acuerdo con lo indicado en el código ASME o en la norma correspondiente al
material.
La aprobación de las juntas soldadas deberá ser llevada a cabo de acuerdo con la
parte aplicable de las normas.
2.11.4. CERTIFICADOS DE PRUEBAS Y REPORTES
El Contratista deberá suministrar copias, como se especificó, de todos los
certificados de materiales, de las varillas de soldadura, pruebas de material y
soldaduras. Los certificados de las pruebas deberán ser convenientemente
agrupados e identificados con las partes componentes para los cuales los
materiales son utilizados y deberán ser preparados de tal forma que sea fácilmente
comprobable el cumplimiento de las especificaciones o normas aplicables.
Las radiografías correspondientes a las pruebas de materiales o soldaduras
deberán permanecer debidamente organizadas y almacenadas por el Contratista,
por un período no inferior a un año, después de la puesta en operación comercial de
los equipos.
El Contratista deberá presentar y entregar a CHEC todas las películas radiográficas
de todas las soldaduras de campo con el informe de localización de las marcas de
identificación correspondiente. Todas las películas radiográficas serán propiedad de
CHEC.
2.12. CALIDAD DE FABRICACIÓN
Todo el trabajo deberá ser realizado y terminado en forma correcta utilizando las
mejores prácticas modernas en la elaboración de los materiales, sin omitir nada de
estas especificaciones.
El Contratista deberá garantizar que todos los materiales, así como su fabricación,
son libres de defectos y errores.
Las superficies de las piezas deberán ser lisas, libres de sumiduras, dobleces o
recodos. Los cortes deberán ser hechos con precisión y todas las partes del trabajo
perfectamente acabadas. Cuando se requiera calentamiento para trabajar el metal,
se deberán tomar precauciones para evitar sobre calentamiento y se deberá permitir
el enfriamiento del metal bajo condiciones que no afecten las propiedades
originales, así como sus dimensiones y tolerancias.
El acero con soldaduras diferentes a las indicadas en los planos de taller o
especificadas no será aceptado.
El maquinado y los ajustes deberán ser precisos y con las dimensiones
especificadas según los planos, de tal manera que puedan ser fácilmente
instaladas.
Las tolerancias, ajustes y acabados deberán estar de acuerdo con la mejor práctica
en la fabricación de equipos y de acuerdo a la norma aplicable.
El Contratista remplazará bajo su costo cualquier material defectuoso durante la
fabricación o en la inspección aquí indicada.
Las fundiciones de acero deberán inspeccionarse y repararse de acuerdo con lo
establecido en el código ASME o en la especificación del material si es más
restrictiva.
Todas las fundiciones que requieran ser reparadas por soldadura, o en donde su
fabricación requiera de soldadura, deberán realizárseles alivio de esfuerzos, a
menos que CHEC autorice lo contrario. No se deberán realizar soldaduras después
del tratamiento térmico sin que CHEC lo autorice por escrito.
El Contratista deberá registrar y enviar a CHEC información completa de los
materiales, procedimientos, reparaciones y pruebas de las fundiciones
especialmente fabricadas para el proyecto. Otras fundiciones deberán respaldarse
con sus certificados correspondientes cuando lo solicite CHEC.
Las piezas principales deberán ser inspeccionadas ultrasónicamente 100% y
cuando se tengan dudas deberán ser verificadas radiográficamente en la cantidad
necesaria hasta determinar que son apropiadas.
Las pruebas no destructivas deberán realizarse de acuerdo con la norma aplicable
para asegurar elementos sanos.
Cualquier reparación con soldadura deberá ser aprobada por CHEC, si se aprueba y
se deberá llevar a cabo de acuerdo con la norma correspondiente.
Los resultados de las pruebas, reparaciones e inspecciones deberán ser registrados
y presentados en reportes completos, firmados por personal autorizado, los cuales
deberán enviarse a CHEC.
2.12.1. LÁMINAS Y SECCIONES DE ACERO
En caso de admitirse que se construyan las partes con material comercial, las
láminas y secciones de acero deberán ser perfectamente contorneadas y con
superficies lisas. Si se requiere enderezar, se deberá evitar el martilleo. Después
de cortar láminas y secciones, los bordes deberán ser desbastados, sin filos, limpios
y sin rebabas.
Láminas con grandes espesores podrán ser cortadas con soplete, teniendo cuidado
de no dañar el material y los bordes deberán maquinarse hasta encontrar el metal
en buenas condiciones.
Las láminas deberán ser laminadas en frío y en caso de alguna corrección de
doblado, los golpes fuertes deberán evitarse. En caso de necesitarse láminas
roladas en caliente, se deberá tener especial cuidado para evitar el sobre
calentamiento.
Las láminas de acero para cuerpos o partes sometidas a presión deberán cumplir
con los correspondientes requisitos de composición química, propiedades a la
tensión, flexión, dureza y otras pruebas de la correspondiente norma ASTM.
Todas las pruebas y ensayos deberán realizarse antes de comenzar la fabricación y
sus resultados deberán someterse para aprobación por parte del representante
autorizado de CHEC.
Cualquier lámina a la cual se le haya encontrado laminaciones después del corte
será rechazada, a menos que la porción de laminación sea local y pueda ser quitada
y remplazada soldando una lámina en buenas condiciones en la parte retirada. En
tales casos se requerirá la aprobación por parte de CHEC de éstas reparaciones.
2.13. SOLDADURAS
2.13.1. GENERALIDADES
Las especificaciones que figuran a continuación se aplican a las soldaduras en
elementos estructurales y no estructurales del objeto del contrato.
Todas las soldaduras requeridas en la fabricación de la compuerta radial deberán ejecutarse de acuerdo con la norma AWS D1.1 “Structural Welding Code – Steel”. El CONTRATISTA será totalmente responsable de la calidad de las soldaduras ejecutadas por el y sus subcontratistas y, por lo tanto, deberá conducir todos los ensayos requeridos para calificar los procedimientos de soldadura y los operarios de soldadura. Estas calificaciones deberán ser realizadas de acuerdo con los requerimientos de la Sección IX del código ASME (ASME Boiler and Pressure Vessel Code). Ninguna soldadura de producción deberá ser ejecutada antes de que el respectivo
procedimiento de soldadura y soldadores hayan sido previamente calificados.
Todas las soldaduras deberán ser ejecutadas por soldadores calificados y en
general deberán ser hechas por el método de arco eléctrico.
Todas las soldaduras requieren inspecciones radiográficas y las uniones de
elementos de acero inoxidable con acero inoxidable, deberán ser pulidas hasta lo
requerido para una buena interpretación de las radiografías o de cualquier otro de
los métodos. Todas las salpicaduras de soldadura deberán ser removidas y los
bordes agudos deberán ser desbastados.
Las soldaduras a tope y los elementos soldados sometidos a esfuerzos, vibración y
fatiga, deberán ser fabricados con soldaduras de alta penetración. Las juntas a ser
soldadas deberán ser preparadas apropiadamente y tener superficies lisas y limpias.
Los electrodos y materiales para las pruebas de calificación de los procedimientos y
soldadores de todos los equipos y elementos de esta licitación, deberán ser
suministrados por el Contratista. Los electrodos de soldadura para soldadura
manual, deberán ser del tipo de revestimiento pesado y deberán ser apropiados
para todas las posiciones de soldadura cuando se requieran.
2.13.2. ESPECIFICACIONES DE PROCEDIMIENTOS DE SOLDADURA (W.P.S)
Antes de iniciar los trabajos de soldadura, el CONTRATISTA deberá suministrar a CHEC las especificaciones de los procedimientos de soldadura que se aplicarán en la fabricación y en el montaje de los equipos.
2.13.3. CALIFICACIÓN DE LOS PROCEDIMIENTOS DE SOLDADURA Y DE LOS SOLDADORES
Todos los procedimientos de soldadura deberán ser calificados de acuerdo con los requerimientos de la Sección IX del código ASME o equivalente.
La preparación y conservación de todos los cupones de prueba de soldaduras, así
como la ejecución de todas las pruebas, serán responsabilidad del CONTRATISTA.
Las pruebas de calificación deberán efectuarse en presencia de un inspector de
soldadura debidamente autorizado por CHEC.
Tanto los procedimientos de soldadura como los soldadores asignados para realizar
el trabajo, deberán ser calificados de acuerdo con las normas y procedimientos
establecidos en el código ASME, con una vigencia no mayor a 6 meses.
Antes de iniciar los trabajos de soldadura, el Contratista presentará para aprobación
de CHEC los procedimientos de soldadura (WPS) y el registro de calificación del
procedimiento (PQR) que proyecta utilizar para la fabricación, Las pruebas de
calificación de procedimientos y de soldadores se efectuarán en presencia de un
inspector de soldaduras aprobado por CHEC y el Contratista deberá presentar a
CHEC los informes correspondientes.
Si en opinión del representante autorizado por CHEC el trabajo de un soldador es
cuestionable en cualquier momento, puede requerirse pruebas adicionales para el
soldador, para determinar su habilidad en el trabajo para el cual fue contratado.
Todos los operarios de soldadura deberán ser calificados de acuerdo con los
requerimientos de la sección IX del código ASME. Los cupones de prueba serán
responsabilidad del CONTRATISTA, quien deberá conducir todas las pruebas
requeridas para obtener la calificación.
Las pruebas del soldador como las de las platinas de prueba deberán realizarse en
presencia del representante asignado por CHEC. El Contratista deberá suministrar
tanto las platinas de prueba como los electrodos para realizar estas pruebas.
Las platinas de prueba deberán ser del mismo material usado en la fabricación, con
extremos biselados donde se requiera y la técnica de soldadura deberá ser igual a
la usada en el trabajo. Los electrodos de soldadura deberán ser del mismo tamaño,
tipo y marca.
Todos los gastos relacionados con la calificación de los procedimientos de
soldadura y de los soldadores, correrán por cuenta del Contratista.
2.13.4. PREPARACIÓN PARA SOLDADURA
Las partes que vayan a ser soldadas deberán ser cortadas con precisión y deberán
ser laminadas o prensadas con la curvatura apropiada de acuerdo con las
dimensiones mostradas en los planos. Los bordes deberán ser cortados con cizalla
o soplete o deberán maquinarse de acuerdo con el tipo de soldadura requerida para
permitir una buena penetración. Las superficies cortadas deberán exponer el metal
puro, libre de laminaciones y defectos superficiales.
Las superficies de las piezas que vayan a ser soldadas deberán estar libres de
óxido, grasa u otros materiales extraños en una distancia de por lo menos 30 mm
desde el borde de la soldadura. Se deberá tener cuidado al alinear y separar los
bordes de las piezas que van a ser unidas mediante soldadura a tope de modo que
se logre una buena fusión y penetración en el fondo de la unión.
Las piezas que van a ser unidas por soldadura de filete o a tope, deberán encajar
precisamente y deberán sostenerse así durante la soldadura. Se requerirá
precalentamiento en la soldadura de secciones pesadas o cuando la soldadura sea
ejecutada con temperatura ambiente baja o alta humedad relativa. Los equipos y
materiales requeridos para llevar a cabo el precalentamiento y su control serán
suministrados por el Contratista.
Los bordes de partes sometidas a esfuerzos con espesores superiores a 25 mm,
deberán revisarse con ultrasonido y tintas penetrantes, para descartar la presencia
de defectos inaceptables del material, antes de iniciar la soldadura.
2.13.5. PROCEDIMIENTOS DE SOLDADURA
Las soldaduras deberán hacerse por el método de arco eléctrico, utilizando un
procedimiento aprobado que aísle el metal derretido de la atmósfera. Siempre que
sea posible, las soldaduras deberán ejecutarse usando máquinas automáticas.
Cada soldadura deberá ser de ancho y tamaño uniforme en toda su extensión.
Todos los agujeros, grietas y otros defectos, deberán repararse cincelando y
esmerilando hasta dejar el metal en buenas condiciones y luego volviendo a soldar.
Cada capa de soldadura deberá ser lisa, libre de escorias, grietas, agujeros o
socavación y deberá estar completamente fundida con los cordones adyacentes de
soldadura y con el metal base.
La última pasada de soldadura que sirve de cubierta, deberá estar libre de rizos,
superficies irregulares, cordones de soldadura no uniformes, picos altos o canales
profundos entre los cordones de soldadura y deberá combinarse suave y
gradualmente con la superficie del metal base.
Las soldaduras a tope deberán ser ligeramente convexas, de altura uniforme y
deberán tener una penetración total.
Las soldaduras de filete deberán hacerse en todo el cuello o garganta y con
superficies de fusión de igual longitud. Todas las soldaduras serán sometidas a un
estricto control visual por personal autorizado de CHEC S.A. y éstas deberán
detallarse a cargo del Contratista.
Las reparaciones, el cincelado y el esmerilado de las soldaduras, deberá hacerse de
tal manera que no se acanale ni se reduzca el espesor del metal base.
Todos los materiales y equipos requeridos para ejecución y control de las variables
durante los trabajos de soldadura y tratamientos térmicos, serán suministrados por
el Contratista e incluidos en los costos del contrato
2.13.6. ELECTRODOS
El Contratista deberá indicar en todos los planos de detalle el tipo y tamaño de los
electrodos que se propone utilizar en soldadura de taller.
Los electrodos deberán ser transportados convenientemente, empacados en cajas
metálicas a prueba de agua y deberán mantenerse dentro de las cajas hasta su
utilización. Si alguna caja se averiara, los electrodos deberán remplazarse.
Todo electrodo será almacenado en ambientes a condicionados libres de humedad
y sometidos a un proceso de secado de acuerdo a las recomendaciones del
fabricante. Las facilidades para cumplir con estos requisitos serán suministradas por
el Contratista, en el alcance de los trabajos.
Los electrodos que se van a utilizar deberán mantenerse en un horno libres de
humedad, a una temperatura no menor de 100°C.
Los electrodos expuestos a la intemperie por más de cuatro horas deberán ser
retornados al horno de secado.
2.13.7. ALIVIO DE ESFUERZOS
El alivio de esfuerzos deberá realizarse de acuerdo al código ASME o al que aplique
al tipo de construcción y de acuerdo con la aprobación CHEC.
El horno para alivio de esfuerzos deberá estar equipado con termómetros y registros
adecuados para registrar la temperatura durante el calentamiento y enfriamiento de
las piezas. Todos los registros de temperatura deberán entregarse a CHEC.
2.14. MAQUINADO
2.14.1. GENERALIDADES
A menos que se indique lo contrario en los planos de taller aprobados, las
tolerancias, luces y holguras de los acoples entre superficies metálicas cilíndricas,
deberán cumplir con la Norma para asegurar un contacto pleno. Los agujeros para
los pernos deberán ubicarse y taladrarse con plantilla. Los agujeros para pernos o
espárragos deberán rimarse y el perno o espárrago deberá entrar ligeramente
forzado. Los trabajos de mecanizado deberán terminarse con las superficies libres
de aristas, rebabas, y el material sobrante del corte deberá retirarse completamente
para evitar daños y obstrucciones de los equipos.
2.14.2. ACABADOS
En los planos de taller deberán indicarse con los símbolos de la Norma u otra
equivalente, las superficies que deban tener un terminado a máquina. Los valores
de la altura de la rugosidad deberán especificarse en sistema métrico y en términos
de la desviación promedio (rms) de la superficie media.
Los valores del ancho de la rugosidad y la altura de ondulación no serán
especificados, pero deberán ser consistentes con el tipo de acabado especificado
por la altura de la rugosidad (rms). El cumplimiento de las superficies especificadas
será determinado por rugosímetro, tacto e inspección visual del trabajo comparado
con las muestras para este propósito.
Los instrumentos comúnmente dan la medida RMS como Rq o RQ diferente Ra.
2.14.2.1. TIPOS DE ACABADO
Superficies que van a ser maquinadas con dimensiones donde las tolerancias son
0.40 mm o mayores, deberán tener un valor máximo de rugosidad de 500. unidad.
Superficies estáticas que hacen pareja, donde una precisión razonable de
posicionamiento y una junta de ajuste moderado se requiera, tendrán un valor
máximo de rugosidad de 250. unidad.
2.15. REFERENCIAS Y TOLERANCIAS
Será responsabilidad del contratista levantar las medidas en sitio para poder fabricar las compuertas. Los siguientes criterios deberán ser observados cuando se chequeen las dimensiones, para asegurar que el trabajo se realice dentro de las tolerancias especificadas.
del tablero deberá ser un segmento cilíndrico con una tolerancia de ± 5.0 mm con relación al radio.
deberán sobrepasar 1/600 del ancho nominal de la compuerta.
ie para montaje del sello lateral debe ser un plano paralelo a la línea de centro de la compuerta con una tolerancia de ±2.0 mm de las dimensiones
especificadas. Los orificios alargados usados para el montaje de los sellos laterales no solamente deberán prever el ajuste en fábrica sino también permitir un ajuste adicional de 6.0 mm en cualquier dirección posible durante el montaje.
giro de la compuerta. No debe existir una variación mayor de ± 2.0 mm a lo largo de la línea de contacto.
la compuerta sin desviación angular ni desplazamiento. La superficie de rodamiento debe estar alineada dentro de ±1.0 mm del eje de giro de la compuerta.
verticales perpendiculares a la línea de centro del muñón con una tolerancia de ±1.5 mm y deberán ser un arco perfecto con el eje de la compuerta como centro con una tolerancia de ±5.0 mm.
de una tolerancia de ±1.5 mm.
todas las cuñas en su sitio. Las dimensiones deberán ser chequeadas en fábrica y será responsabilidad del CONTRATISTA suministrar el equipo de exactitud adecuada la cual permitirá que las tolerancias indicadas se cumplan en el sitio.
2.16. LIMPIEZA Y PINTURA
La compuerta radial, las guías, asientos y todos los elementos del sistema de izamiento expuestos al agua y a la intemperie deberán ser sometidos a un tratamiento de limpieza y pintura
2.16.1. SUPERFICIES EN CONTACTO CON EL HORMIGÓN O CONCRETO
Limpieza de la superficie. Limpieza mediante chorro abrasivo hasta un grado equivalente al Sa 2 1/2. Sistema de recubrimiento. Las superficies deberán cubrirse con una pintura con un espesor de 75 micrones, como mínimo. La pintura empleada deberá tener buenas características de resistencia a las condiciones ambientales, resistencia al agua y al trópico y una buena adherencia al concreto.
2.16.2. SUPERFICIES EN CONTACTO CON AGUA
Limpieza de la superficie. Limpieza mediante chorro abrasivo hasta un grado equivalente al Sa 3. Sistema de recubrimiento. Como anticorrosivo deberá utilizarse una pintura a base de resinas epóxicas con un espesor mínimo de película de 75 micrones. Como
pintura de acabado deberá utilizarse una pintura a base de resinas epóxicas con alquitrán, compatible con la base de protección contra la corrosión. El espesor total de la pintura de fábrica no deberá ser menor que 400 micrones.
2.16.3. SUPERFICIES EXPUESTAS A LA ATMÓSFERA
Limpieza de la superficie. Limpieza mediante chorro abrasivo hasta un grado equivalente al Sa 3. Sistema de recubrimiento. Como anticorrosivo deberá utilizarse una pintura a base de resinas epóxicas con un espesor mínimo de película de 75 micrones. Como pintura de acabado deberá utilizarse una pintura a base de resinas vinílicas con una capa exterior a base de aluminio, compatible con la base anticorrosiva. El espesor total de la pintura de fábrica no deberá ser menor que 250 micrones.
2.16.4. SUPERFICIES MAQUINADAS
Limpieza de la superficie. Limpieza con solvente. Sistema de recubrimiento. Las superficies deberán cubrirse en fábrica con una sustancia resistente a la formación de óxidos, que pueda removerse fácilmente por medio de solventes.
2.16.5. SUPERFICIES EN CONTACTO CON ACEITES O COMBUSTIBLES
Limpieza de la superficie. Limpieza mediante chorro abrasivo hasta un grado equivalente al Sa 3. Sistema de recubrimiento. Como pintura de acabado deberá aplicarse un barniz a base de resinas sintéticas. El espesor total de la pintura de fábrica no deberá ser menor que 75 micrones.
2.17. PRESENTACIÓN DE PLANOS Y DOCUMENTOS DURANTE LA VALIDACIÓN DEL DISEÑO
EL CONTRATISTA deberá suministrar, para aprobación de Chec, todos los planos y documentos actualizados realizados durante el diseño y utilizados para la fabricación, pruebas y suministro del conjunto de compuerta radial, los cuales serán básicos para el montaje, pruebas en sitio, puesta en servicio, operación y mantenimiento. Entre la documentación a suministrar por EL CONTRATISTA, se tiene la siguiente:
pruebas y puesta en operación. (Los ítems que apliquen).
fabricadas.
muñón, de compuertas similares fabricadas.
ón de materiales
2.18. VALIDACIÓN DEL DISEÑO DE DETALLE
Previo al inicio de la fabricación, EL CONTRATISTA deberá someter a aprobación de CHEC el diseño de detalle de la Compuerta Radial, para lo cual deberá enviar dos (2) copias de la siguiente documentación:
2.19. PLANOS
Los planos de detalle deberán presentar de manera clara e inequívoca, todas las dimensiones del conjunto de compuerta radial y de cada uno de sus componentes, así como la ubicación exacta de las platinas de apoyo, las platinas de sello, las vigas de soporte y los anclajes, de acuerdo con la ubicación de los elementos embebidos de primera etapa dejados por el Contratista de la obra civil.
2.20. MEMORIAS DE CÁLCULO
Se deberán presentar para aprobación las memorias del cálculo estructural de todos los elementos que constituyen el conjunto de compuerta radial VALIDADOS, como tablero, vigas verticales, vigas horizontales, brazos de giro, conjunto muñón, cojinetes, cáncamos de izamiento, etc. Estas memorias deberán describir la normatividad utilizada en el diseño, los criterios para selección de materiales, los cálculos de los empujes hidráulicos y cargas, bajo las diferentes condiciones de operación previstas, y todos los cálculos que
demuestren el cumplimiento de estas especificaciones y de las normas y códigos de diseño seguidos para su desarrollo.
2.21. HERRAMIENTAS Y EQUIPOS ESPECIALES REQUERIDOS PARA EL MONTAJE.
EL CONTRATISTA deberá incluir como parte del suministro todas las herramientas, equipos y dispositivos especiales requeridos para el montaje de la compuerta y su equipo de operación.
2.22. PARTES DE REPUESTO El suministrador deberá incluir una lista de partes de repuestos recomendados para dos años de operación, con los respectivos precios unitarios. Los precios de partes de repuesto de fabricación normalizada deberán tener una validez mínima de tres meses contados a partir de la fecha de presentación de la oferta. CHEC podrá adquirir, o no, la cantidad de repuestos que considere adecuada a sus necesidades.
2.23. ESPECIFICACIONES TÉCNICAS PARTICULARES
2.23.1. VALIDACIÓN DEL DISEÑO
2.23.1.1. DISEÑO DE LA COMPUERTA. EL CONTRATISTA deberá validar el diseño detallado de la compuerta radial y de todos los equipos requeridos para su operación y deberá suministrar toda la información técnica para la aprobación de CHEC, antes de iniciar a fabricar la compuerta. Adicionalmente deberá suministrar información sobre las partes que requieran coordinación con la obra civil o con equipos, partes o sistemas suministrados por otros contratistas. La compuerta radial de captación deberá diseñarse para soportar los esfuerzos y empujes generados con el nivel máximo extraordinario del río, y bajo las siguientes condiciones máximas de operación:
perpendicular a la superficie de la solera en la línea de centro del asiento.
muñón y los sellos.
La compuerta deberá ser diseñada para resistir las cargas impuestas durante su operación, con esfuerzos que no excedan el 40% del punto de fluencia o el 25% de la resistencia a la tensión del material empleado para su fabricación. La deflexión que pueda llegar a sufrir el tablero no deberá sobrepasar 1/600 del ancho nominal de la compuerta. Los pernos de conexión del conjunto del tablero a los brazos de apoyo no deberán ser sometidos a esfuerzo de corte. La longitud sin soporte de los brazos de soporte no deberá superar la relación L/r de 120. El espesor mínimo permisible de cualquier parte de los asientos y las guías embebida deberá ser de12 mm, cuando sean de acero estructural, los recubrimientos con acero inoxidable fijados mediante soldadura o cualquier otro método no deberán ser menores que 6 mm. Para la definición del espesor del tablero deberá considerarse un sobre-espesor por corrosión de 1 mm. Condiciones de diseño La compuerta deberá ser diseñada y fabricada de acuerdo con la siguiente condición:
Información general: el contratista deberá tener en cuenta las cotas, dimensiones para las cajas de las guías y asientos, los ejes y demás datos mostrados en el plano de la bocatoma.
La compuerta deberá ser fabricada en acero estructural según los requerimientos de la norma ASTM A- 36, el cuerpo y las guías deberán ser de construcción soldada teniendo en cuenta su ensamble en el campo. Las uniones pernadas y soldadas que estarán sometidas a presión hidrostática deberán ser estancas. La construcción en fabrica deberá ser tal que facilite al máximo el ensamble en el campo. El contratista deberá tener en cuenta lo especificado en el numeral relacionado a las construcciones soldadas. El contratista deberá suministrar todos los sellos, pernos y tuercas requeridos para las uniones en campo; mas el 15% adicional como mínimo de estos elementos, de cada diámetro y de cada longitud. En todos los miembros horizontales deberán hacerse agujeros para permitir el drenaje del agua que dichos miembros puedan retener; también deberán hacérseles agujeros roscados que se usarán durante el montaje.
Ruedas guía: a ambos lados de la compuerta se deberán instalar ruedas guía para limitar los movimientos laterales de esta. Las ruedas deberán tener cojinetes de bronce autolubricados y sellados; los cuales deberán estar montados en ejes de acero inoxidable instalados en elementos pernados al cuerpo de la compuerta y provistos de calzas para facilitar el ajuste de la distancia entre las ruedas y sus superficies de rodadura durante el montaje.
Muñones: la compuerta radial deberá estar provista de dos muñones anclados a una viga de concreto, sobre los cuales van montados cojinetes de bronce autolubricado. Estos cojinetes autolubricados deberán ser aptos para el trabajo a la intemperie.
Sellos: los sellos laterales deberán ser de caucho macizo tipo J. el sello inferior deberá ser de caucho macizo de sección rectangular.
La compuerta deberá tener una platina tope de tal manera que la deformación del sello inferior no exceda 4mm. Se deberán instalar sellos “anti-jet”, de manera tal, que se eviten chorros de agua indeseables durante la apertura parcial de la compuerta. Los asientos y guías de la compuerta que serán empotrados en concreto deberán ser fabricados con láminas en secciones de una sola pieza, las cuales deberán ser libres de alabeos, torceduras y dobleces. A las superficies de estas que constituyan superficies de sellado se eles deberán soldar platinas de acero resistente a la corrosión. Las guías y asientos deberán estar provistos de sistemas de nivelación para permitir un montaje satisfactorio.
2.23.2. FABRICACIÓN
La compuerta deberá ser de construcción soldada y pernada. Los marcos y guías deberán ser de construcción soldada con las previsiones necesarias para el ensamble en el sitio. Las uniones pernadas y soldadas que estarán sometidas a presión hidrostática deberán ser estancas. EL CONTRATISTA debe suministrar todos los sellos, pernos y tuercas a utilizarse en el sitio más un 15% en exceso para cada tipo. EL CONTRATISTA deberá fabricar y realizar todos los trabajos y/o actividades de garantía y de control de calidad, necesarias para asegurar que el suministro cumpla con todos los requisitos aplicables, adicional a los incluidos en estas Especificaciones Técnicas, así mismo, EL CONTRATISTA deberá cooperar con el inspector de CHEC en todos los aspectos relacionados con su trabajo, en los momentos que se desplace a una vista de inspección a la planta donde fabriquen la compuerta y sus equipos de operación.
2.23.2.1. TABLERO Y BRAZOS
La compuerta estará compuesta por el conjunto del marco (vigas horizontales y vigas verticales de la estructura de soporte del tablero), el tablero y los brazos de soporte y giro, los cuales transmiten los empujes hidráulicos a los apoyos de la compuerta. Estos componentes deberán ser fabricados en acero al carbono de calidad estructural, según los requerimientos de la norma ASTM A-36. La operación satisfactoria de la compuerta dependerá en gran medida del adecuado alineamiento del marco de la compuerta, del ensamble de la lámina de sello y del eje del muñón. La lámina del tablero debe ser fabricada y conectada a los miembros de acero que la soportan para formar una placa continua. El tablero y los miembros estructurales deberán ser cortados a escuadra y exactamente a su tamaño y doblados al radio de curvatura necesario. Se deberán prever los huecos de drenaje en todos los miembros horizontales y en las placas rigidizantes de fondo como también los cáncamos necesarios durante el montaje y transporte. Los huecos deberán ser taladrados y maquinados con todos los bordes redondeados. El diseño de los cáncamos debe adecuarse a los ganchos de izamiento estándar de las grúas de montaje y operación.
2.23.2.2. SELLOS
La compuerta debe equiparse con sellos laterales, superior e inferior, de caucho o un elastómero con propiedades similares, del tipo mostrado en los planos, con superficie de deslizamiento en teflón, asegurados por medio de perfiles, tuercas, tornillos y arandelas de acero inoxidable. Los sellos superior y laterales deberán ser de caucho macizo tipo J. El sello inferior deberá ser de caucho macizo de sección rectangular. La compuerta deberá tener una platina tope de tal manera que la deformación del sello inferior no exceda 4 mm. Los sellos deberán ser remplazables con facilidad y montados de tal manera que permitan el ajuste en el campo. Las juntas de los sellos deberán ser vulcanizados. Las esquinas de conexión de los sellos serán moldeados y vulcanizados en fábrica. La resistencia a la tensión de las juntas no debe ser menor al 50% del material continuo. Todos los bordes en contacto con los sellos deberán ser redondeados. Los sellos de caucho de las compuertas deberán ser fabricados de componentes de alta calidad. El polímero básico deberá ser de caucho natural o un co-polímero de butadieno y estureno o una mezcla de ambos. El componente deberá contener no menos de un 70% por volumen , del polímero básico y el remanente deberá consistir de refuerzo de negro de humo, oxido de cinc, aceleradores, antioxidantes, agentes vulcanizadores y plastificantes.
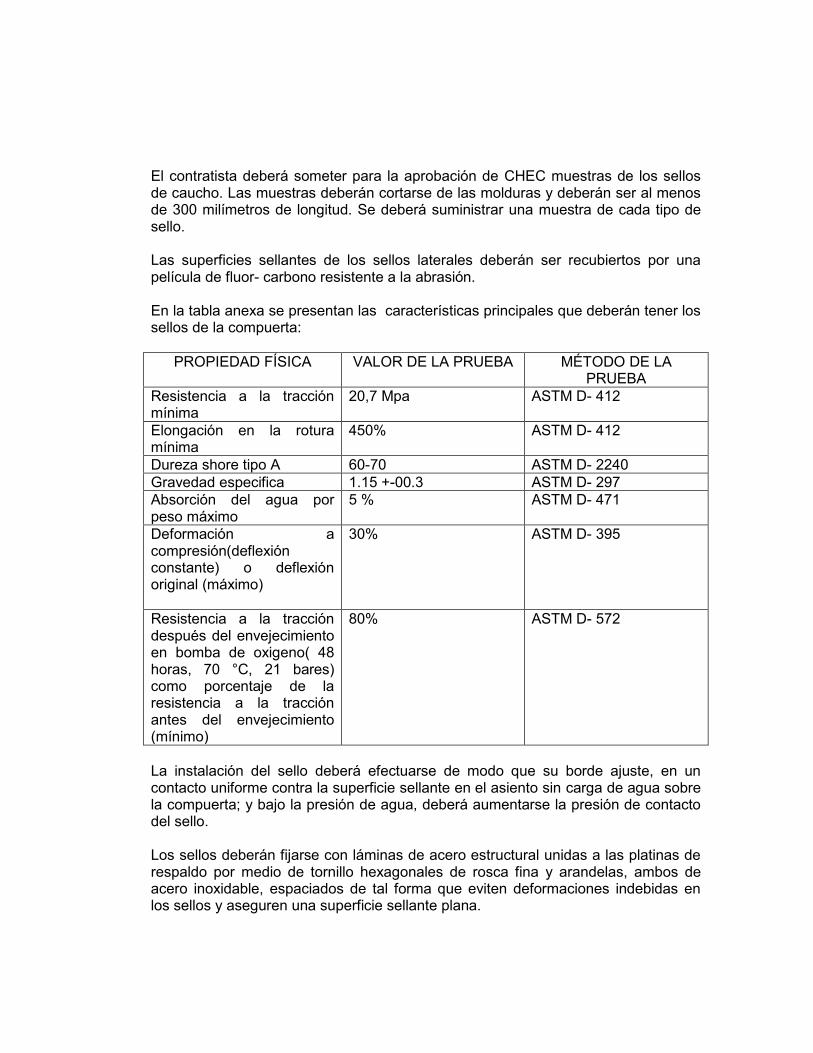
El contratista deberá someter para la aprobación de CHEC muestras de los sellos de caucho. Las muestras deberán cortarse de las molduras y deberán ser al menos de 300 milímetros de longitud. Se deberá suministrar una muestra de cada tipo de sello. Las superficies sellantes de los sellos laterales deberán ser recubiertos por una película de fluor- carbono resistente a la abrasión. En la tabla anexa se presentan las características principales que deberán tener los sellos de la compuerta:
PROPIEDAD FÍSICA VALOR DE LA PRUEBA MÉTODO DE LA PRUEBA
Resistencia a la tracción mínima
20,7 Mpa ASTM D- 412
Elongación en la rotura mínima
450% ASTM D- 412
Dureza shore tipo A 60-70 ASTM D- 2240
Gravedad especifica 1.15 +-00.3 ASTM D- 297
Absorción del agua por peso máximo
5 % ASTM D- 471
Deformación a compresión(deflexión constante) o deflexión original (máximo)
30% ASTM D- 395
Resistencia a la tracción después del envejecimiento en bomba de oxigeno( 48 horas, 70 °C, 21 bares) como porcentaje de la resistencia a la tracción antes del envejecimiento (mínimo)
80% ASTM D- 572
La instalación del sello deberá efectuarse de modo que su borde ajuste, en un contacto uniforme contra la superficie sellante en el asiento sin carga de agua sobre la compuerta; y bajo la presión de agua, deberá aumentarse la presión de contacto del sello. Los sellos deberán fijarse con láminas de acero estructural unidas a las platinas de respaldo por medio de tornillo hexagonales de rosca fina y arandelas, ambos de acero inoxidable, espaciados de tal forma que eviten deformaciones indebidas en los sellos y aseguren una superficie sellante plana.
Los sellos deberán ser unidos, vulcanizados, instalados y protegidos adecuadamente antes del envío. Los sellos de repuesto deberán ser suministrados para ser perforados y montados en la compuerta en sitio. Los sellos deberán ser continuos, únicamente se aceptarán uniones en las esquinas donde los sellos laterales se encuentran con el sello superior e inferior. No se aceptarán uniones intermedias. Se deberá tener cuidado en la vulcanización en las uniones de los sellos, de modo que la resistencia a la tensión en los empalmes no sea inferior al 50 % de la resistencia a la tensión del material del sello. Todos los bordes de las platinas de acero que estarán en contacto con los sellos deberán biselarse y redondearse para evitar daños en los mismos. Se deberán proveer de bujes de bronce en el alma del sello donde los tornillos atraviesan para obtener una presión de sujeción uniforme. La altura de estos bujes deberá ser 1 milímetro inferior que el espesor del sello, para evitar que las platinas pisa sellos puedan dañarlos por el apriete excesivos de los pernos de fijación. Todos los agujeros para los tornillos de los sellasen la compuerta, las platinas de fijación y los sellos y platinas pisa sellos deberán ser perforados y roscados en fabrica, según se requiera. El contratista deberá asegurar que cualquiera de los agujeros comunes a las platinas de fijación, sellos y platinas pisa sellos y de respaldo coinciden adecuadamente y deberá hacerse uso de las respectivas platinas pisa sellos como plantillas para la perforación de los huecos en los respectivos sellos. El diseño y la construcción de los sellos y su sistema de fijación deberá basarse en un diseño probado y aprobado, que considere seguridad, larga vida útil y fácil inspección, remplazo y reparación de los sellos. Las superficies sellantes de los sellos laterales deberán estar cubiertas con una película de fluor- carbono resistente a la abrasión.
2.23.2.3. RUEDAS-GUÍA
Se deberán colocar ruedas-guía para evitar los movimientos laterales de la compuerta durante su operación. Las ruedas-guía deberán estar montadas sobre bujes auto-lubricados y sellados, con pines de acero inoxidable montados sobre un soporte que deberá ir pernado a la estructura y provistos de calzas para facilitar el ajuste de la distancia entre las ruedas y sus superficies de rodadura.
2.23.2.4. GUÍAS LATERALES Y ASIENTOS DE LOS SELLOS
Los asientos y guías de la compuerta que serán empotrados en concreto deberán ser fabricados con láminas en secciones de una sola pieza, las cuales deberán estar libres de alabeos, torceduras y dobleces. A las superficies de éstas que constituyan superficies de sellado se les deberán soldar platinas de acero inoxidable.
Las guías deberán estar provistas de sistemas de nivelación para permitir un montaje satisfactorio.
2.23.2.5. VIGA DE ASIENTO La viga de asiento deberá ser de acero estructural, fabricada con lámina de una sola pieza, la cual deberá estar libre de alabeos, torceduras y dobleces. A la superficie de ésta que constituya superficie de sellado se le deberá soldar una platina de acero inoxidable, lo suficientemente recta para asegurar un sello impermeable cuando el sello de caucho descanse sobre ella. El asiento inferior deberá suministrarse con todos los elementos y tuercas requeridos para un adecuado alineamiento en el sitio.
2.23.2.6. VIGAS DE TOPE Se deberán colocar topes para evitar que la compuerta sobrepase su posición máxima de apertura. Estos topes deberán ser colocados para que actúen sobre puntos de soporte en la compuerta y deberán ser diseñados para resistir las cargas del mecanismo de operación bajo todas las condiciones de operación.
2.23.2.7. ELEMENTOS DE SEGURO Se deberán suministrar un mecanismo de sostén o elementos para asegurar la compuerta en posición totalmente abierta y poder liberar el mecanismo de operación.
2.23.2.8. ENSAMBLE DEL MUÑÓN Los cojinetes del muñón, conectados a los brazos de la compuerta, deberán soportar las cargas y esfuerzos generados durante la operación de giro sobre el pin del mismo. Cada soporte del cojinete del muñón deberá ser maquinado en forma precisa para recibir el buje auto-lubricado. Las superficies de rodamiento deberán probarse para asegurar su ajuste preciso al pin. Todos los elementos del muñón deberán ser sometidos a alivio de esfuerzos antes del maquinado. Todas las tuercas y tornillos deberán ser de acero resistente a la corrosión. El pin del muñón debe ser de acero forjado tratado con recubrimiento de cromo.
2.23.2.9. ANCLAJES DE LA COMPUERTA El fabricante deberá diseñar y suministrar los elementos misceláneos de anclaje de la compuerta, acomodándose a las previsiones hechas en la obra civil. Los anclajes deberán ser del tipo y diseño suficientemente probado en la práctica y con cargas aplicadas similares en magnitud a las impuestas a este proyecto. El suministro deberá incluir todos los elementos, pernos, arandelas, tuercas y el equipo y materiales requeridos para la instalación, de acuerdo con el tipo de anclaje ofrecido.
2.23.2.10. PREPARACIÓN PARA
CONEXIONES DE CAMPO Todos los cortes biselados y cualquier maquinado requerido para las conexiones en campo deberán ser preparadas en el taller del CONTRATISTA. Se deberán prever conexiones pernadas en campo para mantener los ensambles rígidos y con el alineamiento adecuado durante la instalación en el sitio. Los orificios para pernar y conectar deberán ser taladrados y subdimensionados para permitir el ajuste en campo.
2.23.3. ENSAMBLE Y PRUEBA EN FÁBRICA
La compuerta radial deberá ensamblarse completamente en fábrica. El contratista deberá entregar para aprobación de CHEC, una descripción detallad de los procedimientos y equipos que se utilizarán en cada prueba, al menos sesenta días antes de llevar a cabo la ejecución de las pruebas. Las diferentes partes del equipo deberán marcarse durante el ensamble en fábrica para asegurar el correcto ensamble en el sitio.
2.23.4. TRANSPORTE, MONTAJE Y PRUEBAS DE CAMPO
2.23.4.1. TRANSPORTE, DESCARGUE EN EL
SITIO DE LA OBRA Y ALMACENAMIENTO DE LOS EQUIPOS
EL CONTRATISTA deberá incluir en la oferta el valor considerado para el “Transporte, montaje, pruebas y puesta en operación” de la compuerta radial. Para el transporte del equipo, EL CONTRATISTA deberá preparar los equipos, elementos y/o materiales objeto del suministro para cualquier tipo de transporte que se requiera, de modo que esté protegido contra pérdidas, daños y deterioros durante dicho transporte y será responsable de reponer a su costo, las pérdidas, daños y deterioros que sufran los equipos, elementos y/o materiales debidos a la preparación inadecuada para el transporte y almacenamiento en sitio mientras se utilizan. . EL CONTRATISTA deberá informarse sobre las facilidades y requisitos del transporte al sitio de la obra, de tal forma que al programar sus operaciones de transporte se asegure que se han tenido en cuenta todas las restricciones y limitaciones existentes. Por tanto, serán a su cargo todos los costos por concepto de cualquier adecuación que sea necesaria para llevar todos los equipos hasta el sitio
de montaje. El descargue de los equipos de los camiones, el desenguacalamiento y el almacenamiento temporal de los equipos en la obra, antes del montaje, estarán a cargo del CONTRATISTA y deberán estar incluidos en el valor de la oferta.
2.23.5. REQUERIMIENTOS Y FACILIDADES PARA EL MONTAJE
Para cotizar, EL CONTRATISTA deberá tener en cuenta:
2.23.5.1. INSTALACIONES TEMPORALES DEL CONTRATISTA
CHEC facilitará al CONTRATISTA algunas áreas, que se consideran adecuadas para la construcción de sus instalaciones temporales durante el montaje, tales como oficinas, talleres, bodegas y almacén. EL CONTRATISTA será responsable del cuidado y vigilancia de las zonas de trabajo asignadas para su uso en el sitio de las obras y de todas sus instalaciones temporales hasta la finalización de los trabajos. Para esto, EL CONTRATISTA deberá proveer, por su propia cuenta y riesgo, el personal de vigilancia que considere necesario. Este servicio de vigilancia deberá prestarse teniendo en cuenta las recomendaciones e instrucciones de CHEC. Antes de construir cualquier instalación temporal, EL CONTRATISTA deberá solicitar la aprobación de CHEC. EL CONTRATISTA, después de concluir los trabajos objeto del contrato, deberá desmontar y retirar sus instalaciones temporales y entregar el espacio asignado y sus alrededores libres de materiales, recipientes y desperdicios de cualquier naturaleza y en perfectas condiciones de limpieza.
2.23.5.2. TELECOMUNICACIONES Durante el montaje, EL CONTRATISTA deberá proveer, por su propia cuenta y riesgo, todas las facilidades que requiera para comunicaciones telefónicas, Fax, conexiones a Internet, radio teléfonos etc.
2.23.5.3. ENERGÍA ELÉCTRICA, AGUA Y ALCANTARILLADO
EL CONTRATISTA deberá disponer, por su propia cuenta y riesgo, de plantas de energía y transformadores para sus oficinas, instalaciones temporales, equipos y herramientas de trabajo. Las instalaciones eléctricas provisionales deberán cumplir lo estipulado en el RETIE. EL CONTRATISTA deberá disponer en sitios apropiados para sus trabajadores servicios sanitarios. EL CONTRATISTA deberá proveer a sus empleados y
trabajadores todos los insumos personales que requieran para hacer uso de estos servicios, tales como papel higiénico, jabones, desengrasantes, toallas, etc. En cuanto al suministro de agua para consumo humano, EL CONTRATISTA deberá disponer en sitios apropiados dispensadores de agua suficientes para atender las necesidades de sus trabajadores. Así mismo, deberá disponer un sitio adecuado para el consumo de alimentos en las horas de almuerzo o de comida y un sitio para consumo de bebidas refrescantes. Estos sitios deben mantenerse en perfectas condiciones de aseo. Todos los desechos deben ser recogidos y depositados por EL CONTRATISTA en los lugares que para tal efecto se designen.
2.23.6. MONTAJE, PRUEBA, Y PUESTA EN SERVICIO El CONTRATISTA deberá presentar, con una anticipación de 30 días antes de iniciar el montaje, el programa detallado de montaje y los manuales de instalación y de puesta en servicio, así como los protocolos para las pruebas de la compuerta radial. El montaje y las pruebas deberán ser dirigidos y efectuados por EL CONTRATISTA. Todos los materiales necesarios durante el montaje deberán hacer parte del suministro. EL CONTRATISTA deberá cooperar con el personal de CHEC que esté dispuesto en la obra, en todos los aspectos relacionados con su trabajo, sea de inspección durante el montaje, inspección durante las pruebas de campo y participación durante la puesta en servicio de la compuerta. Después de montada la compuerta radial, se deberán someter a pruebas de operación sin agua (pruebas preoperativas) para demostrar que ellos funcionan apropiadamente y que cumplen los requerimientos de las especificaciones. Luego la compuerta deberá someterse varias veces a ciclos completos de apertura y de cierre para verificar su correcto montaje y operación. EL CONTRATISTA deberá presentar a CHEC los protocolos y los formatos respectivos para realizar estas pruebas, con una antelación de 30 días antes del inicio de estas. Una vez ajustados todos los equipos, la compuerta deberá someterse a pruebas de cierre con flujo para verificar la capacidad y los tiempos de cierre. Finalizadas las pruebas se deberá realizar una inspección de los equipos para verificar el buen estado de todos los componentes. Los valores obtenidos en las diferentes pruebas deberán registrarse en los protocolos correspondientes realzando los valores finales de ajuste que servirán de base para los mantenimientos de los equipos. Los protocolos de pruebas deberán ser entregados a CHEC, (30) días antes de realizar las pruebas. EL CONTRATISTA deberá preparar un informe detallado de los resultados, de las pruebas preoperativas y operativas, y adjuntar copias de los cálculos y de los datos observados. El informe deberá contener suficiente información de soporte que permita comprobar que todos los objetivos de cualquier prueba se cumplieron de acuerdo con los protocolos.

Los equipos serán recibidos por CHEC después de probados con carga y estar operando satisfactoriamente, para el efecto se hará el acta de entrega y recepción de los equipos entre las partes. Durante las pruebas y puesta en servicio de la compuerta y el mecanismo de operación, EL CONTRATISTA deberá capacitar al personal que operará y realizará el mantenimiento a los equipos.





























