Embed Size (px)
Citation preview

Análisis comparativo de la microencapsulación de aceite de
aguacate entre el método de coacervación compleja y el secado por
atomización.
Lyda Roxana Quintana Cristancho, Fernando Calvo, Oscar Alvarez
Departamento de Ingeniería Química, Universidad de Los Andes, Bogotá, Colombia.
Resumen: Mediante este trabajo se comparó la viabilidad de los métodos de coacervación compleja y el secado por
atomización en la microencapsulación de aceite de aguacate. Para esto se evaluaron formulaciones de las combinaciones de
gelatina (G), goma arábiga (GA) y maltodextrina (M) como materiales de pared, buscando favorecer la estabilidad de las
emulsiones de acuerdo con los parámetros de operación de cada método. Para el caso de coacervación compleja, se encontró
que la combinación G-GA en proporciones 2:1 p/p permite una distribución más uniforme en el tamaño de partícula y una
mayor estabilidad debido a las interacciones intermoleculares de los polímeros asociados; por otro lado, para el secado por
atomización, usando solamente M como material de pared se generan emulsiones más estables que pueden ser incorporadas
al equipo y una vez secas, la estructura y morfología de las microcápsulas se mantiene similar por la presencia de
surfactantes como Tween 20 y Span 80. Se concluye que los factores que más influencian en los métodos de
microencapsulación se asocian con el pH, las concentraciones de materiales de pared, la velocidad y el tiempo de agitación.
Palabras clave: Microencapsulación, aceite de aguacate, estabilidad, condiciones de operación
1. INTRODUCCIÓN
Actualmente, los avances científicos son utilizados en la
industria de alimentos y belleza para el desarrollo de
productos innovadores, al generar un valor agregado en
estos mediante la incorporación de principios activos con el
fin de incrementar su valor nutricional o mejorar los efectos
sensoriales en estos. Esta situación ha permitido el
desarrollo de nuevos conceptos en diversas industrias que
integran las necesidades del mercado con productos que
satisfagan requerimientos adicionales de los consumidores
[1].
Los alimentos funcionales pertenecen a este grupo y de
acuerdo con la división de Acciones Concertadas de la
Comisión Europea, EASME por sus siglas en inglés, se
entienden como aquellos que demuestran satisfactoriamente
mejorar una o más funciones específicas en el cuerpo, más
allá de los efectos nutricionales adecuados de una manera
que sea relevante para mejorar el estado de salud, bienestar
y/o reducción del riesgo de enfermedad [2]. Por otro lado, la
industria de cosméticos, cuidado personal y belleza ha
tenido un crecimiento gradual en los últimos años,
generando un ambiente competitivo donde la innovación y
optimización de tecnologías son indispensables para generar
valor agregado [3]. Es por esto que la microencapsulación
se presenta como una alternativa innovadora, dado que
encierra un componente activo mediante una matriz
polimérica permeable que permite la liberación controlada
del núcleo manteniendo las propiedades organolépticas del
mismo por más tiempo [4].
Esta tecnología tiene numerosas aplicaciones en varias
industrias, sin embargo, aquellas en las que más destaca
corresponden a la industria farmacéutica con un 68%,
seguido por la industria de alimentos con un 13% y
finalmente por la de cosméticos representada con un 8% [3].
Las microcápsulas son partículas sólidas de un tamaño entre
1 a 1000 µm normalmente, sin embargo, sus propiedades
físicas están directamente asociadas con el material que se
utilice como elemento de pared y del método utilizado para
la formación de las mismas. Existen varias técnicas para tal
fin, dentro de las cuales destacan la coacervación compleja
y el secado por atomización [5].
Coacervación, es un término usado en química coloidal para
denotar el proceso de separación de fase asociativa inducido
por la modificación de factores como pH, fuerza iónica,
temperatura y solubilidad bajo condiciones controladas. En
este proceso, la fase que es rica en coloide se conoce como
la fase de coacervado, mientras que la que contiene
cantidades muy pequeñas de coloide se conoce como la fase
de equilibrio. Puede clasificarse en coacervación simple y
compleja, la primera tiene un solo polímero involucrado y
se forman coacervados debido a un mecanismo de
deshidratación o "déficit de agua" causado por la adición de
una sal o líquido de desolvatación en el medio de reacción;
la segunda depende de las interacciones iónicas entre dos o
más polímeros de carga opuesta, generalmente proteínas y
polisacáridos, los cuales conducen a la formación de
coacervado y la separación de fases [6].

La coacervación compleja se clasifica como proceso físico-
químico, puesto que depende de los fenómenos físicos y las
reacciones de polimerización para producir la pared de la
cápsula. Este método consta de cuatro etapas: empieza con
la dispersión mediante agitación del compuesto a encapsular
en una disolución de polímero formador del recubrimiento,
seguida de la inducción a la coacervación por modificación
de factores como la temperatura, pH o adición de una
segunda sustancia. Posteriormente se da la adsorción de
coacervado alrededor de los núcleos a encapsular y
finalmente el endurecimiento de la cobertura de coacervado
mediante enfriamiento [7]. Además, factores como las
propiedades del material, el peso molecular de los
polímeros, su densidad de carga, la concentración de la
mezcla y los parámetros del proceso como el método
utilizado para producir la emulsión, el grado de
homogeneización, pH, temperatura y fuerza iónica afectan
el proceso de coacervación compleja en una medida
considerable [8].
Por otro lado, el secado por atomización consiste en
transformar el material que se encuentra en estado líquido
mediante su exposición a una corriente de aire caliente, con
el fin de que se evapore el disolvente y así generar una
película de material de recubrimiento. En el caso de los
líquidos oleosos, estos suelen microencapsularse al
emulsificar el compuesto de interés con una disolución
acuosa del agente de recubrimiento y someterlo
posteriormente al proceso de secado, generando los
denominados aceites secos los cuales son de alto interés en
la industria de alimentos y cosmética. La pared que se forma
suele ser porosa, por lo que se suele emplear una baja
proporción del compuesto activo para asegurar una
adecuada protección, es decir, la pared representa un
porcentaje importante en la microcápsula total [7].
Ahora bien, debe resaltarse que el aguacate es reconocido
como uno de los frutos más ricos en ácidos monoinsaturados
y polinsaturados, entre 80% y 15% respectivamente. El
aceite obtenido de este es de gran interés actual debido a que
contiene niveles más elevados de ácidos grasos
polinsaturados en comparación con otros aceites vegetales
como el de oliva o palma, adicionalmente contiene
propiedades antioxidante debido a la presencia de vitamina
E que reduce el riesgo de cáncer y evita el envejecimiento
prematuro de las células [9]. Debe aclarase que los aceites
vegetales, a pesar de ser insaturados, tienden a ser más
estables que las grasas animales debido a los antioxidantes
naturales que contienen. Sin embargo, al igual que la
mayoría de aceites, su estabilidad se ve afectada al
descomponerse por la presencia de ácidos grasos libres,
indicadores de acciones hidrolíticas como la actividad de la
lipasa durante el almacenamiento y uso del mismo [10]
Teniendo en cuenta la importancia del aceite de aguacate en
las industrias de alimentos y belleza, así como la
participación de estas en los avances de microencapsulación,
se optó por seleccionar dicho aceite como componente
activo a mircroencapsular, debido a la tendencia de la
mayoría de los ácidos grasos que lo conforman a oxidarse
en presencia de la luz o el oxígeno y las consecuencias que
esto implica en la calidad de los productos de cada industria
en aspectos como olores y sabores no deseados [5]. Este
escenario se presenta como una oportunidad para comparar
la efectividad de los métodos de coacervación compleja y el
secado por atomización en la microencapsulación de aceite
de aguacate.
2. MATERIALES
Para la realización de las microcápsulas se empleo aceite de
aguacate virgen calidad Premium extraído en frío por la
empresa Gourmet, goma arábiga como polisacárido,
gelatina como proteína, maltodextrina calidad industrial,
como agente estabilizador se usó glutaraldehído, ácido
acético para nivelar el pH, así como Tween 20 y Span 80
como surfactantes.
3. METODOLOGÍA:
3.1. Coacervación compleja
Selección base de la formulación
Para la coacervación compleja fue importante establecer la
cantidad de material de pared necesaria para garantizar la
formación de las microcápsulas, buscando evitar la
presencia de aglomeraciones y generar una emulsión
estable. En este caso se evaluó la combinación de tres
materiales de pared: Gelatina (G), Goma arábiga (GA) y
Maltodextrina (M) en las concentraciones presentadas en la
Tabla 1.
Tabla 1. Formulación microcápsulas para coacervación compleja
Muestra Material de pared (g 100g-1 de solución)
G M GA
1 1 - 1
2 1 - 2
3 2 - 1
4 2 - 2
5 - 1 1
6 - 1 2
7 - 2 1
8 - 2 2
9 1 1 -
10 1 2 -
11 2 1 -
12 2 2 -

Proceso de microencapsulación
Las microcápsulas de aceite de aguacate se producen a partir
de la mezcla de las soluciones previamente preparadas de
los materiales de pared, los cuales se agitaron a 300 rpm y
dejaron humectar durante 12 horas para asegurar la
saturación de los polímeros. Luego, 10 g de aceite de
aguacate se añaden a la solución de gelatina y se agita la
mezcla por 15 min a 1000 rpm para posteriormente agregar
a una velocidad de 10 ml/min la solución del polisacárido
mediante una bomba peristáltica. En el caso concreto de la
combinación maltodextrina - goma arábiga, el aceite fue
disuelto primero en la goma arábiga.
Para iniciar la coacervación compleja, la velocidad de
rotación se ajusta a 300 rpm con agitación continua durante
30 min. El valor del pH se reduce con ácido acético (10%
v/v) a un rango entre 4 y 4.5 tras lo cual la temperatura se
lleva a 10 °C en condiciones de baño de hielo. Después se
añade glutaraldehído y se mantiene agitando a 10 °C durante
2.5 horas para formar una suspensión homogénea.
3.2. Secado por atomización
Selección base de la formulación
Buscando establecer un punto de comparación entre los dos
métodos, para el caso del secado por atomización se
plantearon las concentraciones presentes en la Tabla 2
combinando igualmente los tres materiales de pared:
Gelatina (G), Goma arábiga (GA) y Maltodextrina (M), pero
teniendo en cuenta que para este caso la formulación de la
emulsión contiene un 20% de solidos disueltos
correspondientes a los materiales de pared y la cantidad de
aceite incorporado representa el 25% de dichos sólidos [11].
Tabla 2. Formulación microcápsulas para secado por atomización
Muestra Porcentaje p/p del material de pared
G M GA
1 - 80 20
2 - 50 50
3 - 20 80
4 20 80 -
5 50 50 -
6 80 20 -
7 20 - 80
8 50 - 50
9 80 - 20
10 - 100 -
Preparación de emulsiones
Para 200g de emulsión, se estableció un HLB de 14,
teniendo en cuenta que en este caso se fijó un porcentaje del
4% para la cantidad de surfactantes respecto al total de la
emulsión, por lo que se obtuvo la siguiente formulación base
para la fase continua y dispersa:
Tabla 3. Composición de las emulsiones en gramos
Fase Continua (g) Fase Dispersa (g)
Tween Agua Pared Total Span Aceite Total
6,26 167,23 16,52 190,00 1,74 8,26 10
De esta manera, se prepararon las soluciones de cada fase
bajo una agitación de 500 rpm buscando homogeneizar los
componentes asociados a cada una de estas y la humectación
de los polímeros. Posteriormente se agregó la fase dispersa
a la continua mediante una bomba peristáltica con un flujo
ajustado de 12 ml/min bajo una velocidad de agitación de
3500 rpm. Para la homogenización de la emulsión, se
mantuvo la agitación constante a las mismas condiciones
durante 10 minutos.
Microencapsulación mediante secado por atomización:
Las emulsiones preparadas se dejaron reposar 12 horas y
posteriormente se secó mediante un Mini Spray Dryer B-
290, el cual operaba a las siguientes condiciones: 195°C para
la temperatura de entrada, un porcentaje de aspersión de
80% y un ajuste de la bomba peristáltica a 15% [5, 12].
3.3. Análisis multiescala:
Para evaluar el vínculo existente entre las variables de
formulación, el proceso y las propiedades de las
microcápsulas, se debe realizar un análisis multiescala de
dichos métodos mediante las siguientes pruebas:
Propiedad macroscópica (1) (Prueba de textura): Se
utilizó un texturometro modelo TAHD plus. La medición se
realizó con 90 ml de la suspensión de microcápsulas usando
la técnica de extrusión inversa, mediante un disco de 35 mm.
Se obtuvieron valores de firmeza, consistencia, cohesividad
e índice de viscosidad.
Propiedad microscópica (1) (Microscopía óptica): Se
utiliza un microscopio óptico binocular Motic® BA310 con
objetivos entre 40x y 100x, esto con el fin de comprobar la
formación de las microcápsulas en las distintas
formulaciones y notar diferencias en la morfología de las
mismas.
Propiedad microscópica (2) (Distribución de tamaño de
partícula): Utilización de un analizador de tamaño de
partícula MasterSizer 3000 (Malvern Instruments) para
realizar mediciones de distribución de tamaño de gota. El
tamaño reportado equivale al diámetro de las microcápsulas
[5, 4].
Ahora bien, para las microcápsulas obtenidas mediante
secado por atomización, se realizaron estas pruebas
adicionales para caracterizar el material particulado:

Propiedad molecular (1) (Pruebas TGA): Se realizó un
análisis por Termo Gravimetría (TGA) haciendo uso de un
analizador térmico simultaneo DSC/TGA para medir el
porcentaje del peso de la muestra frente a la temperatura
controlada en una atmósfera de nitrógeno, esto con una
rampa de 10°C/min desde la temperatura ambiente hasta
600°C [13].
Propiedad microscópica (3) (Microscopía electrónica de
barrido): Para observar la estructura y morfología de las
muestras, se utilizó un microscopio electrónico de barrido
SEM, las muestras fueron metalizadas en oro y observadas
a una magnificación de 2000x y 10000x [12].
4. RESULTADOS Y DISCUSIÓN
4.1. Coacervación compleja:
Mediante la metodología realizada se encontró luego de
pruebas con variaciones de concentraciones y condiciones
de operación, que los puntos críticos de la concentración de
los materiales de pared se encuentran en un rango entre 0.5g
y 3g para formar microcápsulas. Sin embargo, en los puntos
extremos se presentan fenómenos como aglomeraciones por
la saturación del agua desionizada de la solución o
inestabilidad de la emulsión, que impide la formación de las
microcápsulas. Por esta razón, a partir de las formulaciones
establecidas se buscó una concentración de material de
pared en la que se obtuvieran microcápsulas con mejor
comportamiento de las propiedades del análisis multiescala.
Mediciones pH de las soluciones
El principio fundamental para la formación de cargas iónicas
en los biopolímeros es la modificación del pH debido a que
las moléculas de proteínas tienen una carga positiva por
debajo de su punto isoeléctrico y una carga negativa por
encima de él. Por otro lado, los polisacáridos forman
complejos electrostáticos cuando están en contacto con
proteínas con un pH que oscila entre 2 y 5 [14]. Por esta
razón, el grado de ionización de los grupos funcionales de
las proteínas (grupo amino) y polisacáridos (grupo
carboxilo), depende del pH del medio en el que se
encuentran, haciendo necesaria la modificación del mismo
de acuerdo con los polímeros que se encuentren en la
solución. En general, esto es causado por la protonación del
grupo amino pues cuando una solución de polisacárido
cargada negativamente se mezcla con una solución de
proteína y se reduce el pH por debajo del punto isoeléctrico
de la proteína, aumenta la extensión de la atracción
electroestática entre las moléculas que reaccionan y permite
la formación de las microcápsulas [15]. Teniendo en cuenta
lo anterior, en este trabajo se ajustó el pH entre 4 y 4.5
mediante la adición de ácido acético, para disminuir el
consumo de reactivos, favorecer la formación de coacervado
y mejorar la estabilidad de las mismas. Los valores para las
muestras analizadas por duplicado se presentan en la Tabla4,
manteniendo el pH alrededor de 4.25.
Tabla 4. Valores de ajuste de pH para coacervación compleja
Muestra pH inicial d.s pH final d.s
1 5,842 ± 0,08 4,264 ± 0,05
2 5,634 ± 0,00 4,245 ± 0,06
3 5,690 ± 0,09 4,266 ± 0,01
4 5,648 ± 0,03 4,348 ± 0,12
5 6,196 ± 0,15 4,212 ± 0,06
6 5,916 ± 0,30 4,250 ± 0,28
7 5,746 ± 0,02 4,130 ± 0,06
8 5,740 ± 0,27 4,153 ± 0,04
9 5,633 ± 0,09 4,135 ± 0,12
10 5,634 ± 0,02 4,278 ± 0,10
11 5,560 ± 0,05 4,254 ± 0,03
12 5,546 ± 0,04 4,297 ± 0,02
Pruebas de textura
A cada muestra de emulsiones, se le realizó el análisis de las
propiedades físicas con el fin de evidenciar las variaciones
generadas en la firmeza, consistencia, cohesividad e índice
de viscosidad según la concentración de los materiales de
pared. De acuerdo con los resultados presentados en la Tabla
5, se puede evidenciar que la combinación goma arábiga-
gelatina (muestra 1-4) presenta los valores más altos en los
parámetros analizados. Esto es consecuencia de la afinidad
existente entre un polisacárido y una proteína, ya que los
carbohidratos suelen tener grupos funcionales muy reactivos
que interactúan fácilmente con los grupos activos de las
proteínas, lo cual permite la formación de estructuras
tridimensionales firmes [16]
Cabe resaltar que la coacervación compleja depende de la
afinidad existente entre el polisacárido y la proteína, así
como de las propiedades físico-químicas de cada
componente, por lo que al comparar con la combinación de
goma arábiga – maltodextrina (muestra 5-8), se tienen
valores menores en este último caso. Esto es debido a la baja
densidad que presenta la solución de maltodextrina en agua
y que al usar maltodextrina tipo industrial, no se conoce con
exactitud el grado DE (dextrosa equivalente) de la misma,
factor que influye considerablemente en las propiedades
físicas analizadas pues un DE cercano a 20 implica un
aumento en la viscosidad, cohesión y prevención de la
formación de cristales [16].
Por otro lado, para la combinación gelatina-maltodextrina
(muestra 9-12), al ser una solución polisacárido-
polisacárido, dependiendo de la concentración formulada, se
tiene una mezcla monofásica o un sistema bifásico [6], en
este caso se pudo homogenizar los componentes debido a las
bajas concentraciones trabajadas para los mismos,
presentando incluso valores cercanos a los encontrados para
la goma arábiga con la maltodextrina.

Tabla 5. Valores de las propiedades físicas de las microcápsulas por coacervación compleja
M Firmeza (g) d.s. Consistencia (g.s) d.s. Cohesividad (g) d.s. Viscosidad (g.s) d.s.
1 18,89 ± 1,97 174,50 ± 3,15 -11,92 ± 0,61 -47,31 ± 2,01
2 22,35 ± 0,75 203,31 ± 2,24 -14,06 ± 1,46 -68,62 ± 1,36
3 16,69 ± 3,01 157,07 ± 1,06 -10,21 ± 2,01 -27,92 ± 1,97
4 25,73 ± 1,20 232,54 ± 1,30 -16,22 ± 0,73 -85,32 ± 2,14
5 10,08 ± 0,39 133,74 ± 2,25 -5,80 ± 0,50 -5,77 ± 1,10
6 10,64 ± 0,53 134,52 ± 1,73 -6,33 ± 1,75 -7,22 ± 1,32
7 10,10 ± 0,72 135,96 ± 1,49 -6,51 ± 1,92 -7,87 ± 1,59
8 10,86 ± 0,19 138,85 ± 2,15 -7,02 ± 1,34 -8,27 ± 1,33
9 9,93 ± 0,37 141,02 ± 5,24 -5,91 ± 0,28 -5,94 ± 0,29
10 10,05 ± 1,43 134,68 ± 3,86 -6,42 ± 0,53 -6,07 ± 0,48
11 10,22 ± 1,68 144,84 ± 2,47 -6,10 ± 0,91 -6,48 ± 0,41
12 10,77 ± 1,31 146,47 ± 3,77 -6,51 ± 0,78 -6,50 ± 0,31
De la Tabla 5, se puede observar que los valores de la
desviación estándar encontrados para cada propiedad
analizada son mayores en el caso de la combinación goma
arábiga – gelatina (muestras 1-4) en comparación con las
otras combinaciones de material de pared. Esto es debido a
que para ese caso se tienen los datos más altos para firmeza,
consistencia, cohesividad e índice de viscosidad, pero a la
vez se presentas variaciones más significativas en el orden
de magnitud de los valores reportados para las
concentraciones analizadas.
Microscopía óptica
Con el fin de verificar la formación de las microcápsulas en
las diferentes concentraciones analizadas, en la etapa de
experimentación se pudo observar que existe una
variabilidad en el tamaño de las microcápsulas de aceite de
aguacate, lo cual es debido a las condiciones de operación
fijadas para este experimento como velocidad de agitación y
tiempo para la coacervación, pues estos tienen una relación
inversamente proporcional con el tamaño de partícula.
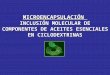
Adicionalmente, se evidenció que altas concentraciones de
los polímeros usados como material de pared presentan
efectos negativos en la coacervación tal como se ve en la
Figura 1 (d-e), donde se evidencia aglomeraciones
generadas al momento de incorporar el segundo material de
pared mediante la bomba peristáltica, pues al ser muy
viscoso, se dificulta la homogeneización de la solución,
especialmente en el caso de la goma arábiga. Esto es
consecuencia de que una alta concentración no permite el
movimiento libre de las moléculas y fomenta las
aglomeraciones de partículas, reduciendo la ganancia de
energía durante la coacervación y disminuyendo las
interacciones entre las macromoléculas. Cabe resaltar que la
concentración de glutaraldehído influye en este aspecto
también, dado que, al ser un agente endurecedor,
dependiendo de su concentración fomenta la aglomeración
de las microcápsulas [17].
Mediante las imágenes obtenidas con el microscopio, fue
posible comprobar la formación de la pared alrededor del
aceite, aun cuando no se logra determinar el espesor exacto
de la misma, se puede observar que es significativo,
produciendo microcápsulas esféricas como se logra
observar en la Figura 1 (a-b-c), donde se presentan las
muestras con mejores resultados para cada combinación de
material de pared, es decir, aquellas con la menor cantidad
de aglomeraciones y tamaño similar.
Ahora bien, en el caso de la combinación goma arábiga –
maltodextrina, se encuentra que, debido a la afinidad
existente entre los polímeros, las microcápsulas se forman a
altas concentraciones, pero en este caso, estas tienen un
tamaño mayor, por lo que fue necesario observarlas con un
menor aumento. En este caso con el objetivo de 40x se puede
apreciar la formación de microcápsulas esféricas tal como se
ve en la Figura 1d, pues, aunque con el objetivo de 100x se
observan algunas partículas esféricas como se muestra en la
Figura 1f, realmente no se tiene una idea clara de la
distribución que predomina el tamaño de partícula. Sin
embargo, al ser unas microcápsulas de mayor tamaño, es de
esperarse que la cantidad de aceite protegido por la pared
sea mayor en comparación con las otras formulaciones.
Teniendo en cuenta esta situación, para conocer el tamaño
promedio de las microcápsulas obtenidas por cada método,
fue necesario realizar pruebas de distribución de tamaño
debido a la variedad de dimensiones observadas para las
partículas esféricas.

a) G-GA (100x) proporción 2:1 b) G-M (100x) proporción 2:1 c) GA-M (40x) proporción 2:2
d) G-GA (100x) proporción 2:2 e) G-M (100x) proporción 2:2 f) GA-M (100x) proporción 2:2
Figura 1. Microcápsulas de aceite de aguacate obtenidas por coacervación compleja
Distribución de tamaño de partícula
Para realizar las mediciones de la distribución del tamaño de
partícula en el MasterSizer, se fijaron parámetros en el
equipo tal como el índice de refracción del aceite de
aguacate (1,4688) [10], la fase continua y la geometría
esférica de las gotas. El equipo tomó 5 medidas manteniendo
un valor de oscuración alrededor del 12%. En la Tabla 6 se
reporta la media de los valores para cada medida realizada
por duplicado para el diámetro D [4,3] también conocido
como diámetro medio del momento volumétrico o diámetro
de Brouckere, esto con el fin de conocer el tamaño de las
microcápsulas de aceite de aguacate a partir de la cantidad
de aceite contenida en cada gota [18].
Respecto al diámetro volumétrico, para cada combinación
de materiales de pared, las formulaciones estudiadas
mantienen un orden de magnitud similar entre sí,
exceptuando el caso de la combinación gelatina
maltodextrina (muestras 9-12) , pues en la muestra 9 que
corresponde a la proporción 1:1 se tiene un diámetro más
grande al reportado incluso para todas las formulaciones,
esto es debido a la baja densidad de los dos polímeros
disueltos en agua y a las bajas concentraciones, que hacen
que la estabilidad de la emulsión se vea afectada.
Igualmente es notorio que la combinación gelatina - goma
arábiga (muestras 1-4) presenta la menor variación en
tamaño de partícula entre muestras, situación que puede ser
consecuencia de la afinidad existente entre los polímeros
que permite la formación de coacervados más resistentes en
estas concentraciones y a las condiciones de pH que se
encuentran en el rango de lo mencionado previamente.
Tabla 6. Diámetro volumétrico de las microcápsulas por coacervación
compleja
Muestra D [4,3] µm d.s
1 57,7 ± 10,04
2 65,8 ± 1,98
3 59,65 ± 22,56
4 56 ± 4,38
5 112 ± 2,83
6 138 ± 2,12
7 94,3 ± 1,84
8 77,9 ± 0,14
9 187 ± 7,07
10 45,7 ± 14,99
11 35 ± 4,24
12 40,7 ± 11,74
Ahora bien, en el caso de goma arábiga-maltodextrina
(muestras 5-8) el tamaño de partícula es más grande que en
las otras combinaciones para material de pared, pero aun así
mantiene proporciones similares entre las formulaciones
asociadas. Lo anterior se puede corroborar con el orden de
magnitud de los valores reportados para la desviación
estándar de cada combinación de material de pared.
Adicionalmente, esta situación se comprueba con la Figura
2, en la cual se encuentran los valores de los percentiles 10,
50 y 90 de cada muestra, los cuales van desde 1.695 µm
hasta 311.5 µm.
Ⱶµm˧ Ⱶµm˧ Ⱶµm˧
Ⱶµm˧ Ⱶµm˧ Ⱶµm˧

Figura 2. Tamaño de microcápsulas por coacervación compleja según
percentiles
Adicionalmente, en las figuras de comportamiento del
porcentaje densidad en volumen vs Clases de tamaño
(Figura 3-5), se puede observar una distribución tipo
campana con pocas perturbaciones adicionales, que
muestran un tamaño de partícula predominante en las
soluciones de microcápsulas de aceite de aguacate.
Figura 3. G-GA en proporción 2:1 por coacervación compleja
Figura 4. G-M en proporción 2:1 por coacervación compleja
Figura 5. GA-M en proporción 2:2 por coacervación compleja
4.2. Secado por atomización:
Por medio de la exploración de los puntos críticos para cada
combinación de material de pared y teniendo en cuenta que
para el caso de secado por atomización se debe tener una
mayor proporción de sólidos suspendidos en la formulación
de las emulsiones, se estableció la variación de los mismos
en proporciones 20:80 y 50:50 del porcentaje del peso
correspondiente a la matriz polimérica, tal como se detalla
previamente en la metodología. Sin embargo, una vez se
prepararon dichas emulsiones, fue posible observar que
algunas de ellas eran muy viscosas para fluir por el equipo
de secado, por lo que se realizó el análisis multiescala de
todas aquellas que permitieron la formación de
microcápsulas, pero solo se sometieron a un proceso de
secado a las formulaciones G-M 20:80, GA-M 20:80 y M
100 pues fueron las que no se gelificaron luego de la
preparación.
Prueba de textura
Al igual que en el caso de las microcápsulas hechas por
coacervación compleja, la interacción entre los polímeros
que forman la pared que protege al coacervado determina
los valores de las propiedades físicas medidas por el
texturometro. En este caso, debido a las altas
concentraciones manejadas en las formulaciones, como se
observa en la Tabla 7, la combinación goma arábiga-
gelatina presenta los valores más altos para firmeza,
consistencia, cohesividad e índice de viscosidad. Sin
embargo, esto a la vez se traduce en una emulsión con
presencia de muchos aglomerados de material de pared por
la saturación de la fase continua, dificultando la formación
de microcápsulas. Esta combinación fue descartada para su
proceso de secado, por lo que no se prepararon otras
formulaciones para esta combinación pues se esperan
resultados similares.
Por otro lado, respecto a las combinaciones con presencia de
maltodextrina, se observan valores en el mismo rango de
magnitud para las muestras con los mismos materiales de
pared y al igual que en la metodología anterior, aquellas con
presencia de goma arábiga presentan valores más grandes en
las propiedades físicas estudiadas, esto es consecuencia de
las interacciones de van der Waals entre los polímeros así
como de las fuerzas electrostáticas entre partículas, pues las
gotas de las emulsiones tienen superficies cargadas
eléctricamente susceptibles a ser ionizados como en el caso
de los polisacáridos [19, 20].
Adicionalmente, es importante mencionar que los valores de
desviación estándar reportados para la combinación
gelatina- goma arábiga y maltodextrina 100 (muestras 8 y
10), están reportados a partir de las réplicas realizadas para
cada muestra debido a que solo se evaluó una formulación
en cada caso.
0
50
100
150
200
250
300
350
1 2 3 4 5 6 7 8 9 10 11 12
Diá
met
ro [
µm
]
Muestra
Dv (10) µm
Dv (50) µm
Dv (90) µm
0
1
2
3
4
5
6
7
0 50 100 150 200 250 300
Volu
men
(%
)
Tamaño (μm)
0
2
4
6
8
10
0 50 100 150 200 250 300
Volu
men
(%
)
Tamaño (μm)
0
2
4
6
8
10
0 50 100 150 200 250 300
Volu
men
(%
)
Tamaño (μm)

Tabla 7. Valores de las propiedades físicas de las microcápsulas mediante secado por atomización
M Firmeza (g) d.s. Consistencia (g.s) d.s. Cohesividad (g) d.s. Viscosidad (g.s) d.s.
1 19,57 ± 1,37 178,87 ± 0,74 -10,21 ± 0,85 -46,70 ± 7,78
2 20,41 ± 1,07 182,39 ± 3,01 -11,52 ± 5,91 -47,28 ± 3,04
3 22,25 ± 0,95 195,46 ± 2,52 -9,93 ± 4,03 -33,52 ± 2,58
4 8,97 ± 1,40 143,60 ± 1,47 -4,74 ± 0,57 -3,47 ± 1,57
5 9,26 ± 1,65 148,09 ± 2,83 -4,77 ± 3,68 -3,70 ± 1,40
1 11,52 ± 1,39 126,37 ± 0,94 -5,75 ± 2,46 -18,43 ± 1,78
7 -
± 1,28
-
± 9,15
-
± 0,31
-
± 7,63 8 211,73 1776,45 -142,98 -973,44
9 - - - -
10 7,07 ± 1,14 83,51 ± 8,38 -2,92 ± 0,22 -6,06 ± 7,25
Microscopía óptica
Para comprobar la formación de las microcápsulas en las
formulaciones, se observaron las muestras en el microscopio
con un objetivo de 100x, pues como en este caso la
velocidad de agitación aumentó considerablemente, el
tamaño de gota fue menor. De acuerdo con lo reportado en
la Figura 6, las microcápsulas presentaron una forma más
definida y tamaño similar en los casos en los que se contaba
con una proporción mayor de maltodextrina pues así se
evitaba la saturación del agua en la que se preparaba la
emulsión (Figura 6 a-b-c). Adicionalmente, para el caso
gelatina – maltodextrina, se puede observar agrupaciones de
microcápsulas que con el tiempo tienden a unificarse, lo cual
puede deberse a la coalescencia, es decir a la unión de dos o
más gotas de líquido para formar una gota de mayor tamaño.
Este fenómeno sucede debido a la atracción entre moléculas
para alcanzar el estado más estable termodinámicamente
pues implica una disminución del área de contacto entre las
fases acuosa y oleosa, sin embargo, en el caso de emulsiones
directas (O/W), la coalescencia conduce a la formación de
una capa oleosa en la parte superior de la emulsión [21], tal
como se presentó en las formulaciones de esta combinación
tiempo después de su preparación (Figura 6d).
Por el contrario, en las muestras en las que se tenían
concentraciones altas de goma o gelatina (muestras 3,6 y 8),
se observa una solución saturada de partículas de forma
irregular, gran cantidad de aceite disperso por toda la
muestra y pocas microcápsulas, situación que representaba
la estructura cristalizada observada al retirar las emulsiones
del Dispermat. Lo anterior se observa en la Figura 6 (e-f),
con la cual se comprueba la saturación de la solución que se
presenta en la combinación gelatina – goma arábiga, lo cual
impide la formación de microcápsulas.
a) G-M proporción 20:80 b) M proporción 100 c) GA-M proporción 20:80
d) G-M proporción 80:20 e) GA-M proporción 80:20 f) GA-G proporción 50:50
Figura 6. Microcápsulas de aceite de aguacate obtenidas mediante secado por atomización con objetivo 100x
Ⱶµm˧
Ⱶµm˧
Ⱶµm˧ Ⱶµm˧
Ⱶµm˧ Ⱶµm˧

Distribución de tamaño de partícula
Para esta metodología, también se midió el diámetro D [4,3],
valores que se encuentran reportados en la Tabla 8. En este
caso, se puede observar que los datos guardan cierta
proporción entre las combinaciones de los materiales de
pared, presentándose un menor tamaño de partícula cuando
hubo mayor concentración de maltodextrina, lo cual
concuerda con lo reportado en las pruebas de textura. Los
valores para la desviación estándar difieren
considerablemente en orden de magnitud debido a la
presencia de aglomeraciones a altas concentraciones que
hace que aumente el tamaño. Ahora bien, en comparación
con los valores obtenidos para el método de coacervación
compleja, se puede ver que en el caso de secado por
atomización el D [4,3] de las muestras es mayor, a diferencia
de lo observado en el microscopio y lo esperado. Esta
situación puede ser consecuencia de que en ocasiones un
incremento de la energía aplicada sobre una emulsión puede
producir un efecto contrario, debido a un excesivo
calentamiento o exposición del sistema a elevadas
presiones. Este fenómeno suele ocurrir en emulsiones
estabilizadas con proteínas en los que un exceso en la
velocidad de agitación lleva a la formación de una estructura
tipo gel, favoreciendo la coalescencia y por ende la ruptura
de la gota [22, 23].
Tabla 8.Diámetro volumétrico de las microcápsulas mediante secado
por atomización
Muestra D [4,3] µm d.s
1 86,3 ± 3,45
2 82 ± 2,69
3 276 ± 3,12
4 229 ± 3,16
5 98,9 ± 2,87
6 411 ± 3,45
7 - -
8 497 ± 3,01
9 - -
10 25,3 ± 5,83
Teniendo en cuanta lo anterior, en la Figura 7 se puede
observar los percentiles que describen el tamaño de las
microcápsulas para cada formulación realizada. Dichos
valores se encuentran en un rango de 0,412 µm a 932 µm,
presentando los mayores tamaños en las muestras 3,6 y 8 las
cuales tienen una mayor concentración de goma o gelatina
en vez de maltodextrina, lo que representa la posible
formación de aglomeraciones de microcápsulas o presencia
de sedimentos en la emulsión. A la vez, se ve que la muestra
10, que corresponde a la hecha solo con maltodextrina como
material de pared, tiene el menor tamaño de partícula,
corroborando la influencia que tiene la adición de un
segundo polímero en la distribución del tamaño de partícula.
Figura 7. Tamaño de microcápsulas mediante secado por atomización
según percentiles
Ahora bien, para las gráficas de comportamiento del
porcentaje densidad en volumen vs Clases de tamaño
(Figura 8-10), se nota que aun cuando hay un
comportamiento en forma de campana para la distribución
de la mayoría de los datos, existen cambios de concavidad
al inicio de las figuras que muestran la variación en los
tamaños presentes en la emulsión, principalmente en los
casos en los que dos materiales de pared forman la pared que
protege al aceite.
Figura 8. G-M en proporción 20:80 mediante secado por atomización
Figura 9. M en proporción 100 mediante secado por atomización
Figura 10. GA-M en proporción 20:80 mediante secado por
atomización
0
200
400
600
800
1000
1200
1 2 3 4 5 6 7 8 9 10
Diá
met
ro [
µm
]
Muestra
Dv (10) µm
Dv (50) µm
Dv (90) µm
0
1
2
3
4
5
6
7
0 500 1000 1500
Volu
men
(%
)
Tamaño (μm)
0
2
4
6
8
10
0 500 1000 1500
Volu
men
(%
)
Tamaño (μm)
0
2
4
6
8
10
0 500 1000 1500
Volu
men
(%
)
Tamaño (μm)

Pruebas de Termo Gravimetría TGA
Con el propósito de comprobar la presencia de las
microcápsulas en el polvo obtenido luego del proceso de
secado por atomización, se realizó un análisis de
descomposición mediante TGA. A partir de este se puede
conocer la cantidad de componentes que hay en las muestras
de acuerdo con el número de cambios de concavidad
presentes en las curvas de pérdida de peso (TGA %) y la
derivada de pérdida de peso (DTG (%/°C). Adicionalmente,
comparando los valores de las temperaturas en los que se
presenta un punto de inflexión con los valores teóricos de
degradación de los materiales presentes en la muestra, es
posible saber qué componentes hay y de acuerdo con el peso
de la muestra usado para cada prueba, calcular el porcentaje
de aceite encapsulado [13].
Para este caso, la temperatura de degradación de los
componentes corresponde a valores alrededor de 260°C para
la goma arábiga y 300 °C para la maltodextrina [24], así
como 280°C para la gelatina [25]. De acuerdo con lo
observado en los gráficos de termo gramas (Figura 11-13),
este comportamiento concuerda con lo esperado
teóricamente pues para el caso de las muestras goma
arábiga- maltodextrina y gelatina – maltodextrina se
observan 3 cambios de concavidad en la curva DTG, siendo
de izquierda a derecha los dos primeros goma o gelatina
respectivamente, el segundo maltodextrina y por ende el
tercero el aceite. La diferencia entre los valores teóricos y
los reportados se debe principalmente a las proporciones en
las que se encuentran los polímeros en la formulación y la
pureza de los mismos.
De la misma manera, para el caso de maltodextrina como
único material de pared, se observan dos cambios de
concavidad que se generan a temperaturas similares a las
teóricas. De esta manera se puede establecer que la
temperatura de degradación del aceite de aguacate
corresponde a aproximadamente 387 °C, valor que se
encuentra dentro del rango de lo reportado para otros aceites
como el de almendras (412 °C) [26].
Respecto a la curva de TGA se puede observar que las
muestras son estables en un rango entre 0 y 230°C
aproximadamente, pues es allí donde se genera el primer
cambio de concavidad que representa la temperatura a la
cual se empieza a degradar la pared, según la combinación
de materiales, aquel con menor temperatura de degradación.
Ahora bien, al comienzo de la línea se observa un primer
cambio (entre 0 y 100°C), este representa la pérdida de
humedad que tenía la muestra de microcápsulas, el cual
puede ser consecuencia de las condiciones de
almacenamiento de las muestras antes del análisis.
Adicionalmente, se puede observar que en el rango entre
400°C y 600°C), la curva de TGA se estabiliza, lo que quiere
decir que se alcanza la temperatura de cenizas, es decir, en
este punto se degradó la muestra de microcápsulas
analizada.
Para establecer un aproximado de cuánto aceite se encapsuló
por cada método, en las temperaturas de degradación del
aceite se leyó el porcentaje de peso perdido, entendiendo que
la diferencia entre el valor inicial de masa (100%) y dicho
porcentaje, corresponde al porcentaje de aceite encapsulado
para cada muestra, tal como se reporta en la Tabla 9:
Tabla 9. Resultados TGA para microcápsulas de aceite de aguacate
luego de secado por atomización
Muestra T Deg.
(°C)
Peso
(%)
Masa
inicial
(mg)
Aceite
(%)
Masa
aceite
(mg)
M 391,57 69 6,21 31 1,94
M-GA 384,84 60 5,48 40 2,20
M-G 385,02 63 4,58 37 1,68
Promedio 387,14 64 5,42 36 1,94
Estos valores permiten establecer que, para las
formulaciones realizadas, se encapsuló en promedio un 36%
de aceite. Ahora bien, la cantidad de aceite fue mayor para
la muestra goma arábiga - maltodextrina en proporciones
20:80, lo cual concuerda con lo reportado en el análisis
multiescala realizado para las emulsiones antes de ser
sometidas a un proceso de secado, pues al tener dos
polímeros con interacciones fuertes, puede esperarse que se
genere una pared de un grosor mayor que proteja al aceite.
Figura 11. Termo grama de descomposición para las microcápsulas de
G-M 20:80 obtenidas mediante secado por atomización
Figura 12. Termo grama de descomposición para las microcápsulas de
M 100 obtenidas mediante secado por atomización
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0
20
40
60
80
100
120
0 100 200 300 400 500 600
Der
iv.
Pes
o (
%/°
C)
Pes
o (
%)
Temperatura (°C)
TGA % DTG %/°C
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0
20
40
60
80
100
120
0 100 200 300 400 500 600
Der
iv.
Pes
o (
%/°
C)
Pes
o (
%)
Temperatura (°C)
TGA % DTG %/°C

Figura 13. Termo grama de descomposición para las microcápsulas de
GA-M 20:80 obtenidas mediante secado por atomización
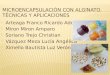
Microscopía electrónica de barrido SEM
Para analizar la estructura y morfología de las microcápsulas
una vez pasaran por el spray dryer, se realizaron pruebas en
el SEM con el objetivo a 2000x y 1000x, buscando tener un
panorama general y comprobar la integridad de las
microcápsulas. Tal como se puede observar en la Figura 14,
para cada una de las muestras analizadas se observa un
comportamiento similar al registrado previamente en el
microscopio óptico, pues en el caso de la muestra de gelatina
– maltodextrina, se siguen observando las aglomeraciones
resultantes entre los dos materiales de pared, al igual que en
el caso de la goma arábiga – maltodextrina, donde además
de ver las microcápsulas se pueden observar estructuras que
pueden corresponder a excesos de material. Ahora bien, en
el caso de maltodextrina como único material de protección
para el coacervado, se observan microcápsulas con forma
parcialmente esférica.
a) M proporción 100 (10000x) b) M proporción 100 (2000x) c) GA-M proporción 20:80 (10000x)
d) GA-M proporción 20:80 (2000x) e) G-M proporción 20:80 (10000x) f) G-M proporción 20:80 (2000x)
Figura 14. Microcápsulas de aceite de aguacate obtenidas mediante secado por atomización observadas al SEM
5. CONCLUSIONES
La microencapsulación de aceite de aguacate por los
métodos de coacervación compleja y secado por
atomización, evaluando diferentes concentraciones en la
formulación para las combinaciones entre goma arábiga,
gelatina y maltodextrina como materiales de pared, fue
realizada en el presente estudio. Encontrando que la
formación de microcápsulas depende considerablemente de
la afinidad existente entre los polímeros que forman la
pared, donde para cada método se tienen combinaciones
distintas que favorecen la estabilidad: gelatina – goma
arábiga en el caso de coacervación compleja y para secado
por atomización maltodextrina únicamente.
Para el primer método se comprobó la importancia del ajuste
del pH para favorecer la formación de microcápsulas y la
estabilidad de las mismas, pues dependiendo de la
combinación de materiales de pared, se presentan
interacciones moleculares diferentes que ayudan o no a la
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1
0
20
40
60
80
100
120
0 100 200 300 400 500 600
Der
iv.
Pes
o (
%/°
C)
Pes
o (
%)
Temperatura (°C)
TGA % DTG %/°C
Ⱶ8µm˧ Ⱶ30µm˧
Ⱶ8µm˧ Ⱶ30µm˧ Ⱶ20µm˧
Ⱶ8µm˧

protección del coacervado, por lo que se debe tener en
cuenta la influencia de parámetros como el tiempo de
agitación, la temperatura de la muestra y especialmente la
velocidad de agitación. Por otro lado, en el segundo método,
se evidenció el secado de la fase continua en la que se
encontraban las microcápsulas dejando un material
particulado compuesto mayoritariamente por materiales de
pared que protegen el aceite de aguacate. Sin embargo, se
demostró que las formulaciones no pueden contener
porcentajes mayores al 3% de gelatina y goma arábiga pues
se presentan fenómenos como gelificación y
aglomeraciones de material de pared que impiden que la
solución fluya por el spray dryer.
De esta manera se entiende que el método de secado por
atomización implica más ventajas que el de coacervación
compleja para la microencapsulación de aceite de aguacate,
esto debido a que una vez secas las muestras, presentan una
mayor estabilidad a condiciones ambientales e incrementos
de temperatura que en el caso de las soluciones que
contienen al coacervado.
Finalmente, como trabajo futuro se tiene la realización de
pruebas de liberación y oxidación para las microcápsulas,
con el fin de evaluar la calidad del aceite micro encapsulado,
así como el tiempo que tarda en degradarse la pared que lo
protege. De igual manera se podría llevar a cabo la
evaluación de rangos de pH y condiciones de operación que
favorezcan particularmente a cada combinación de
polímeros estudiada.
REFERENCIAS
[1] Q. Ye, N. Georges y C. Selomulya, «Trends in Food
Science & Technology,» Elsevier, vol. 78, pp. 167-
179, 2018.
[2] E. Action, «Scientific concepts of functional foods un
Europe: Consesus document,» British Journal of
Nutrition, vol. 81, pp. 1-27, 1999.
[3] I. M. Martins, M. F. Barreiro, M. Coelho y A. E.
Rodrigues, «Microencapsulation of essential oils with
biodegradable polymeric carriers for cosmetic
applications,» Chemical Engineering Journal, vol.
245, pp. 191-200, 2014.
[4] M. Calderón y R. Pedroza, «Comparative Study of the
microencapsulation by complex coacervation of nisin
in combination with an avocado antioxidant extract,»
Foofl Hydrocollids, pp. 9-57, 2017.
[5] D. Alvarenga y S. Vilela, «Microencapsulation of
Essential Oils Using Spray Drying Technology,»
Microencapsulation for food Applications, pp. 235-
251, 2015.
[6] Y. Prasad Timilsena, T. O. Akanbi , N. Khalid, B.
Adhikari y C. J. Barrow, «Complex coacervation:
Principles, mechanisms and applications,»
International Journal of Biological Macromolecules,
vol. 121, pp. 1276-1286, 2019.
[7] G. Herranz, «Estudio de los mecanismos de
reticulación en la obtención de microcápsulas de
gelatina-goma arábiga,» UPC, pp. 7-30.
[8] F. Weinbreak, R. De Vries, P. Schrooyen y C. De
Kruif , «Complex coacervation of whey proteins and
gum arabic,» Biacromolecules, vol. 4, nº 2, pp. 293-
303, 2003.
[9] M. Cuapsud, «Obtención de aceite de aguacate
microencapsulado mediante secado por atomización,»
Escuela politécnica nacional, 2015.
[10] M. E. Jimenez, M. d. R. Aguilar, M. d. l. L. Zambrano
y E. Kolar, «Propiedades físicas y químicas del aceite
de aguacate obtenido de puré deshidratado por
microondas,» Revista de la Sociedad Química de
México, vol. 45, nº 2, pp. 89-92, 2001.
[11] R. V. d. Barros Fernandes, S. Vilela Borges, D.
Alvarenga Botrel, E. Keven Silva, J. M. Gomes da
Costa y F. Queiroz, «Microencapsulation of Rosemary
Essential Oil: Characterization of Particles,» Taylor &
Francis Group , vol. 31, pp. 1245-1254, 2013.
[12] R. V. de Barros Fernandes, S. Vilela Borges y D.
Alveranga Botrel, «Gum
arabic/starch/maltodextrine/inulin as wall material on
the microencapsulation of rosemary essential oil,»
Carbohydrate Polymers, vol. 101, pp. 524-532, 2014.
[13] Y. A. Granados Cristancho, «Importancia De Los
Ensayos TGA y DSC en el Estudio de las Propiedades
Térmicas de,» Universidad Distrital Francisco Jose
de Caldas, 2015.
[14] D. J. McClements, «Delivery by Design (DbD): A
Standardized Approach to the Development of
Efficacious Nanoparticle‐ and Microparticle‐Based
Delivery Systems,» Comprehensive Reviews in Food
Science and Food Safety, vol. 17, nº 1, 2017.
[15] L. Fong Siow y C. Sian Ong , «Effect of pH on Garlic
Oil Encapsulation by Complex Coacervation,» Food
processing & Technology, vol. 4, nº 2, p. 199, 2013.
[16] «Maltodextrinas, propiedades y aplicaciones,»
Aditivos e ingredientes en la industria de alimentos,
pp. 50-51.

[17] D. J. Burgess, «Complex Coacervation: Microcapsule
Formation,» Macromolecular Complexes in
Chemistry and Biology, pp. 285-300, 1994.
[18] C. Orr, «Determination of particle size,» Encyclopedia
of Emulsion Technology, vol. 3, nº 3, 1988.
[19] A. Alexander y P. Johnson, Colloid Science, Oxford
University Press, 1949.
[20] P. Hiemenz, Principes of Colloid and Surface
Chemistry, Nueva York: Dekker, 1986.
[21] C. Bengoechea, «Estudio Reológico de emulsiones
alimentarias estabilizadas con proteínas vegetales,»
Universidad de Sevilla, pp. 45-97, 2006.
[22] C. Gallegos, M. C. Sánchez, A. Guerrero y J. M.
Franco, «Effect of process parameters on the
rheological properties of O/W emulsions,» Rheology
and Fluid Mechanics of Nonlinear Materials ASME,
vol. 217, 1996.
[23] J. M. Franco, A. Guerreo y C. Gallegos, «Rheology
and Processing of Salad Dressing Emulsions,» Rheol
Acta, vol. 34, nº 513, 1995.
[24] L. KUROZAWA, K. PARK y M. HUBINGER,
«Effect of maltodextrin and gum arabic on water
sorption and glass transition temperature of spray
dried chicken meat hydrolysate protein,» J. Food Eng,
vol. 91, nº 2, pp. 287-296, 2009.
[25] M. Jakir, M. Gafur, M. Kadir y M. Mainul,
«Preparation and Characterization of
GelatinHydroxyapatite Composite for Bone Tissue,»
International Journal of Engineering & Technology
IJET-IJENS, vol. 14, nº 01, pp. 24-32, 2014.
[26] J. Solis, C. Amador, M. Hernandez y M. Durán de
BAzúa, «Caracterización fisicoquímica y
comportamiento térmico,» GRASAS Y ACEITES, vol.
61, nº 1, pp. 58-66, 2010.