Embed Size (px)
Citation preview
❚ JIAT 2018 ❚ Bioprotección ❚ Congreso FEPALE ❚ Filtración de agua ❚❚ Glifosato ❚ TecnoFidta ❚ Bienestar Animal ❚ Aminas biógenas en quesos ❚ Suero lácteo ❚
AñoXXIII
www.publitec.com.arISSN 0328-4158
TE
CN
OL
OG
IA L
AC
TE
A L
AT
INO
AM
ER
ICA
NA
N
102
102



AÑO XXII - Nº 102 / MARZO 2018
SUMARIO
En el Centro Cultural del Viejo Mercado de la ciudad de Rafaela se congre-garon el 7 y 8 de junio industriales y empresarios relacionados con el sec-tor lácteo para asistir a la tercera edición de las JIAT –Jornadas deInnovación y Actualización Tecnológica- organizadas por el INTI Lácteos.
3ª JORNADA DE INNOVACIÓN YACTUALIZACIÓN TECNOLÓGICAEL INTI LÁCTEOS RAFAELA CONCRETÓ UN EXITOSO ENCUENTRO CONGRAN ASISTENCIA DE LA INDUSTRIA LÁCTEA
SUSTENTABILIDADUSO EFICIENTE DEL AGUA Y LA ENERGÍA
EN PROCESOS DE FILTRACIÓNIng. Miguel L. Caviglia PÁGINA 18
EMPRESASBENEO
Cómo superar los retos de la reducción de azúcar y de grasa en los postres heladosPÁGINA 26
DOMCASolución MICO E-PRO para control de contaminación en la industria alimentaria PÁGINA 30
INOCUIDADLA EFSA PUBLICÓ UNA REVISIÓN SOBRE
LA INOCUIDAD Y LOS NIVELES DE RESIDUOS DE GLIFOSATOEl análisis de riesgo mostró que a los actualesniveles de exposición el herbicida no implica riesgos para la salud humanaPÁGINA 22
CONTENIDO DE AMINAS BIÓGENASEN QUESOS ARGENTINOS Giménez, P.; Peralta, G.; Hynes, E.; Bergamini C.PÁGINA 42
FERIASTECNO FIDTA EXHIBIRÁ LAS ÚLTIMAS
TECNOLOGÍAS PARA PROCESAR ALIMENTOSDel 18 al 21 de septiembre en el Centro CostaSalgueroPÁGINA 24
INTITUCIONES PÁGINA 6
SOLUCIONES ALIMENTARIAS
BIOPROTECCIÓN: LA OPCIÓN NATURALPARA LA INDUSTRIA QUESERAEl uso de cultivos alimentarios bioprotectores BioSafe® evita el deterioro delos quesos y prolongaN su vida útil
PÁGINA 10
15º CONGRESO PANAMERICANODE LA LECHEInvita a presentar trabajos de investigacióny divulgación
PÁGINA 14
¡SÍ A LA LECHE! REAFIRMA CERTEZAS LÁCTEASLa FEPALE lanzó un nuevo ciclo para concientizar sobre las virtudes de los productos lácteos
PÁGINA 16
EL INTI BUSCA DETERMINAR CUÁL ES LA HUELLA DE AGUA DE LOS QUESOS ARGENTINOS
PÁGINA 33

BIENESTAR ANIMAL
EL BIENESTAR ANIMAL EN LA PRODUCCIÓN LECHERA Vet. Esp. Débora S. Racciatti
PÁGINA 34
INGREDIENTESVALORIZACIÓN DEL SUERO DE QUESERÍA
Se puede elaborar una amplia gama de productosy derivados de alto valor
PÁGINA 48
TECNOLOGÍA LÁCTEA LATINOAMERICANA Nº 102
Con la coorganización de la Municipalidad de Rafaela yel apoyo de ACDICAR (Asociación Civil para elDesarrollo y la Innovación Competitiva AgenciaRafaela), las JIAT 2018 fueron una gran oportunidadpara la actualización y el intercambio sobre aspectosque incluyeron temas técnicos, comerciales y de inno-vación. El director del Centro INTI Lácteos, Lic. GustavoBarbagallo, dio la bienvenida a los asistentes y recordóla importancia de agregar valor y de responder a las exi-gencias de un mercado y una sociedad que cada vez exi-gen más productos que sean saludables, inocuos y ami-gables con el ambiente.
El Ing. Luis Medina, funcionario del Sucesoresde Alfredo Williner e integrante del Comité Ejecutivo delINTI Lácteos, se refirió a la innovación, “La industria lác-tea es compleja y heterogénea, varía en cada región delpaís, por lo cual hacen falta distintos tipos de solucionesque respondan a los problemas concretos que aparecentodos los días. Los consumidores a los que están destina-dos nuestros productos son diferentes, pueden ser loca-les o estar en el exterior”, explicó. “Por eso es una buenanoticia este tipo de encuentros entre proveedores de tec-nología y la industria. Las empresas presentes aquí tam-bién están todos los días en las plantas ofreciendo suspropuestas innovadoras, con soluciones que pueden estarrelacionadas no sólo con productos sino también conmetodologías, con formas de implementación”.
Tecnología Láctea Latinoamericana Nº 1026
INSTITUCIONES
3ª JORNADA DE INNOVACIÓN YACTUALIZACIÓN TECNOLÓGICAEL INTI LÁCTEOS RAFAELA CONCRETÓ UN EXITOSO ENCUENTRO CON GRAN ASISTENCIADE LA INDUSTRIA LÁCTEA
En el Centro Cultural del Viejo Mercado de la
ciudad de Rafaela se congregaron el
7 y 8 de junio industriales y empresarios
relacionados con el sector lácteo para asistir
a la tercera edición de las JIAT –Jornadas de
Innovación y Actualización Tecnológica-
organizadas por el INTI Lácteos. El encuentro,
que se viene realizando de manera bienal
desde 2014, tiene como principal objetivo
generar un ámbito de encuentro entre
profesionales y el personal de la cadena
láctea en sus diferentes áreas, con
presentación de las tendencias nacionales
e internacionales en equipamiento, insumo
e innovaciones tecnológicas vinculadas
a la lechería.

La Dra. Laura Donet, del Ministerio deCiencia y Tecnología e InnovaciónProductiva de Santa Fe, expresó elcompromiso de su ministerio paraapoyar todos los desarrollos científi-cos y tecnológicos a través del dise-ño de políticas y del apoyo financieroa los proyectos de vinculación,“Muchos de los proyectos másimportantes, como los de investiga-ción orientada a emprendimientosmás competitivos, se hacen a travésde grupos público-privados en cen-tros de investigación de universida-des, INTA e INTI con las empresas”,explicó.
El Intendente de la ciudadde Rafaela, Arq. Luis Castelanocomentó que la innovación en algu-nos casos está atada al proceso dedisrupción tecnológica, pero que enla mayor parte de los casos exitososestá atada a los procesos. “Ante lavelocidad con la que ocurren loscambios, si no nos subimos a esetren, dentro de algunos años otrosestarán colocando en el mundo pro-ductos que hoy estamos vendiendonosotros”, advirtió. “En Rafaelatenemos una matriz productivabasada en el sector lácteo y en elsector metal-mecánico; es ahí dondenecesitamos interactuar entre lasempresas y los diferentes estamen-tos del estado. Nosotros tenemos la
Tecnología Láctea Latinoamericana Nº 102 7
Gustavo Barbagallo - Director del Centro INTI-Lácteos.Jorge Speranza - Subdirector del Centro INTI-Lácteos.
Barbagallo - El INTI es la pata tecnológica desde el punto de vista oficialque le da soporte a la industria para generar soluciones en función de lasnuevas tendencias. Hoy estamos acá apoyando todo lo relacionado coninnovación en productos, tecnología e insumos. La ventaja que tiene lasede Rafaela es que está ubicada en el corazón de la cuenca láctea, por loque está en contacto permanente con los productores y con las industrias.Es un polo lácteo por excelencia donde tenemos que estar presentes.
Speranza - Estamos muy contentos porque cuando lanzamos la primeraedición dijimos que estas jornadas habían llegado para quedarse. Y enesta tercera edición tenemos más empresas que apoyan económicamen-te la actividad, con lo cual demuestran su interés, y también tenemosmás asistentes. Creemos que es un ámbito necesario e importante dondese juntan proveedores, industrias e instituciones, y que está dirigido a lainnovación, es decir al futuro de nuestra lechería. Más allá de la coyun-tura y de los problemas permanentes que tenemos en esta actividad,estar pensando las soluciones a futuro me parece muy bueno.
Luis Castelano, Laura Donet, Luis Medinay Gustavo Barbagallo
Jorge Speranza y Gustavo Barbagallo dieron el respaldo institucional
agencia de desarrollo ACDICAR donde el sector privadoy el público tratan de entenderse y donde están surgien-do cosas muy interesantes para dar servicios a empre-sas que tienen que competir en el mundo”, finalizó.
Los más de cien asistentes, pertenecientes alas áreas de producción, investigación y desarrollo,mantenimiento, ingeniería y diseño y comercializaciónde productos lácteos pudieron asistir a interesantesexposiciones de expertos nacionales y del exterior per-tenecientes a importantes empresas proveedoras delsector. Se vieron aspectos de innovación en quesosprocesados (BK Giulini), quesos azules (Dupont), opti-
mización de quesos (Ingredion Argentina), equipamien-tos para producción de cuajada (Imai-Alpma), nuevosprincipios activos para higienización de ambientes(Domca), aplicación de ozono (Ozonizer), tratamientode agua para reuso (Aguas y Procesos), tendencias enpackaging de quesos (Sealed Air), diseños de instala-ciones higiénicas (Edelflex), medición de caudales ycalibraciones (Mezure), bebidas con suero (Dupont), yproductos deslactosados (Chr. Hansen). Asimismo, laLic. Raquel Ariza, de INTI Diseño, dio una charla magis-tral sobre Industria 4.0, y el Ing. Guillermo Rubino, deINTI Rafaela, presentó la RedCTel.
INSTITUCIONES
Tecnología Láctea Latinoamericana Nº 1028
Estamos muy contentos con esta tercera edición delas JIAT, donde cada vez tenemos más convocatoria yrecepción en las industrias que vienen a escuchar lascharlas. Y también tenemos más empresas auspician-tes que se acercan a colaborar. De esta manera el INTIse posiciona como un nexo entre todos los actoresdel sector productivo. Contamos con más de cienasistentes en las dos jornadas. Las empresas auspi-ciantes también colaboraron mucho en la difusión y
han invitado a participar a sus clientes. A pesar de lasituación que hoy vive la lechería argentina, los empre-sarios y el personal de la industria láctea tratan de saliradelante y de que la crisis no afecte la producción detodos los días. Hay que seguir creciendo de algunamanera, tratar de que haya innovación, por eso esimportante conocer los equipamientos e insumos quevienen de la mano de las empresas participantes. Porotro lado, la innovación también da armas para enfren-tar las crisis. Las empresas que participan con susdisertaciones tienen sus centros de investigación y suslaboratorios en países muy avanzados y nos están tra-yendo lo que se utiliza hoy en el mundo más desarro-llado, lo mejor en equipamiento y en insumos. Hoy endía no queda otra alternativa que articularnos entre losintegrantes del sector productivo, instituciones yempresas para tratar de sacar lo mejor de cada uno.
Érica Schmidt, Ivana Nieto, Joselina Karlen.INTI Lácteos. Equipo organizador de las JIAT
Nieto, Schmidt y Karlen

Tecnología Láctea Latinoamericana Nº 102
SO
LU
CIO
NE
S A
LIM
EN
TAR
IAS BIOPROTECCIÓN: LA OPCIÓN NATURAL
PARA LA INDUSTRIA QUESERAEL USO DE CULTIVOS ALIMENTARIOS BIOPROTECTORES BIOSAFE®
EVITA EL DETERIORO DE LOS QUESOS Y PROLONGAN SU VIDA ÚTIL
Sebastien Roustel Senior Principal Scientist, Chr. Hansen A/STina Hornbaek Senior Manager - Dairy BioProtection.Edición: Graciela Taboada MKT Analyst, Food Cultures & Enzymes Cono Sur- Chr. Hansen Argentina
En las últimas décadas, los estándares de
calidad en la industria alimentaria son cada
vez más exigentes. La estabilidad de los
alimentos y su consecuente vida útil
depende de varios factores que incluyen la
calidad de sus ingredientes, la composición
y estructura del producto, las condiciones
de procesamiento usadas durante la
elaboración, las características del envasado
y almacenamiento, así como las condiciones
de manipuleo y distribución del producto(1).
Particularmente en los quesos,
se han encontrado una diversidad de
microorganismos patógenos, debido
a que la mayoría son elaborados con leche
cruda, su composición química es una
fuente rica de nutrientes para los
microorganismos y en su proceso de
elaboración son altamente manipulados.
Se ha propuesto que las bacteriocinas o las
bacterias ácido-lácticas (BAL) productoras
de bacteriocinas pueden ser una alternativa
natural para su conservación(2).
10
INHIBICIÓN DE BACTERIAS GRAM POSITIVASLa calidad de la leche, las diferentes etapas de procesa-miento y la presencia de microorganismos no deseadosson algunos de los factores que determinan el riesgo dedeterioro de los quesos.
El deterioro de quesos duros y semi-durospuede ser causado por el crecimiento de bacteriasGram positivas formadoras de esporas anaeróbicas,tales como Clostridium butryricum, Clostridium tyro-butyricum y Clostridium sporogenes(3). El desarrollo delClostridium resulta en una producción de gas y deácido butírico que son responsables de una completapérdida de caracterización de la textura y sabor de losquesos. Una alternativa utilizada hace muchos años enla industria es el uso de nitrato de sodio como forma deevitar el crecimiento del Clostridium. Pero el uso deeste conservante posee algunas desventajas, dado quelos concentrados de suero en polvo pueden ser utiliza-dos cada vez más en formulaciones de alimentos dondeeste conservante no debería estar presente.
Otra alternativa es la bactofugación de la leche.Este método es un complemento a la pasterizacióncuando se pretende elaborar quesos para tratar de evi-tar los problemas derivados de la presencia de ciertasesporas resistentes al calor. La bactofugación es unaoperación de separación mecánica de dichas esporaspor centrifugación a altas velocidades (7000-9000 G) ya temperaturas altas (72-74°C) en centrífugas especia-les denominadas bactófugas(4).
BIOSAFE®: UN PROTECTOR NATURALPARA LOS QUESOSDesde hace algunos años, la industria ha estado invir-tiendo considerables recursos en el desarrollo de unanueva alternativa al agregado de nitrato, una soluciónque combine seguridad y rentabilidad con el beneficiode un menor contenido o incluso la remoción total delnitrato. Los cultivos BioSafe® (en adelante, BS*) soncultivos mesófilos homofermentativos los cuales, alagregarse a la leche, producen nisina a partir de sus
sistemas metabólicos durante el proceso de elabora-ción de los quesos. La nisina es una bacteriocinaampliamente utilizada en la industria alimentaria comobioconservante(5). Se trata de un agente activo contralas bacterias Gram positivas formadoras de esporas.Algunos estudios muestran también su eficacia en bac-terias del grupo Brevibacterium linens para controlar eldesarrollo de manchas amarillentas en la superficie delqueso. La nisina ha sido aprobada como aditivo alimen-tario en más de 50 países, incluidos la UE y los EE.UU.,donde cuenta con el estatus de GRAS (“GeneralmenteReconocido como Seguro”) para su uso en bebidas yalimentos por el FDA.
CLASIFICACIÓN Y MODO DE ACCIÓNDentro de las bacteriocinas, la nisina pertenece a laClase I o lantibióticos, que son péptidos de muy bajopeso molecular (<5kDa), resistentes a altas temperatu-ras y con aminoácidos no comunes en su estructura,tales como lantionina, metillantionina, dehidroxilaminay dehidrobutirina. La nisina mata las bacterias destru-yendo la pared de la espora y ha demostrado tener unmodo de acción dual, ya que puede formar poros en la
Tecnología Láctea Latinoamericana Nº 102
SO
LU
CIO
NE
S A
LIM
EN
TAR
IAS
“Natural” y “Etiqueta Limpia” son dos de las princi-pales tendencias en la industria alimentaria a nivelglobal. Los requerimientos de los consumidores,comerciantes y productores tienen un gran impactoen las decisiones sobre los métodos de produccióne ingredientes utilizados por la industria quesera.La bioprotección es la solución ideal para prolongarla vida útil y evitar problemas de deterioro de losquesos ocasionados por fermentaciones secunda-rias, en forma completamente natural.
11
Queso con hinchazón tardía
membrana celular uniéndose a ella y atravesándola -porsu carácter anfipático- y/o por unirse al lípido II (princi-pal transportador de las subunidades de péptidoglica-no) evitando la formación de la pared celular(6). Cuandose agrega directamente a la leche, la nisina inhibe rápi-damente cualquier cultivo que hubiese sido agregado oesté presente en la leche, interfiriendo directamente enla formación de ácido láctico u otros compuestos de lafermentación secundaria.
ENSAYOS REALIZADOS CON CULTIVOS BIOSAFE®
En pruebas realizadas en quesos Gouda a partir deleche que naturalmente contenía esporas en un nivelinicial de aproximadamente 200 esporas/lt, se aplicóuno de los cultivos BioSafe® como adjunto (el BS-10,cultivo proteasa negativo de crecimiento lento), mien-tras que como primario se utilizó un cultivo compuestopor una mezcla de cuatro cepas múltiples deLactococcus lactis subsp. cremoris, Lactococcus lactissubsp. lactis biovar. diacetylactis, Lactococcus lactissubsp. lactis y Leuconostoc, en adelante CHN-11(**).
Se utilizaron dos muestras Control, una prepa-rada a partir de leche con esporas y otra libre de espo-ras preparada a partir de leche seleccionada. Los que-sos fueron elaborados sin contenido de nitrato y se ino-cularon 625 unidades (U) del cultivo CHN-11 + 40 U delcultivo BS-10 para 5000 lt de leche.
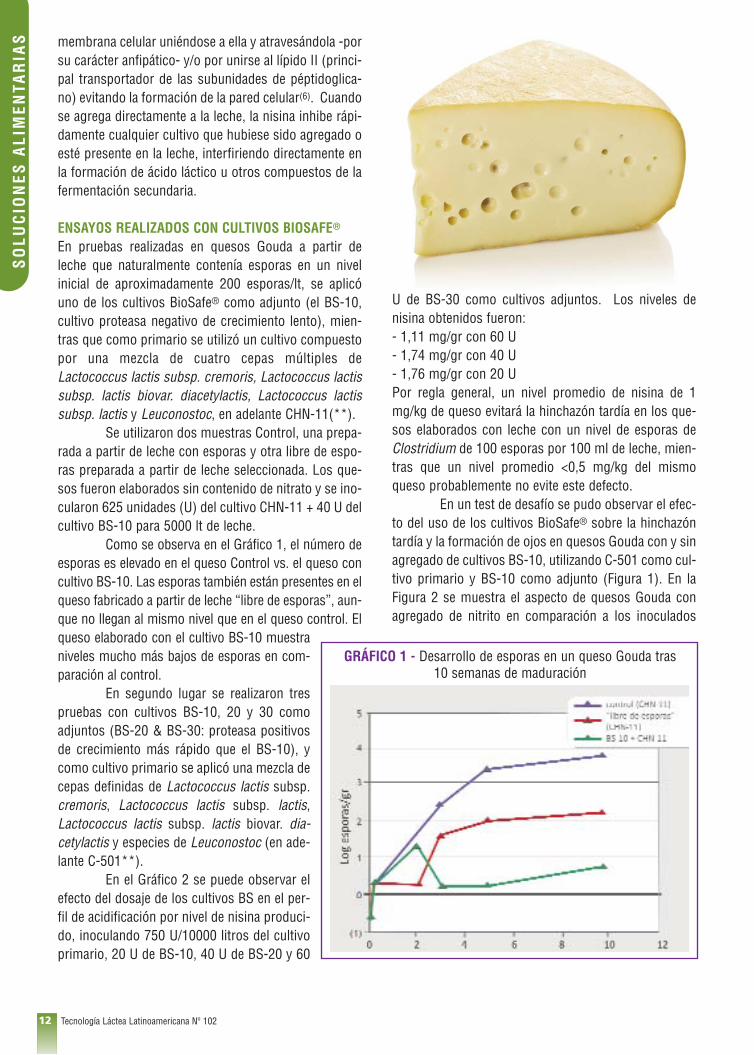
Como se observa en el Gráfico 1, el número deesporas es elevado en el queso Control vs. el queso concultivo BS-10. Las esporas también están presentes en elqueso fabricado a partir de leche “libre de esporas”, aun-que no llegan al mismo nivel que en el queso control. Elqueso elaborado con el cultivo BS-10 muestraniveles mucho más bajos de esporas en com-paración al control.
En segundo lugar se realizaron trespruebas con cultivos BS-10, 20 y 30 comoadjuntos (BS-20 & BS-30: proteasa positivosde crecimiento más rápido que el BS-10), ycomo cultivo primario se aplicó una mezcla decepas definidas de Lactococcus lactis subsp.cremoris, Lactococcus lactis subsp. lactis,Lactococcus lactis subsp. lactis biovar. dia-cetylactis y especies de Leuconostoc (en ade-lante C-501**).
En el Gráfico 2 se puede observar elefecto del dosaje de los cultivos BS en el per-fil de acidificación por nivel de nisina produci-do, inoculando 750 U/10000 litros del cultivoprimario, 20 U de BS-10, 40 U de BS-20 y 60
U de BS-30 como cultivos adjuntos. Los niveles denisina obtenidos fueron:- 1,11 mg/gr con 60 U- 1,74 mg/gr con 40 U- 1,76 mg/gr con 20 UPor regla general, un nivel promedio de nisina de 1mg/kg de queso evitará la hinchazón tardía en los que-sos elaborados con leche con un nivel de esporas deClostridium de 100 esporas por 100 ml de leche, mien-tras que un nivel promedio <0,5 mg/kg del mismoqueso probablemente no evite este defecto.
En un test de desafío se pudo observar el efec-to del uso de los cultivos BioSafe® sobre la hinchazóntardía y la formación de ojos en quesos Gouda con y sinagregado de cultivos BS-10, utilizando C-501 como cul-tivo primario y BS-10 como adjunto (Figura 1). En laFigura 2 se muestra el aspecto de quesos Gouda conagregado de nitrito en comparación a los inoculados
Tecnología Láctea Latinoamericana Nº 10212
SO
LU
CIO
NE
S A
LIM
EN
TAR
IAS
GRÁFICO 1 - Desarrollo de esporas en un queso Gouda tras10 semanas de maduración

con cultivos BS-10, 20 y 30. En estos últimos se obser-va una formación de ojos regular, sin muestras de hin-chazón tardía en ninguno de los quesos (<1MPN/g deClostridium luego de seis semanas de almacenamien-to), en tanto que la apariencia y el sabor se ubicarondentro de los parámetros requeridos.
RESULTADOSLos cultivos BioSafe® son una alternativanatural a los conservantes, muy eficaces con-tra bacterias Gram positivas. Producen nisinaa partir de cepas de Lactococcus lactis subsplactis y se utilizan especialmente para evitar eldeterioro por bacterias (especies Clostridium,Listeria monocytogenes y Bacillus cereus),evitando defectos tales como hinchazón tardíay formación irregular de ojos
Si bien la bactofugación es una alter-nativa válida para la remoción de esporas, sueficiencia depende del recuento inicial de bac-terias de este grupo. Suponiendo un recuentoinicial en la leche de 103 esporas/ml y una efi-ciencia de remoción del orden de 99,9%,incluso con el tratamiento de bactofugaciónaún quedaría 1 espora/ml, recuento suficientepara generar hinchazón en un queso. En estecaso sería interesante utilizar concomitante-mente los dos tratamientos: bactofugación ycultivos BS para garantizar la ausencia dedefectos en los lotes elaborados(7).
Estos cultivos ofrecen los beneficiosde la nisina producida como uno de sus meta-bolitos, la que, además de potenciar los aro-mas limpios, suprime aromas amargos nodeseados durante la vida útil del queso.
El uso de los cultivos BS ha demos-trado algunos beneficios adicionales, ya queademás de la inhibición de bacterias Grampositivas, la nisina producida inhibe parte delcultivo adicionado (Lactococcus), teniendoefecto directo sobre la post-acidificación delproducto, una característica importante paraalgunos tipos de queso.
REFERENCIAS*Línea de cultivos DVS® BioSafe® de Chr. Hansen. **Cultivos DVS® CHN-11 y F-ES C-501 de Chr.Hansen.(1) Kilcast and Subramaniam, 2011(2) Kousta et al., 2010; Jeanson et al., 2011; Aly et al.,2012; Favaro et al., 2015(3) Hurst, 1981(4) Roser Romero del Castillo Shelly; Josep MestresLagarriga, 2004
(5) Deegan et al., 2006; Delves-Broughton, 2005(6) López et al., 2008; Perez et al., 2014(7) Da Cunha Martins E., Um novo conceito para bioproteção emqueijos - Ha-La Biotec 134, CH Brasil
Tecnología Láctea Latinoamericana Nº 102 13
SO
LU
CIO
NE
S A
LIM
EN
TAR
IAS
GRÁFICO 2 - Efecto del dosaje del cultivo BioSafe® BS-10en el perfil de acidificación por nivel de nisina producido
FIGURA 1 - Hinchazón tardía y formación de ojos en quesoGouda con y sin cultivo BioSafe® BS-10 agregado
FIGURA 2 - Hinchazón tardía y formación de ojos enquesos Gouda con y sin cultivos BioSafe® BS-10, 20 y 30 vs.
agregado de nitrato
El Congreso de FEPALE es el escenario ideal para promo-ver las relaciones interpersonales, fortalecer la cooperaciónentre la comunidad técnica y el mundo empresarial, asícomo actualizar conocimientos. Además, es una importan-te oportunidad para la presentación de trabajos e investiga-ciones que estén relacionados al mundo lácteo y es de graninterés para las empresas proveedoras de la cadena pro-ductiva. Los ejes temáticos serán Producción Primaria,Industrialización de Productos Lácteos, Economía yMercado de Leche y Derivados, y Más Leche = Más salud.
REGLAMENTO PARA LA PRESENTACIÓNDE ARTÍCULOS CIENTÍFICOS• La fecha límite para el envío de los artículos científicospara someterlos a aprobación es el día 31 de julio del2018 y deberán ser remitidos, antes de esa fecha, a tra-vés del formulario que se encuentra en la página delcongreso al hacer click en el botón “Enviar trabajo”.• Los artículos científicos deberán versar sobre los ejestemáticos arriba señalados.• Únicamente se aceptarán trabajos científicos de auto-res que estén debidamente inscriptos en el Congreso yque hayan realizado el pago de su inscripción.• Cada autor puede presentar hasta un máximo de tres(3) artículos científicos.• El artículo no debe superar las cinco páginas, incluyen-do en ese número de páginas: Resumen, Palabras claves,Metodología, Resultados y discusión, Conclusiones,Referencias bibliográficas y Anexos (Tablas y Figuras).
Tecnología Láctea Latinoamericana Nº 10214
INS
TIT
UC
ION
ES
15º CONGRESO PANAMERICANODE LA LECHEINVITA A PRESENTAR TRABAJOS DE INVESTIGACIÓN Y DIVULGACIÓN
El Congreso Panamericano de la Leche de la
FEPALE tendrá lugar en Buenos Aires, en el
Predio Ferial de La Rural, del 11 al 13 de
septiembre de 2018. Será una oportunidad
para compartir conocimientos con los
principales referentes de la cadena láctea
del continente americano y de otras partes
del mundo. El Comité Organizador invita a
investigadores, profesionales, estudiantes y
empresarios involucrados con el sector
lácteo a presentar trabajos de investigación
y divulgación, con el objeto de que
sus experiencias puedan ser presentadas
y publicadas en el Congreso.
La fecha límite para el envío de los trabajos
es el 31 de julio.
• El artículo se debe escribir en español, portugués oinglés.• El artículo debe indicar el título del trabajo, el nombrey apellidos del o los autores, empresa u organización enque labora, departamento, cargo, teléfono, correo elec-trónico, dirección física de empresa/institución, ciudady país. Asimismo, eje temático en que ubica el artículo.• Todos los artículos científicos aprobados por el ComitéTécnico – Científico serán exhibidos en el espacio reser-vado para las sesiones de posters, en horarios a ser esta-blecidos. No habrá presentación oral plenaria de éstos.• El Comité Técnico – Científico se reserva el derecho derechazar artículos que no cumplan con los requisitosestablecidos o que se consideren insuficientes.
• Las decisiones del Comité Técnico – Científico soninapelables.• Todos los artículos científicos aprobados y presenta-dos durante el congreso serán incluidos en la Memoriadel Congreso• A los autores de los artículos científicos aceptados seles entregará un Certificado de Constancia dePresentación del mismo. Para recibir ese Certificadouno de los autores deberá estar presente en elCongreso.• La Secretaría Ejecutiva del Congreso comunicará a losautores, vía correo electrónico, la aceptación o no delos trabajos a más tardar el 15 de agosto de 2018.
No pierda la oportunidad de compartir losresultados de su labor científica con colegas
y profesionales de todo el continente.
MÁS INFORMACIÓN:www.congresofepale.com
Tecnología Láctea Latinoamericana Nº 102 15
INS
TIT
UC
ION
ES
Fecha límite para el envío:31 de julio
Se aceptan trabajos eninglés,español y portugués.
A instancias de la Organización de las Naciones Unidaspara la Alimentación y la Agricultura (FAO) y con elobjetivo de promover el hábito de consumo de este ali-mento y celebrar sus beneficios para la salud de nues-tras poblaciones, la FEPALE difunde año a año las virtu-des de los lácteos a través de su campaña ¡Sí a la leche!En el marco del mes de la leche 2018, FEPALE y ¡Sí a laleche! lanzan el ciclo de Certezas lácteas: lo que te hacebien, a ciencia cierta. Con la premisa «No te alimentes
de los mitos», el ciclo ofrece infor-mación académica y científica acer-ca de los beneficios para la salud delconsumo de leche y sus derivados.Algunos de los temas que abordaráeste ciclo son:• La funcionalidad de los lácteos ysus virtudes nutricionales únicas.• Las ventajas del consumo de lecheen las distintas etapas de la vida.• La relación del consumo de lácteosy la prevención de diferentes padeci-mientos.• La utilidad de los lácteos en elestudio y el deporte.• La intolerancia a la lactosa y la ver-
dad acerca de la sustitución de la leche por bebidasvegetales.
FEPALE invita a celebrar juntos este alimento tan espe-cial para el ser humano y a conocer todos sus benefi-cios.
MÁS INFORMACIÓN:www.fepale.org y www.sialaleche.org
Tecnología Láctea Latinoamericana Nº 10216
INS
TIT
UC
ION
ES ¡SÍ A LA LECHE! REAFIRMA
CERTEZAS LÁCTEASLA FEPALE LANZÓ UN NUEVO CICLO PARA CONCIENTIZARSOBRE LAS VIRTUDES DE LOS PRODUCTOS LÁCTEOS
En su 10ª edición, la campaña panamericana de consumo de lácteos impulsada por la Federación
Panamericana de Lechería (FEPALE) lanza un nuevo ciclo en el que destaca con claridad científica
las virtudes de los lácteos y desmitifica algunos conceptos.
La eficiencia en el uso del agua y la energía se puededefinir como la habilidad de lograr los objetivos produc-tivos buscados empleando la menor cantidad de agua yenergía posible. Es decir, un aumento en la eficienciapermite conseguir los mismos resultados con la inver-sión de menos recursos. Eso se traduce, a nivel indus-trial, en que los criterios de diseño deben contemplar deforma dinámica la disponibilidad de nuevos materiales,de productos y de tecnologías, así como la conciencia
medio ambiental, para elevar la productividad en la uti-lización del agua y el empleo racional de la energía.
Para optimizar el uso del agua en un procesoproductivo, y la energía asociada al mismo, el primerpaso es adecuar la calidad del agua disponible a la exi-gencia del proceso. En ese terreno, los sistemas de fil-tración realizan un tratamiento físico, ya que eliminanlos sólidos que están en suspensión en el agua. Losobjetivos de la implementación de un sistema de filtra-ción son:
- La protección de todos los componentes hidráulicosde detección, medición y maniobra, así como del circui-to de conducción y distribución del agua del sistemahidráulico del proceso productivo. - La adecuación de la calidad de agua (cantidad y tama-ño de sólidos) a los niveles de exigencia deseados.
USO EFICIENTE DEL AGUA Y LA ENERGÍAEN PROCESOS DE FILTRACIÓN
Ing. Miguel L. Caviglia Socio Gerente de Ecoflow SRL
El aumento de la conciencia ecológica,
la mayor exigencia ambiental en cuanto
a vertidos y la cada vez menor disponibilidad
de agua adecuada para las necesidades
de la industria -tanto en calidad como en
cantidad- llevan a la búsqueda de
sistemas que favorezcan un uso eficiente
del agua y la energía.
Tecnología Láctea Latinoamericana Nº 10218
SU
ST
EN
TAB
ILID
AD
Esto permite:- Mejorar la eficiencia de aplicación y disminuir la con-centración de productos químicos para el tratamientodel agua.- Reducir el crecimiento de microorganismos. La mayoro menor proliferación de éstos está directamente ligadaa la disponibilidad de nutrientes orgánicos que favore-cen el desarrollo de los mismos.- Reducir la acumulación de partículas en los conduc-tos de distribución.- Ayudar a mantener una eficiencia de distribución yaplicación óptima del agua. - Garantizar el suministro continuo, disminuyendo elriesgo de paro de la planta por problema de obturacióno acumulación de sólidos.- Disminuir la frecuencia con la que se realizan las labo-res de mantenimiento.- Favorecer la reutilización del agua en el propio proce-so o para otros usos. Esto genera un ahorro directo aldisminuir el volumen total de agua consumida, unaumento de la cantidad de agua disponible y evita elcoste directo asociado a los cánones de vertido.
Para una acertada selección de equipos de filtracióncon elevada eficiencia energética e hidráulica es nece-sario considerar que sean automáticos, que garanticenla calidad de agua con independencia de las condicio-nes de trabajo y que independicen los requerimientosde filtración y limpieza.
LA IMPORTANCIA DE UN SISTEMA AUTOMÁTICOLos sistemas automáticos de filtrado tienen un compor-tamiento predecible en cuanto a los intervalos de pre-sión a los que estos trabajan. Este intervalo viene deter-minado por la pérdida de carga que ocasiona el equipode filtrado para el caudal circulante objeto de estudiocuando los elementos filtrantes están totalmen-te limpios(este dato es aportado por los fabricantes) y el valor dediferencial de presión al que se activa el ciclo de retrola-vado del equipo (usualmente se utiliza un valor de 0.5 baro próximo a éste). Toda situación predecible puede sertenida en cuenta en el proyecto y, por tanto, el sistemaestará preparado para trabajar bajo estas condiciones.Otra ventaja extensible a los equipos automáticos es sutotal autonomía, no dependiente de la disponibilidad depersonal de mantenimiento o control.
Los sistemas de filtrado manuales generandiferenciales de presión crecientes a medida que vanreteniendo partículas. Estos filtros, a diferencia de losautomáticos, no son sistemas autónomos: el diferencialde presión debe ser visualizado, analizado y regulariza-do por la intervención humana. Esto implica que antesituaciones en las que estas labores no se realicen con lafrecuencia requerida, se alcancen diferenciales de pre-sión superiores a los esperados, generando condi-cionesde trabajo y resultados distintos a los esperados.
Hay que tener en cuenta que la calidad de aguafiltrada no tiene que ser susceptible a variaciones signi-ficativas ante las distintas condiciones de suministro
Tecnología Láctea Latinoamericana Nº 102 19
SU
ST
EN
TAB
ILID
AD

Tecnología Láctea Latinoamericana Nº 10220
SU
ST
EN
TAB
ILID
AD previstas. Los sistemas de trata-
miento del agua deben ser poco exi-gentes en requerimientos hidráuli-cos y demandar una baja frecuenciae intensidad de las labores de man-tenimiento, garantizando en todomomento la calidad de agua antecondiciones cambiantes en el origende la fuente de agua; la cantidad,tamaño y naturaleza de las partículasen suspensión, y el caudal y presiónde suministro.
FILTRO DE DISCOS AZUD HELIXAUTOMATIC El filtro Azud Helix Automatic constade un elemento filtrante compuestopor discos ranurados (Figura 1) querealizan la filtración en profundidad.Esto permite retener las partículasde tamaño superior al grado de fil-trado demandado. El equipo aúna lasventajas de los filtros de discos juntocon las que proporciona el efectohélico-centrífugo de la hélice, quedisminuye la frecuencia de las lim-piezas, consumiendo menos aguaque otros sistemas. Todo esto sininterrumpir el ciclo de filtrado, conun bajo caudal de limpieza. Norequiere bomba auxiliar ya que seautolimpia con la misma presión dela bomba del circuito.
La automatización total serealiza con la unidad de control AzudFBC (Figura 2) que integra tanto elcontrol eléctrico, electrónico ehidráulico como un presostato eléc-trico de lectura directa e instantánea.Totalmente configurable, la unidadpermite modificar cualquier paráme-
tro del equipo, haciendo posible acti-var la limpieza mediante actuacióndirecta sobre el teclado, por el presos-tato diferencial, por tiempo y por señalexterna. Incorpora un histórico delimpiezas y alarmas que informacuándo y por qué se originaron. Otrosdatos, como el número de limpiezastotales o parciales efectuadas por elequipo y tiempo transcurrido desde laúltima limpieza, también son consul-tables en esta unidad de control.
Los sistemas de filtraciónAzud no sólo satisfacen los objetivosmarcados sino que además actúancon una mínima interferencia en elsistema y con el mínimo volumen deagua necesario para realizar la lim-pieza autónoma.
CARACTERÍSTICASEl disco filtrante es un anillo plano,ranurado por ambas caras (Figura 3)y fabri-cado en material plásticomediante el proceso de inyección.Los filtros de anillas son filtros deprofundidad. El agua pasa a travésde un conjunto de discos de igualgraduación, dispuestos uno encima
de otro (bien apretados) para retenerlos sólidos que están en suspensiónen el agua. El conjunto de discosestá contenido dentro de una carca-sa plástica exterior y el agua pasa deafuera hacia adentro. Esta diferenciacon el filtro de malla hace que seamás simple de autolimpiarse en elcaso de sólidos que se adhieren,como algas, larvas, etc.
El grado de filtración semide en micrones; los filtros de ani-llas pueden fil-trar desde 5 micronesen adelante (5, 10, 20, 50, 100, 130,200 y 400 micrones), sin límite decaudal. Estos equipos pueden traba-jar en paralelo perfectamente su-mando sus caudales. Según el cau-dal y el grado de filtración requeridodependerá la cantidad de cabezalesnecesarios. Los equipos toman dis-tintas configuraciones para reducirespacio (Figuras 3 y 4).
La calidad de filtración pro-pia de los discos filtrantes ranura-dos, junto con la autonomía propiade los sistemas automáticos de lim-pieza, permiten garantizar la máximaeficiencia durante el proceso de fil-tración y una elevada eficacia en elproceso de retrolavado. Garantizanuna alta calidad de filtración, gracias ala fil-tración en profundidad de losdiscos; aseguran la autonomía del
FIGURA 1 –Filtros de discos Azud FIGURA 2 – Unidad de control Azud

Tecnología Láctea Latinoamericana Nº 102 21
SU
ST
EN
TAB
ILID
AD
proceso, con independencia de la cantidad y naturaleza delos sólidos en suspensión presentes en el agua, gracias asu estructura soporte bifuncional, y logran una mínimainteracción hidráulica durante el proceso de limpieza (sepuede bservar el funcionamiento de este tipo de filtros enhttps://youtu.be/jZf4pc1N-TI).
En la medida que el filtro va reteniendo sólidos delagua, la presión diferencial entre la entrada y la salidase incrementa. Cuando dicha presión llega a un valordeterminado y programable, el filtro dispara su autola-vado. Este proceso de limpieza lo hace por cada cabe-zal, mientras el resto continúa filtrando. El sistemanunca deja de filtrar mientras se autolimpia cada filtro.No sólo se puede programar el diferencial de presiónpara el disparo de la autolimpieza, sino también el tiem-po de limpieza de cada cabezal, el tiempo de limpiezaentre cada cabezal y la limpieza del filtro, que puede serpor diferencial de presión y por tiempo o por una com-binación de ambas variables.
En el caso de grandes caudales o bien paraaguas con alto contenido de sólidos es posible combi-nar un filtro de malla y otro de discos, donde el prime-ro actúa como prefiltro y el segundo como filtro princi-pal. Por ejemplo, el primero filtra en 130 micrones y elsegundo en 20 micrones. La disposición se puede veren la figura 5.
FIGURA 3 – Imagen de detalle del disco ranurado
FIGURA 4 – Equipo en línea múltiple
FIGURA 5 – Equipo en línea simple
La EFSA difundió en mayo una revisión de los LímitesMáximos de Residuos (LMR) existentes de glifosato enalimentos de conformidad con el artículo 12 delReglamento (CE) Nº 396/2005. El documento es elresultado del trabajo que se llevó a cabo con laComisión y los Estados miembros de la UE para revisarla definición del residuo de la sustancia activa glifosatoy los límites máximos de residuos existentes, en base alas autorizaciones actuales. Para la evaluación, la EFSAcomparó las dietas de niños y adultos en la UE con losvalores de ingesta seguros que la agencia recomendóen 2015.
Los niveles máximos de residuos (MRLs)constituyen una herramienta de gestión del riesgo efi-caz para garantizar la protección de los consumidoresante la posible presencia de residuos de plaguicidas ensu dieta. Se basan en la información científica másactualizada y tienen en cuenta los posibles efectos tantoa corto como a largo plazo para la salud. En este caso,los niveles surgen del análisis de todos los usos autori-zados (todos los cultivos tratados) de este herbicida enterritorio de la UE.
Esta revisión se basó en los datos sobre residuos de gli-fosato en alimentos presentados a la EFSA por todos losEstados Miembro de la UE. e incluye una evaluación deriesgos que muestra que no se espera que los niveles deexposición actuales representen un riesgo para la saludhumana. La EFSA también publicó un segundo informedonde evalúa el posible impacto en la salud animal de losresiduos de glifosato en los forrajes, incluidos los impor-tados. Dicho informe señala que no se espera que el gli-fosato tenga un impacto en la salud del ganado vacuno,ovejas, cerdos, caballos y pollos.
La Opinión Científica de EFSA sobre los LMRs deglifosato se puede encontrar en: https://www.efsa.euro-pa.eu/en/efsajournal/pub/5263
Fuente: www.efsa.europa.eu/en/press/news/151112
Tecnología Láctea Latinoamericana Nº 10222
INO
CU
IDA
D
LA EFSA PUBLICÓ UNA REVISIÓN SOBRELA INOCUIDAD Y LOS NIVELES DE RESIDUOS DE GLIFOSATOEL ANÁLISIS DE RIESGO MOSTRÓ QUE A LOS ACTUALES NIVELES DE EXPOSICIÓNEL HERBICIDA NO IMPLICA RIESGOS PARA LA SALUD HUMANA
La Agencia Europea de Inocuidad Alimentaria
(EFSA) publicó el 17 de mayo una revisión
sobre los niveles máximos de glifosato que
son permitidos en alimentos. La revisión
estuvo basada sobre datos de residuos de
este herbicida remitidos por todos los
Estados Miembro de la Unión Europea.
El estudio –que abarcó todos los cultivos
tratados con glifosato- incluyó una evaluación
de riesgo que determinó que a los actuales
niveles de exposición no es esperable que
haya riesgo para la salud de las personas.

Tecnología Láctea Latinoamericana Nº 102 23
INS
TIT
UC
ION
ES
La guía visual de porciones y pesos de alimentos estádividida en once secciones: de las cuales nueve corres-pondientes a los diferentes grupos de alimentos, unasección agrupa los utensilios y medidas caseras de usocotidiano y una sección final presenta tablas de pesos yvolúmenes de alimentos fotografiados. A cada secciónse le otorgó un color diferente (solapas) y se dividió ensubgrupos a fin de facilitar la búsqueda. Se incluyeronfotografías de alimentos y preparaciones, con sus res-pectivos pesos y/o porciones sugeridas. Esta guíavisual tiene como objetivos:• Facilitar la tarea de recolección de datos de ingesta dealimentos y bebidas en estudios poblacionales o enindividuos en forma particular.• Estandarizar datos de consumo alimentario, segúnmedidas caseras, en gramos (peso) y mililitros (volu-men). • Disminuir el error en la estimación de las cantidadesconsumidas por parte del encuestado y por parte delencuestador.
MÁS INFORMACIÓN:http://guiavisual.ilsi.org.ar/www.ilsi.org.ar
ILSI ARGENTINA PRESENTÓ SU GUÍA VISUALDE PORCIONES Y PESOS DE LOS ALIMENTOS
Este material es una herramienta de utilidad
para la estimación de pesos y volúmenes de
alimentos y comidas, tanto en la práctica
clínica como en investigación. La Guía surge
del trabajo del área de Nutrición, Salud
y Calidad de Vida de ILSI Argentina, del que
forman parte expertos del sector
público y privado.

En Latinoamérica se produce la comida que consumegran parte del mundo. La región genera alimentos paramás de mil millones de personas, una séptima parte dela población mundial. Pero dicha producción sigue sien-do fundamentalmente primaria y son pocos los paísesque se destacan por incluir en sus despachos al exteriorproductos con valor agregado. Desde hace un tiempo,la Argentina ha establecido entre sus metas económicaspasar de ser “granero” a ser “supermercado delmundo”, un cambio en ese sentido exige contar con latecnología que permita ofrecer productos certificados,inocuos y de alta calidad.
En nuestro país se pueden encontrar, a lo largo de lacadena de valor agroalimentaria, una gran variedad deproveedores de bienes y servicios que aportan la tecno-logía necesaria para llevar la producción del campo a lasgóndolas. Estas empresas se reunirán del 18 al 21 deseptiembre en Tecno Fidta, la Exposición Internacionalde Tecnología Alimentaria, Aditivos e Ingredientes quecelebra su 14º edición. “Nuestro país es reconocido anivel mundial por la calidad de su siembra y sus carnes,y este prestigio también hay que trasladarlo a los ali-mentos y la tecnología alimentaria en general. Por eso
TECNO FIDTA EXHIBIRÁ LAS ÚLTIMAS TECNOLOGÍAS PARA PROCESAR ALIMENTOSDEL 18 AL 21 DE SEPTIEMBRE EN EL CENTRO COSTA SALGUERO
Las empresas y referentes más importantes
del sector alimentario se reunirán en
septiembre para presentar lo más avanzado
en tecnologías e insumos para elaboración
de alimentos. ¿Cuáles son los desafíos
de la industria en un país que busca ser
potencia alimentaria?
Tecnología Láctea Latinoamericana Nº 10224
FE
RIA
S

destacamos la importancia de que el sector público yprivado trabajen codo a codo para fomentar al sector”,comenta Fabián Natalini, Gerente de Tecno Fidta.
Para dimensionar la importancia de la industriade alimentos y bebidas en Argentina, basta con obser-var algunos números. Según datos de la Asociación deProveedores de la Industria de la Alimentación
(AdePIA) y del Ministerio de Relaciones Exteriores yCulto, unas 2.700 empresas -en un 70% PyMEs-emplean a más de 300 mil trabajadores. El 67% deestas compañías exporta parte de su producción, inclu-sive a mercados no tradicionales como los de África yAsia. El 93% de las firmas son nacionales y el 60%tiene más de 40 años de experiencia. “Contamos conun potencial muy fuerte. En Tecno Fidta lo observamosedición tras edición cuando recibimos a visitantes detodas partes del mundo, y sobre todo de Latinoamérica,atraídos por la tecnología y el conocimiento argenti-nos”, afirma Natalini y agrega: “es cierto también queaún tenemos muchos desafíos, como mejorar los siste-mas productivos y sobre todo comerciales, saber ven-dernos al exterior”.
La inversión en I+D también es prioritaria. Parallegar a todos los mercados y cumplir con estándarescada vez más exigentes, se hace necesario el desarrollode nuevas tecnologías para el procesamiento y la con-servación de los alimentos. En ese sentido, una parteimportantísima de la exposición está dirigida a la pro-moción y difusión de nuevos conocimientos relaciona-dos con la industria. “Para ello convocamos en cadaedición a gran cantidad de expertos y representantes deorganismos científicos a que expongan los últimos de-sarrollos y avances. Aquí también es donde el sectorpúblico y privado deben trabajar juntos, y nosotros bus-camos hacerlo posible en Tecno Fidta”, finaliza el ejecu-tivo.
La 14° Exposición Internacional de TecnologíaAlimentaria, Aditivos e Ingredientes, se desarrollará del18 al 21 de Septiembre de 2018 en el Centro CostaSalguero de Buenos Aires, Argentina.
MÁS INFORMACIÓN:www.tecnofidta.comTwitter: @TecnoFidtaFacebook: /TecnoFidta
6ª RONDA INTERNACIONAL DECOMPRADORES DE TECNOLOGÍA
ALIMENTARIA, ADITIVOS E INGREDIENTES
Messe Frankfurt Argentina en conjunto con laAgencia Argentina de Inversiones y ComercioInternacional desarrollan en Tecno Fidta la 6ª RondaInternacional de Compradores de TecnologíaAlimentaria, Aditivos e Ingredientes. Participarándestacadas compañías internacionales especialmen-te interesadas en relacionarse con empresas argenti-nas del sector. La feria ofrece un ambiente estratégi-co para que potenciales compradores extranjeros secontacten con productores argentinos de la industriade procesamiento de alimentos y bebidas en condi-ciones de exportar. A través de las rondas de nego-cios promueve el vínculo entre personas con los mis-mos intereses favoreciendo el cierre de operacionescomerciales.
Tecnología Láctea Latinoamericana Nº 102 25
FE
RIA
S
En el ámbito global, el movimiento contra el azúcar estáganando terreno y los consumidores ahora exigenindulgencia, pero junto con una etiqueta de contenidoreducido en azúcar o sin azúcar. Tanto los helados abase de leche, de soja o de agua, como todos los pos-tres helados, se encuentran bajo un escrutinio cada vezmayor. Según reportes de Mintel1, el crecimiento delmercado minorista de helados global se mantienefirme, llegando a 13 millones de litros en 2016.Puntualmente en Latinoamérica, Brasil es el mayormercado para los helados en volumen y presenta lamayor tasa anual compuesta de crecimiento durantelos últimos cinco años. Ahora, si se analiza el consumoper cápita de helado, la delantera la lleva la Argentina,con 4.4 litros por persona por año, seguida por Chilecon 4.2 litros. En estudios realizados por Global Data2,el mercado argentino de helados (artesanal e industrial)ocupa el 17,1% del mercado latinoamericano, estimadoen unos 865.2 millones de dólares, mientras que elmexicano corresponde al 10,2% del mercado regionaly se estimó en 675.4 millones de dólares.
Los helados también se ven influidos por lastendencias regionales de consumo. Según Mintel, losconsumidores brasileños aumentaron un 21% el con-sumo de snacks durante el día, en tan solo un año. Estatendencia por supuesto que influyó en los helados,generando el lanzamiento de nuevas propuestas en
porciones individuales, con packaging adecuados parael consumo callejero. En una zona intermedia entresnacks y consumo responsable, se vieron lanzamientosen formatos mini o bocado de estilo gourmet, que per-miten darse un gusto controlado, limitando las calorías.El segmento “better for you” también llegó a los hela-dos con la incorporación de ingredientes más saluda-bles, como la chía, antioxidantes, omega 3, fibras y cal-cio. Asimismo, se registraron nuevos helados con altovalor proteico y libres de gluten.
Tecnología Láctea Latinoamericana Nº 10226
EM
PR
ES
AS BENEO
CÓMO SUPERAR LOS RETOS DE LA REDUCCIÓN DE AZÚCAR Y DE GRASA EN LOS POSTRES HELADOS
Mientras que los consumidores interesados
en la salud están más interiorizados que
nunca con respecto a sus elecciones de
alimentos y bebidas, los reformuladores de
alimentos prestan cada vez más atención a
los postres helados. La reducción de azúcar
en los postres helados presenta un reto
significativo, ya que el producto final debe
mantener la ilusión de indulgencia, a pesar de
contener menos azúcar. Rudy Wouters, a
cargo del Centro de Tecnología BENEO,
aborda en este artículo los retos de la
sustitución del azúcar en los postres helados
y explica cómo el uso de los ingredientes
apropiados puede dar lugar a la indulgencia
y también a la reducción de azúcar, incluso
en las aplicaciones de postres lácteos.
1Mintel Category Insight: Ice Cream. Agosto 2017.2Global Data Country Profile: Ice Cream Sector in Argentina/ inMexico. July 2017.
COMPLEJIDAD DE LOS POSTRES HELADOSLa categoría de postres helados es amplia y consta deproductos que van desde el helado superpremium y lospasteles helados en capas hasta las paletas frutales ylos yogures helados. Sin embargo, la sustitución delazúcar es más difícil en ciertas aplicaciones que enotras, y los productores de alimentos tienen que supe-rar el reto de eliminar la grasa y el azúcar mientras man-tienen la textura y la estabilidad del producto durante suvida útil. Además del ciclo de congelamiento y descon-gelamiento, debe asegurarse la estabilidad del produc-to helado, para prevenir la formación de grandes crista-les de hielo. Según Mintel, el 11% de las innovacionesen helados lanzadas en Latinoamérica en 2016 estuvie-ron relacionadas a la reducción de azúcar y el 12% a lareducción de grasas; y el promedio del contenido grasode los helados se redujo de 9 g cada 100 g/ml a 8.33 gcada 100 g/ml en ese mismo año.
Con respecto al helado, hay un desafío adicio-nal que es el de lograr que el producto reformulado pre-sente la misma textura al tomarlo con la cuchara, quesu equivalente con toda la grasa y el azúcar. Es necesa-rio alcanzar todo esto y, al mismo tiempo, mantener elsabor indulgente y la textura cremosa que los consumi-dores esperan de su postre helado favorito.
Los postres helados constan de una variedadcompleja de ingredientes, sabores y texturas que pre-sentan diversos retos para los reformuladores de ali-mentos. Por ejemplo, al observar una paleta helada deprimer nivel, se ve que el producto tiene una cobertura,una salsa dulce, una capa de chocolate y helado, y unareducción de azúcar y de grasa sería beneficiosa paraestos ingredientes. Aunque se trata de un reto impor-tante, gracias al trabajo de expertos en reformulaciónde recetas como los del Centro de Tecnología BENEO,ahora es posible reducir significativamente la grasa y elazúcar incluso en postres helados complejos, utilizandodiversos ingredientes funcionales.
DULZOR NATURALLos postres helados presentan una amplia variedad deretos para la reducción del azúcar y de la grasa; por estemotivo, el Centro de Tecnología BENEO ha estado traba-jando para crear distintas recetas con contenido reduci-do de azúcar pero que sigan proporcionando el sabor yla textura indulgentes y cremosos que los consumido-res esperan. La inulina y la oligofructosa son fibras fun-cionales de BENEO que pueden utilizarse en recetaspara sustituir el azúcar, ya que ayudan a crear una tex-tura suave y cremosa y un sabor agradable en produc-tos bajos en azúcar. Asimismo, según la cantidad de
inulina o de oligofructosa que se use en el productofinal, también pueden permitirle al productor colocaruna declaración de "fuente de fibra" en el empaque ydeclaraciones de salud adicionales, dependiendo de lanormativa local.
Como se puede ver por la composición delhelado bajo en azúcar que se muestra en la Tabla 1, laoligofructosa Orafti® de BENEO puede utilizarse parareducir el azúcar significativamente. En esta receta, elazúcar se redujo un 30% en comparación con el pro-ducto estándar. Es interesante destacar que en funciónde los resultados del panel de catadores de BENEO,quienes probaron los helados no sintieron diferenciassignificativas en aspecto, textura, dulzor, cuerpo y cre-mosidad entre el helado bajo en azúcar y el productoestándar de referencia. Además, según una aprobaciónreciente de una declaración de salud por la EFSA(Autoridad Europea de Seguridad Alimentaria), si unproductor de postres helados replicara esta receta, tam-bién podría agregar una declaración de salud de res-puesta de glucosa en la sangre si se ha sustituido el
Tecnología Láctea Latinoamericana Nº 102 27
EM
PR
ES
AS
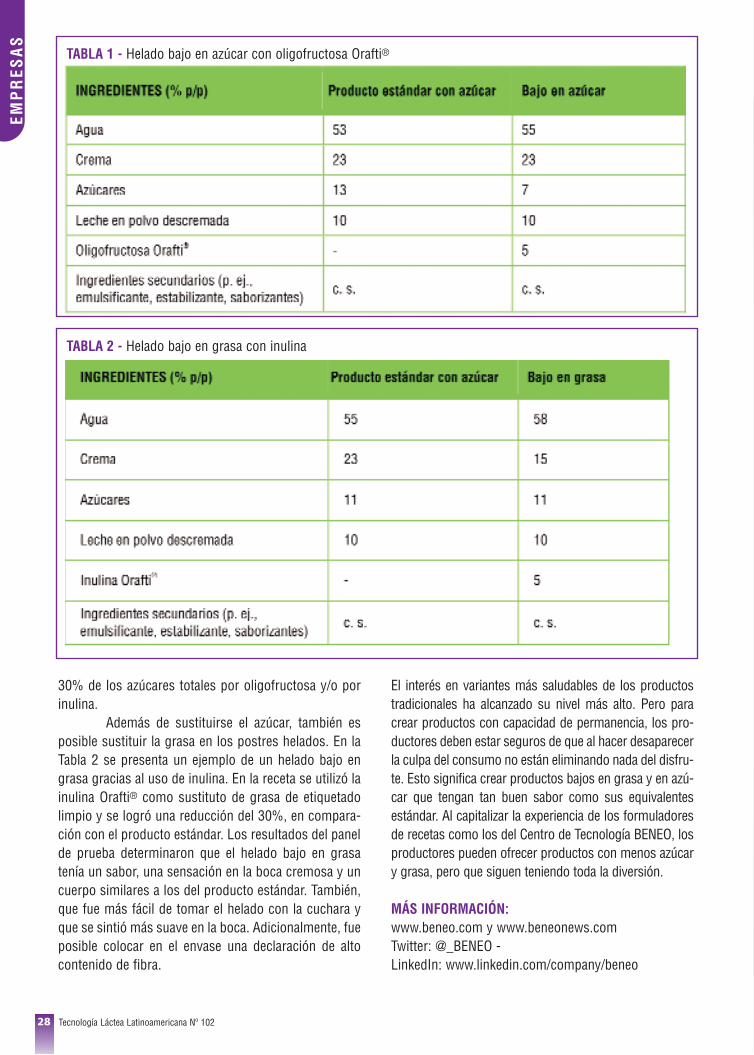
30% de los azúcares totales por oligofructosa y/o porinulina.
Además de sustituirse el azúcar, también esposible sustituir la grasa en los postres helados. En laTabla 2 se presenta un ejemplo de un helado bajo engrasa gracias al uso de inulina. En la receta se utilizó lainulina Orafti® como sustituto de grasa de etiquetadolimpio y se logró una reducción del 30%, en compara-ción con el producto estándar. Los resultados del panelde prueba determinaron que el helado bajo en grasatenía un sabor, una sensación en la boca cremosa y uncuerpo similares a los del producto estándar. También,que fue más fácil de tomar el helado con la cuchara yque se sintió más suave en la boca. Adicionalmente, fueposible colocar en el envase una declaración de altocontenido de fibra.
El interés en variantes más saludables de los productostradicionales ha alcanzado su nivel más alto. Pero paracrear productos con capacidad de permanencia, los pro-ductores deben estar seguros de que al hacer desaparecerla culpa del consumo no están eliminando nada del disfru-te. Esto significa crear productos bajos en grasa y en azú-car que tengan tan buen sabor como sus equivalentesestándar. Al capitalizar la experiencia de los formuladoresde recetas como los del Centro de Tecnología BENEO, losproductores pueden ofrecer productos con menos azúcary grasa, pero que siguen teniendo toda la diversión.
MÁS INFORMACIÓN:www.beneo.com y www.beneonews.comTwitter: @_BENEO - LinkedIn: www.linkedin.com/company/beneo
Tecnología Láctea Latinoamericana Nº 10228
EM
PR
ES
AS
TABLA 1 - Helado bajo en azúcar con oligofructosa Orafti®
TABLA 2 - Helado bajo en grasa con inulina

La contaminación microbianadurante el proceso de manipulacióny elaboración de productos alimenti-cios constituye un serio problemapara la industria, debido a la prolife-ración de microorganismos quegeneran fenómenos de alteración,
como manchas, pigmentaciones,cambios en la textura y generaciónde olores indeseables. Estos fenó-menos se traducen no sólo enrechazos por parte del consumidor,con importantes pérdidas económi-cas, sino también en un mayor ries-
go sanitario por proliferación dehongos productores de micotoxinasy bacterias patógenas. Algunas deéstas, como Listeria monocytoge-nes, Salmonella o E. coli, suponenun verdadero peligro para la salud,siendo responsables de cuadros clí-nicos graves que pueden ocasionarla muerte. Asimismo, muchos deestos microorganismos pueden for-mar biofilms sobre las superficiesen contacto con alimentos, aumen-tando el riesgo de contaminacióncruzada durante los procesos defabricación y/o almacenamiento.
Las soluciones convencio-nales implican la desinfección basa-da en el uso de agentes derivadosclorados, amonios cuaternarios,glutaraldehído o peróxidos, todosproductos de una manifiesta peli-grosidad. Por ello, este tipo de prác-ticas implica el desalojo de las insta-laciones. El uso de productos degrado alimentario como MICO E-PRO supone un concepto novedosoque pone a disposición de las indus-trias una herramienta para la mejorade la seguridad alimentaria de susinstalaciones.
SOLUCIÓN MICO E-PRO:MICO E-PRO es un coadyuvante tec-nológico (Reglamento (CE)Nº1333/2008 del ParlamentoEuropeo) que aumenta la seguridadalimentaria al ser aplicado en lasuperficie de alimentos susceptibles
Tecnología Láctea Latinoamericana Nº 102
EM
PR
ES
AS DOMCA
SOLUCIÓN MICO E-PRO PARA CONTROL DE CONTAMINACIÓN EN LA INDUSTRIA ALIMENTARIA
Las regulaciones y normativas en el ámbito de la inocuidad de alimentos se han vuelto cada vez más
estrictas con el objetivo de controlar la contaminación en la industria. El uso de productos de grado
alimentario como MICO E-PRO supone un concepto novedoso que pone a disposición de las indus-
trias una herramienta para la mejora de la seguridad alimentaria de sus instalaciones
30
FIGURA 1 – Mecanismo de acción de MICO E-PRO
de contaminación microbiana. Contiene en su formula-ción ácido láctico y citroflavonoides que tienen comoefecto la inhibición de la síntesis de ácidos nucleicos yla inhibición de las funciones de la membrana de lascélulas de hongos y bacterias (Figura 1).
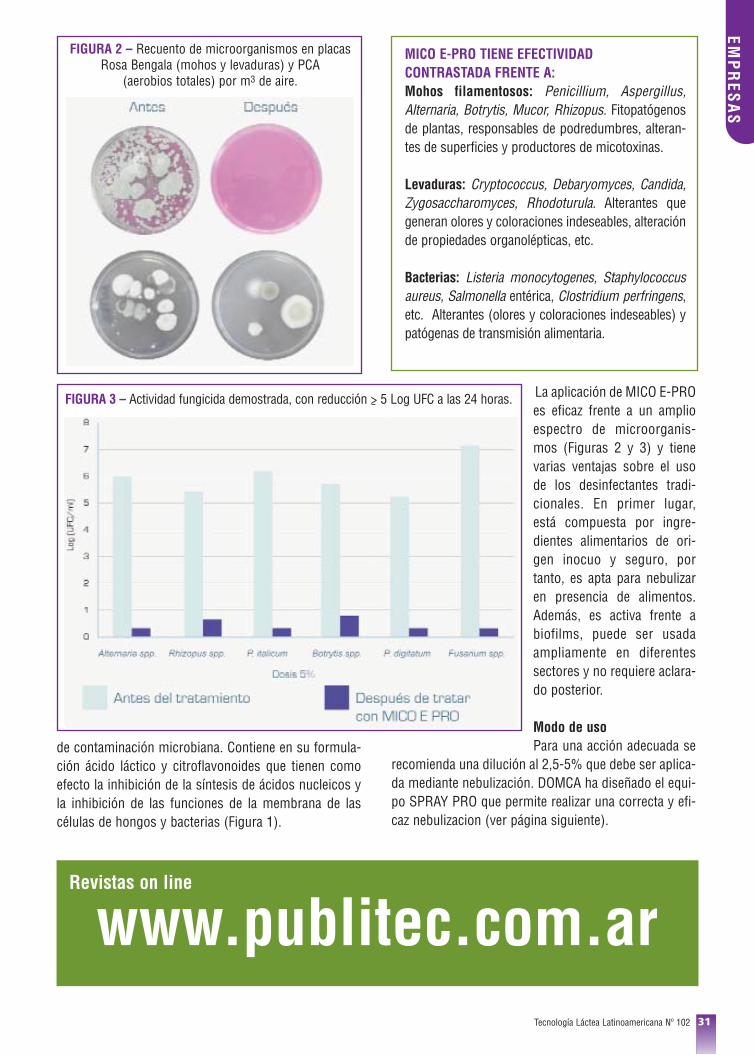
La aplicación de MICO E-PROes eficaz frente a un amplioespectro de microorganis-mos (Figuras 2 y 3) y tienevarias ventajas sobre el usode los desinfectantes tradi-cionales. En primer lugar,está compuesta por ingre-dientes alimentarios de ori-gen inocuo y seguro, portanto, es apta para nebulizaren presencia de alimentos.Además, es activa frente abiofilms, puede ser usadaampliamente en diferentessectores y no requiere aclara-do posterior.
Modo de uso Para una acción adecuada se
recomienda una dilución al 2,5-5% que debe ser aplica-da mediante nebulización. DOMCA ha diseñado el equi-po SPRAY PRO que permite realizar una correcta y efi-caz nebulizacion (ver página siguiente).
Tecnología Láctea Latinoamericana Nº 102
FIGURA 3 – Actividad fungicida demostrada, con reducción > 5 Log UFC a las 24 horas.
FIGURA 2 – Recuento de microorganismos en placasRosa Bengala (mohos y levaduras) y PCA
(aerobios totales) por m3 de aire.
EM
PR
ES
AS
MICO E-PRO TIENE EFECTIVIDAD CONTRASTADA FRENTE A:Mohos filamentosos: Penicillium, Aspergillus,Alternaria, Botrytis, Mucor, Rhizopus. Fitopatógenosde plantas, responsables de podredumbres, alteran-tes de superficies y productores de micotoxinas.
Levaduras: Cryptococcus, Debaryomyces, Candida,Zygosaccharomyces, Rhodoturula. Alterantes quegeneran olores y coloraciones indeseables, alteraciónde propiedades organolépticas, etc.
Bacterias: Listeria monocytogenes, Staphylococcusaureus, Salmonella entérica, Clostridium perfringens,etc. Alterantes (olores y coloraciones indeseables) ypatógenas de transmisión alimentaria.
31
Revistas on line
www.publitec.com.ar

DOMCA SPRAY PRODomca ha diseñado este equipo móvil, sencillo, de fácilmanejo y funcionamiento para nebulización en ambien-tes de plantas alimentarias. Para aplicar el productosólo requiere conexión a una línea de aire comprimido.El Spray Pro permite la microdifusión en frío y generaaerosoles homogéneos de un tamaño de partícula muypequeño. Esto hace posible que las partículas se man-
tengan en suspensión durante un tiempo prolongado yque alcancen zonas de difícil acceso dentro de las ins-talaciones. Sus cuatro válvulas aseguran una rápica yóptima aplicación, para alcanzar un excelente controlde los microorganismos presentes. El equipo es regu-lable en altura y permite la aplicación en presencia degénero y sobre soportes de cartón.
Requerimientos:- Presión de trabajo: 7 a 10 bares.- Consumo de dilución: 10 litros/hora.- Consumo de aire: 114 litros/hora.
Tecnología Láctea Latinoamericana Nº 10232
EM
PR
ES
AS
MÁS INFORMACIÓN:Ingeniero López y Asociados S.R.L. [email protected]; www.ilasrl.com.ar
De la mano de una tendencia global dirigida a cuidar losrecursos hídricos (considerados renovables pero fini-tos), un grupo integrado por especialistas de más de 15centros del INTI desarrolló un método que permitiráimplementar procesos más eficientes en cuanto a eva-luar y cuantificar el uso del agua a lo largo de toda lacadena productiva. El cálculo de la Huella de Agua dealimentos también resulta de interés en un contextomundial donde existe una tendencia creciente de con-sumidores que demandan cada vez más informaciónsobre los productos y servicios que adquieren, prefi-riendo aquellos que demuestren ser sustentables.
Considerando como unidad funcional a un kilo-gramo de queso de pasta semidura tipo “Gouda” en lapuerta de la fábrica, el equipo del INTI estudió tres nivelesproductivos diferentes en empresas localizadas en Tandil(Buenos Aires), Nogoyá (Entre Ríos) y La Punilla (SanLuis). Se incluyeron en el alcance del trabajo las etapas deproducción animal, teniendo en cuenta la alimentación y elagua que consumen las vacas lecheras y sus crías, al igualque las emisiones derivadas de la fermentación entérica yde las deposiciones de los rumiantes; el tambo, donde seobtiene la leche y se generan efluentes; completando elanálisis con la etapa de producción de quesos durante lacual la leche atraviesa una serie de operaciones que emple-an energía y materiales, con la correspondiente generaciónde efluentes y subproductos.
Para obtener la información que conforma elinventario ambiental, se realizaron relevamientos en cadaempresa durante dos años, así como en diversas fuentes de
referencia nacionales y ajustes de perfiles ambientales de labase de datos Ecoinvent, regionalizados para la Argentina.Se evaluó la Huella de Agua según su disponibilidad (Huellade Agua por escasez) mediante diferentes métodos que sedescriben en el informe, disponible en la página web delINTI (www.inti.gob.ar/pdf/publicaciones/evaluacion_hue-lla_agua.pdf).
RESULTADOS El consumo de agua en cada nivel productivo, expresa-do en litros de agua/kg de queso, en Tandil evidenciómayor valor con 201 l/kg, seguido por Nogoyá, con 76l/kg y La Punilla, con 65 l/kg. Así, el caso de mayorcomplejidad en la cadena de valor (Tandil) contribuyecon mayor impacto para otros usos dentro de la mismacuenca hidrográfica. “Este tipo de estudios permitebrindar recomendaciones precisas orientadas hacia lamejora de la gestión del agua para contribuir a la sus-tentabilidad de los sistemas productivos”, señala elinforme del INTI. Con anterioridad, el INTI ya habíaincursionado en la aplicación de metodologías destina-das al cálculo de indicadores ambientales. Entre ellas, ladeterminación de la Huella de Carbono en productos(indicador que describe las emisiones de gases de efec-to invernadero liberadas a la atmósfera durante el ciclode vida de un bien, producto o servicio) y el Análisis deCiclo de Vida (ACV).
Fuente: INTI Comunicación - Claudia Mazzeo
Tecnología Láctea Latinoamericana Nº 102 33
INS
TIT
UC
ION
ES
EL INTI BUSCA DETERMINAR CUÁL ES LA HUELLA DE AGUA DE LOS QUESOS ARGENTINOS
Un grupo multidisciplinario del INTI
desarrolló una metodología destinada a
determinar la Huella de Agua en quesos,
considerada como una medida de la
eficiencia en el uso del agua en los procesos
productivos. El trabajo busca validar
un método aplicable también a otros
alimentos y productos.
Actualmente, el bienestar animal esconsiderado un tema complejo ymultifacético en el que intervienenaspectos científicos, éticos, econó-micos, culturales, sociales, religio-sos y políticos. Los consumidoresse muestran cada vez más interesa-dos por el trato que reciben los ani-males en general, y particularmenteaquellos criados para la producciónde alimentos, mientras que muchosganaderos y productores lo conside-ran como una parte integrante de lascaracterísticas de calidad de susproductos. Asimismo, el bienestaranimal está en íntima relación conotros temas de interés creciente,como los son la resistencia antimi-crobiana, el cuidado del ambiente yla seguridad alimentaria.
Tecnología Láctea Latinoamericana Nº 10234
BIE
NE
STA
R A
NIM
AL
EL BIENESTAR ANIMAL EN LAPRODUCCIÓN LECHERA
Vet. Esp. Débora S. Racciatti1,2
1Coordinación de Bienestar Animal –SENASA. Argentina2Cátedra de Bienestar Animal -Facultad de Ciencias Veterinarias –UBA. Argentina.
El establecimiento formal de la relación entre manejo,
comportamiento y bienestar animal tiene un marco conocido
de ocurrencia. El libro “Animal Machines”, escrito por Ruth
Harrison en 1964, abrió las puertas al debate sobre la ética de
la producción animal en el Reino Unido. El impacto que la
publicación generó en la sociedad británica llevó al Parlamento
a la creación del Comité Brambell, que en 1965 postuló las
cinco libertades mínimas de las que todo animal debería poder
gozar: voltearse, cuidarse corporalmente, levantarse, echarse y
estirar los miembros. En 1992, el FAWC (Farm Animal Welfare
Council) publicó los requisitos cuyo cumplimiento
garantizarían un adecuado bienestar animal: 1- Ausencia de
hambre y sed crónicos; 2- Ausencia de incomodidad física y
térmica; 3- Ausencia de dolor, enfermedades y lesiones;
4- Posibilidad de expresar una conducta normal;
5- Ausencia de miedo y diestrés (es decir, estrés intenso o
duradero que sobrepasa la capacidad de adaptación del
animal). Debido a la forma en que estos requisitos se
redactaron inicialmente en inglés, la propuesta del
FAWC se conoce habitualmente como el
“principio de las cinco libertades”.
DEFINICIÓN Y CARACTERIZACIÓNDesde aquel primer acercamiento por el ComitéBrambell, varios autores han propuesto definiciones debienestar animal, las que pueden clasificarse en trescategorías principales: las basadas en el funcionamien-to biológico (salud, reproducción, etc.), las basadas enlas experiencias subjetivas del animal (sufrimiento, pla-cer, etc.) y aquellas relacionadas con la expresión decomportamientos específicos. Broom (1986), proponeque el bienestar es el estado de un animal respecto desus intentos por hacer frente al ambiente, por lo tanto,las condiciones del ambiente en el que se encuentrenlos animales influyen directamente en su bienestar.Duncan (1996), en cambio, señala que el bienestar estodo lo relacionado con lo que el animal siente e indicaque los sentimientos se han desarrollado en los anima-les para mejorar la supervivencia y la eficiencia biológi-ca. El principal desafío con este segundo enfoque escientífico, por ello en los últimos años se han dedicadomuchas investigaciones al desarrollo y validación demétodos para evaluar estados emocionales en los ani-males. Otras definiciones hacen referencia a la posibili-dad de expresar comportamientos claves (por ejemplo,conducta de reposo, amamantamiento, etc.) como uncomponente central del bienestar animal.
Los problemas del bienestar pueden analizar-se a tres niveles: el funcionamiento biológico (salud,reproducción, etc.), el comportamiento, y los estadosafectivos (placer, miedo, sufrimiento, dolor, etc.). Lasbuenas prácticas deberán abordar estas tres áreas depreocupación. Por ejemplo, permitir que las vacasbusquen sombra en un día caluroso (comportamien-to natural) ayudará a evitar que sufran (estado afecti-vo) y reducirá los riesgos de salud y producción aso-ciados con el estrés por calor (funcionamiento bioló-gico).
Según lo señala la Organización Mundial deSanidad Animal (OIE), las buenas condiciones debienestar de los animales exigen que se los críe ensituaciones de mínimo estrés, dolor y temor; que seles permita satisfacer sus necesidades nutricionales,sanitarias y comportamentales; que se prevengan susenfermedades y se les administren tratamientos vete-rinarios apropiados; que se los manipule y sacrifiquede manera compasiva.
EVALUACIÓN DEL BIENESTAR ANIMALEn la actualidad, se cuenta con diferentes metodologíaspara evaluar de manera objetiva el bienestar animal, iden-tificar las causas de un bienestar deficiente y asesorar alos productores sobre posibles mejoras. Para ello existendistintos parámetros a considerar, conocidos como indi-cadores, debiendo utilizarse siempre una combinación deéstos, en sus diversos tipos. Estos indicadores tienencomo característica común que pueden ser medidos cien-tíficamente y son independientes de cualquier valoraciónmoral. Los indicadores para considerar dentro de los sis-temas de producción de leche pueden ser agrupados endos categorías principales: directos (aquellos cuya medi-ción está basada en los animales) o indirectos (aquelloscuya medición se realiza sobre el ambiente y el manejo),siendo los primeros los que traducen con mayor fidelidadel estado del animal. Entre los indicadores directos sepueden evaluar aquellos relativos a las respuestas fisioló-gicas (por ejemplo, concentraciones plasmáticas de dife-rentes hormonas y biomarcadores representativos de larespuesta de estrés, frecuencia cardiaca, frecuencia res-piratoria y temperatura rectal), la salud (por ejemplo, inci-dencia de enfermedades como mastitis y cojeras, condi-ción corporal y tasa de mortalidad), la productividad (porejemplo, litros de leche/vaca/día) y el comportamientoanimal (por ejemplo, mugidos incesantes, peleas, bosteodurante el ordeñe y comportamientos anormales). Encuanto a los indicadores indirectos, se pueden relevaraspectos del lugar donde viven los animales (por ejemplo,disponibilidad de espacio, estado de los corrales, presen-cia de reparo y sombra, calidad del agua y alimento) y deltrato que los trabajadores les brindan a los mismos (porejemplo, nivel de formación y pericia, actitud del personaldurante el arreo).
Tecnología Láctea Latinoamericana Nº 102 35
BIE
NE
STA
R A
NIM
AL
RECOMENDACIONES PARA EL BIENESTAR ANIMALEN LA PRODUCCIÓN LECHERA1- El ambiente físico debe ser adecuado a la especie, bio-tipo o raza, de manera de minimizar el riesgo de lesionesy transmisión de enfermedades. También debe promoverun adecuado descanso, comodidad en los movimientos,posturas corporales normales y oportunidades paraexpresar las necesidades comportamentales.
En el área de ordeñe, la superficie del terrenono debe ser deslizante, debe tener un buen drenaje ymantenerse libre de barro y bosta. Los suelos de laexplotación lechera deben proporcionar una buena basede apoyo y su limpieza debe ser sencilla. Los cercados,puertas y rampas de carga deben diseñarse de formaque permitan una buena circulación de los animales yprevengan las lesiones.
Las vacas dedican un porcentaje muy elevadode su tiempo a descansar echadas y esta conducta tieneuna prioridad muy alta para ellas. Por otra parte, si eltiempo dedicado a la conducta de reposo disminuye, laincidencia de cojeras aumenta. Además, la irrigación dela glándula mamaria es mejor cuando la vaca está echa-da que cuando está de pie; por lo tanto, una conductade reposo adecuada mejora la producción de leche. Elespacio en las zonas de estancia debe permitir a los ani-males satisfacer los requisitos normales de comporta-miento (tumbarse, descansar, moverse, comer, beber,eliminar heces y orina), sin sufrir una presión socialexcesiva. El amontonamiento aumenta el estrés social ymicrobiológico en todos los grupos de edad, y por tantoaumenta el riesgo de enfermedades. A modo de direc-triz general, el espacio mínimo necesario es de 1 m² porcada 100 kg de peso vivo, aunque la asignación deespacio real que se proporciona debe garantizar que losanimales pueden pasar el tiempo adecuadotumbados/descansando. Las zonas de cama deben lim-piarse regularmente y/o las camas deben renovarse amedida que acumulen suciedad.
2- El agrupamiento social debe permitir comportamien-tos sociales positivos, y minimizar las heridas, el estrésy el miedo crónicos. Los bovinos son animales gregarios y su instinto demanada es fuerte, por lo tanto no se los debe aislar deforma innecesaria. Las vacas con cuernos tienen unespacio individual mayor que las vacas sin cuernos, porello, los animales sin cuernos son más adecuados si sepretende reducir el estrés social. El diseño de las explo-taciones y el manejo de los animales también resultanimportantes para evitar la competencia y las interaccio-nes agresivas. La mayoría de interacciones agresivas seproducen cuando los animales son molestados o poralguna razón se los estimula a desplazarse. Siempre quese mezclen animales debe asegurarse un espacio sufi-ciente, de modo que los recién llegados puedan buscarzonas libres en caso de ser empujados. Los grupos deanimales jóvenes deben mantenerse dentro de un tama-ño razonable para minimizar el estrés social y microbio-lógico, y clasificarse por tamaño y edad para prevenirque se molesten entre ellos.
3- La calidad del aire, la temperatura y la humedad enlos espacios confinados deben mantener una adecuadasalud y no resultar aversivos para los animales. En con-diciones climáticas extremas los animales deben poderusar sus métodos naturales de termorregulación.Se debe proteger a los animales de las adversidades cli-máticas y sus consecuencias. En situaciones de estréspor calor, las vacas disminuyen la ingestión de materiaseca y aumentan sus necesidades energéticas de man-tenimiento, lo que redunda en menor cantidad de ener-gía disponible para la síntesis de leche. Además, lastemperaturas elevadas disminuyen la síntesis y libera-ción de hormonas tiroideas, las que tienen una funciónmuy importante en la producción de leche. Los efectosdel calor sobre el bienestar y la productividad de la vacano dependen únicamente de la temperatura ambientepropiamente dicha, sino de la interacción de ésta con laradiación solar, la ventilación y la humedad relativa,entre otros factores, lo que se conoce como “tempera-
Tecnología Láctea Latinoamericana Nº 10236
BIE
NE
STA
R A
NIM
AL

tura efectiva”. Proveer adecuada sombra resulta de vitalimportancia para asegurar el confort de las vacas y unconsumo adecuado de alimento. Igualmente, la instala-ción de sistemas de ventilación o de aspersores deagua puede ser útil. El consumo de agua fresca ensituaciones de estrés por calor puede contribuir a mejo-rar el confort de la vaca y aumentar su productividad.Curiosamente, las vacas prefieren el agua templada,incluso cuando hace calor. Así pues, para que el aportede agua fresca sea eficaz, es imprescindible que la vacano disponga de otras fuentes de agua más caliente.Durante el invierno puede producirse la situación con-traria, puesto que las vacas pueden reducir el consumode agua si ésta está demasiado fría. Ante el frío, debeproporcionarse abrigo y una alimentación adicional.
Igualmente, se debe ofrecer abrigo a los animales jóve-nes que han sido retirados de sus madres.
En ambientes cerrados, se debe garantizar quela circulación de aire, la temperatura y las concentracio-nes de amoníaco, dióxido de carbono y gases de puri-nes se mantengan dentro de los límites consideradosno nocivos. La iluminación debe ser suficiente para per-mitir la inspección de los animales, pero no tan intensacomo para provocar incomodidades, posibilitando quelos animales mantengan un período de luz y oscuridadque no altere su ciclo circadiano. La bosta debe retirar-se regularmente y el recinto y los pasillos deben contarcon un drenaje suficiente.
Tecnología Láctea Latinoamericana Nº 102 37
BIE
NE
STA
R A
NIM
AL
4- Los animales deben tener acceso a suficiente comi-da y agua potable de calidad para mantener una buenasalud, satisfacer sus requerimientos comportamentalesy de producción, así como minimizar los desórdenesmetabólicos y nutricionales. Es esencial que los animales lecheros lactantes dispon-gan de una ración equilibrada que les proporcione laenergía y necesidades metabólicas. La dieta proporciona-da debe tener en cuenta el estado fisiológico del animal(por ej., lactancia, preñez y crecimiento), la composiciónnutricional y la calidad del alimento, así como los facto-res climáticos. El agua suministrada debe ser de buenacalidad, lo cual debe controlarse con regularidad.También se debe controlar que la alimentación y aguaque se suministran no contenga niveles de productosbiológicos, químicos o sustancias físicas que resultenperjudiciales para la salud. Los animales deben estar pro-tegidos de plantas y productos químicos tóxicos o decualquier otra sustancia nociva que pudieran ingerir. Losderrames de efluentes y tratamientos químicos de lospastos y cultivos forrajeros no deben penetrar en lossuministros de agua del ganado. Los cambios de alimen-tación deben ser introducidos gradualmente en la dieta.Las calificaciones de estado corporal deben controlarseregularmente, especialmente en partos, lactancia máxi-ma y finalización del período de lactancia. Los sistemasautomáticos de suministro de comida y agua, cuandoexistan, deben controlarse para garantizar que seencuentran en buen estado de funcionamiento y, en casode existir algún problema, subsanarse con prontitud.
Los recién nacidos deben recibir el calostro ade-cuado o, si éste no está disponible, un sustituto apropia-do. La primera alimentación de calostro debe suministrar-se preferentemente dentro de las primeras seis horasdespués del nacimiento. A los rumiantes jóvenes no se lesdebe retirar la alimentación líquida hasta que la capacidadde rumiar se haya desarrollado lo suficiente como para
utilizar sólidos. Los animales jóvenes deben tener accesoa una alimentación equilibrada de buena calidad desdeedades tempranas para promover un buen desarrollo dela capacidad de rumiar. Todos los equipos utilizados parala alimentación de animales jóvenes deben ser limpiadosmeticulosamente después de su utilización.
5- Deben prevenirse y controlarse las enfermedades através de buenas prácticas de manejo. Los animales conproblemas serios de salud deben ser aislados y tratadoscon prontitud o sacrificados de manera humanitaria. Los problemas más comunes para la gestión sanitaria enrelación con el bienestar general son: cojeras, mastitis,lesiones y acidosis para vacas lecheras; diarrea y anemiapara los terneros; y enfermedad respiratoria para todaslas edades. La frecuencia en la inspección del ganadodeberá estar en función de las circunstancias y de los sis-temas de gestión. La locomoción de las vacas debe eva-luarse empleando sistemas de calificación normalizadospara permitir una detección precoz de las cojeras, las quedeben investigarse a fin de determinar las causas subya-centes y el tratamiento apropiado. Las pezuñas deben ins-peccionarse frecuentemente y el cuidado de las mismasdebe efectuarse en el momento apropiado empleandoasistencia profesional según corresponda. Cuando seintroduce en la explotación ganado nuevo con un estadosanitario desconocido, debe implantarse un plan de bio-seguridad. El personal a cargo del rebaño debe manteneractualizado un sistema de registro acorde con el plan desanidad animal y los requisitos nacionales e internaciona-les, ya que un control regular de los registros facilita lagestión y revela con rapidez las áreas problemáticas.
Cuando sea necesario sacrificar animales invá-lidos, enfermos o que sufren, esto deberá realizarse deforma tal que se eviten dolores innecesarios. A modo deguía pueden emplearse las recomendaciones interna-cionales de la OIE. Los procedimientos veterinariosdeben efectuarse empleando técnicas que reduzcan aun mínimo el riesgo de dolor, por ej., uso de anestesialocal o analgésicos.
Tecnología Láctea Latinoamericana Nº 10238
BIE
NE
STA
R A
NIM
AL
6- Cuando no se puedan evitar las prácticas dolorosas,el dolor resultante debe ser minimizado, refinando losmétodos disponibles. Las dos principales mutilaciones que se llevan a caboen los bovinos de leche son el corte de cola y el desmo-chado o descornado. El corte de cola suele justificarseargumentando una mayor limpieza de la vaca, lo que setraduciría en una menor incidencia de mastitis, asícomo un menor recuento de células somáticas en laleche. Sin embargo, al revisar los estudios científicospublicados, hasta la fecha no he encontrado ningunoque demuestre un efecto positivo del corte de colasobre la limpieza de la ubre, ni un menor recuento decélulas somáticas en la leche como consecuencia dedicha práctica. Desde el punto de vista del bienestaranimal, el dolor causado por la propia amputación y ladisminución de la capacidad de la vaca para repeler lasmoscas serían los principales aspectos negativos delcorte de cola. En cuanto al dolor, la evidencia pareceindicar que el mismo sería poco intenso y de cortaduración, por lo que no constituiría un problema grave.Si bien no en bovinos, en otras especies se ha demos-trado que la amputación de la cola da lugar a la forma-ción de neuromas los que, según parece, causan undolor crónico que puede prolongarse durante toda lavida del animal. En cuanto a la capacidad para proteger-se de los insectos, es de destacar que espantar lasmoscas con la cola resulta el mecanismo más eficaz ymenos costoso en términos energéticos. Se ha demos-trado que las vacas a las que se les ha amputado la colatienen en su superficie corporal un número de moscassignificativamente mayor que aquellas que tienen lacola intacta. Recordemos que las moscas son un pro-blema no solamente de bienestar sino también produc-tivo, dado que interfieren con la conducta normal de ali-mentación y suponen un factor de estrés, lo que puededisminuir el consumo de alimento y la producción deleche. Por todo lo expuesto, el corte de cola resulta una
práctica desaconsejable tanto desde el punto de vistadel bienestar animal como económico. En aquelloscasos en los que se considere necesario o inevitable,puede ser recomendable afeitar los pelos del extremode la cola. Empero, esta alternativa deberá evitarsedurante el verano, principalmente en aquellas explota-ciones en las que no se consigue controlar eficazmenteel número de moscas.
La eliminación de los cuernos se utiliza comouna estrategia para reducir el estrés social entre lasvacas y aumentar la seguridad de las personas que tra-bajan en la explotación. Sin embargo, resulta funda-mental elegir el método que represente un menorimpacto negativo para el bienestar animal, y por endepara la productividad. El desmochado con anestesialocal, que puede realizarse hasta que los animales tie-nen unos diez días de vida, o en los casos en los que elganadero adquiere animales de más edad con cuernos,y la amputación quirúrgica con una combinación deanestesia local y tratamiento analgésico sistémico, sonlas alternativas más recomendables.
Tecnología Láctea Latinoamericana Nº 102 39
BIE
NE
STA
R A
NIM
AL

7- El manejo de los animales debe promover una rela-ción humano-animal positiva y no debe provocar heri-das, miedo duradero ni estrés evitable.El buen trato hacia los animales resulta primordial parael éxito de una explotación lechera. Los operarios debenser capaces de manejar los animales con compasión yde una manera apropiada, de forma tal que se reduzcaal mínimo el riesgo de lesiones y sufrimiento. Se debetener en cuenta que los bovinos tienen una visión dife-rente de la distancia y los detalles, y que resultan sen-sibles a los ruidos fuertes. El diseño de los elementosempleados para sujetar y manejar a los bovinos debepermitir un manejo eficiente. Los mismos deben ser uti-lizados de manera apropiada, de forma que no infrinjan
un dolor innecesario o recurrente y no pongan en peli-gro a los animales ni al operario. Se debe evitar el usode perros para el arreo, salvo que los mismos esténentrenados para tal fin y bajo control en todo momen-to. El ritmo durante los desplazamientos debe permitira los bovinos ver hacia dónde van y dónde apoyan suspies. Cuando las distancias a recorrer sean extensas sedebe prestar especial atención a los signos de malestarque indican que los animales necesitan descanso, aguao alimento.
El ordeño debe ser confortable para el animal.En particular, los animales no deben ordeñarse deforma excesiva o insuficiente para prevenir dolores ydaños en la ubre y los pezones. Es recomendable esta-blecer una rutina de ordeño regular que reconozca elestado de lactancia. Por ejemplo, las hembras queestén en plena lactancia pueden requerir que se lasordeñe con mayor frecuencia para liberar la presión delas ubres. Los equipos para ordeñar los animales debenmantenerse en un nivel que reduzca al mínimo el ries-go de daños a los pezones y ubres. Cuando los anima-les se ordeñen manualmente, deben aplicarse las técni-cas correctas a fin de no dañar la ubre ni los pezones.Se sugiere extremar los cuidados al ordeñar por prime-ra vez una vaca y, si fuere posible, permitirle habituarsea la instalación de ordeñe antes del parto.
Tecnología Láctea Latinoamericana Nº 10240
BIE
NE
STA
R A
NIM
AL

8- Los productores y el personal encargado de los ani-males debe tener la habilidad y el conocimiento paraasegurar que los animales son tratados en concordan-cia con estos principios.Los responsables del cuidado de los animales debenestar bien formados y/o contar con la experiencia y lapericia apropiadas en función de la envergadura y de losrequisitos técnicos del sistema de producción y/o dispo-ner de la supervisión apropiada. El conocimiento delaspecto y comportamiento normales de los animales esesencial para poder controlar su salud y bienestar. Unoperario competente debería ser capaz de comprender elsignificado de un cambio en el comportamiento de losanimales y de reconocer signos prematuros de malestaro enfermedad, de modo que pueda recurrirse con pronti-tud al asesoramiento o intervención de un veterinario.
REFERENCIASBroom, D. M. (1991). Animal welfare: concepts and mesasurement. J.Anim. Sci., 69, 4167-4175.Duncan, I. J. (1996). Animal welfare defined in terms of feelings. ActaAgriculturae Scandinavica. Section A. Animal Science. Supplementum(Denmark).Federación internacional de lechería (2009). Guía para el bienestar animalen la producción. Rev. sci. tech. Off. int. Epiz., 28 (3), 1183-1191Fraser, D. (2004). Applying science to animal welfare standards.Proceedings of the Global conference on animal welfare: an OIE initiati-ve. París.121-132.Hötzel, M. J., & Pinheiro Machado Filho, L. C. (2004). Bem-estar Animal naAgricultura do Século XXI. Revista de Etologia, Vol.6, N°1, 03-15.Keeling, L.; Jensen, P. (2002). Abnormal behaviour, stress and welfare. In: TheEthology of Domestic Animals: an Introductory Text. CAB International.Manteca, X. (2012). Bienestar animal. En: Manual de Buenas Prácticas deProducción Porcina. Lineamientos generales para el pequeño y mediano pro-ductor de cerdos. Red Porcina Iberoamericana. 97-111Manteca, X. Bienestar animal en bovinos de leche: problemas, estrate-gias y valoración. Recuperado el 14 de 05 de 2018, de:http://amaltea.fmvz.unam.mx/ETOLOGIA/TEMAS/Bienestar%20Animal%20en%20Bovinos%20de%20Leche.pdfOIE (2017). Código Sanitario para los Animales Terrestres. Recuperado el 04de 05 de 2018, de: http://www.oie.int/index.php?id=169&L=2&htmfile=chapi-tre_aw_introduction.htmOIE (2018). OIE - World Organization for Animal Health. Recuperado el14 de 05 de 2018, de:http://www.oie.int/es/bienestar-animal/el-bienestar-animal-de-un-vistazo/Iglesia, L. N. R. (2013). Principios generales, básicos y científicos del bienestaranimal en la producción ganadera. Mundo pecuario, 9(3), 149-157.Von Keyserlingk, M. A. G., J. Rushen, A. M. B. de Passillé, and D. M.Weary. (2009). Invited review: The welfare of dairy cattle—Key conceptsand the role of science. J. Dairy Sci. 92:4101–4111.Weary, D. M., P. Droege, and V. A. Braithwaite. (2017). Behavioural evi-dence of felt emotions: Approaches, inferences and refinements. Adv.Stud. Behav. 49:27–48.
Tecnología Láctea Latinoamericana Nº 102 41
BIE
NE
STA
R A
NIM
AL
RESUMEN Las aminas biógenas (AB) son compuestos orgánicosnitrogenados que pueden producirse durante el almace-namiento y procesamiento de ciertos alimentos a partirde los aminoácidos precursores por la acción de decar-boxilasas microbianas. El consumo de alimentos quecontengan AB puede causar efectos adversos en losconsumidores, lo que depende del nivel y toxicidad decada AB, la sensibilidad de cada individuo y la coexis-tencia de factores potenciadores de los efectos. Elqueso es uno de los alimentos fermentados suscepti-bles de contener niveles tóxicos de AB. En el presentetrabajo se analizó el contenido de AB en 35 quesos pro-venientes de 21 industrias lácteas nacionales, y 15 que-sos artesanales, obtenidos de 13 productores queserosde Entre Ríos, Córdoba y Santa Fe. La mayoría de lasmuestras analizadas fueron variedades de pasta dura.En general, la mayor ocurrencia y nivel de AB se obser-vó en los quesos artesanales, los cuales fueron elabora-dos con leche cruda. Por su parte, la mayoría de losquesos de origen industrial presentaron niveles bajos oindetectables de AB. Tiramina, histamina, putrescina ycadaverina fueron las que, en general, se encontraroncon mayor frecuencia y en mayor concentración. Losresultados del presente trabajo brindan un primer pano-rama del contenido de AB en quesos industriales y arte-sanales de la región.
Palabras clave: aminas biógenas, quesos argentinos,inocuidad, HPLC.
INTRODUCCIÓN Las aminas biógenas (AB) son compuestos orgánicosnitrogenados, de carácter básico y de bajo peso mole-cular, que se producen por la decarboxilación de amino-ácidos (AA), en una reacción catalizada por enzimasdecarboxilasas. Algunas AB, como la histamina y laserotonina, son producidas fisiológicamente en el orga-nismo humano cumpliendo funciones importantes. Sinembargo, niveles elevados de ciertas AB en alimentospuede causar efectos tóxicos en los consumidores. Esteefecto depende del nivel y toxicidad de cada AB, la sen-sibilidad de cada individuo y la coexistencia de factorespotenciadores de los efectos. En condiciones normalesy con bajos niveles de ingesta, las AB son degradadasen el tracto gastrointestinal mediante la actividad deenzimas mono- y di-aminooxidasas, para luego ser eli-minadas por la orina o las heces. Sin embargo, cuandolos procesos de detoxificación no son suficientes, lasAB pasan a circulación sanguínea pudiendo causarefectos tóxicos indeseables. Esta situación se puedeproducir por una ingesta elevada de AB o por disminu-ción de la actividad de las enzimas detoxificantes, yasea por problemas genéticos o por consumo de ciertoscompuestos inhibidores de las mismas, tales comoalgunos medicamentos o alcohol (Ladero y col., 2010;EFSA, 2011). Los síntomas que pueden originarse porel consumo de altos niveles de AB se manifiestan prin-cipalmente en el sistema nervioso y vascular, causandohipotensión o hipertensión, urticaria, sudoración, dolorde cabeza, dificultad respiratoria, calor, palpitaciones,entre otros efectos. La histamina y la tiramina son lasAB más tóxicas y las de mayor relevancia en cuanto a laseguridad alimentaria. El resto de las aminas se consi-dera que contribuyen a reforzar la acción tóxica de lasanteriores (Shalaby, 1996; Bunková y col., 2013).
Tecnología Láctea Latinoamericana Nº 10242
INO
CU
IDA
D CONTENIDO DE AMINAS BIÓGENASEN QUESOS ARGENTINOS
Giménez, P.1; Peralta, G.1; Hynes, E.1,2; Bergamini C.1,2
1Instituto de Lactología Industrial - UNL/CONICET. Santa Fe, Argentina. 2Facultad de Ingeniería Química – UNL. Santa Fe, Argentina. [email protected]
Las AB pueden formarse durante la elaboración, madu-ración o almacenamiento de ciertos alimentos y alcan-zar altas concentraciones en los mismos, lo que supo-ne la coincidencia de tres factores: existencia de pre-cursores (AA), presencia de microorganismos con acti-vidad decarboxilasa y existencia de condicionesambientales adecuadas para la viabilidad microbiana yla actividad de las decarboxilasas. De esta manera, losproductos fermentados y/o susceptibles de sufrir con-taminación microbiana y que tienen condiciones para eldesarrollo de microorganismos son los más suscepti-bles a la formación in situ de AB; entre ellos se encuen-tran los quesos madurados (Linares y col., 2012). Losniveles de AB encontrados en quesos difiere amplia-mente y depende de varios factores: variedad de queso,tiempo y temperatura de maduración, grado de proteó-lisis, nivel y características de microorganismos pre-sentes, entre otros (Linares y col., 2012; Gardini y col.,2016). La aplicación de rigurosas medidas de higienepara garantizar una materia prima con buena calidadmicrobiológica y para controlar la contaminación conmicroorganismos indeseables durante la elaboración,
junto con una correcta selección de los fermentos a uti-lizar (cepas con baja o nula capacidad para producirAB), son estrategias útiles para evitar o disminuir la for-mación de AB en quesos, lo que contribuye a su segu-ridad y calidad (EFSA, 2011). En este sentido, los que-sos elaborados a partir de leche cruda tienen una mayorprobabilidad de contener AB, debido a la mayor cargamicrobiana que tienen en relación a aquellos elabora-dos con leche pasteurizada (Linares y col., 2012;Gardini y col., 2016). En Argentina, la elaboración dequesos de leche cruda está permitida para ciertas varie-dades, siempre que sean sometidos a un período demaduración mayor a 60 días (ANMAT, 2014).
Existen trabajos de investigación a nivel mun-dial que describen la presencia de AB en diversas varie-dades de queso, sin embargo, en nuestro país no secuenta con información al respecto. Los objetivos delpresente trabajo fueron optimizar e implementar unametodología para la cuantificación de AB en quesos yrealizar un monitoreo del contenido de ocho AB en que-sos argentinos de origen artesanal e industrial.
Tecnología Láctea Latinoamericana Nº 102 43
INO
CU
IDA
D
MATERIALES Y MÉTODOS Quesos analizadosEn el presente trabajo se analizaron un total de 50 que-sos: 15 de origen artesanal y 35 de origen industrial. Delos 15 quesos artesanales, 11 fueron de pasta dura:nueve quesos Sardo con un tiempo de maduraciónentre 26 y 70 días, y dos quesos de cabra, uno de 60días de maduración y el otro con tiempo de maduracióndesconocido, tres de pasta semidura: Gruyere, Gouda yHolanda con 92, 60 y 51 días de maduración, respecti-vamente, y un queso de pasta blanda, Cremoso, con 60días de maduración. Estos quesos se obtuvieron depequeños establecimientos queseros de Entre Ríos,Córdoba y Santa Fe; la mayoría estaban elaborados conleche cruda, a excepción del queso Gruyere en el que seutilizó leche pasteurizada.
De los 35 quesos industriales, 26 fueron depasta dura: Reggianito (12), Sardo (6), Parmesano (2),Sbrinz (2), Romano (1), Goya (1), Canestrato (1) yCheddar tipo inglés (1), siete de pasta semidura:Pategrás (2), Fontina (1), Gouda (1), queso con ajo ypimienta (1), con cenizas y vino (1) y con cáscara denaranja (1), y dos de pasta blanda: queso azul (2). Estosquesos se adquirieron en locales comerciales de la ciu-dad de Santa Fe, el tiempo de maduración se desconocía.
Metodología analítica para la determinacióndel contenido de AB Para la cuantificación de las AB se empleó una metodo-logía por cromatografía líquida, aplicando una reacciónde derivatización pre-columna con cloruro de dansilo,de acuerdo a Martuscelli y col. (2005), con algunasmodificaciones según Giménez (2017). - Reactivos. Todos los reactivos fueron de Sigma-Aldrich. Se prepararon soluciones acuosas stock decada estándar de AB: triptamina (Trip), 2-fenieletilamina(2-fen), histamina (His), putrescina (Put), cadaverina(Cad), tiramina (Tir), espermidina (Espd) y espermina(Esp) (1mg/mL), utilizando las sales hidrocloradas delas mismas. Para las curvas de calibrado, se prepararondiluciones con HCl 0,1 M en un rango de concentraciónde 0,5 a 10 µg/mL. Como estándar interno (Si) se utili-zó 1,7 diaminoheptano (1mg/mL). El reactivo de deriva-tización fue cloruro de dansilo, que fue preparado inme-diatamente antes de su uso en una concentración de 5y 10 mg/mL en acetona. - Preparación de las muestras. Las muestras de que-sos fueron finamente molidas empleando un procesa-dor de alimentos. Para la extracción de las AB, 5 o 10 g
de muestra se homogeneizaron con 20 mL de HCl 0,1Mutilizando un Ultra-turrax T25 (IKA®, Estados Unidos).La suspensión se centrifugó (10000g/20min/4ºC), y elsobrenadante se llevó a un volumen final de 50 mL conHCl 0,1M, el cual constituyó el extracto de queso (EQ)en el cual se realizó la determinación de AB. Durante laextracción, cada muestra fue adicionada de 500 µL dela solución del estándar interno. - Reacción de derivatización. Para llevar a cabo lareacción de derivatización, un volumen de 500 µL desolución estándar de las ocho AB mencionadas previa-mente, ó 500 µL del EQ (ambas soluciones contenien-do además el estándar interno) se mezcló con 150 µL deNaHCO3 1M y 50 µL de NaOH 2M, lo que alcalinizó elmedio hasta un pH de 9,5. Se agregaron 500 µL de solu-ción de cloruro de dansilo (5 ó 10 mg/mL) y se incubó enun baño termostatizado a 40°C por 1 hora. El cloruro dedansilo residual fue eliminado por la adición de 50 µL desolución de NH4OH. Se dejó reposar por 30 min, y final-mente se añadió 750 µL de acetonitrilo. Se centrifugó, fil-tró e inmediatamente se analizó por HPLC.- Condiciones cromatográficas. La separación cromato-gráfica se realizó en un HPLC (Perkin Elmer Series 200 yChromera, Norwalk, Estados Unidos). Como solventes seutilizó: A: agua y B: acetonitrilo, en un gradiente de eluciónsegún Moret y col. (2005), con algunas modificaciones.Las corridas se realizaron a un flujo de 0,8 mL/min y unatemperatura de 40°C. Un volumen de 20 µL de las mues-tras derivatizadas fue inyectado en el equipo. La longitudde onda del detector fue 254 nm. Los datos fueron proce-sados con el software Chromera®. - Verificación del método. Se estudió la linealidad de lametodología analítica en un rango de concentracionesentre 0,5 y 10 µg/mL, y se determinaron los límites dedetección (LD) y de cuantificación (LQ). Hay que tener encuenta que los AA, que están presentes en los EQ en nive-les apreciables dependiendo del tipo de queso, son tam-bién derivatizados por el reactivo utilizado, lo que puedeinterferir en la reacción. Por ello, se realizó un estudio derecuperación de las ocho AB estudiadas, que fueron adi-cionadas a una muestra de queso. En este estudio se eva-luó el uso de 5 y 10 g de muestra para la preparación delEQ y dos concentraciones del reactivo de derivatización (5y 10 mg/mL). Con los resultados de este ensayo se selec-cionó la cantidad de muestra y de reactivo para obteneruna derivatización cuantitativa de las AB presentes,teniendo en cuenta la presencia de los AA.
Tecnología Láctea Latinoamericana Nº 10244
INO
CU
IDA
D
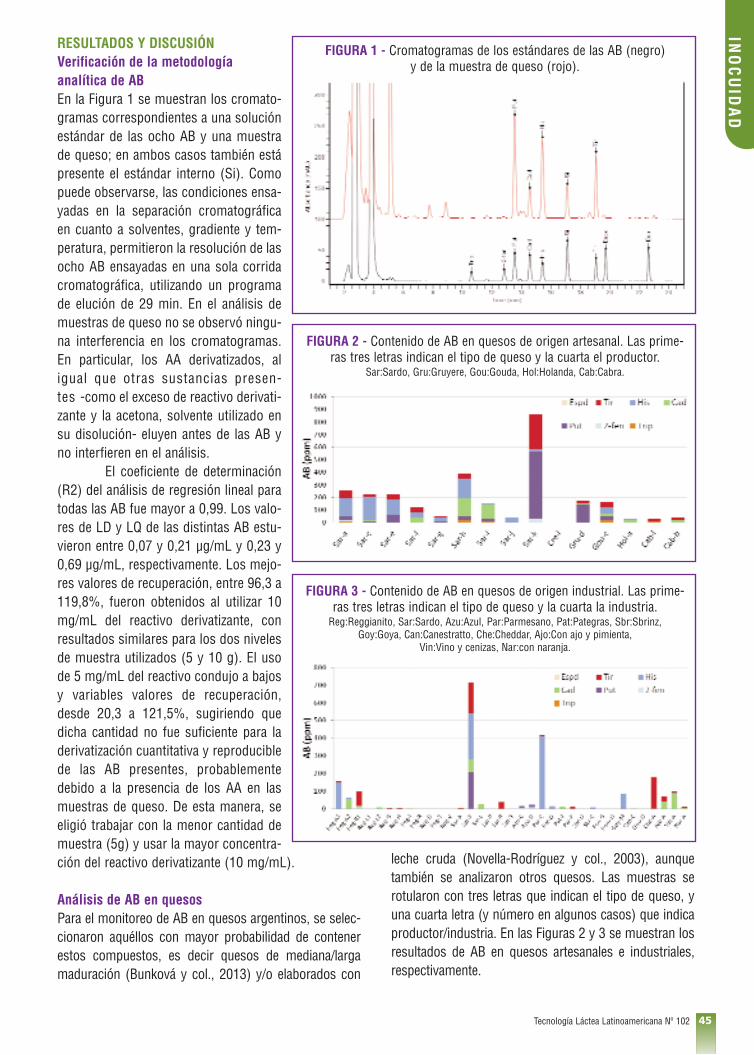
RESULTADOS Y DISCUSIÓNVerificación de la metodología analítica de AB En la Figura 1 se muestran los cromato-gramas correspondientes a una soluciónestándar de las ocho AB y una muestrade queso; en ambos casos también estápresente el estándar interno (Si). Comopuede observarse, las condiciones ensa-yadas en la separación cromatográficaen cuanto a solventes, gradiente y tem-peratura, permitieron la resolución de lasocho AB ensayadas en una sola corridacromatográfica, utilizando un programade elución de 29 min. En el análisis demuestras de queso no se observó ningu-na interferencia en los cromatogramas.En particular, los AA derivatizados, aligual que otras sustancias presen-tes -como el exceso de reactivo derivati-zante y la acetona, solvente utilizado ensu disolución- eluyen antes de las AB yno interfieren en el análisis.
El coeficiente de determinación(R2) del análisis de regresión lineal paratodas las AB fue mayor a 0,99. Los valo-res de LD y LQ de las distintas AB estu-vieron entre 0,07 y 0,21 µg/mL y 0,23 y0,69 µg/mL, respectivamente. Los mejo-res valores de recuperación, entre 96,3 a119,8%, fueron obtenidos al utilizar 10mg/mL del reactivo derivatizante, conresultados similares para los dos nivelesde muestra utilizados (5 y 10 g). El usode 5 mg/mL del reactivo condujo a bajosy variables valores de recuperación,desde 20,3 a 121,5%, sugiriendo quedicha cantidad no fue suficiente para laderivatización cuantitativa y reproduciblede las AB presentes, probablementedebido a la presencia de los AA en lasmuestras de queso. De esta manera, seeligió trabajar con la menor cantidad demuestra (5g) y usar la mayor concentra-ción del reactivo derivatizante (10 mg/mL).
Análisis de AB en quesos Para el monitoreo de AB en quesos argentinos, se selec-cionaron aquéllos con mayor probabilidad de contenerestos compuestos, es decir quesos de mediana/largamaduración (Bunková y col., 2013) y/o elaborados con
leche cruda (Novella-Rodríguez y col., 2003), aunquetambién se analizaron otros quesos. Las muestras serotularon con tres letras que indican el tipo de queso, yuna cuarta letra (y número en algunos casos) que indicaproductor/industria. En las Figuras 2 y 3 se muestran losresultados de AB en quesos artesanales e industriales,respectivamente.
Tecnología Láctea Latinoamericana Nº 102 45
INO
CU
IDA
D
FIGURA 1 - Cromatogramas de los estándares de las AB (negro)y de la muestra de queso (rojo).
FIGURA 2 - Contenido de AB en quesos de origen artesanal. Las prime-ras tres letras indican el tipo de queso y la cuarta el productor.
Sar:Sardo, Gru:Gruyere, Gou:Gouda, Hol:Holanda, Cab:Cabra.
FIGURA 3 - Contenido de AB en quesos de origen industrial. Las prime-ras tres letras indican el tipo de queso y la cuarta la industria.
Reg:Reggianito, Sar:Sardo, Azu:Azul, Par:Parmesano, Pat:Pategras, Sbr:Sbrinz, Goy:Goya, Can:Canestratto, Che:Cheddar, Ajo:Con ajo y pimienta,
Vin:Vino y cenizas, Nar:con naranja.
De los 15 quesos artesanales analizados, 14 conteníanniveles variables de AB, y solamente en un queso(Cremoso) no se detectaron estos compuestos. El niveltotal de AB estuvo entre 28 y 120 ppm en seis de losquesos, entre 150 y 400 ppm en siete quesos, mientrasque en una muestra se detectaron niveles muy eleva-dos, de 865 ppm. En los quesos industriales se encon-traron AB en el 68% de las muestras (24 quesos de 35),pero en 11 de los mismos el nivel resultó muy bajo (<15ppm), por lo que solamente el 37% (13) de los quesosindustriales analizados mostraron valores mayores a 15ppm. Los quesos industriales mostraron característicasmás homogéneas que los artesanales con un máximohallado para AB totales de 187 ppm; dos quesos indus-triales de marcas poco reconocidas se destacaron porfuera de ese conjunto: Par-C y Sar-F, ya que presenta-ron un contenido mayor de AB: 417 y 713 ppm, respec-tivamente. Las cuatro AB que se detectaron con mayorfrecuencia fueron: tiramina en el 50% del total de losquesos, histamina y cadaverina en el 38%, y putresci-na, en el 24%, siendo a su vez las que, en general, seencontraron en mayor concentración. La triptamina, 2-feniletilamina y espermidina se detectaron solamenteen el 10% de los quesos analizados, siendo los valoresmenores a 27 ppm, mientras que la espermina no sedetectó en ninguna de las muestras. La tendenciaobservada en cuanto a la predominancia de las distin-tas AB es similar a la informada previamente para otrosquesos (Novella-Rodríguez y col., 2003; Bunková y col.,2013; Benkerroum, 2016). En algunas de las muestrasanalizadas en el presente trabajo se detectaron nivelesintermedios (30 a 160 ppm de cada una) y elevados(170 a 540 ppm de cada una) de varias AB, incluyendolas consideradas como las más tóxicas (histamina ytiramina) y otras como cadaverina y/o putrescina. Enestos casos, es importante considerar que la presenciade las últimas AB puede potenciar el efecto tóxico de lahistamina y tiramina (EFSA, 2011). Estos quesos fueronprincipalmente de origen artesanal, elaborados conleche cruda: quesos Sar-k, Sar-a, Gou-c, Sar-e, Sar-f ySar-h, aunque también hubo dos quesos industrialescon estas características: Sar-F y Ajo-A.
Los niveles de AB reportados en quesos sonmuy variables, dado que dependen de varios factorestales como la leche empleada (pasteurizada o cruda), eltipo de queso, tiempo de maduración, microorganis-mos presentes (del starter y de contaminaciones), con-diciones de maduración y almacenamiento, nivel deproteólisis alcanzado, contenido de agua y sal, etc.(Ordoñez y col., 1997; Linares y col., 2012; Gardini ycol., 2016).
Los bajos o indetectables niveles de AB observadospara la mayoría de los quesos industriales analizadosen el presente trabajo los podemos relacionar con laaplicación de sistemas de gestión de la calidad en lasindustrias lácteas líderes en el mercado. En efecto, elcumplimiento de una estricta política de calidad permi-te controlar los factores que predisponen al desarrollode AB en los productos, como son la calidad microbio-lógica de la materia prima, la higiene en el proceso deproducción y los fermentos lácticos utilizados. Por elcontrario, la elaboración de quesos artesanales se de-sarrolla en muchos establecimientos lecheros en nues-tro país como recurso económico complementario,empleando protocolos de elaboración que se transmi-ten en forma oral, realizando la mayor parte del proce-so en forma manual, lo que predispone a problemas dehigiene y contaminaciones, y utilizando generalmenteleche cruda, lo que está asociado a un mayor nivel ydiversidad de microorganismos presentes. Además, engeneral se utilizan fermentos “naturales” o ningún fer-mento. Todos estos factores incrementan la posibilidadde desarrollo de AB en el producto, y se correlacionancon la mayor ocurrencia y nivel de AB en los quesosartesanales analizados en el presente trabajo.
Más allá de que se conoce la toxicidad poten-cial de las AB, no hay normas que regulen su contenidoen alimentos, con excepción de la histamina en produc-tos pesqueros. Como un avance a este tema, en 2011,investigadores de la EFSA (European Food SafetyAuthority) -teniendo en cuenta datos disponibles en laUnión Europea- indicaron los niveles de ingesta de his-tamina y tiramina, para los cuales no se detectaronefectos tóxicos tanto en personas sanas: 50 y 600mg/día, respectivamente, y en individuos con proble-mas en los sistemas de detoxificación: límite menor aldetectable para la histamina y 6-50 mg/día para tirami-na (EFSA, 2011). En base a ello, y considerando un con-sumo de 50 g queso/día, 25 del total de muestras ana-lizadas presentaron niveles de histamina que puedenresultar tóxicos para personas con alguna alteración enlos sistemas de detoxificación, mientras que sólo tresmuestras tuvieron niveles tóxicos de tiramina paradicha población sensible. Ninguna de las muestras tuvoniveles tóxicos de AB para personas sanas. Sin embar-go, si el consumo fuera mayor, por ejemplo 250 g dequeso/día, muchos de los quesos analizados aportaríanniveles potencialmente tóxicos para personas con pro-blemas en los sistemas de detoxificación, mientras quedos quesos podrían ocasionar problemas también enpersonas saludables.
Tecnología Láctea Latinoamericana Nº 10246
INO
CU
IDA
D

CONCLUSIONES Los resultados del presente trabajo brindan un primerpanorama del contenido de AB en quesos industriales yartesanales de la región, los cuales fueron elaboradoscon leche cruda y pasteurizada, de distinta procedenciay composición. Las mayores concentraciones de AB seobservaron en los quesos artesanales, los cuales, en sumayoría, fueron elaborados con leche cruda. Además,la tiramina, histamina, putrescina y cadaverina fueronlas AB detectadas en mayor nivel y predominancia. Losresultados obtenidos aportan evidencia sobre la inocui-dad de la mayoría de los quesos de origen industrial enrelación a su bajo o indetectable contenido de AB, loque se puede correlacionar con procesos de produc-ción higiénicos y estandarizados. Por el contrario, elhallazgo de mayores valores en quesos artesanales ela-borados con leche cruda remarca la necesidad de unmayor control de la calidad de la materia prima y delproceso de fermentación y maduración de estos pro-ductos para evitar la acumulación de AB tóxicas. Losniveles encontrados en algunas de las muestras podrí-an provocar efectos fisiológicos indeseables en perso-nas sanas o con algún problema en los sistemas dedetoxificación de las AB, dependiendo del nivel deingesta diaria de queso.
AGRADECIMIENTOS A Silvina Butarelli, investigadora del Instituto Nacionalde Tecnología Agropecuaria (INTA) agencia Nogoyá,por facilitar la adquisición de quesos artesanales.
BIBLIOGRAFÍA ANMAT. 2014. Código Alimentario Argentino. Cap. VIII: Alimentoslácteos. En vigencia. http://www.anmat.gov.ar/alimentos/normati-vas_alimentos_caa.asp Benkerroum N. (2016). Biogenic amines in dairy products: origin,incidence, and control means. Compr. Rev. Food Sci. Food Safety,15, 801-826 Bu•ková L., Adamcova G., Hudcova K., Velichova H., Pachlova V., LorencovaE., Bunka F. (2013). Monitoring of biogenic amines in cheeses manufacturedat small-scale farms and in fermented dairy products in the Czech Republic.Food Chem., 141, 548-551. EFSA (2011). Scientific opinion on risk based control of biogenic amine for-mation in fermented foods. EFSA J 9/2393:1–93. Available from:http://www.efsa.europa.eu/de/efsajournal/pub/2393. Giménez P. (2017). Implementación y optimización de un métodocromatográfico (HPLC) para la determinación de aminas biógenasen productos lácteos. Tesina de grado en Licenciatura en Química.Universidad Nacional del Litoral. Gardini F., Özogul Y., Suzzi G., Tabanelli G., Özogul F. (2016).Technological factors affecting biogenic amine content in foods: areview. Front. Microbiol., 7, 1218. Ladero V., Calles M., Fernández M., Alvarez M. (2010). Toxicological effects ofdietary biogenic amines. Curr. Nutr. Food Sci., 6, 145-156. Linares D., del Río B., Ladero V., Martínez N., Fernandez M., AlvarezM. (2012). Factors influencing biogenic amines accumulation indairy products. Frontiers Microbiol., 3, 180. Martuscelli M., Gardini F., Torriani S., Mastrocola D., Serio A.,Chaves-López C., Schirone M., Suzzi G. (2005). Production of bio-genic amines during the ripening of Pecorino Abruzzese cheese. Int.Dairy J., 15, 571-578. Moret S., Smela D., Populin T., Conte L. S. (2005).A survey on freebiogenic amine content of fresh and preserved vegetables. FoodChem., 89, 355-361. Novella-Rodríguez S., Veciana-Nogués M., Roig-Sagues A., Trujillo-Mesa A.,Vidal-Carou M. (2003). Evaluation of biogenic amines and microbial countsthroughout the ripening of goat cheeses from pasteurized and raw milk. J.Dairy Res., 7, 245-252. Ordóñez A., Ibañez F., Torre P., Barcina Y. (1997). Formation of bio-genic amines in Idiazabal Ewe •s milk cheese: effect of ripening, pas-teurization and starter. J. Food Prot., 60, 1371-1375. Shalaby A. (1996). Significance of biogenic amines to food safetyand human health. Food Res. Int., 29, 675-690.
Tecnología Láctea Latinoamericana Nº 102 47
INO
CU
IDA
D
En Sudamérica la producción de queso se lleva a cabo enun 50% por pequeñas y medianas queserías que proce-san menos de 25.000 litros de leche por día. Esto gene-ra un enorme volumen de lactosuero, que contiene apro-ximadamente la mitad de los nutrientes de la leche.Como estas queserías en su mayoría no poseen la capa-cidad ni equipamiento para su valorización y su uso, ter-mina siendo utilizado como alimentación animal o esdesechado como un efluente contaminante del ambienteque no genera ningún beneficio para el quesero.
Debe tenerse en cuenta que las proteínas delsuero son de alto valor biológico y ricas en aminoácidosesenciales, de un valor nutritivo mayor que la proteínadel huevo, del pescado, de la carne roja, de la caseína ymuy superior a las proteínas vegetales. Si se dispone dela tecnología y se tienen los cuidados adecuados, a par-tir del suero de queso se puede elaborar una ampliagama de productos y derivados en el campo de la ali-mentación, de los nutracéuticos y de la farmacología.
EL LACTOSUEROEl lactosuero se caracteriza por ser un líquido fluido, decolor verdoso amarillento, turbio y con un sabor fresco,débilmente dulce, de carácter ácido. Se clasifica ensuero dulce, obtenido por coagulación enzimática (pHde 5,8-6,6), suero de mediana acidez (pH de 5,2-5,8) ysuero ácido, obtenidos por coagulación láctica o mixta,con la adición o no de ácidos orgánicos o minerales (pH< 5,2). Su composición aproximada es de 94,25% deagua, 4,3% de lactosa, 0,8% de proteína, 0,55% decenizas y 0,10% de materia grasa. El porcentaje de sóli-dos totales (ST) está entre 5,75 y 6,3%. Dependiendo
del tipo de suero que se trate, será más sencillo o no suaprovechamiento industrial. La fracción proteica dellactosuero contiene 50% de Beta-lactoglobulina, 25%de Alfa-lactoalbúmina y 25% de otras proteínas, inclu-yendo las inmunoglobulinas, lactoferrina, lactoperoxi-dasa y glico-macropéptido.
Tecnología Láctea Latinoamericana Nº 10248
ING
RE
DIE
NT
ES VALORIZACIÓN DEL SUERO DE QUESERÍA
SE PUEDE ELABORAR UNA AMPLIA GAMA DE PRODUCTOSY DERIVADOS DE ALTO VALOR
Ing. Agr. Carlos Mattos
El lactosuero es la parte acuosa de la leche
que queda durante la elaboración de quesos
(o producción de caseína) luego de la
coagulación por enzimas proteolíticas o por
acidificación. Su composición varía mucho,
dependiendo el tipo de queso o del método
de fabricación de caseína empleado.
Según el concepto tradicional, el suero de
queso es un subproducto de la quesería,
pero es tan alto el valor de sus nutrientes
y tan extensa la gama de productos que se
pueden elaborar que, en algunas industrias
lácteas de países desarrollados, el lactosuero
es el producto principal y el queso ha pasado
a ser el subproducto utilizado para
elaborar quesos procesados.
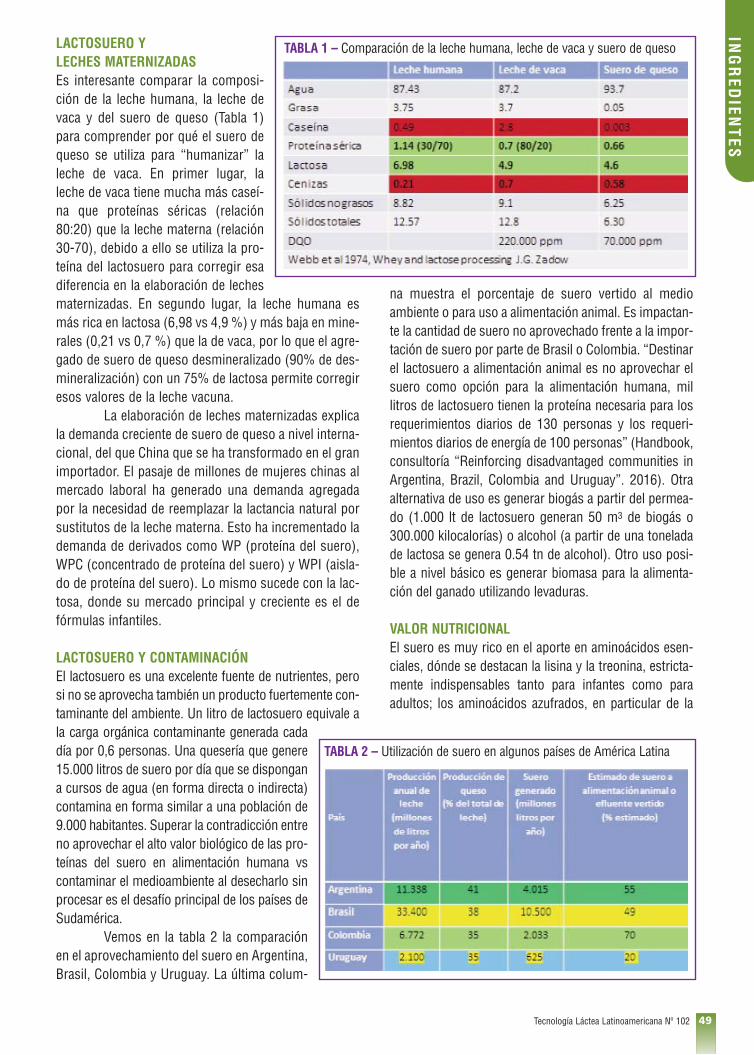
LACTOSUERO Y LECHES MATERNIZADASEs interesante comparar la composi-ción de la leche humana, la leche devaca y del suero de queso (Tabla 1)para comprender por qué el suero dequeso se utiliza para “humanizar” laleche de vaca. En primer lugar, laleche de vaca tiene mucha más caseí-na que proteínas séricas (relación80:20) que la leche materna (relación30-70), debido a ello se utiliza la pro-teína del lactosuero para corregir esadiferencia en la elaboración de lechesmaternizadas. En segundo lugar, la leche humana esmás rica en lactosa (6,98 vs 4,9 %) y más baja en mine-rales (0,21 vs 0,7 %) que la de vaca, por lo que el agre-gado de suero de queso desmineralizado (90% de des-mineralización) con un 75% de lactosa permite corregiresos valores de la leche vacuna.
La elaboración de leches maternizadas explicala demanda creciente de suero de queso a nivel interna-cional, del que China que se ha transformado en el granimportador. El pasaje de millones de mujeres chinas almercado laboral ha generado una demanda agregadapor la necesidad de reemplazar la lactancia natural porsustitutos de la leche materna. Esto ha incrementado lademanda de derivados como WP (proteína del suero),WPC (concentrado de proteína del suero) y WPI (aisla-do de proteína del suero). Lo mismo sucede con la lac-tosa, donde su mercado principal y creciente es el defórmulas infantiles.
LACTOSUERO Y CONTAMINACIÓNEl lactosuero es una excelente fuente de nutrientes, perosi no se aprovecha también un producto fuertemente con-taminante del ambiente. Un litro de lactosuero equivale ala carga orgánica contaminante generada cadadía por 0,6 personas. Una quesería que genere15.000 litros de suero por día que se dispongana cursos de agua (en forma directa o indirecta)contamina en forma similar a una población de9.000 habitantes. Superar la contradicción entreno aprovechar el alto valor biológico de las pro-teínas del suero en alimentación humana vscontaminar el medioambiente al desecharlo sinprocesar es el desafío principal de los países deSudamérica.
Vemos en la tabla 2 la comparaciónen el aprovechamiento del suero en Argentina,Brasil, Colombia y Uruguay. La última colum-
na muestra el porcentaje de suero vertido al medioambiente o para uso a alimentación animal. Es impactan-te la cantidad de suero no aprovechado frente a la impor-tación de suero por parte de Brasil o Colombia. “Destinarel lactosuero a alimentación animal es no aprovechar elsuero como opción para la alimentación humana, millitros de lactosuero tienen la proteína necesaria para losrequerimientos diarios de 130 personas y los requeri-mientos diarios de energía de 100 personas” (Handbook,consultoría “Reinforcing disadvantaged communities inArgentina, Brazil, Colombia and Uruguay”. 2016). Otraalternativa de uso es generar biogás a partir del permea-do (1.000 lt de lactosuero generan 50 m3 de biogás o300.000 kilocalorías) o alcohol (a partir de una toneladade lactosa se genera 0.54 tn de alcohol). Otro uso posi-ble a nivel básico es generar biomasa para la alimenta-ción del ganado utilizando levaduras.
VALOR NUTRICIONALEl suero es muy rico en el aporte en aminoácidos esen-ciales, dónde se destacan la lisina y la treonina, estricta-mente indispensables tanto para infantes como paraadultos; los aminoácidos azufrados, en particular de la
Tecnología Láctea Latinoamericana Nº 102 49
ING
RE
DIE
NT
ES
TABLA 1 – Comparación de la leche humana, leche de vaca y suero de queso
TABLA 2 – Utilización de suero en algunos países de América Latina
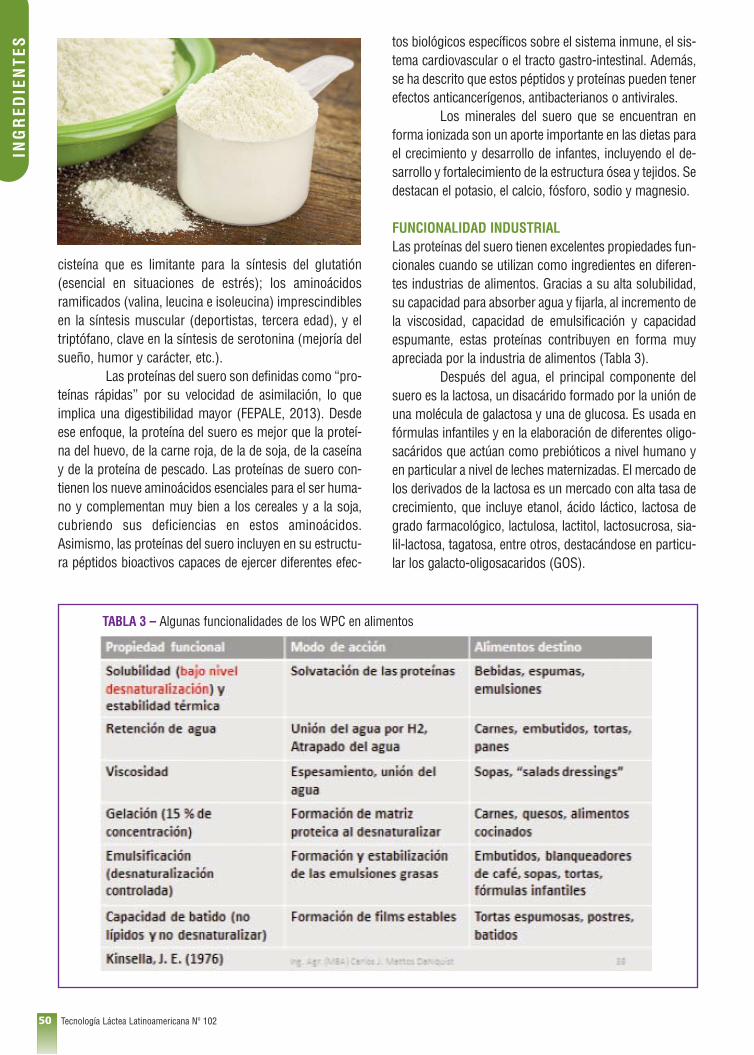
cisteína que es limitante para la síntesis del glutatión(esencial en situaciones de estrés); los aminoácidosramificados (valina, leucina e isoleucina) imprescindiblesen la síntesis muscular (deportistas, tercera edad), y eltriptófano, clave en la síntesis de serotonina (mejoría delsueño, humor y carácter, etc.).
Las proteínas del suero son definidas como “pro-teínas rápidas” por su velocidad de asimilación, lo queimplica una digestibilidad mayor (FEPALE, 2013). Desdeese enfoque, la proteína del suero es mejor que la proteí-na del huevo, de la carne roja, de la de soja, de la caseínay de la proteína de pescado. Las proteínas de suero con-tienen los nueve aminoácidos esenciales para el ser huma-no y complementan muy bien a los cereales y a la soja,cubriendo sus deficiencias en estos aminoácidos.Asimismo, las proteínas del suero incluyen en su estructu-ra péptidos bioactivos capaces de ejercer diferentes efec-
tos biológicos específicos sobre el sistema inmune, el sis-tema cardiovascular o el tracto gastro-intestinal. Además,se ha descrito que estos péptidos y proteínas pueden tenerefectos anticancerígenos, antibacterianos o antivirales.
Los minerales del suero que se encuentran enforma ionizada son un aporte importante en las dietas parael crecimiento y desarrollo de infantes, incluyendo el de-sarrollo y fortalecimiento de la estructura ósea y tejidos. Sedestacan el potasio, el calcio, fósforo, sodio y magnesio.
FUNCIONALIDAD INDUSTRIALLas proteínas del suero tienen excelentes propiedades fun-cionales cuando se utilizan como ingredientes en diferen-tes industrias de alimentos. Gracias a su alta solubilidad,su capacidad para absorber agua y fijarla, al incremento dela viscosidad, capacidad de emulsificación y capacidadespumante, estas proteínas contribuyen en forma muyapreciada por la industria de alimentos (Tabla 3).
Después del agua, el principal componente delsuero es la lactosa, un disacárido formado por la unión deuna molécula de galactosa y una de glucosa. Es usada enfórmulas infantiles y en la elaboración de diferentes oligo-sacáridos que actúan como prebióticos a nivel humano yen particular a nivel de leches maternizadas. El mercado delos derivados de la lactosa es un mercado con alta tasa decrecimiento, que incluye etanol, ácido láctico, lactosa degrado farmacológico, lactulosa, lactitol, lactosucrosa, sia-lil-lactosa, tagatosa, entre otros, destacándose en particu-lar los galacto-oligosacaridos (GOS).
Tecnología Láctea Latinoamericana Nº 10250
ING
RE
DIE
NT
ES
TABLA 3 – Algunas funcionalidades de los WPC en alimentos
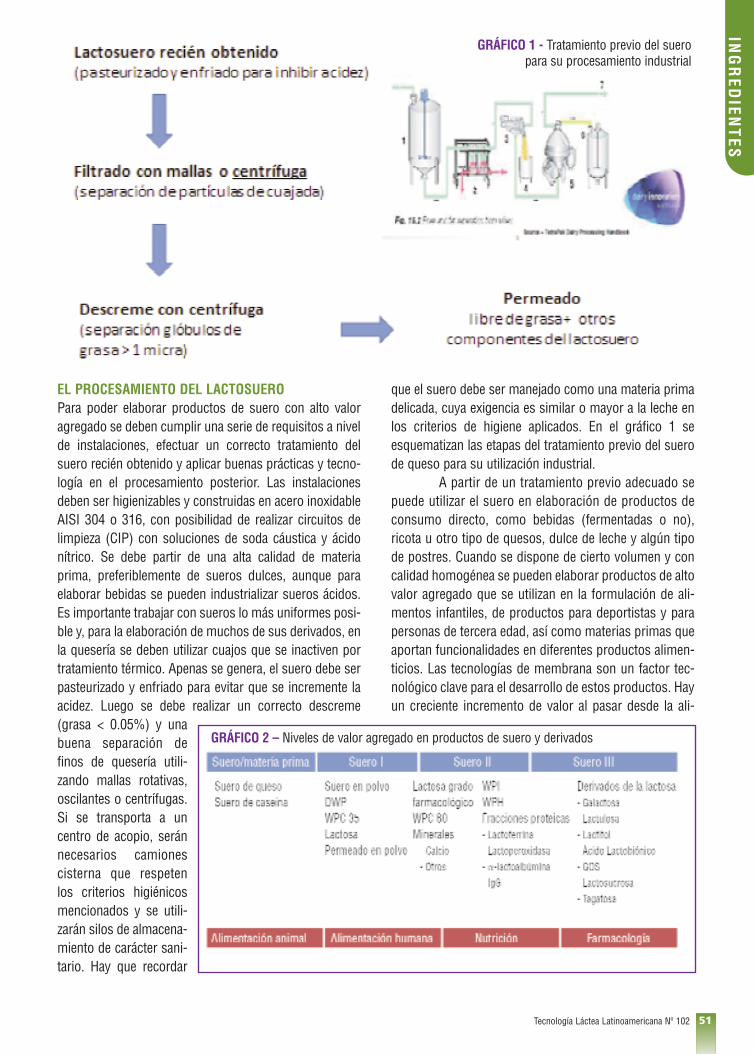
EL PROCESAMIENTO DEL LACTOSUEROPara poder elaborar productos de suero con alto valoragregado se deben cumplir una serie de requisitos a nivelde instalaciones, efectuar un correcto tratamiento delsuero recién obtenido y aplicar buenas prácticas y tecno-logía en el procesamiento posterior. Las instalacionesdeben ser higienizables y construidas en acero inoxidableAISI 304 o 316, con posibilidad de realizar circuitos delimpieza (CIP) con soluciones de soda cáustica y ácidonítrico. Se debe partir de una alta calidad de materiaprima, preferiblemente de sueros dulces, aunque paraelaborar bebidas se pueden industrializar sueros ácidos.Es importante trabajar con sueros lo más uniformes posi-ble y, para la elaboración de muchos de sus derivados, enla quesería se deben utilizar cuajos que se inactiven portratamiento térmico. Apenas se genera, el suero debe serpasteurizado y enfriado para evitar que se incremente laacidez. Luego se debe realizar un correcto descreme(grasa < 0.05%) y unabuena separación definos de quesería utili-zando mallas rotativas,oscilantes o centrífugas.Si se transporta a uncentro de acopio, seránnecesarios camionescisterna que respetenlos criterios higiénicosmencionados y se utili-zarán silos de almacena-miento de carácter sani-tario. Hay que recordar
que el suero debe ser manejado como una materia primadelicada, cuya exigencia es similar o mayor a la leche enlos criterios de higiene aplicados. En el gráfico 1 seesquematizan las etapas del tratamiento previo del suerode queso para su utilización industrial.
A partir de un tratamiento previo adecuado sepuede utilizar el suero en elaboración de productos deconsumo directo, como bebidas (fermentadas o no),ricota u otro tipo de quesos, dulce de leche y algún tipode postres. Cuando se dispone de cierto volumen y concalidad homogénea se pueden elaborar productos de altovalor agregado que se utilizan en la formulación de ali-mentos infantiles, de productos para deportistas y parapersonas de tercera edad, así como materias primas queaportan funcionalidades en diferentes productos alimen-ticios. Las tecnologías de membrana son un factor tec-nológico clave para el desarrollo de estos productos. Hayun creciente incremento de valor al pasar desde la ali-
Tecnología Láctea Latinoamericana Nº 102 51
ING
RE
DIE
NT
ES
GRÁFICO 1 - Tratamiento previo del sueropara su procesamiento industrial
GRÁFICO 2 – Niveles de valor agregado en productos de suero y derivados
mentación animal a la alimentación humana, a la nutri-ción y a los productos farmacéuticos (Gráfico 2).
A medida que se recorre ese camino, los requisi-tos tecnológicos se incrementan, es necesario un mayor“know how”, equipamiento acorde, conocimiento del mer-cado e incluso contar con patentes para dominar la elabo-ración de determinados productos, como ser la lactoferrinay los galacto-oligosacáridos. La experiencia indica es quees necesario recorrer la escalera del proceso de agregadode valor, comenzando por asegurar una calidad uniformedel suero correctamente tratado desde su origen e ir cons-truyendo pilares firmes para ir avanzando en el agregado devalor. Así lo hicieron los países líderes del hemisferio nortey de Oceanía, proceso que se inició en la década del ´70 delsiglo pasado y se potenció con el desarrollo de la tecnolo-gía de membranas, la investigación aplicada y el desarrollode funcionalidades de las proteínas del suero.
CONCLUSIONES Existe un importante camino a recorrer en AméricaLatina para lograr el aprovechamiento del lactosuero aniveles comparables con los países desarrollados. Entrelas dificultades a superar, se destaca el gran número depequeñas queserías (50% de la producción de quesototal), lo que genera una gran dispersión de la produc-ción del lactosuero en instalaciones precarias.
A esa dispersión se suma el hecho de que en lospaíses tropicales la temperatura ambiente promedio haceque el producto se acidifique rápidamente si no se enfríade inmediato, dificultando aún más lograr productos decalidad y con las funcionalidades adecuadas.
Este cuadro se agrava por el hecho de quemuchos de los quesos fabricados son frescos, donde lacoagulación se alcanza por acidificación de la leche, loque resulta en lactosueros ácidos.
Para revertir esta situación es necesaria la apli-cación de políticas públicas con inversión en infraestruc-tura en esas queserías, la generación de centros de aco-pio asociativos, y destinar los productos elaborados a laalimentación humana y no animal. Esto reducirá elimpacto ambiental actual, lo cual es una de las principa-les externalidades de estas acciones.
Es imprescindible la cooperación de centros deinvestigación, asociaciones de productores e industrialesy autoridades gubernamentales para poder transformarla situación actual. El objetivo realmente vale la pena.
Extraído de: Alimentos Hoy, revista de la AsociaciónColombiana de Ciencia y Tecnología de Alimentos. Volumen 23,n° 36 (2015), pág. 7-20.
Tecnología Láctea Latinoamericana Nº 10252
ING
RE
DIE
NT
ES
AMGMaipú 1300 - Piso 4 (C1006ACT) Buenos Aires – ArgentinaTel.: (54 11) 4314-4100 Fax: (54 11) [email protected] – www.amg.com.arElaboramos aditivos para laindustria alimentaria. Premezclas parafortificación de alimentos, bebidas,Suplementos y fórmulas infantiles,entre otros. Enzimas, levaduras, conservantes biológicos y fibras.Calidad, conocimiento e innovaciónson nuestros pilares de crecimiento.
APERAM STAINLESS SERVICES & SOLUTIONS ARG S.A.Av. Descartes 4200 Pque. IndustrialTortuguitas (1667) Bs. As. – Arg.Tel.: 02320 555555Fax: 02320 [email protected]/argentina Centro de servicios de aceroinoxidable. Corte y planchado de chapa,flejados, esmerilado. Comercializaciónde rollos, flejes, chapas, caños con costura, tubos sin costura, accesoriosserie A403, Sanitaria, 3000 Ibs., barras redondas, cuadradas, hexagonales;planchuelas, ángulos.
ASEMA S.A.Ruta Provincial Nº 2 al 3900 (Km 13)(3014) Monte Vera - Santa Fe – Arg.Tel.: (54 342) 490-4600 LRFax: (54 342) [email protected], diseño y fabricación deequipos para la industria alimentaria,transportes sala de despostes y empaque. Tanques sanitarios.
Intercambiadores de calor. Tecnologíaen concentración y secado.Túneles de congelado I.Q.F.
BIA CONSULT S.R.L.Av. Pueyrredón 2488 PB “B”(C1119ACU) CABA – ArgentinaTel: (54 11) [email protected] argentina que brinda soluciones tecnológicas y de ingenieríaa la agroindustria alimenticia con laprovisión de líneas de procesos,insumos e ingredientes. Servicio técnicoespecializado.
BUSCH ARGENTINASto. Domingo 3078 Ciudad Autónoma de Buenos Aires -Argentina - Tel.: (54 11) 4302-8183 Fax: (54 11) [email protected] /www.busch.com.arBombas y sistemas de vacío para envasado.
CARBOFARMACulpina 3641 (1437) CABA – Arg.Tel: (54 11) 4918-2677 / [email protected] CALCIO calidad “GMP” paraconsumo humano, uso farmacéutico yalimenticio para harinas, lácteos,chocolates, caramelos, panificadosy otros.
CARMAT S.H.Belgrano 96 (S3017AEB)San Carlos Sud - Santa Fe – Arg.Tel./Fax: (54 3404) 421665/[email protected] www.carmat.com.ar
Envasadoras automáticas y semiautomáticas - mezcladoras -ralladores de quesos, secadoras lechofluido – zarandas – trozadoras de quesos, lavadoras moldes y bandejas –lavadoras de quesos –túneles de termocontraído – picadoras de quesosy carnes – pailas de reelaboración dequesos – cintas transportadoras – desarrollo de equipos.
CHR HANSEN ARGENTINA SAICCecilia Grierson 422, 4° piso1107 Buenos Aires – Argentina Tel: +54 11 [email protected] ;www.chr-hansen.com Cultivos y colorantes que mejoran lacalidad de los alimentos y la salud delas personas en todo el mundo.
DESINMEC INGENIERIA S.A.Ruta Nº 6 KM 27,7 (3017) San Carlos Sud - Santa Fe - Arg.Tel.: (54 3404) [email protected];www.desinmec.com.arAsesoramiento y desarrollo de máquinas especiales a medida paraenvasado y empaque en industria alimentaria, láctea, frigorífica,laboratorios y agroquímica.
DIAGRAMMA S.A.BIOTECNOLOGIA INDUSTRIALSan Lorenzo 1055 (3000) Santa Fe – ArgentinaTel./Fax 342-4584245 [email protected] nacional de Biotecnologíaque desarrolla y fabrica productos dealto valor agregado para el mercado nacional y de exportación.
AlimentariaForo de Capacitación
Indice Alfabético
AlimentariaForo de Capacitación
®
Guía de P roveedores Anunc iantes
54
AlimentariaForo de Capacitación
✔ Guía de Proveedores Anunciantes
®
AlimentariaForo de Capacitación
55
AlimentariaForo de Capacitación
Cultivos para la Industria Láctea yCárnica, ensilados, prebióticospara uso humano y animal y colorantes naturales.
ECOEMBALFlorida – Vicente López - ArgentinaTel: 4761-1831 [email protected] www.ecoembal.net Sistemas BAG IN BOX: proveemos soluciones ecológicas, descartables e higiénicas para el envasado y traslado de líquidos.
EDELFLEX S.A.Av. Gral. Belgrano 2487 B1611DVD) Don Torcuato – Buenos Aires – Arg.Tel: (54 11) 4727- 2000 Fax: (54 11) 4727- [email protected] - www.edelflex.comEmpresa internacional proveedora deequipos y componentes sanitarios.Plantas llave en mano y soluciones amedida. Especialistas en transporte defluidos, transferencia calor, control y medición, dosificación, limpieza CIP,Homogeneización y filtración.
FONTANET CALDERAS Y TANQUESAv. Santa Fe 1486 (S2300KUO) Rafaela – Pcia. Santa Fe – ArgentinaTel./ Fax: (54 3492) 504800 (Líneas Rotativas)[email protected] –www.calderasfontanet.com.ar Somos una empresa de familia quedesde 1926 nos dedicamos al diseño, fabricación, venta de equiposgeneradores de vapor y agua caliente,tanques, equipos especiales y trabajosbajo plano.
FRIO RAF S.A.Lisandro de la Torre 958 (S2300DAT) Rafaela – Santa Fe - ArgentinaTel. (54 3492) 432174 -Fax. (54 3492) [email protected] -www.frioraf.com.ar Refrigeración Industrial, experienciacomo mayor capital. Tecnología enequipamiento y capacitación. Serviciocomo fuerza de ventas, calidad comosíntesis absoluta.
GEA ARGENTINAArias 3751 P 4 (1430) CABA - Arg.Tel.: (54 11) [email protected] www.gea.com/global/en/index.jsptwitter.com/GEA_Food www.facebook.com/geafoodGEA es uno de los mayoresproveedores de tecnología de procesospara la industria alimenticia así comotambién para una gama de otrasindustrias. Como grupo internacional de tecnología, la compañía se enfoca en lamejores soluciones de procesos a nivelmundial y en componentes para losmás sofisticados procesos de producción.
INDUSTRIAS DGCalle San Juan y Ruta Nac. Nº 34 Parcela 13 Pque. Industrial Sunchales (2322) Sunchales - Santa Fe - Arg.Tel./ Fax: (54 3493) 421741/[email protected],www.danielgenta.com Fábrica de máquinas para embalajes.
INGENIERO LÓPEZ Y ASOCIADOS S.R.L.Lote 178 Pque Ind. Sauce Viejo (3017)Santa Fe - ArgentinaTel./Fax: (54 342) 4995535/[email protected] / ww.ilasrl.com.arAsesoramiento para la ind. láctea.Representante en Argentina: SALES FUNDENTES JOHA, Alemania; CUAJOS MILAR. Recubrimientos paraquesos con y sin funguicida Domca,España, DANISCO, PREMA, Venta deinsumos en general.
INGREDIENTS SOLUTIONSAdministración: J. A. Cabrera 3568 Piso1 (C1186AAP) CABA - Arg.Tel.: (54 11) 4861-6603 / 4966-2245Planta: Int. Lumbreras 1.800 (ex Ruta 24), Parcela 13 Pque. Industrial Gral. RodríguezTel.: (54 237) 4654-17/636/634/[email protected] www.ingredients-solutions.com Desarrollo de soluciones para la industria alimentaria. Agentes de batido,estabilizantes Tailor Made, preservantesy antioxidantes naturales, colorantesnaturales. Fosfatos, agentes de textura,
deshidratados, encapsulantesespeciales. Premezclas y vitaminasTailor Made, entre otros ingredientes.
INTERCIENCIA S.A. Av. Italia 4279 (B1702AKK)Ciudadela – Buenos AiresTel.: (54 11) 4116-9870/4647-1052/4647-10 53 Fax: (54 11) 4653-0834 [email protected] / www.interciencia.comInstrumental analítico y de medición.Control de higiene en superficie y agua.Fotometría. Control dinámico de temperatura y humedad.
IP INSUMOS PATAGONIA SRLMontiel 2491 (1440) CABA – Argentina Tel.: (54 11) 4116-2309/ [email protected] www.insumospatagonia.com.arProteínas, Carrageninas, Fosfatos,Conservantes y Sistemas funcionalespara la industria alimentaria.
PIEDMONT Luis Viale 1867 (C1416DNA)CABA – Arg.Tel: (54 11) [email protected] y Sabores.
PLASTICOS RAFAELA S.A.Parque Ind. Rafaela – Ruta 34(Norte) (2300)Rafaela – Santa Fe – ArgentinaTel.: 54 3492-440078 (Rotativas)[email protected] de moldes plásticosmicro-perforados para quesos duros ysemi-duros, moldes plásticos paraquesos de pasta blanda, faseras,frascos para control lechero, baldespara guacheras, cucharas para leche enpolvo, envases para yogur, entre otrosproductos a las principales industriasdel rubro. 30 años produciendo calidad,con compromiso y experiencia.
AlimentariaForo de Capacitación
✔ Guía de Proveedores Anunciantes
®
56
AlimentariaForo de Capacitación
QUIMICOS INDUSTRIALES S.A.Avda. Maza 4019 (N) (5511)Gral. Gutiérrez, Maipú - Mendoza - Arg.Tel./ fax: (54 261) 493-0888 / [email protected] –www.quiminsa.net Importación, exportación, fabricación yventa de productos químicosindustriales para industrias alimenticias(enología, conservas, encurtidos, frutassecas, aceitunas, jugos). Sucursales enSan Juan, San Rafael y San Martín
SACCO S.R.L.Via A. Manzoni 29/A, 22071 Cadorago (CO), ItalyCompany phone +39 031 8866 611Direct No +39 031 8859 324Company fax +39 031 9045 96www.saccosystem.com
SIMES S.A.Av. Facundo Zuviría 7259 (3000) Santa Fe - Argentina
Tel.: (54 342) 489-1080/ 400-0156 Fax: (54 342) [email protected] -www.simes-sa.com.arMáquinas para la ind alimentaria, farmacéutica, cosmética y química.Homogeneizadores de pistones alta presión. Mezcladores sólidos -líquidos.
TERMOPLASTICA SAN RAFAEL SRLAv. Ballofet 1900 – (5600) San Rafael – Prov. de MendozaTE: (54 260) 442-6093/ 443-1400ventas@termoplastica.com.arwww.termoplastica.com.arEmpresa dedicada al mercado del packaging que ofrece una amplia gamade productos en polipropileno,polietileno baja y alta densidad,termocontraíble y streech. Fabricantes de una heterogénea gama de envases flexibles.
TESTO ARGENTINA SAYerbal 5266 4º Piso(C1407EBN) CABA - Argentina Tel.: (54 11) 4683 -5050Fax: (54 11) [email protected] Instrumentos de medición para la verificación y monitoreo decalidad de los alimentos.
VMC REFRIGERACIÓN S.A.Av. Roque Sáenz Peña 729(2300) Rafaela Santa Fe – ArgentinaTel.: (54 3492) 43-2277 / [email protected] -www.vmc.com.ar Soluciones en refrigeraciónindustrial. Instalación de proyectosfrigoríficos “llave en mano”.
AlimentariaForo de Capacitación
StaffIndice de AnunciantesAGES 23
APERAM 37
ASEMA 15
BIA CONSULT CT
BUSCH 5
CARBOFARMA 39
CARMAT 11
CHR. HANSEN 9
DESINMEC 41
DIAGRAMMA 43
EDELFLEX RCT
FEPALE 17
FISA 2
GEA 1
INDUSTRIA DG 21
ING. LÓPEZ T - 8
INGREDIENTS SOLUTIONS 19
MERCOFRÍO 32
PLÁSTICOS RAFAELA 16
SACCO 3
SIMES 40
SIPEA 29
TECNO FIDTA RT
TESTO 52
Di rec tor: Nés tor E. Ga li bertDi rec to ra Edi to rial: Prof. Ana Ma ría Ga li bertRelac. Internac.: Prof. M. Cris ti na Ga li bertDi rec ción Técnica: M.V. Néstor Galibert (h)
Di rec ción, Re dac ción y Ad mi nis tra ciónPublitec S.A.: Tejedor 557(C1424CLK ) CABA - Ar gen ti naTel. y Fax: (54-11) 4922-6881/5137/3849/4885www .pu bli tec .com.ar - www.fithep-expoalimentaria.cominfo@publitec .co m.arC.U.I.T. N° 30-51955403-4En Brasil: Rua Amaro Cavalheiro, 28Pinheiros - SP - Cep: 05425-010Tel: 11 - 3813-1808 - Cel: 11 - [email protected] - www.publitecbrasil.com.brEsta revista es propiedad de Publitec S.A.E.C.Y.M.
Propiedad Intelectual: 5347047
Impresión: GRA FI CA PINTER S.A.Diógenes Taborda 48/50 (C1437EFB) C.A.B.A.Tel .: (54 11) 4911-1661 - [email protected] m.ar
Publitec es miembro de:
Revistas online en: www.publitec.com.ar
Marzo 2018


![Med · 270 342 [(+72) (270+72) 472 (270+72 [(+72) tztžU +130) (+102)] (+130) 520 (270+250) 1270+102 752 (270+102 (+480) 750 270+480) 852 (270+102 (270+102](https://img.pdfslide.tips/doc/110x75/5fb23750d464052f95224679/med-270-342-72-27072-472-27072-72-tztu-130-102-130-520-270250.jpg)