Embed Size (px)
Citation preview
Rodolfo Múgica Vidal
Fernando Alba Elías y Ana González Marcos
Escuela Técnica Superior de Ingeniería Industrial
Ingeniería Mecánica
Título
Director/es
Facultad
Titulación
Departamento
TESIS DOCTORAL
Curso Académico
Aplicación de recubrimientos funcionales sobre vidrioempleando plasma atmosférico frío
Autor/es
© El autor© Universidad de La Rioja, Servicio de Publicaciones, 2017
publicaciones.unirioja.esE-mail: [email protected]
Aplicación de recubrimientos funcionales sobre vidrio empleando plasmaatmosférico frío, tesis doctoral
de Rodolfo Múgica Vidal, dirigida por Fernando Alba Elías y Ana González Marcos(publicada por la Universidad de La Rioja), se difunde bajo una Licencia
Creative Commons Reconocimiento-NoComercial-SinObraDerivada 3.0 Unported. Permisos que vayan más allá de lo cubierto por esta licencia pueden solicitarse a los
titulares del copyright.
Tesis presentada como compendio de publicaciones. La edición en abierto de la misma NO incluye las partes afectadas por cesión de derechos
UNIVERSIDAD DE LA RIOJA Departamento de Ingeniería Mecánica
Aplicación de recubrimientos funcionales sobre vidrio empleando plasma atmosférico frío
Una disertación dirigida por el
Dr. Fernando Alba Elías
y por la
Dra. Ana González Marcos
y desarrollada por
Rodolfo Múgica Vidal
a fin de optar al grado de
Doctor por la Universidad de La Rioja
Tesis Doctoral defendida en la ciudad de Logroño
en abril de 2017

Agradecimientos
Quiero dar las gracias a mis directores de tesis, Fernando Alba Elías y Ana González Marcos, por su ayuda, sus consejos y su orientación a lo largo de este camino.
Gracias también a mis amigos y familiares, por su apoyo incondicional durante toda mi vida, y por ayudarme a mantener la moral alta.
Por último, y muy especialmente, quiero dar las gracias a mis padres: María Teresa y Rodolfo. Gracias por vuestra paciencia, por la educación y por el cariño me dais ahora y siempre.
Todos habéis ayudado a que esta tesis salga adelante.
MUCHAS GRACIAS

Resumen
Los recientes avances en las técnicas para la generación de plasma han dado lugar al desarrollo de tecnologías de plasma atmosférico frío, cuya capacidad para llevar a cabo tratamientos superficiales las ha convertido en un foco de interés de cara a su implantación en la industria. Una de las características más atractivas de esta tecnología es la posibilidad de modificar determinadas propiedades funcionales de los materiales sin someterlos a grandes variaciones de presión o temperatura que pudieran provocar cambios no deseados en otras. Con esta tesis, que engloba los resultados de tres publicaciones científicas, se pretende demostrar la utilidad de los procesos de plasma-polimerización con tecnologías de plasma atmosférico frío para abordar los problemas asociados al vidrio empleado en las industrias de las energías renovables y del automóvil. Para ello, en dichos trabajos se ha utilizado un sistema de chorro de plasma a presión atmosférica (Atmospheric Pressure Plasma Jet, APPJ) para depositar recubrimientos sobre sustratos de vidrio mediante plasma-polimerización, los cuales se han estudiado mediante análisis morfológicos, químicos y funcionales.
En el marco de las energías renovables, en los dos primeros trabajos presentados se estudia la aplicación de diversos recubrimientos para promover el carácter hidrófugo y la resistencia al desgaste del vidrio empleado en paneles solares. Estos recubrimientos pretenden reducir el impacto negativo que tienen la suciedad y el deterioro superficial en la ya de por sí limitada eficiencia de estos elementos. En cada uno de estos trabajos se emplean mezclas de dos precursores líquidos, con distintas composiciones químicas, cada uno de ellos especialmente escogido como proveedor de cada una de las propiedades funcionales objetivo. Puesto que la hidrofugacidad y la resistencia al desgaste presentan tendencias opuestas (cuanto mayor es una, menor suele ser la otra), un aspecto clave de estos trabajos consiste en determinar en qué proporciones deben mezclarse los precursores empleados para obtener un recubrimiento satisfactorio en ambas propiedades. Por ello, en cada trabajo se analizan recubrimientos obtenidos a partir de mezclas de precursores en distintas proporciones (del 0% al 100%).
En el marco de la industria automovilística, en el tercer trabajo busca una disminución de la fricción mediante la aplicación de recubrimientos por plasma-polimerización sobre el vidrio. Estos recubrimientos pretenden ser una alternativa a las actuales soluciones empleadas en aquellas partes en las que éste se desliza contra otros elementos del vehículo, tales como los limpiaparabrisas y las juntas de estanqueidad de las ventanillas. Utilizando un único precursor, y con el fin de determinar qué condiciones del proceso de plasma-polimerización favorecen la reducción del coeficiente de fricción, en este trabajo se analizan recubrimientos obtenidos suministrando distintos niveles de potencia y aplicando distintas cantidades de pasadas sucesivas. El espesor de los recubrimientos y su composición química parecen determinar su comportamiento tribológico, siendo necesarios un espesor y un carácter inorgánico lo suficientemente elevados para reducir de manera efectiva el coeficiente de fricción del vidrio.

Se considera que, con los resultados obtenidos en esta tesis, se han satisfecho los objetivos planteados. Esto demuestra las prometedoras aplicaciones de las tecnologías de plasma atmosférico frío en industrias tan importantes como la de las energías renovables y la automovilística.
ÍNDICE GENERAL
CAPÍTULO 1: INTRODUCCIÓN ........................................................................... 1
1.1. Antecedentes ......................................................................................................................... 1 1.1.1. El plasma atmosférico frío y la plasma-polimerización .......................................... 1 1.1.2. El vidrio en las energías renovables y la industria del automóvil .......................... 2
1.2. Motivación y objetivos ........................................................................................................ 5 1.3. Contribuciones ...................................................................................................................... 5
1.3.1. Publicaciones ................................................................................................................. 5 1.3.2. Unidad temática de la tesis .......................................................................................... 8
1.4. Estructura del documento .................................................................................................. 9
CAPÍTULO 2: MATERIALES Y MÉTODOS ........................................................ 11
2.1. Propiedades funcionales sobre vidrio: selección de los precursores .......................... 11 2.2. Plasma-polimerización sobre superficies de vidrio ....................................................... 13 2.3. Análisis de las muestras ..................................................................................................... 15
2.3.1. Microscopía electrónica de barrido (SEM) ............................................................. 16 2.3.2. Espectroscopía de dispersión de energía de rayos-X (EDX) .............................. 19 2.3.3. Microscopía de fuerza atómica (AFM).................................................................... 20 2.3.4. Espectroscopía infrarroja por transformada de Fourier (FTIR) ......................... 22 2.3.5. Espectroscopía fotoelectrónica de rayos-X (XPS) ................................................ 24 2.3.6. Medición del ángulo de contacto con el agua (WCA) .......................................... 26 2.3.7. Ensayos tribológicos .................................................................................................. 27 2.3.8. Perfilometría ................................................................................................................ 29 2.3.9. Determinación de la adhesión .................................................................................. 31
CAPÍTULO 3: RESULTADOS Y DISCUSIÓN .................................................... 33
3.1. Aumento de la hidrofugacidad y la resistencia al desgaste del vidrio para su aplicación en el ámbito de la energía solar ........................................................ 33
3.1.1. Hidrofugacidad ........................................................................................................... 34 3.1.2. Resistencia al desgaste ................................................................................................ 36
3.2. Reducción del coeficiente de fricción en el vidrio para su aplicación en la industria del automóvil ............................................................ 38
CAPÍTULO 4: CONCLUSIONES Y FUTURAS INVESTIGACIONES ............. 43
4.1. Conclusiones ....................................................................................................................... 43 4.2. Futuras investigaciones ...................................................................................................... 45
4.2.1. Mejora de los resultados obtenidos ......................................................................... 45 4.2.2. Búsqueda de la capacidad autolimpiante mediante el efecto hoja de loto ......... 46 4.2.3. Búsqueda de la capacidad antirreflectante mediante el efecto ojo de polilla..... 47 4.2.4. Mejora de la adhesión de la capa reflectante en reflectores termosolares ......... 48
REFERENCIAS ...................................................................................................... 51
ÍNDICE DE FIGURAS
1.1. Resumen gráfico de Múgica-Vidal et al. (2014). .............................................................. 7 1.2. Resumen gráfico de Múgica-Vidal et al. (2015). .............................................................. 7 1.3. Resumen gráfico de Múgica-Vidal et al. (2017). .............................................................. 8
2.1. Móleculas de los precursores utilizados. ......................................................................... 12 2.2. Esquema del proceso de plasma-polimerización. ......................................................... 14 2.3. Imágenes SEM con una magnificación de x5000 de (a) el vidrio sin recubrir
y (b-f) los recubrimientos obtenidos en Múgica-Vidal et al. (2015) por orden creciente del porcentaje de APTES utilizado. ............................................. 18
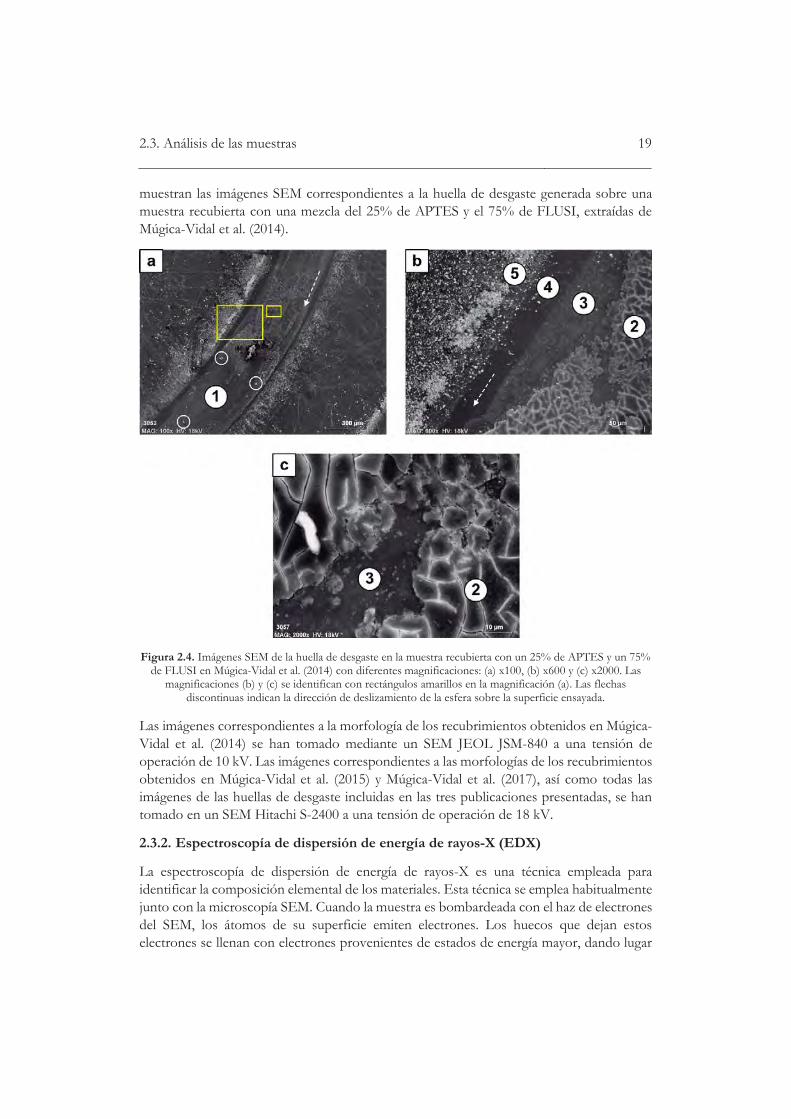
2.4. Imágenes SEM de la huella de desgaste en la muestra recubierta con un 25% de APTES y un 75% de FLUSI en Múgica-Vidal et al. (2014) con diferentes magnificaciones: (a) x100, (b) x600 y (c) x2000. Las magnificaciones (b) y (c) se identifican con rectángulos amarillos en la magnificación (a). Las flechas discontinuas indican la dirección de deslizamiento de la esfera sobre la superficie ensayada. ......................................... 19
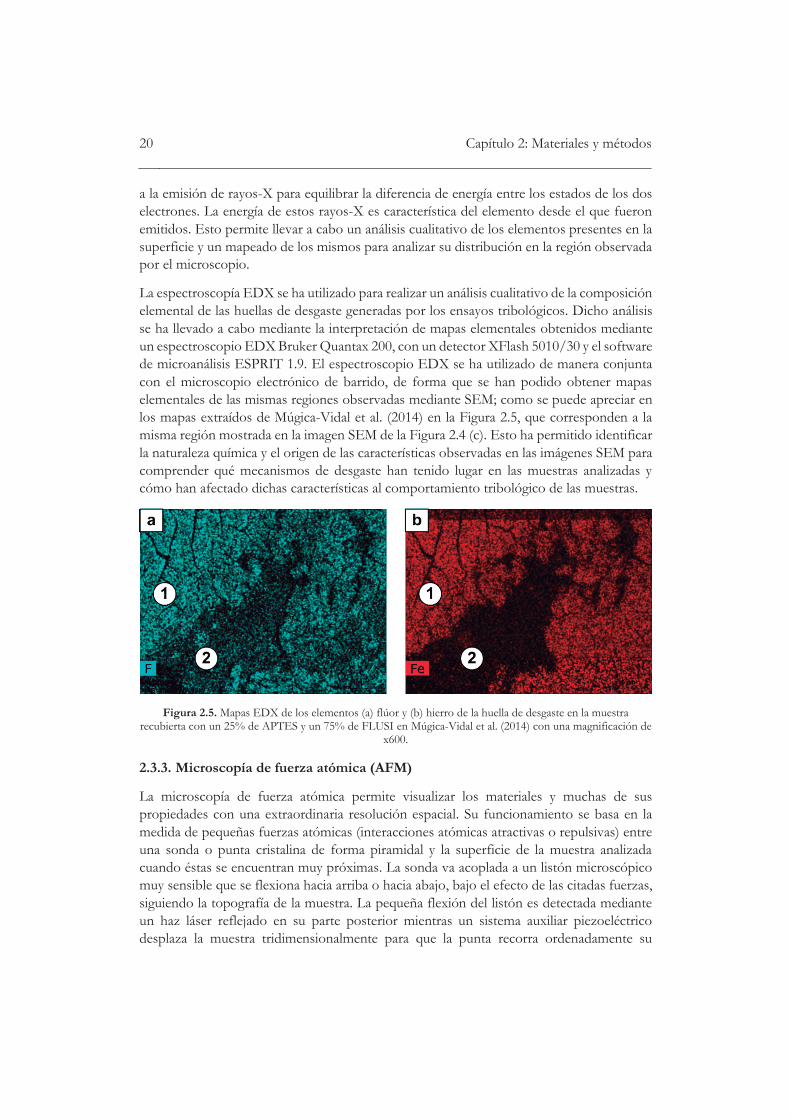
2.5. Mapas EDX de los elementos (a) flúor y (b) hierro de la huella de desgaste en la muestra recubierta con un 25% de APTES y un 75% de FLUSI en Múgica-Vidal et al. (2014) con una magnificación de x600. ................................... 20
2.6. Imágenes AFM de los recubrimientos obtenidos en Múgica-Vidal et al. (2017). .... 21 2.7. Espectros FTIR del sustrato de silicio activado y de los recubrimientos
obtenidos en Múgica-Vidal et al. (2015) en el rango de 500–2500 cm-1. ................... 23 2.8. Deconvolución de los espectros FTIR de los recubrimientos obtenidos
en Múgica-Vidal et al. (2015) en el rango de 1000–1260 cm-1..................................... 24 2.9. Deconvolución del pico C1s (280–296 eV) de los espectros XPS
de las muestras recubiertas en Múgica-Vidal et al. (2014). ........................................... 26 2.10. Ángulos de contacto en (a) superficies hidrófilas y (b) superficies hidrófugas. ..... 26 2.11. Tribómetro rotativo utilizado. ........................................................................................ 28 2.12. Contacto puntual entre la muestra y la esfera en un ensayo tribológico. ................ 28 2.13. Perfilómetro de contacto utilizado. ............................................................................... 30 2.14. Medición transversal de una huella de desgaste. ......................................................... 30 2.15. Ensayo de adhesión: (a) Montaje en la máquina de ensayo y
(b) detalle de la unión adhesiva. .................................................................................... 32
3.1. Espesor de los recubrimientos obtenidos en Múgica-Vidal et al. (2014) y Múgica-Vidal et al. (2015). ............................................................................................. 33
3.2. (a) Ángulo de contacto con el agua, (b) rugosidad e (c-e) imágenes más significativas de la medición del ángulo de contacto con el agua de las muestras analizadas en Múgica-Vidal et al. (2014) y Múgica-Vidal et al. (2015). ..... 34
3.3. Porcentajes relativos en los que se encuentran los picos relacionados con grupos de fluorocarburo identificados en las deconvoluciones del pico C1s de los espectros XPS de los recubrimientos obtenidos en (a) Múgica-Vidal et al. (2014) y (b) Múgica-Vidal et al. (2015). ................................... 35

3.4. Área de absorbancia total bajo los picos relacionados con grupos de fluorocarburo en la deconvolución de los espectros FTIR de los recubrimientos obtenidos en Múgica-Vidal et al. (2014) y Múgica-Vidal et al. (2015)........................ 36
3.5. (a) Tasas de desgaste de las muestras analizadas y (b) área de absorbancia bajo el pico relacionado con siloxano en la deconvolución de los espectros FTIR de los recubrimientos obtenidos en Múgica-Vidal et al. (2014) y Múgica-Vidal et al. (2015). ............................................... 37
3.6. (a) Espesor de los recubrimientos obtenidos y (b) rugosidad de las muestras analizadas en Múgica-Vidal et al. (2017). ....................................................... 38
3.7. Esquema del mecanismo de crecimiento de los recubrimientos obtenidos en Múgica-Vidal et al. (2017) según los parámetros de potencia y número de pasadas. ......................................................................................... 39
3.8. (a) Evolución de los coeficientes de frición durante los ensayos tribológicos, (b) coeficientes de fricción medios y (c) tasas de desgaste de las muestras analizadas en Múgica-Vidal et al. (2017). ........................................................................ 40
3.9. Suma de los porcentajes relativos de CH3SiO3 y SiO4 identificados en la deconvolución de los picos Si2p de los espectros XPS de las muestras analizadas en Múgica-Vidal et al. (2017). ........................................................................ 41
3.10. Imágenes SEM con una magnificación de x300 de las huellas de desgaste de las muestras recubiertas en Múgica-Vidal et al. (2017) a 550 W con (a) 12 pasadas y (b) 18 pasadas. ........................................................................................ 42
4.1. (a) Imagen SEM y gota de agua en la superficie de una hoja de loto (fuente:
Sun et al., 2005); (b) esquema de la autolimpieza por el efecto hoja de loto. ........... 46 4.2. (a) Ojo de una polilla e (b) imagen SEM de las protuberancias
nanoscópicas superficiales. (Fuente: Raut et al., 2011) ................................................. 47 4.3. Esquema del efecto ojo de polilla, objetivo de futuras investigaciones. .................... 48 4.4. Resumen gráfico de los resultados preliminares relativos a la mejora de
la adhesión de la capa reflectante de plata para reflectores termosolares. ................. 49
ÍNDICE DE TABLAS
1. Parámetros del proceso de plasma-polimerización. ......................................................... 15 2. Ensayos incluidos en cada una de las publicaciones presentadas. ................................. 16 3. Parámetros de los ensayos tribológicos. ............................................................................ 29
CAPÍTULO 1: INTRODUCCIÓN
1.1. Antecedentes
1.1.1. El plasma atmosférico frío y la plasma-polimerización
El plasma es el estado que alcanza la materia cuando, encontrándose ésta en estado gaseoso, se le aporta una cantidad de energía tal que se logra ionizar sus moléculas y átomos. Es decir, el paso de la materia de estado gaseoso a estado de plasma se produce mediante una disociación de los enlaces moleculares, acompañada de un aumento o disminución de los electrones de los átomos, lo que da lugar a la formación de iones con carga positiva o negativa. En función de si se da o no un equilibrio térmico entre las partículas del plasma, se distingue el plasma térmico del plasma frío. Se conoce como plasma térmico o equilibrado aquél en el que tanto sus electrones como las partículas más pesadas se encuentran a la misma temperatura (es decir, en equilibrio térmico). Este tipo de plasma se caracteriza además por encontrarse a temperaturas muy elevadas, en el rango de 107–109 °C. Por otra parte, un plasma frío o no equilibrado es aquél en el que la temperatura de los electrones (5000–105 °C) es mucho mayor que la de las partículas más pesadas (partículas neutras e iones), las cuales se encuentran a temperaturas próximas a la del ambiente (25–100 °C). De esta forma, la temperatura de un plasma frío se mantiene generalmente por debajo de los 100 °C, lo que permite utilizar este tipo de plasma en tratamientos superficiales sobre gran variedad de materiales sin provocar su deterioro por un calentamiento excesivo. A continuación se describen las dos principales vías que se conocen para generar plasma frío.
La primera vía consiste en ionizar un gas a baja presión (p < 133 mbar). En estas condiciones, se reducen las colisiones entre las partículas que forman el plasma. Esto minimiza la transferencia de energía de unas partículas a otras, de manera que los electrones se mantienen a niveles superiores de temperatura y energía cinética que el resto de partículas y no se alcanza una situación de equilibrio. El uso de presiones tan reducidas condiciona fuertemente esta vía de obtención de plasma frío, haciendo que el proceso deba llevarse a cabo dentro de un reactor cerrado, con las limitaciones de espacio y los costes en tiempo y dinero que ello conlleva desde el punto de vista de su implantación en una línea de producción.
La segunda vía consiste en generar plasma frío mediante la ionización de un gas en un campo eléctrico generado por una corriente alterna de alta frecuencia o de pulsos cortos (de entre 10-6 y 10-9 s por pulso). Este tipo de descargas hacen que se generen electrones muy energéticos que apenas tienen tiempo de intercambiar energía con su entorno, por lo que se mantienen a un nivel de temperatura mucho mayor que el de otras partículas más pesadas. Dado que en este caso lo que impide la colisión entre partículas es el tipo de descarga utilizado, la generación de plasma frío por esta vía se puede llevar a cabo a presión atmosférica en un entorno abierto. Es decir, no requieren la utilización de sistemas de vacío ni cámaras dentro de las cuales se establezcan unas condiciones concretas. Estas características dotan a las tecnologías de plasma atmosférico frío de una gran versatilidad,
2 Capítulo 1: Introducción relativa simplicidad y bajo coste que les han hecho ganar interés durante las últimas dos décadas de cara a su implantación en la industria (Bárdos & Baránková, 2010).
Desde el punto de vista de su aplicación industrial, el plasma se ha convertido en una importante herramienta para llevar a cabo multitud de tratamientos superficiales. Se distinguen principalmente tres tipos de modificaciones a las que puede someterse la superficie de un sustrato sólido cuando ésta es tratada con plasma:
Una erosión por medio de la cual la superficie del sustrato sufre un desgaste al someterse al bombardeo de iones provenientes del plasma.
Una activación funcional que consiste en la formación de grupos moleculares químicamente funcionales que mejoran la adhesión interfacial y hacen que la superficie tratada se vuelva más receptiva a tratamientos posteriores.
La deposición de partículas o capas finas sobre el material de sustrato cuando se aporta un material precursor al gas de ionización o al plasma generado por el mismo.
Esto abre un amplio abanico de posibilidades para modificar las propiedades funcionales en la superficie del sustrato, ya que permite modificar tanto la morfología de la superficie como su composición química.
Una técnica de deposición que ha crecido en interés durante los últimos años es la denominada como “Plasma-Polimerización”. Esta técnica consiste en la deposición de recubrimientos finos utilizando monómeros en estado líquido como precursores, a través su exposición al plasma generado mediante la ionización de un gas. Entre sus posibilidades se encuentra la copolimerización de varios precursores de distintas naturalezas químicas para aprovechar las mejoras funcionales introducidas por cada uno (Bashir et al., 2014); lo que supone un aliciente cuando se trata de modificar distintas propiedades funcionales de manera simultánea. Gracias a las ventajas que ofrecen las tecnologías de plasma atmosférico frío, es posible llevar a cabo procesos de plasma-polimerización en abierto y a temperatura ambiente. De esta forma, se evitan alteraciones no deseadas en las propiedades del sustrato que podrían tener lugar si éste se viese sometido a grandes cambios de presión y/o temperatura durante su tratamiento. Además, se puede llevar a cabo un control de las características de los recubrimientos obtenidos en función del tipo de precursor utilizado y de los parámetros del proceso, tales como el flujo de gas o la potencia suministrada. Por tanto, se puede mejorar la superficie de un material de sustrato de manera específica para las condiciones en las que va a operar, manteniendo el resto de propiedades que hacen que dicho sustrato sea adecuado para ese tipo de aplicación.
1.1.2. El vidrio en las energías renovables y la industria del automóvil
El vidrio es un material que se caracteriza por sus propiedades ópticas, estructurales y por su facilidad para ser moldeado. Esto ha propiciado su utilización en gran variedad de
1.1. Antecedentes 3
aplicaciones en exteriores, siendo especialmente interesantes las enmarcadas en el ámbito de la energía solar y en la industria del automóvil.
Actualmente, más del 80% de la demanda global de energía se satisface mediante el uso de combustibles fósiles. Esta situación ha llevado a los gobiernos mundiales a tomar medidas en favor del aprovechamiento de los recursos renovables de sus respectivos países (Corona et al., 2016). De entre dichos recursos, la energía solar se ha convertido en una alternativa prometedora frente al uso de combustibles fósiles por ser un tipo de energía abundante, inagotable y limpio (Jung et al., 2016). Esto ha motivado estudios como el de Corona et al. (2016), en el que se estiman los impactos socioeconómico y medioambiental de la producción de electricidad de una planta de energía termosolar de concentración en España. Sus resultados sugieren que tendría un impacto especialmente beneficioso en la economía española y, en menor medida, en economías extranjeras debido a la actividad económica que generaría. Se estima que en las distintas fases del ciclo de vida de dicha planta se generaría un total de 6245 puestos de trabajo, de los cuales el 11,5% tendrían lugar en países extranjeros. Desde el punto de vista medioambiental, dicha planta termosolar tendría un carácter preventivo sobre las emisiones a la atmósfera y en el consumo de energía. Esto se debe a que el impacto ambiental estimado para la planta es inferior al impacto que correspondería al uso de otras tecnologías a las que sustituye.
En el ámbito de la energía solar, el vidrio se usa comúnmente como elemento estructural y de protección de los paneles solares. Además, constituye la primera capa a través de la cual se debe transmitir la luz solar incidente hasta alcanzar la superficie reflectante de los concentradores solares en las plantas termosolares, o bien las células fotovoltaicas en el caso de los paneles fotovoltaicos. La limitada eficiencia energética de estos elementos (un 33,7% en el caso de los paneles fotovoltaicos) hace que sea muy importante aprovechar al máximo la capacidad de los mismos (Midtdal & Jelle, 2013). Esta eficiencia se ve afectada negativamente por la incidencia de varios factores que hacen que la superficie del vidrio se vuelva gradualmente más opaca, impidiendo la transmisión de la radiación solar incidente. Los más destacados son el deterioro superficial provocado por la exposición directa del vidrio tanto a los agentes climatológicos como a las propias labores de limpieza y mantenimiento, así como la acumulación de suciedad y nieve. En la práctica, estos problemas se traducen en la dedicación de una gran cantidad de recursos a solventar los problemas anteriormente indicados en relación a los paneles solares, a la reposición de aquéllos que han quedado inutilizados por su deterioro y a la instalación de costosas infraestructuras de protección frente a factores ambientales adversos (Atkinson et al., 2015). Esto ha motivado la búsqueda de soluciones más económicas, tales como la aplicación de recubrimientos sobre la superficie de vidrio.
Desde el punto de vista de la limpieza superficial, las superficies altamente hidrófugas constituyen un tema de interés actual para diversas aplicaciones, tales como tejidos y ventanas autolimpiantes, dispositivos microfluídicos con baja fricción, parabrisas con una rápida evacuación del agua para una mayor visibilidad en condiciones climáticas adversas y paneles solares (Marchand et al., 2013). Además, estudios recientes han señalado la
4 Capítulo 1: Introducción importancia de la investigación y el desarrollo orientados a la obtención de superficies superhidrófugas, con un ángulo de contacto con el agua (Water Contact Angle, WCA) de más de 150°, debido a su excelente capacidad autolimpiante (Midtdal & Jelle, 2013). Tanto la composición química de las superficies como su rugosidad y morfología son factores que influyen de manera crucial en su humectabilidad. Una superficie altamente hidrófuga se obtiene combinando un material que por su composición química posee una baja energía superficial, junto con una morfología rugosa. Más concretamente, el aumento de la hidrofugacidad en las superficies a través de la variación de su morfología se suele llevar a cabo tomando como modelo la superficie de la hoja del loto. Este tipo de superficie se caracteriza por estar poblada de una serie de estructuras de escala microscópica que, a su vez, contienen estructuras de escala nanoscópica. Esto permite que se generen cavidades de aire entre la superficie y las gotas de agua depositadas sobre la misma, minimizando el área de contacto entre éstas y facilitando el que las gotas rueden sobre la superficie y evacúen consigo la suciedad (Wang & Luo, 2012). Desde el punto de vista de la protección frente al desgaste, es habitual el uso de recubrimientos que contienen siloxano (SiOSi) dado que este tipo de naturaleza química tiende reducir la fricción y da lugar a recubrimientos más duraderos (Masuko et al., 2007).
Aunque en la literatura se pueden encontrar trabajos relativos a la deposición de recubrimientos para promover por separado la hidrofugacidad o la resistencia al desgaste de diversos sustratos, los casos en los que se contempla la mejora de ambas propiedades de manera simultánea son escasos. Además, estudios como el que realizaron Wu et al. (2008) en sustratos de vidrio sugieren que cuanto más hidrófugo es el recubrimiento obtenido, menor tiende a ser su resistencia al desgaste y viceversa. Por tanto, la obtención de un recubrimiento altamente hidrófugo y resistente al desgaste no es una cuestión trivial.
En el ámbito de la industria automovilística, el vidrio es el material utilizado comúnmente en la fabricación de parabrisas y ventanillas. En este tipo de aplicaciones, la superficie del vidrio está sometida frecuentemente a la fricción con otros elementos del vehículo como los limpiaparabrisas y las juntas de estanqueidad de las ventanillas. Esta fricción suele ir asociada a la aparición de fenómenos no deseados como ruidos, vibraciones o desgaste de los elementos en contacto que afectan negativamente a la calidad percibida por el consumidor. Para prevenir estos problemas, se han llevado a cabo numerosos estudios sobre cómo se ve influenciada la fricción entre el vidrio y otros elementos del vehículo por factores como la velocidad de deslizamiento, la fuerza normal entre las superficies en contacto, la geometría de las mismas y las condiciones de temperatura y humedad (Deleau et al., 2009; Kim et al., 2005; Kim et al., 2007; Koenen & Sanon, 2007; Lancioni et al., 2016; Min et al., 2014).
Particularmente en las juntas de estanqueidad de las ventanillas, una práctica habitual para reducir la fricción es llevar a cabo un proceso de flocado sobre la superficie elastomérica de la junta que está en contacto con el vidrio. Dicho proceso consiste en la incorporación de fibras de poliamida y polietileno sobre la superficie de la junta, la cual ha sido previamente tratada con un adhesivo. Puesto que la orientación normal de las fibras respecto a la
1.2. Motivación y objetivos 5
superficie de la junta es fundamental para minimizar la fricción, este proceso requiere el uso de equipos para generar campos electrostáticos que orienten las fibras en la dirección adecuada. A esto se añade que el curado del adhesivo que fija las fibras a la superficie de la junta debe llevarse a cabo en un horno, dando como resultado un proceso con un alto consumo energético y con líneas de producción de gran longitud. Por otro lado, su sensibilidad a condiciones ambientales como la humedad y temperatura provoca defectos como zonas de aglomeración o escasez de fibras, así como desviaciones en la orientación de las mismas que son motivo de rechazo del producto en los controles de calidad. Dados los problemas mencionados, es interesante buscar una alternativa para reducir la fricción a través del tratamiento de la superficie del vidrio; a diferencia de las soluciones habituales que se centran en la modificación de la superficie con la que el vidrio entra en contacto.
1.2. Motivación y objetivos
Los recientes avances en la tecnología de plasma atmosférico frío han abierto un nuevo campo en la búsqueda de soluciones a los problemas de diversos ámbitos de la industria. Los tratamientos superficiales con este tipo de plasma, así como su uso en la aplicación de recubrimientos por plasma-polimerización, ofrecen un amplio control de las propiedades funcionales del material base con una sencilla implantación a las líneas de producción existentes y posibilidad de aplicación a gran escala. Además, la posibilidad de emplear simultáneamente distintos precursores en un mismo proceso de plasma-polimerización hace que ésta sea una opción a tener en cuenta cuando se necesita mejorar varias propiedades funcionales en una misma superficie, como en el caso de los paneles solares previamente comentado.
Con esta tesis, que engloba los resultados de distintos trabajos de investigación, se pretende la consecución de los siguientes objetivos:
Objetivo 1: Aplicación de recubrimientos mediante plasma-polimerización atmosférica que promuevan el carácter hidrófugo y la resistencia al desgaste del vidrio de cara a su utilización en paneles solares.
Objetivo 2: Aplicación de recubrimientos mediante plasma-polimerización atmosférica que disminuyan la fricción de los vidrios empleados en el automóvil.
1.3. Contribuciones
1.3.1. Publicaciones
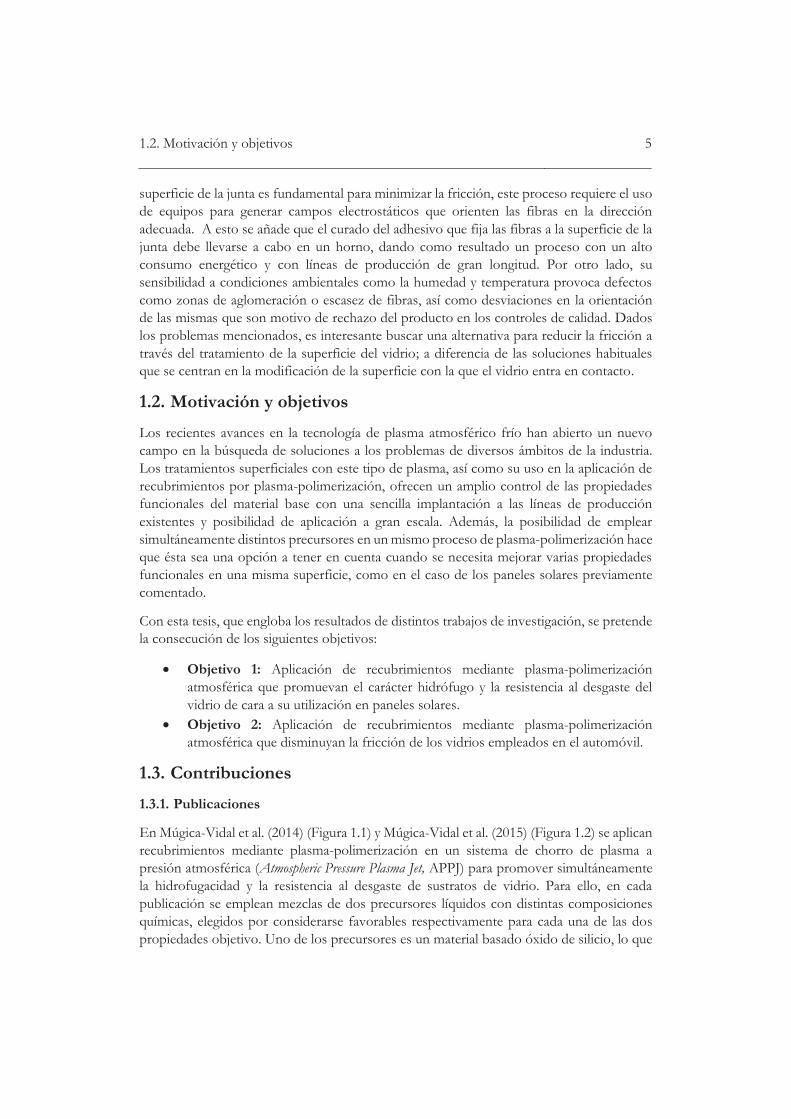
En Múgica-Vidal et al. (2014) (Figura 1.1) y Múgica-Vidal et al. (2015) (Figura 1.2) se aplican recubrimientos mediante plasma-polimerización en un sistema de chorro de plasma a presión atmosférica (Atmospheric Pressure Plasma Jet, APPJ) para promover simultáneamente la hidrofugacidad y la resistencia al desgaste de sustratos de vidrio. Para ello, en cada publicación se emplean mezclas de dos precursores líquidos con distintas composiciones químicas, elegidos por considerarse favorables respectivamente para cada una de las dos propiedades objetivo. Uno de los precursores es un material basado óxido de silicio, lo que
6 Capítulo 1: Introducción permite la formación de recubrimientos con siloxano, con baja fricción y resistentes al desgaste. Éste se mezcla con otro precursor basado en cadenas de fluorocarburo (CFx), siendo ésta una composición química que da lugar a materiales con una baja energía superficial y, por tanto, hidrófugos. Puesto que la hidrofugacidad y la resistencia al desgaste presentan tendencias opuestas (cuanto mayor es una, menor suele ser la otra), un aspecto clave de estos trabajos consiste en determinar en qué proporciones deben mezclarse los precursores empleados para obtener un recubrimiento satisfactorio en ambas propiedades. Por ello, en cada publicación se analizan recubrimientos obtenidos a partir de mezclas de precursores en distintas proporciones (del 0% al 100%). En ambas publicaciones, se utiliza como precursor basado en óxido de silicio el aminopropiltrietoxisilano (APTES). La utilización de este precursor en ambos casos viene motivada porque, además de favorecer la formación de siloxano, contiene grupos amino que favorecen la adhesión de distintos tipos de moléculas a materiales como el vidrio o la sílice. La principal diferencia entre estas dos publicaciones reside en sus precursores basados en cadenas de fluorocarburo. En Múgica-Vidal et al. (2014) se utiliza (heptadecafluoro-1,1,2,2-tetrahidrodecil)trimetoxisilano (FLUSI), mientras que en Múgica-Vidal et al. (2015) se utiliza 1-perfluorohexeno (PFH).
En ambas publicaciones se ha identificado una relación directa entre la resistencia al desgaste de los recubrimientos y su contenido en siloxano, el cual aumenta a medida que se incrementa la proporción de APTES utilizado en las mezclas de precursores. En lo que respecta a la humectabilidad, se considera que la obtención de recubrimientos hidrófugos en Múgica-Vidal et al. (2014) se ha debido principalmente a la modificación en la composición química superficial y que se ha alcanzado el límite máximo de hidrofugacidad que se puede lograr mediante esta modificación (WCA 120°). Por otra parte, la obtención de recubrimientos hidrófugos en Múgica-Vidal et al. (2015) se atribuye a un efecto combinado de las modificaciones logradas tanto en la morfología como en la composición química de la superficie, sin un predominio claro de un aspecto sobre el otro.
El mejor recubrimiento obtenido en Múgica-Vidal et al. (2014) es aquél para el cual se utilizó una mezcla del 50% de APTES y 50% de FLUSI (Figura 1.1). Su ángulo de contacto (123,2° ± 1,5) es el más elevado de los obtenidos en la primera publicación, debido a su elevado contenido en grupos fluorocarburo y a que posee el mayor contenido en grupos CF3. Además, su resistencia al desgaste es considerablemente superior a la del vidrio sin recubrir y una de las mejores presentadas por los recubrimientos hidrófugos obtenidos en Múgica-Vidal et al. (2014).
1.3. Contribuciones 7
Figura 1.1. Resumen gráfico de Múgica-Vidal et al. (2014).
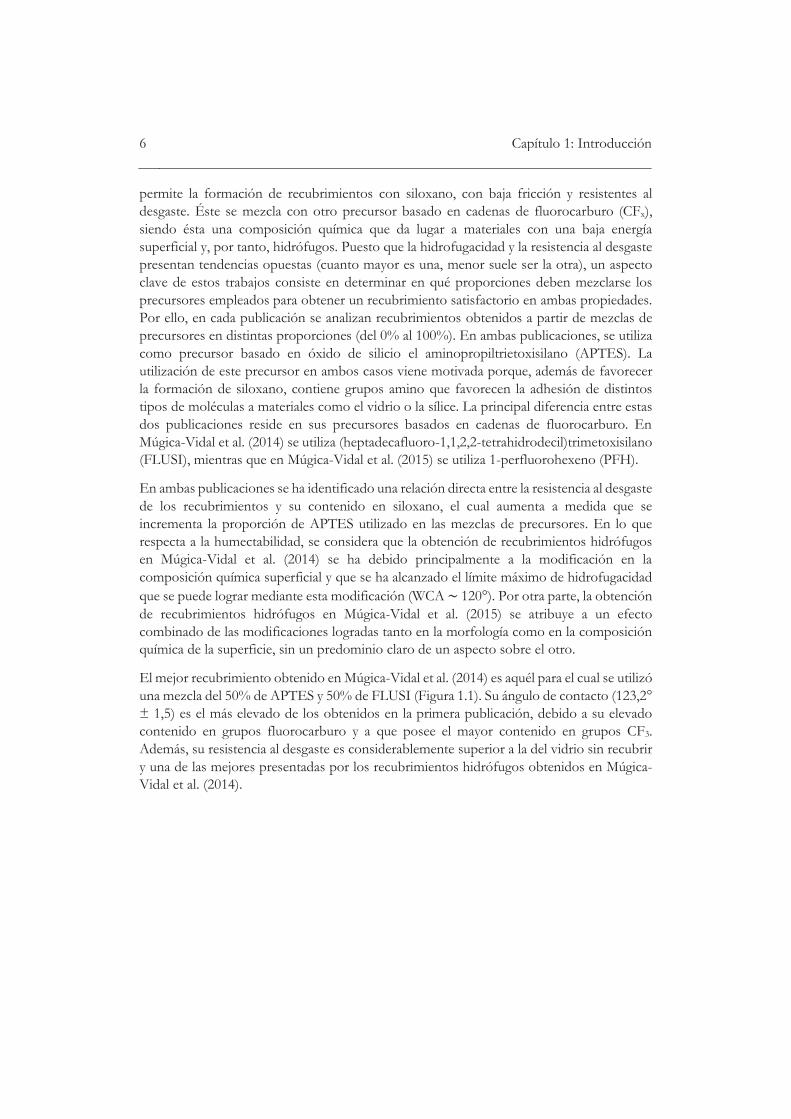
Por otra parte, la mejor combinación de hidrofugacidad y resistencia al desgaste de Múgica-Vidal et al. (2015) se ha obtenido al utilizar una mezcla del 75% de APTES y 25% de PFH (Figura 1.2). El recubrimiento obtenido en este caso presenta el mayor ángulo de contacto (100,2° ± 7,5) y la mejor resistencia al desgaste de entre los recubrimientos hidrófugos de Múgica-Vidal et al. (2015).
Figura 1.2. Resumen gráfico de Múgica-Vidal et al. (2015).
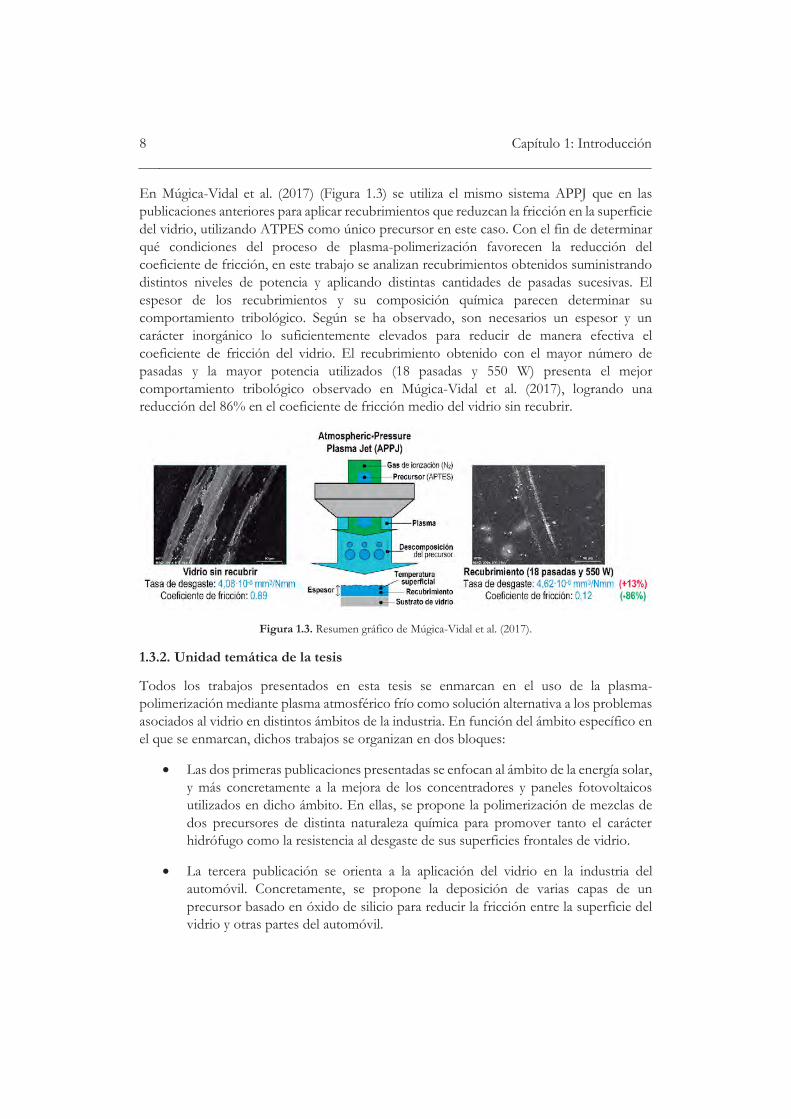
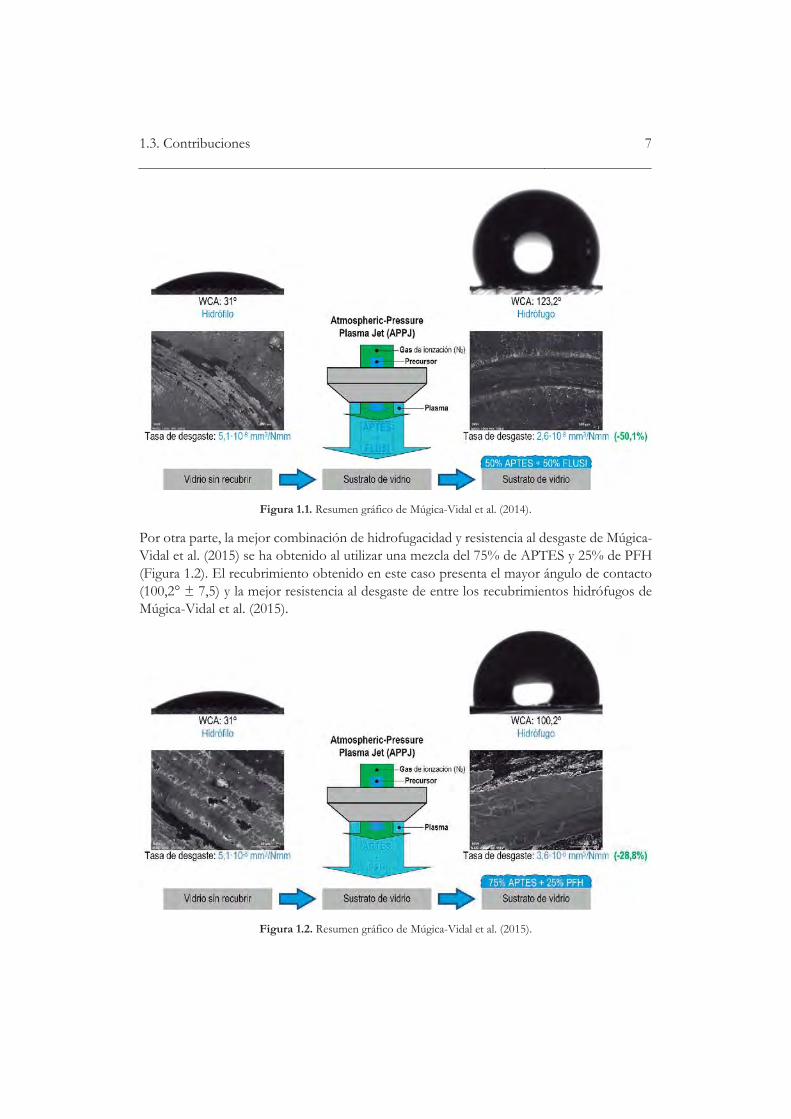
8 Capítulo 1: Introducción En Múgica-Vidal et al. (2017) (Figura 1.3) se utiliza el mismo sistema APPJ que en las publicaciones anteriores para aplicar recubrimientos que reduzcan la fricción en la superficie del vidrio, utilizando ATPES como único precursor en este caso. Con el fin de determinar qué condiciones del proceso de plasma-polimerización favorecen la reducción del coeficiente de fricción, en este trabajo se analizan recubrimientos obtenidos suministrando distintos niveles de potencia y aplicando distintas cantidades de pasadas sucesivas. El espesor de los recubrimientos y su composición química parecen determinar su comportamiento tribológico. Según se ha observado, son necesarios un espesor y un carácter inorgánico lo suficientemente elevados para reducir de manera efectiva el coeficiente de fricción del vidrio. El recubrimiento obtenido con el mayor número de pasadas y la mayor potencia utilizados (18 pasadas y 550 W) presenta el mejor comportamiento tribológico observado en Múgica-Vidal et al. (2017), logrando una reducción del 86% en el coeficiente de fricción medio del vidrio sin recubrir.
Figura 1.3. Resumen gráfico de Múgica-Vidal et al. (2017).
1.3.2. Unidad temática de la tesis
Todos los trabajos presentados en esta tesis se enmarcan en el uso de la plasma-polimerización mediante plasma atmosférico frío como solución alternativa a los problemas asociados al vidrio en distintos ámbitos de la industria. En función del ámbito específico en el que se enmarcan, dichos trabajos se organizan en dos bloques:
Las dos primeras publicaciones presentadas se enfocan al ámbito de la energía solar, y más concretamente a la mejora de los concentradores y paneles fotovoltaicos utilizados en dicho ámbito. En ellas, se propone la polimerización de mezclas de dos precursores de distinta naturaleza química para promover tanto el carácter hidrófugo como la resistencia al desgaste de sus superficies frontales de vidrio.
La tercera publicación se orienta a la aplicación del vidrio en la industria del automóvil. Concretamente, se propone la deposición de varias capas de un precursor basado en óxido de silicio para reducir la fricción entre la superficie del vidrio y otras partes del automóvil.
1.4. Estructura del documento 9
1.4. Estructura del documento
En este primer capítulo se han presentado los antecedentes, la motivación y las contribuciones aportadas en esta tesis, además de la unidad temática en la que se engloban dichas aportaciones. El resto del documento se organiza de la siguiente manera.
En el Capítulo 2 se describen los precursores utilizados y los motivos por los cuales fueron elegidos, así como los métodos empleados tanto para la deposición de los recubrimientos por plasma-polimerización atmosférica como para su posterior análisis morfológico, químico y funcional.
En el Capítulo 3, estructurado de acuerdo a los dos bloques identificados anteriormente, se discuten los resultados obtenidos en las tres publicaciones presentadas.
En el Capítulo 4 se exponen las principales conclusiones extraídas de los trabajos realizados. Finalmente, se plantean posibles vías para mejorar los resultados obtenidos y futuras líneas de investigación.

CAPÍTULO 2: MATERIALES Y MÉTODOS
2.1. Propiedades funcionales sobre vidrio: selección de los precursores
Como ya se ha indicado en la introducción de esta tesis, las modificaciones que se pretende promover en las propiedades funcionales de los sustratos de vidrio mediante la aplicación de recubrimientos por plasma-polimerización son:
Un aumento simultáneo de la hidrofugacidad y de la resistencia al desgaste para mejorar su adecuación en el ámbito de la energía solar (Múgica-Vidal et al., 2014, 2015).
Una reducción de la fricción que pueda suponer una alternativa a las soluciones utilizadas habitualmente en las aplicaciones del vidrio en los automóviles (Múgica-Vidal et al., 2017).
Esto ha determinado la elección de unos precursores líquidos tales que, por su naturaleza química, se consideren favorables para lograr las modificaciones planteadas.
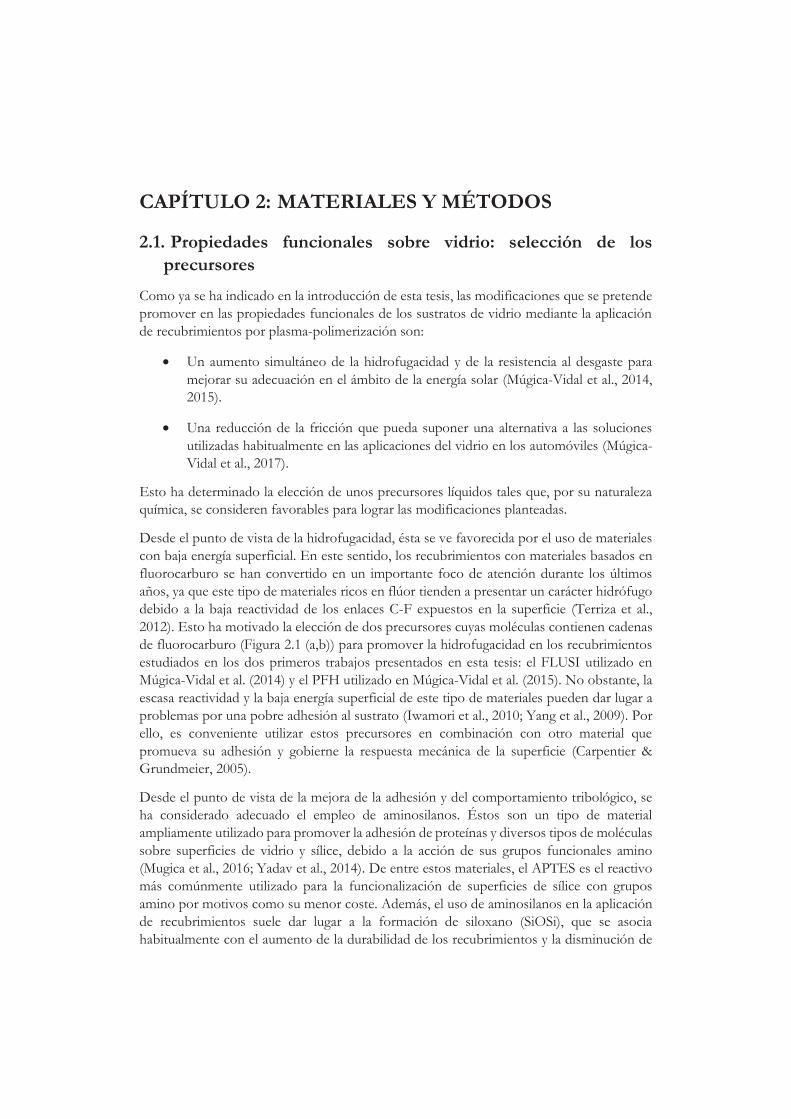
Desde el punto de vista de la hidrofugacidad, ésta se ve favorecida por el uso de materiales con baja energía superficial. En este sentido, los recubrimientos con materiales basados en fluorocarburo se han convertido en un importante foco de atención durante los últimos años, ya que este tipo de materiales ricos en flúor tienden a presentar un carácter hidrófugo debido a la baja reactividad de los enlaces C-F expuestos en la superficie (Terriza et al., 2012). Esto ha motivado la elección de dos precursores cuyas moléculas contienen cadenas de fluorocarburo (Figura 2.1 (a,b)) para promover la hidrofugacidad en los recubrimientos estudiados en los dos primeros trabajos presentados en esta tesis: el FLUSI utilizado en Múgica-Vidal et al. (2014) y el PFH utilizado en Múgica-Vidal et al. (2015). No obstante, la escasa reactividad y la baja energía superficial de este tipo de materiales pueden dar lugar a problemas por una pobre adhesión al sustrato (Iwamori et al., 2010; Yang et al., 2009). Por ello, es conveniente utilizar estos precursores en combinación con otro material que promueva su adhesión y gobierne la respuesta mecánica de la superficie (Carpentier & Grundmeier, 2005).
Desde el punto de vista de la mejora de la adhesión y del comportamiento tribológico, se ha considerado adecuado el empleo de aminosilanos. Éstos son un tipo de material ampliamente utilizado para promover la adhesión de proteínas y diversos tipos de moléculas sobre superficies de vidrio y sílice, debido a la acción de sus grupos funcionales amino (Mugica et al., 2016; Yadav et al., 2014). De entre estos materiales, el APTES es el reactivo más comúnmente utilizado para la funcionalización de superficies de sílice con grupos amino por motivos como su menor coste. Además, el uso de aminosilanos en la aplicación de recubrimientos suele dar lugar a la formación de siloxano (SiOSi), que se asocia habitualmente con el aumento de la durabilidad de los recubrimientos y la disminución de
12 Capítulo 2: Materiales y métodos su coeficiente de fricción cuando se someten al deslizamiento con otra superficie sólida (Masuko et al., 2007). Por estos motivos, se ha considerado adecuado el uso de APTES (Figura 2.1 (c)) como precursor en todos los trabajos desarrollados y presentados en esta tesis. Por una parte, se considera que los grupos funcionales amino aportados por el APTES son favorables para la adhesión de los recubrimientos. Esto tiene especial relevancia en las mezclas de precursores de los dos primeros trabajos presentados, en los que la deposición de fluorocarburos requiere el uso de un aditivo para favorecer su adhesión. Por otra parte, se considera que la formación de recubrimientos con siloxano mediante el uso de un aminosilano puede ser beneficiosa tanto para promover la resistencia al desgaste en los recubrimientos de los dos primeros trabajos presentados (Múgica-Vidal et al., 2014, 2015), como para reducir el coeficiente de fricción en los recubrimientos del tercer trabajo (Múgica-Vidal et al., 2017).
Figura 2.1. Móleculas de los precursores utilizados.
2.2. Plasma-polimerización sobre superficies de vidrio 13
2.2. Plasma-polimerización sobre superficies de vidrio
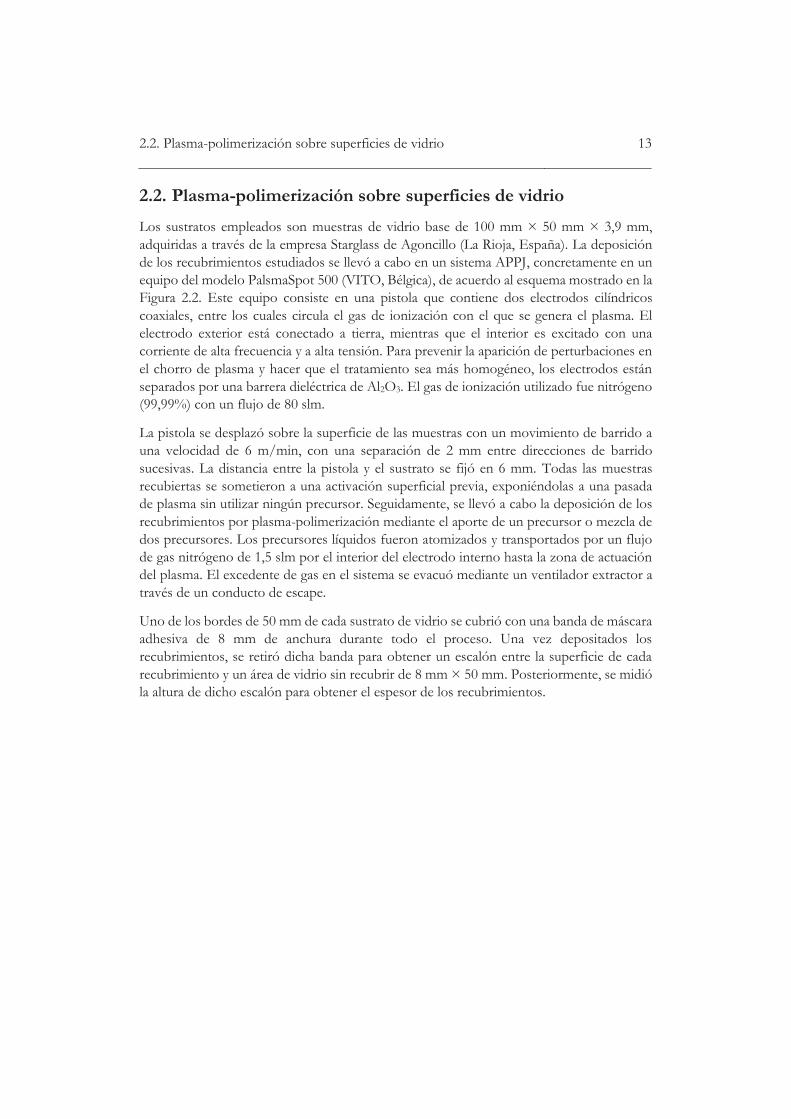
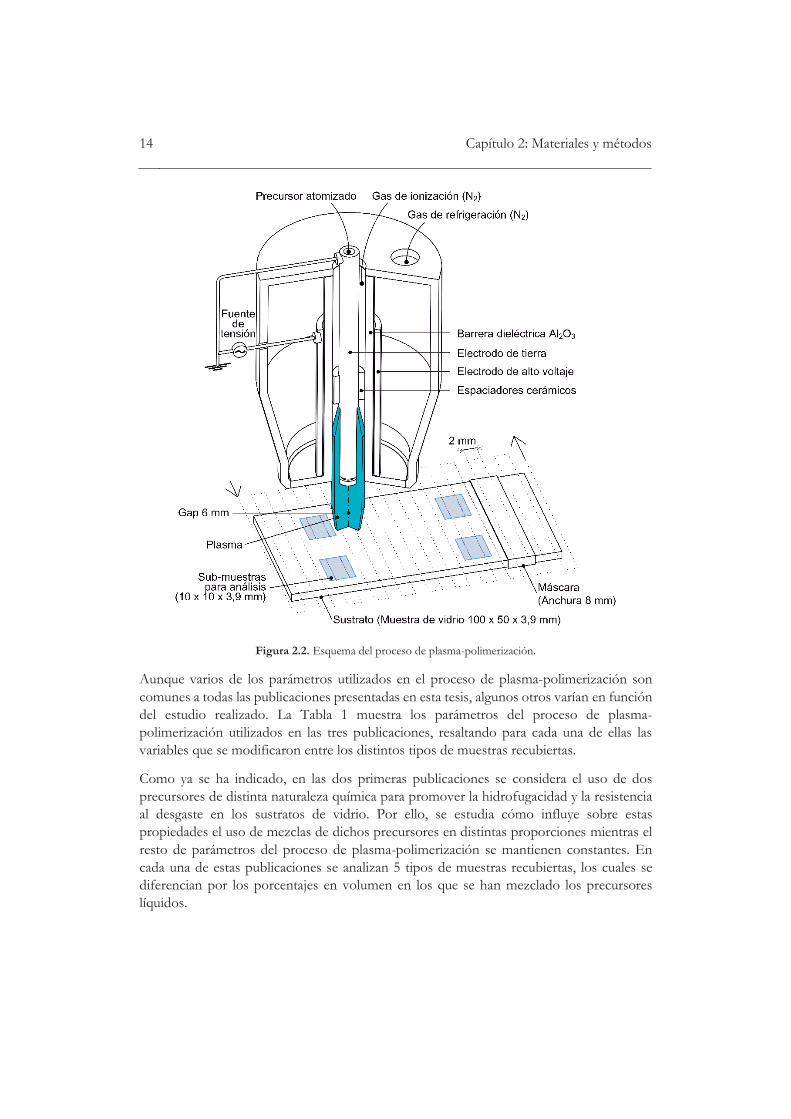
Los sustratos empleados son muestras de vidrio base de 100 mm × 50 mm × 3,9 mm, adquiridas a través de la empresa Starglass de Agoncillo (La Rioja, España). La deposición de los recubrimientos estudiados se llevó a cabo en un sistema APPJ, concretamente en un equipo del modelo PalsmaSpot 500 (VITO, Bélgica), de acuerdo al esquema mostrado en la Figura 2.2. Este equipo consiste en una pistola que contiene dos electrodos cilíndricos coaxiales, entre los cuales circula el gas de ionización con el que se genera el plasma. El electrodo exterior está conectado a tierra, mientras que el interior es excitado con una corriente de alta frecuencia y a alta tensión. Para prevenir la aparición de perturbaciones en el chorro de plasma y hacer que el tratamiento sea más homogéneo, los electrodos están separados por una barrera dieléctrica de Al2O3. El gas de ionización utilizado fue nitrógeno (99,99%) con un flujo de 80 slm.
La pistola se desplazó sobre la superficie de las muestras con un movimiento de barrido a una velocidad de 6 m/min, con una separación de 2 mm entre direcciones de barrido sucesivas. La distancia entre la pistola y el sustrato se fijó en 6 mm. Todas las muestras recubiertas se sometieron a una activación superficial previa, exponiéndolas a una pasada de plasma sin utilizar ningún precursor. Seguidamente, se llevó a cabo la deposición de los recubrimientos por plasma-polimerización mediante el aporte de un precursor o mezcla de dos precursores. Los precursores líquidos fueron atomizados y transportados por un flujo de gas nitrógeno de 1,5 slm por el interior del electrodo interno hasta la zona de actuación del plasma. El excedente de gas en el sistema se evacuó mediante un ventilador extractor a través de un conducto de escape.
Uno de los bordes de 50 mm de cada sustrato de vidrio se cubrió con una banda de máscara adhesiva de 8 mm de anchura durante todo el proceso. Una vez depositados los recubrimientos, se retiró dicha banda para obtener un escalón entre la superficie de cada recubrimiento y un área de vidrio sin recubrir de 8 mm × 50 mm. Posteriormente, se midió la altura de dicho escalón para obtener el espesor de los recubrimientos.
14 Capítulo 2: Materiales y métodos
Figura 2.2. Esquema del proceso de plasma-polimerización.
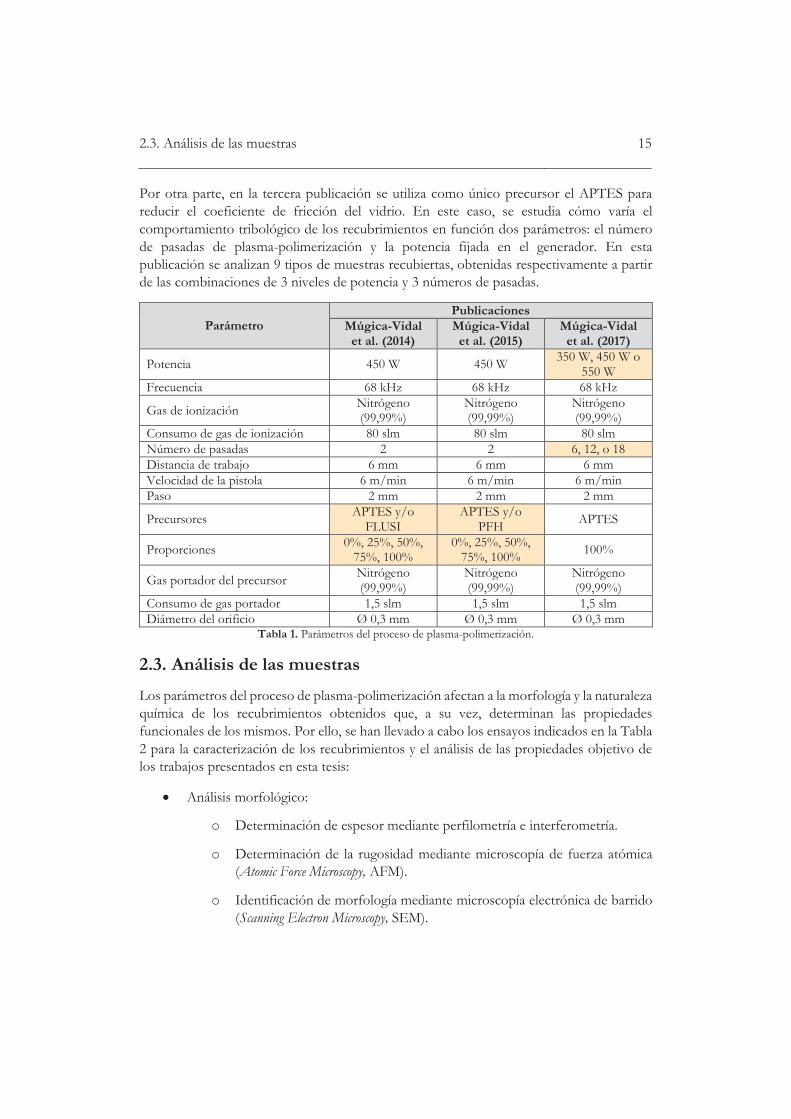
Aunque varios de los parámetros utilizados en el proceso de plasma-polimerización son comunes a todas las publicaciones presentadas en esta tesis, algunos otros varían en función del estudio realizado. La Tabla 1 muestra los parámetros del proceso de plasma-polimerización utilizados en las tres publicaciones, resaltando para cada una de ellas las variables que se modificaron entre los distintos tipos de muestras recubiertas.
Como ya se ha indicado, en las dos primeras publicaciones se considera el uso de dos precursores de distinta naturaleza química para promover la hidrofugacidad y la resistencia al desgaste en los sustratos de vidrio. Por ello, se estudia cómo influye sobre estas propiedades el uso de mezclas de dichos precursores en distintas proporciones mientras el resto de parámetros del proceso de plasma-polimerización se mantienen constantes. En cada una de estas publicaciones se analizan 5 tipos de muestras recubiertas, los cuales se diferencian por los porcentajes en volumen en los que se han mezclado los precursores líquidos.
2.3. Análisis de las muestras 15
Por otra parte, en la tercera publicación se utiliza como único precursor el APTES para reducir el coeficiente de fricción del vidrio. En este caso, se estudia cómo varía el comportamiento tribológico de los recubrimientos en función dos parámetros: el número de pasadas de plasma-polimerización y la potencia fijada en el generador. En esta publicación se analizan 9 tipos de muestras recubiertas, obtenidas respectivamente a partir de las combinaciones de 3 niveles de potencia y 3 números de pasadas.
Parámetro Publicaciones
Múgica-Vidal et al. (2014)
Múgica-Vidal et al. (2015)
Múgica-Vidal et al. (2017)
Potencia 450 W 450 W 350 W, 450 W o 550 W
Frecuencia 68 kHz 68 kHz 68 kHz
Gas de ionización Nitrógeno (99,99%)
Nitrógeno (99,99%)
Nitrógeno (99,99%)
Consumo de gas de ionización 80 slm 80 slm 80 slm Número de pasadas 2 2 6, 12, o 18 Distancia de trabajo 6 mm 6 mm 6 mm Velocidad de la pistola 6 m/min 6 m/min 6 m/min Paso 2 mm 2 mm 2 mm
Precursores APTES y/o FLUSI
APTES y/o PFH APTES
Proporciones 0%, 25%, 50%, 75%, 100%
0%, 25%, 50%, 75%, 100% 100%
Gas portador del precursor Nitrógeno (99,99%)
Nitrógeno (99,99%)
Nitrógeno (99,99%)
Consumo de gas portador 1,5 slm 1,5 slm 1,5 slm Diámetro del orificio Ø 0,3 mm Ø 0,3 mm Ø 0,3 mm
Tabla 1. Parámetros del proceso de plasma-polimerización.
2.3. Análisis de las muestras
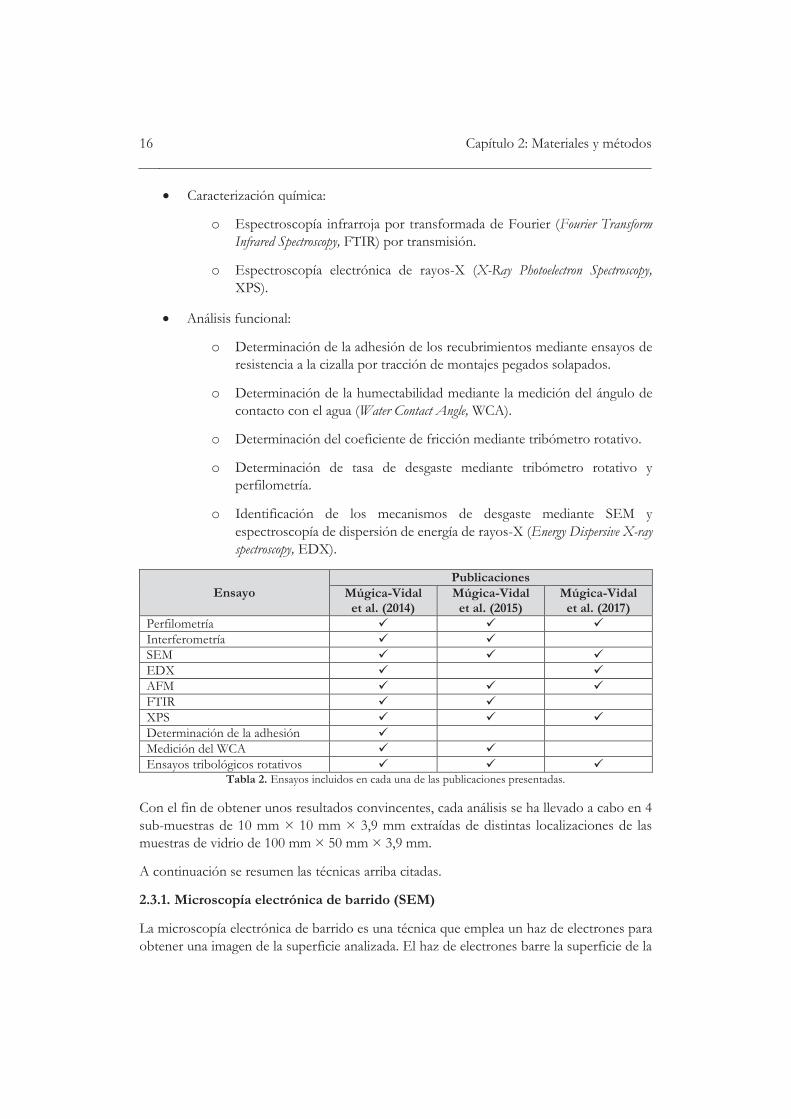
Los parámetros del proceso de plasma-polimerización afectan a la morfología y la naturaleza química de los recubrimientos obtenidos que, a su vez, determinan las propiedades funcionales de los mismos. Por ello, se han llevado a cabo los ensayos indicados en la Tabla 2 para la caracterización de los recubrimientos y el análisis de las propiedades objetivo de los trabajos presentados en esta tesis:
Análisis morfológico:
o Determinación de espesor mediante perfilometría e interferometría.
o Determinación de la rugosidad mediante microscopía de fuerza atómica (Atomic Force Microscopy, AFM).
o Identificación de morfología mediante microscopía electrónica de barrido (Scanning Electron Microscopy, SEM).
16 Capítulo 2: Materiales y métodos
Caracterización química:
o Espectroscopía infrarroja por transformada de Fourier (Fourier Transform Infrared Spectroscopy, FTIR) por transmisión.
o Espectroscopía electrónica de rayos-X (X-Ray Photoelectron Spectroscopy, XPS).
Análisis funcional:
o Determinación de la adhesión de los recubrimientos mediante ensayos de resistencia a la cizalla por tracción de montajes pegados solapados.
o Determinación de la humectabilidad mediante la medición del ángulo de contacto con el agua (Water Contact Angle, WCA).
o Determinación del coeficiente de fricción mediante tribómetro rotativo.
o Determinación de tasa de desgaste mediante tribómetro rotativo y perfilometría.
o Identificación de los mecanismos de desgaste mediante SEM y espectroscopía de dispersión de energía de rayos-X (Energy Dispersive X-ray spectroscopy, EDX).
Ensayo Publicaciones
Múgica-Vidal et al. (2014)
Múgica-Vidal et al. (2015)
Múgica-Vidal et al. (2017)
Perfilometría Interferometría SEM EDX AFM FTIR XPS Determinación de la adhesión Medición del WCA Ensayos tribológicos rotativos
Tabla 2. Ensayos incluidos en cada una de las publicaciones presentadas.
Con el fin de obtener unos resultados convincentes, cada análisis se ha llevado a cabo en 4 sub-muestras de 10 mm × 10 mm × 3,9 mm extraídas de distintas localizaciones de las muestras de vidrio de 100 mm × 50 mm × 3,9 mm.
A continuación se resumen las técnicas arriba citadas.
2.3.1. Microscopía electrónica de barrido (SEM)
La microscopía electrónica de barrido es una técnica que emplea un haz de electrones para obtener una imagen de la superficie analizada. El haz de electrones barre la superficie de la

2.3. Análisis de las muestras 17
muestra e interactúa con ella, provocando la emisión de electrones secundarios y electrones retrodispersados que mediante un detector dan lugar a la formación de una imagen de alta resolución. De esta forma, se puede estudiar visualmente la morfología de una superficie con la posibilidad de identificar estructuras de escala microscópica y nanoscópica. Para que esto sea posible, uno de los requisitos que deben cumplir las muestras analizadas es que su superficie sea conductora. Por ello, las muestras de los trabajos presentados han sido metalizadas previamente a su análisis mediante SEM. Concretamente, la metalización se ha llevado a cabo mediante la deposición de una capa de oro en Múgica-Vidal et al. (2014) y Múgica-Vidal et al. (2015), y una capa de oro-paladio en Múgica-Vidal et al. (2017). La única justificación para esta diferencia tiene que ver con que las muestras se analizaron con equipamientos distintos, en laboratorios diferentes en cada caso.
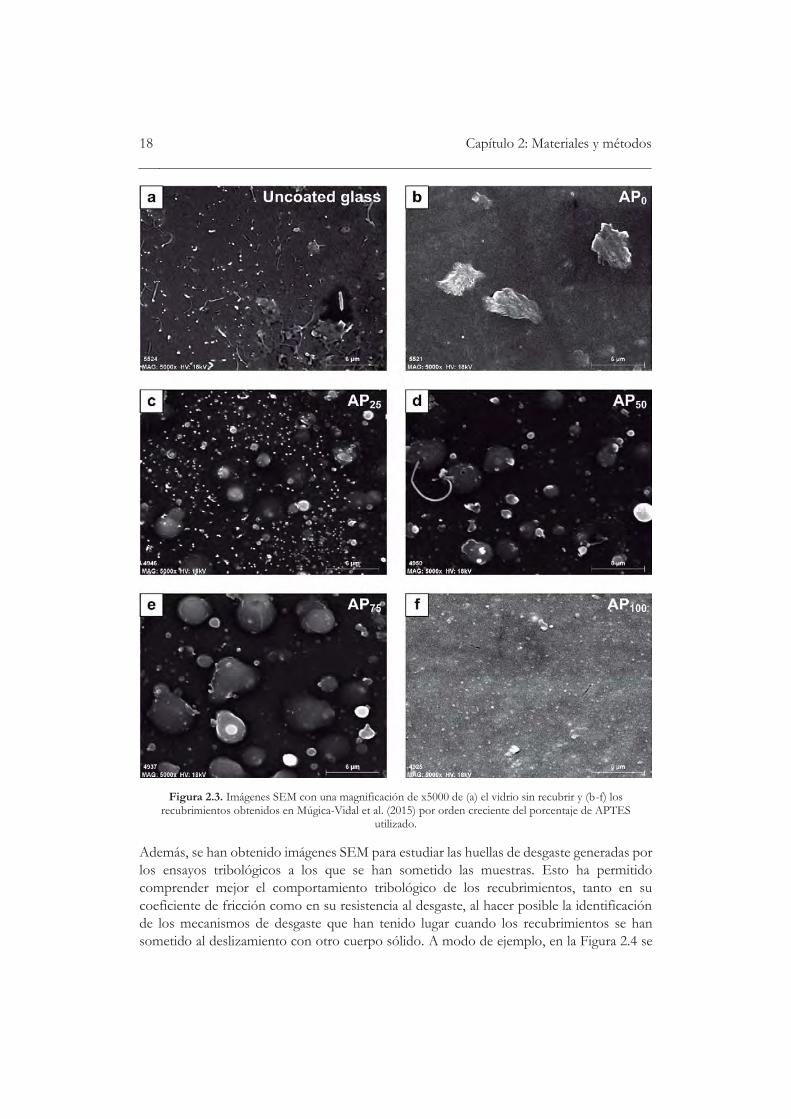
En las publicaciones presentadas, se ha empleado la microscopía electrónica de barrido para estudiar la morfología de los recubrimientos obtenidos y para identificar los mecanismos de crecimiento que han predominado en función de las variables consideradas en cada trabajo. Esto ha sido posible mediante el estudio de imágenes como las de la Figura 2.3, extraídas de Múgica-Vidal et al. (2015) a modo de ejemplo.
18 Capítulo 2: Materiales y métodos
Figura 2.3. Imágenes SEM con una magnificación de x5000 de (a) el vidrio sin recubrir y (b-f) los
recubrimientos obtenidos en Múgica-Vidal et al. (2015) por orden creciente del porcentaje de APTES utilizado.
Además, se han obtenido imágenes SEM para estudiar las huellas de desgaste generadas por los ensayos tribológicos a los que se han sometido las muestras. Esto ha permitido comprender mejor el comportamiento tribológico de los recubrimientos, tanto en su coeficiente de fricción como en su resistencia al desgaste, al hacer posible la identificación de los mecanismos de desgaste que han tenido lugar cuando los recubrimientos se han sometido al deslizamiento con otro cuerpo sólido. A modo de ejemplo, en la Figura 2.4 se
2.3. Análisis de las muestras 19
muestran las imágenes SEM correspondientes a la huella de desgaste generada sobre una muestra recubierta con una mezcla del 25% de APTES y el 75% de FLUSI, extraídas de Múgica-Vidal et al. (2014).
Figura 2.4. Imágenes SEM de la huella de desgaste en la muestra recubierta con un 25% de APTES y un 75%
de FLUSI en Múgica-Vidal et al. (2014) con diferentes magnificaciones: (a) x100, (b) x600 y (c) x2000. Las magnificaciones (b) y (c) se identifican con rectángulos amarillos en la magnificación (a). Las flechas
discontinuas indican la dirección de deslizamiento de la esfera sobre la superficie ensayada.
Las imágenes correspondientes a la morfología de los recubrimientos obtenidos en Múgica-Vidal et al. (2014) se han tomado mediante un SEM JEOL JSM-840 a una tensión de operación de 10 kV. Las imágenes correspondientes a las morfologías de los recubrimientos obtenidos en Múgica-Vidal et al. (2015) y Múgica-Vidal et al. (2017), así como todas las imágenes de las huellas de desgaste incluidas en las tres publicaciones presentadas, se han tomado en un SEM Hitachi S-2400 a una tensión de operación de 18 kV.
2.3.2. Espectroscopía de dispersión de energía de rayos-X (EDX)
La espectroscopía de dispersión de energía de rayos-X es una técnica empleada para identificar la composición elemental de los materiales. Esta técnica se emplea habitualmente junto con la microscopía SEM. Cuando la muestra es bombardeada con el haz de electrones del SEM, los átomos de su superficie emiten electrones. Los huecos que dejan estos electrones se llenan con electrones provenientes de estados de energía mayor, dando lugar
20 Capítulo 2: Materiales y métodos a la emisión de rayos-X para equilibrar la diferencia de energía entre los estados de los dos electrones. La energía de estos rayos-X es característica del elemento desde el que fueron emitidos. Esto permite llevar a cabo un análisis cualitativo de los elementos presentes en la superficie y un mapeado de los mismos para analizar su distribución en la región observada por el microscopio.
La espectroscopía EDX se ha utilizado para realizar un análisis cualitativo de la composición elemental de las huellas de desgaste generadas por los ensayos tribológicos. Dicho análisis se ha llevado a cabo mediante la interpretación de mapas elementales obtenidos mediante un espectroscopio EDX Bruker Quantax 200, con un detector XFlash 5010/30 y el software de microanálisis ESPRIT 1.9. El espectroscopio EDX se ha utilizado de manera conjunta con el microscopio electrónico de barrido, de forma que se han podido obtener mapas elementales de las mismas regiones observadas mediante SEM; como se puede apreciar en los mapas extraídos de Múgica-Vidal et al. (2014) en la Figura 2.5, que corresponden a la misma región mostrada en la imagen SEM de la Figura 2.4 (c). Esto ha permitido identificar la naturaleza química y el origen de las características observadas en las imágenes SEM para comprender qué mecanismos de desgaste han tenido lugar en las muestras analizadas y cómo han afectado dichas características al comportamiento tribológico de las muestras.
Figura 2.5. Mapas EDX de los elementos (a) flúor y (b) hierro de la huella de desgaste en la muestra
recubierta con un 25% de APTES y un 75% de FLUSI en Múgica-Vidal et al. (2014) con una magnificación de x600.
2.3.3. Microscopía de fuerza atómica (AFM)
La microscopía de fuerza atómica permite visualizar los materiales y muchas de sus propiedades con una extraordinaria resolución espacial. Su funcionamiento se basa en la medida de pequeñas fuerzas atómicas (interacciones atómicas atractivas o repulsivas) entre una sonda o punta cristalina de forma piramidal y la superficie de la muestra analizada cuando éstas se encuentran muy próximas. La sonda va acoplada a un listón microscópico muy sensible que se flexiona hacia arriba o hacia abajo, bajo el efecto de las citadas fuerzas, siguiendo la topografía de la muestra. La pequeña flexión del listón es detectada mediante un haz láser reflejado en su parte posterior mientras un sistema auxiliar piezoeléctrico desplaza la muestra tridimensionalmente para que la punta recorra ordenadamente su
2.3. Análisis de las muestras 21
superficie. De esta forma, se pueden obtener imágenes topográficas de alta resolución en tiempo real sin necesidad de preparación previa de la muestra.
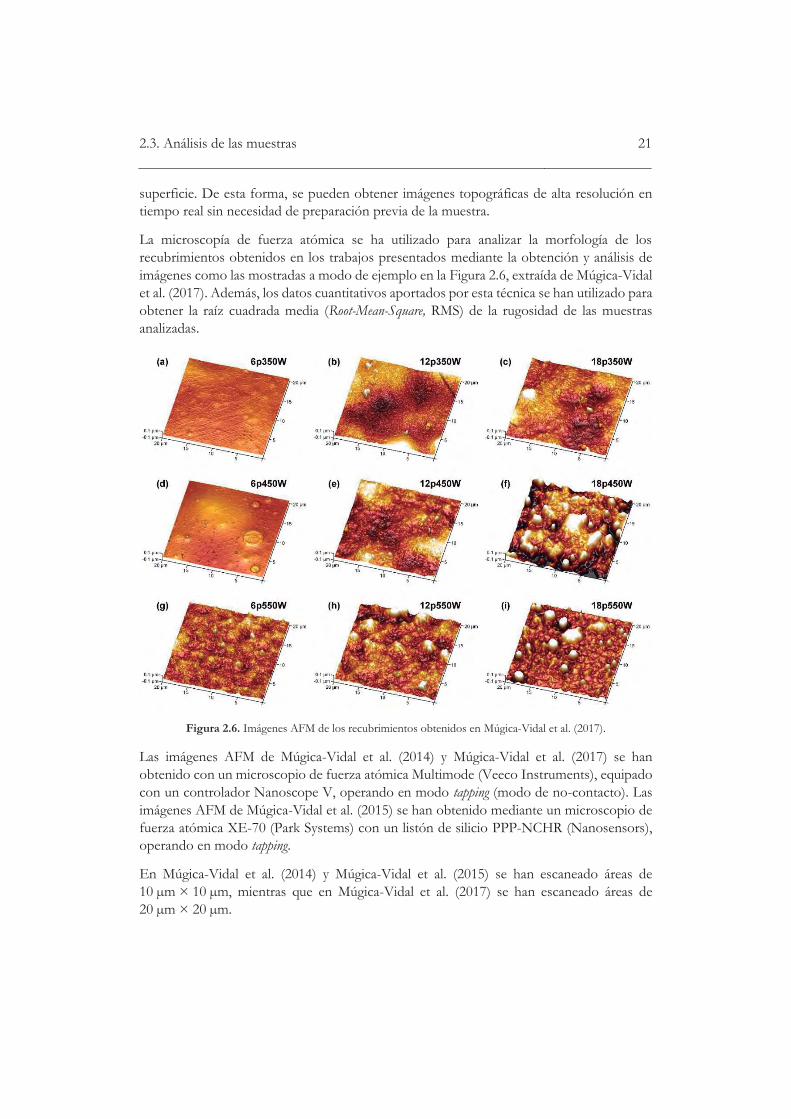
La microscopía de fuerza atómica se ha utilizado para analizar la morfología de los recubrimientos obtenidos en los trabajos presentados mediante la obtención y análisis de imágenes como las mostradas a modo de ejemplo en la Figura 2.6, extraída de Múgica-Vidal et al. (2017). Además, los datos cuantitativos aportados por esta técnica se han utilizado para obtener la raíz cuadrada media (Root-Mean-Square, RMS) de la rugosidad de las muestras analizadas.
Figura 2.6. Imágenes AFM de los recubrimientos obtenidos en Múgica-Vidal et al. (2017).
Las imágenes AFM de Múgica-Vidal et al. (2014) y Múgica-Vidal et al. (2017) se han obtenido con un microscopio de fuerza atómica Multimode (Veeco Instruments), equipado con un controlador Nanoscope V, operando en modo tapping (modo de no-contacto). Las imágenes AFM de Múgica-Vidal et al. (2015) se han obtenido mediante un microscopio de fuerza atómica XE-70 (Park Systems) con un listón de silicio PPP-NCHR (Nanosensors), operando en modo tapping.
En Múgica-Vidal et al. (2014) y Múgica-Vidal et al. (2015) se han escaneado áreas de 10 μm × 10 μm, mientras que en Múgica-Vidal et al. (2017) se han escaneado áreas de 20 μm × 20 μm.

22 Capítulo 2: Materiales y métodos 2.3.4. Espectroscopía infrarroja por transformada de Fourier (FTIR)
Cuando la radiación infrarroja incide sobre una muestra, es capaz de provocar cambios en los estados vibracionales de las moléculas que la constituyen. La absorción de radiación a determinadas longitudes de onda por parte de una muestra es indicativa del tipo de enlaces y grupos funcionales presentes en la misma. Mediante la detección y el análisis de la radiación restante en un haz infrarrojo tras su interacción con la muestra analizada, la espectroscopía FTIR hace posible la caracterización de los principales grupos funcionales de la estructura molecular de las muestras analizadas.
La espectroscopía FTIR se ha utilizado para llevar a cabo la caracterización química de los recubrimientos obtenidos en las publicaciones presentadas. No obstante, el propio vidrio presenta una fuerte absorción de la radiación infrarroja. Esto provoca que la radiación recibida por el detector del espectrofotómetro sea nula, haciendo que este sustrato sea incompatible con el análisis FTIR. Para poder realizar este análisis, se han llevado a cabo los mismos procesos de activación y recubrimiento descritos anteriormente utilizando obleas de silicio de 1 cm2 como sustrato. La elección del silicio se debe a que éste es ligeramente más transparente que el vidrio frente a la radiación infrarroja, siendo capaz de transmitir una radiación suficiente para llevar a cabo el análisis FTIR del haz que atraviesa la muestra. No se han incluido los resultados del análisis FTIR de los recubrimientos de la tercera publicación (Múgica-Vidal et al., 2017) porque los espectros obtenidos en este caso eran muy similares a los de la muestra recubierta utilizando únicamente APTES de las dos primeras publicaciones. En cambio, sí se incluyen los resultados del análisis FTIR de las dos primeras publicaciones presentadas (Múgica-Vidal et al., 2014, 2015), en las cuales el uso de mezclas de dos precursores de distinta naturaleza química dio lugar a diferencias importantes en los espectros FTIR de los recubrimientos.
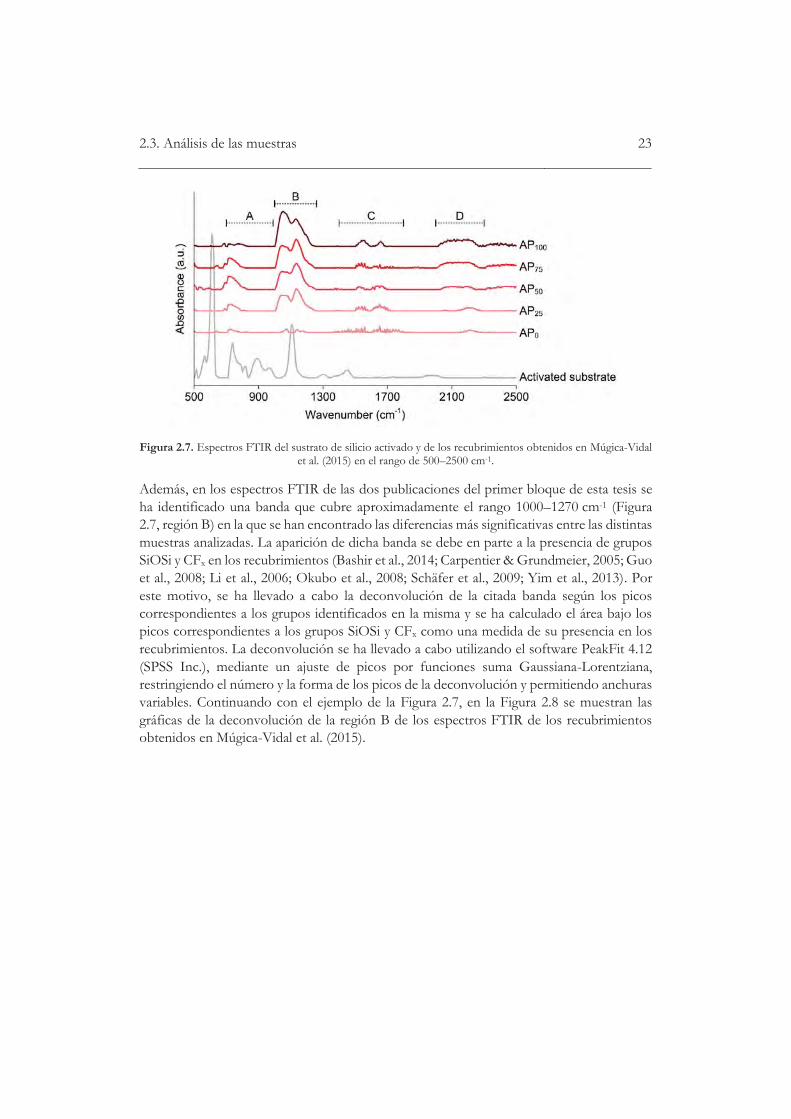
Se han obtenido espectros FTIR con una resolución de 2 cm-1 en el rango de 40–4000 cm-1 a partir de 64 escaneos por cada muestra analizada con un espectrómetro Bruker IFS 66 en modo transmisión. El pico ubicado en 611 cm-1, relacionado con el Si-Si del sustrato de silicio, se ha utilizado para normalizar los espectros FTIR de todas las muestras. El espectro FTIR del sustrato de silicio se ha sustraído de los espectros de las muestras recubiertas para llevar a cabo una caracterización química más precisa de los recubrimientos obtenidos. En la Figura 2.7, extraída de Múgica-Vidal et al. (2015), se muestran los espectros FTIR (rango de estudio 500–2500 cm-1) del sustrato de silicio y de los recubrimientos obtenidos al emplear mezclas de APTES y PFH.
2.3. Análisis de las muestras 23
Figura 2.7. Espectros FTIR del sustrato de silicio activado y de los recubrimientos obtenidos en Múgica-Vidal
et al. (2015) en el rango de 500–2500 cm-1.
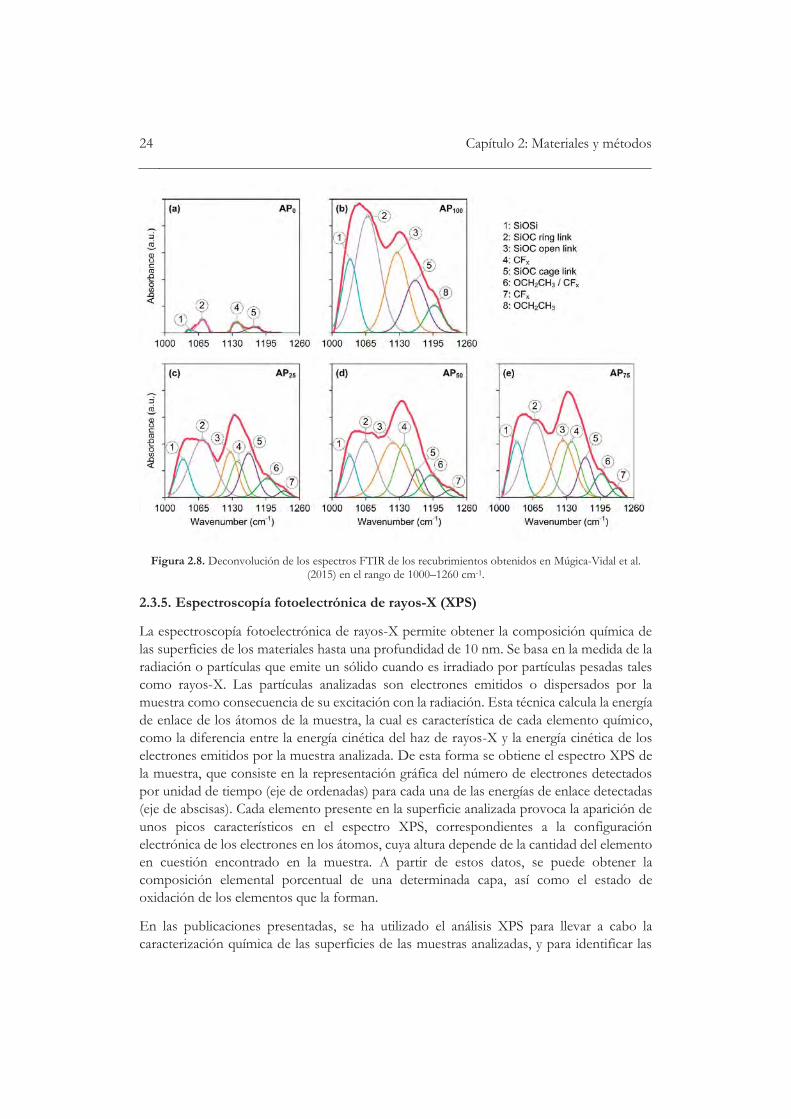
Además, en los espectros FTIR de las dos publicaciones del primer bloque de esta tesis se ha identificado una banda que cubre aproximadamente el rango 1000–1270 cm-1 (Figura 2.7, región B) en la que se han encontrado las diferencias más significativas entre las distintas muestras analizadas. La aparición de dicha banda se debe en parte a la presencia de grupos SiOSi y CFx en los recubrimientos (Bashir et al., 2014; Carpentier & Grundmeier, 2005; Guo et al., 2008; Li et al., 2006; Okubo et al., 2008; Schäfer et al., 2009; Yim et al., 2013). Por este motivo, se ha llevado a cabo la deconvolución de la citada banda según los picos correspondientes a los grupos identificados en la misma y se ha calculado el área bajo los picos correspondientes a los grupos SiOSi y CFx como una medida de su presencia en los recubrimientos. La deconvolución se ha llevado a cabo utilizando el software PeakFit 4.12 (SPSS Inc.), mediante un ajuste de picos por funciones suma Gaussiana-Lorentziana, restringiendo el número y la forma de los picos de la deconvolución y permitiendo anchuras variables. Continuando con el ejemplo de la Figura 2.7, en la Figura 2.8 se muestran las gráficas de la deconvolución de la región B de los espectros FTIR de los recubrimientos obtenidos en Múgica-Vidal et al. (2015).
24 Capítulo 2: Materiales y métodos
Figura 2.8. Deconvolución de los espectros FTIR de los recubrimientos obtenidos en Múgica-Vidal et al.
(2015) en el rango de 1000–1260 cm-1.
2.3.5. Espectroscopía fotoelectrónica de rayos-X (XPS)
La espectroscopía fotoelectrónica de rayos-X permite obtener la composición química de las superficies de los materiales hasta una profundidad de 10 nm. Se basa en la medida de la radiación o partículas que emite un sólido cuando es irradiado por partículas pesadas tales como rayos-X. Las partículas analizadas son electrones emitidos o dispersados por la muestra como consecuencia de su excitación con la radiación. Esta técnica calcula la energía de enlace de los átomos de la muestra, la cual es característica de cada elemento químico, como la diferencia entre la energía cinética del haz de rayos-X y la energía cinética de los electrones emitidos por la muestra analizada. De esta forma se obtiene el espectro XPS de la muestra, que consiste en la representación gráfica del número de electrones detectados por unidad de tiempo (eje de ordenadas) para cada una de las energías de enlace detectadas (eje de abscisas). Cada elemento presente en la superficie analizada provoca la aparición de unos picos característicos en el espectro XPS, correspondientes a la configuración electrónica de los electrones en los átomos, cuya altura depende de la cantidad del elemento en cuestión encontrado en la muestra. A partir de estos datos, se puede obtener la composición elemental porcentual de una determinada capa, así como el estado de oxidación de los elementos que la forman.
En las publicaciones presentadas, se ha utilizado el análisis XPS para llevar a cabo la caracterización química de las superficies de las muestras analizadas, y para identificar las
2.3. Análisis de las muestras 25
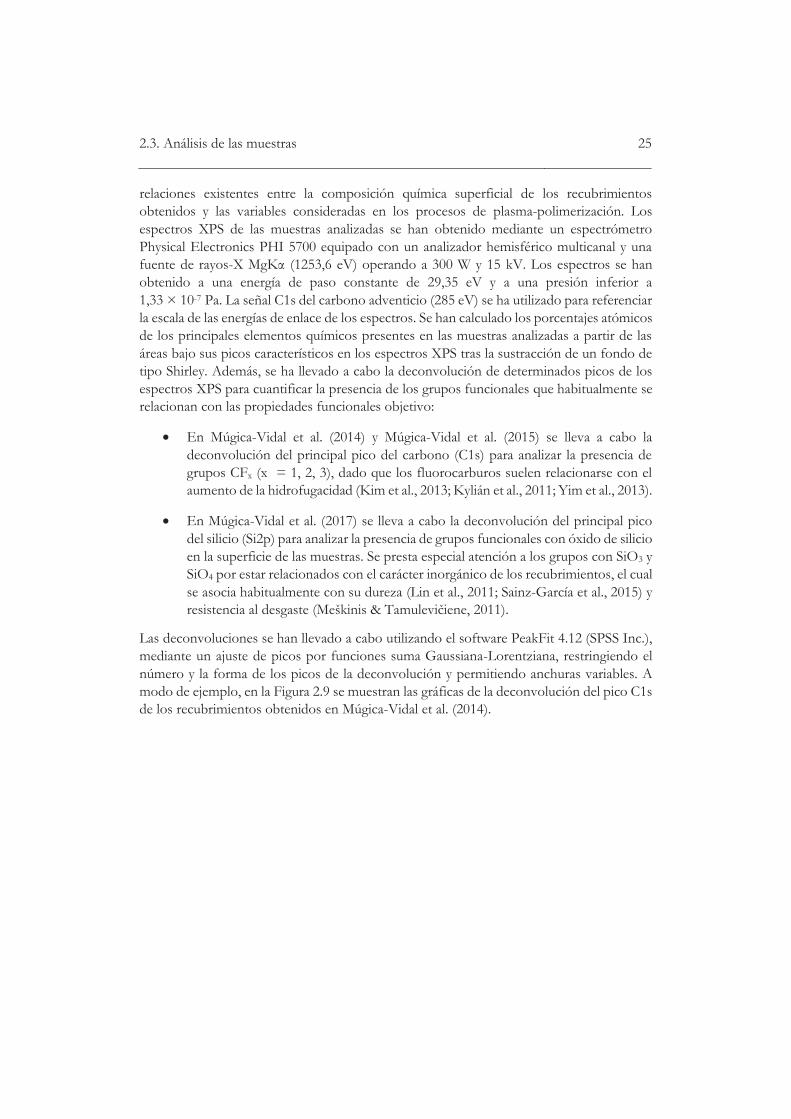
relaciones existentes entre la composición química superficial de los recubrimientos obtenidos y las variables consideradas en los procesos de plasma-polimerización. Los espectros XPS de las muestras analizadas se han obtenido mediante un espectrómetro Physical Electronics PHI 5700 equipado con un analizador hemisférico multicanal y una fuente de rayos-X MgKα (1253,6 eV) operando a 300 W y 15 kV. Los espectros se han obtenido a una energía de paso constante de 29,35 eV y a una presión inferior a 1,33 × 10-7 Pa. La señal C1s del carbono adventicio (285 eV) se ha utilizado para referenciar la escala de las energías de enlace de los espectros. Se han calculado los porcentajes atómicos de los principales elementos químicos presentes en las muestras analizadas a partir de las áreas bajo sus picos característicos en los espectros XPS tras la sustracción de un fondo de tipo Shirley. Además, se ha llevado a cabo la deconvolución de determinados picos de los espectros XPS para cuantificar la presencia de los grupos funcionales que habitualmente se relacionan con las propiedades funcionales objetivo:
En Múgica-Vidal et al. (2014) y Múgica-Vidal et al. (2015) se lleva a cabo la deconvolución del principal pico del carbono (C1s) para analizar la presencia de grupos CFx (x = 1, 2, 3), dado que los fluorocarburos suelen relacionarse con el aumento de la hidrofugacidad (Kim et al., 2013; Kylián et al., 2011; Yim et al., 2013).
En Múgica-Vidal et al. (2017) se lleva a cabo la deconvolución del principal pico del silicio (Si2p) para analizar la presencia de grupos funcionales con óxido de silicio en la superficie de las muestras. Se presta especial atención a los grupos con SiO3 y SiO4 por estar relacionados con el carácter inorgánico de los recubrimientos, el cual se asocia habitualmente con su dureza (Lin et al., 2011; Sainz-García et al., 2015) y resistencia al desgaste (Meškinis & Tamulevičiene, 2011).
Las deconvoluciones se han llevado a cabo utilizando el software PeakFit 4.12 (SPSS Inc.), mediante un ajuste de picos por funciones suma Gaussiana-Lorentziana, restringiendo el número y la forma de los picos de la deconvolución y permitiendo anchuras variables. A modo de ejemplo, en la Figura 2.9 se muestran las gráficas de la deconvolución del pico C1s de los recubrimientos obtenidos en Múgica-Vidal et al. (2014).
26 Capítulo 2: Materiales y métodos
Figura 2.9. Deconvolución del pico C1s (280–296 eV) de los espectros XPS de las muestras recubiertas en
Múgica-Vidal et al. (2014).
2.3.6. Medición del ángulo de contacto con el agua (WCA)
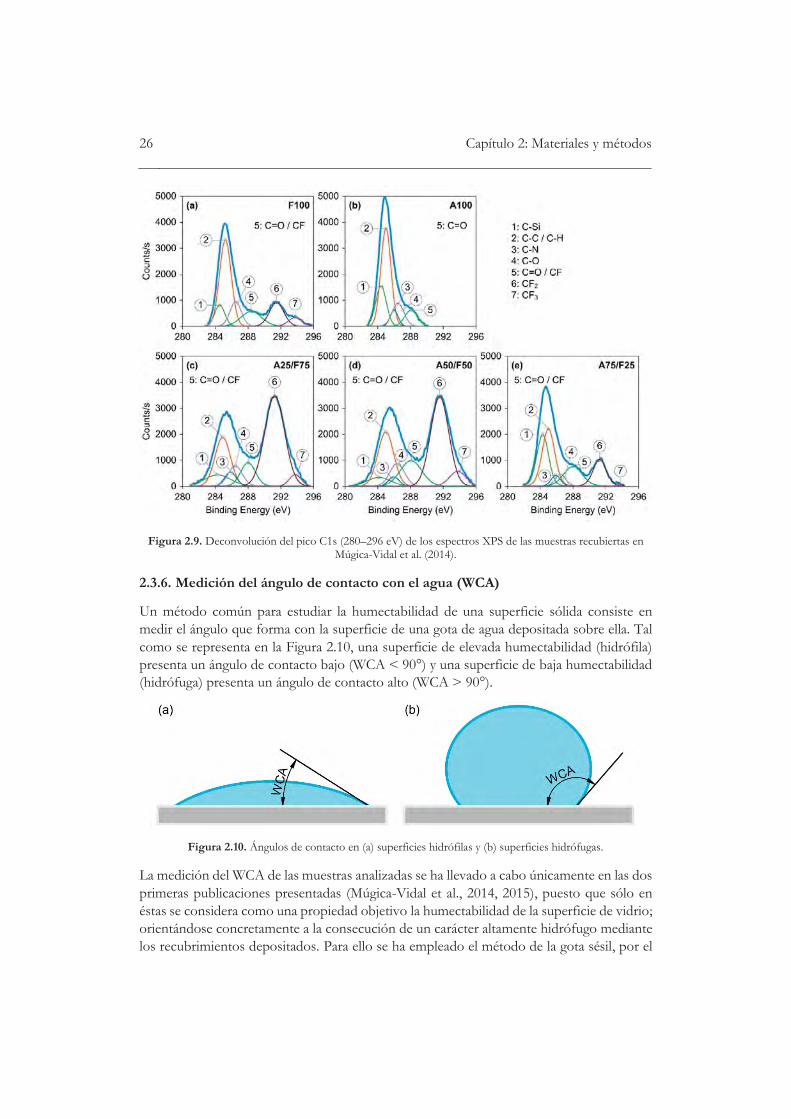
Un método común para estudiar la humectabilidad de una superficie sólida consiste en medir el ángulo que forma con la superficie de una gota de agua depositada sobre ella. Tal como se representa en la Figura 2.10, una superficie de elevada humectabilidad (hidrófila) presenta un ángulo de contacto bajo (WCA < 90°) y una superficie de baja humectabilidad (hidrófuga) presenta un ángulo de contacto alto (WCA > 90°).
Figura 2.10. Ángulos de contacto en (a) superficies hidrófilas y (b) superficies hidrófugas.
La medición del WCA de las muestras analizadas se ha llevado a cabo únicamente en las dos primeras publicaciones presentadas (Múgica-Vidal et al., 2014, 2015), puesto que sólo en éstas se considera como una propiedad objetivo la humectabilidad de la superficie de vidrio; orientándose concretamente a la consecución de un carácter altamente hidrófugo mediante los recubrimientos depositados. Para ello se ha empleado el método de la gota sésil, por el
2.3. Análisis de las muestras 27
cual se ha medido el ángulo de contacto estático entre cada sub-muestra analizada y cuatro gotas de agua (3 μl/gota) depositadas en su superficie mediante el análisis de imágenes. Las mediciones se han llevado a cabo mediante un sistema OCA15 plus (Dataphysics) y el software SCA200. El WCA de cada tipo de muestra se ha obtenido finalmente como la media aritmética ± desviación estándar de los ángulos medidos en sus sub-muestras correspondientes.
2.3.7. Ensayos tribológicos
Los ensayos tribológicos permiten estudiar cómo se comportan los cuerpos sólidos cuando se someten a fricción. Es decir, permiten obtener directamente su coeficiente de fricción como una medida de la oposición que presentan al deslizamiento y observar su evolución a lo largo del tiempo o de una determinada longitud de deslizamiento. Este tipo de ensayo también es útil como parte del análisis del desgaste en la superficie de las muestras analizadas, en tanto que permite generar huellas de desgaste en unas condiciones controladas. Dichas huellas pueden ser analizadas mediante otras técnicas para calcular la resistencia al desgaste de las muestras y para identificar qué sucesos han tenido lugar durante la fricción, los cuales pueden haber sido determinantes en la obtención de un mayor o menor coeficiente de fricción o resistencia al desgaste.
Al instrumento utilizado para llevar a cabo ensayos tribológicos se lo denomina tribómetro. Éste consta de un motor, con capacidad para provocar movimiento lineal o rotativo en la base en la que se coloca la muestra a analizar. También consta de un brazo en cuyo extremo se aplica una carga normal a la superficie de la muestra analizada, y en el cual se coloca el cuerpo sólido con el que la muestra se someterá a fricción. La superficie de dicho cuerpo sele tener forma de esfera, punta o plano. Durante el ensayo tribológico, se mueve la muestra bajo la carga de contacto aplicada mientras unos transductores conectados al brazo del tribómetro transforman la deflexión del mismo en una señal de tensión eléctrica que, mediante software, se utiliza para calcular el coeficiente de fricción en tiempo real.
28 Capítulo 2: Materiales y métodos
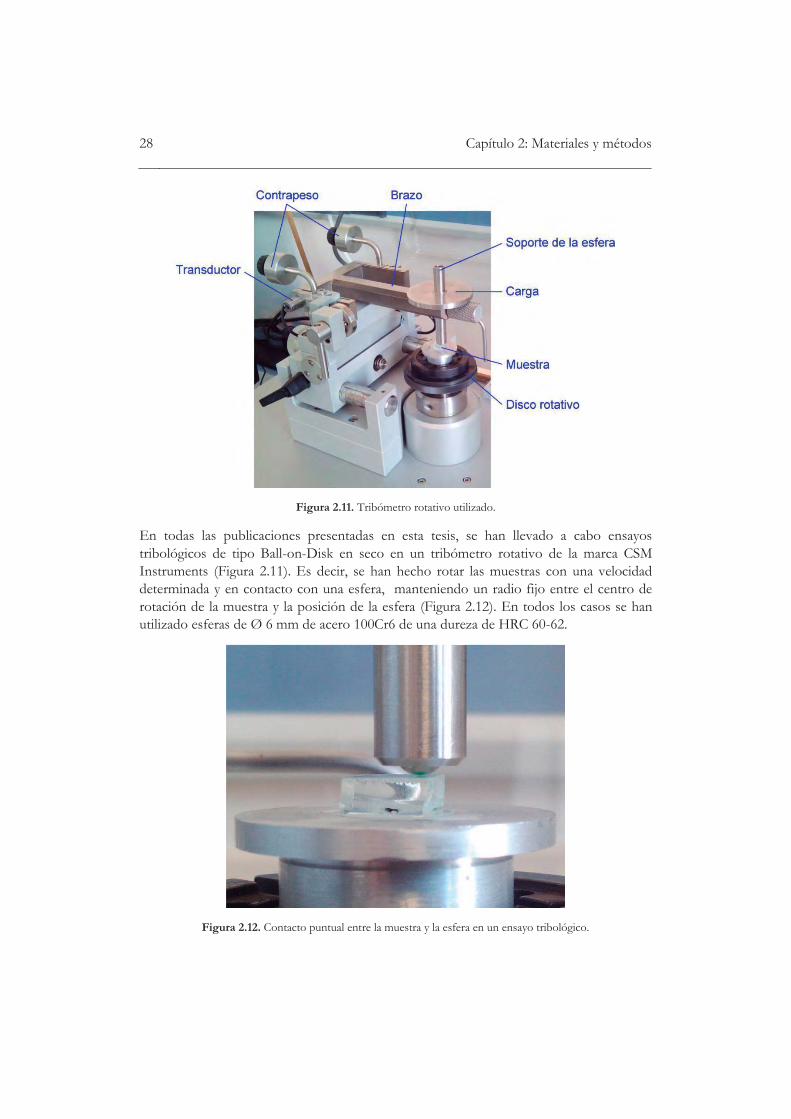
Figura 2.11. Tribómetro rotativo utilizado.
En todas las publicaciones presentadas en esta tesis, se han llevado a cabo ensayos tribológicos de tipo Ball-on-Disk en seco en un tribómetro rotativo de la marca CSM Instruments (Figura 2.11). Es decir, se han hecho rotar las muestras con una velocidad determinada y en contacto con una esfera, manteniendo un radio fijo entre el centro de rotación de la muestra y la posición de la esfera (Figura 2.12). En todos los casos se han utilizado esferas de Ø 6 mm de acero 100Cr6 de una dureza de HRC 60-62.
Figura 2.12. Contacto puntual entre la muestra y la esfera en un ensayo tribológico.

2.3. Análisis de las muestras 29
Cabe destacar que, desde el punto de vista tribológico, la propiedad funcional objetivo en Múgica-Vidal et al. (2014) y Múgica-Vidal et al. (2015) (resistencia al desgaste) es distinta de la de Múgica-Vidal et al. (2017) (coeficiente de fricción). Esto ha motivado la realización de los ensayos tribológicos con dos propósitos diferentes y con dos conjuntos de parámetros (Tabla 3), determinados por las propiedades objetivo y los contextos en los que se enmarcan las publicaciones. Los ensayos tribológicos de las dos primeras publicaciones presentadas se han realizado principalmente para generar una huella de desgaste para el posterior análisis de la resistencia al desgaste de las muestras. Por otra parte, los ensayos tribológicos de la tercera publicación están orientados principalmente al estudio de su coeficiente de fricción. Por todo esto, las condiciones de ensayo utilizadas en las dos primeras publicaciones son más severas (mayor longitud de deslizamiento y mayor carga) que las de la tercera publicación.
Parámetro Publicaciones
Múgica-Vidal et al. (2014)
Múgica-Vidal et al. (2015)
Múgica-Vidal et al. (2017)
Radio de ensayo 2,5 mm 2,5 mm 2,5 mm Velocidad de deslizamiento 2 cm/s 2 cm/s 2 cm/s Longitud total de deslizamiento 100 m 100 m 20 m Carga normal 1 N 1 N 0,5 N
Tabla 3. Parámetros de los ensayos tribológicos.
2.3.8. Perfilometría
La perfilometría, como su propio nombre indica, permite llevar a cabo mediciones de los perfiles superficiales de las muestras analizadas. Esto permite obtener información relacionada con la rugosidad y la morfología de una superficie, así como de la altura o profundidad de estructuras o perturbaciones localizadas, a partir de datos bidimensionales: la posición de cada punto a lo largo de la dirección de medida (eje de abscisas) y la altura medida en cada punto perpendicularmente a la dirección de medida (eje de ordenadas). La obtención de estos datos mediante perfilometría de contacto se lleva a cabo desplazando horizontalmente una punta de diamante, apoyada verticalmente sobre la superficie analizada. La altura a la que se encuentra la punta a lo largo de la medición genera una señal analógica que, mediante un transductor, se transforma en digital para su almacenamiento, observación y análisis. En las publicaciones presentadas se ha utilizado un perfilómetro de contacto Surtronic 25 de la marca Taylor Hobson (Figura 2.13), equipado con un captador inductivo con punta de diamante de radio 2 μm, llevando a cabo mediciones a lo largo de una longitud de evaluación de 4 mm.
30 Capítulo 2: Materiales y métodos
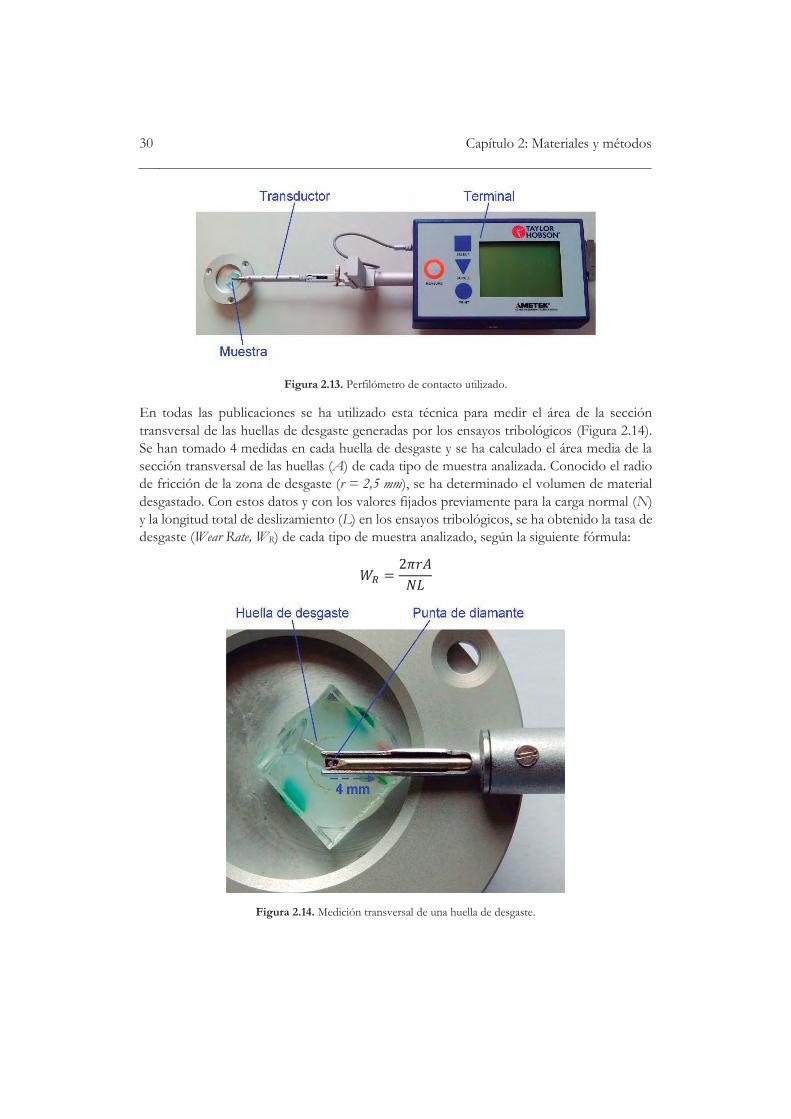
Figura 2.13. Perfilómetro de contacto utilizado.
En todas las publicaciones se ha utilizado esta técnica para medir el área de la sección transversal de las huellas de desgaste generadas por los ensayos tribológicos (Figura 2.14). Se han tomado 4 medidas en cada huella de desgaste y se ha calculado el área media de la sección transversal de las huellas (A) de cada tipo de muestra analizada. Conocido el radio de fricción de la zona de desgaste (r = 2,5 mm), se ha determinado el volumen de material desgastado. Con estos datos y con los valores fijados previamente para la carga normal (N) y la longitud total de deslizamiento (L) en los ensayos tribológicos, se ha obtenido la tasa de desgaste (Wear Rate, WR) de cada tipo de muestra analizado, según la siguiente fórmula:
Figura 2.14. Medición transversal de una huella de desgaste.

2.3. Análisis de las muestras 31
En Múgica-Vidal et al. (2017) también se ha utilizado la perfilometría de contacto para determinar el espesor de los recubrimientos depositados. Éste se ha obtenido como la media de 4 medidas de la altura del escalón formado entre la superficie del recubrimiento y la zona sin recubrir obtenida al retirar la máscara utilizada durante el proceso de plasma-polimerización.
Puesto que la utilización de precursores basados en cadenas de fluorocarburo en Múgica-Vidal et al. (2014, 2015) podía dar lugar a recubrimientos más delicados, en estas dos publicaciones se optó por utilizar un método sin contacto para medir los espesores de los recubrimientos. Por ello, se empleó interferometría de cambio de fase mediante un interferómetro WYKO NT3300.
2.3.9. Determinación de la adhesión
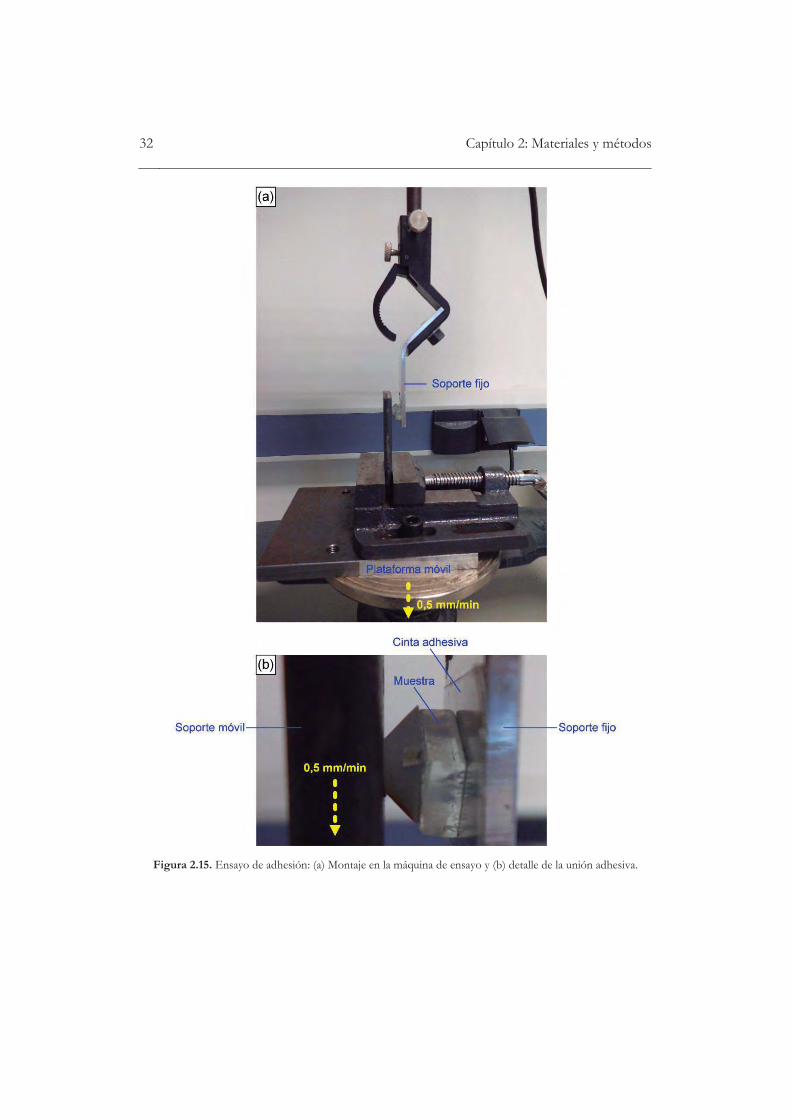
Para estudiar la adhesión de los recubrimientos, se han llevado a cabo ensayos basados en la norma UNE-EN 1465:2009 para la medición de la resistencia a la cizalla por tracción de montajes pegados solapados. Para ello se ha utilizado una máquina de ensayo triaxial TRIAX-50 (Controls) con una célula de carga de 200 N, trabajando en una dirección del espacio paralela a la superficie de la muestra (Figura 2.15 (a)). La muestra a ensayar se ha colocado en la parte móvil de la máquina. Se ha utilizado un trozo de cinta adhesiva de doble cara 3M-600, con una de sus caras adherida a la parte fija de la máquina y la cara opuesta adherida a la superficie de la muestra (Figura 2.15 (b)), para ejercer un esfuerzo de cizalla sobre ésta. La parte móvil de la máquina se ha desplazado con una velocidad de 0,5 mm/min, de forma que se ha generado un esfuerzo de tracción entre las dos partes de la máquina, paralelo a la superficie de la muestra ensayada. Se ha registrado la magnitud de dicho esfuerzo a lo largo del ensayo hasta producirse la rotura de la unión adhesiva y se ha calculado la resistencia a la cizalla a partir del máximo esfuerzo registrado y el área de la muestra ensayada.
Estos ensayos se han llevado a cabo sólo en la primera publicación presentada (Múgica-Vidal et al., 2014) para comprobar que el aporte de grupos amino por parte del APTES favorece la adhesión de los recubrimientos obtenidos a partir de mezclas de este precursor con otro que aporta fluorocarburos de baja energía superficial.
32 Capítulo 2: Materiales y métodos
Figura 2.15. Ensayo de adhesión: (a) Montaje en la máquina de ensayo y (b) detalle de la unión adhesiva.
CAPÍTULO 3: RESULTADOS Y DISCUSIÓN
En este capítulo se presentan los resultados obtenidos en esta tesis, los cuales se dividen principalmente en dos bloques, atendiendo a los ámbitos a los que se enfocan las correspondientes publicaciones. El primer bloque se centra en el aumento de la hidrofugacidad y la resistencia al desgaste en el vidrio para su aplicación en el ámbito de la energía solar (Múgica-Vidal et al., 2014, 2015); mientras que el segundo se centra en la reducción del coeficiente de fricción en el vidrio para su utilización en partes del automóvil sometidas frecuentemente a deslizamiento (Múgica-Vidal et al., 2017).
3.1. Aumento de la hidrofugacidad y la resistencia al desgaste del vidrio para su aplicación en el ámbito de la energía solar
En este apartado se comentan los resultados obtenidos en Múgica-Vidal et al. (2014) y Múgica-Vidal et al. (2015). En cada una de estas publicaciones se utilizaron dos precursores, tanto de manera individual como mezclados en distintas proporciones, para depositar recubrimientos que promovieran la hidrofugacidad y la resistencia al desgaste del sustrato de vidrio.
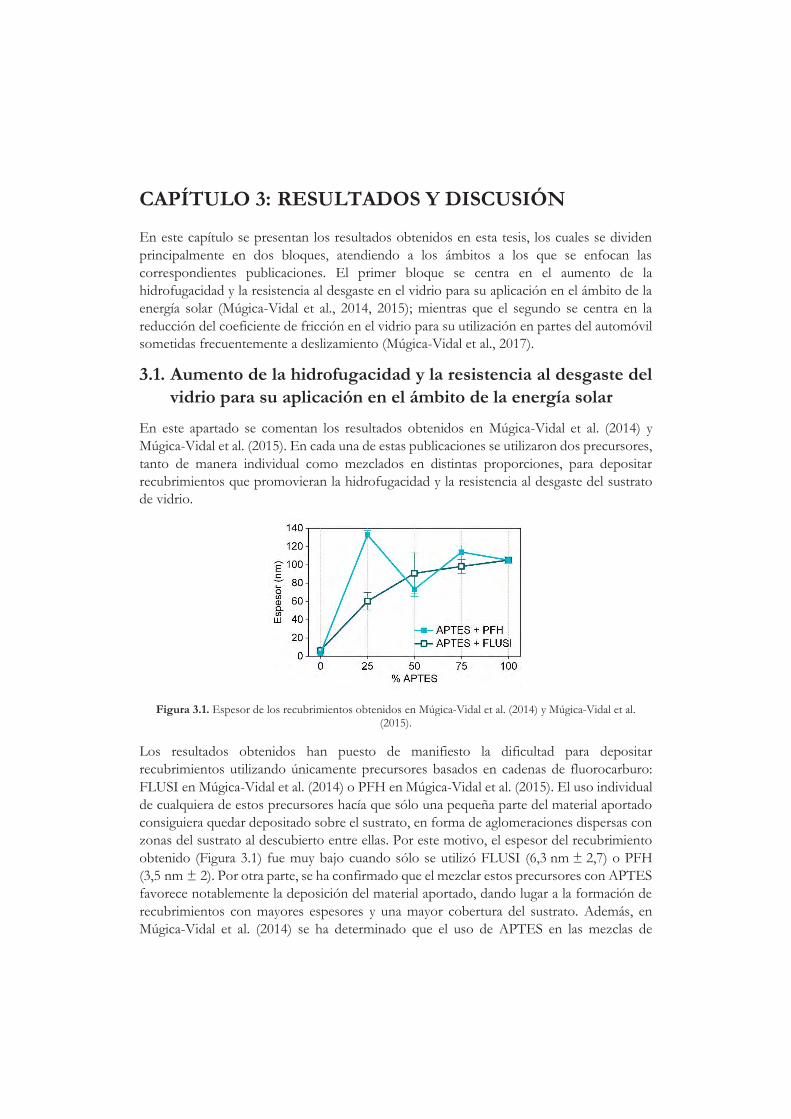
Figura 3.1. Espesor de los recubrimientos obtenidos en Múgica-Vidal et al. (2014) y Múgica-Vidal et al.
(2015).
Los resultados obtenidos han puesto de manifiesto la dificultad para depositar recubrimientos utilizando únicamente precursores basados en cadenas de fluorocarburo: FLUSI en Múgica-Vidal et al. (2014) o PFH en Múgica-Vidal et al. (2015). El uso individual de cualquiera de estos precursores hacía que sólo una pequeña parte del material aportado consiguiera quedar depositado sobre el sustrato, en forma de aglomeraciones dispersas con zonas del sustrato al descubierto entre ellas. Por este motivo, el espesor del recubrimiento obtenido (Figura 3.1) fue muy bajo cuando sólo se utilizó FLUSI (6,3 nm ± 2,7) o PFH (3,5 nm ± 2). Por otra parte, se ha confirmado que el mezclar estos precursores con APTES favorece notablemente la deposición del material aportado, dando lugar a la formación de recubrimientos con mayores espesores y una mayor cobertura del sustrato. Además, en Múgica-Vidal et al. (2014) se ha determinado que el uso de APTES en las mezclas de
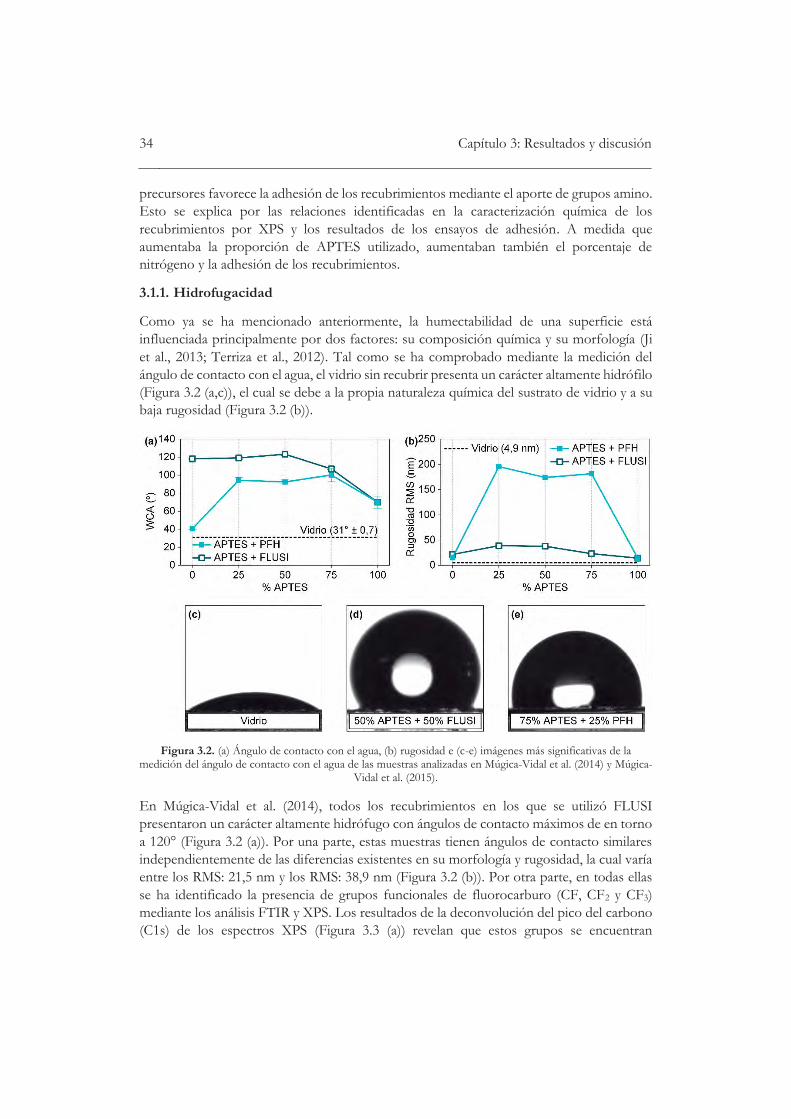
34 Capítulo 3: Resultados y discusión precursores favorece la adhesión de los recubrimientos mediante el aporte de grupos amino. Esto se explica por las relaciones identificadas en la caracterización química de los recubrimientos por XPS y los resultados de los ensayos de adhesión. A medida que aumentaba la proporción de APTES utilizado, aumentaban también el porcentaje de nitrógeno y la adhesión de los recubrimientos.
3.1.1. Hidrofugacidad
Como ya se ha mencionado anteriormente, la humectabilidad de una superficie está influenciada principalmente por dos factores: su composición química y su morfología (Ji et al., 2013; Terriza et al., 2012). Tal como se ha comprobado mediante la medición del ángulo de contacto con el agua, el vidrio sin recubrir presenta un carácter altamente hidrófilo (Figura 3.2 (a,c)), el cual se debe a la propia naturaleza química del sustrato de vidrio y a su baja rugosidad (Figura 3.2 (b)).
Figura 3.2. (a) Ángulo de contacto con el agua, (b) rugosidad e (c-e) imágenes más significativas de la
medición del ángulo de contacto con el agua de las muestras analizadas en Múgica-Vidal et al. (2014) y Múgica-Vidal et al. (2015).
En Múgica-Vidal et al. (2014), todos los recubrimientos en los que se utilizó FLUSI presentaron un carácter altamente hidrófugo con ángulos de contacto máximos de en torno a 120° (Figura 3.2 (a)). Por una parte, estas muestras tienen ángulos de contacto similares independientemente de las diferencias existentes en su morfología y rugosidad, la cual varía entre los RMS: 21,5 nm y los RMS: 38,9 nm (Figura 3.2 (b)). Por otra parte, en todas ellas se ha identificado la presencia de grupos funcionales de fluorocarburo (CF, CF2 y CF3) mediante los análisis FTIR y XPS. Los resultados de la deconvolución del pico del carbono (C1s) de los espectros XPS (Figura 3.3 (a)) revelan que estos grupos se encuentran
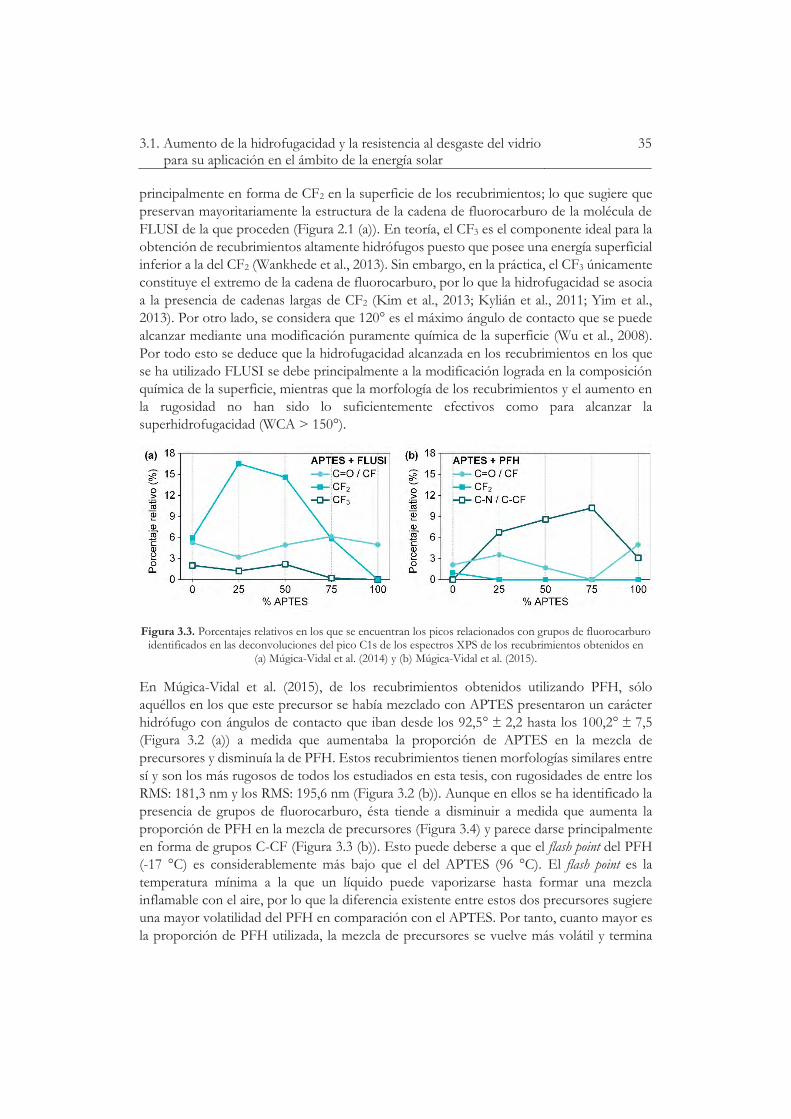
3.1. Aumento de la hidrofugacidad y la resistencia al desgaste del vidrio para su aplicación en el ámbito de la energía solar
35
principalmente en forma de CF2 en la superficie de los recubrimientos; lo que sugiere que preservan mayoritariamente la estructura de la cadena de fluorocarburo de la molécula de FLUSI de la que proceden (Figura 2.1 (a)). En teoría, el CF3 es el componente ideal para la obtención de recubrimientos altamente hidrófugos puesto que posee una energía superficial inferior a la del CF2 (Wankhede et al., 2013). Sin embargo, en la práctica, el CF3 únicamente constituye el extremo de la cadena de fluorocarburo, por lo que la hidrofugacidad se asocia a la presencia de cadenas largas de CF2 (Kim et al., 2013; Kylián et al., 2011; Yim et al., 2013). Por otro lado, se considera que 120° es el máximo ángulo de contacto que se puede alcanzar mediante una modificación puramente química de la superficie (Wu et al., 2008). Por todo esto se deduce que la hidrofugacidad alcanzada en los recubrimientos en los que se ha utilizado FLUSI se debe principalmente a la modificación lograda en la composición química de la superficie, mientras que la morfología de los recubrimientos y el aumento en la rugosidad no han sido lo suficientemente efectivos como para alcanzar la superhidrofugacidad (WCA > 150°).
Figura 3.3. Porcentajes relativos en los que se encuentran los picos relacionados con grupos de fluorocarburo
identificados en las deconvoluciones del pico C1s de los espectros XPS de los recubrimientos obtenidos en (a) Múgica-Vidal et al. (2014) y (b) Múgica-Vidal et al. (2015).
En Múgica-Vidal et al. (2015), de los recubrimientos obtenidos utilizando PFH, sólo aquéllos en los que este precursor se había mezclado con APTES presentaron un carácter hidrófugo con ángulos de contacto que iban desde los 92,5° ± 2,2 hasta los 100,2° ± 7,5 (Figura 3.2 (a)) a medida que aumentaba la proporción de APTES en la mezcla de precursores y disminuía la de PFH. Estos recubrimientos tienen morfologías similares entre sí y son los más rugosos de todos los estudiados en esta tesis, con rugosidades de entre los RMS: 181,3 nm y los RMS: 195,6 nm (Figura 3.2 (b)). Aunque en ellos se ha identificado la presencia de grupos de fluorocarburo, ésta tiende a disminuir a medida que aumenta la proporción de PFH en la mezcla de precursores (Figura 3.4) y parece darse principalmente en forma de grupos C-CF (Figura 3.3 (b)). Esto puede deberse a que el flash point del PFH (-17 °C) es considerablemente más bajo que el del APTES (96 °C). El flash point es la temperatura mínima a la que un líquido puede vaporizarse hasta formar una mezcla inflamable con el aire, por lo que la diferencia existente entre estos dos precursores sugiere una mayor volatilidad del PFH en comparación con el APTES. Por tanto, cuanto mayor es la proporción de PFH utilizada, la mezcla de precursores se vuelve más volátil y termina

36 Capítulo 3: Resultados y discusión depositándose en menor medida sobre el sustrato. Esto se ve agravado por la consiguiente disminución en el aporte de grupos amino al disminuir la proporción de APTES, lo que también limita su capacidad para adherirse al sustrato. Cabe destacar también que la presencia de grupos de fluorocarburo en los recubrimientos obtenidos es menor al utilizar PFH que al utilizar FLUSI. Que estos grupos se encuentren formando mayormente C-CF en lugar de CF2 al utilizar PFH denota una mayor fragmentación de la cadena de fluorocarburo de la molécula del precursor y una menor preservación de dicha estructura en los recubrimientos. Por todo esto, se considera que la obtención de un carácter hidrófugo en los recubrimientos obtenidos a partir de mezclas de APTES y PFH se debe a los cambios introducidos tanto en la morfología de la superficie al aumentar su rugosidad, como en su composición química al incorporar grupos funcionales de fluorocarburo.
Figura 3.4. Área de absorbancia total bajo los picos relacionados con grupos de fluorocarburo en la
deconvolución de los espectros FTIR de los recubrimientos obtenidos en Múgica-Vidal et al. (2014) y Múgica-Vidal et al. (2015).
3.1.2. Resistencia al desgaste
Tanto en Múgica-Vidal et al. (2014) como en Múgica-Vidal et al. (2015) se ha observado que las tasas de desgaste de las muestras analizadas disminuyen a medida que aumenta la proporción de APTES utilizado (Figura 3.5). Además, mediante el análisis FTIR se ha comprobado que la presencia de grupos siloxano (SiOSi) en los recubrimientos se vuelve mayor a medida que aumenta la proporción de APTES utilizado. Esto demuestra que la utilización de este precursor basado en óxido de silicio ha tenido un efecto favorable en la mejora de la resistencia al desgaste del vidrio a través de la deposición de recubrimientos con siloxano. En cuanto a los recubrimientos en los que no se ha utilizado APTES, la tasa de desgaste obtenida al utilizar PFH como único precursor ha sido prácticamente igual a la del sustrato sin recubrir. En cambio, al utilizar sólo FLUSI se ha producido una disminución apreciable en la tasa de desgaste. Esto puede deberse a la incorporación de cierta cantidad de siloxano en el recubrimiento obtenido con FLUSI, cuya molécula, a diferencia de la de PFH, contiene una parte basada en óxido de silicio (Figura 2.1 (a)).
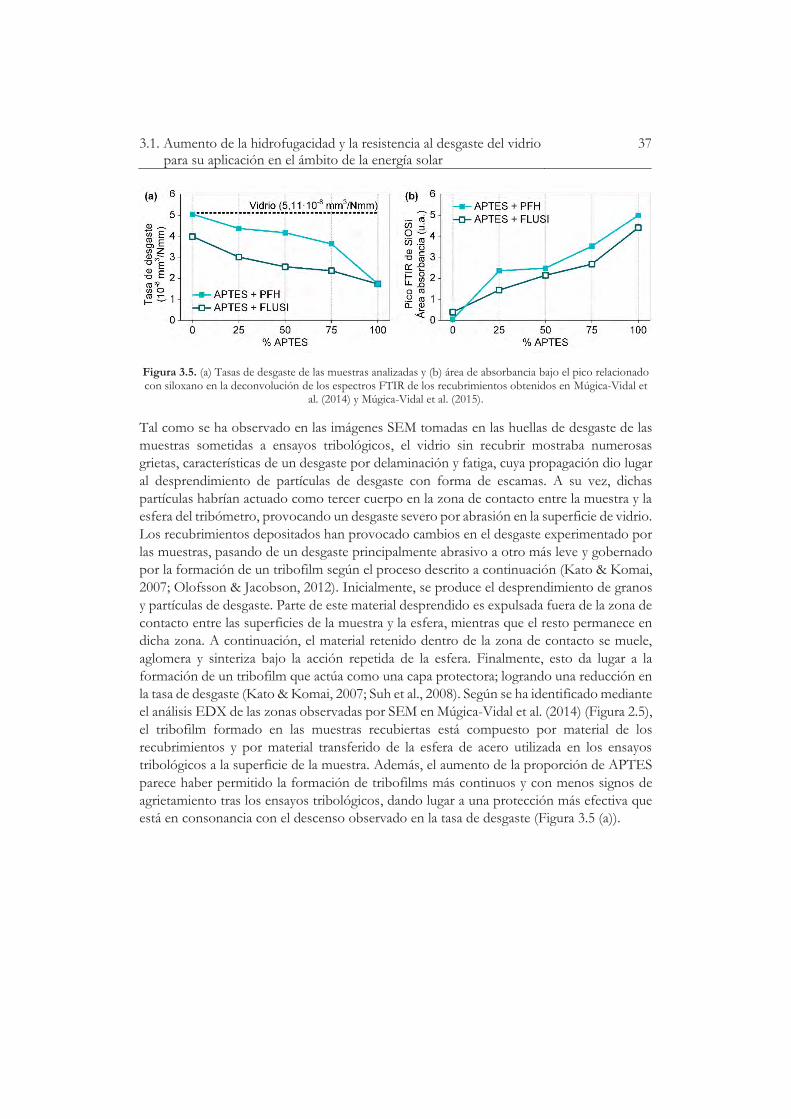
3.1. Aumento de la hidrofugacidad y la resistencia al desgaste del vidrio para su aplicación en el ámbito de la energía solar
37
Figura 3.5. (a) Tasas de desgaste de las muestras analizadas y (b) área de absorbancia bajo el pico relacionado con siloxano en la deconvolución de los espectros FTIR de los recubrimientos obtenidos en Múgica-Vidal et
al. (2014) y Múgica-Vidal et al. (2015).
Tal como se ha observado en las imágenes SEM tomadas en las huellas de desgaste de las muestras sometidas a ensayos tribológicos, el vidrio sin recubrir mostraba numerosas grietas, características de un desgaste por delaminación y fatiga, cuya propagación dio lugar al desprendimiento de partículas de desgaste con forma de escamas. A su vez, dichas partículas habrían actuado como tercer cuerpo en la zona de contacto entre la muestra y la esfera del tribómetro, provocando un desgaste severo por abrasión en la superficie de vidrio. Los recubrimientos depositados han provocado cambios en el desgaste experimentado por las muestras, pasando de un desgaste principalmente abrasivo a otro más leve y gobernado por la formación de un tribofilm según el proceso descrito a continuación (Kato & Komai, 2007; Olofsson & Jacobson, 2012). Inicialmente, se produce el desprendimiento de granos y partículas de desgaste. Parte de este material desprendido es expulsada fuera de la zona de contacto entre las superficies de la muestra y la esfera, mientras que el resto permanece en dicha zona. A continuación, el material retenido dentro de la zona de contacto se muele, aglomera y sinteriza bajo la acción repetida de la esfera. Finalmente, esto da lugar a la formación de un tribofilm que actúa como una capa protectora; logrando una reducción en la tasa de desgaste (Kato & Komai, 2007; Suh et al., 2008). Según se ha identificado mediante el análisis EDX de las zonas observadas por SEM en Múgica-Vidal et al. (2014) (Figura 2.5), el tribofilm formado en las muestras recubiertas está compuesto por material de los recubrimientos y por material transferido de la esfera de acero utilizada en los ensayos tribológicos a la superficie de la muestra. Además, el aumento de la proporción de APTES parece haber permitido la formación de tribofilms más continuos y con menos signos de agrietamiento tras los ensayos tribológicos, dando lugar a una protección más efectiva que está en consonancia con el descenso observado en la tasa de desgaste (Figura 3.5 (a)).
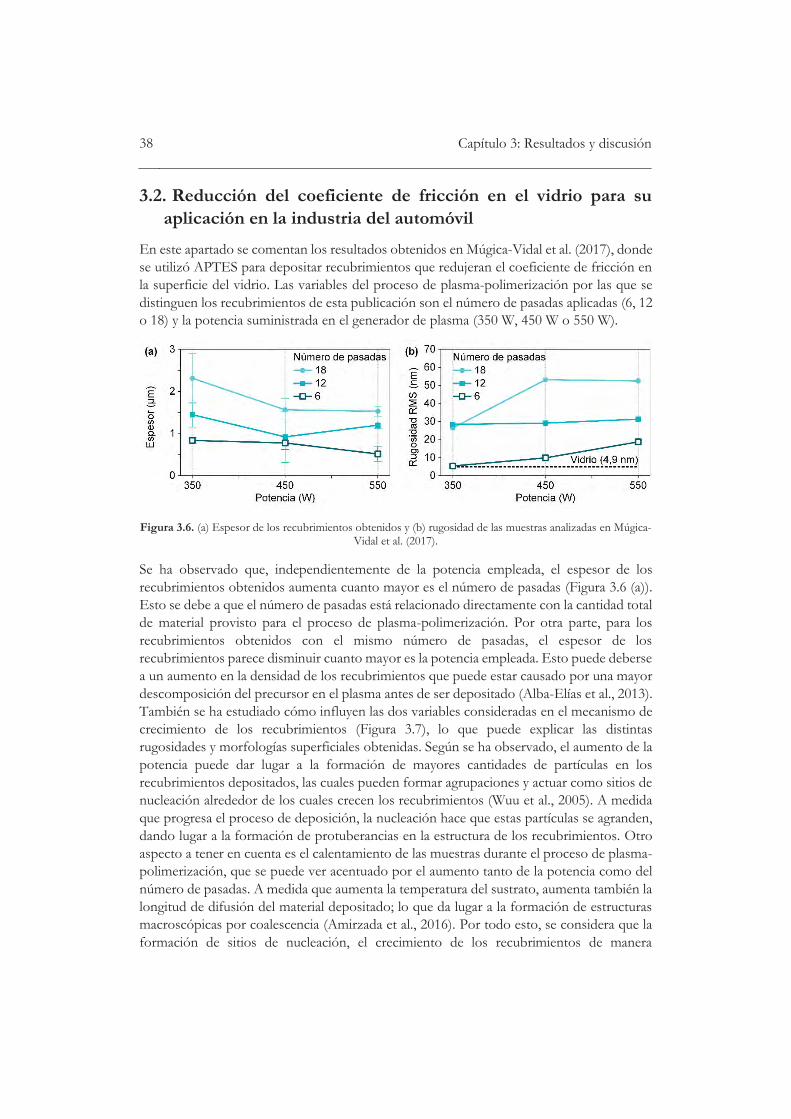
38 Capítulo 3: Resultados y discusión 3.2. Reducción del coeficiente de fricción en el vidrio para su
aplicación en la industria del automóvil
En este apartado se comentan los resultados obtenidos en Múgica-Vidal et al. (2017), donde se utilizó APTES para depositar recubrimientos que redujeran el coeficiente de fricción en la superficie del vidrio. Las variables del proceso de plasma-polimerización por las que se distinguen los recubrimientos de esta publicación son el número de pasadas aplicadas (6, 12 o 18) y la potencia suministrada en el generador de plasma (350 W, 450 W o 550 W).
Figura 3.6. (a) Espesor de los recubrimientos obtenidos y (b) rugosidad de las muestras analizadas en Múgica-
Vidal et al. (2017).
Se ha observado que, independientemente de la potencia empleada, el espesor de los recubrimientos obtenidos aumenta cuanto mayor es el número de pasadas (Figura 3.6 (a)). Esto se debe a que el número de pasadas está relacionado directamente con la cantidad total de material provisto para el proceso de plasma-polimerización. Por otra parte, para los recubrimientos obtenidos con el mismo número de pasadas, el espesor de los recubrimientos parece disminuir cuanto mayor es la potencia empleada. Esto puede deberse a un aumento en la densidad de los recubrimientos que puede estar causado por una mayor descomposición del precursor en el plasma antes de ser depositado (Alba-Elías et al., 2013). También se ha estudiado cómo influyen las dos variables consideradas en el mecanismo de crecimiento de los recubrimientos (Figura 3.7), lo que puede explicar las distintas rugosidades y morfologías superficiales obtenidas. Según se ha observado, el aumento de la potencia puede dar lugar a la formación de mayores cantidades de partículas en los recubrimientos depositados, las cuales pueden formar agrupaciones y actuar como sitios de nucleación alrededor de los cuales crecen los recubrimientos (Wuu et al., 2005). A medida que progresa el proceso de deposición, la nucleación hace que estas partículas se agranden, dando lugar a la formación de protuberancias en la estructura de los recubrimientos. Otro aspecto a tener en cuenta es el calentamiento de las muestras durante el proceso de plasma-polimerización, que se puede ver acentuado por el aumento tanto de la potencia como del número de pasadas. A medida que aumenta la temperatura del sustrato, aumenta también la longitud de difusión del material depositado; lo que da lugar a la formación de estructuras macroscópicas por coalescencia (Amirzada et al., 2016). Por todo esto, se considera que la formación de sitios de nucleación, el crecimiento de los recubrimientos de manera
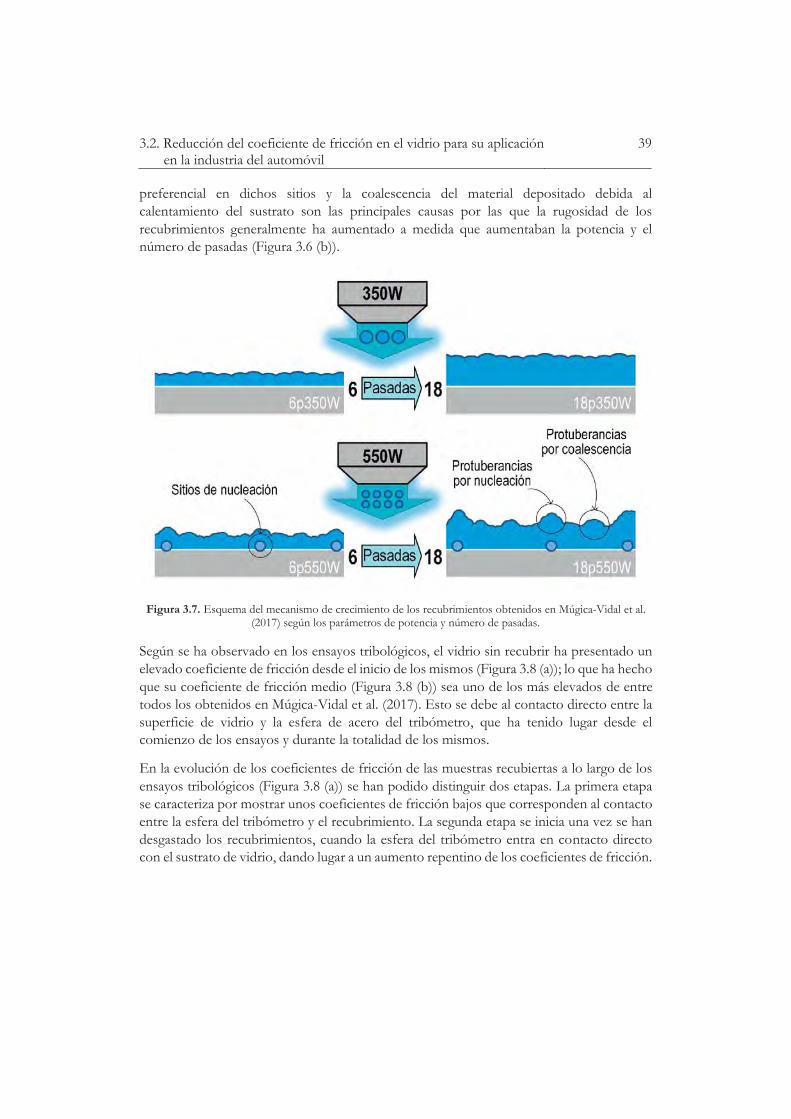
3.2. Reducción del coeficiente de fricción en el vidrio para su aplicación en la industria del automóvil
39
preferencial en dichos sitios y la coalescencia del material depositado debida al calentamiento del sustrato son las principales causas por las que la rugosidad de los recubrimientos generalmente ha aumentado a medida que aumentaban la potencia y el número de pasadas (Figura 3.6 (b)).
Figura 3.7. Esquema del mecanismo de crecimiento de los recubrimientos obtenidos en Múgica-Vidal et al.
(2017) según los parámetros de potencia y número de pasadas.
Según se ha observado en los ensayos tribológicos, el vidrio sin recubrir ha presentado un elevado coeficiente de fricción desde el inicio de los mismos (Figura 3.8 (a)); lo que ha hecho que su coeficiente de fricción medio (Figura 3.8 (b)) sea uno de los más elevados de entre todos los obtenidos en Múgica-Vidal et al. (2017). Esto se debe al contacto directo entre la superficie de vidrio y la esfera de acero del tribómetro, que ha tenido lugar desde el comienzo de los ensayos y durante la totalidad de los mismos.
En la evolución de los coeficientes de fricción de las muestras recubiertas a lo largo de los ensayos tribológicos (Figura 3.8 (a)) se han podido distinguir dos etapas. La primera etapa se caracteriza por mostrar unos coeficientes de fricción bajos que corresponden al contacto entre la esfera del tribómetro y el recubrimiento. La segunda etapa se inicia una vez se han desgastado los recubrimientos, cuando la esfera del tribómetro entra en contacto directo con el sustrato de vidrio, dando lugar a un aumento repentino de los coeficientes de fricción.
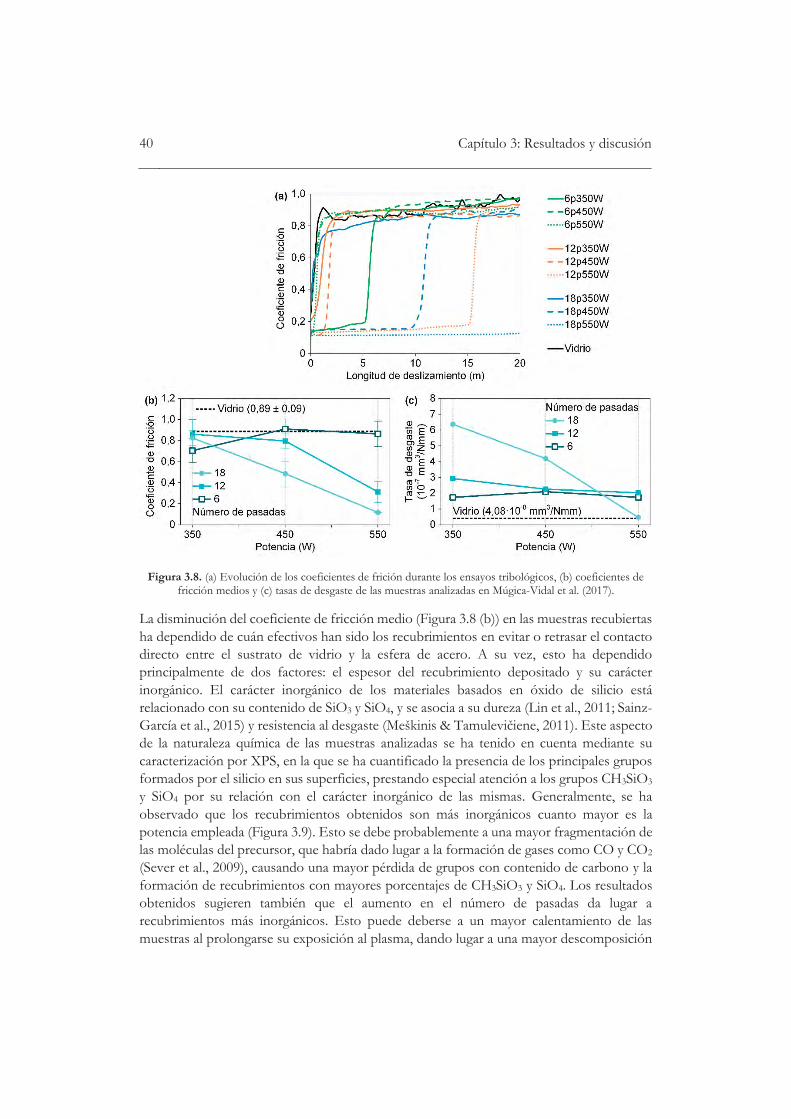
40 Capítulo 3: Resultados y discusión
Figura 3.8. (a) Evolución de los coeficientes de frición durante los ensayos tribológicos, (b) coeficientes de
fricción medios y (c) tasas de desgaste de las muestras analizadas en Múgica-Vidal et al. (2017).
La disminución del coeficiente de fricción medio (Figura 3.8 (b)) en las muestras recubiertas ha dependido de cuán efectivos han sido los recubrimientos en evitar o retrasar el contacto directo entre el sustrato de vidrio y la esfera de acero. A su vez, esto ha dependido principalmente de dos factores: el espesor del recubrimiento depositado y su carácter inorgánico. El carácter inorgánico de los materiales basados en óxido de silicio está relacionado con su contenido de SiO3 y SiO4, y se asocia a su dureza (Lin et al., 2011; Sainz-García et al., 2015) y resistencia al desgaste (Meškinis & Tamulevičiene, 2011). Este aspecto de la naturaleza química de las muestras analizadas se ha tenido en cuenta mediante su caracterización por XPS, en la que se ha cuantificado la presencia de los principales grupos formados por el silicio en sus superficies, prestando especial atención a los grupos CH3SiO3 y SiO4 por su relación con el carácter inorgánico de las mismas. Generalmente, se ha observado que los recubrimientos obtenidos son más inorgánicos cuanto mayor es la potencia empleada (Figura 3.9). Esto se debe probablemente a una mayor fragmentación de las moléculas del precursor, que habría dado lugar a la formación de gases como CO y CO2 (Sever et al., 2009), causando una mayor pérdida de grupos con contenido de carbono y la formación de recubrimientos con mayores porcentajes de CH3SiO3 y SiO4. Los resultados obtenidos sugieren también que el aumento en el número de pasadas da lugar a recubrimientos más inorgánicos. Esto puede deberse a un mayor calentamiento de las muestras al prolongarse su exposición al plasma, dando lugar a una mayor descomposición
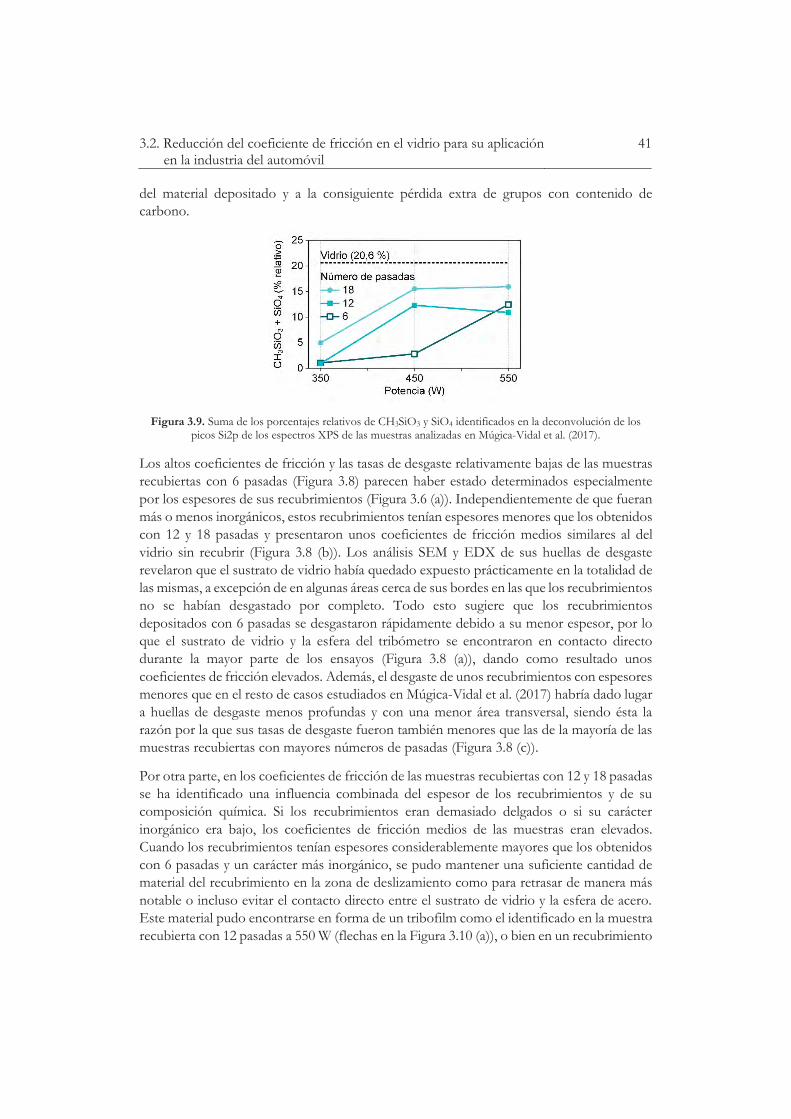
3.2. Reducción del coeficiente de fricción en el vidrio para su aplicación en la industria del automóvil
41
del material depositado y a la consiguiente pérdida extra de grupos con contenido de carbono.
Figura 3.9. Suma de los porcentajes relativos de CH3SiO3 y SiO4 identificados en la deconvolución de los
picos Si2p de los espectros XPS de las muestras analizadas en Múgica-Vidal et al. (2017).
Los altos coeficientes de fricción y las tasas de desgaste relativamente bajas de las muestras recubiertas con 6 pasadas (Figura 3.8) parecen haber estado determinados especialmente por los espesores de sus recubrimientos (Figura 3.6 (a)). Independientemente de que fueran más o menos inorgánicos, estos recubrimientos tenían espesores menores que los obtenidos con 12 y 18 pasadas y presentaron unos coeficientes de fricción medios similares al del vidrio sin recubrir (Figura 3.8 (b)). Los análisis SEM y EDX de sus huellas de desgaste revelaron que el sustrato de vidrio había quedado expuesto prácticamente en la totalidad de las mismas, a excepción de en algunas áreas cerca de sus bordes en las que los recubrimientos no se habían desgastado por completo. Todo esto sugiere que los recubrimientos depositados con 6 pasadas se desgastaron rápidamente debido a su menor espesor, por lo que el sustrato de vidrio y la esfera del tribómetro se encontraron en contacto directo durante la mayor parte de los ensayos (Figura 3.8 (a)), dando como resultado unos coeficientes de fricción elevados. Además, el desgaste de unos recubrimientos con espesores menores que en el resto de casos estudiados en Múgica-Vidal et al. (2017) habría dado lugar a huellas de desgaste menos profundas y con una menor área transversal, siendo ésta la razón por la que sus tasas de desgaste fueron también menores que las de la mayoría de las muestras recubiertas con mayores números de pasadas (Figura 3.8 (c)).
Por otra parte, en los coeficientes de fricción de las muestras recubiertas con 12 y 18 pasadas se ha identificado una influencia combinada del espesor de los recubrimientos y de su composición química. Si los recubrimientos eran demasiado delgados o si su carácter inorgánico era bajo, los coeficientes de fricción medios de las muestras eran elevados. Cuando los recubrimientos tenían espesores considerablemente mayores que los obtenidos con 6 pasadas y un carácter más inorgánico, se pudo mantener una suficiente cantidad de material del recubrimiento en la zona de deslizamiento como para retrasar de manera más notable o incluso evitar el contacto directo entre el sustrato de vidrio y la esfera de acero. Este material pudo encontrarse en forma de un tribofilm como el identificado en la muestra recubierta con 12 pasadas a 550 W (flechas en la Figura 3.10 (a)), o bien en un recubrimiento
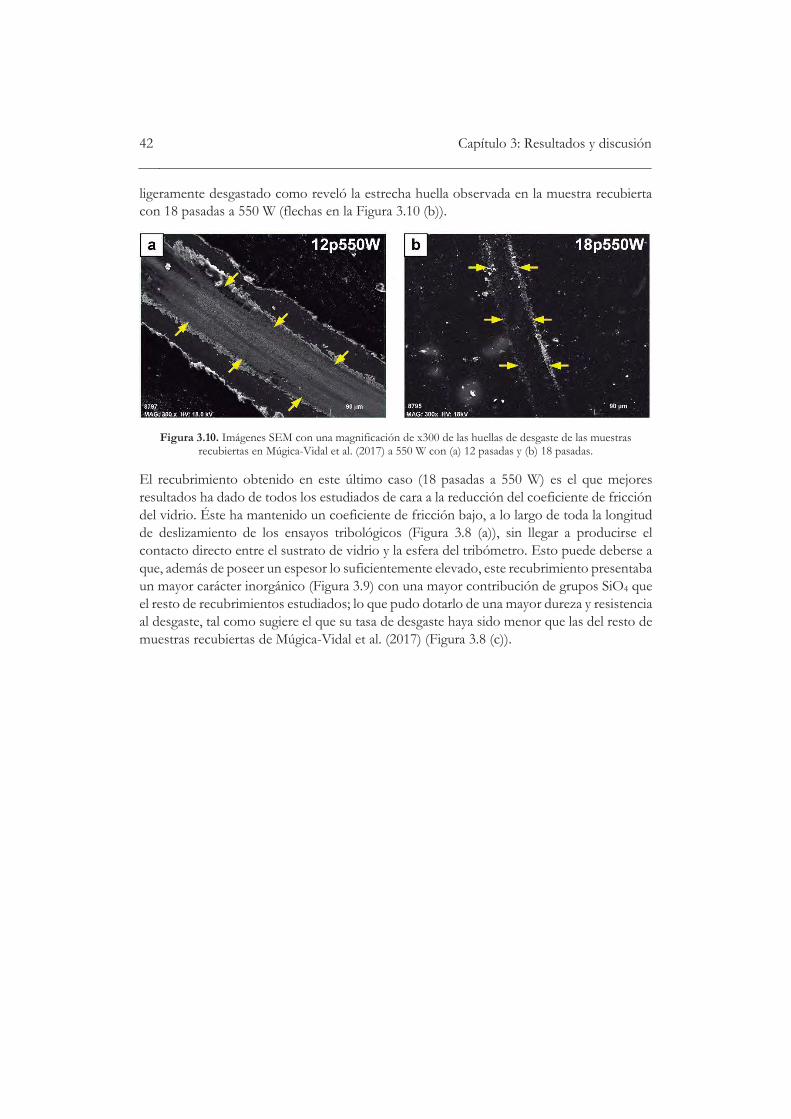
42 Capítulo 3: Resultados y discusión ligeramente desgastado como reveló la estrecha huella observada en la muestra recubierta con 18 pasadas a 550 W (flechas en la Figura 3.10 (b)).
Figura 3.10. Imágenes SEM con una magnificación de x300 de las huellas de desgaste de las muestras
recubiertas en Múgica-Vidal et al. (2017) a 550 W con (a) 12 pasadas y (b) 18 pasadas.
El recubrimiento obtenido en este último caso (18 pasadas a 550 W) es el que mejores resultados ha dado de todos los estudiados de cara a la reducción del coeficiente de fricción del vidrio. Éste ha mantenido un coeficiente de fricción bajo, a lo largo de toda la longitud de deslizamiento de los ensayos tribológicos (Figura 3.8 (a)), sin llegar a producirse el contacto directo entre el sustrato de vidrio y la esfera del tribómetro. Esto puede deberse a que, además de poseer un espesor lo suficientemente elevado, este recubrimiento presentaba un mayor carácter inorgánico (Figura 3.9) con una mayor contribución de grupos SiO4 que el resto de recubrimientos estudiados; lo que pudo dotarlo de una mayor dureza y resistencia al desgaste, tal como sugiere el que su tasa de desgaste haya sido menor que las del resto de muestras recubiertas de Múgica-Vidal et al. (2017) (Figura 3.8 (c)).
CAPÍTULO 4: CONCLUSIONES Y FUTURAS INVESTIGACIONES
4.1. Conclusiones
En esta tesis se ha mostrado la utilidad del plasma atmosférico frío para depositar recubrimientos que mejoren las propiedades funcionales de las superficies de vidrio, planteando una alternativa a las soluciones utilizadas habitualmente para hacer frente a los problemas asociados sus aplicaciones en los ámbitos de la energía solar y de la industria del automóvil. Los resultados obtenidos han permitido identificar qué mecanismos intervienen en la formación y el crecimiento de los recubrimientos estudiados, cómo sus características morfológicas y químicas se ven influenciadas por determinados parámetros del proceso de plasma-polimerización y qué relaciones existen entre estos factores y las propiedades funcionales de los recubrimientos. Además, los trabajos presentados suponen un punto de partida desde el cual seguir trabajando con el equipo APPJ utilizado para lograr resultados más favorables en futuras investigaciones.
En los trabajos correspondientes al primer bloque (Múgica-Vidal et al., 2014, 2015), se estudió el aumento de la hidrofugacidad y de la resistencia al desgaste del vidrio para facilitar la limpieza y disminuir el deterioro en las superficies de los paneles solares. Se consideró la utilización de los precursores FLUSI o PFH para promover la hidrofugacidad de los recubrimientos, y APTES para promover su resistencia al desgaste. La principal dificultad de estos trabajos vino dada por las distintas naturalezas de los precursores utilizados, puesto que los recubrimientos obtenidos con FLUSI o PFH son poco resistentes al desgaste mientras que los obtenidos con APTES son hidrófilos. Por ello, un aspecto clave de estos trabajos ha consistido en determinar cuáles son las mejores mezclas de precursores para obtener recubrimientos satisfactorios tanto por su resistencia al desgaste como por su hidrofugacidad.
Desde el punto de vista de la humectabilidad, la modificación de la composición química de la superficie de las muestras a través del aporte de grupos de fluorocarburo fue la principal causa de que se obtuvieran recubrimientos hidrófugos en los casos en los que se utilizaron mezclas de APTES y FLUSI, considerando que se ha alcanzado el límite máximo de ángulo de contacto obtenible mediante este tipo de modificación (WCA 120°). Sin embargo, la rugosidad alcanzada por estos recubrimientos fue demasiado baja como para lograr que sus ángulos de contacto rebasaran de manera considerable el citado límite. En los casos en los que se utilizaron mezclas de APTES y PFH, se pudo identificar una influencia combinada de la composición química de los recubrimientos y de su rugosidad sin un predominio claro de ninguno de los dos factores. Las tres mezclas empleadas dieron lugar a recubrimientos hidrófugos, con mayor presencia de grupos de fluorocarburo que la obtenida al emplear únicamente PFH, y con una morfología compuesta por aglomeraciones que convertía a estos recubrimientos en los más rugosos de todos los estudiados en esta tesis. También se ha observado que los ángulos de contacto alcanzados al usar mezclas de APTES y FLUSI
44 Capítulo 4: Conclusiones y futuras investigaciones son mayores que los obtenidos con mezclas de APTES y PFH. Esto pudo deberse a una reducción más efectiva de la energía superficial al utilizar APTES y FLUSI, propiciada por una mayor presencia de grupos de fluorocarburo en los recubrimientos obtenidos y una mayor preservación de sus cadenas originales de CF2.
La resistencia al desgaste de estos recubrimientos ha dependido de su contenido de SiOSi que, a su vez, está relacionado directamente con la proporción de APTES utilizado. Tanto en las mezclas de APTES y FLUSI como de APTES y PFH, la resistencia al desgaste aumenta cuanto mayor es la proporción de APTES utilizado. No obstante, debido a su naturaleza química, el uso de este precursor individualmente o en proporciones demasiado elevadas puede dar lugar a recubrimientos hidrófilos; sin que ello suponga una mejora significativa en la resistencia al desgaste en comparación con el uso de proporciones menores de APTES.
Los recubrimientos obtenidos provocaron cambios en los mecanismos de desgaste de las muestras analizadas. Se pasó de un desgaste principalmente por abrasión en el vidrio sin recubrir, a uno gobernado por la formación de un tribofilm que protege a la superficie de sufrir un desgaste más severo. Dicho tribofilm se compone de material de desgaste procedente de los recubrimientos y de la superficie contra la que se produce el deslizamiento. Se ha observado que estos tribofilms se vuelven más efectivos cuanto más continuos son, estando su continuidad directamente relacionada con el porcentaje de APTES utilizado.
A la vista de los resultados obtenidos, se considera que la muestra de este primer bloque que presenta la mejor combinación de las propiedades objetivo de hidrofugacidad y resistencia al desgaste es la recubierta con una mezcla de un 50% de APTES y un 50% de FLUSI. Su ángulo de contacto ha sido el único que ha superado ligeramente los 120°. Esto se debe a que su contenido de grupos de fluorocarburo es uno de los más altos de todos los observados en las muestras analizadas, teniendo además el contenido más alto de grupos CF3. Aunque su tasa de desgaste no ha sido la más baja de las obtenidas por las muestras hidrófugas, ésta ha sido un 50,1% menor que la del sustrato de vidrio sin recubrir.
En el segundo bloque (Múgica-Vidal et al., 2017), se ha estudiado la lubricación de la superficie de vidrio mediante plasma-polimerización como una posible alternativa a otros métodos aplicados en las partes de los automóviles en las que este material se somete a deslizamiento. Para ello, se ha utilizado APTES como único precursor, suministrando distintos niveles de potencia al proceso de plasma-polimerización y aplicando distintos números de pasadas.
Tanto la potencia como el número de pasadas influyen en el crecimiento y la rugosidad de los recubrimientos. El uso de mayores niveles de potencia permite la formación de mayores cantidades de partículas y sitios de nucleación para el crecimiento de los recubrimientos. El aumento en el número de pasadas provee de una mayor cantidad de material al proceso de plasma-polimerización, el cual da lugar a recubrimientos con mayor espesor y tiende a formar protuberancias alrededor de las mencionadas partículas y sitios de nucleación.
4.2. Futuras investigaciones 45
Además, el aumento de ambos parámetros puede acentuar el calentamiento del sustrato, favoreciendo la coalescencia del material depositado. Esto da lugar a la formación protuberancias aún más grandes, con un consiguiente aumento en la rugosidad de los recubrimientos.
Se ha logrado reducir el coeficiente de fricción respecto al vidrio sin recubrir cuando se ha mantenido una cantidad lo suficientemente elevada de material del recubrimiento entre el sustrato de vidrio y la superficie contra la que se produce el deslizamiento. Este efecto se ve favorecido cuanto más inorgánico es el recubrimiento.
El carácter inorgánico determina la resistencia al desgaste del material depositado y la dificultad para retirarlo de la zona de deslizamiento. Dicho carácter inorgánico se ha visto potenciado por el incremento en el número de pasadas y por el uso de elevados niveles de potencia, los cuales provocan una mayor descomposición de las moléculas de APTES y la pérdida de grupos químicos con contenido de carbono.
Mediante la combinación del máximo número de pasadas y la máxima potencia empleados en este trabajo, se ha logrado impedir el contacto directo entre el sustrato de vidrio y la superficie contra la que se ha sometido a deslizamiento durante los ensayos tribológicos; conservando un recubrimiento levemente desgastado. Por tanto, se considera que se ha logrado una lubricación exitosa en la muestra recubierta con 18 pasadas a 550 W, alcanzado una reducción del 86% del coeficiente de fricción medio respecto al vidrio sin recubrir.
4.2. Futuras investigaciones
Existen importantes márgenes de mejora tanto en las propiedades funcionales de los recubrimientos obtenidos como en la optimización del proceso de plasma-polimerización utilizado. Dichos márgenes definen el camino a seguir en futuros trabajos.
4.2.1. Mejora de los resultados obtenidos
Aunque en el primer bloque de esta tesis se ha logrado dotar a las muestras de vidrio de un carácter hidrófugo, aún es posible mejorar estos resultados para alcanzar la superhidrofugacidad (WCA > 150°) y la excelente capacidad autolimpiante asociada a la misma. Por tanto, y sin dejar de lado la mejora de la resistencia al desgaste, una de las principales metas que se perseguirán en futuras investigaciones es la obtención de un recubrimiento superhidrófugo cuya rugosidad y composición química se combinen de manera más efectiva que en los obtenidos hasta ahora. Para ello, se continuará estudiando el uso de otros precursores y mezclas de precursores, así como distintas configuraciones de aquellos parámetros que se mantuvieron invariables entre los casos estudiados en las publicaciones presentadas.
En cuanto a la reducción del coeficiente de fricción estudiada en el segundo bloque, se desconoce si es posible lograr una lubricación satisfactoria aplicando menos de 18 pasadas y/o potencias inferiores a 550 W. Con el fin de minimizar los costes del proceso de plasma-polimerización por consumo de gas, precursor, tiempo y energía, se tratará de determinar

46 Capítulo 4: Conclusiones y futuras investigaciones cuál es el mínimo número de pasadas y la mínima potencia necesarios para obtener un recubrimiento satisfactorio. Para ello, se considera adecuado acotar los próximos trabajos a la aplicación de números de pasadas de entre 12 y 18, combinados con potencias de entre 450 W y 550 W.
Otro aspecto en el que se ahondará dentro de ambos bloques es el estudio de la estabilidad de los recubrimientos, no sólo frente a interacciones mecánicas, sino también frente a otros procesos de degradación como los provocados por su interacción química con el entorno y por su exposición a la radiación solar (por ejemplo, radiación ultravioleta). Además, se evaluará cómo afecta la degradación de los recubrimientos a la transparencia de las muestras de vidrio para determinar si conservan su funcionalidad desde el punto de vista óptico.
4.2.2. Búsqueda de la capacidad autolimpiante mediante el efecto hoja de loto
En las publicaciones presentadas en el primer bloque de esta tesis, la selección de los precursores para promover el carácter hidrófugo y la capacidad autolimpiante de los recubrimientos ha estado motivada por la adecuación de su composición química a tal efecto. Esto ha dado lugar a la utilización de precursores con cadenas de fluorocarburo que, como se ha podido observar, dificultan la adhesión de los recubrimientos y limitan su resistencia al desgaste. Por otra parte, la morfología, que es otro factor con una importante influencia en la humectabilidad, no se ha controlado de manera tan directa como la composición química al variar las proporciones de los precursores en las mezclas.
En futuras investigaciones se tratará de obtener recubrimientos superhidrófugos mediante la generación de estructuras jerárquicas de escalas microscópica y nanoscópica, similares a las que se encuentran en la hoja del loto (Figura 4.1 (a)). La posibilidad de obtener un recubrimiento superhidrófugo únicamente por la vía morfológica permitiría la utilización de un único precursor que por su composición química fuese favorable para promover la resistencia al desgaste.
Figura 4.1. (a) Imagen SEM y gota de agua en la superficie de una hoja de loto (fuente: Sun et al., 2005); (b)
esquema de la autolimpieza por el efecto hoja de loto.
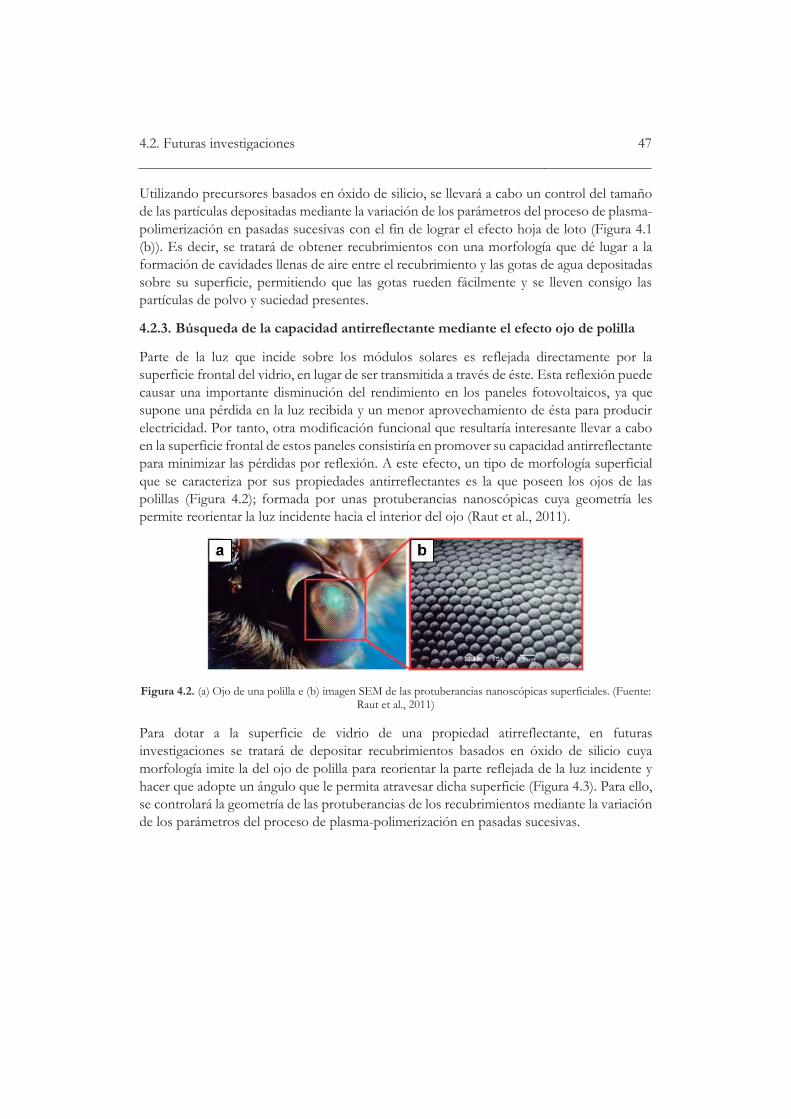
4.2. Futuras investigaciones 47
Utilizando precursores basados en óxido de silicio, se llevará a cabo un control del tamaño de las partículas depositadas mediante la variación de los parámetros del proceso de plasma-polimerización en pasadas sucesivas con el fin de lograr el efecto hoja de loto (Figura 4.1 (b)). Es decir, se tratará de obtener recubrimientos con una morfología que dé lugar a la formación de cavidades llenas de aire entre el recubrimiento y las gotas de agua depositadas sobre su superficie, permitiendo que las gotas rueden fácilmente y se lleven consigo las partículas de polvo y suciedad presentes.
4.2.3. Búsqueda de la capacidad antirreflectante mediante el efecto ojo de polilla
Parte de la luz que incide sobre los módulos solares es reflejada directamente por la superficie frontal del vidrio, en lugar de ser transmitida a través de éste. Esta reflexión puede causar una importante disminución del rendimiento en los paneles fotovoltaicos, ya que supone una pérdida en la luz recibida y un menor aprovechamiento de ésta para producir electricidad. Por tanto, otra modificación funcional que resultaría interesante llevar a cabo en la superficie frontal de estos paneles consistiría en promover su capacidad antirreflectante para minimizar las pérdidas por reflexión. A este efecto, un tipo de morfología superficial que se caracteriza por sus propiedades antirreflectantes es la que poseen los ojos de las polillas (Figura 4.2); formada por unas protuberancias nanoscópicas cuya geometría les permite reorientar la luz incidente hacia el interior del ojo (Raut et al., 2011).
Figura 4.2. (a) Ojo de una polilla e (b) imagen SEM de las protuberancias nanoscópicas superficiales. (Fuente:
Raut et al., 2011)
Para dotar a la superficie de vidrio de una propiedad atirreflectante, en futuras investigaciones se tratará de depositar recubrimientos basados en óxido de silicio cuya morfología imite la del ojo de polilla para reorientar la parte reflejada de la luz incidente y hacer que adopte un ángulo que le permita atravesar dicha superficie (Figura 4.3). Para ello, se controlará la geometría de las protuberancias de los recubrimientos mediante la variación de los parámetros del proceso de plasma-polimerización en pasadas sucesivas.
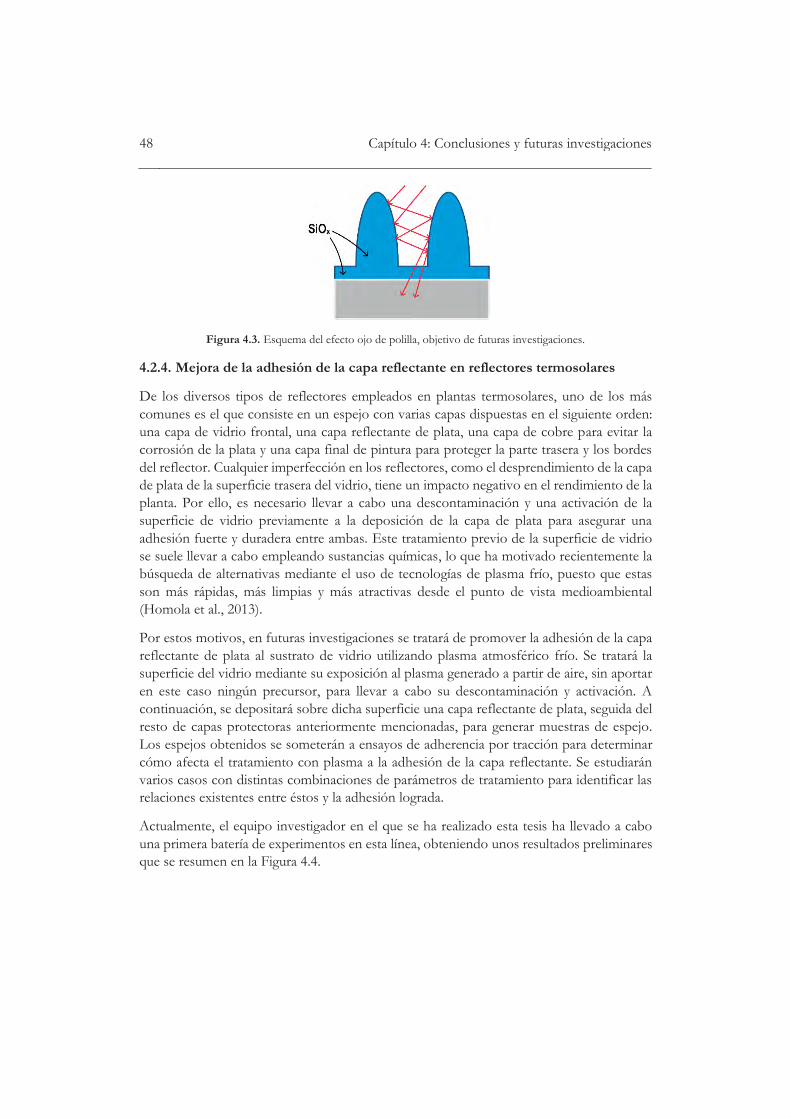
48 Capítulo 4: Conclusiones y futuras investigaciones
Figura 4.3. Esquema del efecto ojo de polilla, objetivo de futuras investigaciones.
4.2.4. Mejora de la adhesión de la capa reflectante en reflectores termosolares
De los diversos tipos de reflectores empleados en plantas termosolares, uno de los más comunes es el que consiste en un espejo con varias capas dispuestas en el siguiente orden: una capa de vidrio frontal, una capa reflectante de plata, una capa de cobre para evitar la corrosión de la plata y una capa final de pintura para proteger la parte trasera y los bordes del reflector. Cualquier imperfección en los reflectores, como el desprendimiento de la capa de plata de la superficie trasera del vidrio, tiene un impacto negativo en el rendimiento de la planta. Por ello, es necesario llevar a cabo una descontaminación y una activación de la superficie de vidrio previamente a la deposición de la capa de plata para asegurar una adhesión fuerte y duradera entre ambas. Este tratamiento previo de la superficie de vidrio se suele llevar a cabo empleando sustancias químicas, lo que ha motivado recientemente la búsqueda de alternativas mediante el uso de tecnologías de plasma frío, puesto que estas son más rápidas, más limpias y más atractivas desde el punto de vista medioambiental (Homola et al., 2013).
Por estos motivos, en futuras investigaciones se tratará de promover la adhesión de la capa reflectante de plata al sustrato de vidrio utilizando plasma atmosférico frío. Se tratará la superficie del vidrio mediante su exposición al plasma generado a partir de aire, sin aportar en este caso ningún precursor, para llevar a cabo su descontaminación y activación. A continuación, se depositará sobre dicha superficie una capa reflectante de plata, seguida del resto de capas protectoras anteriormente mencionadas, para generar muestras de espejo. Los espejos obtenidos se someterán a ensayos de adherencia por tracción para determinar cómo afecta el tratamiento con plasma a la adhesión de la capa reflectante. Se estudiarán varios casos con distintas combinaciones de parámetros de tratamiento para identificar las relaciones existentes entre éstos y la adhesión lograda.
Actualmente, el equipo investigador en el que se ha realizado esta tesis ha llevado a cabo una primera batería de experimentos en esta línea, obteniendo unos resultados preliminares que se resumen en la Figura 4.4.
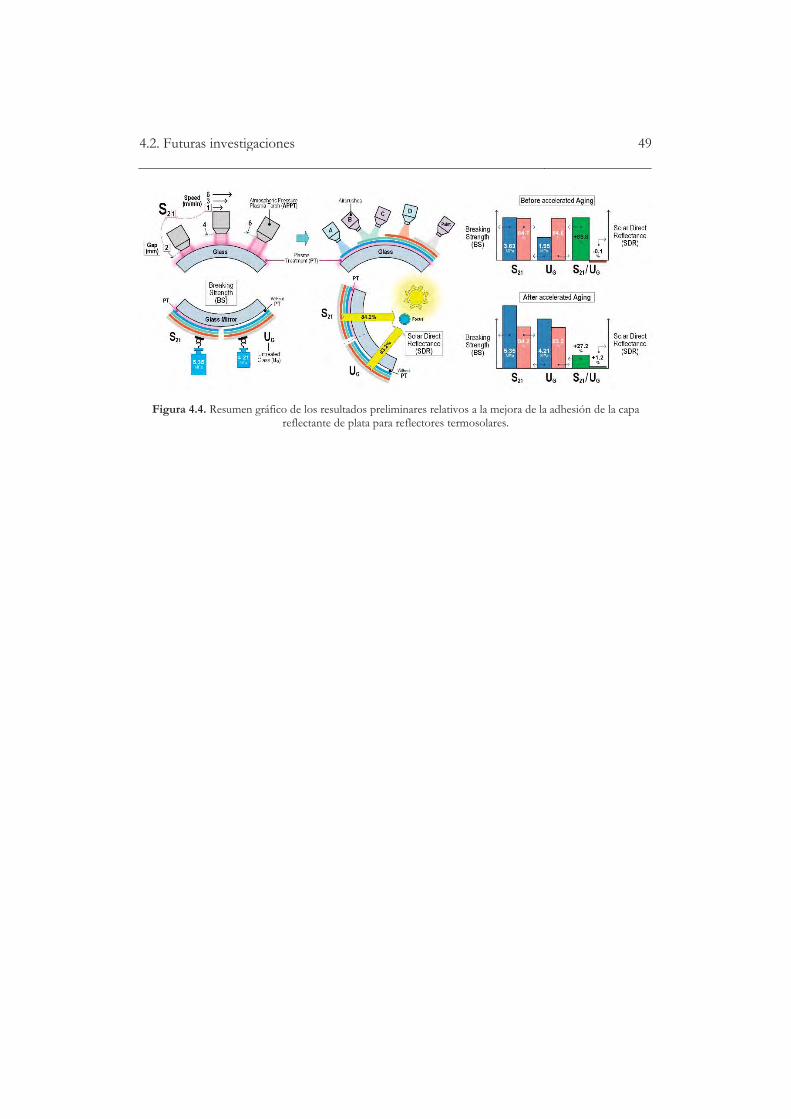
4.2. Futuras investigaciones 49
Figura 4.4. Resumen gráfico de los resultados preliminares relativos a la mejora de la adhesión de la capa
reflectante de plata para reflectores termosolares.

REFERENCIAS
Alba-Elías, F., Sainz-García, E., González-Marcos, A., & Ordieres-Meré, J. (2013). Tribological behavior of plasma-polymerized aminopropyltriethoxysilane films deposited on thermoplastic elastomers substrates. Thin Solid Films, 540, 125–134.
Amirzada, M. R., Tatzel, A., Viereck, V., & Hillmer, H. (2016). Surface roughness analysis of SiO2 for PECVD, PVD and IBD on different substrates. Applied Nanoscience, 6(2), 215–222.
Atkinson, C., Sansom, C. L., Almond, H. J., & Shaw, C. P. (2015). Coatings for concentrating solar systems – A review. Renewable and Sustainable Energy Reviews, 45, 113–122. http://doi.org/10.1016/j.rser.2015.01.015
Bárdos, L., & Baránková, H. (2010). Cold atmospheric plasma: Sources, processes, and applications. Thin Solid Films, 518(23), 6705–6713.
Bashir, M., Rees, J. M., Bashir, S., & Zimmerman, W. B. (2014). Microplasma copolymerization of amine and Si containing precursors. Thin Solid Films, 564, 186–194.
Carpentier, J., & Grundmeier, G. (2005). Chemical structure and morphology of thin bilayer and composite organosilicon and fluorocarbon microwave plasma polymer films. Surface and Coatings Technology, 192(2–3), 189–198.
Corona, B., de la Rúa, C., & San Miguel, G. (2016). Socio-economic and environmental effects of concentrated solar power in Spain: A multiregional input output analysis. Solar Energy Materials and Solar Cells, 156, 112–121.
Deleau, F., Mazuyer, D., & Koenen, A. (2009). Sliding friction at elastomer/glass contact: Influence of the wetting conditions and instability analysis. Tribology International, 42(1), 149–159.
Guo, Y., Zhang, J., Xu, J., & Yu, J. (2008). Variable morphology of PTFE-like polymer nanocrystals fabricated by oriented plasma polymerization at atmospheric pressure. Applied Surface Science, 254(11), 3408–3411.
Homola, T., Matoušek, J., Kormunda, M., Wu, L. Y. L., & Černák, M. (2013). Plasma treatment of glass surfaces using diffuse coplanar surface barrier discharge in ambient air. Plasma Chemistry and Plasma Processing, 33(5), 881–894.
Iwamori, S., Hasegawa, N., Uemura, A., Tanabe, T., & Nishiyama, I. (2010). Friction and adhesion properties of fluorocarbon polymer thin films prepared by magnetron sputtering. Vacuum, 84(5), 592–596.
Ji, H., Chen, G., Yang, J., Hu, J., Song, H., & Zhao, Y. (2013). A simple approach to fabricate stable superhydrophobic glass surfaces. Applied Surface Science, 266, 105–109.
52 Referencias Jung, J. W., Jo, J. W., Jung, E. H., & Jo, W. H. (2016). Recent progress in high efficiency
polymer solar cells by rational design and energy level tuning of low bandgap copolymers with various electron-withdrawing units. Organic Electronics, 31, 149–170.
Kato, H., & Komai, K. (2007). Tribofilm formation and mild wear by tribo-sintering of nanometer-sized oxide particles on rubbing steel surfaces. Wear, 262(1–2), 36–41.
Kim, H.-M., Sohn, S., & Ahn, J. S. (2013). Transparent and super-hydrophobic properties of PTFE films coated on glass substrate using RF-magnetron sputtering and Cat-CVD methods. Surface and Coatings Technology, 228(SUPPL.1), S389–S392.
Kim, U., Krousgrill, C., & Mongeau, L. (2005). Friction-Induced Vibrations of Window Sealing Systems. Society of Automotive Engineers Technical Paper 2005-01-2540.
Kim, U., Mongeau, L., & Krousgrill, C. (2007). Simulation of Friction-Induced Vibrations of Window Sealing Systems. Society of Automotive Engineers Technical Paper 2007-01-2268.
Koenen, A., & Sanon, A. (2007). Tribological and vibroacoustic behavior of a contact between rubber and glass (application to wiper blade). Tribology International, 40(10–12 SPEC. ISS.), 1484–1491.
Kylián, O., Drábik, M., Polonskyi, O., Čechvala, J., Artemenko, A., Gordeev, I., Choukourov, A., Matolínová, I., Slavínská, D., Biederman, H. (2011). Deposition of nanostructured fluorocarbon plasma polymer films by RF magnetron sputtering of polytetrafluoroethylene. Thin Solid Films, 519(19), 6426–6431.
Lancioni, G., Lenci, S., & Galvanetto, U. (2016). Dynamics of windscreen wiper blades: Squeal noise, reversal noise and chattering. International Journal of Non-Linear Mechanics, 80, 132–143.
Li, C.-L., Tu, C.-Y., Huang, J.-S., Liu, Y.-L., Lee, K.-R., & Lai, J.-Y. (2006). Surface modification and adhesion improvement of expanded poly(tetrafluoroethylene) films by plasma graft polymerization. Surface and Coatings Technology, 201(1–2), 63–72.
Lin, Y.-S., Weng, M.-S., Chung, T.-W., & Huang, C. (2011). Enhanced surface hardness of flexible polycarbonate substrates using plasma-polymerized organosilicon oxynitride films by air plasma jet under atmospheric pressure. Surface and Coatings Technology, 205(13–14), 3856–3864.
Marchand, D. J., Dilworth, Z. R., Stauffer, R. J., Hsiao, E., Kim, J.-H., Kang, J.-G., & Kim, S. H. (2013). Atmospheric rf plasma deposition of superhydrophobic coatings using tetramethylsilane precursor. Surface and Coatings Technology, 234, 14–20.
Masuko, M., Miyamoto, H., & Suzuki, A. (2007). Tribological characteristics of self-assembled monolayer with siloxane bonding to Si surface. Tribology International, 40(10–12 SPEC. ISS.), 1587–1596.
Meškinis, Š., & Tamulevičiene, A. (2011). Structure, properties and applications of diamond like nanocomposite (SiOx containing DLC) films: A review. Medžiagotyra, 17(4), 358–370.
Referencias 53
Midtdal, K., & Jelle, B. P. (2013). Self-cleaning glazing products: A state-of-the-art review and future research pathways. Solar Energy Materials and Solar Cells, 109(7465), 126–141.
Min, D., Jeong, S., Yoo, H. H., Kang, H., & Park, J. (2014). Experimental investigation of vehicle wiper blade’s squeal noise generation due to windscreen waviness. Tribology International, 80, 191–197.
Múgica-Vidal, R., Alba-Elías, F., Sainz-García, E., & González-Marcos, A. (2017). Reducing friction on glass substrates by atmospheric plasma-polymerization of APTES. Surface and Coatings Technology, 309, 1062–1071.
Múgica-Vidal, R., Alba-Elías, F., Sainz-García, E., & Ordieres-Meré, J. (2014). Atmospheric plasma-polymerization of hydrophobic and wear-resistant coatings on glass substrates. Surface and Coatings Technology, 259(Part C), 374–385.
Múgica-Vidal, R., Alba-Elías, F., Sainz-García, E., & Pantoja-Ruiz, M. (2015). Hydrophobicity attainment and wear resistance enhancement on glass substrates by atmospheric plasma-polymerization of mixtures of an aminosilane and a fluorocarbon. Applied Surface Science, 347, 325–335.
Mugica, L. C., Rodríguez-Molina, B., Ramos, S., & Kozina, A. (2016). Surface functionalization of silica particles for their efficient fluorescence and stereo selective modification. Colloids and Surfaces A: Physicochemical and Engineering Aspects, 500, 79–87.
Okubo, M., Tahara, M., Saeki, N., & Yamamoto, T. (2008). Surface modification of fluorocarbon polymer films for improved adhesion using atmospheric-pressure nonthermal plasma graft-polymerization. Thin Solid Films, 516(19), 6592–6597.
Olofsson, J., & Jacobson, S. (2012). The influence of grain size and surface treatment on the tribofilm formation on alumina components. Wear, 292–293, 17–24.
Raut, H. K., Ganesh, V. A., Nair, A. S., & Ramakrishna, S. (2011). Anti-reflective coatings: A critical, in-depth review. Energy & Environmental Science, 4(10), 3779–3804.
Sainz-García, E., Alba-Elias, F., Múgica-Vidal, R., & González-Marcos, A. (2015). Enhanced surface friction coefficient and hydrophobicity of TPE substrates using an APPJ system. Applied Surface Science, 328, 554–567.
Schäfer, J., Foest, R., Quade, A., Ohl, A., Meichsner, J., & Weltmann, K. D. (2009). Carbon-free SiOx films deposited from octamethylcyclotetrasiloxane (OMCTS) by an atmospheric pressure plasma jet (APPJ). The European Physical Journal D, 54(2), 211–217.
Sever, K., Seki, Y., Güleç, H. A., Sarikanat, M., Mutlu, M., & Tavman, I. (2009). Preparation and characterization of thin films by plasma polymerization of glycidoxypropyltrimethoxysilane at different plasma powers and exposure times. Applied Surface Science, 255(20), 8450–8457.
Suh, M.-S., Chae, Y.-H., & Kim, S.-S. (2008). Friction and wear behavior of structural ceramics sliding against zirconia. Wear, 264(9–10), 800–806.
54 Referencias Sun, M., Luo, C., Xu, L., Ji, H., Ouyang, Q., Yu, D., & Chen, Y. (2005). Artificial lotus leaf
by nanocasting. Langmuir, 21(19), 8978–8981.
Terriza, A., Álvarez, R., Borrás, A., Cotrino, J., Yubero, F., & González-Elipe, A. R. (2012). Roughness assessment and wetting behavior of fluorocarbon surfaces. Journal of Colloid and Interface Science, 376(1), 274–282.
Wang, S.-D., & Luo, S.-S. (2012). Fabrication of transparent superhydrophobic silica-based film on a glass substrate. Applied Surface Science, 258(14), 5443–5450.
Wankhede, R. G., Morey, S., Khanna, A. S., & Birbilis, N. (2013). Development of water-repellent organic-inorganic hybrid sol-gel coatings on aluminum using short chain perfluoro polymer emulsion. Applied Surface Science, 283, 1051–1059.
Wu, Y. L., Chen, Z., & Zeng, X. T. (2008). Nanoscale morphology for high hydrophobicity of a hard sol-gel thin film. Applied Surface Science, 254(21), 6952–6958.
Wuu, D. S., Lo, W. C., Chiang, C. C., Lin, H. B., Chang, L. S., Horng, R. H., Huang, C. L., Gao, Y. J. (2005). Plasma-deposited silicon oxide barrier films on polyethersulfone substrates: Temperature and thickness effects. Surface and Coatings Technology, 197(2–3), 253–259.
Yadav, A. R., Sriram, R., Carter, J. A., & Miller, B. L. (2014). Comparative study of solution-phase and vapor-phase deposition of aminosilanes on silicon dioxide surfaces. Materials Science and Engineering C, 35(1), 283–290.
Yang, S. H., Liu, C. H., Hsu, W. T., & Chen, H. (2009). Preparation of super-hydrophobic films using pulsed hexafluorobenzene plasma. Surface and Coatings Technology, 203(10–11), 1379–1383.
Yim, J. H., Rodriguez-Santiago, V., Williams, A. A., Gougousi, T., Pappas, D. D., & Hirvonen, J. K. (2013). Atmospheric pressure plasma enhanced chemical vapor deposition of hydrophobic coatings using fluorine-based liquid precursors. Surface and Coatings Technology, 234, 21–32.





























