Embed Size (px)
Citation preview
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
1
APOSTILA DE PLANEJAMENTO
DAS INSTALAÇÕES (2018/JAN)
Material protegido. É proibida a reprodução, parcial ou integral, do mesmo.
Registro na Fundação Biblioteca Nacional/Ministério da Cultura.
Profª Mônica Roberta Silva, M.Sc.
www.retadechegada.com.br
(21) 99157-5825 (wpp)
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
2
Planejamento das Instalações
Ementa:
– Localização industrial; Arranjo Físico e Fluxo; Processo de
Produção; Localização de Empresas; Planejamento da
Capacidade.
Bibliografia:
– BROWN, Steve et al. Administração da Produção e Operações: um enfoque estratégico na manufatura e nos serviços. Rio de Janeiro: Elsevier, 2005.
– CORRÊA, Henrique L.; CORRÊA, Carlos A. Administração da Produção e Operações: manufatura e serviços. 2 ed. São Paulo: Atlas, 2009.
– GAITHER, Norman. Administração da Produção e Operações. 8. ed. São Paulo: Pioneira, 2001.
– KRAJEWSKI, Lee; RITZMAN, Larry; MALHOTRA, Manoj. Administração da Produção e Operações. 8 ed. São Paulo: Prenctice Hall, 2009.
– MARTINS, Petrônio e LAUGENI, Fernando. Administração da Produção. 2 ed. São Paulo: Saraiva, 2006.
– SLACK, Nigel et al. Administração da Produção. 2 ed. São Paulo: Atlas, 2002.
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
3
*I- Localização de Empresas
Decisão ligada à estratégia da empresa. Ex.: VW/ABC (1950) x Ford/BA (2000).
Globalização – 1960 (multinacionais, “empresas internacionais”), 2000 (empresas transnacionais, “sem prender-se à matriz”).
Mudança – mercados cativos (estável e baixa competitividade) para mercados globalizados.
Produtos são desenvolvidos e as fábricas dimensionadas e projetadas em “centros de excelência”.
Regionalização de produtos, localismo ou tropicalização – adequação ao mercado local.
Cenário da localização – qual a capacidade necessária, onde e quando (atual e futura).
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
4
Medida de Capacidade
Capacidade é a máxima produção produção/output.
– Capacidade do projeto/teórica – aquela que o fornecedor ou fabricante do equipamento apresentam para o produto.
– Capacidade efetiva/read – após os descontos necessários, quanto produz.
Capacidade – toneladas/dia ou ano, veículos/dia, clientes/mês, cadeira/dia...
Está relacionada à dimensão tempo.
Volume de produção é o que se produz atualmente, já a capacidade é o máximo que pode ser produzido.
Empresas multiprodutos – valor/vendas.
Capacidade – horas de trabalho.
– Funcionamento de pico - momentâneo
– Funcionamento normal ou nominal - produção média.
– Escala – nível ou dimensão de produção (ex.: 5mil t./dia)
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
5
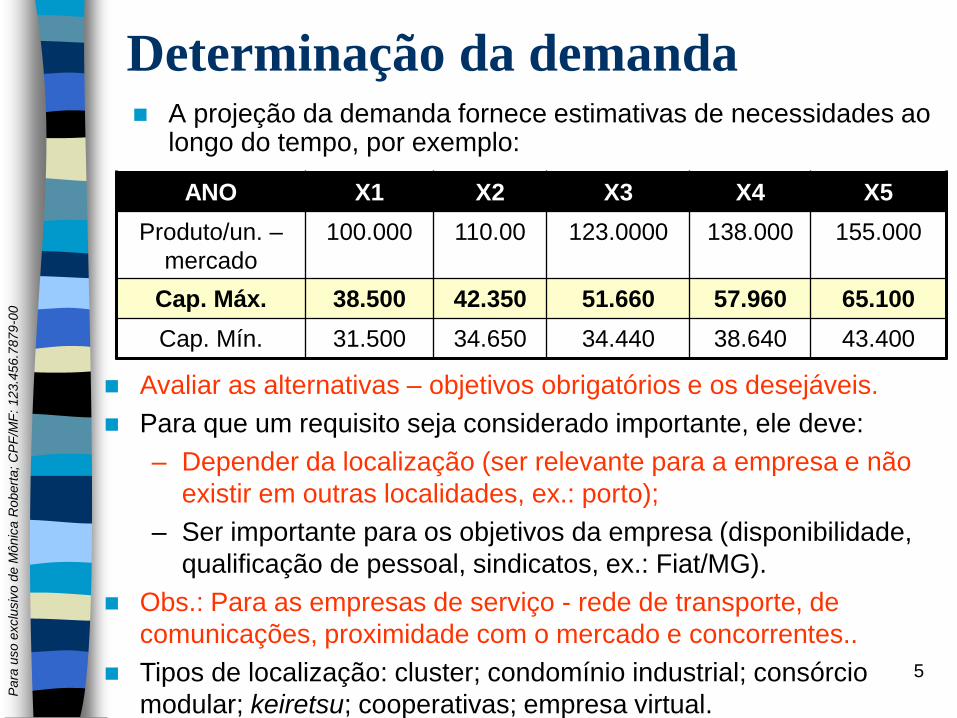
Determinação da demanda A projeção da demanda fornece estimativas de necessidades ao
longo do tempo, por exemplo:
ANO X1 X2 X3 X4 X5
Produto/un. –
mercado
100.000 110.00 123.0000 138.000 155.000
Cap. Máx. 38.500 42.350 51.660 57.960 65.100
Cap. Mín. 31.500 34.650 34.440 38.640 43.400
Avaliar as alternativas – objetivos obrigatórios e os desejáveis.
Para que um requisito seja considerado importante, ele deve:
– Depender da localização (ser relevante para a empresa e não
existir em outras localidades, ex.: porto);
– Ser importante para os objetivos da empresa (disponibilidade,
qualificação de pessoal, sindicatos, ex.: Fiat/MG).
Obs.: Para as empresas de serviço - rede de transporte, de
comunicações, proximidade com o mercado e concorrentes..
Tipos de localização: cluster; condomínio industrial; consórcio
modular; keiretsu; cooperativas; empresa virtual.
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
6
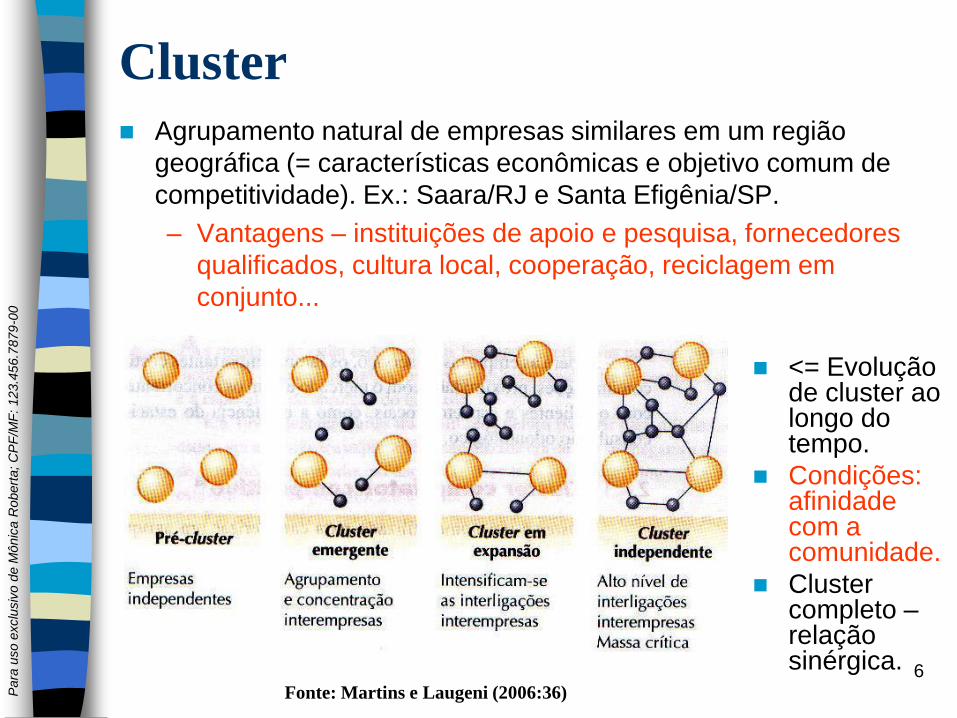
Cluster
Agrupamento natural de empresas similares em um região
geográfica (= características econômicas e objetivo comum de
competitividade). Ex.: Saara/RJ e Santa Efigênia/SP.
– Vantagens – instituições de apoio e pesquisa, fornecedores
qualificados, cultura local, cooperação, reciclagem em
conjunto...
<= Evolução de cluster ao longo do tempo.
Condições: afinidade com a comunidade.
Cluster completo – relação sinérgica.
Fonte: Martins e Laugeni (2006:36)
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
7
Condomínio Industrial
Brasil, indústria automotiva em 1990, caracteriza-se pela localização de fornecedores dentro da planta da montadora ou adjacente a ela.
Fornecedores são escolhidos pela montadora que determina as características da planta do fornecedor e orienta estrategicamente todos os participantes do condomínio.
Os produtos fornecidos são, normalmente, conjuntos montados que podem ser fabricados por uma joint venture (estrangeira x local) criada somente para uma linha de produto.
É comum o fornecimento de peças no sistema JIT e os fornecedores, habitualmente, prestam serviços de assistência técnica.
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
8
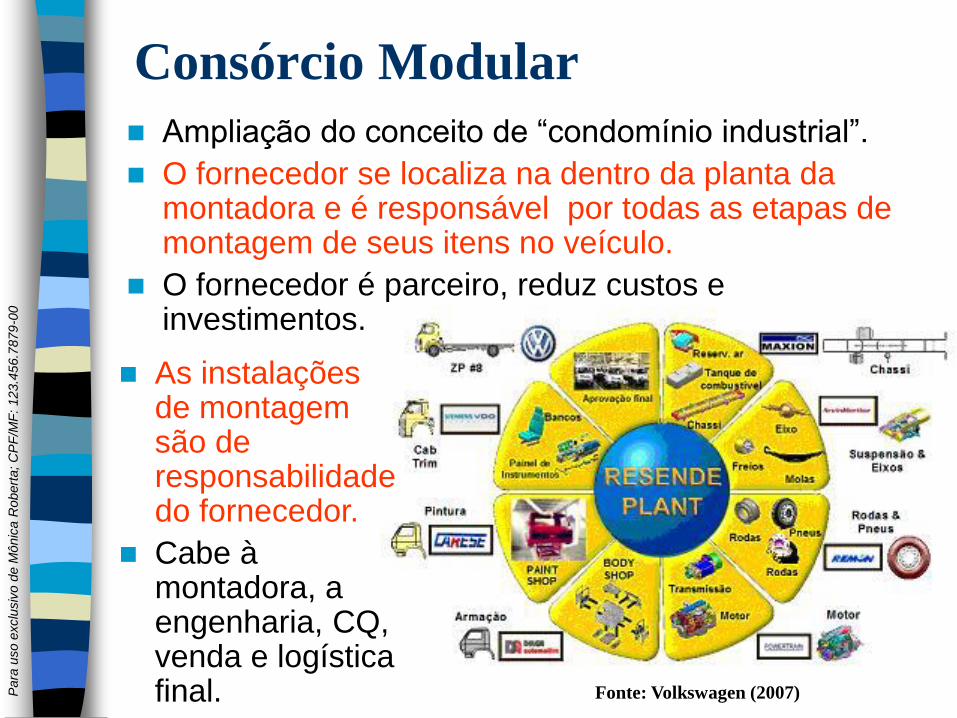
Consórcio Modular
Ampliação do conceito de “condomínio industrial”.
O fornecedor se localiza na dentro da planta da montadora e é responsável por todas as etapas de montagem de seus itens no veículo.
O fornecedor é parceiro, reduz custos e investimentos.
As instalações de montagem são de responsabilidade do fornecedor.
Cabe à montadora, a engenharia, CQ, venda e logística final. Fonte: Volkswagen (2007)
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
9
Keiretsu, Cooperativa e Empresa
Virtual
Keiretsu (jap. “articulação”) – basicamente, é um “cartel com a bênção governamental”. Aliança de empresas, em que cada uma tem sua independência operacional, mas com relações permanentes umas com as outras. Ex.: Mitsui, Mitsubishi...
Cooperativa – união de diversas propriedades da mesma região para objetivos comum, como processamento de carne, leite...
Empresa Virtual (cyberwork, homework, nonterritorial workplace, virtual workplace) - rede temporária, geralmente “sem escritório central” e sem organograma, sendo composta por outras empresas, instituições e pessoas.
– Vantagem: compartilhamento do conhecimento.

Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
10
Localização da Empresa Industrial
Fatores quantificáveis ou objetivos – os custos podem ser medidos, como custos de pessoal, terreno, construção, equipamentos, transportes, água, luz, gás, taxas e impostos.
Fatores não quantificáveis ou subjetivos – não tem métrica, logo deve-se montar um modelo de avaliação com pesos, ex.: atitude do pessoal, dos sindicatos e da comunidade, restrições ambientais e governamentais, qualidade de vida...
Métodos: método centro de gravidade; método dos momentos; método do ponto de equilíbrio (Martins x Slack)
Fonte: Volkswagen (2007)
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
11
Método Centro de Gravidade/Martins
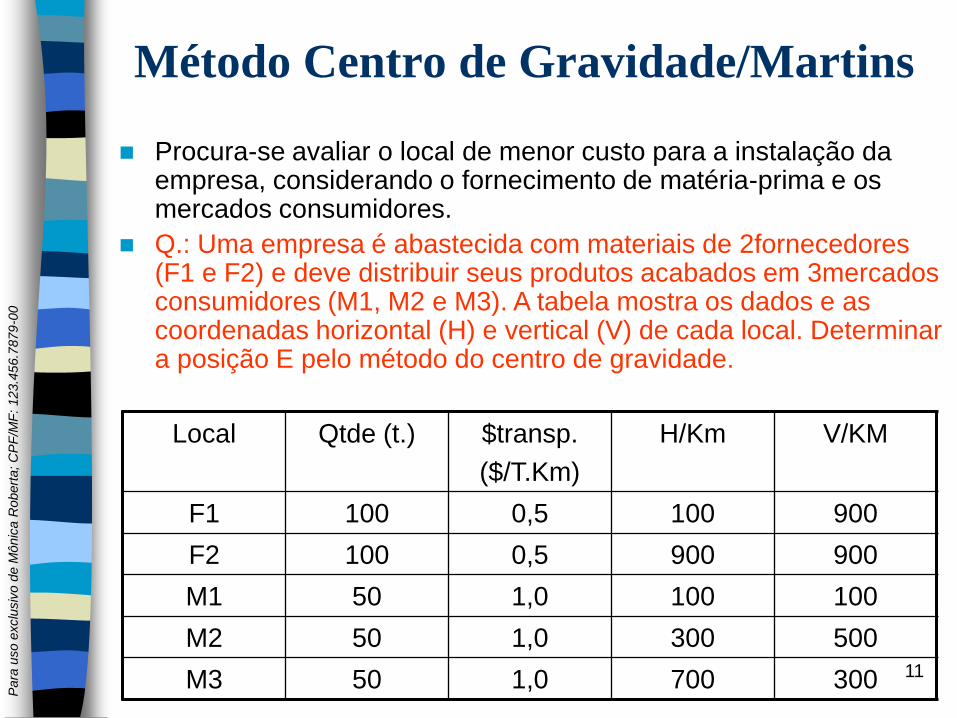
Local Qtde (t.) $transp.
($/T.Km)
H/Km V/KM
F1 100 0,5 100 900
F2 100 0,5 900 900
M1 50 1,0 100 100
M2 50 1,0 300 500
M3 50 1,0 700 300
Procura-se avaliar o local de menor custo para a instalação da empresa, considerando o fornecimento de matéria-prima e os mercados consumidores.
Q.: Uma empresa é abastecida com materiais de 2fornecedores (F1 e F2) e deve distribuir seus produtos acabados em 3mercados consumidores (M1, M2 e M3). A tabela mostra os dados e as coordenadas horizontal (H) e vertical (V) de cada local. Determinar a posição E pelo método do centro de gravidade.
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
12
Método Centro de Gravidade/Martins
- cont.
Local Qtde (t.) $transp.
($/T.Km)
H/Km V/KM
F1 100 0,5 100 900
F2 100 0,5 900 900
M1 50 1,0 100 100
M2 50 1,0 300 500
M3 50 1,0 700 300
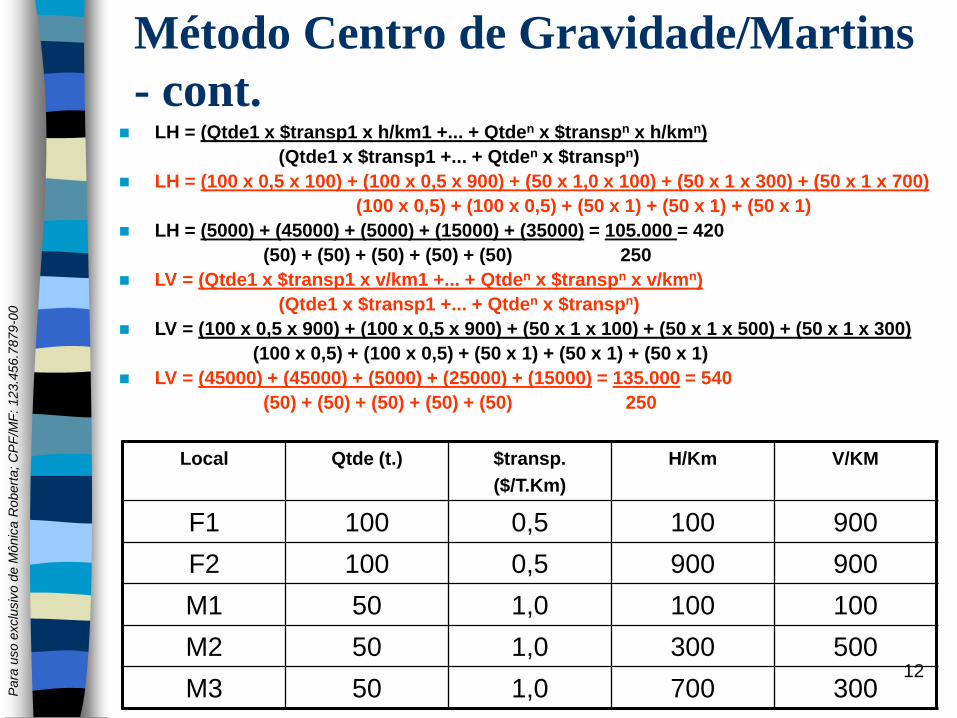
LH = (Qtde1 x $transp1 x h/km1 +... + Qtden x $transpn x h/kmn)
(Qtde1 x $transp1 +... + Qtden x $transpn)
LH = (100 x 0,5 x 100) + (100 x 0,5 x 900) + (50 x 1,0 x 100) + (50 x 1 x 300) + (50 x 1 x 700)
(100 x 0,5) + (100 x 0,5) + (50 x 1) + (50 x 1) + (50 x 1)
LH = (5000) + (45000) + (5000) + (15000) + (35000) = 105.000 = 420
(50) + (50) + (50) + (50) + (50) 250
LV = (Qtde1 x $transp1 x v/km1 +... + Qtden x $transpn x v/kmn)
(Qtde1 x $transp1 +... + Qtden x $transpn)
LV = (100 x 0,5 x 900) + (100 x 0,5 x 900) + (50 x 1 x 100) + (50 x 1 x 500) + (50 x 1 x 300)
(100 x 0,5) + (100 x 0,5) + (50 x 1) + (50 x 1) + (50 x 1)
LV = (45000) + (45000) + (5000) + (25000) + (15000) = 135.000 = 540
(50) + (50) + (50) + (50) + (50) 250
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
13
Método Centro de Gravidade/Martins -
cont.
900 F1 F2
800
700
600
500 M2 CG
420h
x
540v
400
300 M3
200
100 M1
0 100 200 300 400 500 600 700 800 900
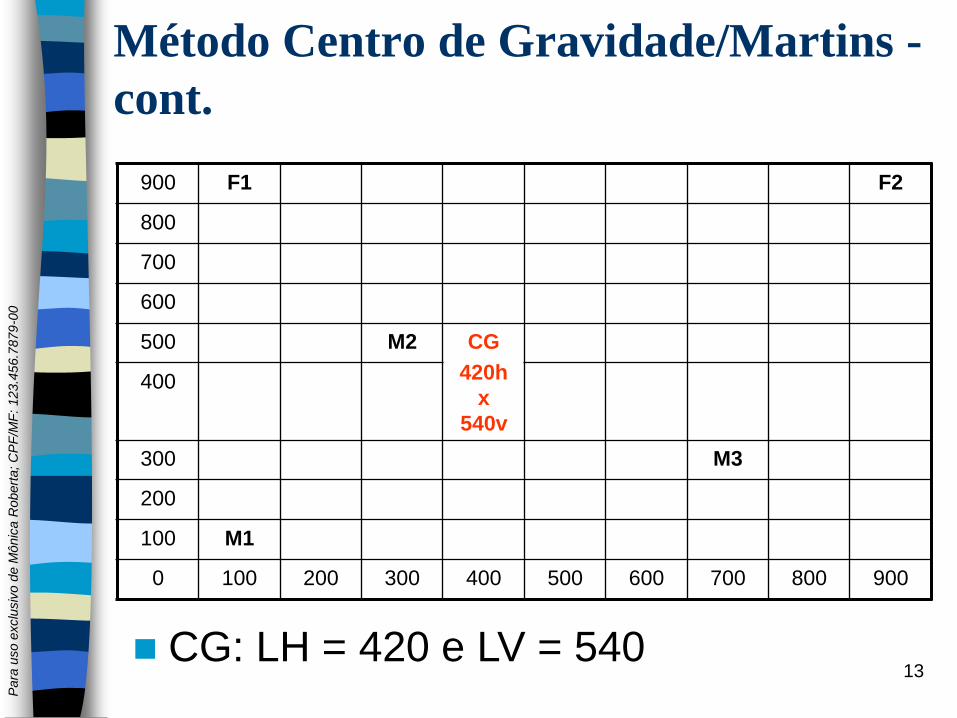
CG: LH = 420 e LV = 540
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
14
Método Centro de Gravidade/Slack
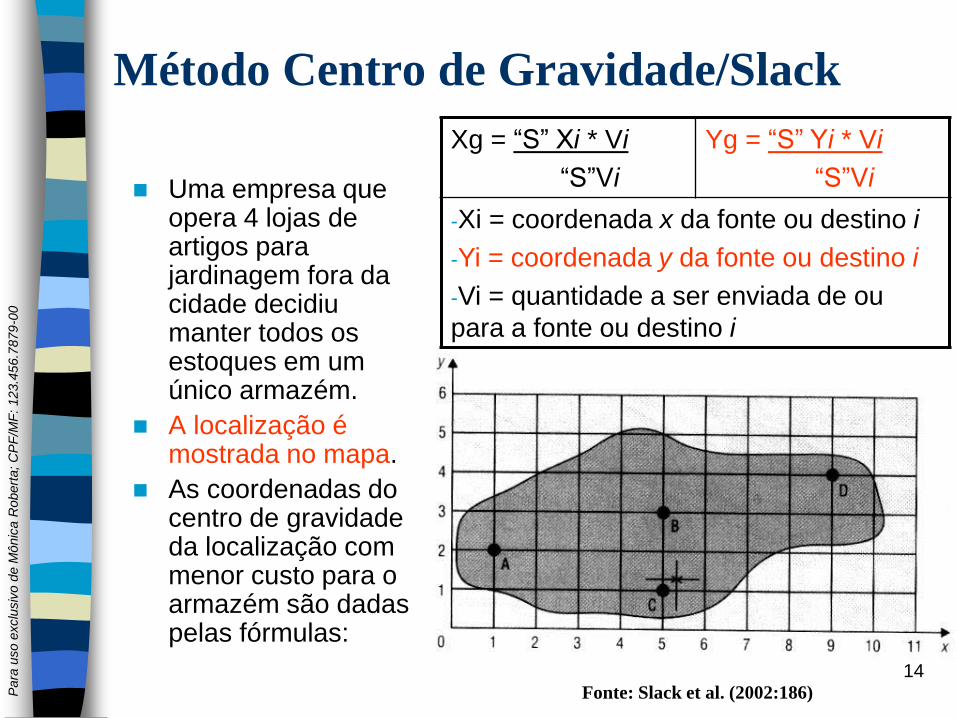
Uma empresa que opera 4 lojas de artigos para jardinagem fora da cidade decidiu manter todos os estoques em um único armazém.
A localização é mostrada no mapa.
As coordenadas do centro de gravidade da localização com menor custo para o armazém são dadas pelas fórmulas:
Xg = “S” Xi * Vi
“S”Vi
Yg = “S” Yi * Vi
“S”Vi
-Xi = coordenada x da fonte ou destino i
-Yi = coordenada y da fonte ou destino i
-Vi = quantidade a ser enviada de ou
para a fonte ou destino i
Fonte: Slack et al. (2002:186)
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
15
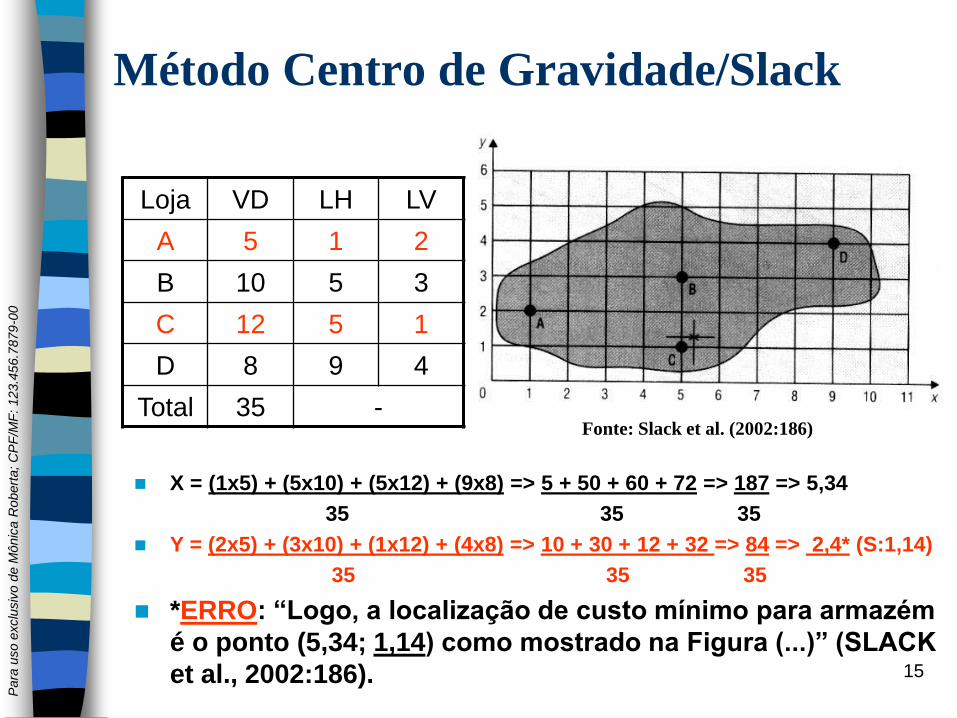
Método Centro de Gravidade/Slack
Loja VD LH LV
A 5 1 2
B 10 5 3
C 12 5 1
D 8 9 4
Total 35 -
X = (1x5) + (5x10) + (5x12) + (9x8) => 5 + 50 + 60 + 72 => 187 => 5,34
35 35 35
Y = (2x5) + (3x10) + (1x12) + (4x8) => 10 + 30 + 12 + 32 => 84 => 2,4* (S:1,14)
35 35 35
*ERRO: “Logo, a localização de custo mínimo para armazém
é o ponto (5,34; 1,14) como mostrado na Figura (...)” (SLACK
et al., 2002:186).
Fonte: Slack et al. (2002:186)
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
16
Método dos Momentos (Martins &
Laugeni)
Semelhante ao CG, mas contém a ponderação de um determinado centro (cidade) contra os demais centros existentes em uma determinada região geográfica.
Para cada centro, calcula-se o momento que as demais cidades possuem.
O momento (M) é:
– M = (custo unitário de transporte x quantidade x distância)
Obs.: O centro que tiver a menor soma de momentos será o escolhido.
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
17
Método dos Momentos (Martins &
Laugeni) – cont.
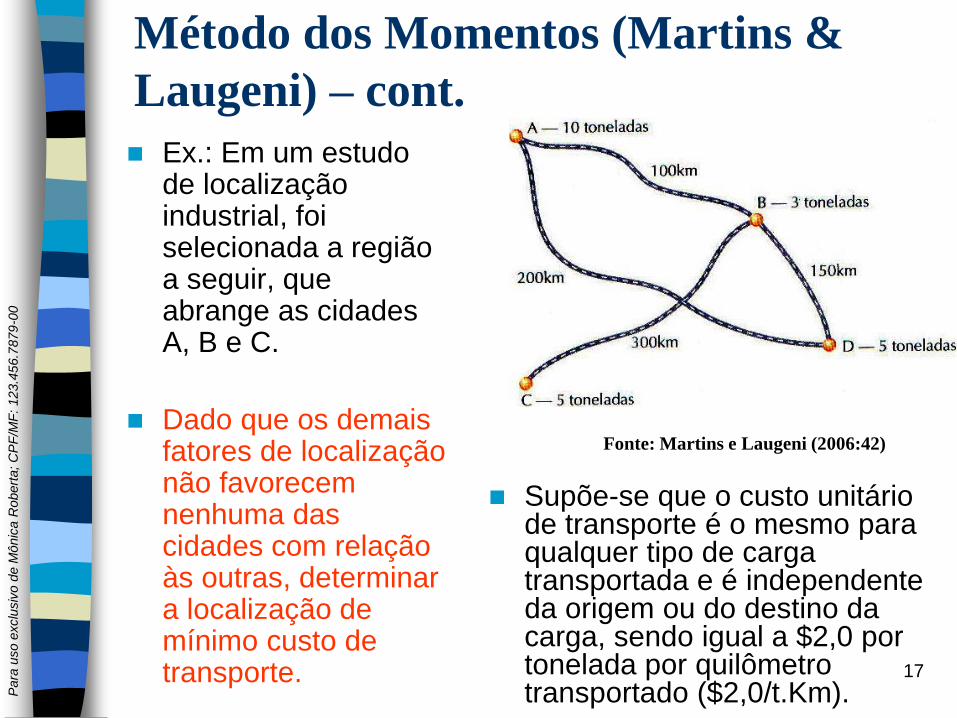
Ex.: Em um estudo de localização industrial, foi selecionada a região a seguir, que abrange as cidades A, B e C.
Dado que os demais fatores de localização não favorecem nenhuma das cidades com relação às outras, determinar a localização de mínimo custo de transporte.
Supõe-se que o custo unitário de transporte é o mesmo para qualquer tipo de carga transportada e é independente da origem ou do destino da carga, sendo igual a $2,0 por tonelada por quilômetro transportado ($2,0/t.Km).
Fonte: Martins e Laugeni (2006:42)
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
18
Método dos Momento (Martins &
Laugeni) – cont.
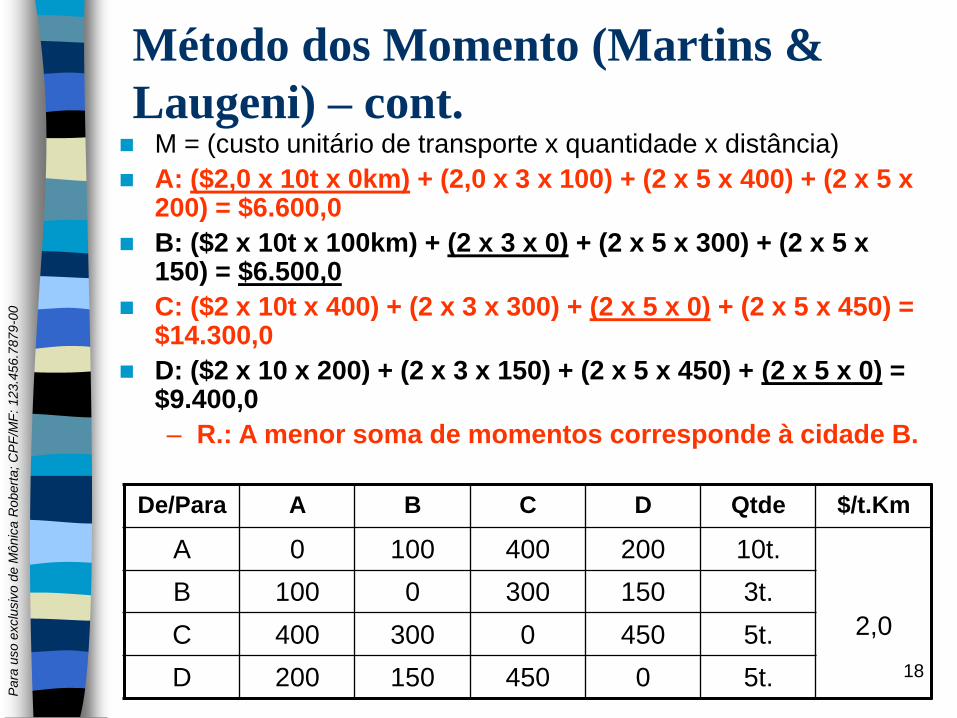
De/Para A B C D Qtde $/t.Km
A 0 100 400 200 10t.
2,0
B 100 0 300 150 3t.
C 400 300 0 450 5t.
D 200 150 450 0 5t.
M = (custo unitário de transporte x quantidade x distância)
A: ($2,0 x 10t x 0km) + (2,0 x 3 x 100) + (2 x 5 x 400) + (2 x 5 x 200) = $6.600,0
B: ($2 x 10t x 100km) + (2 x 3 x 0) + (2 x 5 x 300) + (2 x 5 x 150) = $6.500,0
C: ($2 x 10t x 400) + (2 x 3 x 300) + (2 x 5 x 0) + (2 x 5 x 450) = $14.300,0
D: ($2 x 10 x 200) + (2 x 3 x 150) + (2 x 5 x 450) + (2 x 5 x 0) = $9.400,0
– R.: A menor soma de momentos corresponde à cidade B.
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
19
Método do Ponto de Equilíbrio (Martins &
Laugeni)
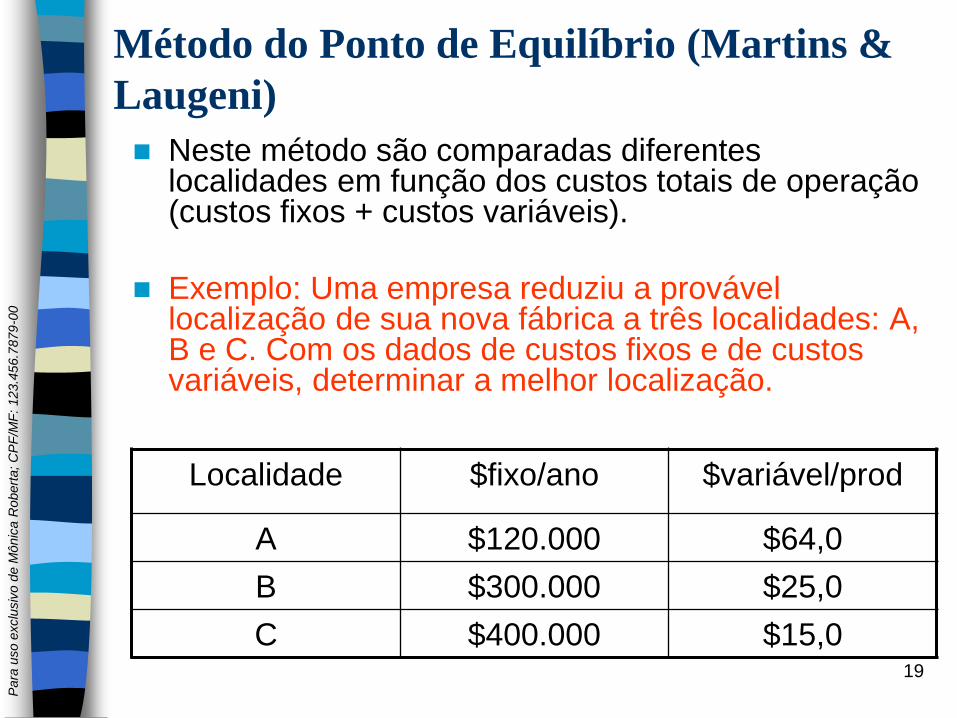
Neste método são comparadas diferentes localidades em função dos custos totais de operação (custos fixos + custos variáveis).
Exemplo: Uma empresa reduziu a provável localização de sua nova fábrica a três localidades: A, B e C. Com os dados de custos fixos e de custos variáveis, determinar a melhor localização.
Localidade $fixo/ano $variável/prod
A $120.000 $64,0
B $300.000 $25,0
C $400.000 $15,0
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
20
Método do Ponto de Equilíbrio (Martins
& Laugeni) - cont.
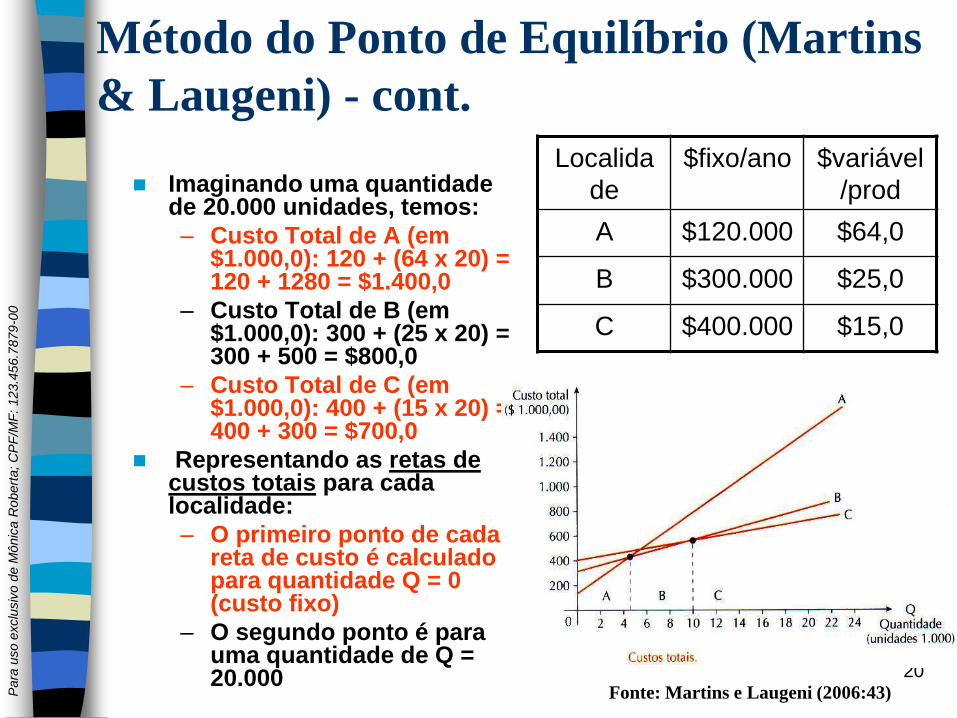
Imaginando uma quantidade de 20.000 unidades, temos:
– Custo Total de A (em $1.000,0): 120 + (64 x 20) = 120 + 1280 = $1.400,0
– Custo Total de B (em $1.000,0): 300 + (25 x 20) = 300 + 500 = $800,0
– Custo Total de C (em $1.000,0): 400 + (15 x 20) = 400 + 300 = $700,0
Representando as retas de custos totais para cada localidade:
– O primeiro ponto de cada reta de custo é calculado para quantidade Q = 0 (custo fixo)
– O segundo ponto é para uma quantidade de Q = 20.000
Localida
de
$fixo/ano $variável
/prod
A $120.000 $64,0
B $300.000 $25,0
C $400.000 $15,0
Fonte: Martins e Laugeni (2006:43)
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
21
Método do Ponto de Equilíbrio (Martins &
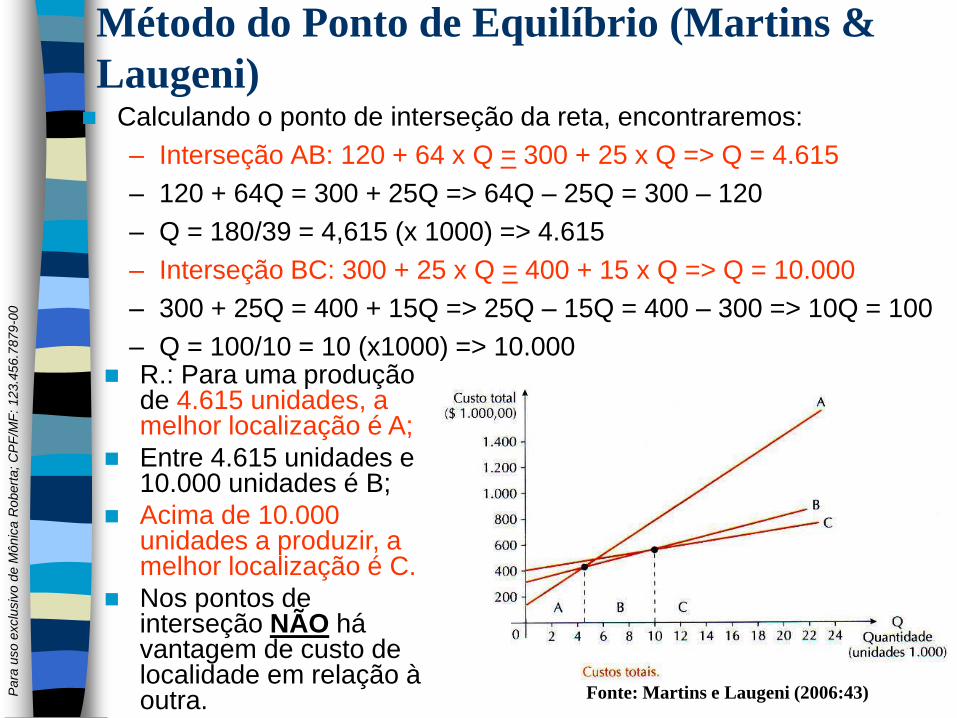
Laugeni) Calculando o ponto de interseção da reta, encontraremos:
– Interseção AB: 120 + 64 x Q = 300 + 25 x Q => Q = 4.615
– 120 + 64Q = 300 + 25Q => 64Q – 25Q = 300 – 120
– Q = 180/39 = 4,615 (x 1000) => 4.615
– Interseção BC: 300 + 25 x Q = 400 + 15 x Q => Q = 10.000
– 300 + 25Q = 400 + 15Q => 25Q – 15Q = 400 – 300 => 10Q = 100
– Q = 100/10 = 10 (x1000) => 10.000
Fonte: Martins e Laugeni (2006:43)
R.: Para uma produção de 4.615 unidades, a melhor localização é A;
Entre 4.615 unidades e 10.000 unidades é B;
Acima de 10.000 unidades a produzir, a melhor localização é C.
Nos pontos de interseção NÃO há vantagem de custo de localidade em relação à outra.
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
22
Método do Ponto de Equilíbrio/Slack
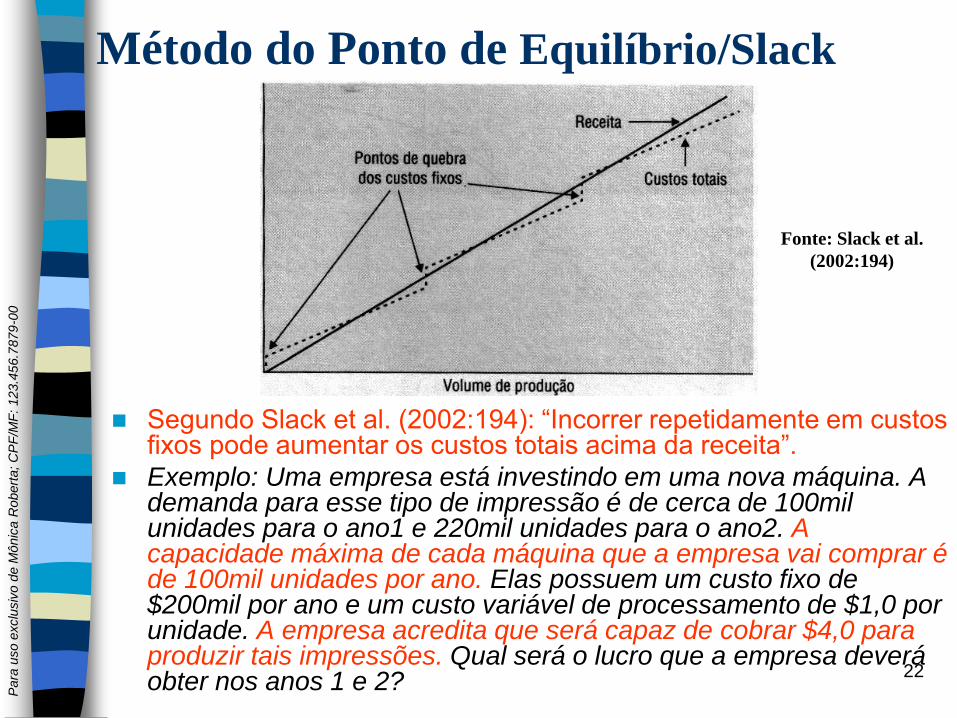
Segundo Slack et al. (2002:194): “Incorrer repetidamente em custos fixos pode aumentar os custos totais acima da receita”.
Exemplo: Uma empresa está investindo em uma nova máquina. A demanda para esse tipo de impressão é de cerca de 100mil unidades para o ano1 e 220mil unidades para o ano2. A capacidade máxima de cada máquina que a empresa vai comprar é de 100mil unidades por ano. Elas possuem um custo fixo de $200mil por ano e um custo variável de processamento de $1,0 por unidade. A empresa acredita que será capaz de cobrar $4,0 para produzir tais impressões. Qual será o lucro que a empresa deverá obter nos anos 1 e 2?
Fonte: Slack et al.
(2002:194)
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
23
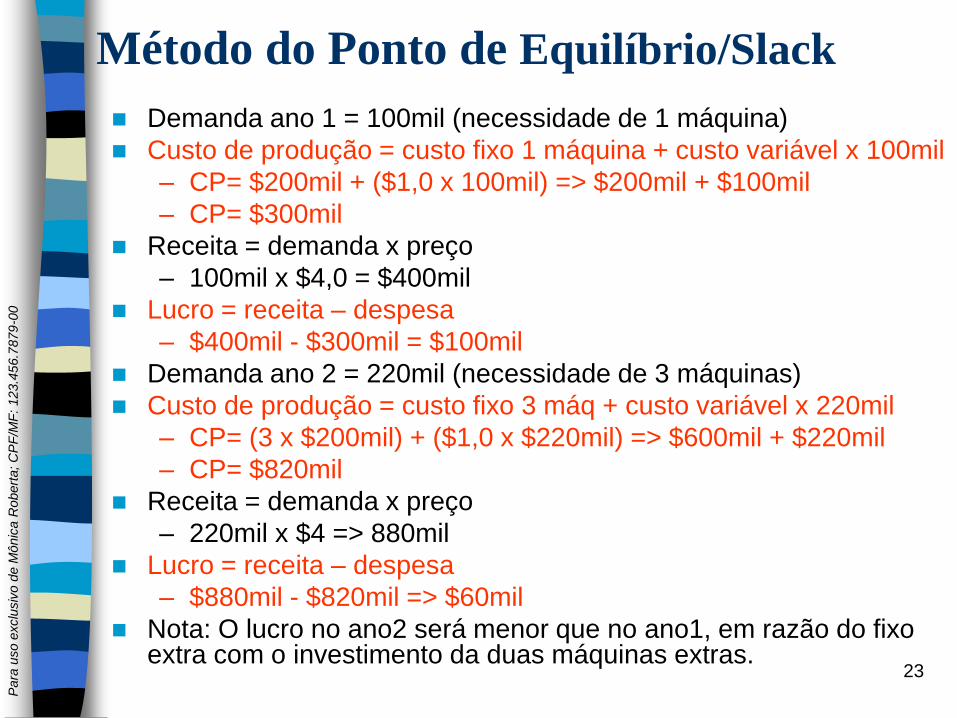
Método do Ponto de Equilíbrio/Slack
Demanda ano 1 = 100mil (necessidade de 1 máquina)
Custo de produção = custo fixo 1 máquina + custo variável x 100mil
– CP= $200mil + ($1,0 x 100mil) => $200mil + $100mil
– CP= $300mil
Receita = demanda x preço
– 100mil x $4,0 = $400mil
Lucro = receita – despesa
– $400mil - $300mil = $100mil
Demanda ano 2 = 220mil (necessidade de 3 máquinas)
Custo de produção = custo fixo 3 máq + custo variável x 220mil
– CP= (3 x $200mil) + ($1,0 x $220mil) => $600mil + $220mil
– CP= $820mil
Receita = demanda x preço
– 220mil x $4 => 880mil
Lucro = receita – despesa
– $880mil - $820mil => $60mil
Nota: O lucro no ano2 será menor que no ano1, em razão do fixo extra com o investimento da duas máquinas extras.
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
24
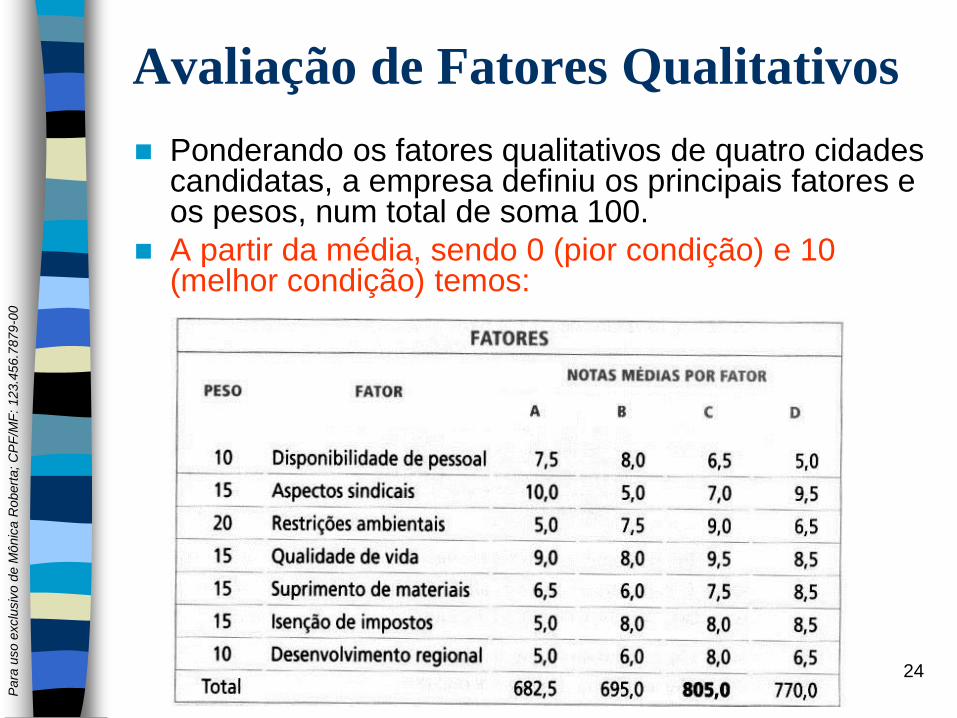
Avaliação de Fatores Qualitativos
Ponderando os fatores qualitativos de quatro cidades candidatas, a empresa definiu os principais fatores e os pesos, num total de soma 100.
A partir da média, sendo 0 (pior condição) e 10 (melhor condição) temos:
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
25
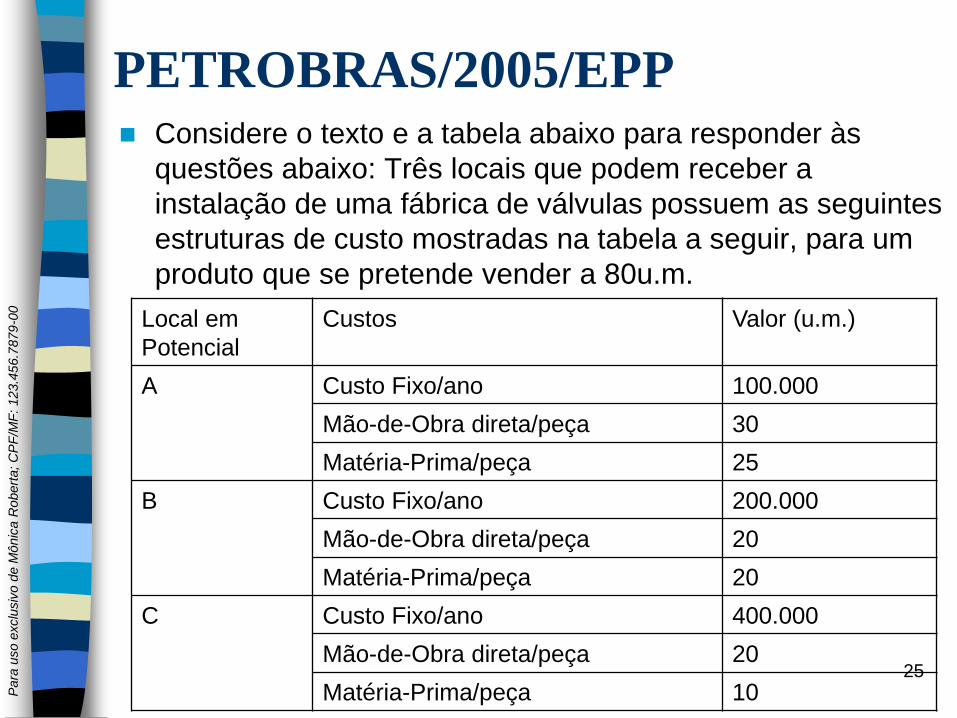
PETROBRAS/2005/EPP Considere o texto e a tabela abaixo para responder às
questões abaixo: Três locais que podem receber a
instalação de uma fábrica de válvulas possuem as seguintes
estruturas de custo mostradas na tabela a seguir, para um
produto que se pretende vender a 80u.m.
Local em
Potencial
Custos Valor (u.m.)
A Custo Fixo/ano 100.000
Mão-de-Obra direta/peça 30
Matéria-Prima/peça 25
B Custo Fixo/ano 200.000
Mão-de-Obra direta/peça 20
Matéria-Prima/peça 20
C Custo Fixo/ano 400.000
Mão-de-Obra direta/peça 20
Matéria-Prima/peça 10
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
26
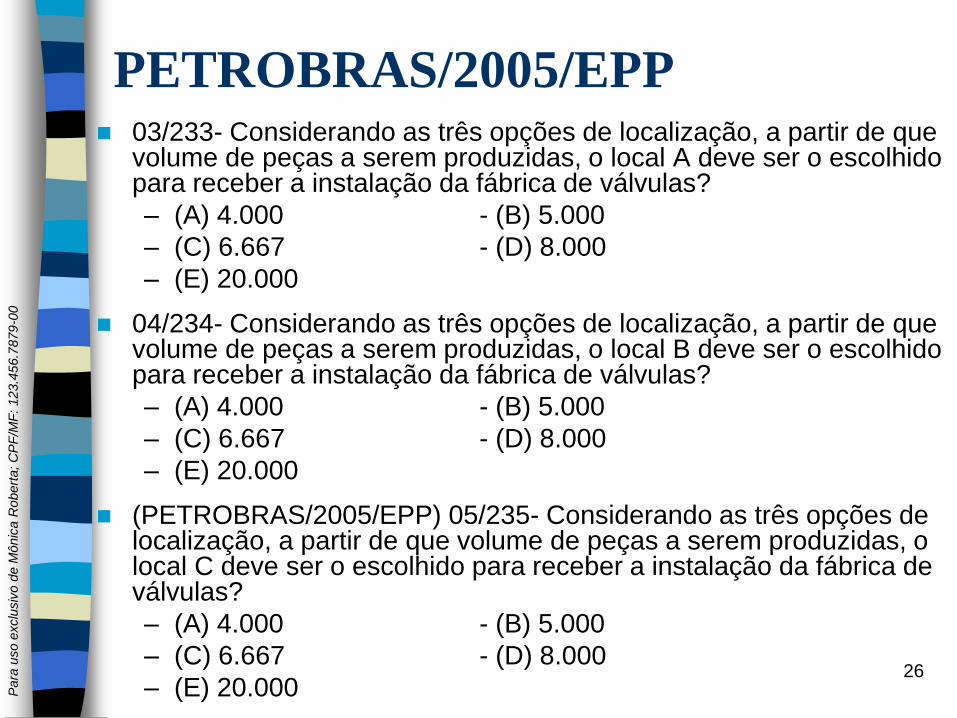
PETROBRAS/2005/EPP 03/233- Considerando as três opções de localização, a partir de que
volume de peças a serem produzidas, o local A deve ser o escolhido para receber a instalação da fábrica de válvulas?
– (A) 4.000 - (B) 5.000
– (C) 6.667 - (D) 8.000
– (E) 20.000
04/234- Considerando as três opções de localização, a partir de que volume de peças a serem produzidas, o local B deve ser o escolhido para receber a instalação da fábrica de válvulas?
– (A) 4.000 - (B) 5.000
– (C) 6.667 - (D) 8.000
– (E) 20.000
(PETROBRAS/2005/EPP) 05/235- Considerando as três opções de localização, a partir de que volume de peças a serem produzidas, o local C deve ser o escolhido para receber a instalação da fábrica de válvulas?
– (A) 4.000 - (B) 5.000
– (C) 6.667 - (D) 8.000
– (E) 20.000
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
27
PETROBRAS/2005/EPP 03/233- Considerando as três opções de localização, a partir de que
volume de peças a serem produzidas, o local A deve ser o escolhido para receber a instalação da fábrica de válvulas?
– *(A) 4.000 - (B) 5.000
– (C) 6.667 - (D) 8.000
– (E) 20.000
04/234- Considerando as três opções de localização, a partir de que volume de peças a serem produzidas, o local B deve ser o escolhido para receber a instalação da fábrica de válvulas?
– (A) 4.000 - (B) 5.000
– *(C) 6.667 - (D) 8.000
– (E) 20.000
(PETROBRAS/2005/EPP) 05/235- Considerando as três opções de localização, a partir de que volume de peças a serem produzidas, o local C deve ser o escolhido para receber a instalação da fábrica de válvulas?
– (A) 4.000 - (B) 5.000
– (C) 6.667 - (D) 8.000
– *(E) 20.000
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
28
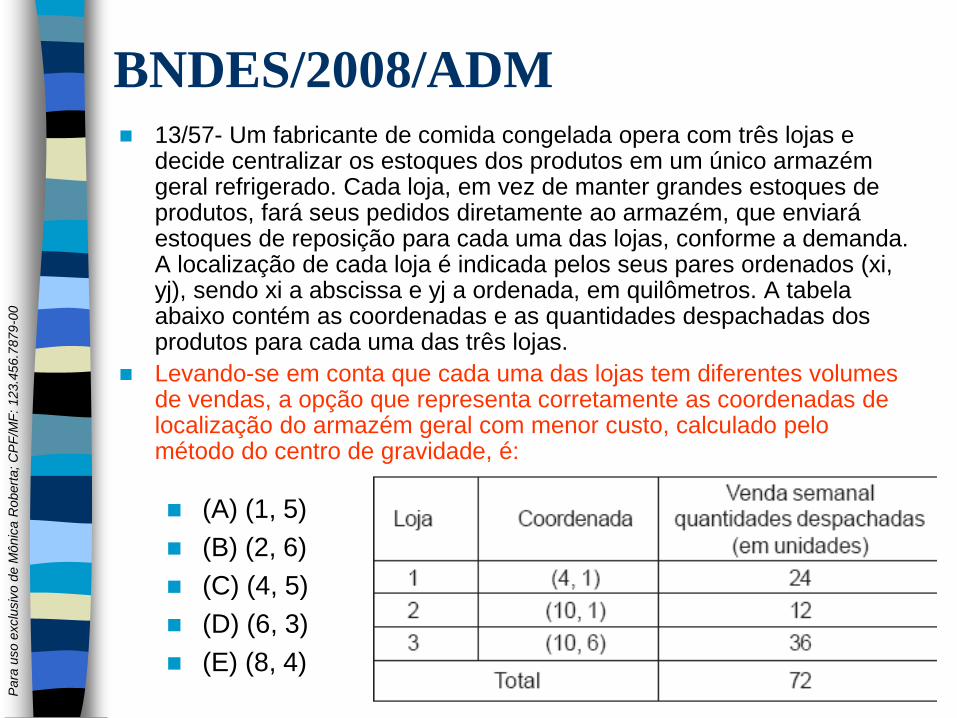
BNDES/2008/ADM 13/57- Um fabricante de comida congelada opera com três lojas e
decide centralizar os estoques dos produtos em um único armazém geral refrigerado. Cada loja, em vez de manter grandes estoques de produtos, fará seus pedidos diretamente ao armazém, que enviará estoques de reposição para cada uma das lojas, conforme a demanda. A localização de cada loja é indicada pelos seus pares ordenados (xi, yj), sendo xi a abscissa e yj a ordenada, em quilômetros. A tabela abaixo contém as coordenadas e as quantidades despachadas dos produtos para cada uma das três lojas.
Levando-se em conta que cada uma das lojas tem diferentes volumes de vendas, a opção que representa corretamente as coordenadas de localização do armazém geral com menor custo, calculado pelo método do centro de gravidade, é:
(A) (1, 5)
(B) (2, 6)
(C) (4, 5)
(D) (6, 3)
(E) (8, 4)
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
29
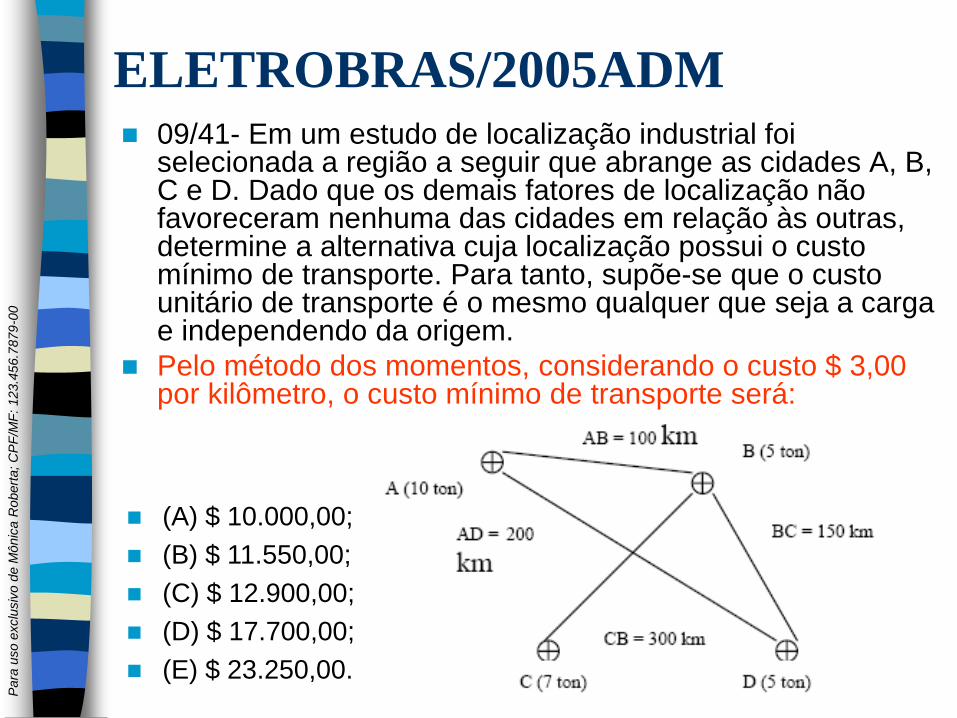
ELETROBRAS/2005ADM 09/41- Em um estudo de localização industrial foi
selecionada a região a seguir que abrange as cidades A, B, C e D. Dado que os demais fatores de localização não favoreceram nenhuma das cidades em relação às outras, determine a alternativa cuja localização possui o custo mínimo de transporte. Para tanto, supõe-se que o custo unitário de transporte é o mesmo qualquer que seja a carga e independendo da origem.
Pelo método dos momentos, considerando o custo $ 3,00 por kilômetro, o custo mínimo de transporte será:
(A) $ 10.000,00;
(B) $ 11.550,00;
(C) $ 12.900,00;
(D) $ 17.700,00;
(E) $ 23.250,00.
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
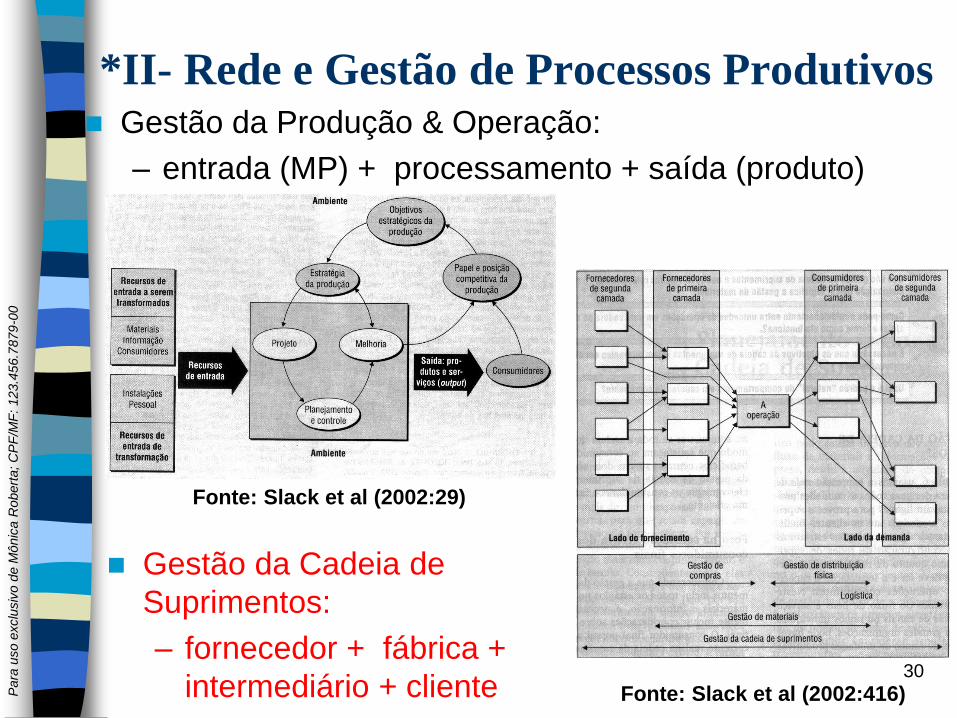
*II- Rede e Gestão de Processos Produtivos Gestão da Produção & Operação:
– entrada (MP) + processamento + saída (produto)
30
Fonte: Slack et al (2002:416)
Gestão da Cadeia de
Suprimentos:
– fornecedor + fábrica +
intermediário + cliente
Fonte: Slack et al (2002:29)
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
31
Planejamento agregado e as decisões
estratégicas em manufatura e serviços Planejamento e Controle da Capacidade - prover a capacidade de
satisfazer a demanda, atual futura, é uma responsabilidade fundamental da administração da produção.
Equilíbrio adequado (capacidade x demanda) = bons lucros e clientes satisfeitos.
Deveria envolver outros gerentes funcionais, porque:
– 1- As previsões de capacidade impactam toda a empresa.
– 2- As outras funções fornecem inputs vitais para o processamento.
– 3- Cada função do negócio, normalmente, deverá planejar e controlar a capacidade de suas próprias “microoperações” para atender à função produção principal.
Slack et al (2002): Planejamento e Controle de Capacidade, às vezes, também chamado de “Planejamento e Controles Agregados”, porque, no mais alto nível do processo de planejamento e controle, os cálculos de demanda e capacidade, normalmente, são realizados de forma agregada que não discrimina entre os diferentes produtos e serviços que uma operação produtiva pode fazer.
A essência da tarefa é conciliar, no nível geral agregado, a existência da capacidade com o nível de demanda que deve ser satisfeita.
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
32
Capacidade x Planejamento e Controle da
Capacidade Capacidade:
– Sentido estático: volume físico de um recipiente ou do espaço em um edifício.
– Produção: é o máximo nível de atividade de valor adicionado em determinado período de tempo, que o processo pode realizar sob condições normais de operação.
– Restrições de capacidade: muitas empresas operam abaixo da capacidade, demanda baixa ou opção. Habitualmente, algumas partes atuam em sua capacidade máxima, são as restrições de capacidade de toda a operação.
Planejamento e Controle da Capacidade:
– Determinar a capacidade efetiva de operação para atender à demanda, como reagir.
– Mudanças de longo prazo na demanda (capacidade antecipada à demanda x capacidade acompanha a demanda) e as estratégias alternativas de capacidade para lidar com essas mudanças.
– Estratégias: introduzir ou eliminar incrementos grandes de capacidade física => “estratégia de capacidade de longo prazo”
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
33
Medida de Capacidade
Capacidade é a máxima produção produção/output.
– Capacidade do projeto/teórica – aquela que o fornecedor ou fabricante do equipamento apresentam para o produto.
– Capacidade efetiva/read – após os descontos necessários, quanto produz.
Capacidade – toneladas/dia ou ano, veículos/dia, clientes/mês, cadeira/dia...
Está relacionada à dimensão tempo.
Volume de produção é o que se produz atualmente, já a capacidade é o máximo que pode ser produzido.
Empresas multiprodutos – valor/vendas.
Capacidade – horas de trabalho.
– Funcionamento de pico - momentâneo
– Funcionamento normal ou nominal - produção média.
– Escala – nível ou dimensão de produção (ex.: 5mil t./dia)
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
34
Capacidade de Médio e Longo Prazo
A partir da definição da capacidade longo prazo, os gerentes devem decidir como ajustar a capacidade da operação no médio prazo (+/- 2 a 18 meses).
Na prática, poucas provisões são exatas, logo a operação precisa responder às mudanças inesperadas.
Então, os gerentes devem fazer ajustes de capacidade de curto prazo.
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
35
Demanda e Capacidade Agregada
Definir os níveis de capacidade no médio e curto prazos em termos agregados.
Toma decisões de capacidade amplas e gerais, mas não se preocupa com todos os detalhes dos produtos e serviços oferecidos, exemplos:
– Hotel (quartos ocupados por mês) – ignora no de hóspedes em cada quarto e suas necessidades individuais.
– Fábrica de malhas de lã (qtde/mês) – ignora tamanhos, cores e variações de estilo,
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
36
Objetivos do Planejamento e Controle
da Capacidade x Efeitos
Custos – capacidade excedente à demanda pode significar subutilização, alto custo unitário.
Receitas – capacidade = demanda, toda a demanda será atendida.
Capital de giro – alto estoque de produtos acabados afeta o caixa.
Qualidade dos bens ou serviços – flutuação da demanda e temporários (mais erros).
Velocidade de resposta à demanda:
– Resource To Order/Engineering To Order: P = D
– Make To Order: D = 2/3P
– Make To Stock: D = 1/3P
– Híbrido/Assemble To Order: D = 1/2P
Confiabilidade do fornecimento – entrega sem interrupções.
Flexibilidade – se capacidade = demanda, então, não poderá atender a qq aumento na demanda.
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
37
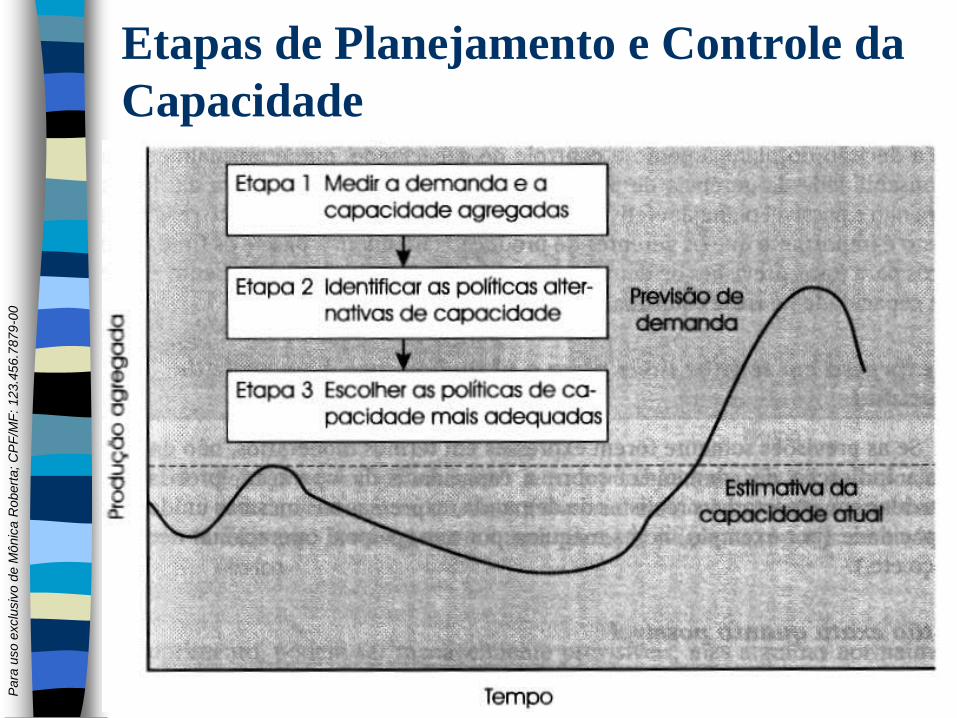
Etapas de Planejamento e Controle da
Capacidade
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
38
I- Medição da demanda e da capacidade
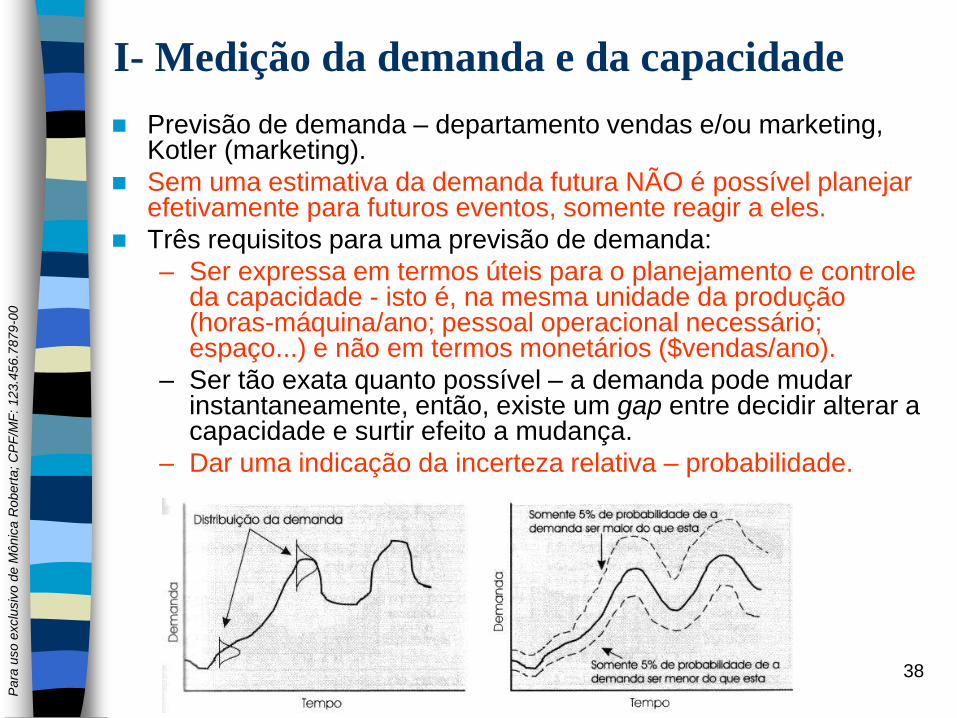
Previsão de demanda – departamento vendas e/ou marketing, Kotler (marketing).
Sem uma estimativa da demanda futura NÃO é possível planejar efetivamente para futuros eventos, somente reagir a eles.
Três requisitos para uma previsão de demanda:
– Ser expressa em termos úteis para o planejamento e controle da capacidade - isto é, na mesma unidade da produção (horas-máquina/ano; pessoal operacional necessário; espaço...) e não em termos monetários ($vendas/ano).
– Ser tão exata quanto possível – a demanda pode mudar instantaneamente, então, existe um gap entre decidir alterar a capacidade e surtir efeito a mudança.
– Dar uma indicação da incerteza relativa – probabilidade.
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
39
Sazonalidade x Flutuações Quase todos os produtos e serviços têm alguma
sazonalidade da demanda e alguns também têm sazonalidade de suprimentos.
Essas flutuações na demanda, ou no suprimento, podem ser razoavelmente previsíveis, mas algumas normalmente também são afetadas por variações inesperadas no clima e por evolução das condições econômicas.
Exemplos de sazonalidade: climáticas, festas, comportamentais, políticas, financeiras, sociais...
Medir a capacidade: o problema maior é a complexidade, do que a incerteza da demanda.
Quando a produção é altamente padronizada e repetitiva é, relativamente fácil, definir a capacidade sem ambigüidade; porém, quando há uma ampla gama de produtos com demandas variáveis para os processos, as medidas de volume de produção são menos úteis.
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
40
Capacidade: mix, projeto e efetiva
A capacidade depende do mix de atividades: baixo mix = capacidade alta.
Capacidade de projeto é a capacidade teórica (projetistas técnicos) nem sempre pode atingida na prática.
Cada linha de produção é capaz de funcionar em uma velocidade específica.
O produto da velocidade máxima de cobertura pelo tempo de operação da planta fornece a capacidade teórica de projeto da linha.
Contudo, na prática, a linha não opera na sua velocidade máxima (diferentes produtos x necessidades, manutenção da linha, dificuldades técnicas de programação).
Capacidade efetiva – é a capacidade real que resta depois que as perdas são deduzidas, além delas, há também problemas de qualidade da MP, quebras de máquinas, absenteísmo...
Volume de produção real da linha é menor que a capacidade efetiva.
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
41
Exercício
Suponha que uma fábrica de aparelhos condicionadores de ar produza três modelos diferentes: o de luxo, o padrão e o econômico.
O modelo de luxo pode ser montado em 1,5hora. O padrão em 1hora. O econômico em 0,75hora.
A área de montagem da fábrica tem disponibilidade de 800hs de pessoal de montagem por semana.
Se a demanda para unidades de luxo, padrão e econômica estiver na proporção 2:3:2, o tempo necessário para montar 2 + 3 + 2 unidades será?
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
42
*Exercício - resolução Suponha que uma fábrica de aparelhos condicionadores de ar
produza três modelos diferentes: o de luxo, o padrão e o econômico. // O modelo de luxo pode ser montado em 1,5hora. O padrão em 1hora. O econômico em 0,75hora. // A área de montagem da fábrica tem disponibilidade de 800hs de pessoal de montagem por semana.
Se a demanda para unidades de luxo, padrão e econômica estiver na proporção 2:3:2, o tempo necessário para montar 2 + 3 + 2 unidades será?
(2 x 1,5h) + (3x 1h) + (2x 0,75h) = 3h + 3h + 1,5h = 7,5h
– 7,5hs – 7u
– 800hs – x
No unidades/semana = (800 hs x 7u) ÷ 7,5h
No unidades/semana = 5600 ÷ 7,5h = 746,7 => 746 unidades
Se a proporção mudar para 1:2:4 (7 unidades), então:
(1x 1,5h) + (2x1h) + (4x 0,75h) = 1,5 + 2h + 3h = 6,5h
– 6,5hs – 7u
– 800hs – x
No unidades/semana = (800 hs x 7u) ÷ 6,5h
No unidades/semana = 5600 ÷ 6,5h = 861,5 => 861 unidades
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
43
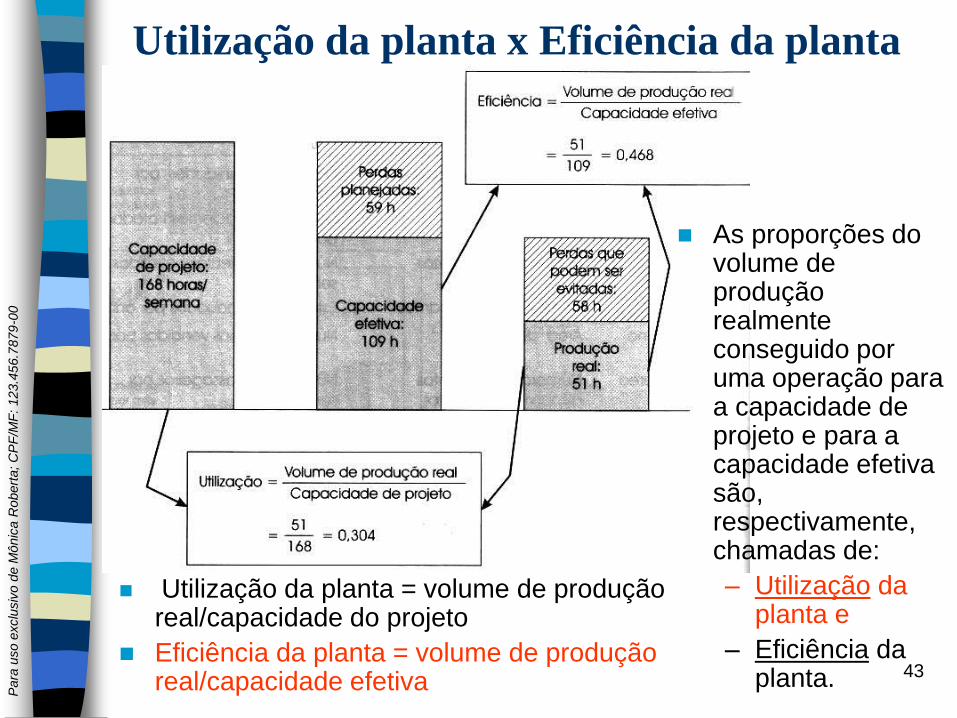
Utilização da planta x Eficiência da planta
As proporções do volume de produção realmente conseguido por uma operação para a capacidade de projeto e para a capacidade efetiva são, respectivamente, chamadas de:
– Utilização da planta e
– Eficiência da planta.
Utilização da planta = volume de produção real/capacidade do projeto
Eficiência da planta = volume de produção real/capacidade efetiva
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
44
Utilização Em muitos negócios, a utilização é usada como uma das medidas-
chave do desempenho da produção.
Muitas organizações exigem altos níveis de utilização antes de autorizar o investimento em capacidade adicional, argumentando que isto maximiza o retorno de capital empregado no negócio.
A utilização pode ser medida em relação a qq nível aceito de capacidade de projeto baseada em tempo (hs/semana).
Pode ser usada para medir peças únicas ou grupos de equipamentos, indivíduos ou equipes de empregados e mesmo operações inteiras.
A utilização também pode ser conhecida, em diferentes setores, como: nível de utilização de quartos em hotéis; fator de ocupação para assentos de aviões; tempo de operação em algumas fábricas.
Infelizmente, como medida de desempenho de produção, pode levar a conclusões erradas, exemplo:
– Utilização baixa pode resultar de baixa demanda ou de paradas freqüentes da planta ou de falta de materiais ou greves; por isso, medir o desempenho de diversas partes do empreendimento (vendas, manutenção...) ainda é freqüentemente usado somente como um indicador de desempenho das operações produtivas.
Nem sempre a alta utilização é recomendável (operação em lotes ou bateladas) por gerar altos estoques.
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
45
II- Políticas alternativas de capacidade
Após a compreensão da demanda e da capacidade, deve-se considerar os métodos alternativos de responder a flutuações na demanda. Há três opções para lidar com essas variações:
– Política de capacidade constante – desconsidera as flutuações da previsão de demanda,
– Política de acompanhamento da demanda - ajusta a capacidade (horas extras e tempo ocioso, variação da força de trabalho, uso da MOD em tempo parcial, subcontratação...) para refletir as flutuações da demanda.
– Gestão da demanda - tenta mudar a demanda para ajustá-la à disponibilidade da capacidade, marketing (4Ps´, demarketing, sincromkt), produtos e serviços alternativos
Políticas mistas – combinação das políticas.
Gestão do rendimento – em operações com capacidade relativamente fixas (avião e hotel), é importante usar a capacidade da operação para gerar receitas com todo o seu potencial. Ela é um conjunto de métodos para assegurar que a operação atina o seu potencial e é útil quando:
– A capacidade é relativamente fixa.
– O mercado pode ser segmentado de forma bastante clara.
– O serviço não pode ser estocado de nenhuma forma.
– Os produtos são vendidos antecipadamente.
– O custo marginal de realização de uma venda relativamente baixo.
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
46
III- Abordagem
Dois métodos são, especialmente, úteis para ajudar a avaliar as conseqüências da adaptação de políticas específicas da capacidade:
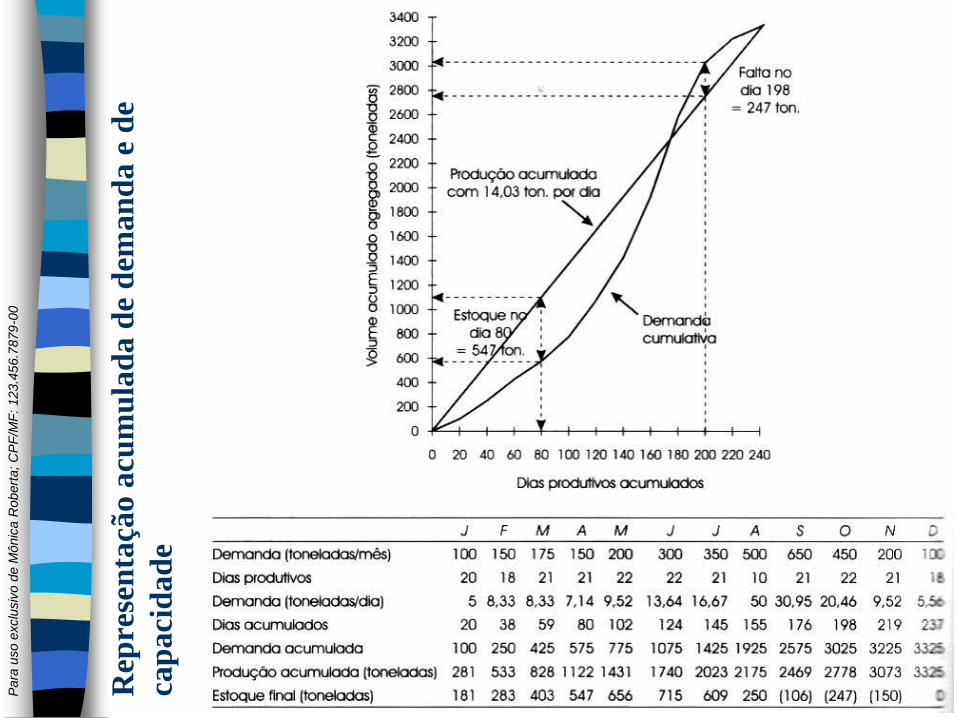
– Representação acumulada de demanda e de capacidade – mostra a viabilidade e as conseqüências de uma política de capacidade, isto é, permitem comparar a demanda e a capacidade quanto à viabilidade.
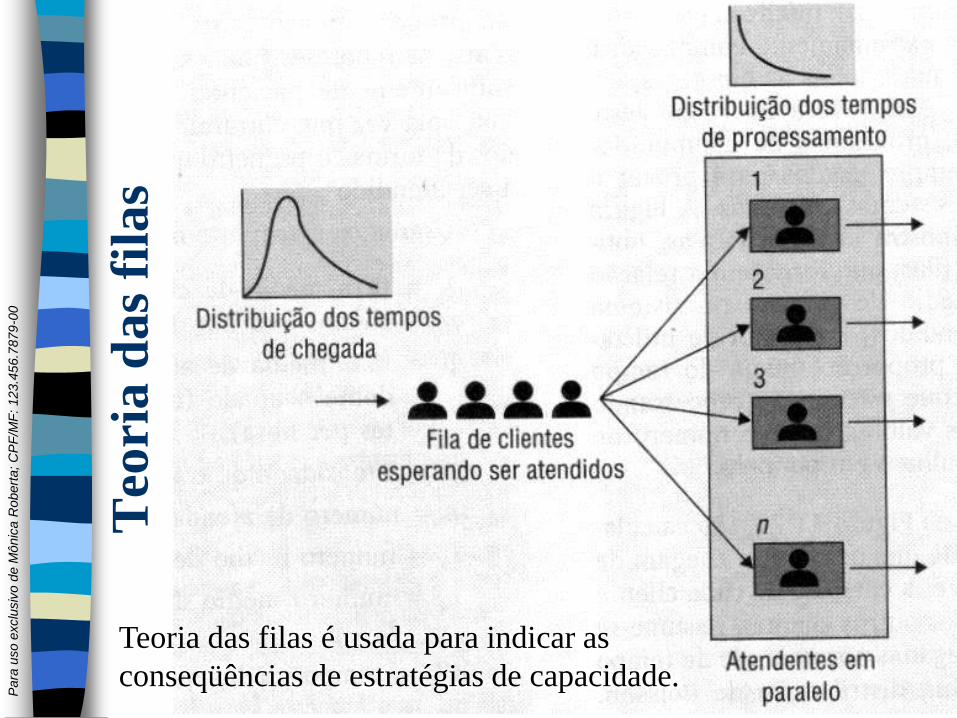
– Teoria das filas – usada para indicar as conseqüências de estratégias de capacidade.
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
47
Rep
rese
nta
ção a
cum
ula
da d
e d
eman
da e
de
cap
aci
dad
e
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
48
Custo de Alteração
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
49
Co
mp
ara
ção d
e D
ua
s P
olí
tica
s
Alt
ern
ati
va
s d
e C
ap
aci
dad
e
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
50
Teo
ria d
as
fila
s
Teoria das filas é usada para indicar as
conseqüências de estratégias de capacidade.
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
51
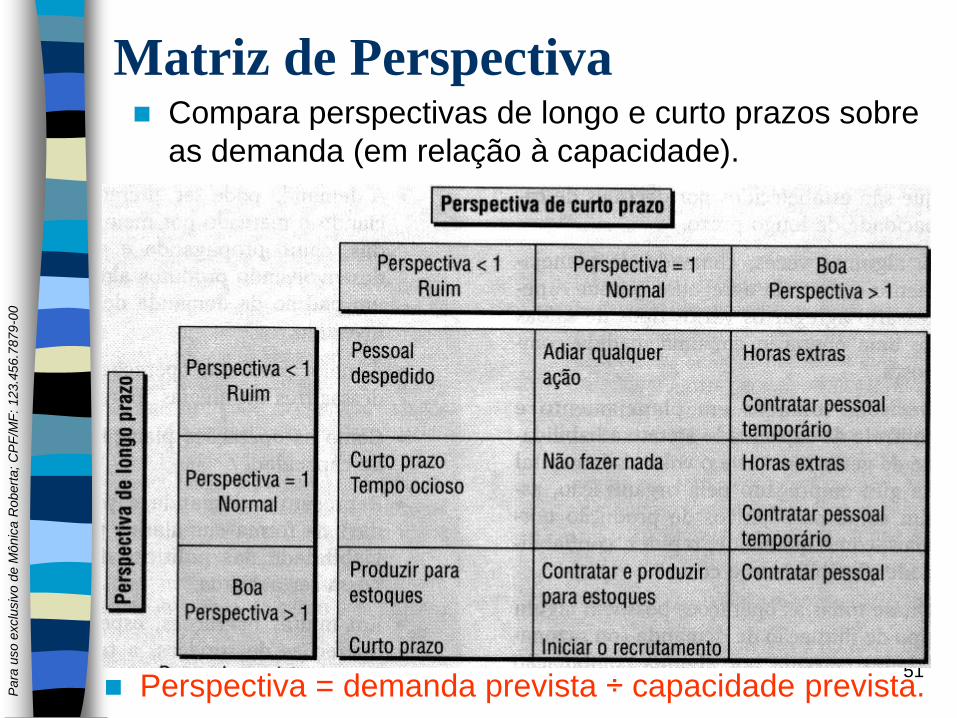
Matriz de Perspectiva Compara perspectivas de longo e curto prazos sobre
as demanda (em relação à capacidade).
Perspectiva = demanda prevista ÷ capacidade prevista.
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
52
c. Análise e mensuração de processos:
produtividade, métodos, técnicas e ferramentas,
indicadores e medidas de desempenho
Crescente importância do tema: mudança da natureza dos negócios; concorrência acirrada; melhoria das operações; mudança das demandas...
Medição de desempenho: “(...) é o processo de quantificar ação, em que medição é o processo de quantificação da ação que leva ao desempenho” – Neely et al., 1995).
Atualmente, numa visão mercadológica, as organizações visão atingir seus objetivos de forma eficiente (processos) e eficaz (resultados).
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
53
Gestã
o E
stratég
ica d
e Op
eraçõ
es
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
54
Produtividade, métodos, técnicas e
ferramentas, indicadores e medidas de
desempenho
Produtividade: “(...) é o quociente obtido pela divisão do produzido por um dos fatores de produção” – CEE (1950).
Produtividade = medida do output
medida do input
Pode haver diferentes definições para a palavra produtividade.
Utiliza-se, basicamente, duas definições básicas:
– A) Produtividade parcial
– B) Produtividade total
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
55
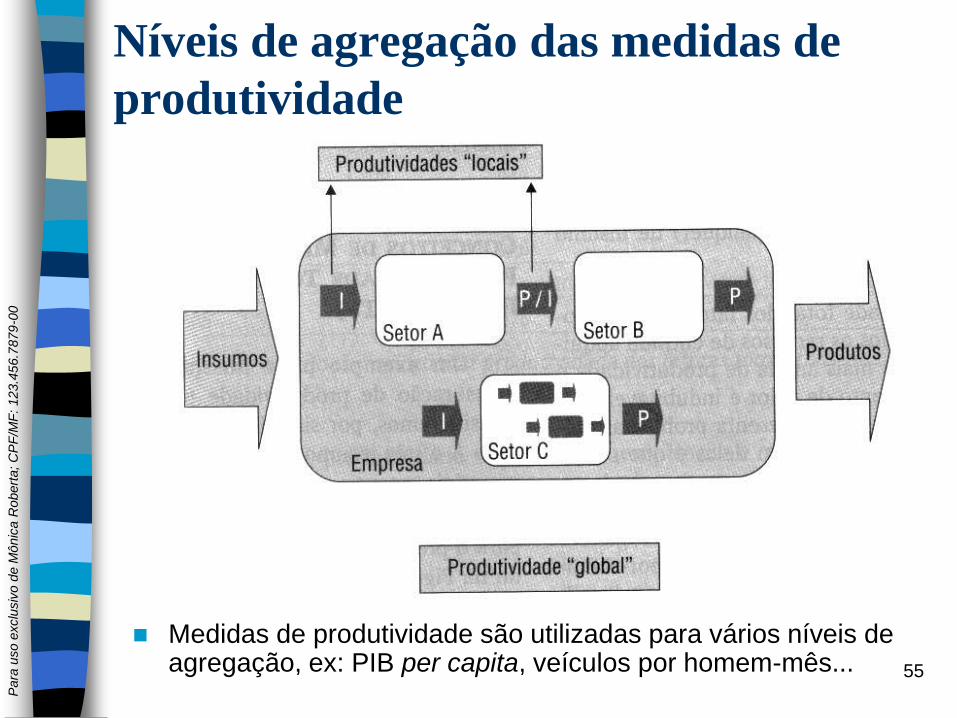
Níveis de agregação das medidas de
produtividade
Medidas de produtividade são utilizadas para vários níveis de agregação, ex: PIB per capita, veículos por homem-mês...
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
56
a) Produtividade Parcial
É a relação entre o produzido, medido de alguma forma, e o consumo de um dos insumos (recursos) utilizados. Assim, por exemplo, a medida da mão-de-obra é uma medida de produtividade parcial, idem para a produtividade de capital.
Produtividade parcial = output X
input X
Ex.: Determinar a produtividade parcial da mão-de-obra de uma empresa que faturou $70milhões no ano X no qual os 350 operários trabalharam, em média, 170horas/mês.
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
57
a) Produtividade Parcial – cont.
MOD (input) = 350homens x 170 horas/mês x 12meses/ano
MOD (input) = 714.000 homens.hora/ano
Faturamento (output) = $70milhões
Produtividadeparcial = output X
input X
Produtividadeparcial = $70.000.000
714.000
Produtividadeparcial = $98,04/homem.hora ou $98,04/Hh
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
58
B) Produtividade Total ou
Produtividade Total dos Fatores (PTF)
É a relação entre o output total e a soma de todos os fatores de input. Reflete o impacto conjunto de todos os fatores de input na produção do output.
Produtividadetotal = output total
input total
Ex.: A empresa Alfa produziu 1.400.000 toneladas do produto Z. Sabendo-se que incorreu em custos de $66milhões, referentes aos insumos utilizados, qual a produtividade total?
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
59
B) Produtividade Total – cont.
Insumos (input) = $66milhões
Produção (output) = 1.400.000 toneladas
Produtividadetotal = output total
input total
Produtividadetotal = 1.400.000t
$66.000.000
Produtividadetotal = 0,021t/$ ou produção de 21Kg com o custo de $1,0.
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
60
Ciclo da Produtividade
Medida da
Produtividade
Melhoria da
Produtividade
Planejamento
da
Produtividade
Avaliação da
Produtividade
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
61
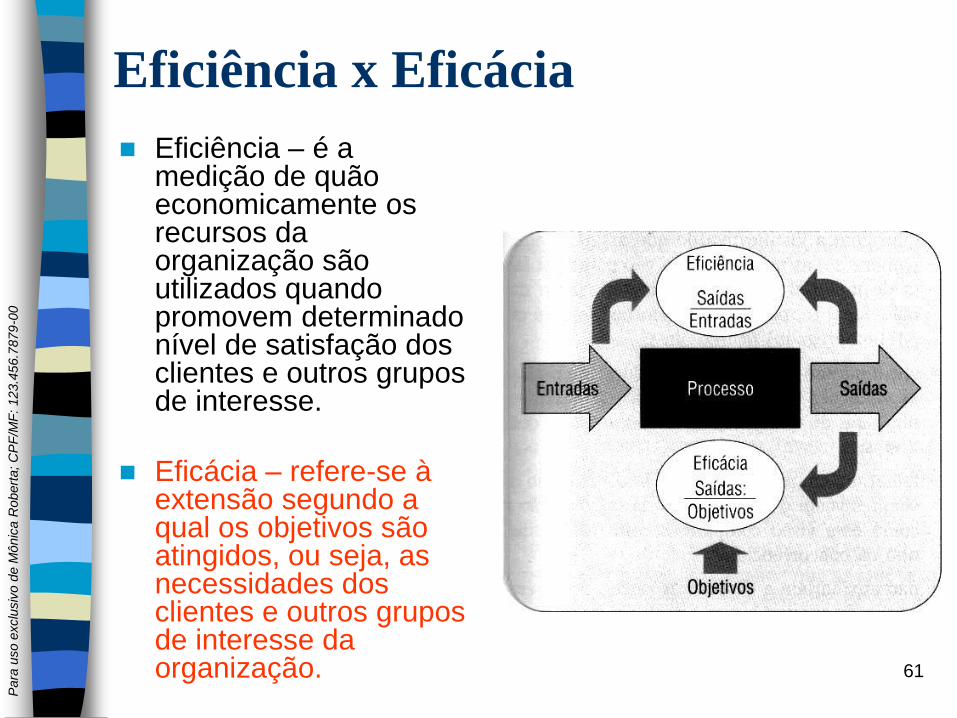
Eficiência x Eficácia
Eficiência – é a medição de quão economicamente os recursos da organização são utilizados quando promovem determinado nível de satisfação dos clientes e outros grupos de interesse.
Eficácia – refere-se à extensão segundo a qual os objetivos são atingidos, ou seja, as necessidades dos clientes e outros grupos de interesse da organização.
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
62
Eficiência - Nota
Eficiência é a relação entre o que se obteve (output) e o que se consumiu em sua produção (input), medidos na mesma unidade.
Em termos físicos é “sempre” menor que 1, mas em termos econômicos, “deve” ser maior do 1.
e = output
input
Obs.: A eficiência é uma medida de desempenho.
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
63
*Eficiência – exercícios
Ex1.: Qual a eficiência de transformador elétrico que recebe energia de 850KWh e envia 830KWh?
e = output => 830KWh => 0,98 ou 98%
input 850KWh
Ex2.: Qual a eficiência de uma empresa que teve custos de $150mil e receita de $176mil?
e = output => $176mil => 1,17 ou 117%
input $150mil
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
64
Grupos Relacionados
I- Grupos relacionados a custo: concorrência, manufatura, produtividade do capital, MOD, equipamento...
II- Grupos relacionados a qualidade: qlde relativa percebida do produto, das instalações, comparada dos concorrentes...
III- Grupos relacionados a flexibilidade: flexibilidade percebida, desempenho, variedade de produtos...
IV- Grupos relacionados a rapidez: lead times internos, tempo de ciclo de operação, distância percorrida pelos fluxos...
V- Grupos relacionados a confiabilidade: confiabilidade percebida, acurácia das previsões de demanda, aderência às datas prometidas...
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
65
Medidas de desempenho
Objetivos de desempenho: custo, confiabilidade, flexibilidade, rapidez e qualidade.
Padrões de desempenho: após a medição do desempenho, analisar o resultado (bom, mau ou indiferente). Há quatro padrões básicos:
– A) Padrões históricos – melhora ou piora no tempo (ex.: 4semanas x 6semanas em X0 p/ atendimento)
– B) Padrões de desempenho de metas – arbitrado, padrão é 4semanas, “satisfatório”.
– C) Padrões de desempenho da concorrência – referência é a concorrência, ex.: benchmarking.
– D) Padrões de desempenho absolutos – limites teóricos, ex.: “zero defeito”, “zero estoque” etc.
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
66
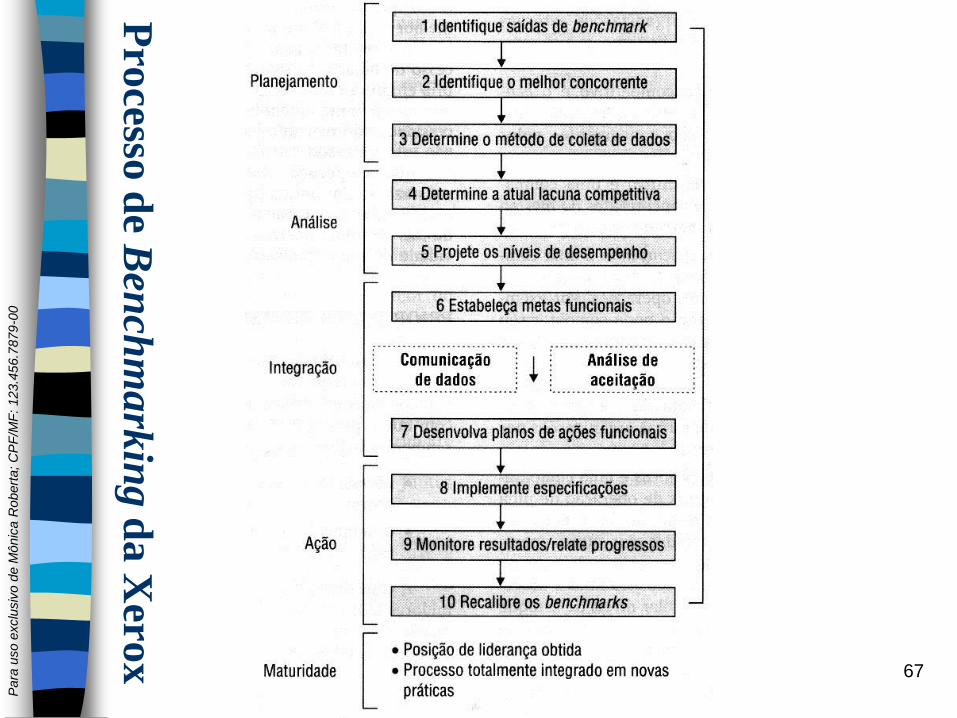
Benchmarking – aprender x parâmetros S: Benchmarking Interno – pega-se as operações ou partes de operações
dentro da empresa e compara-as com o de outras filiais, exemplo.
S: Benchmarking Externo – pega-se as operações de outras empresas e compara-se os resultados das corporações. É benchmarking não competitivo quando não concorre no mesmo mercado.
S: Benchmarking Competitivo - identifica informações específicas sobre os produtos, processos e resultados de negócios dos concorrentes e depois compara com aquelas mesmas informações da própria organização, mesmo mercado ou similares.
S: Benchmarking Não-Competitivo – pega-se as organizações externas que não concorrem no mesmo mercado.
S; Benchmarking de Desempenho – pega-se os objetivos (qualidade, velocidade, confiabilidade, flexibilidade e custo) e compara-os com o desempenho de outras empresas.
S: Benchmarking de Práticas – pega-se as práticas de uma empresa e compara-se com outras práticas, ex.: controle de estoque varejista x loja de departamento.
Benchmarking Funcional - compara funções específicas (ex.: distribuição, logística, gestão de estoques de peças sobressalentes...), com os melhores dos seus setores ou o melhor na prática específica, independente do setor.
Benchmarking Estratégico - análise pró-ativa de tendências emergentes em mercados, processo, tecnologia e distribuição que poderá influenciar na direção estratégica.
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
67
Pro
cesso
de B
ench
ma
rkin
g d
a X
erox
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
68
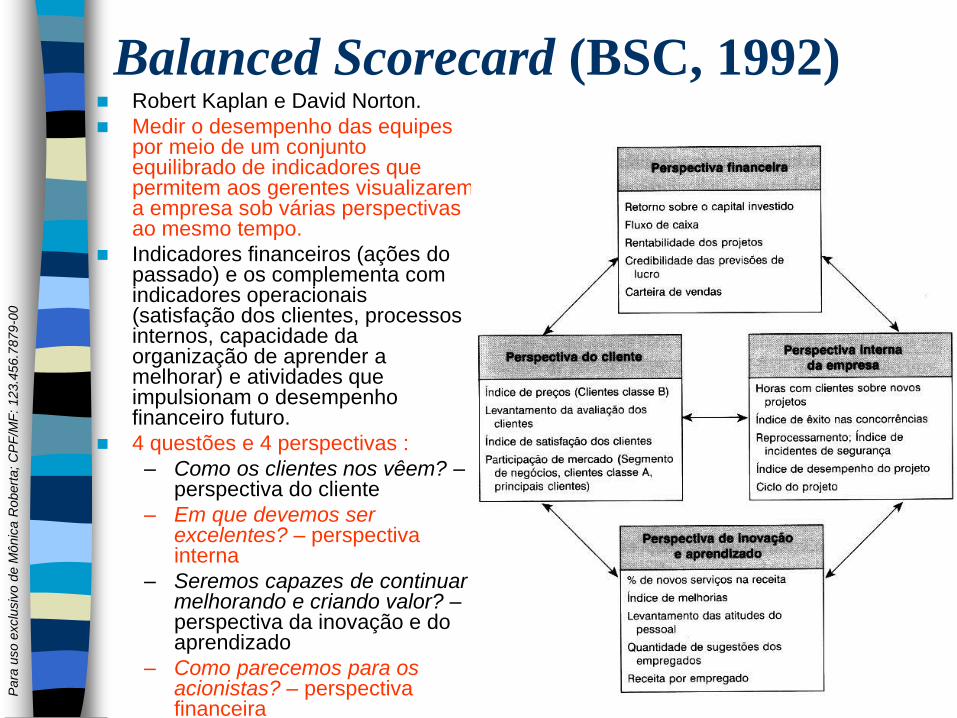
Balanced Scorecard (BSC, 1992) Robert Kaplan e David Norton.
Medir o desempenho das equipes por meio de um conjunto equilibrado de indicadores que permitem aos gerentes visualizarem a empresa sob várias perspectivas ao mesmo tempo.
Indicadores financeiros (ações do passado) e os complementa com indicadores operacionais (satisfação dos clientes, processos internos, capacidade da organização de aprender a melhorar) e atividades que impulsionam o desempenho financeiro futuro.
4 questões e 4 perspectivas :
– Como os clientes nos vêem? – perspectiva do cliente
– Em que devemos ser excelentes? – perspectiva interna
– Seremos capazes de continuar melhorando e criando valor? – perspectiva da inovação e do aprendizado
– Como parecemos para os acionistas? – perspectiva financeira
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
69
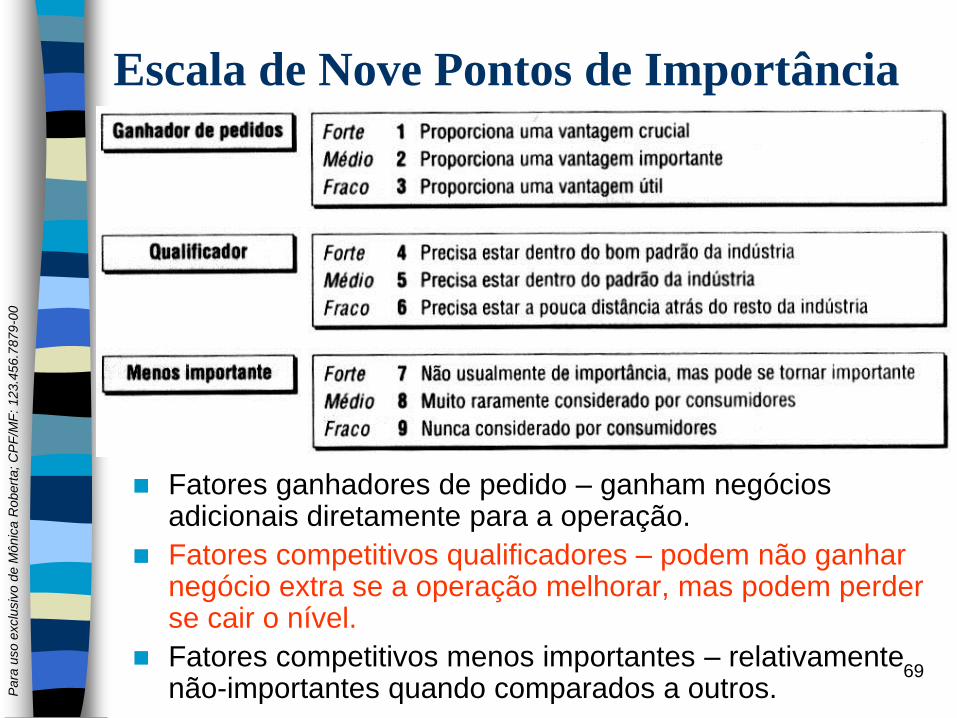
Escala de Nove Pontos de Importância
Fatores ganhadores de pedido – ganham negócios adicionais diretamente para a operação.
Fatores competitivos qualificadores – podem não ganhar negócio extra se a operação melhorar, mas podem perder se cair o nível.
Fatores competitivos menos importantes – relativamente não-importantes quando comparados a outros.
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
70
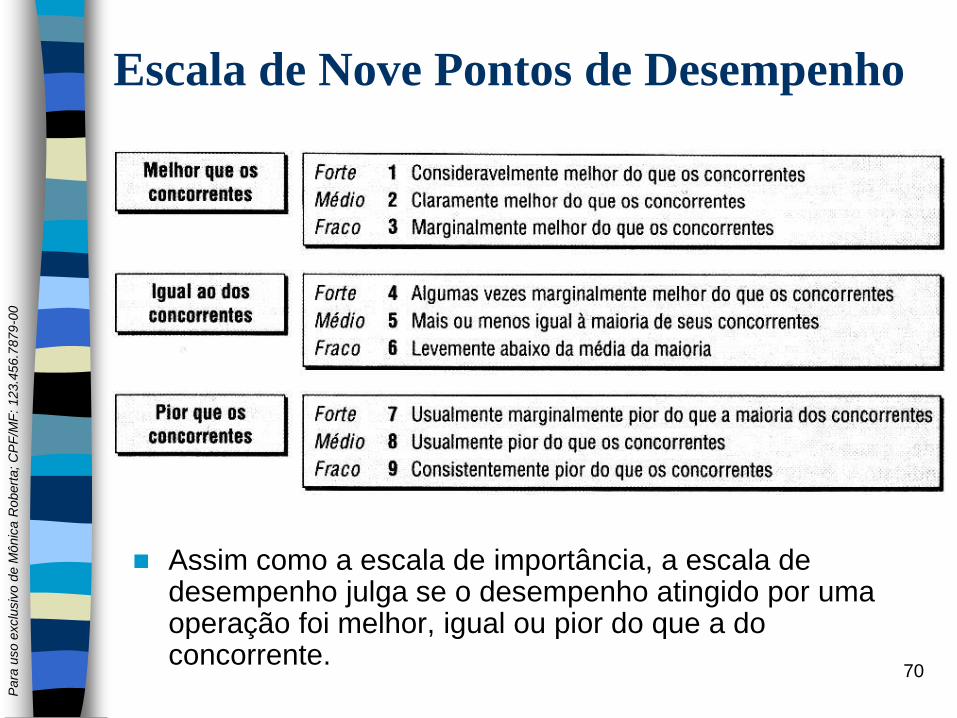
Escala de Nove Pontos de Desempenho
Assim como a escala de importância, a escala de desempenho julga se o desempenho atingido por uma operação foi melhor, igual ou pior do que a do concorrente.
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
71
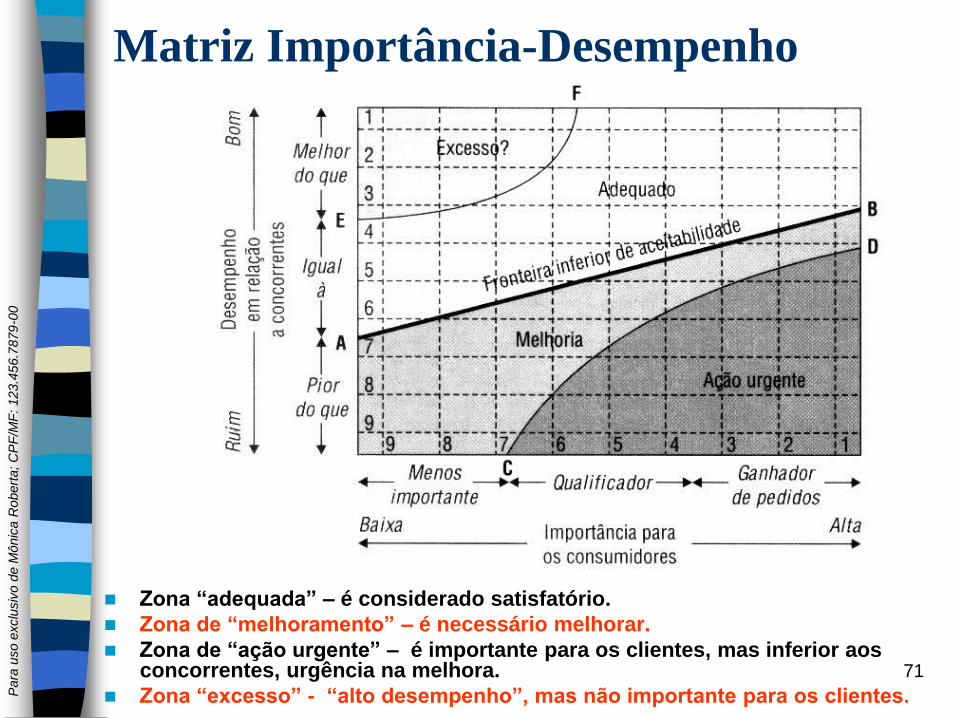
Matriz Importância-Desempenho
Zona “adequada” – é considerado satisfatório.
Zona de “melhoramento” – é necessário melhorar.
Zona de “ação urgente” – é importante para os clientes, mas inferior aos concorrentes, urgência na melhora.
Zona “excesso” - “alto desempenho”, mas não importante para os clientes.
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
72
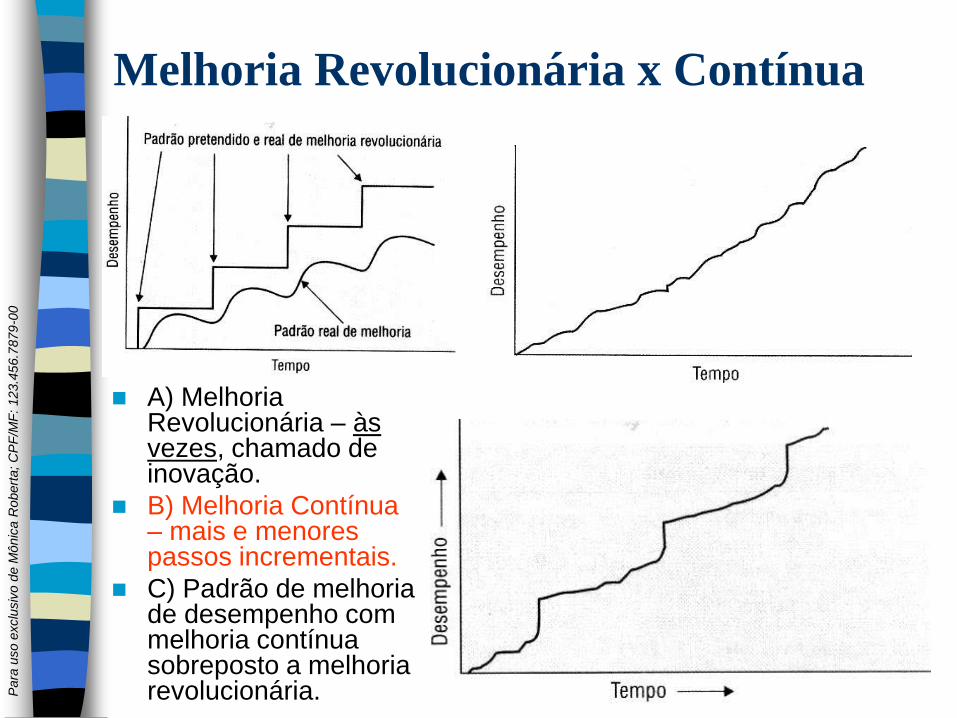
Melhoria Revolucionária x Contínua
A) Melhoria Revolucionária – às vezes, chamado de inovação.
B) Melhoria Contínua – mais e menores passos incrementais.
C) Padrão de melhoria de desempenho com melhoria contínua sobreposto a melhoria revolucionária.
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
73
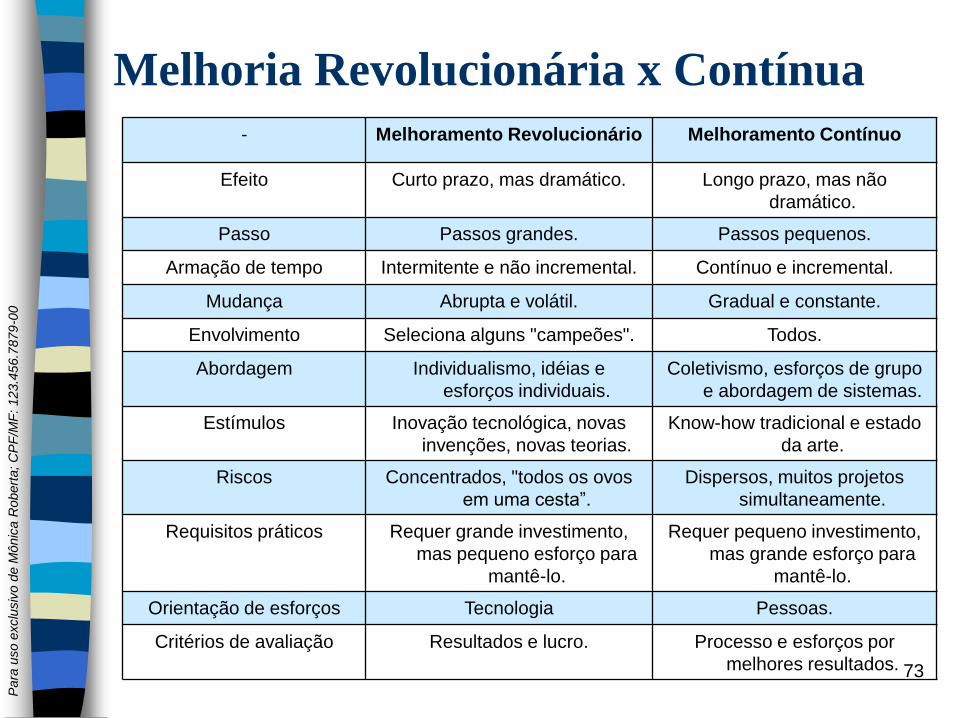
Melhoria Revolucionária x Contínua
- Melhoramento Revolucionário Melhoramento Contínuo
Efeito Curto prazo, mas dramático. Longo prazo, mas não
dramático.
Passo Passos grandes. Passos pequenos.
Armação de tempo Intermitente e não incremental. Contínuo e incremental.
Mudança Abrupta e volátil. Gradual e constante.
Envolvimento Seleciona alguns "campeões". Todos.
Abordagem Individualismo, idéias e
esforços individuais.
Coletivismo, esforços de grupo
e abordagem de sistemas.
Estímulos Inovação tecnológica, novas
invenções, novas teorias.
Know-how tradicional e estado
da arte.
Riscos Concentrados, "todos os ovos
em uma cesta”.
Dispersos, muitos projetos
simultaneamente.
Requisitos práticos Requer grande investimento,
mas pequeno esforço para
mantê-lo.
Requer pequeno investimento,
mas grande esforço para
mantê-lo.
Orientação de esforços Tecnologia Pessoas.
Critérios de avaliação Resultados e lucro. Processo e esforços por
melhores resultados.
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
74
Inovação Tecnológica
Segundo Kotler, “inovação é qualquer bem, serviço ou idéia que é percebida por alguém como algo novo”.
Christensen (apud SLACK et al, 2002: 707) divide a inovação tecnológica entre:
– Tecnologias sustentadoras – melhoram o desempenho de produtos e serviços estabelecidos nas mesmas dimensões de desempenho que a maioria dos consumidores historicamente considera importantes. Ex.: design.
– Tecnologias revolucionárias são aquelas que, a curto prazo, não podem atingir o desempenho que os consumidores esperam produtos e serviços. Tipicamente, são mais baratas, menores e, às vezes, mais convenientes, mas geralmente, não possuem características convencionais superiores. Ex.: carro elétrico.
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
75
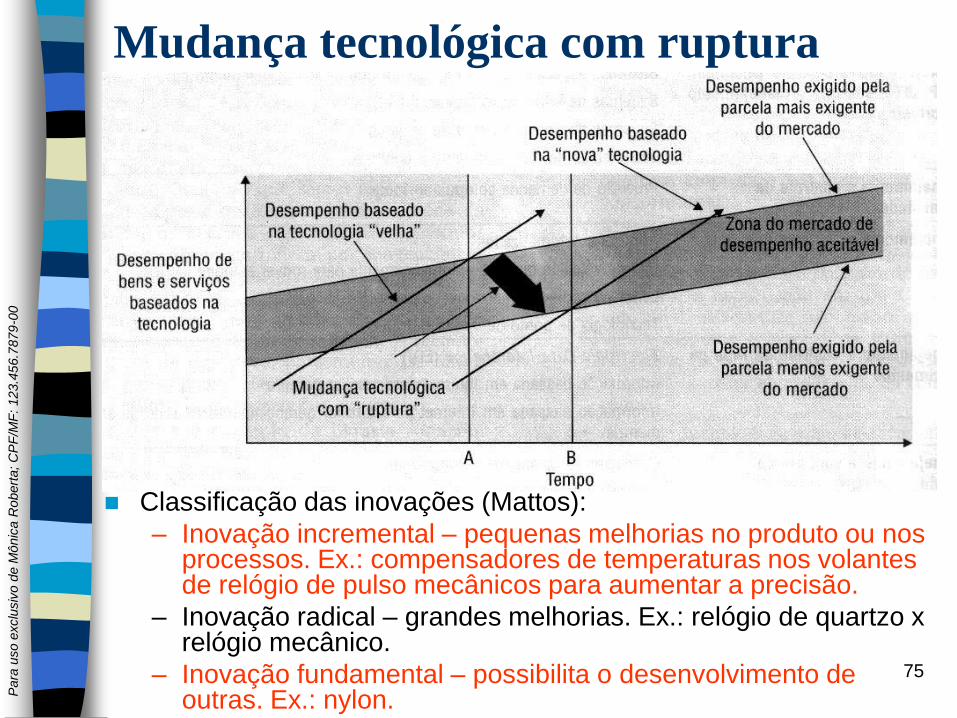
Mudança tecnológica com ruptura
Classificação das inovações (Mattos):
– Inovação incremental – pequenas melhorias no produto ou nos processos. Ex.: compensadores de temperaturas nos volantes de relógio de pulso mecânicos para aumentar a precisão.
– Inovação radical – grandes melhorias. Ex.: relógio de quartzo x relógio mecânico.
– Inovação fundamental – possibilita o desenvolvimento de outras. Ex.: nylon.
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
76
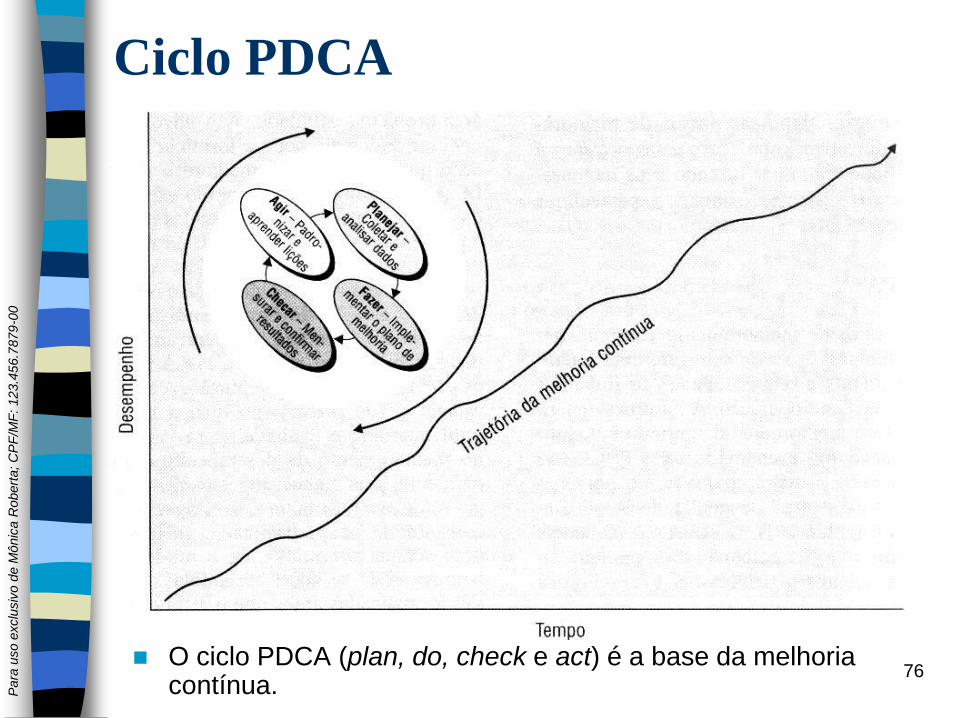
Ciclo PDCA
O ciclo PDCA (plan, do, check e act) é a base da melhoria contínua.
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
77
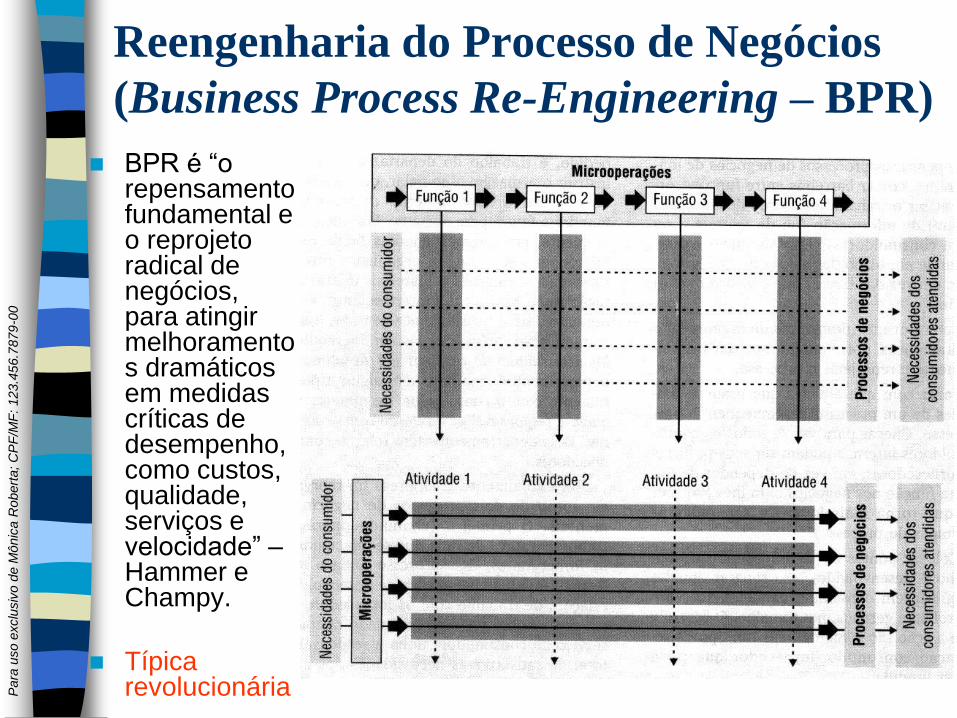
Reengenharia do Processo de Negócios
(Business Process Re-Engineering – BPR)
BPR é “o repensamento fundamental e o reprojeto radical de negócios, para atingir melhoramentos dramáticos em medidas críticas de desempenho, como custos, qualidade, serviços e velocidade” – Hammer e Champy.
Típica revolucionária
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
78
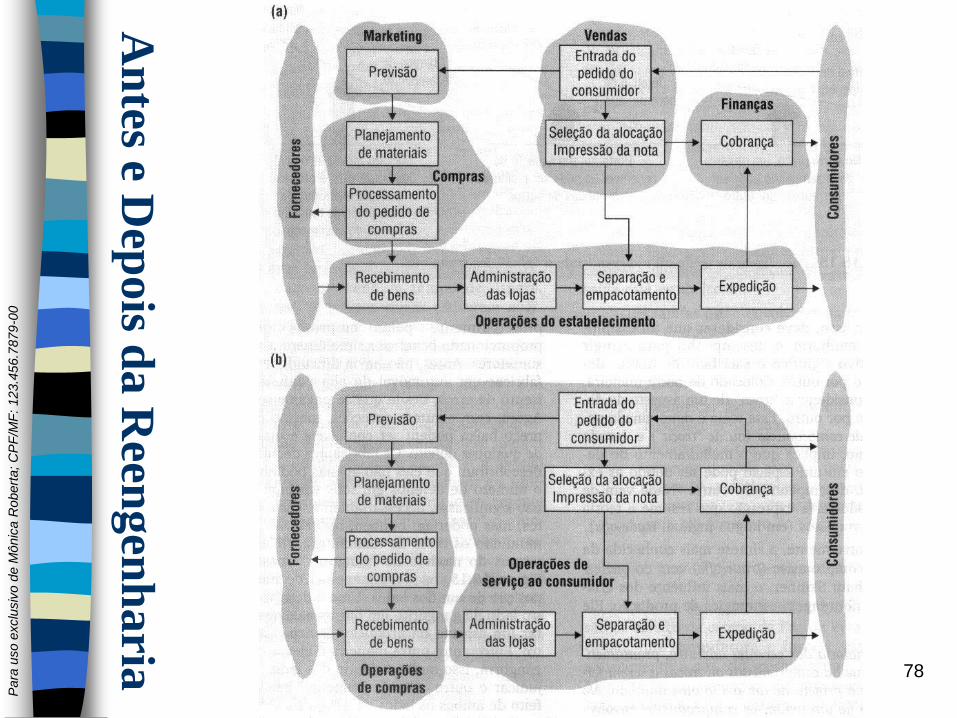
An
tes e Dep
ois d
a R
eeng
enh
aria
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
79
Técnicas de Melhoramento
A) Análise entrada-saída
B) Fluxogramas
C) Diagramas de relacionamento
D) Diagramas de causa-efeito
E) Diagramas de Pareto
F) Análise “por que-por quê”...
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
80
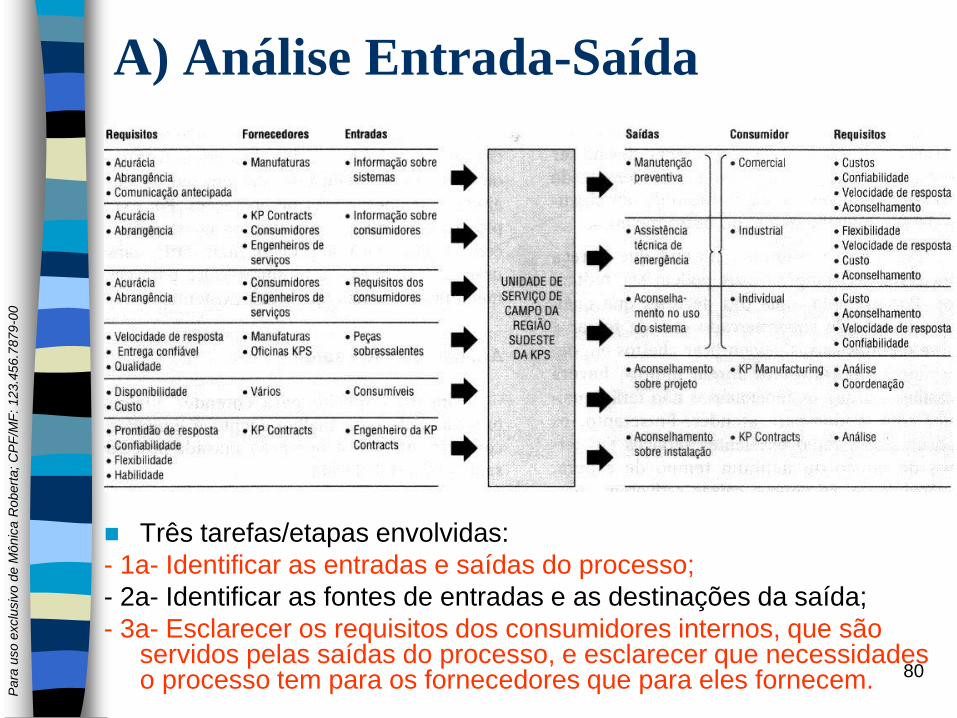
A) Análise Entrada-Saída
Três tarefas/etapas envolvidas:
- 1a- Identificar as entradas e saídas do processo;
- 2a- Identificar as fontes de entradas e as destinações da saída;
- 3a- Esclarecer os requisitos dos consumidores internos, que são servidos pelas saídas do processo, e esclarecer que necessidades o processo tem para os fornecedores que para eles fornecem.
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
81
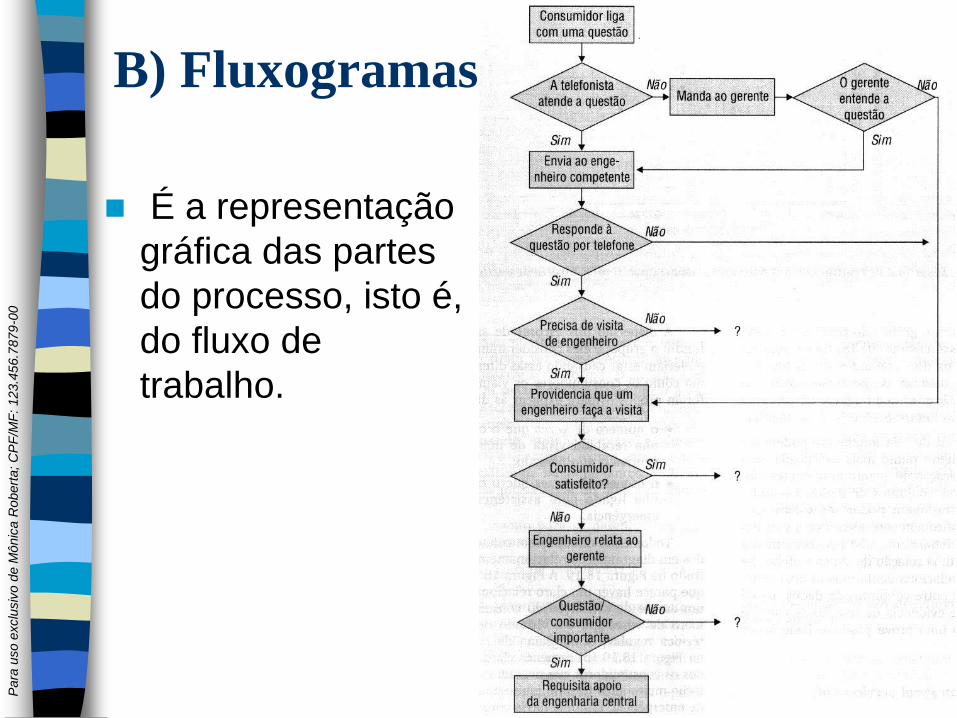
B) Fluxogramas
É a representação
gráfica das partes
do processo, isto é,
do fluxo de
trabalho.
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
82
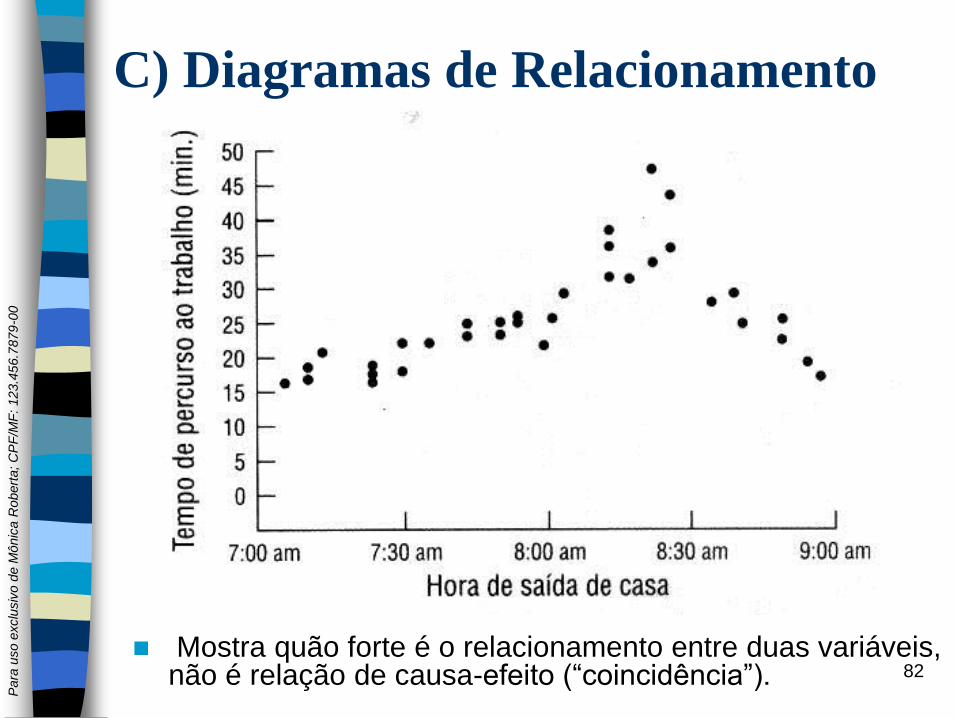
C) Diagramas de Relacionamento
Mostra quão forte é o relacionamento entre duas variáveis, não é relação de causa-efeito (“coincidência”).
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
83
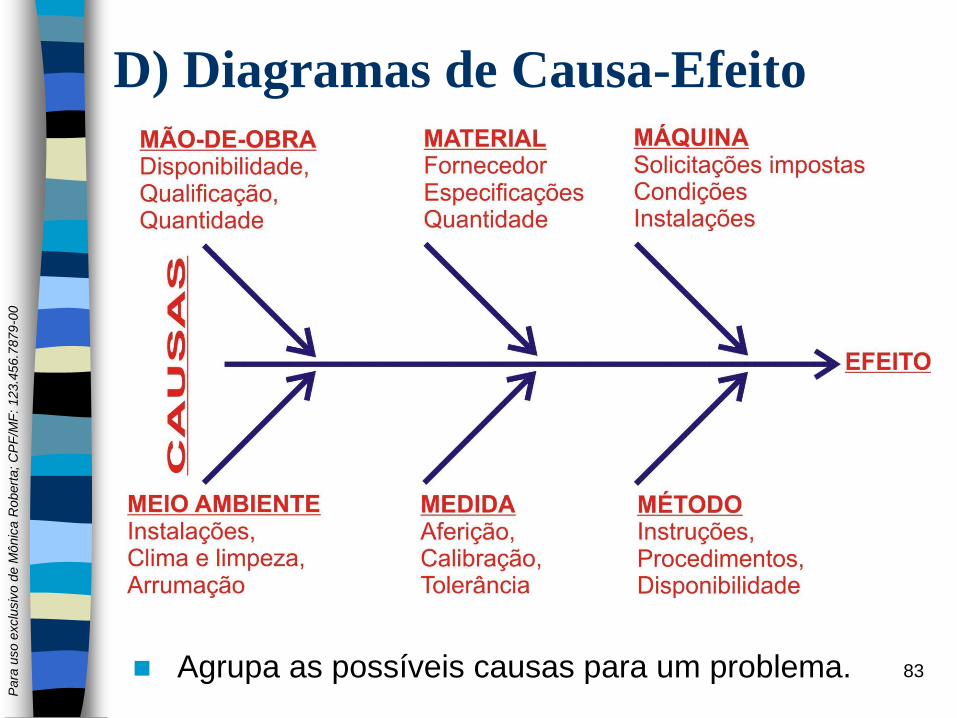
D) Diagramas de Causa-Efeito
Agrupa as possíveis causas para um problema.
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
84
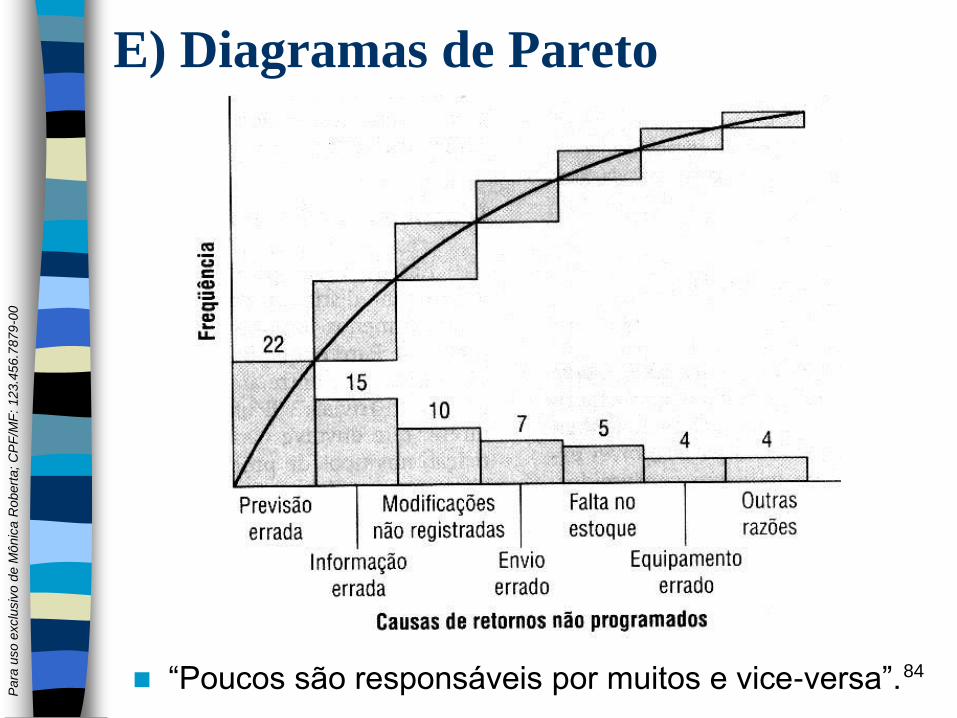
E) Diagramas de Pareto
“Poucos são responsáveis por muitos e vice-versa”.
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
85
F) A
nálise “
por q
ue-p
or q
uê”
...
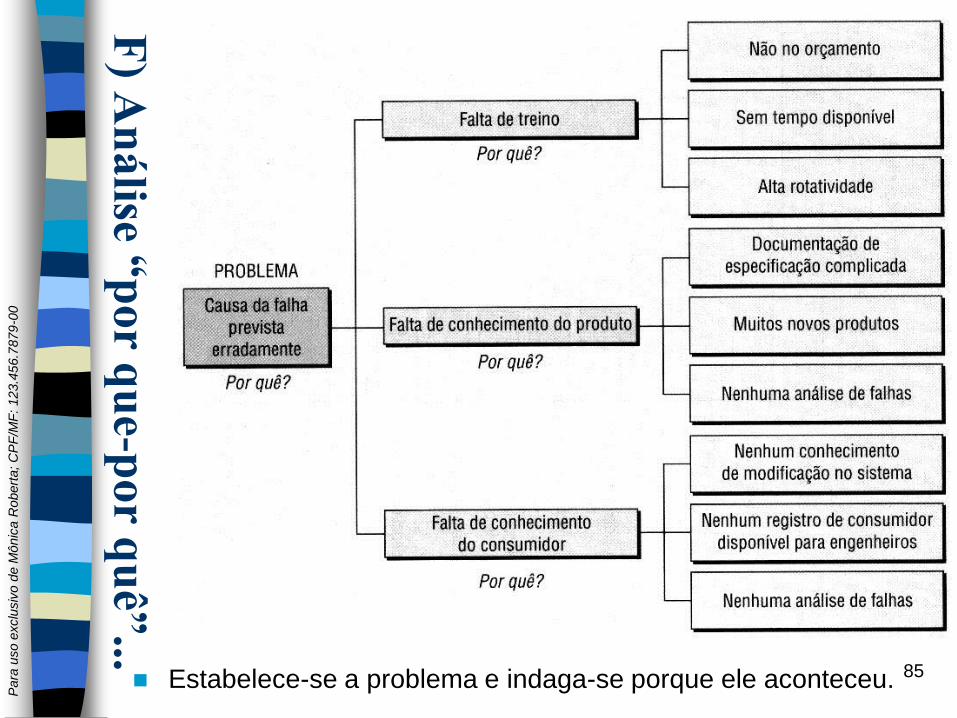
Estabelece-se a problema e indaga-se porque ele aconteceu.
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
86
III- Sistemas de planejamento e programação
da produção e planejamento das necessidades
de recursos.
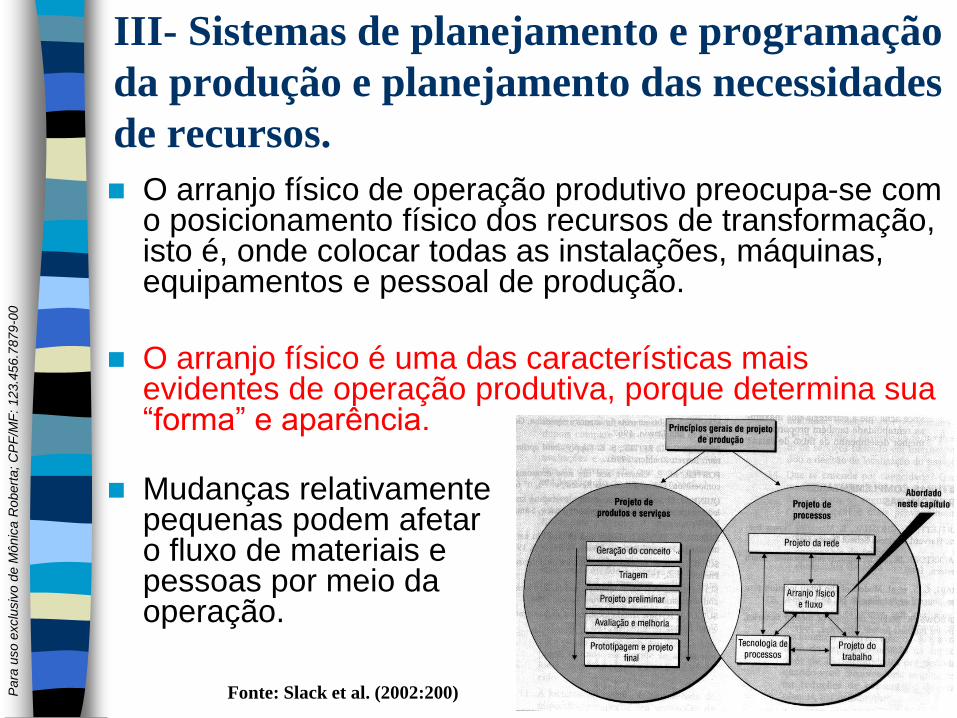
O arranjo físico de operação produtivo preocupa-se com o posicionamento físico dos recursos de transformação, isto é, onde colocar todas as instalações, máquinas, equipamentos e pessoal de produção.
O arranjo físico é uma das características mais evidentes de operação produtiva, porque determina sua “forma” e aparência.
Mudanças relativamente pequenas podem afetar o fluxo de materiais e pessoas por meio da operação.
Fonte: Slack et al. (2002:200)
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
87
Procedimento de arranjo físico
Mudança de arranjo físico é freqüentemente uma atividade difícil e de longa duração por causa das dimensões físicas dos recursos de transformação movidos.
O rearranjo físico de uma operação existente pode interromper seu funcionamento suave, levando à insatisfação do cliente ou a perdas na produção.
Se o arranjo está errado, pode levar a padrões de fluxo longos ou confusos, estoque de materiais, filas de clientes formando-se ao longo da operação, inconveniências para os clientes, tempos de processamento longos, operações inflexíveis, fluxos imprevisíveis e altos custos.
Dupla pressão: a mudança de arranjo pode ser de execução difícil e cara; e ainda, os gerentes de produção não podem errar em sua decisão.
Projetar o arranjo físico de uma operação produtiva e/ou atividade de um projeto é o ponto de partida de um processo de múltiplos estágios.
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
88
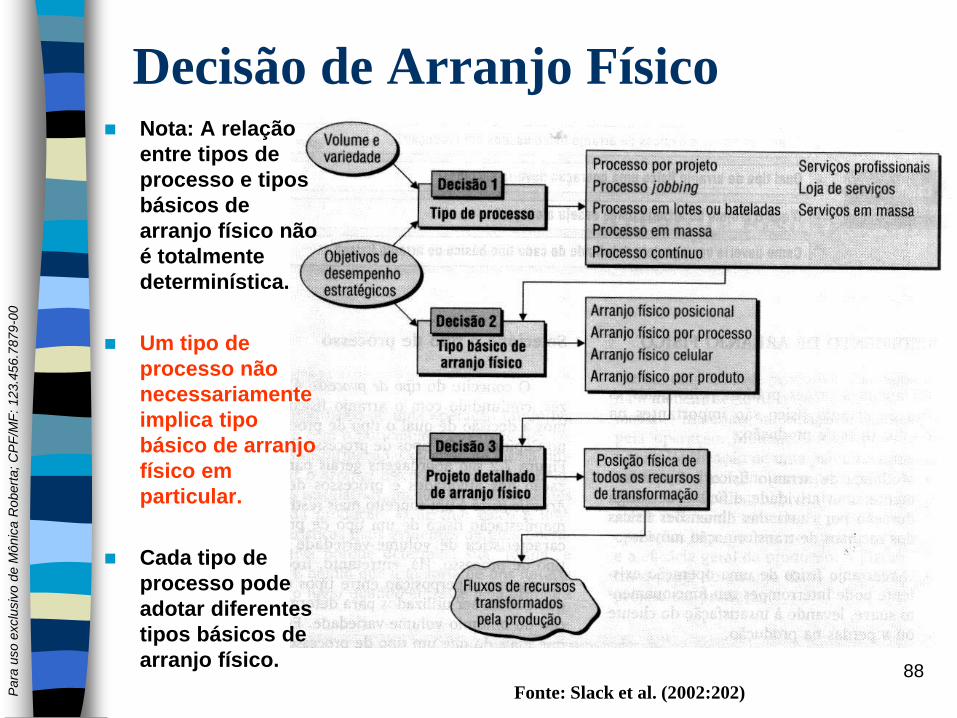
Decisão de Arranjo Físico Nota: A relação
entre tipos de
processo e tipos
básicos de
arranjo físico não
é totalmente
determinística.
Um tipo de
processo não
necessariamente
implica tipo
básico de arranjo
físico em
particular.
Cada tipo de
processo pode
adotar diferentes
tipos básicos de
arranjo físico.
Fonte: Slack et al. (2002:202)
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
89
Tipos de Processos
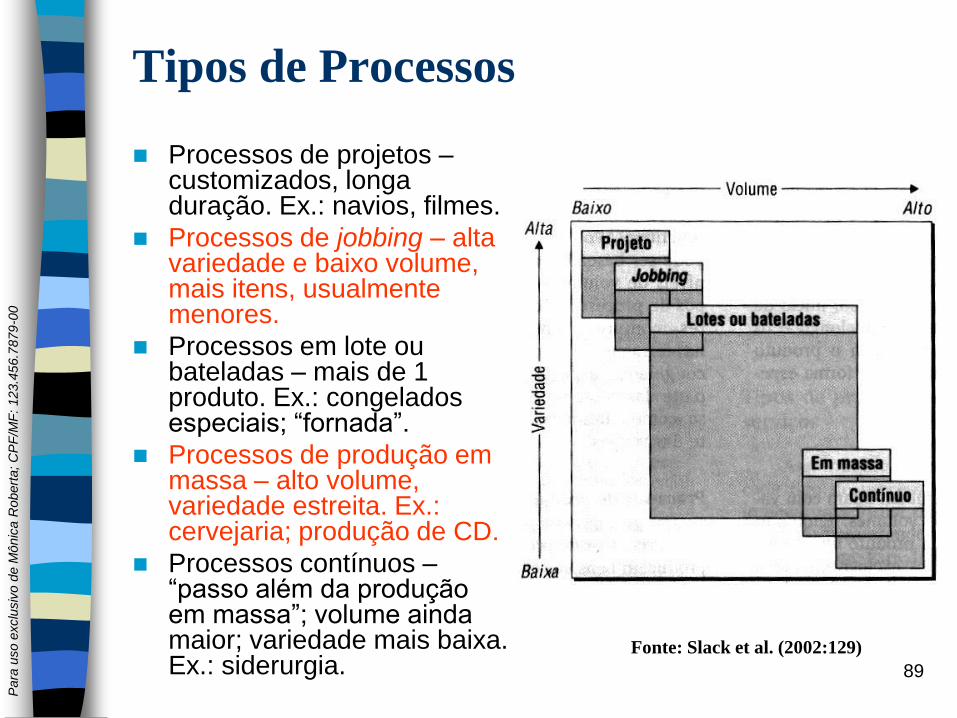
Processos de projetos – customizados, longa duração. Ex.: navios, filmes.
Processos de jobbing – alta variedade e baixo volume, mais itens, usualmente menores.
Processos em lote ou bateladas – mais de 1 produto. Ex.: congelados especiais; “fornada”.
Processos de produção em massa – alto volume, variedade estreita. Ex.: cervejaria; produção de CD.
Processos contínuos – “passo além da produção em massa”; volume ainda maior; variedade mais baixa. Ex.: siderurgia.
Fonte: Slack et al. (2002:129)
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
90
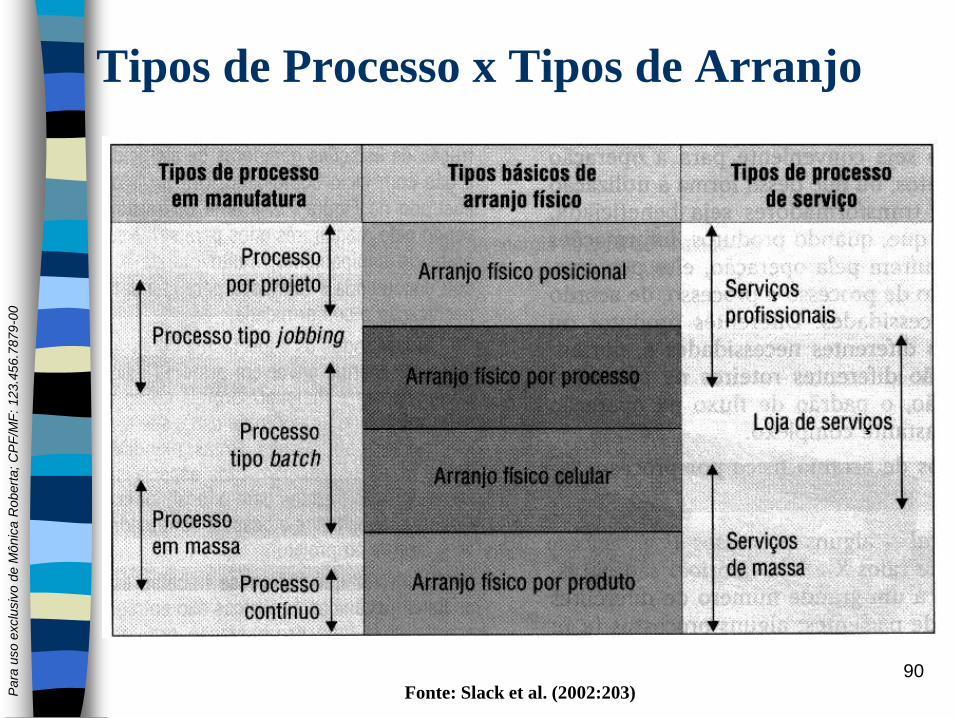
Tipos de Processo x Tipos de Arranjo
Fonte: Slack et al. (2002:203)
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
91
*Tipos básicos de arranjo físico
A- Arranjo físico posicional (ou arranjo físico de posição fixa) – quem sofre o processo fica estacionário, enquanto que equipamento, maquinário, instalações pessoas movem-se à medida do necessário. Ex.: construção de uma rodovia; cirurgia de coração; canteiro de obra.
B- Arranjo físico por processo (ou funcional) – processos similares ou com necessidades similares são localizados juntos. Ex.: hospital (raio-x e laboratórios), supermercados (frios, vegetais).
C- Arranjo físico celular – os recursos transformados são pré-selecionados para movimentar-se de uma parte para outra. Ex.: personalização de computador; almoço no supermercado.
D- Arranjo físico por produto (ou em fluxo) – segue-se um roteiro predefinido no qual a seqüência de atividades requerida coincide com a seqüência na qual os processos foram arranjados fisicamente. Ex.: montagem de automóveis; vacinação em massa; restaurante self-service (“fila indiana”).
E- Arranjo físico híbrido ou misto – é a combinação de dois ou mais arranjos, ex.: bandejão.
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
92
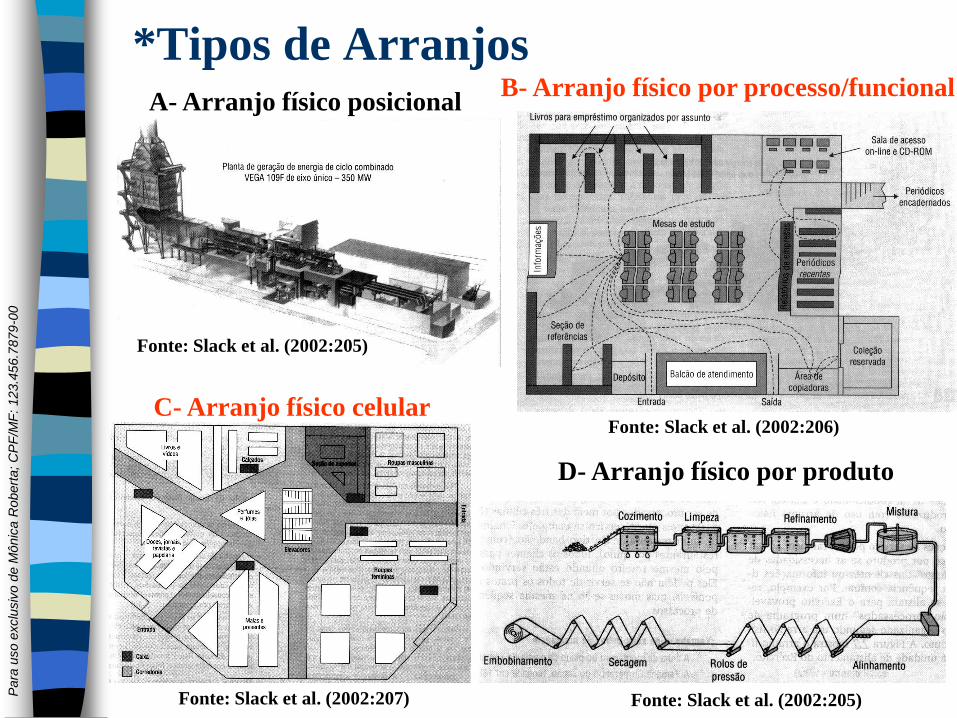
*Tipos de Arranjos A- Arranjo físico posicional
B- Arranjo físico por processo/funcional
C- Arranjo físico celular
D- Arranjo físico por produto
Fonte: Slack et al. (2002:205)
Fonte: Slack et al. (2002:205)
Fonte: Slack et al. (2002:207)
Fonte: Slack et al. (2002:206)
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
93
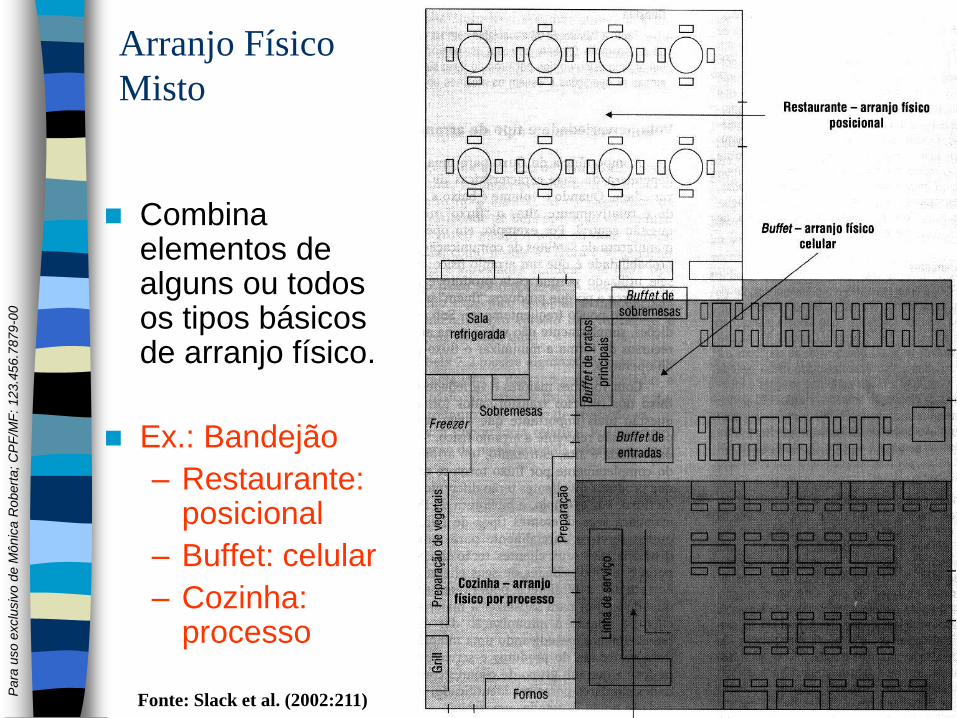
Arranjo Físico
Misto
Combina elementos de alguns ou todos os tipos básicos de arranjo físico.
Ex.: Bandejão
– Restaurante: posicional
– Buffet: celular
– Cozinha: processo
Fonte: Slack et al. (2002:211)
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
94
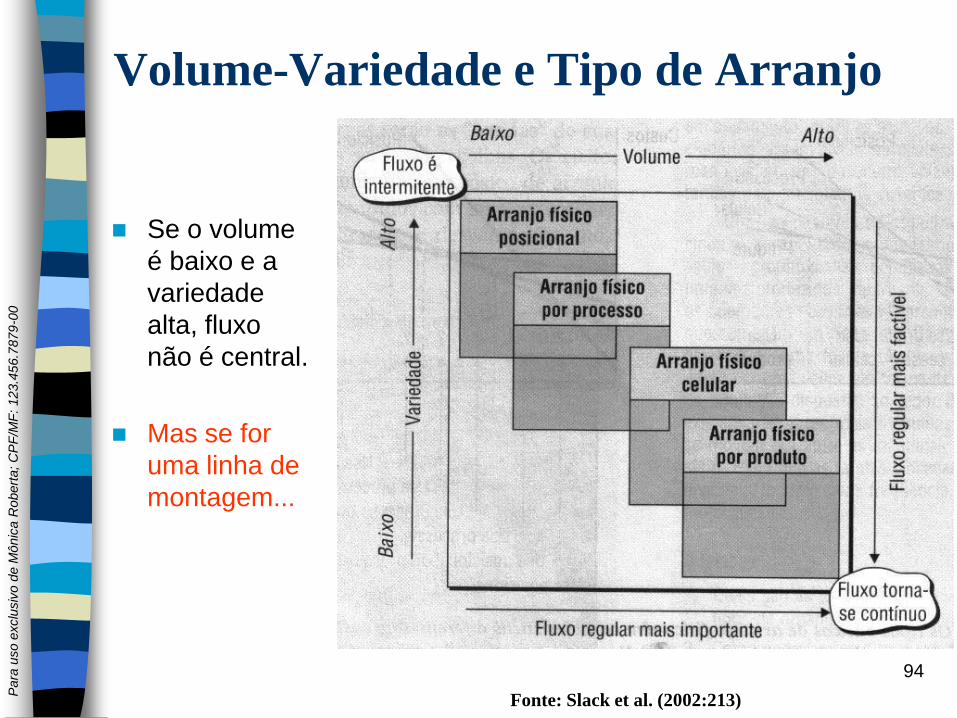
Volume-Variedade e Tipo de Arranjo
Se o volume
é baixo e a
variedade
alta, fluxo
não é central.
Mas se for
uma linha de
montagem...
Fonte: Slack et al. (2002:213)
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
95
PETROBRAS/ENGP/2008) 53- O arranjo físico se preocupa com o posicionamento dos
recursos de transformação e, por isso, é fundamental para o bom planejamento das instalações. Os quatro tipos básicos de arranjo físico são:
• celular ou de tecnologia de grupo
• por processo;
• por produto;
• posicional ou de posição fixa.
Nesse contexto, são exemplos de instalações para o arranjo físico
– (A) celular: linha de produção de automóveis e restaurante self-service.
– (B) por processo: linha de produção de automóveis e restaurante à la carte.
– (C) por processo: supermercado e loja de departamentos.
– (D) por produto: restaurante à la carte e estaleiro.
– (E) posicional: linha de produção de automóveis e restaurante self-service.
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
96
PETROBRAS/ENGP/2008) 53- O arranjo físico se preocupa com o posicionamento dos recursos
de transformação e, por isso, é fundamental para o bom planejamento das instalações. Os quatro tipos básicos de arranjo físico são:
• celular ou de tecnologia de grupo
• por processo;
• por produto;
• posicional ou de posição fixa.
Nesse contexto, são exemplos de instalações para o arranjo físico
– (A) celular (shop on shop, ex.: loja de celular com caixa próprio no supermercado): linha de produção de automóveis e restaurante self-service.
– (B) por processo (atividades paralelas, ex.: supermercado, loja de departamentos): linha de produção de automóveis e restaurante à la carte.
– *(C) por processo: supermercado e loja de departamentos.
– (D) por produto (atividades em série, ex.: linha de produção de automóveis, restaurante self service): restaurante à la carte e estaleiro.
– (E) posicional (pessoas e maquinários movem-se em torno do objeto, ex.: navio, estradas etc.) : linha de produção de automóveis e restaurante self-service.
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
97
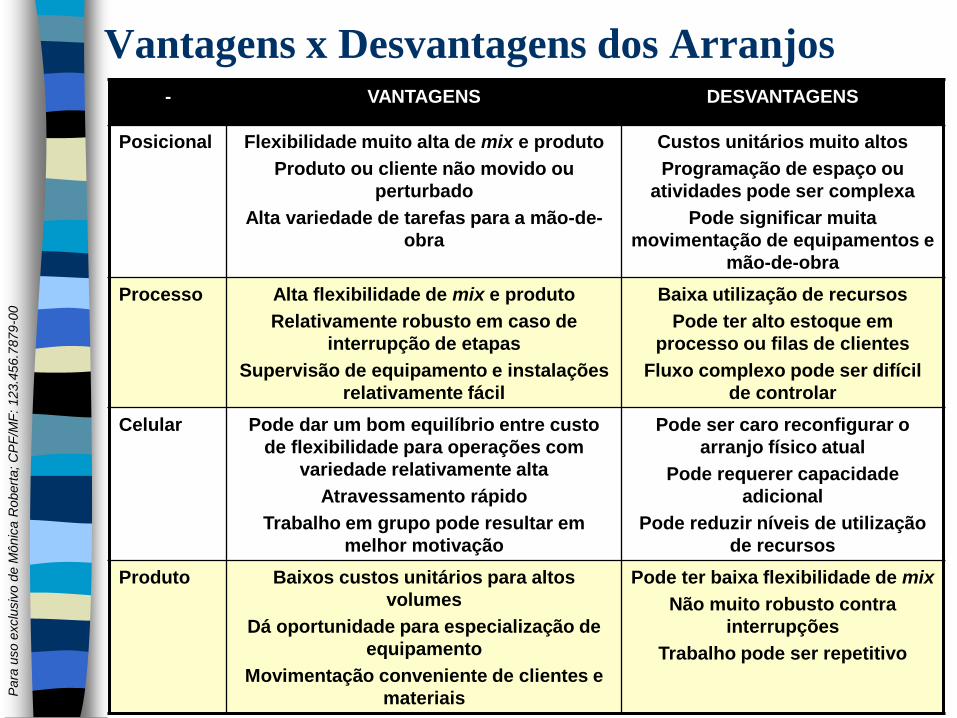
Vantagens x Desvantagens dos Arranjos - VANTAGENS DESVANTAGENS
Posicional Flexibilidade muito alta de mix e produto
Produto ou cliente não movido ou
perturbado
Alta variedade de tarefas para a mão-de-
obra
Custos unitários muito altos
Programação de espaço ou
atividades pode ser complexa
Pode significar muita
movimentação de equipamentos e
mão-de-obra
Processo Alta flexibilidade de mix e produto
Relativamente robusto em caso de
interrupção de etapas
Supervisão de equipamento e instalações
relativamente fácil
Baixa utilização de recursos
Pode ter alto estoque em
processo ou filas de clientes
Fluxo complexo pode ser difícil
de controlar
Celular Pode dar um bom equilíbrio entre custo
de flexibilidade para operações com
variedade relativamente alta
Atravessamento rápido
Trabalho em grupo pode resultar em
melhor motivação
Pode ser caro reconfigurar o
arranjo físico atual
Pode requerer capacidade
adicional
Pode reduzir níveis de utilização
de recursos
Produto Baixos custos unitários para altos
volumes
Dá oportunidade para especialização de
equipamento
Movimentação conveniente de clientes e
materiais
Pode ter baixa flexibilidade de mix
Não muito robusto contra
interrupções
Trabalho pode ser repetitivo
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
98
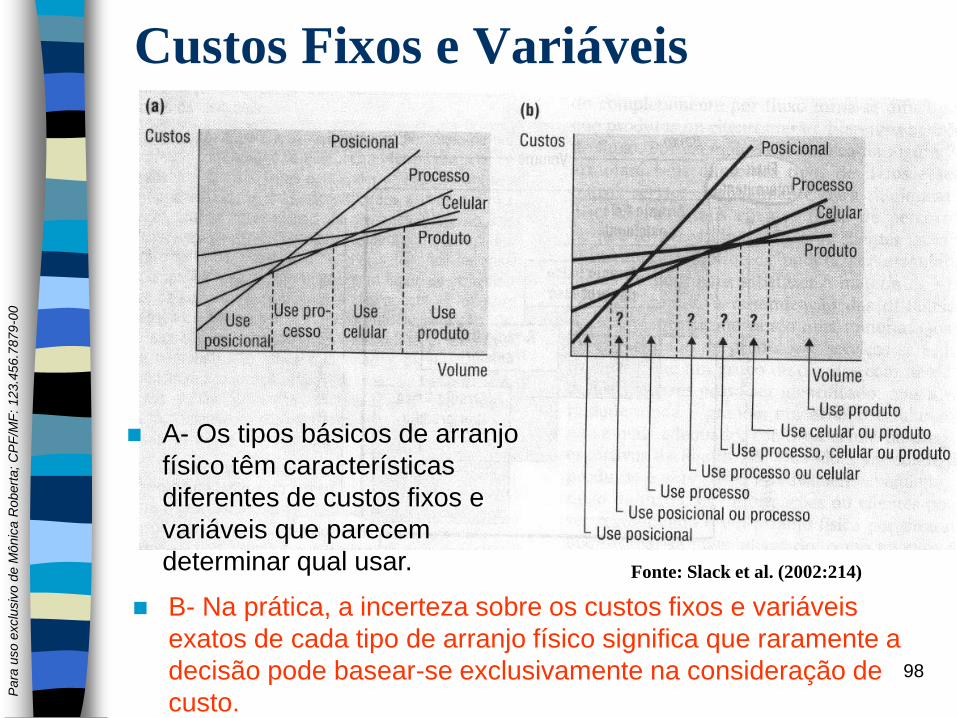
Custos Fixos e Variáveis
B- Na prática, a incerteza sobre os custos fixos e variáveis
exatos de cada tipo de arranjo físico significa que raramente a
decisão pode basear-se exclusivamente na consideração de
custo.
A- Os tipos básicos de arranjo
físico têm características
diferentes de custos fixos e
variáveis que parecem
determinar qual usar. Fonte: Slack et al. (2002:214)
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
99
Projeto detalhado de arranjo físico
Escolhido o arranjo, deve-se decidir o projeto detalhado que deve considerar:
– a localização física de todas as instalações, equipamentos, máquinas e pessoal que constituem os centros de trabalho da operação;
– o espaço a ser alocada a cada centro de trabalho; as tarefas que serão executadas pelos CT´s.
Consideração de objetivos gerais:
– segurança inerente;
– extensão do fluxo (minimizar distâncias, ex.: mercado);
– clareza de fluxo (sinalização);
– conforto da mão-de-obra;
– coordenação gerencial (supervisão);
– acesso;
– uso do espaço;
– flexibilidade de longo prazo.
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
a) Tempo de Ciclo
O tempo de ciclo dos arranjos físicos por produto (“fila
indiana”) é o tempo que decorre entre a finalização de
dois produtos, elementos de informação ou clientes pela
operação.
O tempo de ciclo é um elemento vital no projeto de
arranjo físico por produto e tem influência significativa
sobre a maioria das outras decisões de talhadas de
projeto.
É calculado considerando a demanda de tempo provável
dos produtos e a quantidade de tempo disponível para a
produção durante o mesmo intervalo.
TC = tempo disponível : quantidade a ser processada 100
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
a) Tempo de Ciclo – cont.
Exemplo: O setor de operações regionais de retaguarda
do Banco Alfa está projetando uma operação que vai
processar suas solicitações de empréstimos hipotecados.
O número de solicitações a serem processadas é de 160
por semana e o tempo disponível para processar as
solicitações é de 40 horas por semana. O tempo de ciclo
por semana para o arranjo físico é:
TC = tempo disponível : quantidade a ser processada
– TC = 40hs : 160 => 1/4h ou 15´
– R.: O arranjo físico deve ser capaz de processar
solicitações a cada 15 minutos.
101
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
b) Número de Estágios
Na prática, pode ser qualquer número entre um e diversas
centenas dependendo, entre outras coisas, do tempo de ciclo
envolvido e da quantidade de trabalho necessário para completar
o produto ou o serviço. Esse último elemento de informação é
chamado de conteúdo de trabalho do produto ou serviço. Quanto
maior o conteúdo de trabalho e quanto menor o tempo de ciclo,
maior o número de estágios necessários.
NE = conteúdo total do trabalho : tempo de ciclo necessário
Exemplo: O Banco Alfa calculou que o conteúdo de trabalho
médio de processar uma solicitação de empréstimo hipotecado é
de 60minutos. O número de diferentes estágios necessários a
processar solicitações a cada 15 minutos pode ser:
– NE = conteúdo total do trabalho : tempo de ciclo necessário =>
NE = 60´ : 15´ => 4
– R.: São necessários quatro estágios para processar as
solicitações; se decimal, arredondar SEMPRE para cima. 102
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
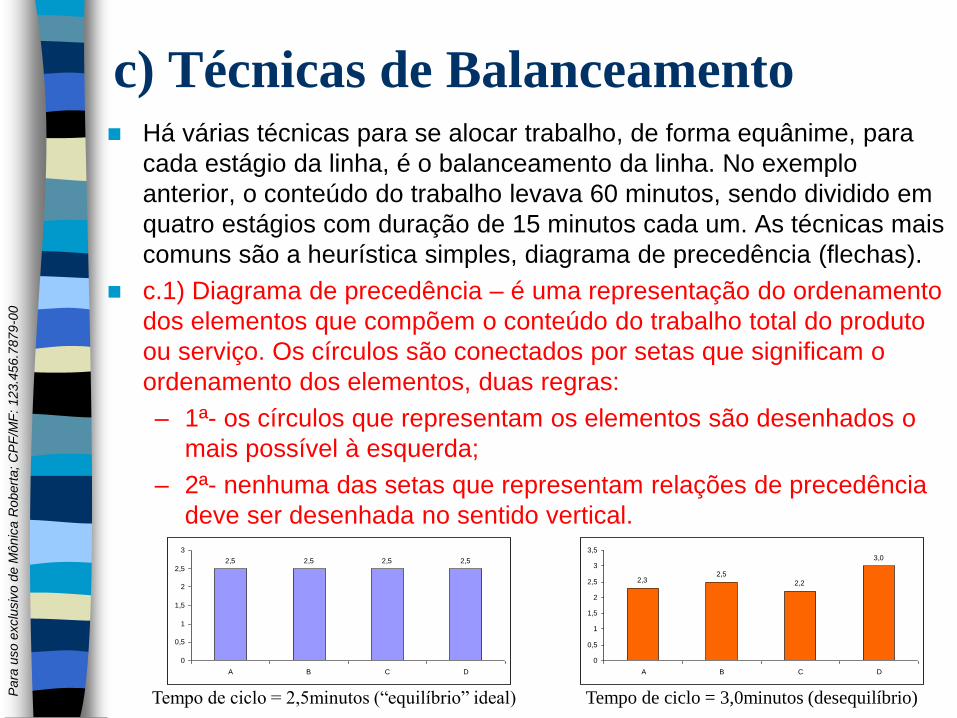
c) Técnicas de Balanceamento Há várias técnicas para se alocar trabalho, de forma equânime, para
cada estágio da linha, é o balanceamento da linha. No exemplo
anterior, o conteúdo do trabalho levava 60 minutos, sendo dividido em
quatro estágios com duração de 15 minutos cada um. As técnicas mais
comuns são a heurística simples, diagrama de precedência (flechas).
c.1) Diagrama de precedência – é uma representação do ordenamento
dos elementos que compõem o conteúdo do trabalho total do produto
ou serviço. Os círculos são conectados por setas que significam o
ordenamento dos elementos, duas regras:
– 1ª- os círculos que representam os elementos são desenhados o
mais possível à esquerda;
– 2ª- nenhuma das setas que representam relações de precedência
deve ser desenhada no sentido vertical.
103
2,5 2,5 2,5 2,5
0
0,5
1
1,5
2
2,5
3
A B C D
2,32,5
2,2
3,0
0
0,5
1
1,5
2
2,5
3
3,5
A B C D
Tempo de ciclo = 2,5minutos (“equilíbrio” ideal) Tempo de ciclo = 3,0minutos (desequilíbrio)
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
Cálculo da perda por balanceamento
1- Tempo ocioso = ∑ (tempo de ciclo – tempo alocado)
– TO = [(3 – 2,3) + (3,0 – 2,5) + (3 – 2,2) + ( 3 -3)] = 0,7 + 0,5 +
0,8 + 0 = 2,0 minutos
2- Perda por balanceamento – é a proporção do tempo investida
no processamento do produto não usado produtivamente.
– TB = tempo ocioso : nº estágios x tempo de ciclo => TB = 2,0 :
(4 x 3,0) => 2 : 12 => TB = 0,1667 ou 16,7%
– R.: A perda por balanceamento é de 16,7%.
Exemplo: A empresa Alfa tem um contrato de suprimento para
uma grande cadeia de supermercados para um bolo em formato
de nave espacial. Foi decidido que os volumes envolvidos nesse
fornecimento justificariam uma linha de produção dedicada ao
acabamento, decoração e embalagem de bolo. Essa linha teria
que executar nove elementos. O pedido inicial foi de 5mil bolos
por semana e o número de horas trabalhadas pela fábrica é de
40horas por semana.
104
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
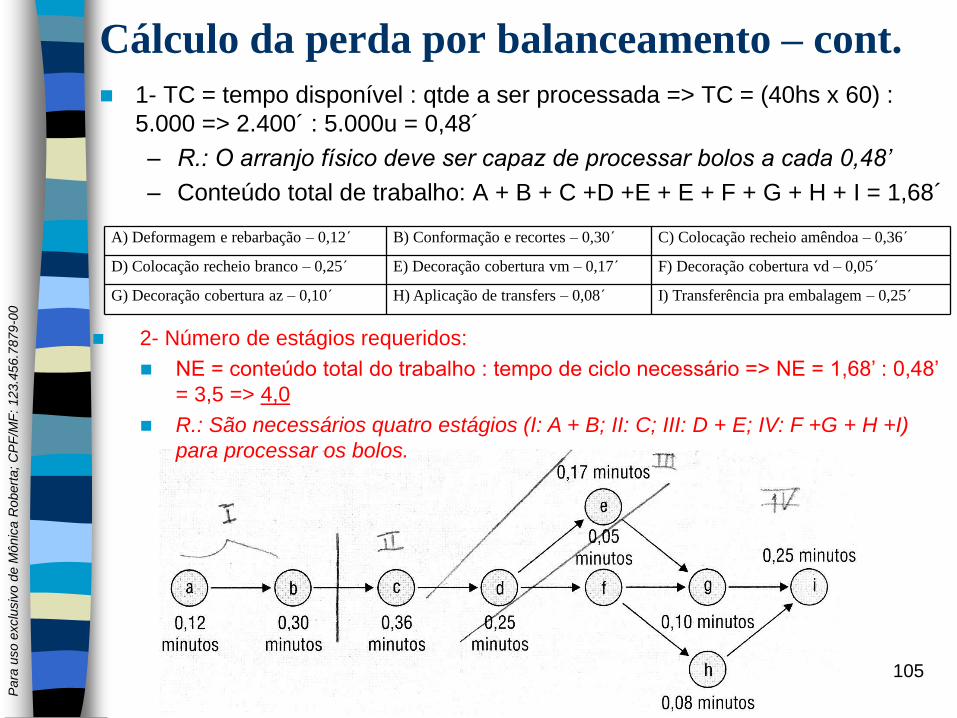
Cálculo da perda por balanceamento – cont.
1- TC = tempo disponível : qtde a ser processada => TC = (40hs x 60) :
5.000 => 2.400´ : 5.000u = 0,48´
– R.: O arranjo físico deve ser capaz de processar bolos a cada 0,48’
– Conteúdo total de trabalho: A + B + C +D +E + E + F + G + H + I = 1,68´
105
A) Deformagem e rebarbação – 0,12´ B) Conformação e recortes – 0,30´ C) Colocação recheio amêndoa – 0,36´
D) Colocação recheio branco – 0,25´ E) Decoração cobertura vm – 0,17´ F) Decoração cobertura vd – 0,05´
G) Decoração cobertura az – 0,10´ H) Aplicação de transfers – 0,08´ I) Transferência pra embalagem – 0,25´
2- Número de estágios requeridos:
NE = conteúdo total do trabalho : tempo de ciclo necessário => NE = 1,68’ : 0,48’
= 3,5 => 4,0
R.: São necessários quatro estágios (I: A + B; II: C; III: D + E; IV: F +G + H +I)
para processar os bolos.
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
106
Arranjando os estágios
Os estágios não precisam, necessariamente, ser arranjados em uma linha seqüencial. Eles podem ser: longo/curto (no de estágios/etapas) e magro/gordo (qtde de trabalho).
Arranjo longo-magro - estágios/etapas e qtde trabalho.
– Vantagens: fluxo controlado de materiais e clientes; manuseios simples de materiais; requisito de capital mais moderado; operação mais eficiente.
Arranjo curto-gordo - estágios/etapas e qtde trabalho.
– Vantagens: maior flexibilidade de mix de produtos; maior flexibilidade de volume; maior robustez (se um estágio quebrar, não pára, os estágios paralelos não são afetados, no longo-magro pararia por completo); trabalho menos monótono (ex.: no curto-grosso repete-se a tarefa a cada 60´, no longo-magro a cada 15´.)
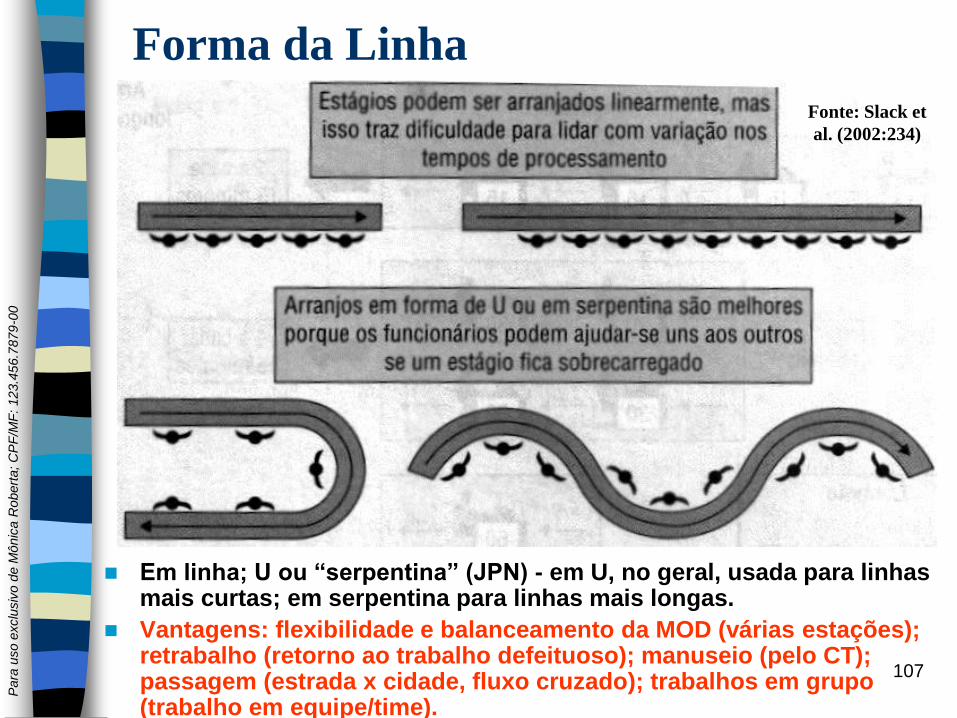
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
107
Forma da Linha
Em linha; U ou “serpentina” (JPN) - em U, no geral, usada para linhas mais curtas; em serpentina para linhas mais longas.
Vantagens: flexibilidade e balanceamento da MOD (várias estações); retrabalho (retorno ao trabalho defeituoso); manuseio (pelo CT); passagem (estrada x cidade, fluxo cruzado); trabalhos em grupo (trabalho em equipe/time).
Fonte: Slack et
al. (2002:234)
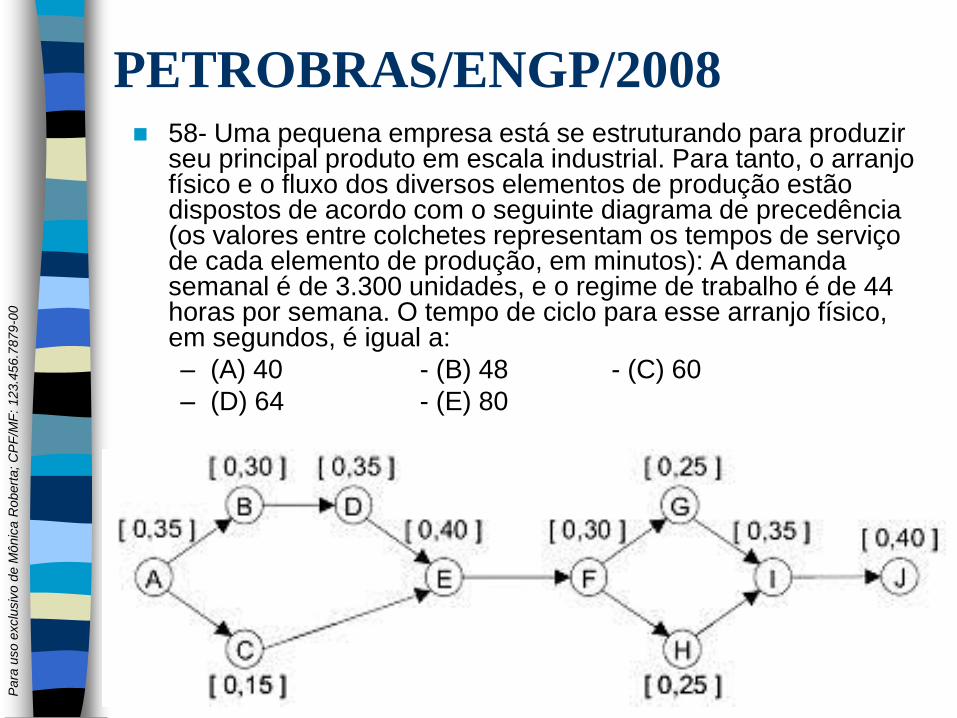
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
108
PETROBRAS/ENGP/2008 58- Uma pequena empresa está se estruturando para produzir
seu principal produto em escala industrial. Para tanto, o arranjo físico e o fluxo dos diversos elementos de produção estão dispostos de acordo com o seguinte diagrama de precedência (os valores entre colchetes representam os tempos de serviço de cada elemento de produção, em minutos): A demanda semanal é de 3.300 unidades, e o regime de trabalho é de 44 horas por semana. O tempo de ciclo para esse arranjo físico, em segundos, é igual a:
– (A) 40 - (B) 48 - (C) 60
– (D) 64 - (E) 80
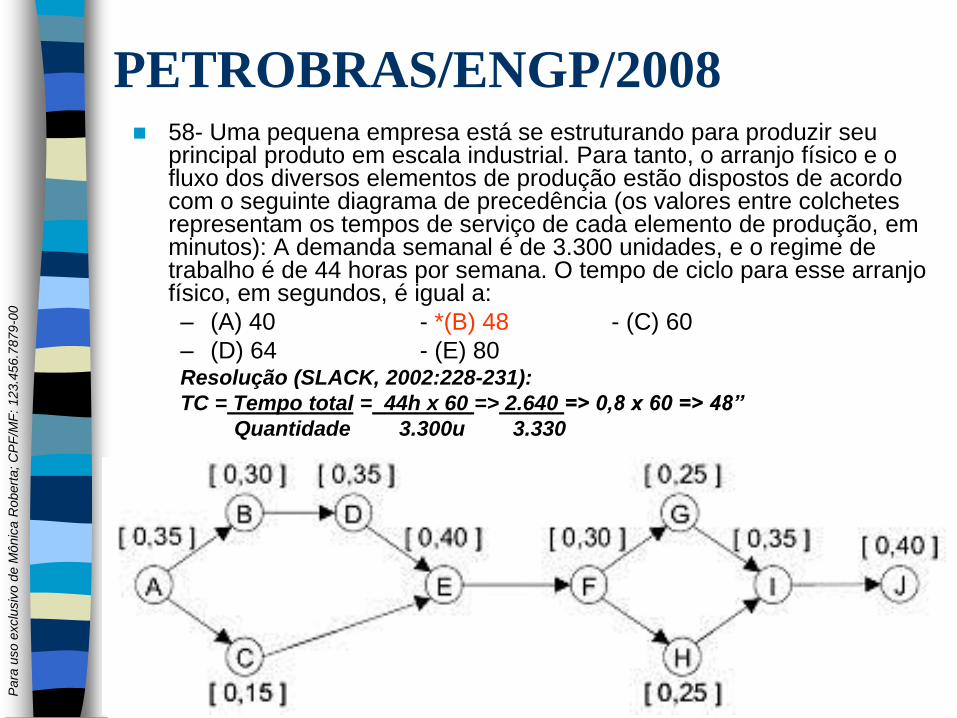
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
109
PETROBRAS/ENGP/2008 58- Uma pequena empresa está se estruturando para produzir seu
principal produto em escala industrial. Para tanto, o arranjo físico e o fluxo dos diversos elementos de produção estão dispostos de acordo com o seguinte diagrama de precedência (os valores entre colchetes representam os tempos de serviço de cada elemento de produção, em minutos): A demanda semanal é de 3.300 unidades, e o regime de trabalho é de 44 horas por semana. O tempo de ciclo para esse arranjo físico, em segundos, é igual a:
– (A) 40 - *(B) 48 - (C) 60
– (D) 64 - (E) 80 Resolução (SLACK, 2002:228-231):
TC = Tempo total = 44h x 60 => 2.640 => 0,8 x 60 => 48”
Quantidade 3.300u 3.330
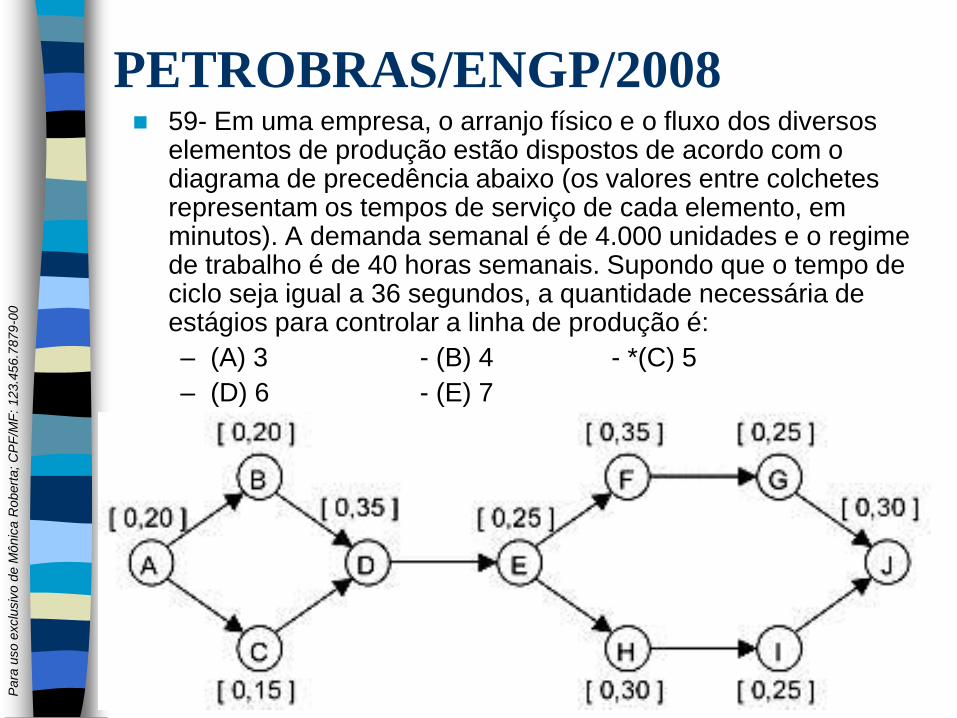
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
110
PETROBRAS/ENGP/2008 59- Em uma empresa, o arranjo físico e o fluxo dos diversos
elementos de produção estão dispostos de acordo com o diagrama de precedência abaixo (os valores entre colchetes representam os tempos de serviço de cada elemento, em minutos). A demanda semanal é de 4.000 unidades e o regime de trabalho é de 40 horas semanais. Supondo que o tempo de ciclo seja igual a 36 segundos, a quantidade necessária de estágios para controlar a linha de produção é:
– (A) 3 - (B) 4 - *(C) 5
– (D) 6 - (E) 7
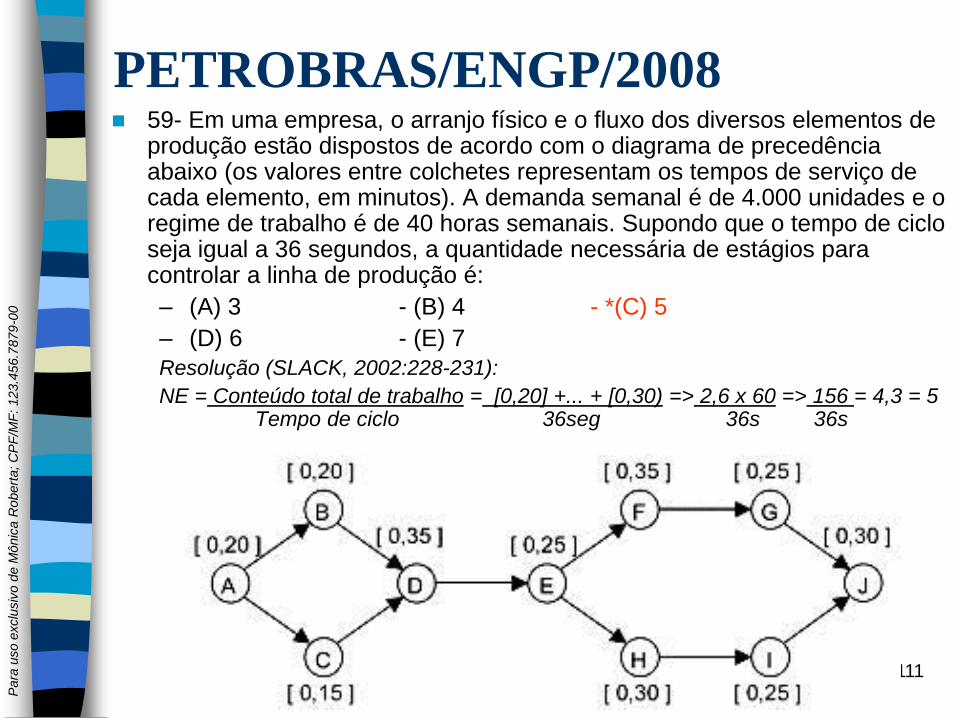
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
111
PETROBRAS/ENGP/2008 59- Em uma empresa, o arranjo físico e o fluxo dos diversos elementos de
produção estão dispostos de acordo com o diagrama de precedência abaixo (os valores entre colchetes representam os tempos de serviço de cada elemento, em minutos). A demanda semanal é de 4.000 unidades e o regime de trabalho é de 40 horas semanais. Supondo que o tempo de ciclo seja igual a 36 segundos, a quantidade necessária de estágios para controlar a linha de produção é:
– (A) 3 - (B) 4 - *(C) 5
– (D) 6 - (E) 7
Resolução (SLACK, 2002:228-231):
NE = Conteúdo total de trabalho = [0,20] +... + [0,30) => 2,6 x 60 => 156 = 4,3 = 5 Tempo de ciclo 36seg 36s 36s
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
112
Planejamento das Necessidades de Recursos
“É a determinação da quantidade e tempo de ocorrência (timing) de todos os recursos de produção necessários para produzir os itens finais num programa mestre de produção” – Gaither e Frazier (2006:577).
O Programa Mestre da Produção (Master Production Schedule – MPS) – programa a quantidade e tempo de ocorrência (timing) de todos os itens finais ao longo de um horizonte de planejamento específico, trabalha com:
– Demanda estimada de itens finais, situação do estoque de itens finais, políticas de definições de tamanho de lotes e estoque de segurança de itens finais.
– Planejamento da Capacidade Médio Prazo (rough-cut capacity planning – RCCP).
O Planejamento das Necessidades de Materiais (material requirement planning – MRP), recebe entradas do MPS com a situação do estoque e lista de materiais (BOM), é usado para:
– Reduzir níveis de estoque;
– Aumentar a capacidade produção;
– Aumentar os lucros.
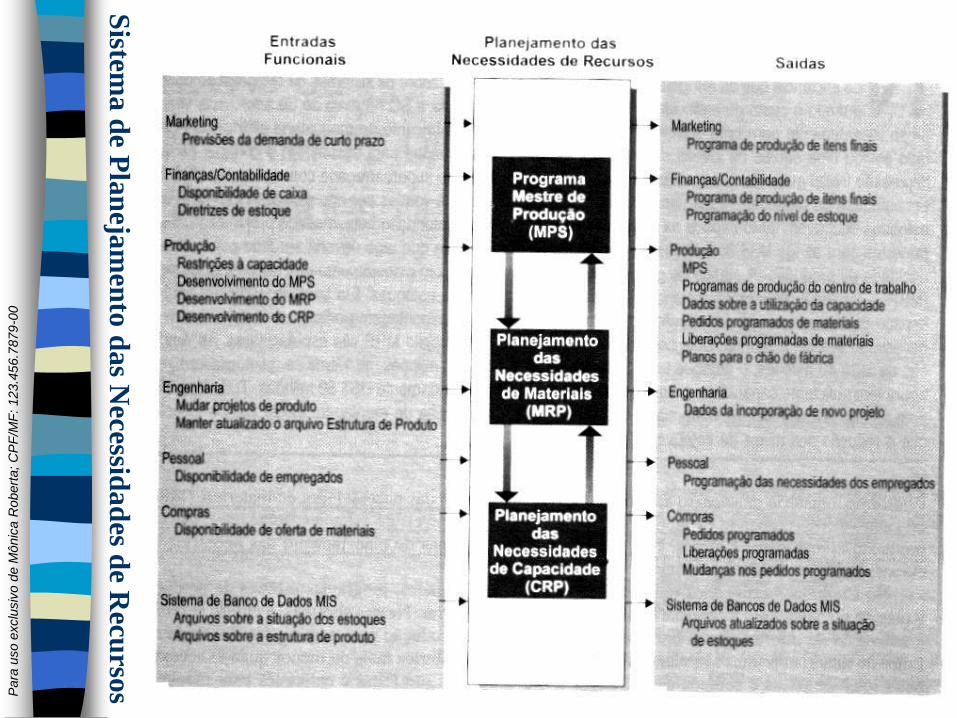
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
113
Sistem
a d
e Pla
neja
men
to d
as N
ecessida
des d
e Recu
rsos
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
114
Planejamento das Necessidades de Materiais
(Material Requirement Planning – MRP)
Tem por base que muitos materiais estocados têm demanda dependente.
A quantidade de um material com demanda dependente e que é necessário em qualquer semana depende do número de produtos a serem produzidos que exigem esse material.
O MRP “explode” o MPS na quantidade exigida de matérias-primas, peças, submontagens necessárias em cada semana do horizonte de planejamento; reduz as necessidades de materiais para considerar os materiais que estão em estoque ou sob encomenda; desenvolve um programa de pedidos de materiais comprados e peças produzidas durante o horizonte de planejamento.
Os sistemas MRP se baseiam na filosofia de que cada matéria-prima, peça e montagem necessária deve chegar simultaneamente na hora certa para produzir os itens finais no MPS.
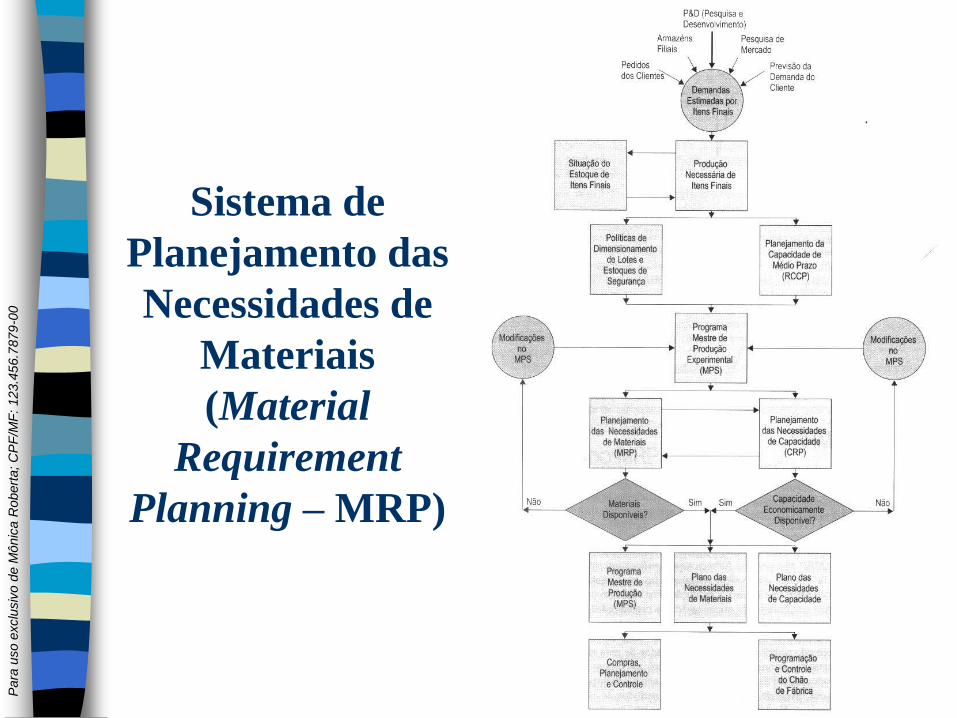
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
115
Sistema de
Planejamento das
Necessidades de
Materiais
(Material
Requirement
Planning – MRP)
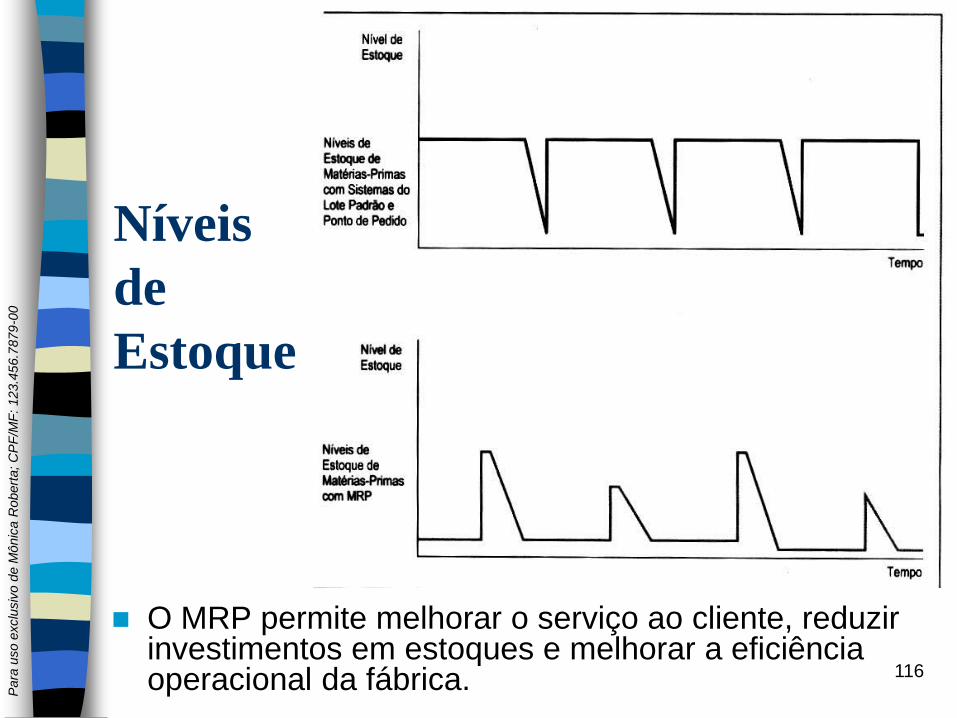
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
116
Níveis
de
Estoque
O MRP permite melhorar o serviço ao cliente, reduzir investimentos em estoques e melhorar a eficiência operacional da fábrica.
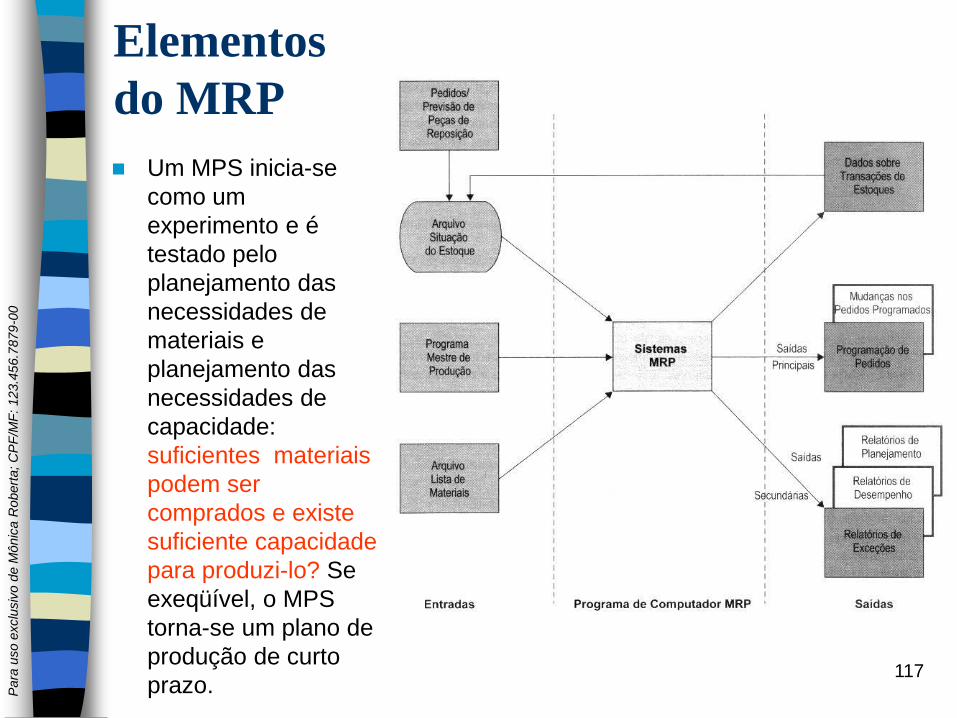
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
117
Elementos
do MRP
Um MPS inicia-se
como um
experimento e é
testado pelo
planejamento das
necessidades de
materiais e
planejamento das
necessidades de
capacidade:
suficientes materiais
podem ser
comprados e existe
suficiente capacidade
para produzi-lo? Se
exeqüível, o MPS
torna-se um plano de
produção de curto
prazo.
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
118
Elementos do MRP – cont. A) Pedidos/previsão de peças de reposição – itens acabados para
atender aos clientes ou renovar o estoque.
B) Arquivo situação do estoque – registro, código, disponível, encomendas, pedidos de clientes etc.
C) Programa mestre da produção:
– NL = NB – [ED – ES – EA] se NL > 0, então, fazer pedido
– NL = necessidades líquidas
– NB = necessidades brutas (BOM)
– ES = estoque de segurança
– EA = estoque alocado para outros usos
D) Arquivo lista de materiais (arquivo estrutura analítica do produto) – lista dos materiais e quantidades para o item final
Sistema MRP – processamento das informações (qtde x capacidade).
Dados sobre transações de estoques – quanto e quando.
Programação de pedidos e mudanças nos pedidos programados – quando cada pedido será feito e modificação dos pedidos.
Relatórios de exceções, de desempenho e de planejamento – erros, atrasos, excessiva sucata; giro de estoque, % atendimento, stockout; previsão de estoques, rastreamento de fonte de demanda (pegging – controle de ações).
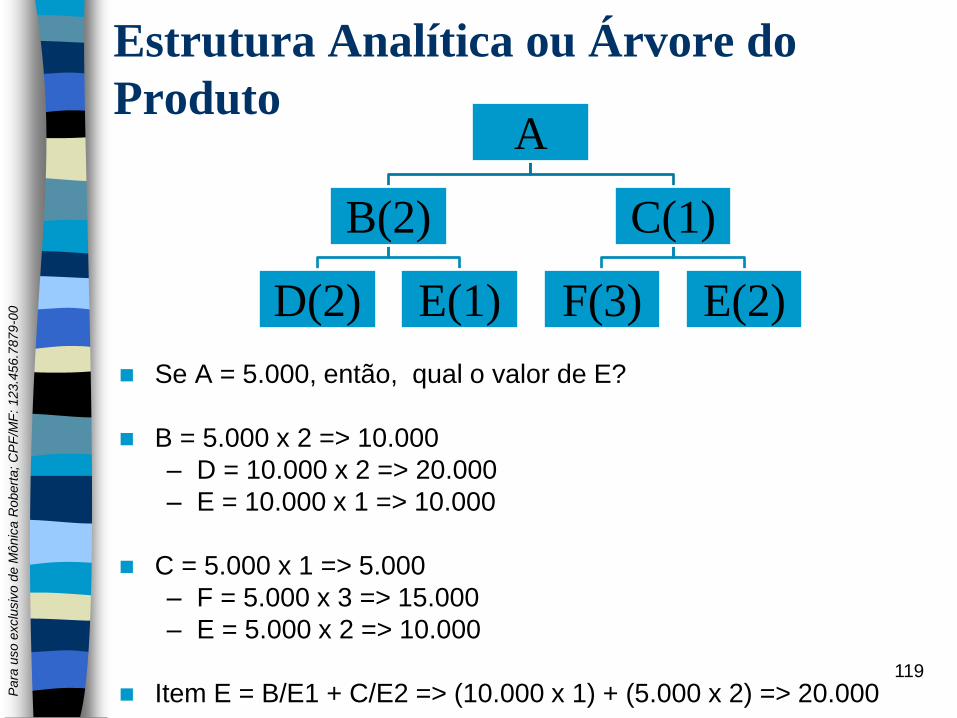
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
119
Estrutura Analítica ou Árvore do
Produto
Se A = 5.000, então, qual o valor de E?
B = 5.000 x 2 => 10.000
– D = 10.000 x 2 => 20.000
– E = 10.000 x 1 => 10.000
C = 5.000 x 1 => 5.000
– F = 5.000 x 3 => 15.000
– E = 5.000 x 2 => 10.000
Item E = B/E1 + C/E2 => (10.000 x 1) + (5.000 x 2) => 20.000
A
B(2)
D(2) E(1)
C(1)
F(3) E(2)
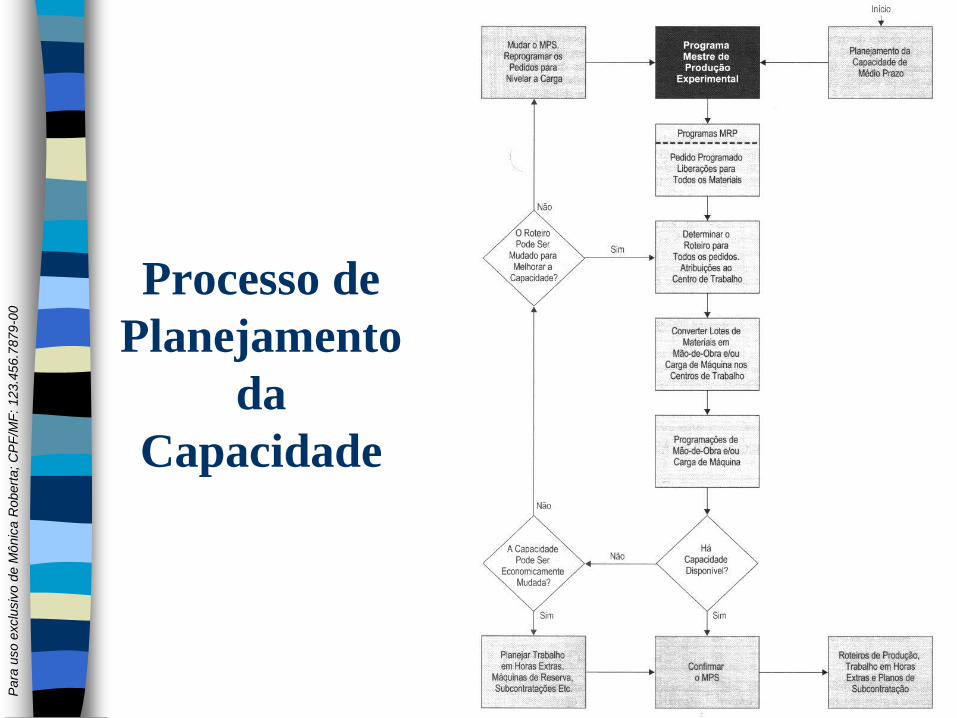
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
120
Processo de
Planejamento
da
Capacidade
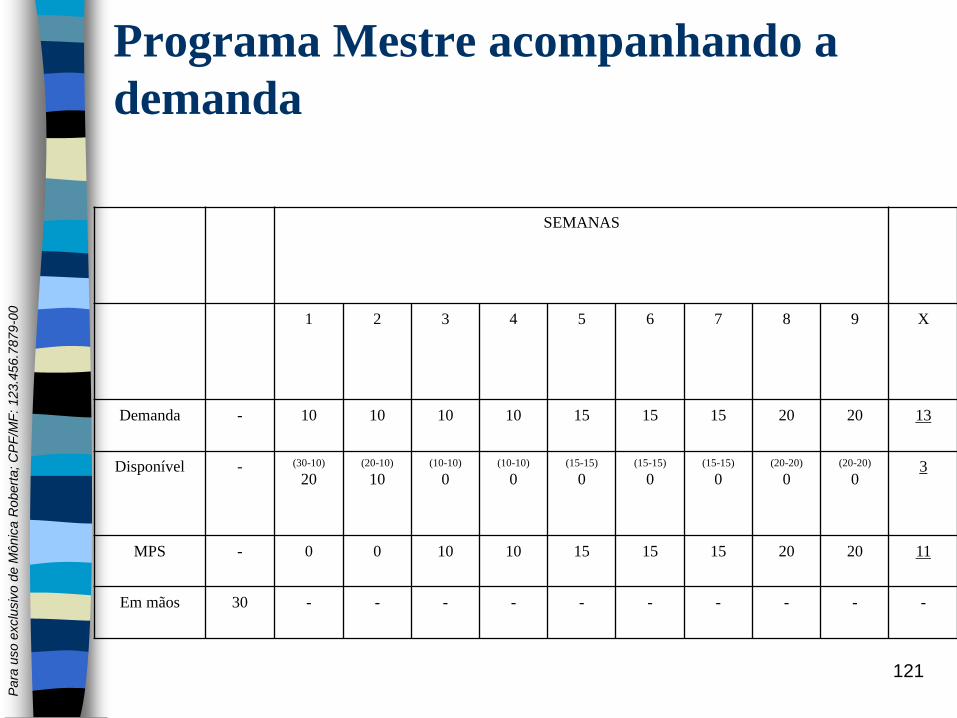
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
121
Programa Mestre acompanhando a
demanda
SEMANAS
1 2 3 4 5 6 7 8 9 X
Demanda - 10 10 10 10 15 15 15 20 20 13
Disponível - (30-10)
20 (20-10)
10 (10-10)
0 (10-10)
0 (15-15)
0 (15-15)
0 (15-15)
0 (20-20)
0 (20-20)
0 3
MPS - 0 0 10 10 15 15 15 20 20 11
Em mãos 30 - - - - - - - - - -
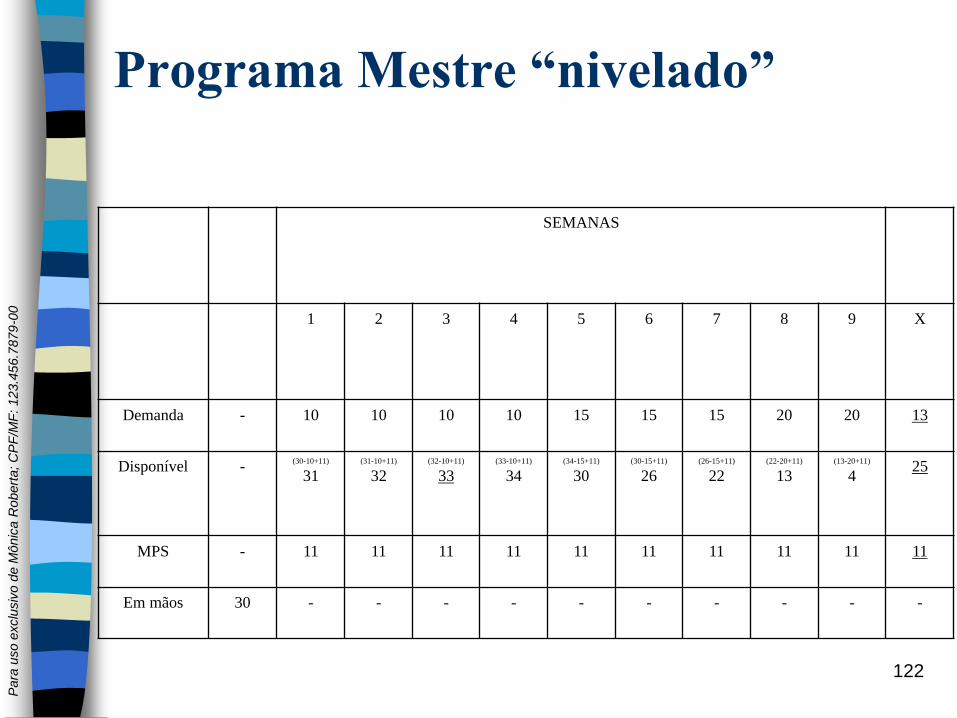
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
122
Programa Mestre “nivelado”
SEMANAS
1 2 3 4 5 6 7 8 9 X
Demanda - 10 10 10 10 15 15 15 20 20 13
Disponível - (30-10+11)
31 (31-10+11)
32 (32-10+11)
33 (33-10+11)
34 (34-15+11)
30 (30-15+11)
26 (26-15+11)
22 (22-20+11)
13 (13-20+11)
4 25
MPS - 11 11 11 11 11 11 11 11 11 11
Em mãos 30 - - - - - - - - - -
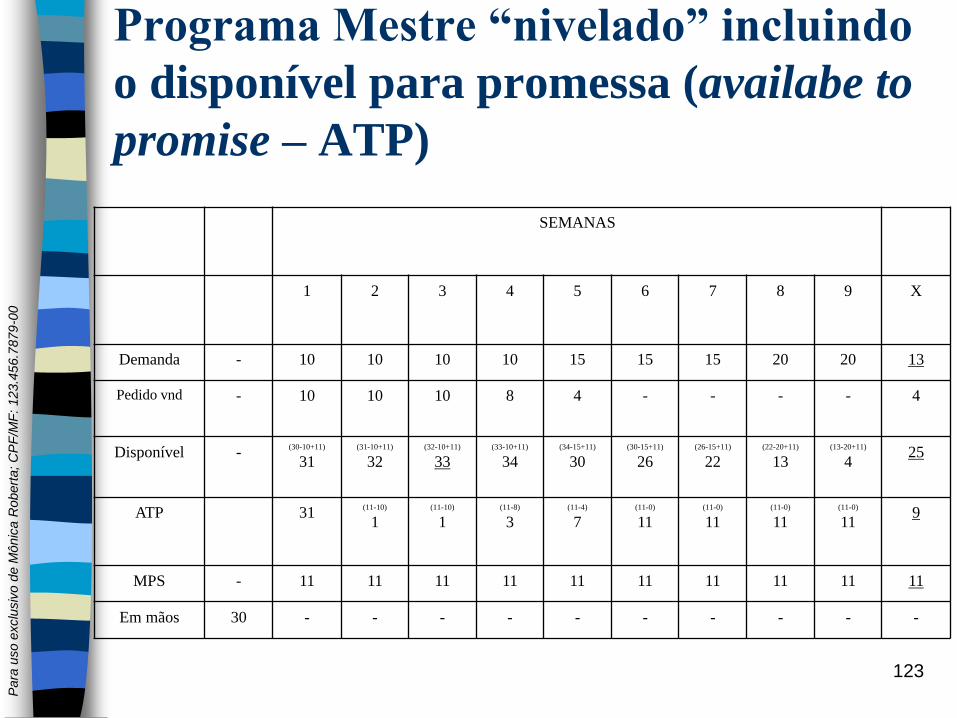
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
123
Programa Mestre “nivelado” incluindo
o disponível para promessa (availabe to
promise – ATP)
SEMANAS
1 2 3 4 5 6 7 8 9 X
Demanda - 10 10 10 10 15 15 15 20 20 13
Pedido vnd - 10 10 10 8 4 - - - - 4
Disponível - (30-10+11)
31 (31-10+11)
32 (32-10+11)
33 (33-10+11)
34 (34-15+11)
30 (30-15+11)
26 (26-15+11)
22 (22-20+11)
13 (13-20+11)
4 25
ATP 31 (11-10)
1 (11-10)
1 (11-8)
3 (11-4)
7 (11-0)
11 (11-0)
11 (11-0)
11 (11-0)
11 9
MPS - 11 11 11 11 11 11 11 11 11 11
Em mãos 30 - - - - - - - - - -
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
124
Dimensionamento dos lotes
Lote Econômico de Compras (LEC) – tem como premissas que o custo por unidade não depende da quantidade pedida (falso) e que a demanda seja uniforme (falso), demanda instável.
– LEC = √2D(demanda) S(custo)/C(armazenagem)
Lote por Lote (LFL) – tamanho do lote.
Método do Período Padrão (POQ) – número de semanas por ano pelo número de pedidos por ano.
– POQ = N.S. ÷ (D/LEC)
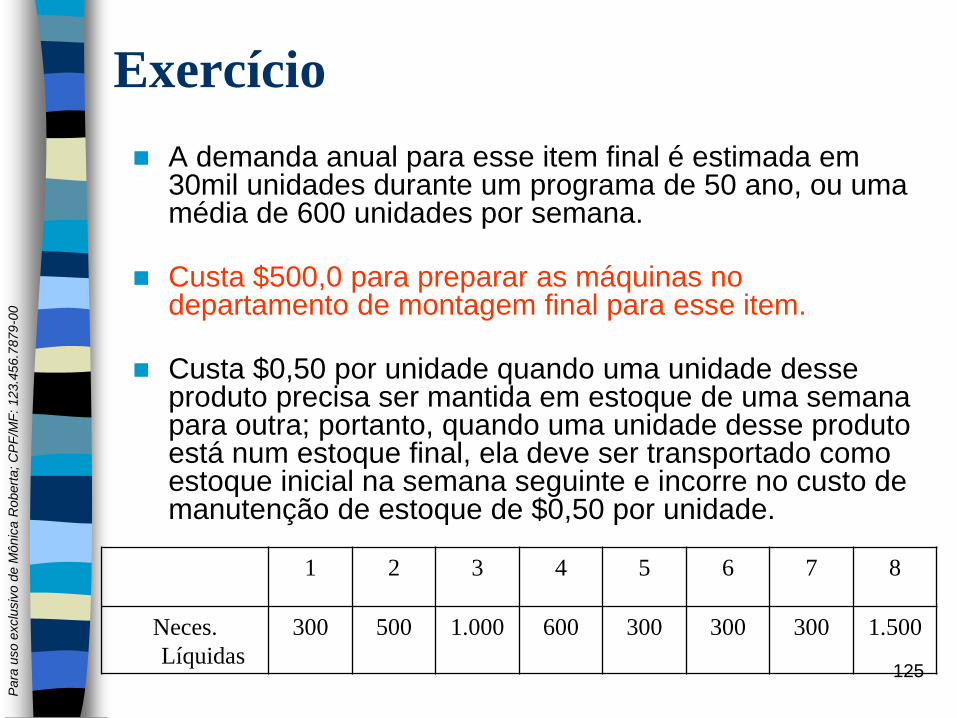
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
125
Exercício
A demanda anual para esse item final é estimada em 30mil unidades durante um programa de 50 ano, ou uma média de 600 unidades por semana.
Custa $500,0 para preparar as máquinas no departamento de montagem final para esse item.
Custa $0,50 por unidade quando uma unidade desse produto precisa ser mantida em estoque de uma semana para outra; portanto, quando uma unidade desse produto está num estoque final, ela deve ser transportado como estoque inicial na semana seguinte e incorre no custo de manutenção de estoque de $0,50 por unidade.
1 2 3 4 5 6 7 8
Neces.
Líquidas
300 500 1.000 600 300 300 300 1.500
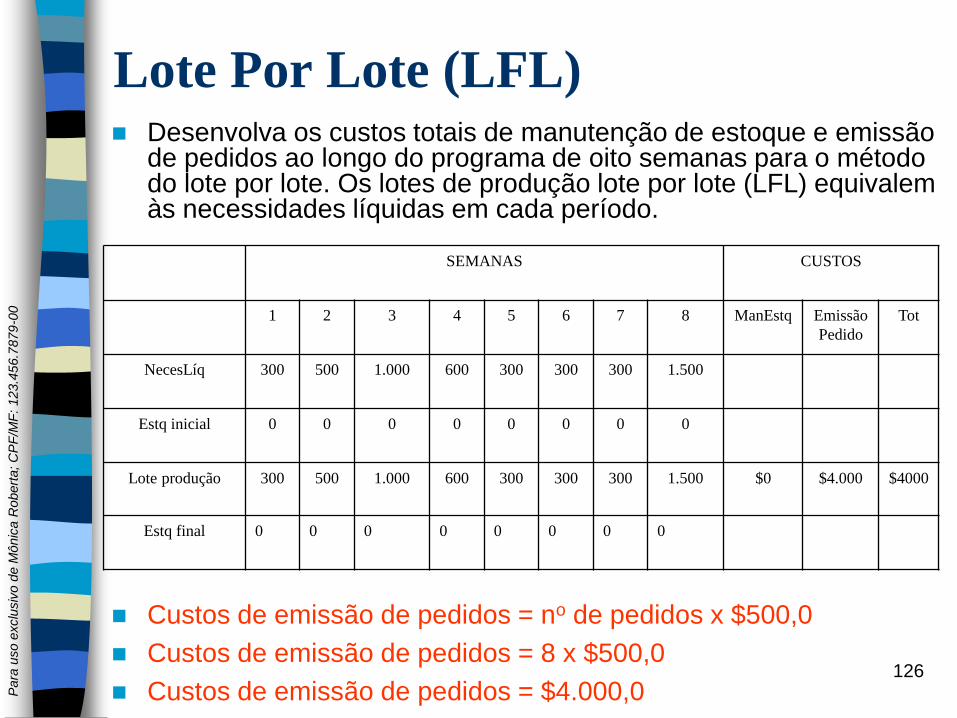
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
126
Lote Por Lote (LFL) Desenvolva os custos totais de manutenção de estoque e emissão
de pedidos ao longo do programa de oito semanas para o método do lote por lote. Os lotes de produção lote por lote (LFL) equivalem às necessidades líquidas em cada período.
Custos de emissão de pedidos = no de pedidos x $500,0
Custos de emissão de pedidos = 8 x $500,0
Custos de emissão de pedidos = $4.000,0
SEMANAS CUSTOS
1 2 3 4 5 6 7 8 ManEstq Emissão
Pedido
Tot
NecesLíq 300 500 1.000 600 300 300 300 1.500
Estq inicial 0 0 0 0 0 0 0 0
Lote produção 300 500 1.000 600 300 300 300 1.500 $0 $4.000 $4000
Estq final 0 0 0 0 0 0 0 0
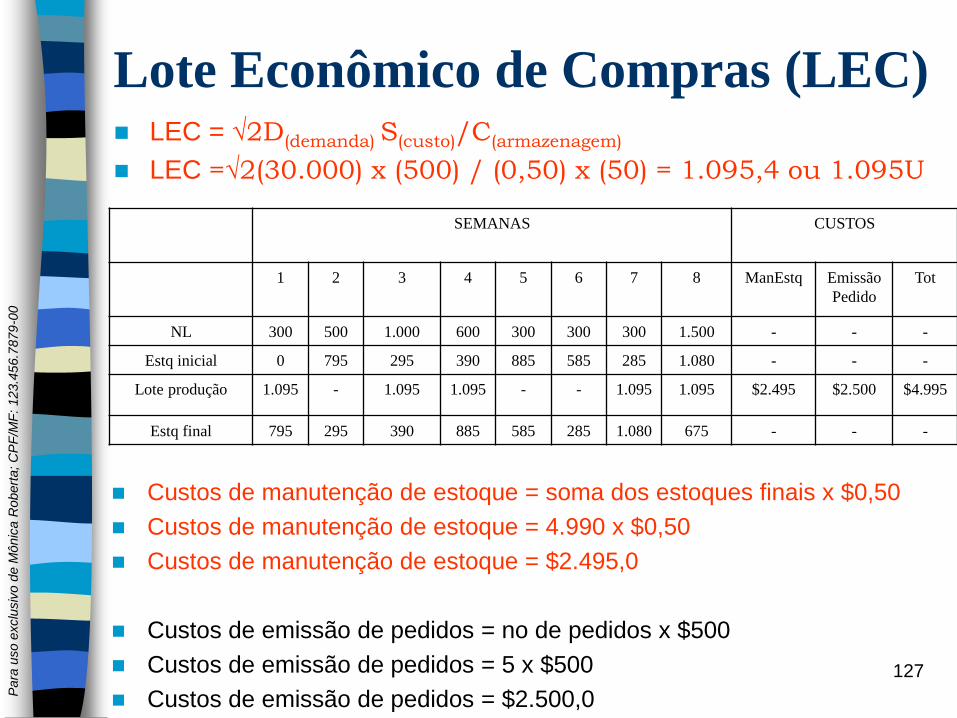
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
127
Lote Econômico de Compras (LEC)
SEMANAS CUSTOS
1 2 3 4 5 6 7 8 ManEstq Emissão
Pedido
Tot
NL 300 500 1.000 600 300 300 300 1.500 - - -
Estq inicial 0 795 295 390 885 585 285 1.080 - - -
Lote produção 1.095 - 1.095 1.095 - - 1.095 1.095 $2.495 $2.500 $4.995
Estq final 795 295 390 885 585 285 1.080 675 - - -
Custos de manutenção de estoque = soma dos estoques finais x $0,50
Custos de manutenção de estoque = 4.990 x $0,50
Custos de manutenção de estoque = $2.495,0
Custos de emissão de pedidos = no de pedidos x $500
Custos de emissão de pedidos = 5 x $500
Custos de emissão de pedidos = $2.500,0
LEC = √2D(demanda) S(custo)/C(armazenagem)
LEC =√2(30.000) x (500) / (0,50) x (50) = 1.095,4 ou 1.095U
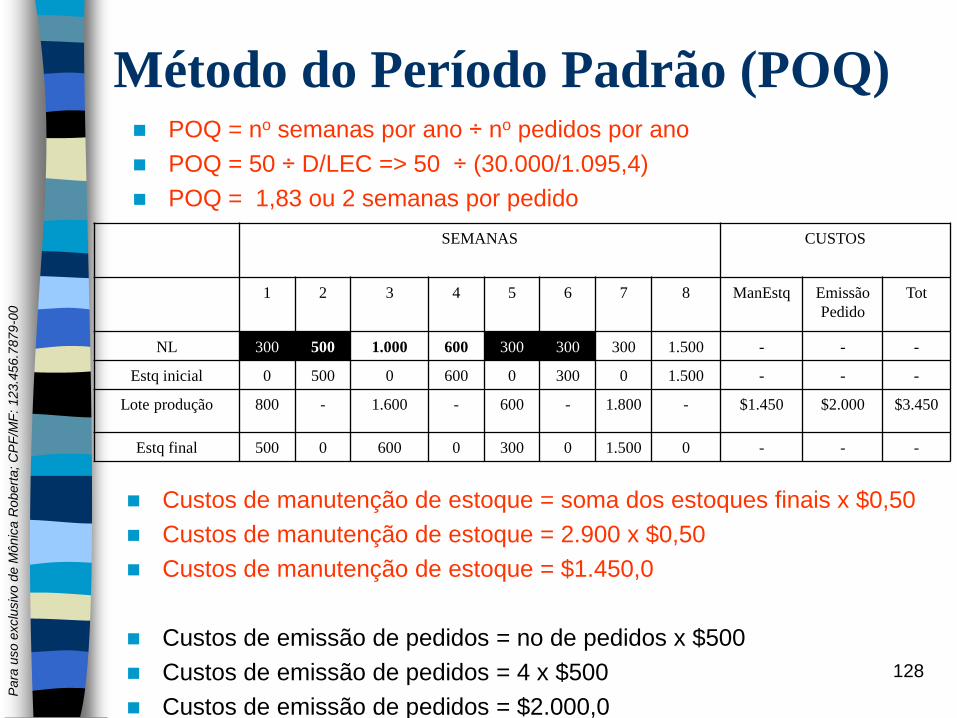
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
128
Método do Período Padrão (POQ)
SEMANAS CUSTOS
1 2 3 4 5 6 7 8 ManEstq Emissão
Pedido
Tot
NL 300 500 1.000 600 300 300 300 1.500 - - -
Estq inicial 0 500 0 600 0 300 0 1.500 - - -
Lote produção 800 - 1.600 - 600 - 1.800 - $1.450 $2.000 $3.450
Estq final 500 0 600 0 300 0 1.500 0 - - -
POQ = no semanas por ano ÷ no pedidos por ano
POQ = 50 ÷ D/LEC => 50 ÷ (30.000/1.095,4)
POQ = 1,83 ou 2 semanas por pedido
Custos de manutenção de estoque = soma dos estoques finais x $0,50
Custos de manutenção de estoque = 2.900 x $0,50
Custos de manutenção de estoque = $1.450,0
Custos de emissão de pedidos = no de pedidos x $500
Custos de emissão de pedidos = 4 x $500
Custos de emissão de pedidos = $2.000,0
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
129
Exercício
Suponha que uma fábrica de aparelhos condicionadores de ar produza três modelos diferentes: o de luxo, o padrão e o econômico.
O modelo de luxo pode ser montado em 1,5hora. O padrão em 1hora. O econômico em 0,75hora.
A área de montagem da fábrica tem disponibilidade de 800hs de pessoal de montagem por semana.
Se a demanda para unidades de luxo, padrão e econômica estiver na proporção 2:3:2, o tempo necessário para montar 2 + 3 + 2 unidades será?
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
130
*Exercício - resolução Suponha que uma fábrica de aparelhos condicionadores de ar
produza três modelos diferentes: o de luxo, o padrão e o econômico. // O modelo de luxo pode ser montado em 1,5hora. O padrão em 1hora. O econômico em 0,75hora. // A área de montagem da fábrica tem disponibilidade de 800hs de pessoal de montagem por semana.
Se a demanda para unidades de luxo, padrão e econômica estiver na proporção 2:3:2, o tempo necessário para montar 2 + 3 + 2 unidades será?
(2 x 1,5h) + (3x 1h) + (2x 0,75h) = 3h + 3h + 1,5h = 7,5h
– 7,5hs – 7u
– 800hs – x
No unidades/semana = (800 hs x 7u) ÷ 7,5h
No unidades/semana = 5600 ÷ 7,5h = 746,7 => 746 unidades
Se a proporção mudar para 1:2:4 (7 unidades), então:
(1x 1,5h) + (2x1h) + (4x 0,75h) = 1,5 + 2h + 3h = 6,5h
– 6,5hs – 7u
– 800hs – x
No unidades/semana = (800 hs x 7u) ÷ 6,5h
No unidades/semana = 5600 ÷ 6,5h = 861,5 => 861 unidades
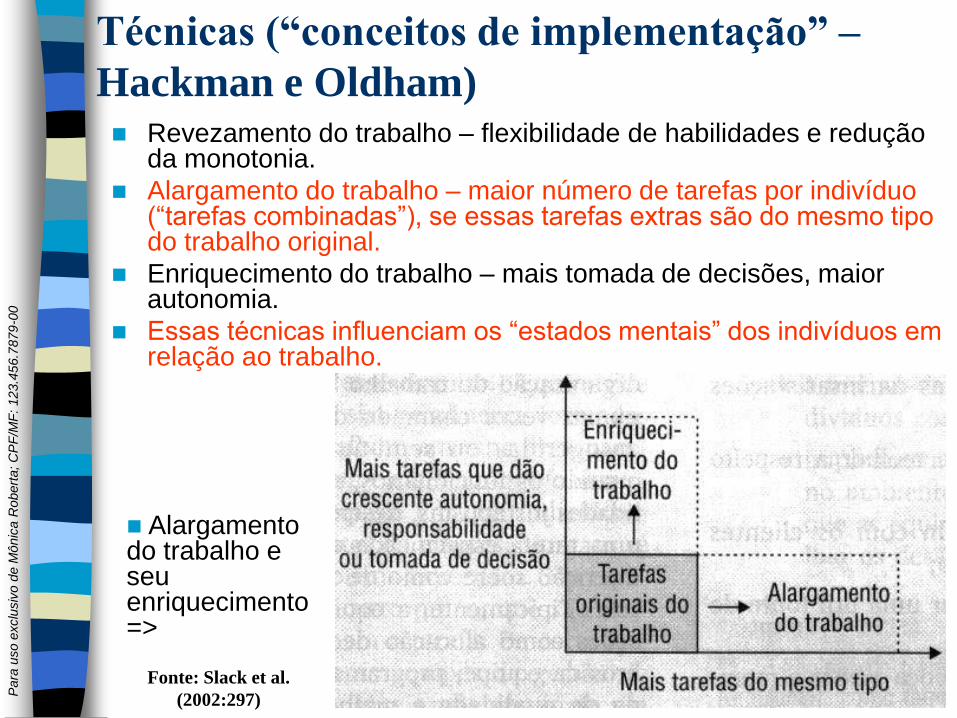
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
131
Técnicas (“conceitos de implementação” –
Hackman e Oldham) Revezamento do trabalho – flexibilidade de habilidades e redução
da monotonia.
Alargamento do trabalho – maior número de tarefas por indivíduo (“tarefas combinadas”), se essas tarefas extras são do mesmo tipo do trabalho original.
Enriquecimento do trabalho – mais tomada de decisões, maior autonomia.
Essas técnicas influenciam os “estados mentais” dos indivíduos em relação ao trabalho.
Alargamento do trabalho e seu enriquecimento =>
Fonte: Slack et al.
(2002:297)
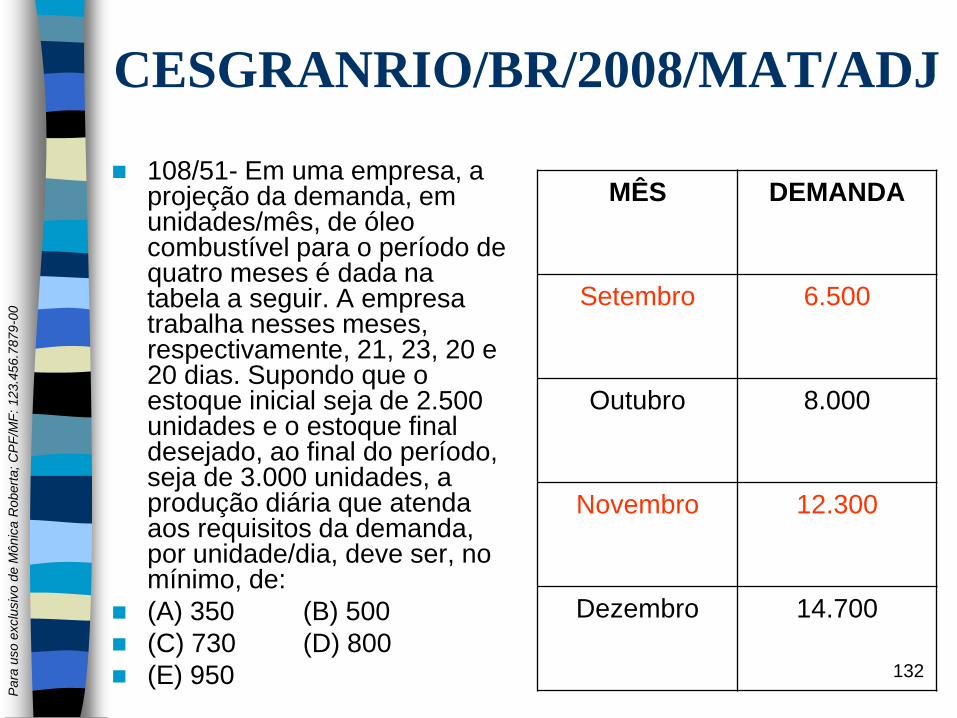
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
132
CESGRANRIO/BR/2008/MAT/ADJ
108/51- Em uma empresa, a projeção da demanda, em unidades/mês, de óleo combustível para o período de quatro meses é dada na tabela a seguir. A empresa trabalha nesses meses, respectivamente, 21, 23, 20 e 20 dias. Supondo que o estoque inicial seja de 2.500 unidades e o estoque final desejado, ao final do período, seja de 3.000 unidades, a produção diária que atenda aos requisitos da demanda, por unidade/dia, deve ser, no mínimo, de:
(A) 350 (B) 500
(C) 730 (D) 800
(E) 950
MÊS DEMANDA
Setembro 6.500
Outubro 8.000
Novembro 12.300
Dezembro 14.700
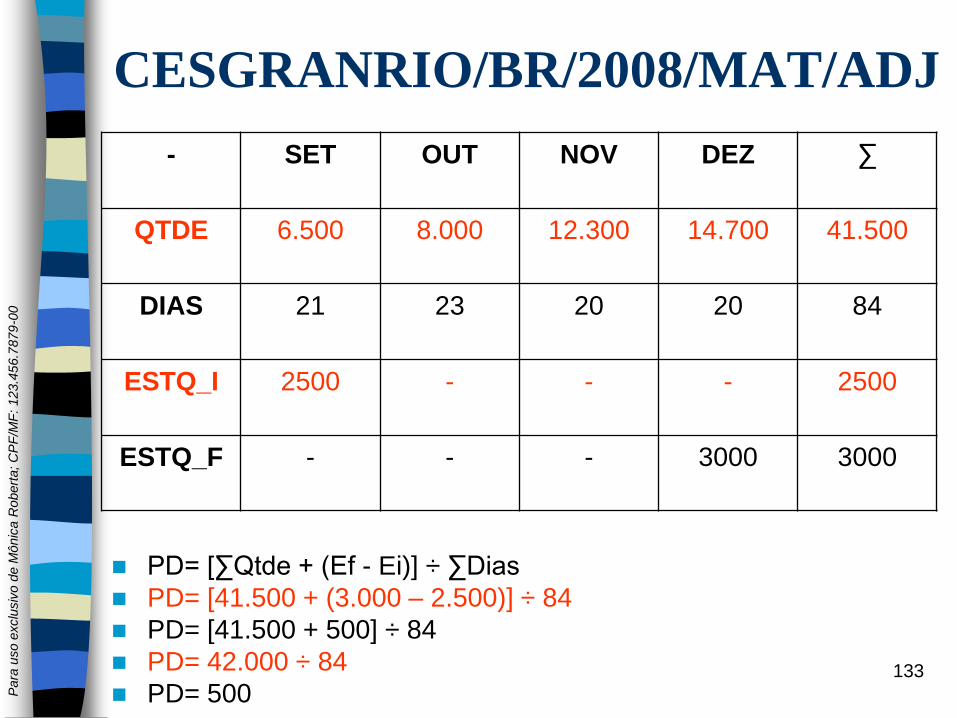
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
133
CESGRANRIO/BR/2008/MAT/ADJ
PD= [∑Qtde + (Ef - Ei)] ÷ ∑Dias
PD= [41.500 + (3.000 – 2.500)] ÷ 84
PD= [41.500 + 500] ÷ 84
PD= 42.000 ÷ 84
PD= 500
- SET OUT NOV DEZ ∑
QTDE 6.500 8.000 12.300 14.700 41.500
DIAS 21 23 20 20 84
ESTQ_I 2500 - - - 2500
ESTQ_F - - - 3000 3000
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
134
Gerenciamento das filas de espera
Praticamente todas as organizações que processam fluxos (materiais, pessoas, informações...) estão sujeitas à restrição de capacidade de recursos (filas).
– Se fluxo de materiais = estoque em processo
– Se fluxo de pessoas = filas
Capacidade < demanda, então, fila.
Características das filas:
– A) Os padrões de chegada são irregulares ou aleatórios (incerteza).
– B) Os tempos de atendimento variam entre as chegadas.
Teoria das Filas – A.K. Erlang (DIN), em 1917, “teoria para o tráfego de ligações telefônicas”. Três elementos:
– 1- Uma população-fonte de clientes e a forma como eles chegam ao sistema – finita ou infinita;
– 2- O sistema de serviço que deve atender aos clientes que chegam – PEPS, METP...;
– 3- A condição dos clientes que saem do sistema (volta ou não?)
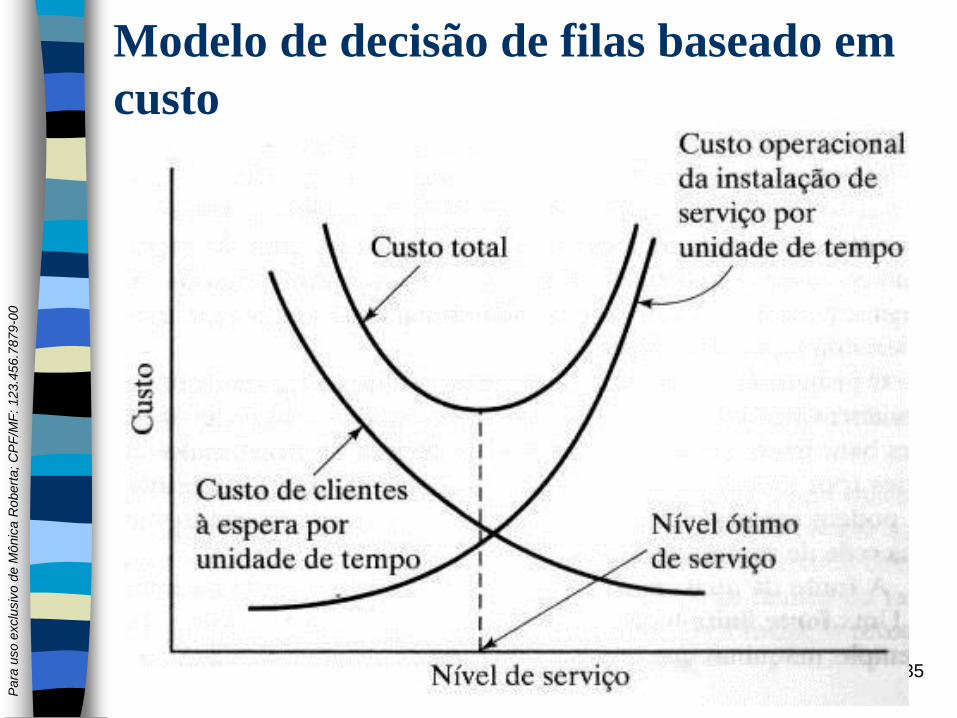
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
135
Modelo de decisão de filas baseado em
custo
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
136
Psicologia da Fila – Maister (1985) I- A maioria das pessoas superestima o tempo de espera
(em mais de 20%);
II- Tempo ocioso parece mais longo do que tempo ocupado;
III- A espera pré-processo parece maior do que o tempo em processo;
IV- Esperas sem explicação são menos toleradas do que as explicadas;
V- Quanto maior o “valor" dado pelo cliente ao serviço, maior a tolerância com a espera;
VI- Esperas sem previsão de atendimento parecem mais longas do que as com prazo conhecido;
VII- Esperas solitárias parecem mais longas do que em grupo.
Terminologias:
– Recusa a entrar na fila (“balk”)
– Desistência quando na fila (“renege”)
– Troca de fila (“jockeying”)
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
137
Teminologias
Chegada – uma unidade da distribuição da taxa de chegada. Ocorre quando uma pessoa, máquina, peça etc. chega e necessita ser atendida. Cada unidade pode continuar a ser chamada “chegada” enquanto permanecer no sistema de serviço.
Taxa de chegada (λ – “lâmbda”) – a taxa em que coisas ou pessoas chegam, em chegadas por unidade de tempo (por exemplo, pessoas por hora). A taxa de chegada geralmente tem uma distribuição normal ou de Poisson.
Canais – o número de filas de espera num sistema de serviço. Um sistema de canal único tem somente uma fila, e um sistema de múltiplos canais tem duas ou mais filas.
Fila – uma fila de espera.
Disciplina de fila – as regras que determinam a ordem na qual as chegadas são seqüenciadas através de sistemas de serviço. Algumas disciplinas de fila comuns são: primeiro a entrar, primeiro a ser atendido (PEPS), o menor tempo de processamento (METP), razão crítica (RC) e os clientes mais valorizados (VIP) são atendidos primeiro.
Tamanho da fila – o número de chegadas (pessoas ou serviços) que esperam para ser atendidas.
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
138
Teminologias
Fases do serviço – o número de passos no atendimento das chegadas. Um sistema de serviço de fase única tem somente uma fase de atendimento, enquanto um sistema de múltiplas fases tem dois ou mais passos.
Taxa de atendimento (µ – “mi”) – a razão em que as chegadas (pessoas ou serviços) são atendidas, em chegadas por unidade de tempo (horas, dias etc.). A taxa de atendimento é usualmente uma distribuição uniforme, normal ou de Poisson.
Taxa de serviço (1/µ) – o tempo necessário para atender uma chegada, expresso em minutos (ou horas, dias etc.) por chegada. A medida não inclui o tempo de espera.
Tempo no sistema – O tempo total que as chegadas gastam no sistema, incluindo tanto o tempo de espera como o de atendimento.
Utilização (Pn) – O grau em que qualquer parte de um sistema de serviço é ocupada por uma chegada. Geralmente é expressa como a probabilidade de que n chegadas estejam no sistema.
Tempo de espera – A quantidade de tempo que uma chegada gasta na fila.
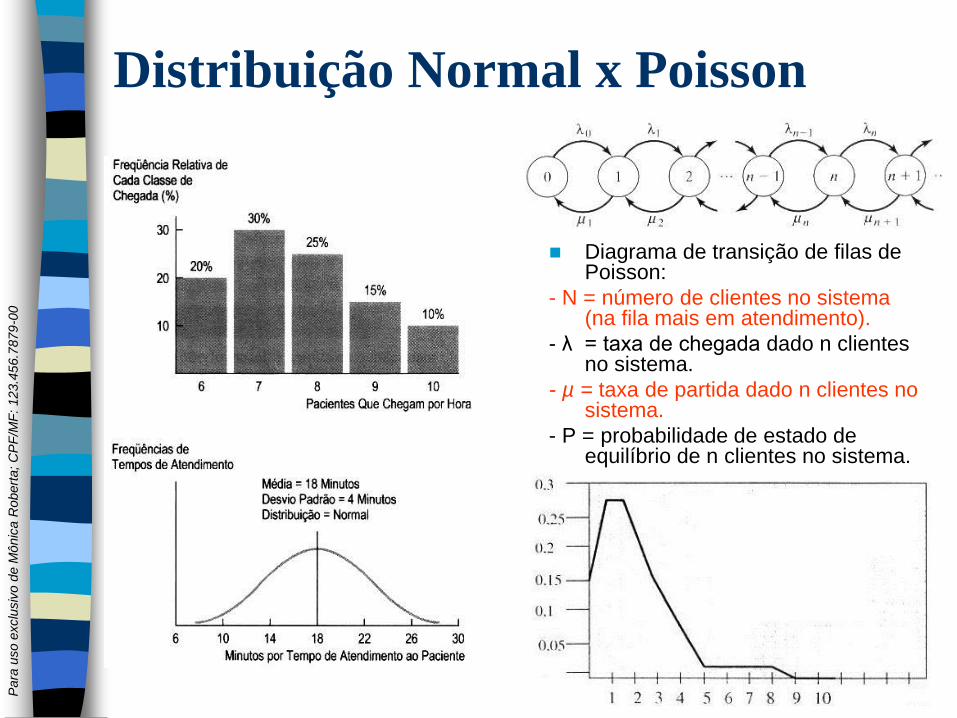
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
139
Distribuição Normal x Poisson
Diagrama de transição de filas de Poisson:
- N = número de clientes no sistema (na fila mais em atendimento).
- λ = taxa de chegada dado n clientes no sistema.
- µ = taxa de partida dado n clientes no sistema.
- P = probabilidade de estado de equilíbrio de n clientes no sistema.
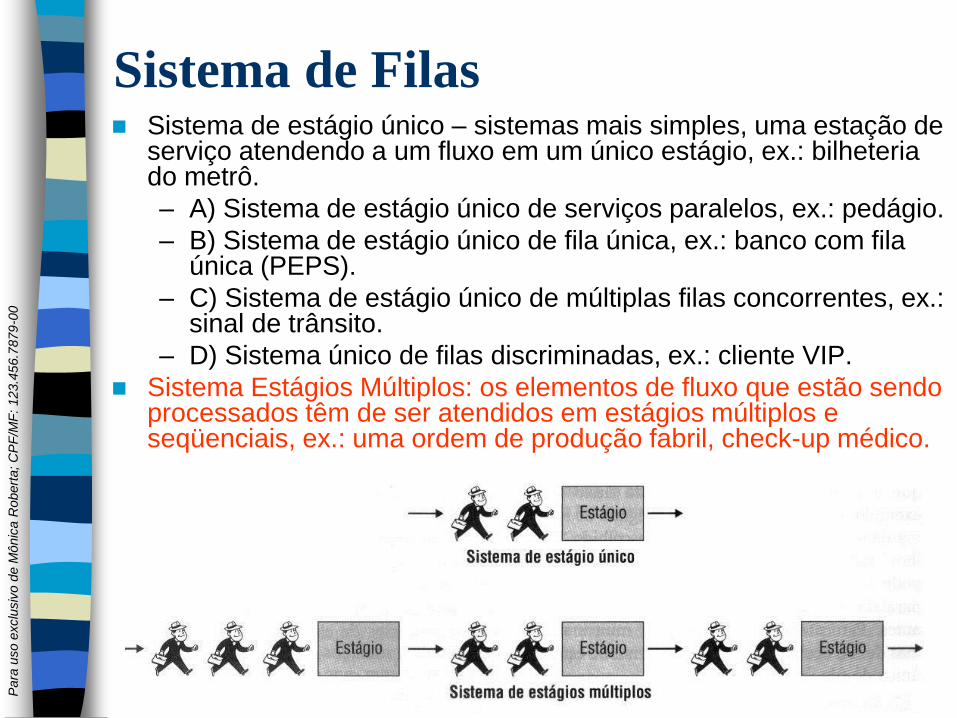
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
140
Sistema de Filas Sistema de estágio único – sistemas mais simples, uma estação de
serviço atendendo a um fluxo em um único estágio, ex.: bilheteria do metrô.
– A) Sistema de estágio único de serviços paralelos, ex.: pedágio.
– B) Sistema de estágio único de fila única, ex.: banco com fila única (PEPS).
– C) Sistema de estágio único de múltiplas filas concorrentes, ex.: sinal de trânsito.
– D) Sistema único de filas discriminadas, ex.: cliente VIP.
Sistema Estágios Múltiplos: os elementos de fluxo que estão sendo processados têm de ser atendidos em estágios múltiplos e seqüenciais, ex.: uma ordem de produção fabril, check-up médico.
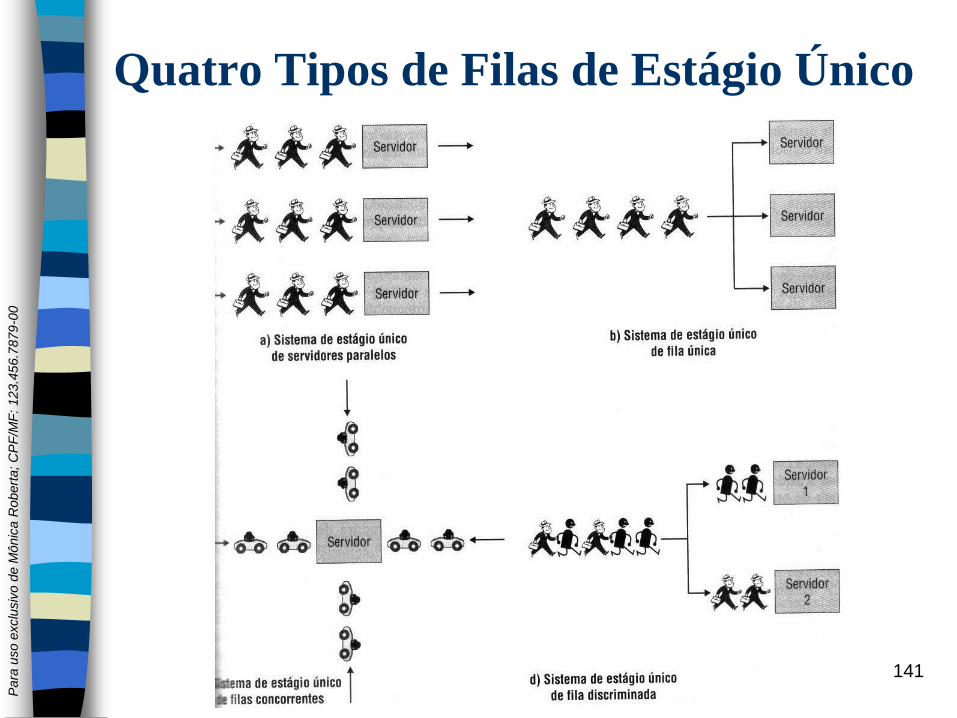
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
141
Quatro Tipos de Filas de Estágio Único
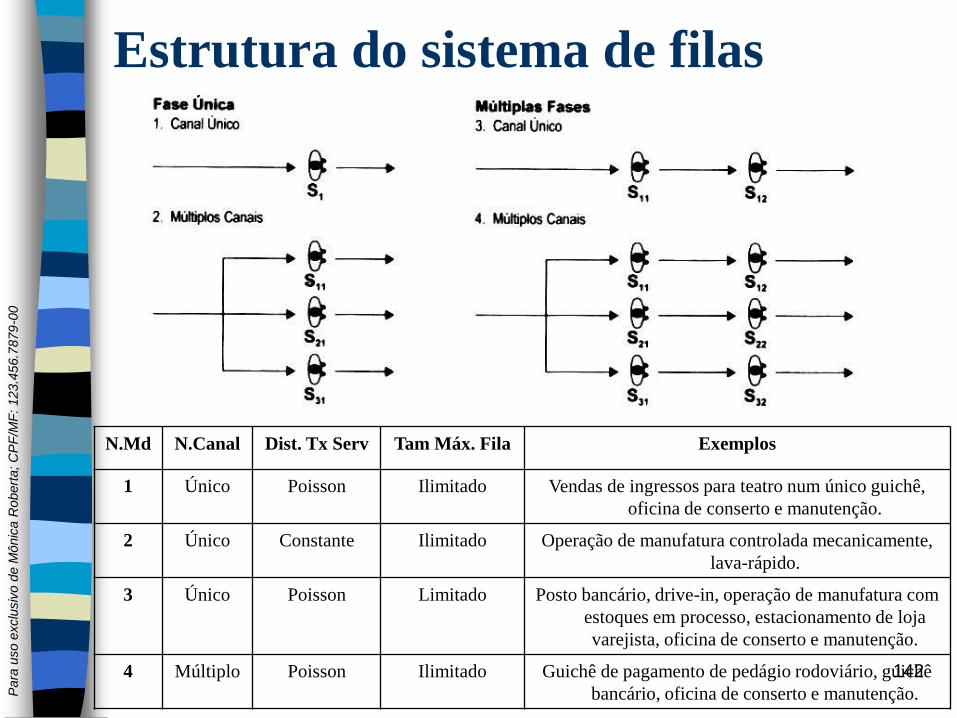
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
142
Estrutura do sistema de filas
N.Md N.Canal Dist. Tx Serv Tam Máx. Fila Exemplos
1 Único Poisson Ilimitado Vendas de ingressos para teatro num único guichê,
oficina de conserto e manutenção.
2 Único Constante Ilimitado Operação de manufatura controlada mecanicamente,
lava-rápido.
3 Único Poisson Limitado Posto bancário, drive-in, operação de manufatura com
estoques em processo, estacionamento de loja
varejista, oficina de conserto e manutenção.
4 Múltiplo Poisson Ilimitado Guichê de pagamento de pedágio rodoviário, guichê
bancário, oficina de conserto e manutenção.
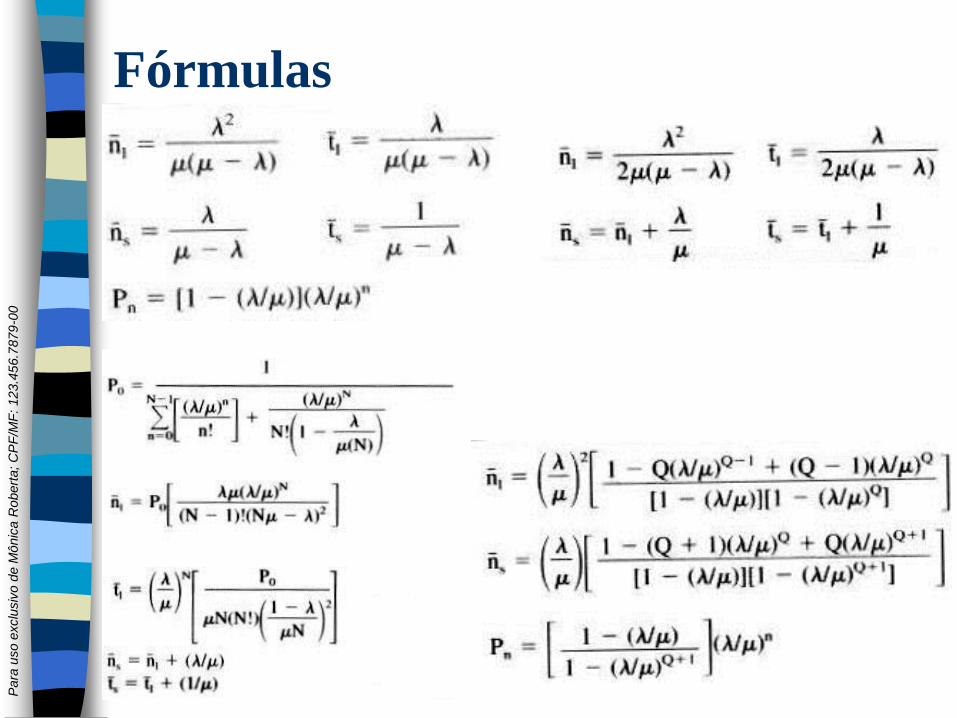
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
143
Fórmulas
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
144
Definições das variáveis para modelos de
filas
λ = taxa de chegada - número médio de chegadas por unidade de tempo.
µ = taxa de serviço - número médio de chegadas.
que podem ser atendidas por unidade de tempo por canal.
n = número de chegadas no sistema.
n1 = número médio de chegadas que estão na fila de espera.
ns = número médio de chegadas no sistema.
N = número de canais num sistema de
múltiplos canais.
Pn = probabilidade de que haja exatamente n chegadas no sistema.
Q = número máximo de chegadas que podem estar no sistema (soma das chegadas que são atendidas e que estão na fila de espera).
t1 = tempo médio que as chegadas esperam.
ts = tempo médio que as chegadas permanecem no sistema.
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
145
Exercício – Mod. 1
O DMV Express tem somente um guichê de atendimento ao cliente e oferece um único serviço: renovação de carteira de motoristas. Sendo que:
– λ = chegam 50 clientes por hora, em média.
– µ = em média, 75 clientes por hora, podem ser atendidos.
– Considera-se que as taxas de chegada tem uma distribuição de Poisson, o sistema tem um única fase e um único canal, e o tamanho máximo da fila é ilimitada, então:
A) Compute o tamanho médio da fila.
B) Compute o número médio de clientes no sistema de serviço.
C) Compute o tempo médio que os clientes esperam.
D) Compute o tempo médio que os clientes permanecem no sistema.
E) Compute a probabilidade de que um ou mais clientes estejam no sistema.
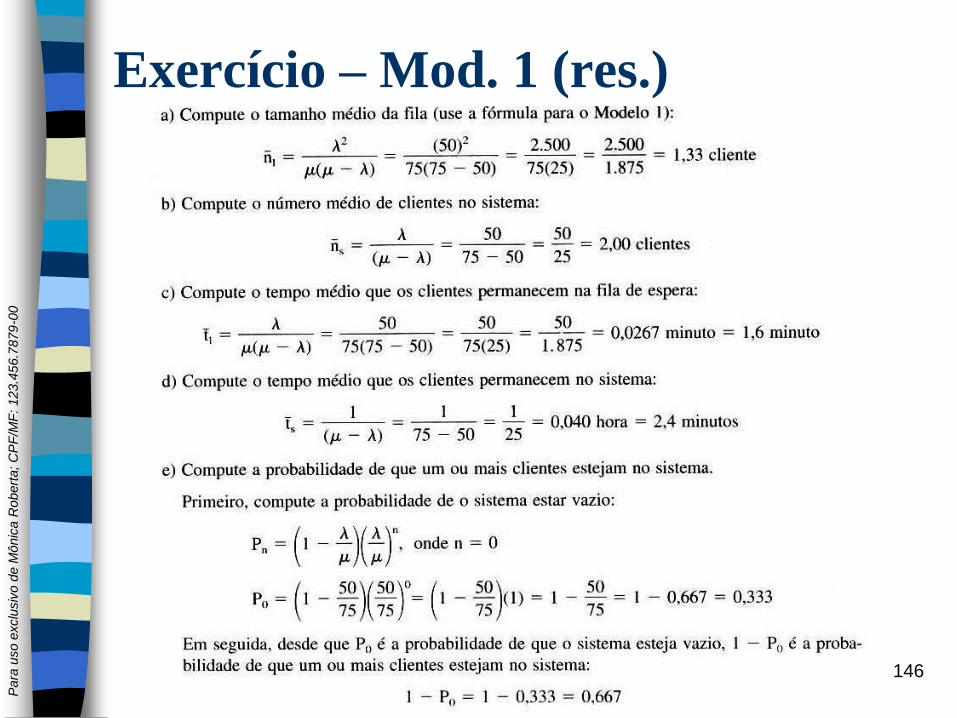
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
146
Exercício – Mod. 1 (res.)
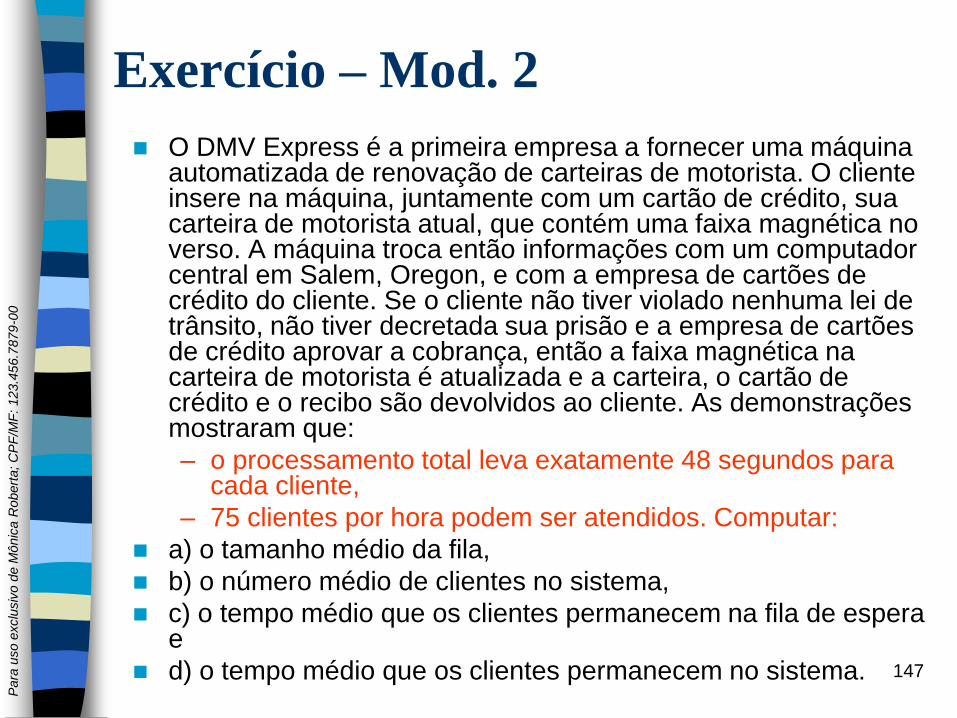
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
147
Exercício – Mod. 2
O DMV Express é a primeira empresa a fornecer uma máquina automatizada de renovação de carteiras de motorista. O cliente insere na máquina, juntamente com um cartão de crédito, sua carteira de motorista atual, que contém uma faixa magnética no verso. A máquina troca então informações com um computador central em Salem, Oregon, e com a empresa de cartões de crédito do cliente. Se o cliente não tiver violado nenhuma lei de trânsito, não tiver decretada sua prisão e a empresa de cartões de crédito aprovar a cobrança, então a faixa magnética na carteira de motorista é atualizada e a carteira, o cartão de crédito e o recibo são devolvidos ao cliente. As demonstrações mostraram que:
– o processamento total leva exatamente 48 segundos para cada cliente,
– 75 clientes por hora podem ser atendidos. Computar:
a) o tamanho médio da fila,
b) o número médio de clientes no sistema,
c) o tempo médio que os clientes permanecem na fila de espera e
d) o tempo médio que os clientes permanecem no sistema.
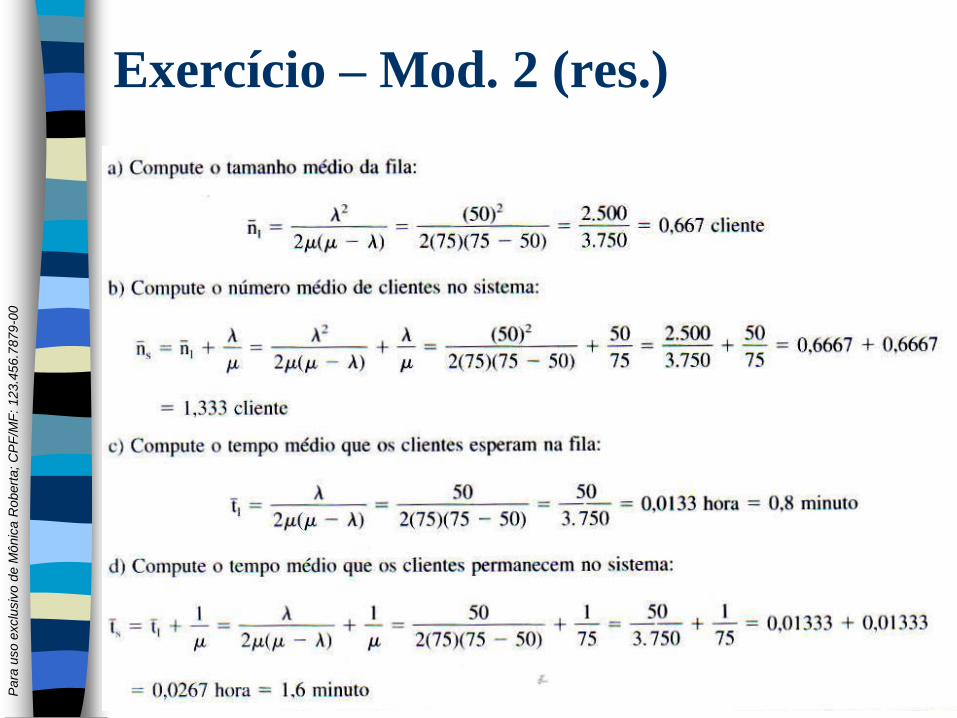
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
148
Exercício – Mod. 2 (res.)
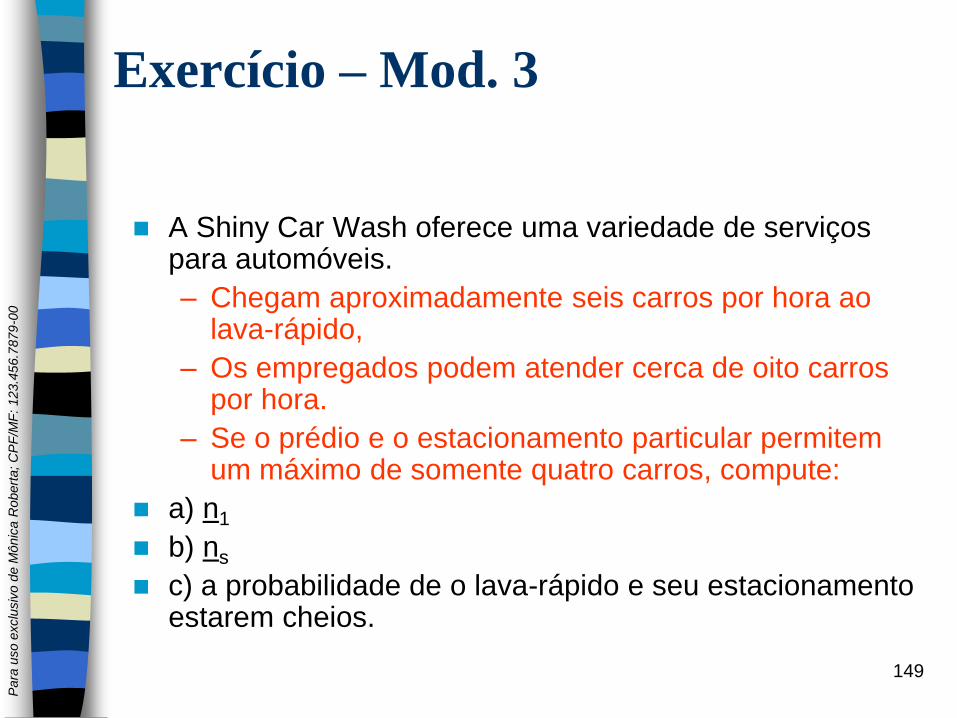
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
149
Exercício – Mod. 3
A Shiny Car Wash oferece uma variedade de serviços para automóveis.
– Chegam aproximadamente seis carros por hora ao lava-rápido,
– Os empregados podem atender cerca de oito carros por hora.
– Se o prédio e o estacionamento particular permitem um máximo de somente quatro carros, compute:
a) n1
b) ns
c) a probabilidade de o lava-rápido e seu estacionamento estarem cheios.
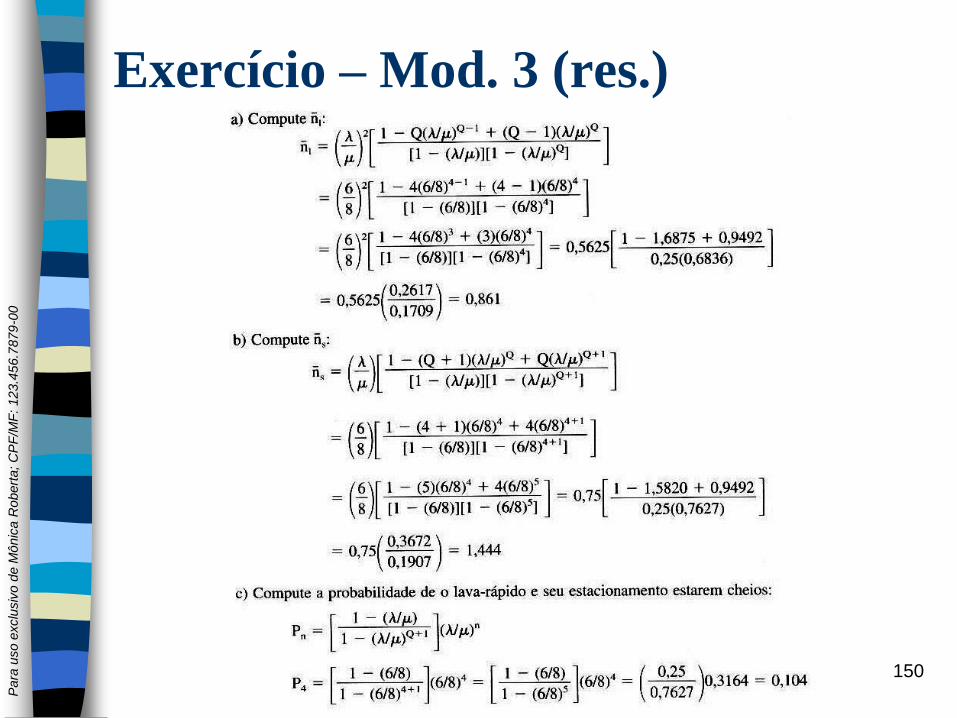
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
150
Exercício – Mod. 3 (res.)
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
151
Exercício – Mod. 4
A Shiny Car Wash tem recebido numerosas reclamações de seus clientes de que não conseguem receber atendimento porque o lava-rápido está cheio. O proprietário do lava-rápido pode comprar a propriedade vizinha e ampliá-lo duplicando suas instalações atuais.
– Aproximadamente seis carros por hora ainda esperariam para chegar ao lava-rápido,
– Os empregados poderiam atender cerca de oito carros por hora em cada um dos dois lava-rápidos.
O proprietário da Shiny reflete sobre como o número médio de carros que estão na fila de espera e no sistema se modificaria e qual seria a probabilidade de as duas instalações se esvaziarem.
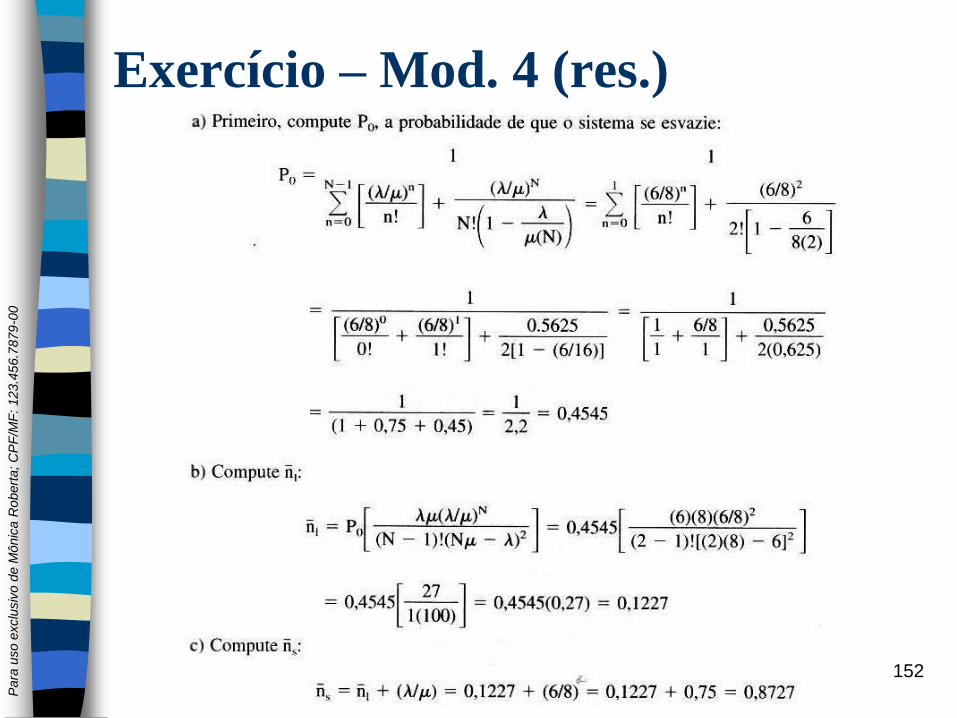
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
152
Exercício – Mod. 4 (res.)
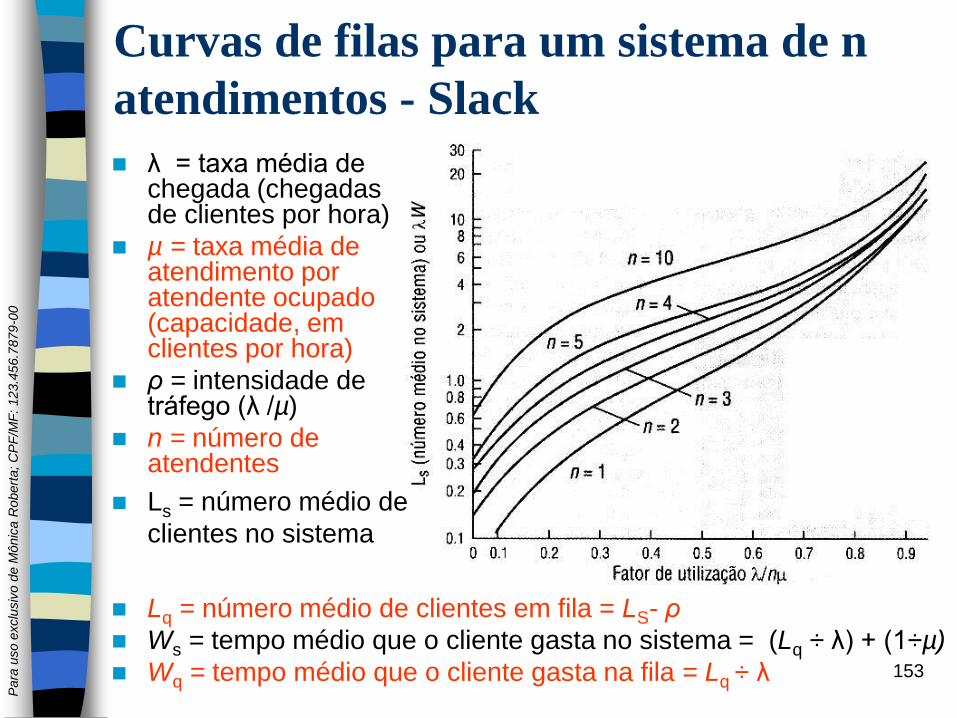
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
153
Curvas de filas para um sistema de n
atendimentos - Slack
Lq = número médio de clientes em fila = LS- ρ
Ws = tempo médio que o cliente gasta no sistema = (Lq ÷ λ) + (1÷µ)
Wq = tempo médio que o cliente gasta na fila = Lq ÷ λ
λ = taxa média de chegada (chegadas de clientes por hora)
µ = taxa média de atendimento por atendente ocupado (capacidade, em clientes por hora)
ρ = intensidade de tráfego (λ /µ)
n = número de atendentes
Ls = número médio de
clientes no sistema
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
154
Exercício - Slack
Um banco deseja decidir quantas pessoas deve programar atender durante o período movimentado do horário de almoço. Suas investigações revelaram que, durante esse período, os clientes chegam a uma taxa de nove por hora e que as perguntas que fazem durante esse período (verificação de contas, abertura de novas contas, solicitação de empréstimos etc.) demoram, em média, 15 minutos.
O gerente do banco sente que quatro pessoas deveriam trabalhar durante esse período, mas quer assegurar-se de que os clientes não esperem mais do que três minutos em média antes de serem atendidos.
– λ = taxa de chegadas = 9 por hora
– µ = taxa de atendimento = 1 ÷ 0,25 (15” ou 1/4) = 4 por hora
– n = 4 atendentes
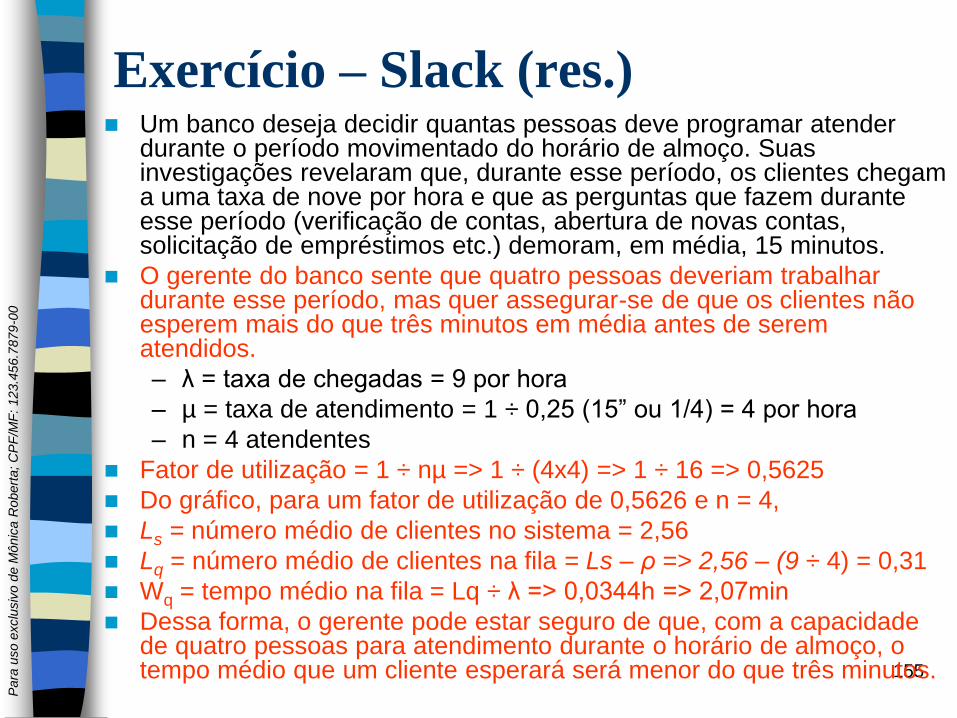
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
155
Exercício – Slack (res.) Um banco deseja decidir quantas pessoas deve programar atender
durante o período movimentado do horário de almoço. Suas investigações revelaram que, durante esse período, os clientes chegam a uma taxa de nove por hora e que as perguntas que fazem durante esse período (verificação de contas, abertura de novas contas, solicitação de empréstimos etc.) demoram, em média, 15 minutos.
O gerente do banco sente que quatro pessoas deveriam trabalhar durante esse período, mas quer assegurar-se de que os clientes não esperem mais do que três minutos em média antes de serem atendidos.
– λ = taxa de chegadas = 9 por hora
– µ = taxa de atendimento = 1 ÷ 0,25 (15” ou 1/4) = 4 por hora
– n = 4 atendentes
Fator de utilização = 1 ÷ nµ => 1 ÷ (4x4) => 1 ÷ 16 => 0,5625
Do gráfico, para um fator de utilização de 0,5626 e n = 4,
Ls = número médio de clientes no sistema = 2,56
Lq = número médio de clientes na fila = Ls – ρ => 2,56 – (9 ÷ 4) = 0,31
Wq = tempo médio na fila = Lq ÷ λ => 0,0344h => 2,07min
Dessa forma, o gerente pode estar seguro de que, com a capacidade de quatro pessoas para atendimento durante o horário de almoço, o tempo médio que um cliente esperará será menor do que três minutos.
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
156
Simulação
É uma técnica que permitem a geração e análise de alternativas de forma relativamente barata.
Permite gerar “chegadas” de clientes, de atendimento, fluxos e filas, simulando o fenômeno e controlando determinadas variáveis de desempenho preestabelecidas.
Também é possível acompanhar taxas de ocupação de recursos, para se analisarem questões referentes a ociosidades e custos correspondentes.
Alternativas podem ser mais facilmente testadas e o analista pode contar com saídas gráficas que podem dar uma idéia visual dos efeitos de alterações nas variáveis de decisão.
Para
uso e
xclu
siv
o d
e M
ônic
a R
obert
a; C
PF
/MF
: 123.4
56.7
879
-00
157
Etapas de uma simulação 1- Definição do problema
2- Construção do Modelo
2.1- Identificação das variáveis e parâmetros
2.2- Especificação das regras de decisão
2.3- Coleta de dados e especificação das variáveis e parâmetros
2.4- Especificação dos procedimentos de incremento de tempo
2.5- Especificação dos procedimentos de realização do resumo
3- Processamento da Simulação
3.1- Chegadas Monte Carlo (números aleatórios e uniformes, curva normal)
3.2- Tempos de atendimento normalmente distribuídos
3.3- Execução da simulação
3.4- Avaliação da simulação computadorizada
![[Apostila] Projeto de instalações elétricas](https://img.pdfslide.tips/doc/110x75/577ce4a81a28abf1038ede14/apostila-projeto-de-instalacoes-eletricas.jpg)